Область техники, к которой относится изобретение
Настоящее изобретение относится к шине для монтажа на ободе и, в частности, относится к шине, в которой по меньшей мере часть произведена из материала смолы.
Уровень техники
Пневматические шины, скомпонованные из резины, органических волокнистых материалов, стальных элементов, и тому подобного, традиционно используются в транспортных средствах, таких как автомобили.
В последнее время использование материалов смол, в частности, термопластичных смол, термопластичных эластомеров, и тому подобного, в качестве материалов для шин, исследуется с точки зрения снижения массы, легкости формования, и легкости повторного использования.
Например, патентный документ 1 (Японская выложенная заявка на патент (JP-A) №2003-104008) и патентный документ 2 (JP-A № H03-143701) описывают пневматическую шину, сформованную с использованием термопластичного полимерного материала.
Документы уровня техники
Патентные документы
Патентный документ 1: JP-A №2003-104008
Патентный документ 2: JP-A № Н03-143701
Раскрытие изобретения
Проблемы, решаемые в изобретении
Шины с использованием термопластичного полимерного материала гораздо легче производятся и имеют меньшую стоимость, чем традиционные резиновые шины. Кроме того, поскольку шины, в которых используется термопластичный полимерный материал, обладают избыточной эластичностью, а также имеют более простую структуру, чем традиционные шины, выполненные из резины, это создает преимущество, обеспечивая снижение массы произведенной шины.
Однако, хотя шины, в которых используется термопластичный полимерный материал, обладают избыточной эластичностью, еще имеется возможность для улучшения в отношении характеристики удержания газа, такого как воздух, в шине.
В традиционной вулканизированной пневматической шине, с целью улучшения характеристики удержания газа, в качестве слоя, удерживающего газ, используется каучук на основе IIR (каучукоподобный сополимер изобутилена и изопрена (бутилкаучук)). Однако удерживающий газ слой, сформованный на основе IIR-каучука, является тяжелым и не подходит для использования в шинах, в которых полимерный материал используется с целью снижения массы. Когда удерживающий газ слой, сформованный на основе IIR-каучука, обеспечивается для шины, в которой используется полимерный материал, требуется вулканизационный клей для связывания удерживающего газ слоя с телом каркаса шины. При использовании вулканизационного клея для связывания удерживающего газ слоя указанным способом возникают многочисленные ограничения в процессе производства, такие как ограничение времени вулканизационного формования.
С учетом указанных выше обстоятельств, целью изобретения является обеспечение шины, сформированной из материала смолы, которая имеет небольшую массу и отличные характеристики удержания газа в теле каркаса шины.
Средства решения проблемы
Шина согласно изобретению содержит по меньшей мере кольцевое тело каркаса шины, которое сформировано из материала смолы и имеет слоистую структуру, при этом тело каркаса шины содержит по меньшей мере один слой, удерживающий газ.
Преимущества изобретения
Как разъяснено выше, согласно изобретению может быть получена шина, сформированная из материала смолы, которая имеет небольшую массу, и отличные характеристики удержания газа в теле каркаса шины.
Краткое описание чертежей
Фигура 1А представляет собой вид в перспективе, иллюстрирующий поперечное сечение части шины, в соответствии с иллюстративным вариантом осуществления изобретения.
Фигура 1В представляет собой поперечное сечение борта покрышки, смонтированной на ободе.
На фигуре 2 приведена увеличенная диаграмма, иллюстрирующая барьерный слой для газа в соответствии с иллюстративным вариантом осуществления 1-1.
Фигура 3 является поперечным сечением, взятым вдоль оси вращения шины в соответствии с иллюстративным вариантом осуществления 1-1, и иллюстрирующим состояние, в котором армирующий корд внедрен в коронную часть каркаса покрышки.
Фигура 4 представляет собой графическое изображение, поясняющее операцию внедрения армирующего корда в коронную часть каркаса покрышки с использованием устройства нагревания корда и роликов.
Фигура 5А представляет собой поперечное сечение, взятое вдоль направления ширины шины в соответствии с иллюстративным вариантом осуществления изобретения.
Фигура 5В является увеличенным поперечным сечением, взятым вдоль направления ширины шины для борта покрышки, в смонтированном состоянии обода на шине.
Фигура 6 является увеличенным графическим изображением, иллюстрирующим барьерный слой для газа в соответствии с иллюстративным вариантом осуществления 1-2.
На фигуре 7 показано поперечное сечение, взятое вдоль направления ширины шины, иллюстрирующее периферию армирующего слоя шины в соответствии с иллюстративным вариантом осуществления 1-2.
На фигуре 8 показано графическое изображение, поясняющее структуру «салями» удерживающего газ слоя.
Фигура 9 представляет собой СЭМ-изображение, где показана структура удерживающего газ слоя в соответствии с иллюстративным вариантом осуществления 2-1.
Фигура 10 представляет собой СЭМ-изображение, где показана структура удерживающего газ слоя в соответствии с иллюстративным вариантом осуществления 3-1.
Осуществление изобретения
Как описано выше, шина согласно изобретению содержит по меньшей мере кольцевое тело каркаса шины, которое сформировано из материала смолы и имеет слоистую структуру, при этом тело каркаса шины содержит по меньшей мере один слой, удерживающий газ.
Шина согласно изобретению содержит кольцевое тело каркаса шины, сформированное из материала смолы. Термин "материал смолы" означает понятие, которое охватывает термопластичные смолы (которые охватывают термопластичные эластомеры) и термореактивные смолы, и не охватывает вулканизированную резину. Благодаря тому, что шины согласно изобретению имеют тело каркаса шины, сформированное из материала смолы, устраняется потребность в процессе вулканизации, который является существенной стадией для традиционных шин, выполненных из резины, что дает возможность получать, например, тело каркаса шины с использованием литья под давлением или тому подобного. Таким образом, имеется возможность упростить производственный процесс, что дает возможность снизить затраты времени и средств. Кроме того, тело каркаса шины, сформированное из материала смолы, имеет более простую структуру, чем традиционные шины, выполненные из резины, что дает преимущество более легкой массы. Это обеспечивает улучшение сопротивления истиранию и сопротивления качению для шины.
Шина согласно изобретению имеет тело каркаса шины со слоистой структурой и содержит слой, удерживающий газ. Шина согласно изобретению имеет удерживающий газ слой в теле каркаса шины, что обеспечивает улучшение характеристики удержания газа, например, воздуха, азота, или тому подобного, для тела каркаса шины. Таким образом, шину согласно изобретению можно эффективно использовать в качестве пневматической шины, в которой тело каркаса шины смонтировано на ободе, и газ заполняет пространство, ограниченное телом каркаса шины и ободом. В то же время улучшение характеристик удержания газа для шины также улучшает характеристику сохранения внутреннего давления в шине.
Далее следует объяснение относительно вариантов осуществления удерживающего газ слоя и материалов, содержащихся в слое, удерживающем газ, и относительно материалов смолы, содержащихся в теле каркаса шины согласно изобретению, и затем конкретные примеры вариантов осуществления шин согласно изобретению, со ссылкой на чертежи.
[Слой, удерживающий газ]
Шина согласно изобретению содержит слой, удерживающий газ. Слой, удерживающий газ, может быть слоем, который имеет коэффициент газопроницаемости при 80°C (ниже называется просто "коэффициент газопроницаемости") равный 2,0×10-15 см3·см/(см2·с·Па) или меньше. Ограничение коэффициента газопроницаемости величиной 2,0×10-15 см3·см/(см2·с·Па) или меньше обеспечивает достаточное улучшение характеристики удержания газа в теле каркаса шины при толщине пленки, которая демонстрирует достаточную эластичность в качестве элемента конструкции шины. С точки зрения характеристик удержания газа для тела каркаса шины, коэффициент газопроницаемости удерживающего газ слоя предпочтительно составляет 1,0×10-15 см3·см/(см2·с·Па) или меньше. Отличные характеристики удержания газа в удерживающем газ слое также имеют то преимущество, что имеют высокие барьерные свойства для проникновения влаги.
Коэффициент газопроницаемости удерживающего газ слоя можно измерить, например, согласно документу JIS K7126-1:2006 (Способ А: метод перепада давления). Более конкретно, устройство измерения газопроницаемости "GTR-30X" (производство фирмы GTE Tec Corporation) может быть использовано для измерения коэффициента газопроницаемости, в следующих условиях: температура ячейки 80°C, и абсолютный перепад давления 0,30 Па.
В настоящем изобретении тело каркаса шины имеет слоистую структуру из по меньшей мере двух или более слоев в радиальном направлении шины. Достаточно, чтобы слой, удерживающий газ, составлял один слой или несколько слоев слоистой структуры тела каркаса шины. С точки зрения характеристик удержания газа, в таких случаях удерживающий газ слой предпочтительно сформирован непрерывно по всей области коронной части и боковых частей тела каркаса шины, а именно, по всей области в направлении вдоль окружности и в направлении ширины тела каркаса шины. Слой, удерживающий газ, может быть расположен в любой наиболее удаленной наружной, промежуточной или крайней внутренней стороне, в радиальном направлении шины в слоистой структуре тела каркаса шины; однако с точки зрения легкости конструкции и эффективного улучшения характеристик удержания газа, удерживающий газ слой предпочтительно расположен на внутренней стороне, в радиальном направлении шины, тела каркаса шины, и более предпочтительно, расположен на крайней внутренней стороне, или в положении второго слоя от крайней внутренней стороны, в радиальном направлении шины. В настоящем изобретении армирующий корд для армирования тела каркаса шины не является существенным элементом конструкции; однако в случаях, когда армирующий корд навит на тело каркаса шины, таких как в вариантах, описанных ниже, указанный слой, удерживающий газ, предпочтительно предусмотрен в радиальном направлении глубже внутрь, чем слой армирующего корда, для того чтобы отсутствовал контакт с армирующим кордом.
Предпочтительно слой, удерживающий газ, обладает определенной степенью эластичности. Эластичность слоя, удерживающего газ, можно определить со стандартным напряжением при 4% удлинении растяжения в испытании одноосного удлинения при растяжении (JIS K7161-1994 Определение характеристик растяжения пластиков). Напряжение слоя, удерживающего газ, при 4% удлинении с растяжением, с точки зрения улучшения долговечности тела каркаса шины и слоя, удерживающего газ, находится в связи с модулем упругости тела каркаса шины, и предпочтительно составляет 70 МПа или меньше, и более предпочтительно 50 МПа или меньше, особенно предпочтительно 40 МПа или меньше. Отсутствуют конкретные минимальные ограничения напряжения слоя, удерживающего газ, при 4% удлинении с растяжением.
Толщина слоя, удерживающего газ, с точки зрения характеристик удержания газа, предпочтительно является настолько большой, насколько возможно, и предпочтительно определяется с учетом эластичности (модуля упругости) удерживающего газ слоя. С точки зрения баланса свойств удержания газа и эластичности, толщина слоя, удерживающего газ, предпочтительно составляет от 20 мкм до 300 мкм, и более предпочтительно от 20 мкм до 100 мкм.
Способ формирования слоя, удерживающего газ, конкретно не ограничивается, слой может интегрально формоваться телом каркаса шины, или материал, который образует слой, удерживающий газ, может быть предусмотрен внутри тела каркаса шины, после того как форма тела каркаса шины будет сформована. Способ формования может быть любым подходящим известным методом, таким как соэкструзия, литье под давлением, раздувное формование или тому подобное. В тех случаях, когда слой, удерживающий газ, прикрепляется к телу каркаса шины в последующем, может быть дополнительно предусмотрен, например, адгезивный слой для соединения вместе слоя, удерживающего газ, и тела каркаса шины.
Материал для формирования слоя, удерживающего газ, конкретно не ограничивается, до тех пор, пока этот материал будет способен давать коэффициент газопроницаемости, указанный выше; однако, с точки зрения уменьшения массы шины, и долговечности тела каркаса шины и удерживающего газ слоя, предпочтительно используется материал смолы, особенно предпочтительно используется термопластичная смола. Здесь термин "материал смолы" означает понятие, охватывающее термопластичные смолы и термореактивные смолы, и не охватывающее вулканизированную резину. Примеры термореактивных смол включают, например, фенольные смолы, карбамидные смолы, меламиновые смолы, эпоксидные смолы, полиамидные смолы и тому подобные.
Примеры термопластичных смол включают, например, уретановые смолы, олефиновые смолы, хлорвиниловые смолы и полиамидные смолы. Среди указанных смол предпочтительными, с точки зрения характеристик газового барьера, являются термопластичные смолы на основе полиамидов или сополимер этилена и винилового спирта (иногда в последующем называется "EVOH") в качестве термопластичных смол, используемых в слое, удерживающем газ. С точки зрения характеристик газового барьера, в качестве термопластичной смолы на основе полиамидов, предпочтительно используются полиамидные смолы, которые являются продуктом поликонденсации ε-капролактама (иногда в последующем называется "полиамид-6"), с раскрытием цикла, или полиамиды, имеющие метаксилолдиамин в качестве структурного звена (иногда в последующем называется "полиамид MX"), причем с учетом термостойкости, полиамид-6 является предпочтительным.
<Сополимер этилена и винилового спирта (EVOH)>
Сополимер этилена и винилового спирта конкретно не ограничивается, и среди сополимеров этилена и винилового спирта их характеристики сближаются со свойствами полиэтилена с увеличением доли этилена в композиции и снижением доли винилового спирта в композиции. Таким образом, хотя улучшается эластичность самого EVOH, снижается температура плавления и ухудшаются характеристики газового барьера. С другой стороны, когда доля этилена в композиции становится меньше, а доля винилового спирта в композиции увеличивается, ухудшается влияние на эластичность; однако температура плавления возрастает, и происходит значительное улучшение характеристик газового барьера. С точки зрения баланса свойств эластичности и газового барьера EVOH, содержание этилена в EVOH предпочтительно составляет приблизительно от 28 мол. % до 40 мол. %.
Сополимер этилена и винилового спирта может быть использован индивидуально, или в комбинации из двух или более его типов, имеющих различную молекулярную массу, состав композиции или тому подобное.
Текучесть EVOH при рассмотрении перерабатываемости EVOH при формировании, в частности устойчивости при экструзии в виде тонкой пленки, предпочтительно соответствует величине текучести расплава (MFR), измеренной при 250°C под нагрузкой 5005 г согласно стандарту ASTMD 1238 (в дальнейшем называется "MFR (250°C/5005 г)"), равной 3,0 или больше. Отсутствуют конкретные ограничения верхнего предела MFR (250°C/5005 г) для EVOH, и обычно величина MFR равна 20 или меньше.
Промышленные продукты, такие как "EVAL" серии Е-104, F-101, G-151 (произведенные на фирме Kuraray Co., Ltd.), могут быть использованы в качестве EVOH, и с точки зрения характеристик газового барьера, предпочтительный продукт выбирают с содержанием этилена 50% или меньше.
Слой, удерживающий газ, может быть выполнен таким образом, чтобы содержать сополимер этилена и винилового спирта и эластомер. Выполнение удерживающего газ слоя, содержащее сополимер этилена и винилового спирта и эластомер, обеспечивает увеличение эластичности слоя, удерживающего газ, по сравнению со случаями, в которых удерживающий газ слой сформирован с использованием только сополимера этилена и винилового спирта. Кроме того, благодаря достаточной прочности и адгезионной способности удерживающего газ слоя, содержащего сополимер этилена и винилового спирта и эластомер, имеется то преимущество, что можно сделать слой, удерживающий газ, более тонким.
В варианте осуществления, с использованием комбинации сополимера этилена и винилового спирта и эластомера, коэффициент газопроницаемости слоя, удерживающего газ, при 80°C предпочтительно составляет 7,5×10-14 см3·см/(см2·с·Па) или меньше. Ограничение коэффициента газопроницаемости слоя, удерживающего газ, величиной 7,5×10-14 см3·см/(см2·с·Па) или меньше обеспечивает достаточное улучшение характеристик удержания газа для тела каркаса шины. С точки зрения характеристик удержания газа для тела каркаса шины, более предпочтительно коэффициент газопроницаемости слоя, удерживающего газ, составляет 7,5×10-15 см3·см/(см2·с·Па). Отличные характеристики удержания газа в слое, удерживающем газ, также имеют то преимущество, что создают высокий барьер для проникновения влаги.
В указанном выше варианте осуществления, предпочтительно слой, удерживающий газ, обладает определенной степенью эластичности. Эластичность слоя, удерживающего газ, можно определить со стандартным напряжением при 4% удлинении растяжения в испытании одноосного удлинения при растяжении (JIS K7161-1994 Определение характеристик растяжения пластиков). С точки зрения улучшения долговечности тела каркаса шины и слоя, удерживающего газ, модуль упругости слоя, удерживающего газ, находится в связи с модулем упругости тела каркаса шины, предпочтительно под напряжением, при 4% удлинении с растяжением, равном 40 МПа или меньше, и более предпочтительно 30 МПа или меньше. Отсутствуют конкретные минимальные ограничения напряжения слоя, удерживающего газ, при 4% удлинении с растяжением.
В варианте осуществления с использованием комбинации сополимера этилена и винилового спирта и эластомера, сополимер этилена и винилового спирта конкретно не ограничивается, и среди сополимеров этилена и винилового спирта, их характеристики сближаются со свойствами полиэтилена с увеличением доли этилена в композиции и уменьшением доли винилового спирта в композиции. Таким образом, хотя улучшается эластичность самого EVOH, снижается температура плавления и ухудшаются характеристики газового барьера. С другой стороны, когда доля этилена в композиции становится меньше, и с увеличением доли винилового спирта в композиции, ухудшается влияние на эластичность; однако температура плавления возрастает, и происходит значительное улучшение характеристик газового барьера. С точки зрения баланса свойств эластичности и газового барьера EVOH, содержание этилена в EVOH предпочтительно составляет приблизительно от 25 мол. % до 50 мол. %, и предпочтительно составляет от 27 мол. % до 40 мол. %.
Сополимер этилена и винилового спирта может быть использован индивидуально, или в комбинации из двух или более его типов, имеющих различную молекулярную массу, состав композиции или тому подобное.
В варианте осуществления с использованием комбинации сополимера этилена и винилового спирта и эластомера, промышленные продукты, такие как "EVAL" серии L-101, F-101, H-101, E-105 и G-156 (произведенные на фирме Kuraray Co., Ltd.), могут быть использованы в качестве EVOH.
В варианте осуществления с использованием комбинации сополимера этилена и винилового спирта и эластомера, с точки зрения характеристик газового барьера, коэффициент газопроницаемости сополимера этилена и винилового спирта предпочтительно составляет 7,5×10-14 см3·см/(см2·с·Па) или меньше, и более предпочтительно 7,5×10-15 см3·см/(см2·с·Па) или меньше.
<Эластомер>
Отсутствуют конкретные ограничения для эластомера, который может быть использован в удерживающем газ слое, и может быть использован, например, термопластичный эластомер. Примеры термопластичных эластомеров включают термопластичные эластомеры на основе полиамидов (TPA), термопластичные эластомеры на основе полиэфиров (TPC), термопластичные эластомеры на основе полиолефинов (TPO), термопластичные эластомеры на основе полистирола (TPS), термопластичные эластомеры на основе полиуретанов (TPU) и термопластичные поперечно сшитые резины (TPV), а также другие термопластичные эластомеры (TPZ), которые определены в документе JIS K6418, и предпочтительно являются термопластичными эластомерами на основе полиолефинов.
Эластичность эластомера можно определить со ссылкой на напряжение при 4% удлинении с растяжением согласно документу JIS K7161-1994 Определение характеристик растяжения пластиков. С точки зрения улучшения долговечности тела каркаса шины и слоя, удерживающего газ, напряжение эластомера при 4% удлинении с растяжением, находится в связи с модулем упругости тела каркаса шины, и предпочтительно составляет 10 МПа или меньше, и более предпочтительно 5 МПа или меньше.
Примеры термопластичных эластомеров на основе полиолефинов включают, например, этилен-бутиленовый сополимер, этилен-пропиленовый сополимер (EPR), модифицированный этилен-бутиленовый сополимер, этилен-этилакрилатный сополимер (EEA), модифицированный EEA, модифицированный EPR, модифицированный тройной этилен-пропилен-диеновый сополимер (EPDM), ионсодержащий полимер, α-олефиновый сополимер, модифицированный изопреновый каучук (IR), модифицированный стирол-этилен-бутилен-стироловый сополимер (SEBS), галоидированный изобутилен-параметилстироловый сополимер, модифицированный акриловой кислотой полиэтилен, этилен-винилацетатный сополимер, и их кислотно-модифицированные продукты, и смеси, содержащие вышеуказанное, как основные компоненты. Они могут быть использованы индивидуально, или как смеси из двух или более указанных компонентов.
В качестве эластомера может быть использован модифицированный эластомер, или смесь модифицированного эластомера и немодифицированного эластомера. В частности, предпочтительным является продукт, модифицированный ангидридом кислоты, таким как ангидрид малеиновой кислоты, алкиловым эфиром акриловой кислоты, таким как глицидилметакрилат, его эпоксидным или модифицированным продуктом, обеспечивающий получение структуры мелкодисперсного сплава с сополимером этилена и винилового спирта в качестве базового полимера, и тому подобное.
В удерживающем газ слое, в случае, когда содержание эластомера относительно сополимера этилена и винилового спирта является слишком малым, тогда невозможно получить эффект достаточного улучшения эластичности и долговечности, благодаря составлению смеси с полиолефином; однако, в случае, когда содержание эластомера является слишком большим, иногда фаза «моря» превращается в фазу «островов» и наоборот (структура «острова в море» описана ниже), и характеристики газового барьера могут ухудшаться. Таким образом, соотношение компонента эластомера относительно сополимера этилена и винилового спирта предпочтительно составляет от 10% до 48% по объему, и более предпочтительно от 25% до 45% по объему.
Отмечается, что в случаях, когда в качестве эластомера используется модифицированный эластомер, такой как модифицированный кислотой эластомер, получаются выгодные эффекты от использования небольших количеств удельной энергии в ходе смешения и вымешивания (диспергирование), и не требуется передовая технология для смешения и вымешивания; однако, в случае больших количеств компаундированных компонентов, может происходить гелеобразование смолы, и в ходе экструзии может наблюдаться неудовлетворительный внешний вид, такой как шероховатость (наросты). С этих точек зрения, в случаях, когда в качестве эластомера используется модифицированный эластомер, содержание модифицированного эластомера в сополимере этилена и винилового спирта предпочтительно составляет 20% по объему или меньше, например, от 5% по объему до 20% по объему. В частности, в изобретении предпочтительно от 40% по объему до 100% по объему эластомера в сополимере этилена и винилового спирта составляет модифицированный кислотой эластомер.
Обычно сополимер этилена и винилового спирта и различные эластомеры, такие как описанные выше эластомеры на основе полиолефинов, не совместимы друг с другом. В изобретении образование совместимого состояния, а именно, хорошо диспергированного состояния, в указанной не совместимой системе позволяет достичь цели изобретения. Однако для образования совместимого состояния важно модифицировать по меньшей мере часть эластомера, ангидридом малеиновой кислоты или тому подобным, причем среднее кислотное число (степень модификации кислотой) во всем эластомере, используемом для получения хорошо диспергированного состояния, предпочтительно составляет 3,0 мг CH3ONa/г или больше.
Чем больше кислотное число эластомера, тем лучше диспергированное состояние; однако вязкость полученного сополимера этилена и винилового спирта возрастает с увеличением кислотного числа, при этом ухудшается влияние на перерабатываемость при формовании. Поэтому с целью уменьшения какого-либо роста вязкости из-за указанного увеличения кислотного числа, предпочтительно кислотное число эластомера находится на нижнем пределе диапазона, в котором можно получить хорошо диспергированное состояние, и таким образом, среднее кислотное число всего используемого эластомера предпочтительно составляет 7,5 мг CH3ONa/г или меньше.
Даже при таком же среднем кислотном числе, в случае высокого кислотного числа модифицированного эластомера, содержащегося в используемом эластомере, даже если среднее кислотное число снижено путем смешения указанного модифицированного эластомера с немодифицированным эластомером, может образоваться инородное гелевое вещество, предположительно благодаря локальной гиперактивации в процессе экструзии. Следовательно, кислотное число используемого модифицированного эластомера предпочтительно составляет 15,0 мг CH3ONa/г или меньше.
А именно, например, в соответствии с сопоставлением между смешанным эластомером А, имеющим среднее кислотное число всего эластомера около 5 (=30×17/100), который получен путем смешения модифицированного кислотой эластомера, имеющего кислотное число 30 мг CH3ONa/г, с немодифицированным эластомером в массовом соотношении 17:83, и смешанным эластомером В, имеющим среднее кислотное число всего эластомера около 5, который получен путем смешения модифицированного кислотой эластомера, имеющего кислотное число 10, с немодифицированным эластомером в массовом соотношении 50:50, их эксплуатационная стабильность значительно различается, даже если вязкость и размер диспергированных частиц сополимера этилена и винилового спирта, полученного из этих эластомеров, окажутся эквивалентными. В смешанном эластомере А в процессе экструзии иногда образуется инородное гелевое вещество. С другой стороны, может быть получена удовлетворительная стабильность для смешанного эластомера В. Следовательно, кислотное число используемого модифицированного эластомера предпочтительно составляет 15,0 мг CH3ONa/г или меньше. Отмечается, что нижний предел кислотного числа модифицированного эластомера представляет собой нижний предел среднего кислотного числа описанного выше эластомера, 3 мг CH3ONa/г.
В качестве немодифицированного эластомера могут быть использованы промышленные продукты, например, такие как "TAFMER А", серия α-олефиновых эластомеров (производство фирмы Mitsui Chemicals, Inc). В качестве модифицированного кислотой эластомера могут быть использованы промышленные продукты, например, такие как "TAFMER М", серия α-олефиновых эластомеров (производство фирмы Mitsui Chemicals, Inc).
<Структура «салями»>
Эластичность и долговечность улучшаются путем составления смеси эластомера с сополимером этилена и винилового спирта; однако ухудшение характеристик газового барьера является неизбежным. Тем не менее, путем формирования структуры мелкодисперсного сплава сополимера этилена и винилового спирта с эластомером, и в особенности за счет принятия так называемой структуры «салями», в которой фаза «островов» эластомера диспергирована в фазе «моря» сополимера этилена и винилового спирта, а также сополимер этилена и винилового спирта диспергирован в виде разбросанных точек внутри фазы «островов» эластомера (фаза «прудов»), любое ухудшение характеристик газового барьера из-за составления смеси эластомера можно подавить, и таким образом, указанная структура является предпочтительной.
Доля фазы сополимера этилена и винилового спирта, находящейся в виде разбросанных точек внутри фазы «островов» эластомера (фаза «прудов») относительно общего количества сополимера этилена и винилового спирта (сумма сополимера этилена и винилового спирта, составляющего фазу «моря», и сополимера этилена и винилового спирта, присутствующего в форме разбросанных точек внутри фазы «островов» эластомера (фаза «прудов»)) (в последующем эта доля называется "пропорция диспергирования формы разбросанных точек"), предпочтительно составляет приблизительно от 2,5% по объему до 30% по объему, и более предпочтительно от 5% по объему до 20% по объему. Регламентирование этой доли в диапазоне от 2,5% по объему до 30% по объему обеспечивает получение достаточного эффекта за счет наличия формы разбросанных точек фазы сополимера этилена и винилового спирта внутри фазы «островов» эластомера, и обеспечивает характеристики газового барьера, которые не ухудшаются из-за того, что становится слишком мало фазы сополимера этилена и винилового спирта, играющей роль фазы «моря».
Что касается размера фазы «островов» эластомера и размера фазы сополимера этилена и винилового спирта внутри фазы «островов» эластомера, то размер частиц фазы «островов» эластомера предпочтительно составляет приблизительно от 0,4 мкм до 4,0 мкм. Размер фазы сополимера этилена и винилового спирта (фаза «прудов»), присутствующей в виде разбросанных точек внутри фазы «островов» эластомера, предпочтительно составляет приблизительно от 0,05 мкм до 1,0 мкм, и более предпочтительно от 0,1 мкм до 0,5 мкм. Размер каждой фазы можно измерить, например, с использованием сканирующего электронного микроскопа.
Сополимер этилена и винилового спирта может включать, в качестве компонента смолы, другой компонент смолы, отличающийся от сополимера этилена и винилового спирта, и в таких случаях, с целью сохранения характеристик газового барьера, сополимер этилена и винилового спирта предпочтительно составляет 70% или больше от всей массы компонента смолы в сополимере этилена и винилового спирта.
Смесь сополимера этилена и винилового спирта и эластомера, и в частности смесь сополимера этилена и винилового спирта и эластомера, которая имеет морфологию структуры «острова в море», такой как описано выше, можно получать, например, следующими способами (1) или (2):
(1) Способ, в котором сополимер этилена и винилового спирта и полиолефин смешивают вместе в специфическом соотношении для составления смеси и вымешивают, чтобы получить маточную смесь, и затем эту маточную смесь и сополимер этилена и винилового спирта смешивают и вымешивают.
(2) Способ, в котором сополимер этилена и винилового спирта и полиолефиновую смесь вымешивают в расплаве с использованием интенсивного сдвига.
Примеры комбинаций сополимера этилена и винилового спирта и эластомера, с целью формирования структуры «салями», включают комбинацию промышленных продуктов EVOH "L-101", произведены на фирме Kuraray Co., Ltd., и "TAFMER MH7010", произведены на фирме Mitsui Chemicals, Inc. (соотношение при составлении смеси: 60:40 (по объему)); или комбинацию промышленных продуктов EVOH "F-101", произведены на фирме Kuraray Co., Ltd., и "HPR AR201", произведены на фирме Du Pont-Mitsui Polychemicals Co., Ltd. (соотношение при составлении смеси 60:40 (по объему)).
<Термопластичная смола на основе полиамида>
Примеры термопластичных смол на основе полиамидов включают полиамиды, которые формируют жесткий фрагмент из термопластичных эластомеров на основе описанных ниже полиамидов. Предпочтительные примеры термопластичных смол на основе полиамидов, используемых в удерживающем газ слое, с точки зрения характеристик газового барьера, включают полиамид (полиамид-6), который является продуктом поликонденсации ε-капролактама с раскрытием цикла, или полиамид, имеющий м-ксилолдиамин, в качестве структурного звена (полиамид MX), и предпочтительно представляет собой полиамид-6 в связи с его термостойкостью.
Полиамид-6 может быть представлен, например, формулой {CO-(CH2)5-NH}n. Полиамид MX, имеющий м-ксилолдиамин в качестве структурного звена, может быть представлен, например, структурной формулой (А-1) ниже (в которой n в (А-1) означает число повторяющихся звеньев). Промышленный продукт, такой как "UBE Nylon" 102 В или 1011FB, произведенный на фирме Ube Industries, Ltd., например, может быть использован в качестве полиамида-6. Промышленный продукт, такой как MX Nylon-S S6011, S6021, или S6001, произведенный на фирме Mitsubishi Gas Chemical Company, Inc., например, может быть использован в качестве полиамида MX.

Термопластичная смола на основе полиамида может быть гомополимером, сформированным только из структурных звеньев, описанных выше, или может быть сополимером из структурных звеньев, описанных выше, и другого мономера. В случае сополимера, относительное содержание описанного выше структурного звена, в каждой термопластичной смоле на основе полиамидов, предпочтительно составляет 60 масс. % или больше.
В качестве материала, входящего в слой, удерживающий газ, можно использовать композицию смолы, включающую указанные термопластичные смолы на основе полиамидов, и описанный выше эластомер.
В таких случаях, шина согласно изобретению может иметь конфигурацию, включающую по меньшей мере кольцевое тело каркаса шины, которое сформировано из материала смолы и имеет слоистую структуру, при этом тело каркаса шины содержит по меньшей мере один слой, удерживающий газ, который включает композицию смолы, состоящую из термопластичной смолы на основе полиамида и эластомера, и имеет коэффициент газопроницаемости 2,0×10-14 см3·см/(см2·с·Па) или меньше при 80°C.
В случаях, когда используется комбинация термопластичной смолы на основе полиамида и эластомера, включение термопластичной смолы на основе полиамида и эластомера, обеспечивает повышение эластичности слоя, удерживающего газ, по сравнению со случаями, в которых слой, удерживающий газ, сформирован с использованием только термопластичной смолы на основе полиамида. При значении коэффициента газопроницаемости слоя, удерживающего газ, больше чем 2,0×10-14 см3·см/(см2·с·Па) невозможно достижение достаточного улучшения характеристик удержания газа для тела каркаса шины.
В случаях, когда используется комбинация термопластичной смолы на основе полиамида и эластомера, коэффициент газопроницаемости слоя, удерживающего газ, (коэффициент газопроницаемости композиции смолы) предпочтительно составляет 1,0×10-14 см3·см/(см2·с·Па) или меньше. Ограничение коэффициента газопроницаемости величиной 1,0×10-14 см3·см/(см2·с·Па) или меньше обеспечивает достижение достаточного улучшения характеристик удержания газа для тела каркаса шины. Отличные характеристики удержания газа в удерживающем газ слое также имеют то преимущество, что создают высокий барьер для проникновения влаги.
В случаях, когда используется комбинация термопластичной смолы на основе полиамида и эластомера, с точки зрения характеристик газового барьера, коэффициент газопроницаемости используемой термопластичной смолы на основе полиамида предпочтительно составляет 2,0×10-14 см3·см/(см2·с·Па) или меньше, и более предпочтительно 1×10-14 см3·см/(см2·с·Па) или меньше.
<Эластомер>
В случаях, когда используется комбинация термопластичной смолы на основе полиамида и эластомера, отсутствуют конкретные ограничения для эластомера, который может быть использован в удерживающем газ слое, и, например, может быть использован термопластичный эластомер. Примеры термопластичных эластомеров включают термопластичные эластомеры на основе полиамидов (TPA), термопластичные эластомеры на основе полиэфиров (TPC), термопластичные эластомеры на основе полиолефинов (TPO), термопластичные эластомеры на основе полистирола (TPS), термопластичные эластомеры на основе полиуретанов (TPU) и термопластичные поперечно сшитые резины (TPV), а также другие термопластичные эластомеры (TPZ), которые определены в документе JIS K6418, и предпочтительно являются термопластичными эластомерами на основе полиолефинов.
Эластичность эластомера можно определить со ссылкой на напряжение при 4% удлинении растяжения согласно документу JIS K7161-1994 (Определение характеристик растяжения пластиков). Напряжение эластомера при 4% удлинении при растяжении, с точки зрения улучшения долговечности тела каркаса шины и слоя, удерживающего газ, в связи с модулем упругости тела каркаса шины, предпочтительно является напряжением при 4% удлинении с растяжением, равным 10 МПа или меньше, и более предпочтительно 5 МПа или меньше.
Примеры термопластичных эластомеров на основе полиолефинов включают этилен-бутиленовый сополимер, этилен-пропиленовый сополимер (EPR), модифицированный этилен-бутиленовый сополимер, этилен-этилакрилатный сополимер (EEA), модифицированный EEA, модифицированный EPR, модифицированный этилен-пропилен-диеновый тройной сополимер (EPDM), ионсодержащий полимер, α-олефиновый сополимер, модифицированный изопреновый каучук (IR), модифицированный стирол-этилен-бутилен-стироловый сополимер (SEBS), галоидированный изобутилен-параметилстироловый сополимер, полиэтилен, модифицированный акриловой кислотой, этилен-винилацетатный сополимер и их модифицированные кислотой продукты и смеси, содержащие эти сополимеры в качестве основных компонентов. Эти сополимеры могут быть использованы индивидуально или в смеси из двух или более указанных сополимеров.
Модифицированный эластомер, или смесь модифицированного эластомера и немодифицированного эластомера, могут быть использованы в качестве эластомера. В частности, модифицированный продукт, который модифицирован ангидридом кислоты, таким как ангидрид малеиновой кислоты, алкиловым эфиром акриловой кислоты, таким как глицидил метакрилат, эпоксидом или его модифицированным продуктом, обеспечивает получение структуры мелкодисперсного сплава, с термопластичной смолой на основе полиамидов в качестве основного полимера, и поэтому являются предпочтительными.
В удерживающем газ слое, в случае слишком малого содержания эластомера относительно термопластичной смолы на основе полиамидов, нельзя получить эффект достаточного улучшения эластичности и долговечности, благодаря составлению смеси с полиолефином; однако, в случае слишком большого содержания эластомера, иногда фаза «моря» превращается в фазу «островов» и, наоборот, в структуре «острова в море», описанной ниже, и характеристики газового барьера будут ухудшаться. Следовательно, предпочтительное соотношение содержания эластомера относительно термопластичной смолы на основе полиамидов составляет от 10% по объему до 48% по объему, и более предпочтительно от 20% по объему до 45% по объему.
Отмечается, что в случаях, когда в качестве эластомера используют модифицированный эластомер, такой как модифицированный кислотой эластомер, достигаются выгодные эффекты от использования небольших количеств удельной энергии в ходе смешения и вымешивания (диспергирование), причем не требуется передовая технология для смешения и вымешивания; однако, когда количество компаундируемого эластомера является большим, может происходить гелеобразование смолы, и в процессе экструзии может появиться неудовлетворительный внешний вид, такой как шероховатость (вздутие). С этой точки зрения, в случаях, когда в качестве эластомера используют модифицированный эластомер, содержание модифицированного эластомера в термопластичной смоле на основе полиамидов предпочтительно составляет 20% по объему или меньше, например от 5% по объему до 20% по объему. В частности, в изобретении, предпочтительно от 40% по объему до 100% по объему эластомера в термопластичной смоле на основе полиамидов представляет собой модифицированный кислотой эластомер.
Обычно термопластичная смола на основе полиамидов и различные эластомеры, такие как эластомеры на основе полиолефинов, описанные выше, не совместимы друг с другом. В изобретении образование совместимого состояния, а именно, хорошо диспергированного состояния, в указанной не совместимой системе позволяет достичь цели изобретения. Однако для образования совместимого состояния важно модифицировать по меньшей мере часть эластомера, ангидридом малеиновой кислоты или тому подобным, причем среднее кислотное число (степень модификации кислотой) во всем эластомере, используемом для получения хорошо диспергированного состояния, предпочтительно составляет 3,0 мг CH3ONa/г или больше.
Чем больше кислотное число эластомера, тем лучше диспергированное состояние; однако вязкость полученной термопластичной смолы на основе полиамидов возрастает с увеличением кислотного числа, при этом ухудшается влияние на перерабатываемость при формовании. Поэтому с целью уменьшения какого-либо роста вязкости из-за указанного увеличения кислотного числа, предпочтительно, кислотное число эластомера находится на нижнем пределе диапазона, в котором можно получить хорошо диспергированное состояние, и таким образом, среднее кислотное число всего используемого эластомера предпочтительно составляет 7,5 мг CH3ONa/г или меньше.
Даже при таком же среднем кислотном числе, в случае высокого кислотного числа модифицированного эластомера, содержащегося в используемом эластомере, даже если среднее кислотное число снижено путем смешения указанного модифицированного эластомера с немодифицированным эластомером, может образоваться инородное гелевое вещество, предположительно благодаря локальной гиперактивации в процессе экструзии. Следовательно, кислотное число используемого модифицированного эластомера предпочтительно составляет 15,0 мг CH3ONa/г или меньше.
А именно, например, в соответствии с сопоставлением между смешанным эластомером А, имеющим среднее кислотное число всего эластомера около 5 (=30×17/100), который получен путем смешения модифицированного кислотой эластомера, имеющего кислотное число 30 мг CH3ONa/г, с немодифицированным эластомером в массовом соотношении 17:83, и смешанным эластомером В, имеющим среднее кислотное число всего эластомера около 5, который получен путем смешения модифицированного кислотой эластомера, имеющего кислотное число 10, с немодифицированным эластомером в массовом соотношении 50:50, их эксплуатационная стабильность значительно различается, даже если вязкость и размер диспергированных частиц термопластичной смолы на основе полиамидов, полученной из них, окажутся эквивалентными. В смешанном эластомере А в процессе экструзии иногда образуется инородное гелевое вещество. С другой стороны, может быть получена удовлетворительная стабильность со смешанным эластомером В. Следовательно, кислотное число используемого модифицированного эластомера предпочтительно составляет 15,0 мг CH3ONa/г или меньше. Отмечается, что нижний предел кислотного числа модифицированного эластомера представляет собой нижний предел среднего кислотного числа, описанного выше эластомера, 3 мг CH3ONa/г.
В качестве немодифицированного эластомера могут быть использованы промышленные продукты, например, такие как "TAFMER А", серия α-олефиновых эластомеров (производство фирмы Mitsui Chemicals, Inc). В качестве модифицированного кислотой эластомера могут быть использованы промышленные продукты, например, такие как "TAFMER М", серия α-олефиновых эластомеров (производство фирмы Mitsui Chemicals, Inc).
<Структура «салями»>
Эластичность и долговечность улучшаются путем составления смеси эластомера с термопластичной смолой на основе полиамидов; однако снижение характеристик газового барьера является неизбежным. Тем не менее, путем формирования структуры мелкодисперсного сплава термопластичной смолы на основе полиамидов и эластомера, и в особенности за счет принятия так называемой структуры «салями», в которой фаза «островов» эластомера диспергирована в фазе «моря» термопластичной смолы на основе полиамидов, а также термопластичная смола на основе полиамидов диспергирована в виде разбросанных точек внутри фазы «островов» эластомера (фаза «прудов»), любое ухудшение характеристик газового барьера из-за составления смеси эластомера можно подавить, и таким образом, указанная структура является предпочтительной.
Доля фазы термопластичной смолы на основе полиамидов, находящейся в виде разбросанных точек внутри фазы «островов» эластомера (фаза «прудов») относительно общего количества термопластичной смолы на основе полиамидов (сумма термопластичной смолы на основе полиамидов, составляющей фазу «моря», и термопластичной смолы на основе полиамидов, присутствующей в виде разбросанных точек внутри фазы «островов» эластомера (фаза «прудов»)) (в последующем эта доля называется "пропорция диспергирования формы разбросанных точек") предпочтительно составляет приблизительно от 2,5% по объему до 30% по объему, и более предпочтительно от 3% по объему до 20% по объему. Регламентирование этой доли в диапазоне от 2,5% по объему до 30% по объему обеспечивает получение достаточного эффекта за счет наличия формы разбросанных точек фазы термопластичной смолы на основе полиамидов, внутри фазы «островов» эластомера, и обеспечивает характеристики газового барьера, которые не ухудшаются из-за того, что становится слишком мало фазы термопластичной смолы на основе полиамидов, играющей роль фазы «моря».
Что касается размера фазы «островов» эластомера, и размера фазы термопластичной смолы на основе полиамидов, внутри фазы «островов» эластомера, то размер фазы «островов» эластомера предпочтительно составляет приблизительно от 0,4 мкм до 4,0 мкм. Размер фазы термопластичной смолы на основе полиамидов (фаза «прудов»), присутствующей в виде разбросанных точек внутри фазы «островов» эластомера, предпочтительно составляет приблизительно от 0,05 мкм до 1,0 мкм, и более предпочтительно от 0,1 мкм до 0,5 мкм. Размер каждой фазы можно измерить, например, с использованием сканирующего электронного микроскопа.
Термопластичная смола на основе полиамидов может включать, в качестве компонента смолы, другой компонент смолы, отличающийся от термопластичной смолы на основе полиамидов, и в таких случаях, с целью сохранения характеристик газового барьера, термопластичная смола на основе полиамидов, предпочтительно составляет 70% или больше от всей массы компонента смолы в термопластичной смоле на основе полиамидов.
Смесь термопластичной смолы на основе полиамидов и эластомера и, в частности, смесь термопластичной смолы на основе полиамидов и эластомера, которая имеет морфологию структуры «острова в море», такой как описано выше, можно получать, например, следующими способами (1) или (2):
(1) Способ, в котором термопластичная смола на основе полиамидов, и полиолефин смешивают вместе в специфическом соотношении для составления смеси и вымешивают, чтобы получить маточную смесь, и затем эту маточную смесь и термопластичную смолу на основе полиамидов, смешивают и вымешивают.
(2) Способ, в котором термопластичную смолу на основе полиамидов, и полиолефиновую смесь вымешивают в расплаве с использованием интенсивного сдвига.
Примеры комбинаций термопластичных смол на основе полиамидов и эластомера, с целью формирования структуры «салями», включают комбинацию промышленных продуктов "Nylon 6 1022В", произведен на фирме Ube Industries, Ltd., и "TAFMER MH7010", произведен на фирме Mitsui Chemicals, Inc. (соотношение при составлении смеси: 65:45 (по объему)).
Слой, удерживающий газ, предпочтительно составлен только с использованием материалов (компоненты для газового барьера), которые имеют такой коэффициент газопроницаемости удерживающего газ слоя, как, например, материалы смолы, указанные выше; однако, в случае необходимости может быть включен препятствующий старению слой или добавки, например, антиоксидант. В таких случаях содержание компонентов газового барьера в слое, удерживающем газ, с точки зрения характеристик удержания газа в удерживающем газ слое, предпочтительно составляет 51% по объему или больше, и более предпочтительно 55% по объему или больше, относительно общего содержания твердого вещества. Предпочтительно содержание добавок составляет 5 масс. % или меньше, и обычно приблизительно от 0,2 до 3,0 масс. %, относительно общего содержания твердого вещества.
[Материал смолы]
Далее следует объяснение относительно материала смолы для формирования тела каркаса шины. Термин "материал смолы" представляет собой понятие, которое охватывает термопластичные смолы (термин также охватывает термопластичные эластомеры) и термореактивные смолы; и не включает в себя вулканизированную резину.
Примеры термореактивных смол включают, например, фенольные смолы, карбамидные смолы, меламиновые смолы, эпоксидные смолы, полиамидные смолы, сложноэфирные смолы и тому подобные.
Примеры термопластичных смол включают, например, уретановые смолы, олефиновые смолы, хлорвиниловые смолы, полиамидные смолы, сложноэфирные смолы и тому подобные.
Обычно термопластичный эластомер относится к термопластичным материалам смолы, сформированным сополимером, содержащим полимер, который формирует жесткий фрагмент, который является кристаллическим и имеет высокую температуру плавления, и полимер, который формирует мягкий фрагмент, который является аморфным и имеет низкую температуру стеклования. Примеры термопластичных эластомеров включают, например, термопластичные эластомеры на основе полиамидов (TPA), термопластичные эластомеры на основе полиэфиров (TPC), термопластичные эластомеры на основе полиолефинов (TPO), термопластичные эластомеры на основе полистирола (TPS), термопластичные эластомеры на основе полиуретанов (TPU), и термопластичные поперечно сшитые резины (TPV), а также другие термопластичные эластомеры (TPZ), которые определены в документе JIS K6418:2007. С учетом эластичности, необходимой в процессе эксплуатации, формуемости в ходе производства, и тому подобного, предпочтительно в теле каркаса шины в качестве материала смолы используют термопластичную смолу, и более предпочтительно термопластичный эластомер. В случаях, когда термопластичная смола на основе амида или EVOH используют в качестве удерживающего газ слоя, особенно предпочтительно используют термопластичный эластомер на основе полиамида.
В следующих материалах смолы ссылка на такой же тип указывает на формы, как на основе сложного эфира, так и на основе стирола, и тому подобные.
<Термопластичный эластомер на основе полиамида>
Термопластичный эластомер на основе полиамида относится к материалу термопластичной смолы, который сформирован сополимером, содержащим полимер, который формирует жесткий фрагмент, который является кристаллическим и имеет высокую температуру плавления, и полимер, который формирует мягкий фрагмент, который является аморфным и имеет низкую температуру стеклования, при этом полимер, формирующий жесткий фрагмент имеет амидные связи (-CONH-) в своей основной цепи. Примеры термопластичных эластомеров на основе полиамида включают, например, термопластичные эластомеры на основе амидов (TPA), которые определены в документе JIS K6418:2007, и термопластичные эластомеры на основе полиамидов, которые определены в документе JP-A №2004-346273.
Примеры термопластичных эластомеров на основе полиамидов включают материалы, в которых по меньшей мере полиамид входит в состав жесткого фрагмента, который является кристаллическим и имеет высокую температуру плавления, и другой полимер (например, такой как сложный полиэфир или простой полиэфир), который формирует мягкий фрагмент, который является аморфным и имеет низкую температуру стеклования. Кроме того, в термопластичных эластомерах на основе полиамидов может использоваться удлинитель цепи, такой как дикарбоновые кислоты, помимо указанного жесткого фрагмента и указанного мягкого фрагмента. Примеры полиамидов, формирующих жесткий фрагмент, могут включать полиамиды, полученные из мономера, представленного следующей формулой (1) или формулой (2).
Формула (1)

В формуле (1), R1 представляет собой углеводородную молекулярную цепь, имеющую число атомов углерода от 2 до 20, или алкиленовую группу, имеющую число атомов углерода от 2 до 20.
Формула (2)
В формуле (2), R2 представляет собой углеводородную молекулярную цепь, имеющую число атомов углерода от 3 до 20, или алкиленовую группу, имеющую число атомов углерода от 3 до 20.
В формуле (1), R1 предпочтительно означает углеводородную молекулярную цепь, имеющую число атомов углерода от 3 до 18, или алкиленовую группу, имеющую число атомов углерода от 3 до 18, более предпочтительно углеводородную молекулярную цепь, имеющую число атомов углерода от 4 до 15, или алкиленовую группу, имеющую число атомов углерода от 4 до 15, особенно предпочтительно, углеводородную молекулярную цепь, имеющую число атомов углерода от 10 до 15, или алкиленовую группу, имеющую число атомов углерода от 10 до 15. Кроме того, в формуле (2), R2 предпочтительно означает углеводородную молекулярную цепь, имеющую число атомов углерода от 3 до 18, или алкиленовую группу, имеющую число атомов углерода от 3 до 18, более предпочтительно, углеводородную молекулярную цепь, имеющую число атомов углерода от 4 до 15, или алкиленовую группу, имеющую число атомов углерода от 4 до 15, особенно предпочтительно, углеводородную молекулярную цепь, имеющую число атомов углерода от 10 до 15, или алкиленовую группу, имеющую число атомов углерода от 10 до 15.
Примеры мономера, представленного формулой (1) или формулой (2), включают ω-аминокарбоновую кислоту и лактам. Кроме того, примеры полиамида, формирующего жесткий фрагмент, включают продукт поликонденсации указанной ω-аминокарбоновой кислоты или лактама, полимерный продукт соконденсации диамина и дикарбоновой кислоты, и тому подобное.
Примеры ω-аминокарбоновой кислоты могут включать алифатические ω-аминокарбоновые кислоты, имеющие число атомов углерода от 5 до 20, такие как 6-аминокапроновая кислота, 7-аминогептановая кислота, 8-аминооктановая кислота, 10-аминокаприновая кислота, 11-аминоундекановая кислота и 12-аминододекановая кислота, и тому подобные. Кроме того, примеры лактама могут включать алифатический лактам, имеющий число атомов углерода от 5 до 20, такой как лаурил-лактам, ε-капролактам, ундеканолактам, ω-энантолактам и 2-пирролидон, и тому подобные.
Примеры диамина могут включать диаминные соединения, такие как алифатические диамины, имеющие число атомов углерода от 2 до 20, например, этилендиамин, триметилендиамин, тетраметилендиамин, гексаметилендиамин, гептаметилендиамин, октаметилендиамин, нонаметилендиамин, декаметилендиамин, ундекаметилендиамин, додекаметилендиамин, 2,2,4-триметилгексаметилендиамин, 2,4,4-триметилгексаметилендиамин, 3-метилпентаметилендиамин и м-ксилолдиамин. Кроме того, дикарбоновая кислота может быть представлена формулой HOOC-(R3)-m-COOH (R3 означает углеводородную молекулярную цепь, имеющую число атомов углерода от 3 до 20, и m равно 0 или 1), и может включать, например, алифатические дикарбоновые кислоты, имеющие число атомов углерода от 2 до 20, такие как щавелевая кислота, янтарная кислота, глутаровая кислота, адипиновая кислота, пимелиновая кислота, пробковая кислота, азелаиновая кислота, себациновая кислота и додекандикарбоновая кислота.
В качестве полиамидов, образующих твердые фрагменты, предпочтительно могут быть использованы полиамиды, полученные путем поликонденсации с раскрытием цикла лауриллактама, ε-капролактама или ундеканолактама.
Кроме того, примеры полимеров, формирующих мягкий фрагмент, включают сложный полиэфир или простой полиэфир и включают, например, полиэтиленгликоль, полипропиленгликоль, политетраметиленовый эфиргликоль, тройной блочный полиэфир типа ABA, и тому подобные, которые могут быть использованы индивидуально или в комбинации из двух или более видов указанных полиэфиров. Кроме того, могут быть использованы диамины простого полиэфира, полученные путем взаимодействия аммиака, и тому подобного с концевой группой простого полиэфира и тому подобного.
В описании термин "тройной блочный полиэфир типа ABA" означает простой полиэфир, представленный следующей формулой (3).
Формула (3)

В формуле (3), х и z представляют собой целые числа от 1 до 20, y означает целое число от 4 до 50.
В формуле (3), х и z предпочтительно представляют собой целые числа от 1 до 18, соответственно, более предпочтительно, целые числа от 1 до 16, и особенно предпочтительно, целые числа от 1 до 14, и наиболее предпочтительно целые числа от 1 до 12. Кроме того, в формуле (3) y предпочтительно является целым числом от 5 до 45, соответственно, более предпочтительно, целым числом от 6 до 40, и особенно предпочтительно, целым числом от 7 до 35, и наиболее предпочтительно, целым числом от 8 до 30.
Примеры комбинации жесткого фрагмента и мягкого фрагмента могут включать каждую комбинацию жесткого фрагмента и мягкого фрагмента, иллюстрированных выше. Среди этих комбинаций, предпочтительными являются комбинация продукта поликонденсации с раскрытием цикла лауриллактама/полиэтиленгликоля, комбинация продукта поликонденсации с раскрытием цикла лауриллактама/полипропиленгликоля, комбинация продукта поликонденсации с раскрытием цикла лауриллактама/политетраметиленового эфира гликоля, комбинация продукта поликонденсации с раскрытием цикла лауриллактама/тройного блочного полиэфира типа ABA, и особенно предпочтительно, комбинация продукта поликонденсации с раскрытием цикла лауриллактама/тройного блочного полиэфира типа ABA.
Среднечисленная молекулярная масса полимера, образующего жесткий фрагмент (полиамида), предпочтительно составляет от 300 до 15000, с точки зрения формуемости расплава. Кроме того, среднечисленная молекулярная масса полимера, образующего мягкий фрагмент, предпочтительно составляет от 200 до 6000, с точки зрения ударной вязкости и эластичности при низкой температуре. Кроме того, предпочтительно массовое отношение (х:у) жесткого фрагмента (х) и мягкого фрагмента (у) составляет от 50:50 до 90:10, и более предпочтительно от 50:50 до 80:20 с точки зрения формуемости.
Термопластичный эластомер на основе полиамида может быть синтезирован путем сополимеризации известным способом полимеров, образующих твердый фрагмент, и полимеров, образующих мягкий фрагмент.
В качестве термопластичного эластомера на основе полиамида могут быть использованы, например, промышленные продукты, такие как "UBESTA, XPA" серии Ube Industries, Ltd. (например, XPA9063X1, XPA9055X1, XPA9048X2, XPA9048X1, XPA9040X1, XPA9040X и тому подобные), "VESTAMID" серии Daicel-Evonik, Ltd. (например, E40-S3, E47-S1, E47-S3, E55-S1, E55-S3, EX9200, и E50-R2) и тому подобные.
<Термопластичный эластомер на основе полистирола>
Примеры термопластичного эластомера на основе полистирола включают материалы, в которых по меньшей мере полистирол образует твердый фрагмент, и другой полимер (например, полибутадиен, полиизопрен, гидрированный полибутадиен, гидрированный полиизопрен, или тому подобные) образует мягкий фрагмент, который является аморфным и имеет низкую температуру стеклования. В качестве полистирола, образующего твердый фрагмент, можно удобно использовать, например, полистирол, полученный известными способами радикальной полимеризации или ионной полимеризации, и такие примеры включают полистирол, полученный в процессе живой анионной полимеризации.
Примеры полимеров, образующих мягкий фрагмент, включают полибутадиен, полиизопрен, поли(2,3-диметилбутадиен).
Примеры описанной выше комбинации жесткого фрагмента и мягкого фрагмента включают соответствующие комбинации твердых фрагментов и мягких фрагментов, иллюстрированных выше. Среди указанных предпочтительной является комбинация полистирол/полибутадиен или комбинация полистирол/полиизопрен. Кроме того, мягкий фрагмент предпочтительно подвергнут гидрированию, с целью предотвращения непреднамеренного образования поперечных связей в термопластичном эластомере.
Среднечисленная молекулярная масса полимера (полистирол), образующего жесткий фрагмент, предпочтительно составляет от 5000 до 500000, и предпочтительно от 10000 до 200000.
Среднечисленная молекулярная масса полимера, образующего мягкий фрагмент, предпочтительно составляет от 5000 до 1000000, более предпочтительно от 10000 до 800000, и особенно предпочтительно от 30000 до 500000. Кроме того, массовое отношение (х:у) жесткого фрагмента (х) и мягкого фрагмента (y) предпочтительно составляет от 5:95 до 80:20, и более предпочтительно от 10:90 до 70:30, с точки зрения формуемости.
Термопластичный эластомер на основе полистирола можно синтезировать известным способом, путем сополимеризации полимеров, образующих твердый фрагмент, и полимеров, образующих мягкий фрагмент.
Примеры термопластичных эластомеров на основе полистирола включают сополимеры на основе стирол-бутадиена [SBS(полистирол-поли(бутилен)блок-полистирол), SEBS(полистирол-поли(этилен/бутилен)блок-полистирол)], стирол-изопреновые сополимеры [полистирол-полиизопрен блок-полистирол), сополимеры на основе стирол-пропилена [SEP(полистирол-(этилен/пропилен)блок-), SEPS(полистирол-поли(этилен/пропилен)блок-полистирол), SEEPS(полистирол-поли(этилен-этилен/пропилен)блок-полистирол), SEB(полистирол(этилен/бутилен)блок) и тому подобные.
В качестве термопластичного эластомера на основе полистирола могут быть использованы, например, "TUFTEC" серии, произведены на фирме Asahi Kasei Corporation (например, Н1031, Н1041, Н1043, Н1051, Н1052, Н1053, TUFTEC Н1062, Н1082, Н1141, Н1221, Н1272), SEBS (8007, 8076 и тому подобные), SEPS (2002, 2063 и тому подобные) произведены на фирме KURARAY CO., LTD, или тому подобные.
<Термопластичный эластомер на основе полиуретана>
Примеры термопластичных эластомеров на основе полиуретана включают материалы, в которых по меньшей мере полиуретан образует жесткий фрагмент, который образует псевдосшивание за счет физической когезии, и другой полимер образует мягкий фрагмент, который является аморфным и имеет низкую температуру стеклования, и например, может быть представлен сополимером, который содержит мягкий фрагмент, содержащий структуру звена, представленную следующей формулой А, и жесткий фрагмент, содержащий структуру звена, представленную следующей формулой В.
Формула А

Формула В

В указанных формулах Р представляет собой алифатический простой полиэфир с длинной цепью или алифатический сложный полиэфир с длинной цепью. R означает алифатическую углеводородную, алициклическую углеводородную или ароматическую углеводородную группу. P′ означает алифатическую углеводородную, алициклическую углеводородную или ароматическую углеводородную группу с короткой цепью.
Примеры алифатического простого полиэфира с длинной цепью или алифатического сложного полиэфира с длинной цепью, представленного группой Р в формуле А, включают алифатический простой полиэфир с длинной цепью или алифатический сложный полиэфир с длинной цепью, имеющий молекулярную массу от 500 до 5000. Группа Р произведена из диолового соединения, содержащего алифатический простой полиэфир с длинной цепью или алифатический сложный полиэфир с длинной цепью, представленный как Р. Примеры указанного диолового соединения включают полиэтиленгликоль, полипропиленгликоль, политетраметиленовый эфир гликоля, поли(бутиленадипинат)-диол, поли-ε-капролактон-диол, поли(гексаметилен-карбонат)-диол, тройной блочный полиэфир типа ABA, упомянутый выше, и тому подобные, молекулярная масса которых находится в описанных выше диапазонах.
Указанные диоловые соединения могут быть использованы индивидуально или в комбинации из 2 или больше типов указанных соединений.
В формуле А или в формуле В группа R произведена из диизоцианатного соединения, содержащего алифатическую углеводородную, алициклическую углеводородную или ароматическую углеводородную группу, которая представлена как R.
Примеры алифатического диизоцианатного соединения, содержащего алифатическую углеводородную группу, представленную как R, включают 1,2-этилен-диизоцианат, 1,3-пропилен-диизоцианат, 1,4-бутан-диизоцианат, и 1,6-гексаметилен-диизоцианат.
Примеры диизоцианатного соединения, содержащего алициклическую углеводородную группу, представленную как R, включают 1,4-циклогексан-диизоцианат и 4,4-циклогексан-диизоцианат.
Примеры ароматического диизоцианатного соединения, содержащего ароматическую углеводородную группу, представленную как R, включают 4,4′-дифенилметан-диизоцианат и толуол-диизоцианат.
Указанные диизоцианатные соединения могут быть использованы индивидуально или в комбинации из 2 или больше типов указанных соединений.
Примеры алифатической углеводородной, алициклической углеводородной или ароматической углеводородной группы с короткой цепью, представленной как Р′ в формуле В, включают алифатическую углеводородную, алициклическую углеводородную или ароматическую углеводородную группу с короткой цепью, которая имеет молекулярную массу меньше чем 500. Кроме того, Р′ произведен из диолового соединения, содержащего алифатическую углеводородную, алициклическую углеводородную или ароматическую углеводородную группу с короткой цепью, представленную как Р′.
Примеры алифатического диолового соединения, содержащего алифатическую углеводородную группу с короткой цепью, представленную как Р′, включают гликоли и полиалкиленгликоли, и включают, например, этиленгликоль, пропиленгликоль, триэтиленгликоль, 1,4-бутандиол, 1,3-бутандиол, 1,5-пентандиол, 1,6-гександиол, 1,7-гептандиол, 1,8-октандиол, 1,9-нонандиол и 1,10-декандиол.
Примеры алициклического диолового соединения, содержащего алициклическую углеводородную группу, представленную как Р′, включают циклопентан-1,2-диол, циклогексан-1,2-диол, циклогексан-1,3-диол, циклогексан-1,4-диол и циклогексан-1,4-диметанол.
Примеры ароматического диолового соединения, содержащего ароматическую углеводородную группу, представленную как Р′, включают гидрохинон, резорцин, хлоргидрохинон, бромгидрохинон, метилгидрохинон, фенилгидрохинон, метоксигидрохинон, феноксигидрохинон, 4,4′-дигидроксибифенил, 4,4′-дигидроксидифениловый эфир, 4,4′-дигидроксидифенилсульфид, 4,4′-дигидроксидифенилсульфон, 4,4′-дигидроксибензофенон, 4,4′-дигидроксидифенил метан, бисфенол А, 1,1-ди(4-гидроксифенил)циклогексан, 1,2-бис(4-гидроксифенокси)этан, 1,4-дигидроксинафталин и 2,6-дигидроксинафталин.
Указанные соединения могут быть использованы индивидуально или в комбинации из 2 или больше типов указанных соединений.
Среднечисленная молекулярная масса полимера (полиуретан), образующего жесткий фрагмент, предпочтительно составляет от 300 до 1500, с точки зрения формуемости в расплаве. Среднечисленная молекулярная масса полимера, образующего мягкий фрагмент, предпочтительно составляет от 500 до 20000, более предпочтительно, от 500 до 5000, особенно предпочтительно от 500 до 3000, с точки зрения эластичности и термической стабильности термопластичного эластомера на основе полиуретана. Кроме того, массовое отношение (х:у) жесткого фрагмента (х) и мягкого фрагмента (y) предпочтительно составляет от 15:85 до 90:10, и более предпочтительно от 30:70 до 90:10, с точки зрения формуемости.
Термопластичный эластомер на основе полиуретана можно синтезировать путем сополимеризации известным способом полимера, образующего твердый фрагмент, и полимера, образующего мягкий фрагмент. В качестве термопластичного эластомера на основе полиуретана может быть использован, например, термопластичный полиуретан, описанный в патенте Японии JP-A №5-331256.
В частности, термопластичный эластомер на основе полиуретана предпочтительно представляет собой комбинацию жесткого фрагмента, образованного из ароматического диола и ароматического диизоцианата, и мягкого фрагмента, образованного из поликарбонатного эфира, и более предпочтительно, комбинацию толуолдиизоцианата (TDI)/сополимеров полиола на основе сложного полиэфира, TDI/сополимеров полиола на основе простого полиэфира, TDI/сополимеров полиола на основе капролактона, TDI/сополимеров полиола на основе поликарбоната, 4,4′-дифенилметандиизоцианат (MDI)/сополимеров полиола на основе сложного полиэфира, MDI/сополимеров полиола на основе простого полиэфира, MDI/сополимеров полиола на основе капролактона, MDI/сополимеров полиола на основе поликарбоната, или предпочтительным является сополимер MDI+гидрохинон/полигексаметилен-карбонат, и TDI/сополимер полиола на основе сложного полиэфира, TDI/сополимер полиола на основе простого полиэфира, MDI/сополимер полиола и сложного полиэфира, MDI/сополимер полиола на основе простого полиэфира, или сополимер MDI+гидрохинон /полигексаметилен-карбонат.
Кроме того, в качестве промышленного продукта могут быть использованы термопластичные эластомеры на основе полиуретана, например, промышленные продукты, такие как "ELASTOLLAN" серии, произведенные на фирме BASF Corporation (например, ET680, ET880, ET690, ET890 и тому подобные), "KURAMIRON U" серии, произведенные на фирме KURARAY CO., LTD (например, 2000′s, 3000′s, 8000′s, 9000′s), "MIRACTRAN" серии, произведенные на фирме Nippon Miractran Co, Ltd. (например, XN-2001, XN-2004, P390RSUP, P480RSUI, P26MRNAT, E490, E590, P890) и тому подобные.
<Термопластичные эластомеры на основе полиолефинов>
Примеры термопластичных эластомеров на основе полиолефинов включают материалы, в которых по меньшей мере полиолефин образует жесткий фрагмент, который является кристаллическим и имеет высокую температуру плавления, и другой полимер (например, полиолефин, описанный выше, другие полиолефиновые, поливиниловые соединения) образует мягкий фрагмент, который является аморфным и имеет низкую температуру стеклования. Примеры полиолефинов, образующих твердый фрагмент, включают полиэтилен, полипропилен, изотактический полипропилен и полибутилен.
Примеры термопластичных эластомеров на основе полиолефинов включают олефиновые-α-олефиновые статистические сополимеры, олефиновые блок-сополимеры, и например, включают пропиленовые блок-сополимеры, этилен-пропиленовые сополимеры, пропилен-1-гексеновые сополимеры, пропилен-4-метил-1-пентеновые сополимеры, пропилен-1-бутеновые сополимеры, этилен-1-гексеновые сополимеры, этилен-4-метилпентеновые сополимеры, этилен-1-бутеновые сополимеры, 1-бутен-1-гексеновые сополимеры, 1-бутен-4-метилпентен, сополимеры этилен-метакриловой кислоты, сополимеры этилен-метилметакрилата, сополимеры этилен-этилметакрилата, сополимеры этилен-бутилметакрилата, сополимеры этилен-метилакрилата, сополимеры этилен-этилакрилата, сополимеры этилен-бутилакрилата, сополимеры пропилен-метакриловой кислоты, сополимеры пропилен-метилметакрилата, сополимеры пропилен-этилметакрилата, сополимеры пропилен-бутилметакрилата, сополимеры пропилен-метилакрилата, сополимеры пропилен-этилакрилата, сополимеры пропилен-бутилакрилата, сополимеры этилен-винилацетата и сополимеры пропилен-винилацетата.
Предпочтительно, термопластичный эластомер на основе полиолефинов представляет собой пропиленовый блок-сополимер, этилен-пропиленовый сополимер, пропилен-1-гексеновый сополимер, пропилен-4-метил-1-пентеновый сополимер, пропилен-1-бутеновый сополимер, этилен-1-гексеновый сополимер, этилен-4-метил-пентеновый сополимер, этилен-1-бутеновый сополимер, сополимер этилен-метакриловой кислоты, этилен-метилметакрилатный сополимер, этилен-этилметакрилатный сополимер, этилен-бутилметакрилатный сополимер, этилен-метилакрилатный сополимер, этилен-этилакрилатный сополимер, этилен-бутилакрилатный сополимер, сополимер пропилен-метакриловой кислоты, пропилен-метилметакрилатный сополимер, пропилен-этилметакрилатный сополимер, пропилен-бутилметакрилатный сополимер, пропилен-метилакрилатный сополимер, пропилен-этилакрилатный сополимер, пропилен-бутилакрилатный сополимер, этилен-винилацетатный сополимер, или пропилен-винилацетатный сополимер, и более предпочтительно этилен-пропиленовый сополимер, пропилен-1-бутеновый сополимер, этилен-1-бутеновый сополимер, этилен-метилметакрилатный сополимер, этилен-метилакрилатный сополимер, этилен-этилакрилатный сополимер, или этилен-бутилакрилатный сополимер.
Кроме того, полиолефиновые смолы могут быть использованы в комбинации двух или больше типов смол, таких как комбинация этилена и пропилена. Кроме того, относительное содержание полиолефинов в термопластичных эластомерах на основе полиолефинов предпочтительно составляет 50 масс. % или больше и 100 масс. % или меньше.
Среднечисленная молекулярная масса термопластичных эластомеров на основе полиолефинов предпочтительно составляет от 5000 до 10000000. Когда среднечисленная молекулярная масса термопластичных эластомеров на основе полиолефинов находится в диапазоне от 5000 до 10000000, механические свойства термопластичного материала смолы являются удовлетворительными, и обрабатываемость материала также является отличной. Кроме того, с аналогичной с точки зрения, среднечисленная молекулярная масса предпочтительно составляет от 7000 до 1000000, и особенно предпочтительно от 10000 до 1000000. Это может дополнительно улучшить механические свойства и обрабатываемость термопластичного материала смолы. Кроме того, среднечисленная молекулярная масса полимера, образующего мягкий фрагмент, предпочтительно составляет от 200 до 6000 с точки зрения ударной вязкости и эластичности при низкой температуре. Кроме того, массовое отношение (х:у) жесткого фрагмента (х) и мягкого фрагмента (y) предпочтительно составляет от 50:50 до 95:5, и более предпочтительно от 50:50 до 90:10, с точки зрения формуемости.
Термопластичные эластомеры на основе полиолефинов можно синтезировать путем сополимеризации с использованием известного способа.
Примеры термопластичных эластомеров на основе полиолефинов, которые могут быть использованы, включают "TAFMER" серии, произведены на фирме Mitsui Chemicals, Inc. (например, A0550S, A1050S, A4050S, A1070S, A4070S, A35070S, A1085S, A4085S, А7090, А70090, MH7007, MH7010, XMETA-7070, XMETA-7080, BL4000, BL2481, BL3110, BL3450, Р-0275, Р-0375, Р-0775, Р-0180, Р-0280, Р-0480, Р-0680), "NUCREL" серии DuPont-Mitsui Polychemicals Co., Ltd. (например, AN4214C, AN4225C, AN42115C, N0903HC, N0908C, AN42012C, N410, N1035, N1050H, N1108C, N1110H, N1207C, N1214, AN4221C, N1525, N1560, N0200H, AN4228C, AN4213C, N035C), "ELVALOY AC" серии (например, 1125AC, 1209AC, 1218AC, 1609AC, 1820AC, 1913AC, 2112AC, 2116AC, 2615AC, 2715AC, 3117AC, 3427AC, 3717AC), "ACRYFT" серии и "EVATATE" серии фирмы Sumitomo Chemical Company, Limited, и "ULTRACENT" серии фирмы TOSOH Corporation.
Кроме того, промышленные продукты, используемые в качестве термопластичных эластомеров на основе полиолефинов, также включают, например, продукты от фирмы "Prime TPO" серии (примеры включают, Е-2900Н, F-3900H, Е-2900, F-3900, J-5900, Е-2910, F-3910, J-5910, Е-2710, F-3710, J-5910, Е-2740, F-3740, R110MP, R110E, Т310Е, и М142Е), произведены на фирме Prime Polymer Co., Ltd.
<Термопластичный эластомер на основе сложного полиэфира>
Примеры термопластичных эластомеров на основе сложного полиэфира включают материалы, в которых по меньшей мере сложный полиэфир образует жесткий фрагмента, который является кристаллическим и имеет высокую температуру плавления, и другой полимер (например, сложный полиэфир, простой полиэфир или тому подобное) образует мягкий фрагмент, который является аморфным и имеет низкую температуру стеклования.
В качестве кристаллического сложного полиэфира, формирующего твердый фрагмент, может быть использован ароматический сложный полиэфир. Ароматический сложный полиэфир может быть получен, например, из ароматической дикарбоновой кислоты или ее производного, образующего сложный эфир, и алифатического диола. Предпочтительно ароматический сложный полиэфир представляет собой полибутилен-терефталат, который образован из терефталевой кислоты и/или диметилтерефталата и 1,4-бутандиола. Примеры предпочтительного ароматического сложного полиэфира, формирующего твердый фрагмент, дополнительно включают сложный полиэфир, который произведен из компонента дикарбоновой кислоты, такой как изофталевая кислота, фталевая кислота, нафталин-2,6-дикарбоновая кислота, нафталин-2,7-дикарбоновая кислота, дифенил-4,4′-дикарбоновая кислота, дифеноксиэтан-дикарбоновая кислота, 5-сульфоизофталевая кислота, или их производных, образующих сложный эфир, и диола, имеющего молекулярную массу 300 или меньше, например, алифатические диолы, такие как этиленгликоль, триэтиленгликоль, пентаметиленгликоль, гексаметиленгликоль, неопентилгликоль, или декаметиленгликоль, алициклические диолы, такие как 1,4-циклогександиметанол или трициклодекан-диметилол, и ароматические диолы, такие как ксилиленгликоль, бис(п-гидрокси)дифенил, бис(п-гидроксифенил)пропан, 2,2-бис[4-(2-гидроксиэтокси)фенил]пропан, бис[4-(2-гидрокси)фенил]сульфон, 1,1-бис[4-(2-гидроксиэтокси)фенил]циклогексан, 4,4′-дигидрокси-п-терфенил, или 4,4′-дигидрокси-п-кватерфенил и тому подобные, или сополимеризованный сложный полиэфир в комбинации из 2 или больше видов указанных компонентов дикарбоновых кислот, и компонентов диола. Кроме того, также могут сополимеризоваться многофункциональные компоненты карбоновых кислот, многофункциональные компоненты оксикислот или многофункциональные гидрокси-компоненты, которые имеют 3 или больше функциональных групп и тому подобные, в диапазоне 5 мол. % или меньше.
Примеры сложных полиэфиров, формирующих твердый фрагмент, включают полиэтилен-терефталат, полибутилен-терефталат, полистирол-терефталат, полиэтилен-нафталат, полибутилен-нафталат и тому подобные, и ароматический сложный полиэфир, формирующий твердый фрагмент, предпочтительно представляет собой полибутилен-терефталат.
Примеры полимера, который образует мягкий фрагмент, включают полимер, который выбирают из алифатического сложного полиэфира и алифатического простого полиэфира.
Примеры алифатических простых полиэфиров включают поли(этиленоксид)гликоль, поли(пропиленоксид)гликоль, поли(тетраметиленоксид)гликоль, поли(гексаметиленоксид)гликоль, сополимер этиленоксида и пропиленоксида, полимер присоединения этиленоксида к поли(пропиленоксид)гликолю, сополимер этиленоксида и тетрагидрофурана и тому подобные.
Примеры алифатического сложного полиэфира включают поли(ε-капролактон), полиэнантолактон, поликаприлолактон, полибутилен-адипинат, полиэтиленадипинат и тому подобные.
Среди указанных алифатических простых полиэфиров и алифатических сложных полиэфиров, поли(тетраметиленоксид)гликоль, аддукт этиленоксида и поли(пропиленоксид)гликоля, поли(ε-капролактон), полибутилен-адипинат, полиэтиленадипинат и тому подобные являются предпочтительными, с точки зрения эластичных свойств полученного сополимера.
Среднечисленная молекулярная масса полимеров, образующих мягкий фрагмент, предпочтительно составляет от 300 до 6000, с точки зрения ударной вязкости и эластичности при низкой температуре. Кроме того, объемное соотношение (х:у) жесткого фрагмента (х) и мягкого фрагмента (y) предпочтительно составляет от 99:1 до 20:80, и более предпочтительно от 98:2 до 30:70, с точки зрения формуемости.
Тем временем, примеры комбинации жесткого фрагмента и мягкого фрагмента может включать каждую комбинацию жесткого фрагмента и мягкого фрагмента, иллюстрированных выше. Среди указанных, предпочтительной является комбинация, в которой полибутилен-терефталат является жестким фрагментом, и алифатический простой полиэфир является мягким фрагментом, и более предпочтительной является комбинация, в которой полибутилен-терефталат является жестким фрагментом, и поли(этиленоксид)гликоль является мягким фрагментом.
Кроме того, в качестве термопластичных эластомеров, могут быть использованы те, которые получены путем кислотного модифицирования термопластичных эластомеров.
Выражение "те, которые получены путем кислотного модифицирования термопластичных эластомеров" относится к термопластичным эластомерам, с которыми связано ненасыщенное соединение, имеющее кислотные группы, такие как группы карбоновой кислоты, группы серной кислоты или группы фосфорной кислоты. Например, когда в качестве ненасыщенного соединения, имеющего кислотные группы, используется ненасыщенная карбоновая кислота (обычно, малеиновый ангидрид), примеры эластомеров, которые получены путем кислотного модифицирования термопластичных эластомеров, включают термопластичные эластомеры на основе олефинов, к которым присоединены (например, путем привитой полимеризации) ненасыщенные центры связывания ненасыщенной карбоновой кислоты.
С точки зрения подавления разрушения термопластичного эластомера на основе полиамида и термопластичного эластомера, кроме термопластичного эластомера на основе полиамида, соединение, имеющее кислотные группы, предпочтительно представляет собой соединение, имеющее группу карбоновой кислоты, которая является слабой кислотной группой, например акриловой кислотой, метакриловой кислотой, итаконовой кислотой, кротоновой кислотой, изокротоновой кислотой, малеиновой кислотой и тому подобной.
В качестве термопластичного эластомера на основе сложного полиэфира, могут быть использованы промышленные продукты, например, "HYTREL" серии, произведены на фирме DuPont-Toray Co., Ltd. (например, 3046, 5557, 6347, 4047, 4767), "PELPRENE" серии, произведены на фирме TOYOBO CO., LTD. (например, Р30В, Р40В, Р40Н, Р55В, Р70В, Р150В, Р250В, Р450В, Р150М, S1001, S2001, S5001, S6001, S9001), или тому подобные.
Термопластичный эластомер можно синтезировать путем сополимеризации полимеров, образующих твердый фрагмент, и полимеров, образующих мягкий фрагмент известным способом.
Обычно температура плавления материала смолы приблизительно составляет от 100°C до 350°C, и с точки зрения технологичности производства шин, предпочтительно составляет приблизительно от 100°C до 250°C, и более предпочтительно от 100°C до 200°C.
Кроме того, могут быть улучшены долговечность шины и производительность производства. По желанию, различные добавки, такие как каучуки, эластомеры, термопластичные смолы, различные наполнители (например, диоксид кремния, карбонат кальция, или глины), стабилизатор старения, масло, пластификатор, краситель, или агент против атмосферного воздействия, могут быть включены (введены) в состав материала смолы.
Модуль упругости при растяжении, который определен в документе JIS K7113: 1995, материала смолы (ниже, в настоящем изобретении просто "модуль упругости" относится к модулю упругости при растяжении, если не указано другое) предпочтительно составляет от 100 МПа до 1000 МПа, более предпочтительно от 100 МПа до 800 МПа, и особенно предпочтительно от 100 МПа до 700 МПа. Когда модуль упругости при растяжении материала смолы составляет от 100 МПа до 1000 МПа, может быть осуществлен эффективный монтаж обода при сохранении формы каркаса шины.
Предел текучести при растяжении, который определен в документе JIS K7113: 1995, материала смолы предпочтительно составляет 5 МПа или больше, предпочтительно от 5 МПа до 20 МПа, и более предпочтительно от 5 МПа до 17 МПа. Когда предел текучести при растяжении материала смолы составляет 5 МПа или больше, шина может выдерживать деформацию под нагрузкой во время эксплуатации шины и тому подобное.
Процент упругого удлинения, который определен в документе JIS K7113: 1995, материала смолы предпочтительно составляет 10% или больше, предпочтительно от 10 до 70%, и более предпочтительно от 15 до 60%. Когда процент упругого удлинения материала смолы составляет 10% или больше, имеется широкая область упругих деформаций, и может быть улучшена способность оснащения на ободе.
Удлинение растяжения при разрыве, которое определено в документе JIS K7113: 1995, материала смолы предпочтительно составляет 50% или больше, предпочтительно 100% или больше, более предпочтительно 150% или больше, особенно предпочтительно 200% или больше. Когда удлинение растяжения при разрыве материала смолы составляет 50% или больше, способность оснащения на ободе является удовлетворительной, причем можно привести термопластичный материал смолы в состояние, обеспечивающее отсутствие трещин при столкновении.
Температура деформации под нагрузкой (при нагрузке 0,45 МПа), которая определена в документе ISO75-2 или ASTM D648, материала смолы предпочтительно составляет 50°C или больше, предпочтительно от 50 до 150°C, и более предпочтительно от 50 до 130°C. Когда температура деформации под нагрузкой материала смолы составляет 50°C или больше, можно подавить деформацию тела каркаса шины, даже в случае, когда при производстве шины осуществляется вулканизация.
[Первый пример осуществления]
Шина в соответствии с первым примером осуществления изобретения содержит по меньшей мере кольцевое тело каркаса шины, которое сформировано из материала смолы и имеет слоистую структуру, причем тело каркаса шины содержит по меньшей мере один удерживающий газ слой, имеющий коэффициент газопроницаемости 2,0×10-15 см3·см/(см2·с·Па) или меньше при 80°C.
Шина в соответствии с первым примером осуществления изобретения содержит кольцевое тело каркаса шины, сформированное из материала смолы. Благодаря тому, что шина в соответствии с первым примером осуществления изобретения, имеет тело каркаса шины, сформированное из материала смолы, устраняется потребность в процессе вулканизации, который является существенным процессом для традиционной шины, выполненной из резины, что дает возможность, например, формовать тело каркаса шины методом литья под давлением или тому подобным. Таким образом, это позволяет упростить производственный процесс, и обеспечивает достижение экономии времени и затрат. Кроме того, тело каркаса шины, сформованное с использованием материала смолы, имеет более простую структуру, чем обычная традиционная шина, выполненная из резины, что дает преимущество более легкой массы. Таким образом, это обеспечивает улучшение сопротивления истиранию и сопротивления качению шины.
Шина в соответствии с первым примером осуществления изобретения имеет тело каркаса шины со слоистой структурой, содержащей по меньшей мере один удерживающий газ слой, имеющий коэффициент газопроницаемости 2,0×10-15 см3·см/(см2·с·Па) или меньше при 80°C. Шина в соответствии с первым примером осуществления изобретения имеет слой, удерживающий газ, обеспеченный на теле каркаса шины, что дает возможность улучшить характеристики удержания газа в теле каркаса шины по отношению к газам, таким как воздух, азот или тому подобное. Таким образом, шину в соответствии с первым примером осуществления изобретения можно эффективно использовать в качестве так называемой пневматической шины, в которой тело каркаса шины смонтировано на ободе, и газ заполняет пространство, ограниченное телом каркаса шины и ободом. Улучшение характеристик удержания газа для шины в то же время также улучшает свойство сохранения внутреннего давления в шине.
Шина в соответствии с первым примером осуществления изобретения может быть выполнена таким образом, что слой, удерживающий газ, содержит термопластичную смолу. Шина в соответствии с первым примером осуществления изобретения обеспечивает улучшение характеристик удержания газа, и в то же время сдерживается увеличение массы шины, благодаря формированию слоя, удерживающего газ, из термопластичной смолы. Кроме того, термопластичная смола обладает отличной адгезионной способностью (характеристика термической плавкости) к телу каркаса шины, благодаря совместимости с материалом смолы, формирующим тело каркаса шины. Соответственно, удерживающий газ слой, для которого используют термопластичную смолу, обладает отличной адгезионной способностью относительно материала смолы, находящегося в теле каркаса шины, что дает возможность улучшить долговечность и производительность тела каркаса шины.
Шина в соответствии с первым примером осуществления изобретения может быть выполнена таким образом, что слой, удерживающий газ, имеет напряжение растяжения при 4% удлинения равное 70 МПа или меньше. Регламентирование модуля упругости при растяжении слоя, удерживающего газ, до напряжения растяжения при 4% удлинения равного 70 МПа или меньше, обеспечивает достаточную эластичность удерживающего газ слоя, и обеспечивает приближение к модулю упругости тела каркаса шины, сформованного из материала смолы. Таким образом, обеспечивается предотвращение распространения трещин в удерживающем газ слое, возникающих под действием ударов или тому подобного, которые вызваны силами, приложенными извне, и будет подавляться отслаивание от тела каркаса шины.
Предпочтительно, напряжение слоя, удерживающего газ, при 4% удлинении растяжения составляет 50 МПа или меньше и более предпочтительно 40 МПа или меньше.
Шина в соответствии с первым примером осуществления изобретения может быть выполнена таким образом, чтобы использовать термопластичные смолы в качестве материала смолы, формирующего тело каркаса шины.
Шина в соответствии с первым примером осуществления изобретения может быть выполнена таким образом, чтобы использовать термопластичные эластомеры в качестве материала смолы, формирующего тело каркаса шины.
(Пример осуществления 1-1)
В дальнейшем, с учетом первого примера осуществления изобретения, шина в соответствии с иллюстративным вариантом осуществления 1-1 будет описана со ссылкой на чертежи.
Будет описана шина 10 примера осуществления изобретения. В настоящем примере осуществления слой, удерживающий газ, сформованный из термопластичной смолы на основе полиамида (полиамид-6), обеспечен на крайней внутренней стороне каркаса шины 10, в радиальном направлении шины. Фигура 1А представляет собой графическое изображение в перспективе, иллюстрирующее поперечное сечение части шины согласно варианту осуществления настоящего изобретения. Фигура 1В представляет собой графическое изображение поперечного сечения борта шины, смонтированного на ободе. Как показано на фигуре 1А, шина 10 настоящего примера осуществления имеет по существу такую же форму поперечного сечения, как и обычные традиционные пневматические шины.
Как показано на фигуре 1А, шина 10 имеет каркас 17 шины, который содержит: пару бортовых частей 12, каждая из которых находится в контакте с бортовой пластиной 21 и фланцем 22 обода 20, как показано на фигуре 1В; боковые части 14, которые простираются от бортовых частей 12 наружу, в радиальном направлении шины; и коронную часть 16 (внешнюю окружность), которая соединяет внешнюю кромку в радиальном направлении шины одной из боковых частей 14 и внешнюю кромку в радиальном направлении шины другой из боковых частей 14. Слой 2А, удерживающий газ, предусмотрен на внутренней периферической лицевой части шины, как показано в увеличенном виде (фигура 2) для области М на фигуре 1А. Фигура 2 представляет собой увеличенное графическое изображение, разъясняющее слой, удерживающий газ, настоящего примера осуществления.
Каркас 17 шины в настоящем примере осуществления сформирован из термопластичного эластомера на основе полиамида ("UBESTA XPA9055X1", произведен на фирме Ube Industries, Ltd., температура плавления 162°C). Каркас 17 шины в настоящем примере осуществления сформирован из единственного термопластичного материала смолы (термопластичный эластомер на основе полиамида); однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и аналогично традиционным пневматическим шинам, могут быть использованы материалы - термопластичные смолы, имеющие различные характеристики, соответственно для различных деталей (боковая часть 14, коронная часть 16, бортовая часть 12 и тому подобные) каркаса 17 шины. Кроме того, каркас 17 шины также может быть армирован армирующим материалом, путем внедрения армирующего материала (полимерный материал, или волокно, корд, нетканый материал, тканый материал или тому подобное, выполненное из металла) в каркас 17 шины (например, бортовую часть 12, боковую часть 14, и коронную часть 16).
Каркас 17 шины настоящего примера осуществления представляет собой продукт, полученный путем соединения пары половинок 17А каркаса шины (элементы каркаса шины), сформованных из термопластичного эластомера на основе полиамида. Половинки 17А каркаса шины сформированы путем формования одной бортовой части 12, одной боковой части 14, и полуширины коронной части 16 в одно изделие с использованием литья под давлением или тому подобного, компоновке кольцевых половинок 17А каркаса шины, имеющих одинаковую форму, в стык, и соединение половинок каркаса в области экваториальной плоскости шины. В то же время, что касается каркаса 17 шины, то его формование не ограничивается соединением двух элементов, и каркас шины также может быть сформирован путем соединения трех или более элементов.
Половинка 17А каркаса шины, полученная из термопластичного эластомера на основе полиамида, может формоваться, например, путем вакуумного формования, формования давлением, литья под давлением, или литья расплава. Поэтому при сравнении со случаем формования каркаса шины из резины, как в традиционной технологии, отсутствует необходимость осуществления вулканизации, и производственный процесс может быть упрощен в значительной степени, причем можно сократить время формования.
Кроме того, в настоящем примере осуществления, поскольку половинки 17А каркаса шины имеют симметричные формы в боковом направлении, то есть одна половинка 17А каркаса шины и другая половинка 17А каркаса шины имеют одинаковую форму, существует преимущество в том, что для формования половинок 17А каркаса шины необходим только один тип пресс-формы.
Согласно настоящему примеру осуществления, как показано на фигуре 1В, кольцеобразный сердечник 18 борта, выполненный из стального корда, внедрен в бортовую часть 12, так же как в обычных традиционных пневматических шинах. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и до тех пор, пока сохраняется жесткость бортовой части 12 и отсутствует проблема монтажа с ободом 20, сердечник 18 борта может быть исключен. Кроме того, сердечник борта может быть выполнен из органического волокнистого корда, покрытого смолой органического волокнистого корда, из жесткой смолы или тому подобного, помимо стального корда.
В настоящем примере осуществления, кольцеобразный герметизирующий слой 24, сформованный из такого материала, как резина, имеющий лучшие герметизирующие свойства чем у термопластичного эластомера на основе полиамида, образующего каркас 17 шины, сформирован в области бортовой части 12, которая приходит в контакт с ободом 20, или по меньшей мере в области, которая приходит в контакт с фланцем 22 обода 20. Герметизирующий слой 24, может быть сформирован в области, где каркас 17 шины (бортовая часть 12) приходит в контакт с бортовой пластиной 21. Что касается материала, имеющего герметизирующие характеристики лучше, чем у термопластичного эластомера на основе полиамида, который образует каркас 17 шины, может быть использован материал, который мягче по сравнению с термопластичным эластомером на основе полиамида, который образует каркас 17 шины. В качестве резины, которая может быть использована в герметизирующем слое 24, предпочтительно используют резину такого же сорта, что и резина, используемая на внешней поверхности бортовой части покрышки обычных традиционных пневматических шин, произведенных из резины. Кроме того, если герметизирующие характеристики для обода 20 могут сохраняться с использованием только термопластичного эластомера на основе полиамида, резиновый герметизирующий слой 24 может быть исключен, и может быть использована другая термопластичная смола (в том числе термопластичный эластомер), имеющая лучшие герметизирующие характеристики, чем у термопластичного эластомера на основе полиамида. Примеры указанных других термопластичных смол включают смолы, такие как смолы на основе полиуретанов, смолы на основе олефинов или смолы на основе полистирола; и смеси этих смол с каучуками или эластомерами. Кроме того, также могут быть использованы термопластичные эластомеры, и их примеры включают термопластичные эластомеры на основе сложного полиэфира, термопластичные эластомеры на основе полиуретана, термопластичные эластомеры на основе полистирола, термопластичные эластомеры на основе полиолефинов, комбинации указанных эластомеров и смеси этих эластомеров с каучуками.
Как показано на фигуре 1А, в коронной части 16 армирующий корд 26, обладающий более высокой жесткостью, чем термопластичный эластомер на основе полиамида, который образует каркас 17 шины, намотан в направлении вдоль окружности каркаса 17 шины. При рассмотрении в направлении поперечного сечения каркаса шины, разрезанного вдоль осевого направления каркаса 17 шины, армирующий корд 26 спиралеобразно намотан в таком состоянии, что по меньшей мере часть формирующего корда внедрена в коронную часть 16, посредством чего формируется слой 28 армирующего корда. На внешней периферийной стороне, в радиальном направлении шины, слоя 28 армирующего корда, расположен протектор 30, сформованный из материала, имеющего лучшее сопротивление истиранию, чем у термопластичного эластомера на основе полиамида, который образует каркас 17 шины, например, из резины.
Слой 2А, удерживающий газ, будет описан с использованием фигуры 2. Удерживающий газ слой 2А в настоящем примере осуществления образован из полиамида-6 (Nylon 6 "1022В", произведен на фирме Ube Industries, Ltd.). В настоящем примере осуществления, толщина пленки слоя 2А, удерживающего газ, составляет приблизительно 100 мкм, коэффициент газопроницаемости равен 2,00×10-15 см3·см/(см2·с·Па), и напряжение при 4% удлинении растяжения равно 40 МПа. Слой 2А, удерживающий газ, на фигуре 2 расположен на внутренней части, в радиальном направлении шины, коронной части 16, однако, в настоящем примере осуществления, слой, удерживающий газ, предусмотрен поперек всей области радиального направления, внутри каркаса 17 шины, в том числе на боковых частях 14.
Слой 28 армирующего корда, который составлен из армирующего корда 26, будет описан с использованием фигуры 3. Фигура 3 представляет собой графическое изображение поперечного сечения вдоль оси вращения шины, где показано состояние, в котором армирующий корд внедрен в коронную часть каркаса шины для шины по примеру осуществления изобретения 1-1. Как показано на фигуре 3, из вида в поперечном разрезе вдоль осевого направления каркаса 17 шины, армирующий корд 26 спиралеобразно намотан таким образом, что по меньшей мере часть армирующего корда внедрена в короную часть 16, при этом армирующий корд 26, вместе с частью внешней окружности каркаса 17 шины, образует слой 28 армирующего корда, обозначенный областью пунктирной линии на фигуре 3. Часть армирующего корда 26, которая внедрена в коронную часть 16, находится в состоянии прочного прилипания к термопластичному эластомеру на основе полиамида, который образует коронную часть 16 (каркас 17 шины). В качестве армирующего корда 26, может быть использован монофиламент (одинарная проволока) из металлического волокна, органического волокна или тому подобного; мультифиламент (витая проволока), полученное путем скручивания указанных волокон, например, стальной корд, полученный путем скручивания стальных волокон; или тому подобное. В настоящем примере осуществления, в качестве армирующего корда 26 используют стальной корд.
Кроме того, глубина L на фигуре 3 показывает глубину внедрения армирующего корда 26 в направлении оси вращения шины в каркас 17 шины (коронную часть 16). Глубина L внедрения армирующего корда 26 в коронную часть 16 предпочтительно составляет 1/5 или больше, и более предпочтительно больше, чем половина диаметра D армирующего корда 26. Кроме того, наиболее предпочтительно, чтобы армирующий корд 26 был полностью внедрен в коронную часть 16. Когда глубина L внедрения армирующего корда 26 составляет больше 1/2 диаметра D армирующего корда 26, то армирующий корд 26 трудно извлечь из внедренного участка с точки зрения его размера. Кроме того, когда армирующий корд 26 полностью внедрен в коронную часть 16, поверхность (внешняя периферийная поверхность) становится плоской, и включение воздуха вокруг армирующего корда может быть подавлено, даже когда элементы монтируются на коронной части 16, в которую внедрен армирующий корд 26. Слой 28 армирующего корда соответствует ленте, которая расположена на внешней периферийной поверхности каркаса традиционной пневматической шины, выполненной из резины.
Как описано выше, протектор 30 расположен на внешней периферийной стороне, в радиальном направлении шины, слоя 28 армирующего корда. Для использованной в протекторе 30 резины, предпочтительно используют резину такого же типа, которую используют в традиционных пневматических шинах, выполненных из резины. В то же время, вместо протектора 30, может быть использован протектор сформованный из материала термопластичной смолы другого типа, который обладает лучшим сопротивлением истиранию, чем термопластичный эластомер на основе полиамида, который образует каркас 17 шины. Кроме того, в протекторе 30 сформирован рисунок включающий множество канавок на поверхности, контактирующей с поверхностью дороги, аналогично пневматическим шинам, выполненным из резины.
В дальнейшем будет описан способ получения шины настоящего изобретения.
(Стадия формования элементы каркаса шины)
Сначала устанавливают встык половинки каркаса шины, каждая из которых поддерживается тонким металлическим опорным кольцом. Впоследствии устанавливают связующую пресс-форму, которая не показана на чертежах, таким образом, чтобы она контактировала с внешней периферийной поверхностью соприкасающихся деталей половинок каркаса шины. Здесь связующая пресс-форма выполнена таким образом, чтобы сжимать окрестность связующей секции (соприкасающиеся элементы) половинки 17А каркаса шины при заданном давлении. Впоследствии, окрестность связующей секции половинок каркаса шины прессуют при температуре, равной или выше температуры плавления термопластичного материала смолы, который образует каркас шины. За счет нагревания связующих секций половинок каркаса шины под давлением с использованием связующей пресс-формы, связующие секции плавятся, и половинки каркаса шины сплавляются вместе, посредством чего указанные элементы объединяются в одно целое с образованием каркаса 17 шины. В настоящем примере осуществления, связующие секции половинок каркаса шины нагревают с использованием связующей пресс-формы. Однако не предполагается, что способ получения настоящего изобретения будет ограничен указанным, и например, половинки каркаса шины также могут соединяться путем нагревания связующих секций с использованием высокочастотного нагревателя или тому подобного, предусмотренного отдельно, или путем предварительного размягчения, или плавления связующих секций горячим воздухом, облучением инфракрасным излучением, или тому подобным, с последующим прессованием связующих секций с использованием связующей пресс-формы.
(Стадия наматывания элемента армирующего корда)
Затем, с использованием фигуры 4 будет описана стадия наматывания армирующего корда. Фигура 4 представляет собой графическое изображение, поясняющее операцию внедрения армирующего корда в коронную часть каркаса шины с использованием устройства нагревания корда и роликов. На фигуре 4, устройство 56 подачи корда содержит: катушку 58, в которой находится наматываемый армирующий корд 26; устройство 59 нагревания корда, расположенное ниже в направлении перемещения корда от катушки 58; первый ролик 60, расположенный ниже в направлении перемещения армирующего корда 26; первое цилиндрическое устройство 62, которое перемещается в направлении контактирования и отделения первого ролика 60 относительно внешней периферийной поверхности шины; второй ролик 64, расположенный ниже в направлении перемещения армирующего корда 26 от первого ролика 60; и второе цилиндрическое устройство 66, которое перемещается в направлении контактирования и отделения второго ролика 64 относительно внешней периферийной поверхности шины. Второй ролик 64 может быть использован в качестве охлаждающего ролика, выполненного из металла. Кроме того, в настоящем примере осуществления, поверхность первого ролика 60 или второго ролика 64 покрыта фторсодержащей смолой (в настоящем примере осуществления тефлоном, TEFLON - зарегистрированный товарный знак) с целью подавления прилипания расплавленного или размягченного термопластичного эластомера на основе полиамида. Хотя в настоящем примере осуществления устройство 56 подачи корда выполнено таким образом, что имеются два ролика - первый ролик 60 или второй ролик 64, не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и устройство 56 подачи корда может быть выполнено таким образом, чтобы иметь только один из указанных выше роликов (то есть, имеется один ролик).
Устройство 59 нагревания корда содержит нагреватель 70, который генерирует горячий воздух, и вентилятор 72. Кроме того, устройство 59 нагревания корда содержит: камеру 74 нагревания, в которую поступает горячий воздух, и через которую проходит армирующий корд 26; и выпускное отверстие 76, через которое выходит нагретый корд 26.
Сначала на стадии наматывания повышается температура нагревателя 70 устройства 59 нагревания корда, и окружающий воздух, который нагревается за счет нагревателя 70, подается в камеру 74 нагревания за счет потока, создаваемого вращением вентилятора 72. Впоследствии, армирующий корд 26, который сматывается из катушки 58, поступает внутрь и нагревается в камере 74 нагревания, внутреннее пространство которой нагревается горячим воздухом (например, армирующий корд 26 нагревается до температуры приблизительно от 100°C до 200°C). Нагретый армирующий корд 26 проходит через выпускное отверстие 76 и спиралеобразно наматывается, с определенным натяжением, вокруг внешней периферийной поверхности коронной части 16 каркаса 17 шины, который вращается в направлении стрелки R на фигуре 4. В этот момент, когда нагретый армирующий корд 26 приводится в контакт с внешней периферийной поверхностью коронной части 16, термопластичный эластомер на основе полиамида в области контакта расплавляется или размягчается, и по меньшей мере часть нагретого армирующего корда 26 внедряется во внешнюю периферийную поверхность коронной части 16. В это время, поскольку нагретый армирующий корд 26 внедряется в термопластичный эластомер на основе полиамида, который расплавлен или размягчен, реализуется состояние, в котором отсутствует какой-либо просвет между термопластичным эластомером на основе полиамида и армирующим кордом 26, то есть достигается состояние, в котором непосредственно соединены два указанных элемента. В результате, подавляется включение воздуха в область, в которую внедрен армирующий корд 26. За счет нагревания армирующего корда 26 до температуры выше точки плавления термопластичного эластомера на основе полиамида в каркасе 17 шины, усиливается плавление или размягчение термопластичного эластомера на основе полиамида в области контакта с армирующим кордом 26. Таким образом, облегчается внедрение армирующего корда 26 во внешнюю периферийную поверхность коронной части 16, и кроме того, может эффективно подавляться включение воздуха.
Глубину L внедрения армирующего корда 26 можно регулировать с помощью температуры нагревания армирующего корда 26, натяжения, приложенного к армирующему корду 26, давления сжатия, прилагаемого первым роликом 60, или тому подобного. В настоящем примере осуществления, способ выполняют таким образом, что глубина L внедрения армирующего корда 26 составляет 1/5 диаметра D армирующего корда 26 или больше. В то же время, глубина L внедрения армирующего корда 26 более предпочтительно превышает 1/2 диаметра D, и наиболее предпочтительно, чтобы армирующий корд 26 был полностью внедрен.
Таким образом, путем наматывания нагретого армирующего корда 26, при внедрении армирующего корда во внешнюю периферийную поверхность коронной части 16, слой 28 армирующего корда формируется на внешней периферийной стороне коронной части 16 каркаса 17 шины.
(Стадия формования слоя, удерживающего газ)
Затем каркас 17 шины размещают в устройстве раздувного формования, которое не показано на чертежах. Затем расплавленный полиамид-6 подвергается экструзии из фильер и раздувному формованию с целью образования слоя полиамида 6 на всей внутренней поверхности, в радиальном направлении шины, каркаса 17 шины. В это время экструдированное количество расплавленного полиамида-6 определяется таким образом, чтобы толщина пленки слоя 2А, удерживающего газ, описанного выше, составляла 100 мкм. Таким образом, слой 2А, удерживающий газ, формируется на внутренней поверхности, в радиальном направлении шины, каркаса 17 шины. Отмечается, что раздувное формование может быть осуществлено в соответствии с известным способом.
Впоследствии, вулканизированный протектор 30 в форме ленты наматывается один раз на внешней периферийной поверхности каркаса 17 шины, причем протектор 30 соединяется с внешней периферийной поверхностью каркаса 17 шины с использованием клея или тому подобного. В качестве протектора 30 может быть использован подвулканизированный протектор, который используется в известных традиционных шинах с восстановленным протектором. Настоящая стадия аналогична стадии присоединения подвулканизированного протектора к внешней периферийной поверхности каркаса шины с восстановленным протектором.
Затем герметизирующий слой 24, сформованный из вулканизированной резины, соединяется с бортовой частью 12 каркаса 17 шины с использованием клея или тому подобного, таким образом, получается шина 10.
(Эксплуатация)
Шина 10 настоящего примера осуществления сформирована с удерживающим газ слоем 2А, с коэффициентом газопроницаемости 2,0×10-15 см3·см/(см2·с·Па), расположенным на внутренней стороне, в радиальном направлении шины, каркаса 17 шины, таким образом, обеспечивается возможность улучшения характеристик удержания газа для шины 10. Таким образом, когда шина 10 настоящего примера осуществления смонтирована на ободе 20, характеристики сохранения газа, находящегося внутри шины 10, являются отличными.
В настоящем примере осуществления слой 2А, удерживающий газ, сформирован из полиамида-6, то есть, термопластичной смолы на основе полиамида, и таким образом, подавляется увеличение массы шины 10, даже когда сформирован слой 2А, удерживающий газ, и адгезионная способность (характеристика термического сплавления) относительно каркаса 17 шины, сформированного из термопластичного эластомера на основе полиамида, также является высокой. Кроме того, благодаря напряжению удерживающего газ слоя 2А при 4% удлинения при растяжении, равного 40 МПа, также является высокой долговечность слоя 2А, удерживающего газ, например, относительно динамической нагрузки на шину 10.
В шине 10 настоящего примера осуществления, поскольку каркас 17 шины сформирован из термопластичного эластомера на основе полиамида, шина 10 обладает отличной термостойкостью, модулем упругости при растяжении, прочностью при растяжении и деформацией разрушения, и кроме того, также является более легкой, благодаря более простой структуре, чем традиционные шины, выполненные из резины. Соответственно, шина 10 настоящего примера осуществления имеет высокое сопротивление истиранию и большую долговечность. Кроме того, температура плавления термопластичного эластомера на основе полиамида, образующего каркас 17 шины, равна 162°C, и поэтому, например, температура около 210°C будет достаточной для осуществления связывания деталей 17А каркаса шины, что позволяет снизить потребление энергии и обеспечивает снижение затрат на нагревание.
Полиамидные эластомеры обладают высокой адгезионной способностью относительно армирующего корда 26, и кроме того, отличной фиксирующей способностью, такой как прочность сварного соединения. Следовательно, может подавляться явление включения воздуха (остающийся воздух) вблизи армирующего корда 26 на стадии наматывания армирующего корда. Когда материал смолы обладает высокой адгезионной способностью и характеристиками сваривания с армирующим кордом 26, подавляется включение воздуха вблизи элементов армирующего корда, возможно эффективное предотвращение перемещения армирующего корда 26, которое вызвано усилием, приложенным к корду во время вождения или тому подобного. В результате, например, благодаря подавлению перемещения элементов армирующего корда, даже в случае, когда образующий шину элемент устанавливается таким образом, чтобы полностью покрыть элементы армирующего корда на внешней окружности тела каркаса шины, уменьшается количество случаев разделения или тому подобного между этими деталями (включая тело каркаса шины), и увеличивается долговечность шины 10.
Кроме того, в шине 10 настоящего примера осуществления, поскольку армирующий корд 26, имеющий более высокую жесткость, чем термопластичный эластомер на основе полиамида, спиралеобразно намотан в направлении вдоль окружности на внешней периферийной поверхности коронной части 16 каркаса 17 шины, которая сформирована из термопластичного материала смолы, увеличивается сопротивление прокалыванию, сопротивление разрезанию и жесткость в направлении вдоль окружности шины. Кроме того, поскольку усиливается жесткость в направлении вдоль окружности шины 10, предотвращается ползучесть в каркасе 17 шины, сформованном из термопластичного материала смолы.
Поскольку в виде поперечного сечения, в разрезе вдоль направления оси каркаса 17 шины (поперечное сечение, продемонстрированное на фигуре 1) по меньшей мере часть армирующего корда 26 внедрена во внешнюю периферийную поверхность коронной части 16 каркаса 17 шины, сформованного из термопластичного эластомера на основе полиамида, и армирующий корд присоединен к термопластичному эластомеру на основе полиамида, подавляется внедрение воздуха в процессе производства, и предотвращается перемещение армирующего корда 26, которое вызвано усилием, приложенным к корду во время вождения или тому подобного. В результате, уменьшается количество случаев разделения (или тому подобного) армирующего корда 26, каркаса 17 шины и протектора 30, и увеличивается долговечность шины 10.
Как показано на фигуре 3, поскольку глубина L внедрения армирующего корда 26 составляет 1/5 диаметра D или больше, эффективно подавляется внедрение воздуха в процессе производства, и дополнительно уменьшается перемещение армирующего корда 26, которое вызвано усилием, приложенным к корду во время вождения или тому подобного.
По существу, когда слой 28 армирующего корда компонуется с включением термопластичного эластомера на основе полиамида, различие в твердости между каркасом 17 шины и слоем 28 армирующего корда может снижаться, по сравнению со случаем закрепления армирующего корда 26 с использованием брекерной резины, и, следовательно, армирующий корд 26 можно лучше соединять и закреплять в каркасе 17 шины. В результате, описанное выше внедрение воздуха может эффективно предотвращаться, причем может эффективно предотвращаться перемещение элементов армирующего корда во время вождения.
Кроме того, когда армирующий корд 26 представляет собой стальной корд, поскольку армирующий корд 26 можно легко отделить и отобрать от термопластичного эластомера на основе полиамида путем нагревания во время утилизации шины, это выгодно с точки зрения повторного использования шины 10.
Кроме того, поскольку термопластичный эластомер на основе полиамида обладает меньшим тангенсом угла потерь (Tan δ) по сравнению с вулканизированной резиной, могут быть улучшены ходовые характеристики шины, когда слой 28 армирующего корда содержит значительную долю термопластичного эластомера на основе полиамида.
Кроме того, термопластичный эластомер на основе полиамида обладает тем преимуществом, что эластомер имеет высокую жесткость поперечного сдвига, что приводит к отличной стабильности рулевого управления во время езды с такими шинами и к отличному сопротивлению истиранию.
Поскольку протектор 30, который находится в контакте с поверхностью дороги, состоит из резинового материала, имеющего более высокое сопротивление истиранию, чем термопластичный эластомер на основе полиамида, сопротивление истиранию шины 10 увеличивается.
Кроме того, поскольку кольцеобразный сердечник 18 борта, сформованный из металлического материала, внедрен в бортовую часть 12, каркас 17 шины, то есть шина 10, сохраняет жесткость относительно обода 20, аналогично традиционным пневматическим шинам, выполненным из резины.
Кроме того, поскольку герметизирующий слой 24, который образован из резинового материала и имеет более высокие герметизирующие характеристики, чем термопластичный эластомер на основе полиамида, предусмотрен в области бортовой части 12, которая находится в контакте с ободом 20, улучшаются герметизирующие характеристики между шиной 10 и ободом 20. Следовательно, по сравнению со случаем герметизации обода 20 с помощью термопластичного эластомера на основе полиамида, дополнительно подавляется утечка воздуха из шины. Кроме того, поскольку предусмотрен герметизирующий слой 24, также улучшается способность установки на обод.
В приведенном выше примере осуществления, армирующий корд 26 нагревают, и термопластичный эластомер на основе полиамида в области, которая приводится в контакт с нагретым армирующим кордом 26, расплавляется или размягчается. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и также является приемлемой конфигурация, в которой армирующий корд 26 не нагревают, но внешнюю периферийную поверхность коронной части 16, в которую будет внедряться армирующий корд 26, нагревают с использованием устройства, подающего горячий воздух, с последующим внедрением армирующего корда 26 в коронную часть 16.
В примере осуществления 1-1, тепловой источник устройства 59 нагревания корда содержит нагреватель и вентилятор. Однако настоящее изобретение не ограничивается указанной конфигурацией, и может быть приемлемой конфигурация, в которой армирующий корд 26 непосредственно нагревается лучистой энергией (например, инфракрасным излучением).
В конфигурации примера осуществления изобретения 1-1, область термопластичного материала смолы, имеющая внедренный армирующий корд 26, которая расплавлена или размягчена, принудительно охлаждается с использованием второго ролика 64, выполненного из металла. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и также может быть приемлемой конфигурация, в которой холодный воздух непосредственно вдувается в область, в которой термопластичный материал смолы расплавлен или размягчен, чтобы осуществить принудительное охлаждение и отверждение области, в которой термопластичный материал смолы был расплавлен или размягчен.
В конфигурации примера осуществления изобретения 1-1, армирующий корд 26 нагревают. Однако также может быть приемлемой, например, конфигурация, в которой внешнюю окружность армирующего корда 26 покрывают таким же термопластичным материалом смолы, который используется в каркасе 17 шины. В этом случае, когда покрытый армирующий корд намотан на коронную часть 16 каркаса 17 шины, термопластичный материал смолы, который покрывает армирующий корд, также нагревается вместе с армирующим кордом 26, посредством чего может эффективно подавляться включение воздуха во время внедрения в коронную часть 16.
Шина 10 примера осуществления изобретения 1-1 представляет собой так называемую бескамерную шину, в которой воздушная камера образуется между шиной 10 и ободом 20 путем монтажа бортовой части 12 на ободе 20. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и также может быть использована форма полной камеры.
Кроме того, с точки зрения производства, спиралеобразная намотка армирующего корда 26 является более легкой, однако также может рассматриваться способ прерывистой намотки армирующего корда 26 в направлении ширины, или тому подобное.
Пример осуществления настоящего изобретения объясняется с помощью вариантов осуществления. Однако эти варианты осуществления являются только примерами, и могут быть осуществлены различные модификации в той степени, в которой сохраняется сущность изобретения. Кроме того, не приходится и говорить, что не предполагается ограничивать объем настоящего изобретения указанными вариантами осуществления.
(Пример осуществления 1-2)
В дальнейшем, шина в соответствии с иллюстративным вариантом осуществления 1-2 будет описана со ссылкой на чертежи.
В настоящем примере осуществления, слой, удерживающий газ, выполненный с включением сополимера этилена и винилового спирта (EVOH), предусмотрен на втором слое от крайней внутренней стороны, в радиальном направлении шины, каркаса 200 шины. Таким же образом, как в примере осуществления 1-1, шина настоящего примера осуществления обладает по существу таким же профилем поперечного сечения, как обычная традиционная пневматическая шина, выполненная из резины. Соответственно, такие же номера позиций на следующих чертежах относятся к аналогичным конфигурациям, которые приведены в примере осуществления изобретения 1-1. Слой 2В, удерживающий газ, предусмотрен, как показано в увеличенном виде (на фигуре 6) области М на фигуре 5А. Фигура 6 представляет собой увеличенное графическое изображение для объяснения удерживающего газ слоя настоящего примера осуществления.
Фигура 5А является графическим изображением поперечного сечения шины, в соответствии с иллюстративным вариантом осуществления 1-2, разрезанной вдоль направления ширины шины, и фигура 5В представляет собой увеличенное графическое изображение поперечного сечения, взятого вдоль направления ширины шины для бортовой части в состоянии, в котором обод смонтирован на шине, согласно примеру осуществления 1-2. Фигура 7 является графическим изображением поперечного сечения, где показана окрестность армирующего слоя шины в направлении ее ширины, согласно примеру осуществления 1-2.
Аналогично примеру осуществления 1-1, описанному выше, в шине согласно примеру осуществления 1-2, каркас 17 шины сформирован из термопластичного эластомера на основе полиамида ("UBESTA XPA9055X1", произведен на фирме Ube Industries, Ltd., температура плавления 162°C).
Как показано на фигурах 5 и 7, в шине 200 согласно настоящему примеру осуществления, слой 28 армирующего корда (показан пунктирной линией на фигуре 7), в котором покрытые элементы 26В корда намотаны в периферийном направлении, накладываются в коронной части 16. Слой 28 армирующего корда образует внешнюю окружность каркаса 17 шины и усиливает жесткость в направлении вдоль окружности коронной части 16. Внешняя периферийная поверхность слоя 28 армирующего корда включена во внешнюю периферийную поверхность 17S каркаса 17 шины.
Далее приведено объяснение относительно слоя 2В, удерживающего газ, со ссылкой на фигуру 6. Слой 2В, удерживающий газ, в настоящем примере осуществления составлен из EVOH ("L-101", произведен на фирме Kuraray Co., Ltd.). В настоящем примере осуществления, толщина пленки в слое 2В, удерживающем газ, составляет около 100 мкм, коэффициент газопроницаемости равен 1,00×10-17 см3·см/(см2·с·Па), и напряжение при 4% удлинении растяжения составляет 52 МПа. Слой 2В, удерживающий газ, на фигуре 6 расположен на внутренней стороне (во втором слое от крайней внутренней стороны), в радиальном направлении шины, коронной части 16 шины; однако в настоящем примере осуществления, слой 2В, удерживающий газ, предусмотрен от края до края всей области внутренней стороны, в радиальном направлении шины, каркаса 17 шины, в том числе на боковых частях 14.
Все покрытые элементы 26В корда сформированы путем покрытия элементов 26А корда, имеющих более высокую жесткость, чем термопластичный эластомер на основе полиамида, из которого сформован каркас 17 шины, материалом смолы для покрытия 27, которая отличается от термопластичного эластомера на основе полиамида, который образует каркас 17 шины. Кроме того, покрытые элементы 26В корда и коронная часть 16 соединены (например, сварены или соединены клеем) в области контакта между покрытыми элементами 26В корда и коронной частью 16 шины.
Предпочтительно модуль упругости материала смолы для покрытия 27 устанавливают в диапазоне от 0,1 до 10-кратного от величины модуля упругости материала смолы, которая образует каркас 17 шины. Когда модуль упругости материала смолы для покрытия 27 не более 10 раз превышает модуль упругости термопластичного материала смолы, которая образует каркас 17 шины, коронная часть не становится чрезмерно жесткой, и монтаж обода облегчается. Кроме того, когда модуль упругости материала смолы для покрытия 27 составляет 10% или больше от модуля упругости термопластичного материала смолы, которая образует каркас 17 шины, смола, которая образует слой 28 армирующего корда, не становится слишком мягкой, при отличной жесткости поперечного сдвига брекера, и увеличивается мощность движения на повороте.
В настоящем примере осуществления, в качестве материала смолы для покрытия 27 используется такой же материал, как термопластичный материал смолы [в настоящем примере осуществления, "UBESTA XPA9055X1", произведен на фирме Ube Industries, Ltd.].
Кроме того, как показано на фигуре 7, все покрытые элементы 26В корда имеют по существу трапецеидальную форму поперечного сечения. В последующем изложении, верхняя поверхность покрытых элементов 26В корда (наружная поверхность в радиальном направлении шины) обозначена номером позиции 26U, а нижняя поверхность (внутренняя поверхность в радиальном направлении шины) обозначена номером позиции 26D. В настоящем примере осуществления, покрытые элементы 26В корда выполнены таким образом, чтобы иметь по существу трапецеидальную форму поперечного сечения. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и может быть использована любая форма, за исключением формы поперечного сечения, ширина которой увеличивается от стороны нижней поверхности 26D (внутренняя сторона в радиальном направлении шины) в направлении верхней стороны поверхности 26U (наружная сторона в радиальном направлении шины).
Как показано на фигуре 7, поскольку покрытые элементы 26В корда расположены с интервалом в периферийном направлении, образуются просветы 28А между соседними покрытыми элементами 26В корда. Следовательно, наружная периферийная поверхность слоя 28 армирующего корда обеспечивается поверхностными выступами шероховатости поверхности, а также обеспечивается наружная периферийная поверхность 17S каркаса 17 шины, в которой слой 28 армирующего корда образует внешнюю окружность, с поверхностными выступами шероховатости поверхности.
На наружной периферийной поверхности 17S (включая поверхностные выступы шероховатости поверхности) каркаса 17 шины, равномерно формируется мелкозернистая поверхность с выступами шероховатости 96, причем брекерная резина 29 связывается с ней с помощью связующего материала. Что касается этой брекерной резины 29, часть резины из внутренней стороны в радиальном направлении затекает на загрубленную поверхность с выступами шероховатости 96.
Кроме того, протектор 30, сформованный из такого материала, как резина, имеющий более высокое сопротивление истиранию, чем материал смолы, которая образует каркас 17 шины, связан с верхом (внешняя периферийная поверхность) брекерной резины 29.
В качестве резины, используемой для протектора 30 (резина протектора 30А), предпочтительно используется такая же резина, которая используется в традиционных пневматических шинах, выполненных из резины. Вместо протектора 30, может быть использован протектор, сформованный из материала смолы другого типа, который имеет более высокое сопротивление истиранию, чем материал смолы, которая образует каркас 17 шины. Кроме того, в протекторе 30 образован рисунок протектора (не показан на чертежах), с множеством канавок на поверхности, контактирующей с поверхностью дороги, аналогично традиционным пневматическим шинам, выполненным из резины.
Далее будет описан способ получения шины настоящего примера осуществления.
(Стадия формования каркаса)
Сначала формуются половинки 17А каркаса шины таким же образом, как в примере осуществления 1-1, описанном выше, причем они нагреваются и прессуются с использованием связующей пресс-формы, чтобы таким образом образовался каркас 17 шины.
(Стадия наматывания элементов армирующего корда)
Устройство для производства шин, используемое в настоящем примере осуществления, аналогично устройству в примере осуществления 1-1, за исключением того, что покрытые элементы 26В корда, которые имеют по существу трапецеидальную форму поперечного сечения и которые получены путем покрытия элемента 26А корда материалом смолы для покрытия 27 (термопластичный материал смолы в настоящем примере осуществления), намотаны в катушке 58 устройства 56 для подачи корда, как показано на фигуре 4 примера осуществления изобретения 1-1.
Сначала повышается температура нагревателя 70, и окружающий воздух, который нагревается от нагревателя 70, поступает в камеру 74 нагревания под действием потока, создаваемого вращением вентилятора 72. Покрытые элементы 26В корда, которые сматываются с катушки 58, поступают в камеру 74 нагревания, внутреннее пространство которой будет нагреваться горячим воздухом (например, температура на наружной периферийной поверхности покрытых элементов 26В корда устанавливается равной или выше температуры плавления материала смолы для покрытия 27). В этот момент, когда покрытые элементы 26В корда нагреваются, материал смолы для покрытия 27 переходит в расплавленное или размягченное состояние.
Покрытые элементы 26В корда проходят через выпускное отверстие 76 и спиралеобразно наматываются, с определенным натяжением, вокруг наружной периферийной поверхности коронной части 16 каркаса 17 шины, который вращается в направлении ближней стороны плоскости бумаги. В это время нижняя поверхность 26D покрытых элементов 26В корда приводится в контакт с наружной периферийной поверхностью коронной части 16. Материал смолы для покрытия 27, которая находится в расплавленном или размягченном состоянии в области контакта, растекается по наружной периферийной поверхности коронной части 16, и покрытые элементы 26В корда привариваются к наружной периферийной поверхности коронной части 16. В результате усиливается прочность связывания между коронной частью 16 и покрытыми элементами 26В корда.
(Стадия придания шероховатости поверхности)
Затем в устройстве струйной обработки, которое не показано на чертежах, выбрасываемый материал с высокой скоростью ударяется о наружную периферийную поверхность 17S, в направлении наружной периферийной поверхности 17S каркаса 17 шины, при вращении каркаса 17 шины. Выбрасываемый из устройства материал сталкивается с наружной периферийной поверхностью 17S, и образует тонко затрубленную поверхность с выступами шероховатости поверхности 96, имеющими среднеарифметическую шероховатость Ra=0,05 мм или больше на наружной периферийной поверхности 17S.
Когда тонко затрубленная поверхность с выступами шероховатости образуется таким образом на наружной периферийной поверхности 17S каркаса 17 шины, эта наружная периферийная поверхность 17S становится гидрофильной, причем улучшается смачиваемость связующего материала, что будет описано ниже.
(Стадия наложения)
Затем связующий материал наносят на наружную периферийную поверхность 17S каркаса 17 шины, которая подвергнута загрубляющей обработке.
Отмечается, что примеры связующего материала включают клей на основе триазинтиола, клей на основе хлорированной резины, клей из фенольной смолы, клей на основе изоцианата, и клей на основе галоидированной резины, и в этом аспекте отсутствуют конкретные ограничения. Однако предпочтительно, чтобы связующий материал обладал способностью вступать в реакцию при температуре, при которой брекерная резина 29 вулканизируется (от 90°C до 140°C).
Затем брекерная резина 29 в невулканизированном состоянии наматывается один раз на наружную периферийную поверхность 17S, на которую нанесен связующий материал, и на брекерную резину 29, например, наносится такой связующий материал, как резино-цементная композиция. Протекторная резина 30А, которая находится в вулканизированном или полувулканизированном состоянии, наматывается один раз на композицию и, таким образом, получается каркас шины в сыром состоянии.
(Стадия вулканизации)
Затем сырой каркас шины помещают в вулканизационную емкость или пресс-форму и подвергают вулканизации. В это время невулканизированная брекерная резина 29 растекается по затрубленной поверхности с выступами шероховатости 96, которые образованы на наружной периферийной поверхности 17S каркаса шины под действием загрубляющей обработки. После завершения вулканизации наблюдается анкерный эффект под действием брекерной резины 29, которая растеклась по затрубленной поверхности с выступами шероховатости 96, и таким образом, усиливается прочность соединения между каркасом 17 шины и брекерной резиной 29. Другими словами, прочность соединения между каркасом 17 шины и протектором 30 усиливается с помощью брекерной резины 29.
(Стадия формования слоя, удерживающего газ)
Затем каркас 17 шины устанавливают в устройстве раздувного формования, которое не показано на чертежах. Затем расплавленный EVOH подвергается экструзии из фильер и раздувному формованию для того, чтобы образовался слой EVOH сверху всей поверхности на внутренней стороне, в радиальном направлении шины, каркаса 17 шины. В указанном случае экструдированное количество расплавленного EVOH определяется таким образом, что толщина пленки описанного выше слоя 2В, удерживающего газ, составляет 100 мкм. После формирования слоя 2В, удерживающего газ, расплавленный термопластичный эластомер на основе полиамида (указанный выше "UBESTA XPA9055X1", произведен на фирме Ube Industries, Ltd.) дополнительно экструдируется, с образованием слоя термопластичного эластомера на основе полиамида поверх поверхности слоя EVOH путем раздувного формования. Таким образом, образуется каркас 17 шины со слоем 2В, удерживающим газ, сформованным из EVOH во втором слое от крайней внутренней стороны в радиальном направлении каркаса 17 шины. Отмечается, что раздувное формование может быть осуществлено в соответствии с известным способом.
Затем герметизирующий слой 24, сформованный из мягкого материала, который мягче материала смолы, подсоединяется к бортовой части 12 каркаса 17 шины с использованием клея или тому подобного, и таким образом, получается шина 200.
(Эксплуатация)
Шина 200 настоящего примера осуществления сформирована с удерживающим газ слоем 2В, с коэффициентом газопроницаемости 1,0×10-17 см3·см/(см·с·Па) во втором слое от крайней внутренней стороны, в радиальном направлении шины, каркаса 17 шины, шины, таким образом, обеспечивается возможность улучшения характеристик удержания газа для шины 10. Таким образом, когда шина 200 настоящего примера осуществления смонтирована на ободе 20, характеристики сохранения газа, находящегося внутри шины 200, являются отличными.
В настоящем примере осуществления слой 2В, удерживающий газ, сформирован из EVOH, и таким образом, подавляется увеличение массы шины 200, даже когда формируется слой 2В, удерживающий газ, и адгезионная способность (характеристика термического сплавления) относительно каркаса 17 шины, сформированного из термопластичного эластомера на основе полиамида, также является высокой. Кроме того, благодаря напряжению удерживающего газ слоя 2В с 4% удлинением при растяжении, равном 52 МПа, также является высокой долговечность слоя 2В, удерживающего газ, например, относительно динамической нагрузки на шину 200.
В шине 200 настоящего примера осуществления, поскольку каркас 17 шины сформирован из термопластичного эластомера на основе полиамида, шина 200 обладает отличной термостойкостью, модулем упругости при растяжении, прочностью при растяжении и деформацией разрушения, и кроме того, также является более легкой, благодаря более простой структуре, чем традиционные шины, выполненные из резины. Соответственно, шина 200 настоящего примера осуществления имеет высокое сопротивление истиранию и большую долговечность. Кроме того, температура плавления термопластичного эластомера на основе полиамида, формирующего каркас 17 шины, равна 154°C, и поэтому, например, температура около 210°C будет достаточной для осуществления связывания деталей каркаса 17А шины, что позволяет снизить потребление энергии и обеспечивает снижение затрат на нагревание. Полиамидные эластомеры также обладают высокой адгезионной способностью к покрытым элементам 26В корда.
По существу, когда слой 28 армирующего корда имеет конфигурацию, которая содержит покрытые элементы 26В корда, различие в твердости между каркасом 17 шины и слоем 28 армирующего корда может быть снижено, по сравнению со случаем закрепления элементов 26А корда просто с использованием брекерной резины 29, посредством чего покрытые элементы 26В корда могут лучше соединяться и закрепляться в каркасе 17 шины. В результате, описанное выше внедрение воздуха может эффективно предотвращаться, причем может эффективно предотвращаться перемещение элементов армирующего корда во время вождения.
Кроме того, когда элемент 26А корда представляет собой стальной корд, элемент 26А корда можно легко отделить и отобрать от покрытого элемента 26В корда путем нагревания во время утилизации шины. Следовательно, это выгодно с точки зрения повторного использования шины 200. Кроме того, поскольку термопластичный эластомер на основе полиамида обладает меньшим тангенсом угла потерь (tan δ) по сравнению с вулканизированной резиной, когда слой 28 армирующего корда содержит значительное количество термопластичного эластомера на основе полиамида, могут быть улучшены ходовые характеристики шины. Кроме того, термопластичный эластомер на основе полиамида обладает тем преимуществом, что эластомер имеет высокую жесткость поперечного сдвига, что приводит к отличной стабильности рулевого управления во время езды с такими шинами и к отличному сопротивлению истиранию.
В способе получения шины согласно настоящему примеру осуществления, поскольку наружную периферийную поверхность 17S каркаса 17 шины загрубляют до того, как каркас 17 шины, брекерную резину 29 и протекторную резину 30А объединяют в одно целое, характеристика соединения (адгезионная способность) улучшается, благодаря анкерному эффекту. Кроме того, поскольку материал смолы, который образует каркас 17 шины, «скалывается» в результате столкновений с выбрасываемым материалом, улучшается смачиваемость связующего материала. В соответствии с указанным, связующий материал удерживается в равномерно нанесенном состоянии на наружной периферийной поверхности 17S каркаса 17 шины, и таким образом, может сохраняться прочность соединения между каркасом 17 шины и брекерной резиной 29.
В частности, даже когда выступы шероховатости поверхности 96 образованы на наружной периферийной поверхности 17S каркаса 17 шины, загрубляющая обработка в окрестности вогнутых участков (вогнутые стенки и вогнутые основания) реализуется за счет столкновений выбрасываемого материала с вогнутыми участками (просветы 28А). Таким образом, может сохраняться прочность соединения между каркасом 17 шины и брекерной резиной 29.
С другой стороны, поскольку брекерная резина 29 накладывается внутри затрубленной области наружной периферийной поверхности 17S каркаса 17 шины, может эффективно сохраняться прочность соединения между каркасом 17 шины и брекерной резиной 29.
На стадии вулканизации, когда брекерная резина 29 вулканизируется, брекерная резина 29 растекается по выступам шероховатости поверхности 96, которые образовались на наружной периферийной поверхности 17S каркаса 17 шины путем загрубляющей обработки. После завершения вулканизации наблюдается анкерный эффект под действием брекерной резины 29, которая растекается по затрубленной поверхности с выступами шероховатости 96, и усиливается прочность соединения между каркасом 17 шины и брекерной резиной 29.
В шине 200, которая получена указанным способом производства шин, сохраняется прочность соединения между каркасом 17 шины и брекерной резиной 29, другими словами, прочность соединения между каркасом 17 шины и протектором 30 сохраняется с помощью брекерной резины 29. Таким образом, в случае езды или тому подобного, подавляется разделение между наружной периферийной поверхностью 17S каркаса 17 шины и брекерной резиной 29 в шине 200.
Кроме того, поскольку слой 28 армирующего корда сформирован на внешней окружности каркаса 17 шины, повышается сопротивление прокалыванию и сопротивление разрезанию по сравнению со случаем, когда внешняя окружность образована из элемента, отличающегося от слоя 28 армирующего корда.
Кроме того, поскольку слой 28 армирующего корда формируется путем намотки покрытых элементов 26В корда, повышается жесткость в направлении вдоль окружности шины 200. Когда увеличивается жесткость в направлении вдоль окружности, подавляется ползучесть (явление увеличения пластичной деформации каркаса 17 шины во времени при постоянном напряжении) для каркаса 17 шины, и повышается сопротивление напору относительно давления воздуха из внутренней стороны, в радиальном направлении шины.
В настоящем примере осуществления, конфигурация наружной периферийной поверхности 17S каркаса 17 шины включает выступы шероховатости поверхности. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, при этом наружная периферийная поверхность 17S может быть плоской.
Кроме того, в каркасе 17 шины слой армирующего корда может быть сформирован таким образом, что покрытые элементы корда, которые намотаны и присоединены к коронной части каркаса шины, покрывают термопластичным материалом для покрытия. В указанном случае термопластичный материал для покрытия, который находится в расплавленном или размягченном состоянии, может выталкиваться на слой 28 армирующего корда, и таким образом, образуется слой покрытия. Кроме того, слой покрытия может формироваться путем нагревания сварного листа до расплавленного или размягченного состояния и приклеивания сварного листа на поверхности (внешней периферийной поверхности) слоя 28 армирующего корда, без использования экструзионного пресса.
В описанном выше примере осуществления 1-2, используется конфигурация, в которой части каркаса (половинки каркаса 17А шины) соединены с образованием каркаса 17 шины. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и каркас 17 шины также может формоваться целиком с использованием пресс-формы или тому подобного.
Шина 200 примера осуществления изобретения 1-2 представляет собой так называемую бескамерную шину, в которой воздушная камера образуется между шиной 200 и ободом 20 путем монтажа бортовой части 12 на ободе 20. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и шина 200 также может иметь форму полной камеры.
В примере осуществления 1-2, брекерная резина 29 расположена между каркасом 17 шины и протектором 30. Однако, не предполагается, что настоящее изобретение будет ограничено указанным, и может быть использована конфигурация, в которой брекерная резина 29 не используется.
В примере осуществления 1-2, используется конфигурация, в которой покрытые элементы 26В корда спиралеобразно намотаны в коронной части 16. Однако не предполагается, что настоящее изобретение будет ограничено указанным, и также может быть использована конфигурация, в которой покрытые элементы 26В корда намотаны прерывисто в направлении ширины.
В примере осуществления 1-2, используется конфигурация, в которой используют термопластичный материал в качестве материала смолы для покрытия 27, которая формирует покрытые элементы 26В корда, и эти покрытые элементы 26В корда привариваются к наружной периферийной поверхности коронной части 16 путем плавления или размягчения материала смолы для покрытия 27 путем нагревания. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и может быть использована конфигурация, в которой покрытые элементы 26В корда присоединяются к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного, без нагревания материала смолы для покрытия 27.
Кроме того, также может быть использована конфигурация, в которой используют термореактивную смолу в качестве материала смолы для покрытия 27, причем материал смолы для покрытия 27 присоединяется к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного, без нагревания покрытых элементов 26В корда.
Кроме того, также может быть использована конфигурация, в которой используют термореактивную смолу в качестве материала смолы для покрытия 27, которая формирует покрытые элементы 26В корда, и каркас 17 шины сформирован из термопластичного материала. В этом случае покрытые элементы 26В корда могут присоединяться к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного, или покрытые элементы 26В корда можно приварить к наружной периферийной поверхности коронной части 16 после того, как участок каркаса 17 шины, где должны быть установлены покрытые элементы 26В корда, нагрет до расплавленного или размягченного состояния.
Кроме того, также может быть использована конфигурация, в которой термопластичный материал используют в качестве материала смолы для покрытия 27, который образует покрытые элементы 26В корда, и каркас 17 шины формуется из термопластичного материала.
В этом случае покрытые элементы 26В корда могут присоединяться к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного, или покрытые элементы 26В корда можно приварить к наружной периферийной поверхности коронной части 16 путем нагревания материала смолы для покрытия 27 до расплавленного или размягченного состояния, при нагревании участка в каркасе 17 шины, где должны быть установлены покрытые элементы 26В корда, до расплавленного или размягченного состояния. Когда каркас 17 шины, а также покрытые элементы 26В корда нагреты до расплавленного или размягченного состояния, прочность соединения увеличивается, так как оба компонента очень легко смешиваются. Кроме того, в случае, когда материал смолы, который образует каркас 17 шины, а также материал смолы для покрытия 27, который образует покрытые элементы 26В корда, являются термопластичными материалами, предпочтительно, чтобы указанные термопластичные материалы были одного типа, и особенно предпочтительно, когда они является одинаковыми термопластичными материалами.
Кроме того, передняя поверхность наружной периферийной поверхности 17S каркаса 17 шины, которая была подвергнута загрубляющей обработке, может быть активирована под действием коронного разряда, плазменной обработки или тому подобного, чтобы увеличить гидрофильность поверхности, и затем на нее может быть нанесен клей.
Кроме того, операции получения шины 200 не предполагается ограничивать процедурами примера осуществления изобретения 1-2, и они могут быть модифицированы соответствующим образом.
Таким образом, варианты осуществления настоящего изобретения были объяснены примерами осуществления. Однако эти варианты осуществления являются только примерами, и могут быть осуществлены различные модификации в той степени, в которой сохраняется сущность изобретения. Кроме того, не приходится и говорить, что не предполагается ограничивать объем настоящего изобретения указанными вариантами осуществления.
Кроме того, хотя в примерах осуществления 1-1 и 1-2 были приведены примеры, в которых армирующий корд наматывается на каркас шины, армирующий корд не является существенным элементом конфигурации изобретения, причем может быть реализована конфигурация без наматывания армирующего корда на каркас шины.
[Второй пример осуществления]
Шина в соответствии со вторым примером осуществления изобретения содержит по меньшей мере кольцевое тело каркаса шины, которое сформировано из материала смолы и имеет слоистую структуру, при этом тело каркаса шины содержит по меньшей мере один удерживающий газ слой, который содержит композицию смолы, образованную из термопластичной смолы на основе полиамида и эластомера, и имеющую коэффициент газопроницаемости 2,0×10-15 см3·см/(см2·с·Па) или меньше при 80°C.
При обеспечении слоя, удерживающего газ, в теле каркаса шины, обычно более желательными являются высокие характеристики удержания газа слоем (характеристики газового барьера). Материал, имеющий отличные характеристики газового барьера, может быть использован для улучшения характеристик удержания газа слоем, удерживающим газ. Например, когда с точки зрения снижения массы шины, в качестве материала слоя, удерживающего газ, используют термопластичную смолу, может быть выбрана подходящая термопластичная смола, имеющая отличные характеристики газового барьера. Однако существует проблема в том, что термопластичная смола, имеющая отличные характеристики газового барьера, обычно обладает обратно пропорциональной низкой эластичностью. А именно, с улучшением характеристик газового барьера термопластичных смол, обратно пропорционально уменьшается эластичность термопластичной смолы. Кроме того, когда слой, удерживающий газ, сформован с использованием такой термопластичной смолы, обладающей низкой эластичностью, возникает значительное различие модуля упругости между слоем, удерживающим газ, и телом каркаса шины. Соответственно можно ожидать, что слой, удерживающий газ, будет более восприимчивым к динамической нагрузке, приходящей из тела каркаса шины или тому подобному, и более восприимчивым к растрескиванию, развивающемуся в удерживающем газ слое. Таким образом, указанное снижение долговечности слоя, удерживающего газ, весьма вероятно, приведет к ухудшению характеристик удержания газа (характеристика сохранения внутреннего давления) в теле каркаса шины, и предполагается, что это приведет к снижению долговечности шины. Соответственно, является желательной разработка слоя, удерживающего газ, который соответствующим образом нанесен на шину, в котором использован полимерный материал, и который имеет избыточную эластичность и при этом также имеет отличные характеристики удержания газа.
В шине второго иллюстративного варианта осуществления изобретения тело каркаса шины имеет слоистую структуру, и содержит по меньшей мере один слой, удерживающий газ, имеющий коэффициент газопроницаемости при 80°C равный 2,0×10-14 см3·см/(см2·с·Па) или меньше. Слой, удерживающий газ, содержит композицию смолы, образованную из термопластичной смолы на основе полиамида и эластомера. Шина согласно второму иллюстративному варианту осуществления изобретения имеет слой, удерживающий газ, обеспеченный в теле каркаса шины, что дает возможность улучшить характеристики удержания газа в теле каркаса шины в отношении таких газов, как воздух, азот или тому подобных. Таким образом, шину согласно изобретению можно эффективно использовать в качестве так называемой пневматической шиной, в которой тело каркаса шины смонтировано на ободе, и газ заполняет пространство, ограниченное телом каркаса шины и ободом. В то же время улучшение характеристик удержания газа для шины также улучшает свойство сохранения внутреннего давления в шине.
Слой, удерживающий газ, содержит композицию смолы, образованную из термопластичной смолы на основе полиамида и эластомера, таким образом, это дает возможность повысить эластичность слоя, удерживающего газ, по сравнению со случаями, в которых слой, удерживающий газ, сформирован только с использованием термопластичной смолы на основе полиамида. Таким образом, это обеспечивает подавление повреждений удерживающего газ слоя, которые обусловлены поглощением шиной внешней динамической нагрузки или тому подобного, что дает возможность увеличить долговечность шины.
Кроме того, в шине согласно изобретению слой, удерживающий газ, образован из термопластичной смолы на основе полиамида и эластомера, и таким образом, улучшаются характеристики удержания газа при подавлении увеличения массы шины. Кроме того, термопластичная смола на основе полиамида обладает отличной адгезионной способностью (характеристика термического плавления) к телу каркаса шины, благодаря совместимости с материалом смолы, которая образует тело каркаса шины. Соответственно слой, удерживающий газ, обладает отличной адгезионной способностью к материалу смолы, который образует тело каркаса шины, что дает возможность повысить долговечность и производительность тела каркаса шины.
В настоящем примере осуществления, с точки зрения повышения долговечности тела каркаса шины и слоя, удерживающего газ, в связи с модулем упругости тела каркаса шины, обычно напряжение слоя, удерживающего газ, при 4% удлинении растяжения, предпочтительно составляет 50 МПа или меньше, более предпочтительно 40 МПа или меньше, и особенно предпочтительно 30 МПа или меньше. Отсутствуют конкретные ограничения для нижнего предела напряжения слоя, удерживающего газ, при 4% удлинении растяжения.
Шина второго иллюстративного варианта осуществления изобретения может иметь содержание эластомера относительно термопластичной смолы на основе полиамидов в диапазоне от 10% по объему до 48% по объему. Регламентирование содержания эластомера относительно термопластичной смолы на основе полиамидов, в диапазоне от 10% по объему до 48% по объему обеспечивает получение достаточного эффекта улучшения эластичности и долговечности за счет компаундирования с эластомером, при этом сохраняются отличные характеристики газового барьера.
Более предпочтительно, содержание эластомера относительно термопластичной смолы на основе полиамидов составляет от 20% по объему до 45% по объему.
В шине второго иллюстративного варианта осуществления изобретения, в качестве эластомера, может быть использован термопластичный эластомер. Можно избежать увеличения массы слоя, удерживающего газ, за счет использования в качестве эластомера термопластичного эластомера.
В шине второго иллюстративного варианта осуществления изобретения, в качестве термопластичного эластомера, может быть использован термопластичный эластомер на основе полиолефинов. За счет сочетания термопластичного эластомера на основе полиолефинов с термопластичной смолой на основе полиамидов, удерживающий газ слой приобретает отличные характеристики удержания газа, эластичности и долговечности.
Шина согласно второму иллюстративному варианту осуществления изобретения может быть выполнена таким образом, что слой, удерживающий газ, имеет напряжение при 4% удлинении растяжения равное 50 МПа или меньше. Регламентирование модуля упругости при растяжении слоя, удерживающего газ, величиной 50 МПа или меньше, обеспечивает достаточную эластичность удерживающего газ слоя, и обеспечивает приближение к модулю упругости тела каркаса шины, сформованного из материала смолы. Таким образом, обеспечивается предотвращение распространения трещин в удерживающем газ слое, возникающих под действием динамической нагрузки или тому подобного, которые вызваны силами, приложенными извне, и будет подавляться отслаивание от тела каркаса шины.
Модуль упругости при растяжении слоя, удерживающего газ, предпочтительно составляет 40 МПа или меньше и более предпочтительно составляет 30 МПа или меньше.
В шине второго иллюстративного варианта осуществления изобретения, в качестве эластомера, может быть использован модифицированный эластомер, или смесь модифицированного эластомера и немодифицированного эластомера. Использование модифицированного эластомера или смеси модифицированного эластомера и немодифицированного эластомера, в качестве эластомера обеспечивает получение тонкой структуры «острова в море». Таким образом, обеспечиваются отличные характеристики удержания газа для удерживающего газ слоя, и его высокая эластичность и долговечность.
Шина второго иллюстративного варианта осуществления изобретения может иметь слой, удерживающий газ, скомпонованный из термопластичной смолы на основе полиамидов в качестве фазы «моря» и эластомера в качестве фазы «островов», причем термопластичная смола на основе полиамидов диспергирована в виде разбросанных точек внутри фазы «островов» эластомера (структура «салями»). Конфигурация слоя, удерживающего газ, структурой «салями» обеспечивает улучшение характеристик удержания газа на единицу площади поверхности, при сохранении эластичности, по сравнению с конфигурацией, в которой фаза «островов» эластомера просто образована в фазе «моря» термопластичной смолы на основе полиамидов.
Шина согласно второму иллюстративному варианту осуществления изобретения может быть выполнена таким образом, чтобы использовать термопластичную смолу в качестве материала смолы, образующего тело каркаса шины.
Шина согласно второму иллюстративному варианту осуществления изобретения может быть выполнена таким образом, чтобы использовать термопластичный эластомер в качестве материала смолы, образующего тело каркаса шины.
(Пример осуществления 2-1)
В дальнейшем, что касается второго иллюстративного варианта осуществления изобретения, шина в соответствии с иллюстративным вариантом осуществления 2-1 будет описана со ссылкой на чертежи.
Шина согласно примеру осуществления 2-1 изобретения выполнена аналогично шине примера осуществления изобретения 1-1, за исключением того, что удерживающий газ слой 2А шины 10, объясняемый со ссылками на фигуры 1-4, представляет собой слой, удерживающий газ (2,0×10-14 см3·см/(см2·с·Па)), сформированный из композиции смолы, образованной из термопластичной смолы на основе полиамидов (полиамид-6) и двух типов эластомеров на основе полиолефинов (этилен/бутиленовый сополимер). Следовательно, фигуры 1-4 будут использованы в последующем объяснении настоящего примера осуществления, причем объяснения аналогичных деталей будут исключены.
Будет рассмотрена шина 10 настоящего примера осуществления. В настоящем примере осуществления слой, удерживающий газ (2,0×10-14 см3·см/(см2·с·Па)), обеспечен на крайней внутренней стороне, в радиальном направлении шины, каркаса 10 шины, сформированный из композиции смолы, образованной из термопластичной смолы на основе полиамида (полиамид-6) и двух типов эластомеров на основе полиолефинов (этилен/бутиленовый сополимер).
Удерживающий газ слой 2А согласно настоящему примеру осуществления будет описан со ссылкой на фигуру 2. Слой 2А, удерживающий газ, в настоящем примере осуществления сформирован из композиции смолы, образованной из полиамида-6 ("Nylon 6 1022В", произведен на фирме Ube Industries, Ltd.), модифицированного кислотой термопластичного эластомера на основе полиолефинов ("TAFMER MH7010", произведен на фирме Mitsui Chemicals, Inc.) и немодифицированного термопластичного эластомера на основе полиолефинов ("TAFMER А1050", произведен на фирме Mitsui Chemicals, Inc.) (объемное соотношение 1022В:MH7010:А1050=90:5:5). Полиамид-6 и термопластичный эластомер на основе полиолефинов могут смешиваться в обычном вымешивающем экструдере с двумя винтами (например "TEX-30", произведен на фирме Japan Steel Works Ltd.).
В настоящем примере осуществления, толщина пленки слоя 2А, удерживающего газ, приблизительно составляет 100 мкм, коэффициент газопроницаемости равен 2,0×10-14 см3·см/(см2·с·Па), и напряжение при 4% удлинении растяжения составляет 30 МПа. Слой 2А, удерживающий газ, на фигуре 2 расположен на внутренней стороне, в радиальном направлении шины, коронной части 16, однако, в настоящем примере осуществления слой, удерживающий газ, расположен поперек всей области внутренней стороны, в радиальном направлении шины, каркаса 17 шины, включая боковые части 14.
Как показано на фигуре 8, слой 2А, удерживающий газ, имеет структуру «салями», состоящую из полиамида-6 и термопластичного эластомера на основе полиолефинов. На фигуре 8 приведена схема графического изображения для объяснения структуры «салями» в удерживающем газ слое. Как показано на фигуре 8, слой 2А, удерживающий газ, имеет структуру «салями», которая содержит фазу 3 «моря», образованную из термопластичной смолы на основе полиамида (полиамид-6), фазу 4 «островов», образованную из термопластичного эластомера на основе полиолефинов (этилен/бутиленовый сополимер), и фазу 5 «прудов», образованную из термопластичной смолы на основе полиамида (полиамид-6). Как показано на фигуре 8, фаза 5 «прудов» присутствует в виде разбросанных точек в фазе 4 «островов».
Способ получения шины настоящего примера осуществления аналогичен способу примера осуществления изобретения 1-1, за исключением того, что на стадии формования слоя, удерживающего газ, в примере осуществления 1-1, когда каркас 17 шины расположен в устройстве раздувного формования, расплавленную смесь полиамида-6 и термопластичного эластомера на основе полиолефинов (два типа) подвергают экструзии из фильеры.
(Эксплуатация)
Шина 10 настоящего примера осуществления сформирована со слоем 2А, удерживающим газ, имеющим коэффициент газопроницаемости 2,0×10-14 см3·см/(см2·с·Па), расположенным на внутренней стороне, в радиальном направлении шины, каркаса 17 шины, который содержит композицию смолы, образованную из термопластичной смолы на основе полиамидов (полиамид-6) и эластомера на основе полиолефинов (этилен/бутиленовый сополимер (два типа)), таким образом, обеспечивается возможность улучшения характеристик удержания газа в шине 10, с увеличением эластичности слоя 2А, удерживающего газ. Таким образом, когда шина 10 настоящего примера осуществления смонтирована на ободе 20, реализуются хорошие характеристики удержания газа, находящегося внутри шины 10.
В настоящем примере осуществления слой 2А, удерживающий газ, образован из полиамида-6, который является термопластичной смолой на основе полиамидов, и таким образом, подавляется увеличение массы шины 10 даже когда формируется слой 2А, удерживающий газ, причем также является высокой адгезионная способность (характеристика термического сплавления) к каркасу 17 шины, образованному из термопластичного эластомера на основе полиамида. Кроме того, благодаря тому, что напряжение слоя 2А, удерживающего газ, при 4% удлинении растяжения составляет 30 МПа, также является значительной долговечность слоя 2А, удерживающего газ, например, в условиях динамической нагрузки на шину 10.
Поскольку каркас 17 шины образован из термопластичного эластомера на основе полиамида, шина 10 настоящего примера осуществления обладает отличной термостойкостью, модулем упругости при растяжении, прочностью при растяжении и деформацией разрушения, и кроме того также является более легкой, благодаря более простой структуре по сравнению с традиционной шиной, выполненной из резины. Соответственно, шина 10 настоящего примера осуществления обладает высоким сопротивлением истиранию и большой долговечностью. Кроме того, температура плавления термопластичного эластомера на основе полиамида, из которого сформирован каркас 17 шины, составляет 162°C, и поэтому, например, температура около 210°C является достаточной для осуществления соединения деталей каркаса 17А шины, благодаря чему снижается потребление энергии, и обеспечивается снижение затрат на нагревание.
Полиамидные эластомеры обладают высокой адгезионной способностью относительно армирующего корда 26, и кроме того, отличной удерживающей способностью, такой как прочность сварного соединения. Следовательно, может подавляться явление включения воздуха (остающийся воздух) вблизи армирующего корда 26 на стадии наматывания армирующего корда. Когда материал смолы обладает высокой адгезионной способностью и характеристиками сваривания с армирующим кордом 26, причем подавляется включение воздуха вблизи элементов армирующего корда, возможно эффективное предотвращение перемещения армирующего корда 26, которое вызвано усилием, приложенным к корду во время вождения или тому подобного. В результате, например, благодаря подавлению перемещения элементов армирующего корда, даже в случае, когда образующий шину элемент устанавливается таким образом, чтобы полностью покрыть элементы армирующего корда на внешней окружности тела каркаса шины, уменьшается количество случаев разделения или тому подобного между этими деталями (включая тело каркаса шины), и увеличивается долговечность шины 10.
Кроме того, в шине 10 настоящего примера осуществления, поскольку армирующий корд 26, имеющий более высокую жесткость, чем термопластичный эластомер на основе полиамида, спиралеобразно намотан в направлении вдоль окружности на внешней периферийной поверхности коронной части 16 каркаса 17 шины, который образован из термопластичного материала смолы, увеличивается сопротивление прокалыванию, сопротивление разрезанию и жесткость в направлении вдоль окружности шины. Кроме того, поскольку усиливается жесткость в направлении вдоль окружности шины 10, предотвращается ползучесть в каркасе 17 шины, сформованном из термопластичного материала смолы.
Поскольку в виде поперечного сечения, в разрезе вдоль направления оси каркаса 17 шины (поперечное сечение, продемонстрированное на фигуре 1А) по меньшей мере часть армирующего корда 26 внедрена во внешнюю периферийную поверхность коронной части 16 каркаса 17 шины, сформованного из термопластичного эластомера на основе полиамида, и армирующий корд присоединяется к термопластичному эластомеру на основе полиамида, подавляется внедрение воздуха в процессе производства, и предотвращается перемещение армирующего корда 26, которое вызвано усилием, приложенным к корду во время вождения или тому подобного. В результате, уменьшается количество случаев разделения (или тому подобного) армирующего корда 26, каркаса 17 шины и протектора 30, и увеличивается долговечность шины 10.
Как показано на фигуре 3, поскольку глубина L внедрения армирующего корда 26 составляет 1/5 диаметра D или больше, эффективно подавляется внедрение воздуха в процессе производства, и дополнительно уменьшается перемещение армирующего корда 26, под действием усилия, приложенного к корду во время вождения или тому подобного.
По существу, когда слой 28 армирующего корда компонуется с включением термопластичного эластомера на основе полиамида, различие в твердости между каркасом 17 шины и слоем 28 армирующего корда может уменьшаться, по сравнению со случаем закрепления армирующего корда 26 с использованием брекерной резины, и, следовательно, армирующий корд 26 можно лучше соединять и закреплять в каркасе 17 шины. В результате, описанное выше внедрение воздуха может эффективно предотвращаться, причем может эффективно предотвращаться перемещение элементов армирующего корда во время вождения.
Кроме того, когда армирующий корд 26 представляет собой стальной корд, поскольку армирующий корд 26 можно легко отделить и отобрать от термопластичного эластомера на основе полиамида путем нагревания во время утилизации шины, это выгодно с точки зрения повторного использования шины 10.
Кроме того, поскольку термопластичный эластомер на основе полиамида обладает меньшим тангенсом угла потерь (tan δ) по сравнению с вулканизированной резиной, могут быть улучшены ходовые характеристики шины, когда слой 28 армирующего корда содержит значительную долю термопластичного эластомера на основе полиамида.
Кроме того, термопластичный эластомер на основе полиамида обладает тем преимуществом, что эластомер имеет высокую жесткость поперечного сдвига, что приводит к отличной стабильности рулевого управления во время езды с такими шинами и к отличному сопротивлению истиранию.
Поскольку протектор 30, который находится в контакте с поверхностью дороги, состоит из резинового материала, имеющего более высокое сопротивление истиранию, чем термопластичный эластомер на основе полиамида, увеличивается сопротивление истиранию шины 10.
Кроме того, поскольку кольцеобразный сердечник 18 борта, сформованный из металлического материала, внедрен в бортовую часть 12, каркас 17 шины, то есть шина 10, сохраняет жесткость относительно обода 20, аналогично традиционным пневматическим шинам, выполненным из резины.
Кроме того, поскольку герметизирующий слой 24, который образован из резинового материала и имеет более высокие герметизирующие характеристики, чем термопластичный эластомер на основе полиамида, предусмотрен в области бортовой части 12, которая находится в контакте с ободом 20, улучшаются герметизирующие характеристики между шиной 10 и ободом 20. Следовательно, по сравнению со случаем герметизации обода 20 с помощью термопластичного эластомера на основе полиамида, дополнительно подавляется утечка воздуха из шины. Кроме того, поскольку предусмотрен герметизирующий слой 24, также улучшается возможность пригонки обода.
В приведенном выше примере осуществления, армирующий корд 26 нагревают, и термопластичный эластомер на основе полиамида в области, которая приводится в контакт с нагретым армирующим кордом 26, расплавляется или размягчается. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и также является приемлемой конфигурация, в которой армирующий корд 26 не нагревают, но внешнюю периферийную поверхность коронной части 16, в которую будет внедряться армирующий корд 26, нагревают с использованием устройства, подающего горячий воздух, с последующим внедрением армирующего корда 26 в коронную часть 16.
В примере осуществления 2-1, тепловой источник устройства 59 нагревания корда содержит нагреватель и вентилятор. Однако настоящее изобретение не ограничивается указанной конфигурацией, и может быть использована конфигурация, в которой армирующий корд 26 непосредственно нагревают лучистой энергией (например, инфракрасное излучение).
В конфигурации примера осуществления изобретения 2-1, область термопластичного материала смолы, имеющая внедренный армирующий корд 26, которая расплавлена или размягчена, принудительно охлаждается с использованием второго ролика 64, выполненного из металла. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и также может быть приемлемой конфигурация, в которой холодный воздух непосредственно вдувается в область, в которой термопластичный материал смолы расплавлен или размягчен, чтобы осуществить принудительное охлаждение и отверждение области, в которой термопластичный материал смолы был расплавлен или размягчен.
В конфигурации примера осуществления изобретения 2-1 армирующий корд 26 нагревают. Однако также может быть приемлемой, например, конфигурация, в которой внешнюю окружность армирующего корда 26 покрывают таким же термопластичным материалом смолы, который используется в каркасе 17 шины. В этом случае, когда покрытый армирующий корд наматывается на коронную часть 16 каркаса 17 шины, термопластичный материал смолы, который покрывает армирующий корд, также нагревается вместе с армирующим кордом 26, посредством чего может эффективно подавляться включение воздуха во время внедрения в коронную часть 16.
Шина 10 примера осуществления изобретения 2-1 представляет собой так называемую бескамерную шину, в которой воздушная камера образуется между шиной 10 и ободом 20 путем монтажа бортовой части 12 каркаса шины на ободе 20. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и также может быть использована форма полной камеры.
Кроме того, с точки зрения производства, спиралеобразная намотка армирующего корда 26 является более легкой, однако также может рассматриваться способ прерывистой намотки армирующего корда 26 в направлении ширины, или тому подобное.
Пример осуществления настоящего изобретения объяснен с помощью вариантов осуществления. Однако эти варианты осуществления являются только примерами, и могут быть осуществлены различные модификации в той степени, в которой сохраняется сущность изобретения. Кроме того, не приходится и говорить, что не предполагается ограничивать объем настоящего изобретения указанными вариантами осуществления.
(Пример осуществления 2-2)
В дальнейшем, шина в соответствии с иллюстративным вариантом осуществления 2-2 будет описана со ссылкой на чертежи. Шина согласно примеру осуществления 2-2 изобретения выполнена аналогично шине примера осуществления изобретения 1-2, за исключением того, что удерживающий газ слой 2В шины 200, объясняемый со ссылками на фигуры 5-7, представляет собой слой, удерживающий газ (коэффициент газопроницаемости 1,0×10-14 см3·см/(см2·с·Па)), сформированный из композиции смолы, образованной из термопластичной смолы на основе полиамидов (полиамид MX) и эластомеров на основе полиолефинов (этилен/бутиленовый сополимер). Следовательно, фигуры 5-7 будут использованы в последующем объяснении настоящего примера осуществления, причем объяснения аналогичных деталей будут исключены.
Удерживающий газ слой 2В согласно настоящему примеру осуществления будет описан со ссылкой на фигуру 6. Слой 2В, удерживающий газ, в настоящем примере осуществления сформирован из композиции смолы, образованной из полиамида MX ("MX06-DA S6011", произведен на фирме Mitsubichi Gas Chemical Company, Inc.) и термопластичного эластомера на основе полиолефинов ("TAFMER MH7010", произведен на фирме Mitsui Chemicals, Inc.) (объемное отношение=55:45). Полиамид-6 и термопластичный эластомер на основе полиолефинов могут смешиваться в обычном вымешивающем экструдере с двумя винтами (например "TEX-30", произведен на фирме Japan Steel Works Ltd.).
В настоящем примере осуществления, толщина пленки слоя 2В, удерживающего газ, приблизительно составляет 100 мкм, коэффициент газопроницаемости равен 1,0×10-14 см3·см/(см2·с·Па), и напряжение при 4% удлинении растяжения составляет 38 МПа. Слой 2В, удерживающий газ, на фигуре 6 расположен на внутренней стороне (во втором слое от крайней внутренней стороны), в радиальном направлении шины, коронной части 16, однако, в настоящем примере осуществления слой, удерживающий газ, расположен поперек всей области внутренней стороны, в радиальном направлении шины, каркаса 17 шины, включая боковые части 14. Слой 2В, удерживающий газ, имеет структуру «салями», такую как показано на фигуре 8.
Способ получения шины настоящего примера осуществления аналогичен способу примера осуществления изобретения 1-2, за исключением того, что на стадии формования слоя, удерживающего газ, в примере осуществления 1-2, когда каркас 17 шины расположен в устройстве раздувного формования, композиция смолы из полиамида MX и термопластичного эластомера на основе полиолефинов подвергается экструзии из фильер.
(Эксплуатация)
Шина 200 настоящего примера осуществления выполнена со слоем 2В, удерживающим газ, имеющим коэффициент газопроницаемости 1,0×10-14 см3·см/(см2·с·Па), расположенным во втором слое от крайней внутренней стороны, в радиальном направлении шины, каркаса 17 шины, который содержит композицию смолы, образованную из термопластичной смолы на основе полиамида (полиамид MX) и эластомера на основе полиолефинов (этилен/бутиленовый сополимер), таким образом, обеспечивается возможность улучшения характеристики удержания газа в шине 200, при улучшении эластичности слоя 2В, удерживающего газ. Таким образом, когда шина 200 настоящего примера осуществления смонтирована на ободе 20, характеристики сохранения газа, находящегося внутри шины 200, являются отличными.
В настоящем примере осуществления слой 2В, удерживающий газ, образован из термопластичной смолы на основе полиамидов, то есть, термопластичной смолы на основе полиамида, и эластомера на основе полиолефинов, и таким образом, подавляется увеличение массы шины 200, даже когда формируется слой 2В, удерживающий газ, и адгезионная способность (характеристика термического сплавления) относительно каркаса 17 шины, образованного из термопластичного эластомера на основе полиамида, также является высокой. Кроме того, благодаря напряжению удерживающего газ слоя 2В, при 4% удлинении с растяжением, равном 38 МПа, также является высокой долговечность слоя 2В, удерживающего газ, например, относительно динамической нагрузки на шину 200.
В шине 200 настоящего примера осуществления, поскольку каркас 17 шины образован из термопластичного эластомера на основе полиамида, шина 200 обладает отличной термостойкостью, модулем упругости при растяжении, прочностью при растяжении и деформацией разрушения, и кроме того, также является более легкой, благодаря более простой структуре, чем традиционные шины, выполненные из резины. Соответственно, шина 200 настоящего примера осуществления имеет высокое сопротивление истиранию и большую долговечность. Кроме того, температура плавления термопластичного эластомера на основе полиамида, составляющего каркас 17 шины, равна 162°C, и поэтому, например, температура около 210°C будет достаточной для осуществления связывания деталей каркаса 17А шины, что позволяет снизить потребление энергии и обеспечивает снижение затрат на нагревание. Кроме того, полиамидные эластомеры обладают высокой адгезионной способностью к покрытым элементам 26В корда.
По существу, когда слой 28 армирующего корда компонуется с включением покрытых элементов 26В корда, различие в твердости между каркасом 17 шины и слоем 28 армирующего корда может снижаться, по сравнению со случаем закрепления элемента 26А корда просто с использованием брекерной резины, посредством чего покрытые элементы 26В корда можно лучше соединять и закреплять в каркасе 17 шины. В результате, описанное выше внедрение воздуха может эффективно предотвращаться, причем может эффективно предотвращаться перемещение элементов армирующего корда во время вождения.
Кроме того, когда элемент 26А корда представляет собой стальной корд, элемент 26А корда можно легко отделить и отобрать от покрытых элементов 26В корда путем нагревания во время утилизации шины. Следовательно, это выгодно с точки зрения повторного использования шины 200. Кроме того, поскольку термопластичный эластомер на основе полиамида обладает меньшим тангенсом угла потерь (tan δ) по сравнению с вулканизированной резиной, могут быть улучшены ходовые характеристики шины, когда слой 28 армирующего корда содержит значительную долю термопластичного эластомера на основе полиамида. Кроме того, термопластичный эластомер на основе полиамида, имеющий относительно более высокий модуль упругости по сравнению с вулканизированными резинами, обладает тем преимуществом, что эластомер имеет высокую жесткость поперечного сдвига, что приводит к отличной стабильности рулевого управления во время езды с такими шинами и к отличному сопротивлению истиранию.
В способе получения шины согласно настоящему примеру осуществления, поскольку наружная периферийная поверхность 17S каркаса 17 шины загрубляется до того, как каркас 17 шины, брекерная резина 29 и протекторная резина 30А объединяются в одно целое, характеристика соединения (адгезионная способность) улучшается, благодаря анкерному эффекту. Кроме того, поскольку материал смолы, который образует каркас 17 шины, «выкалывается» в результате столкновений с выбрасываемым материалом, улучшается смачиваемость связующего материала. В соответствии с указанным, связующий материал удерживается в равномерно нанесенном состоянии на наружной периферийной поверхности 17S каркаса 17 шины, и таким образом, может сохраняться прочность соединения между каркасом 17 шины и брекерной резиной 29.
В частности, даже когда выступы шероховатости поверхности 96 образуются на наружной периферийной поверхности 17S каркаса 17 шины, загрубляющая обработка в окрестности вогнутых участков (вогнутые стенки и вогнутые основания) реализуется за счет столкновений выбрасываемого материала с вогнутыми участками (просветы 28А). Таким образом, может сохраняться прочность соединения между каркасом 17 шины и брекерной резиной 29.
С другой стороны, поскольку брекерная резина 29 накладывается внутри затрубленной области наружной периферийной поверхности 17S каркаса 17 шины, может эффективно сохраняться прочность соединения между каркасом 17 шины и брекерной резиной 29.
На стадии вулканизации, когда брекерная резина 29 вулканизируется, брекерная резина 29 растекается по выступам шероховатости поверхности 96, которые образовались на наружной периферийной поверхности 17S каркаса 17 шины путем загрубляющей обработки. После завершения вулканизации наблюдается анкерный эффект под действием брекерной резины 29, которая растекается по затрубленной поверхности с выступами шероховатости 96, и усиливается прочность соединения между каркасом 17 шины и брекерной резиной 29.
В шине 200, которая получена указанным способом производства шин, сохраняется прочность соединения между каркасом 17 шины и брекерной резиной 29. Другими словами, прочность соединения между каркасом 17 шины и протектором 30 сохраняется с помощью брекерной резины 29. Таким образом, в случае езды или тому подобного, подавляется разделение между наружной периферийной поверхностью 17S каркаса 17 шины и брекерной резиной 29 в шине 200.
Кроме того, поскольку слой 28 армирующего корда сформирован на внешней окружности каркаса 17 шины, повышается сопротивление прокалыванию и сопротивление разрезанию по сравнению со случаем, когда внешняя окружность образована из элемента, отличающегося от слоя 28 армирующего корда.
Кроме того, поскольку слой 28 армирующего корда формируется путем намотки покрытых элементов 26В корда, повышается жесткость в направлении вдоль окружности шины 200. Когда увеличивается жесткость в направлении вдоль окружности, подавляется ползучесть (явление увеличения пластичной деформации каркаса 17 шины во времени при постоянном напряжении) для каркаса 17 шины, и повышается сопротивление напору относительно давления воздуха из внутренней стороны, в радиальном направлении шины.
В настоящем примере осуществления, конфигурация наружной периферийной поверхности 17S каркаса 17 шины включает выступы шероховатости поверхности. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, причем наружная периферийная поверхность 17S может быть плоской.
Кроме того, в каркасе 17 шины слой армирующего корда может формироваться таким образом, что покрытые элементы корда, которые наматываются и присоединяются к коронной части каркаса шины, покрываются термопластичным материалом для покрытия. В указанном случае термопластичный материал для покрытия, который находится в расплавленном или размягченном состоянии, может выталкиваться на слой 28 армирующего корда, и таким образом, образуется слой покрытия. Кроме того, слой покрытия может формироваться путем нагревания сварного листа до расплавленного или размягченного состояния и приклеивания сварного листа на поверхности (внешней периферийной поверхности) слоя 28 армирующего корда, без использования экструдера.
В описанном выше примере осуществления 2-2 используется конфигурация, в которой части каркаса (половинки каркаса 17А шины) соединяются с образованием каркаса 17 шины. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и каркас 17 шины также может формоваться целиком с использованием пресс-формы или тому подобного.
Шина 200 примера осуществления изобретения 2-2 представляет собой так называемую бескамерную шину, в которой воздушная камера образуется между шиной 200 и ободом 20 путем монтажа бортовой части 12 каркаса шины на ободе 20. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и шина 200 также может иметь форму полной камеры.
В примере осуществления 2-2, брекерная резина 29 расположена между каркасом 17 шины и протектором 30. Однако не предполагается, что настоящее изобретение будет ограничено указанным, и может быть использована конфигурация, в которой брекерная резина 29 не используется.
В примере осуществления 2-2, используется конфигурация, в которой покрытые элементы 26В корда спиралеобразно намотаны в коронной части 16. Однако не предполагается, что настоящее изобретение будет ограничено указанным, и также может быть использована конфигурация, в которой покрытые элементы 26В корда намотаны прерывисто в направлении ширины.
В примере осуществления 2-2 используется конфигурация, в которой используют термопластичный материал в качестве материала смолы для покрытия 27, которая формирует покрытые элементы 26В корда, и эти покрытые элементы 26В корда привариваются к наружной периферийной поверхности коронной части 16 путем плавления или размягчения материала смолы для покрытия 27 за счет нагревания. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и может быть использована конфигурация, в которой покрытые элементы 26В корда присоединяются к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного, без нагревания материала смолы для покрытия 27.
Кроме того, также может быть использована конфигурация, в которой используют термореактивную смолу в качестве материала смолы для покрытия 27, причем материал смолы для покрытия 27 присоединяется к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного, без нагревания покрытых элементов 26В корда.
Кроме того, также может быть использована конфигурация, в которой используют термореактивную смолу в качестве материала смолы для покрытия 27, которая формирует покрытые элементы 26В корда, и каркас 17 шины сформирован из термопластичного материала. В этом случае покрытые элементы 26В корда могут присоединяться к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного, или покрытые элементы 26В корда можно приварить к наружной периферийной поверхности коронной части 16 после того, как участок каркаса 17 шины, где должны быть установлены покрытые элементы 26В корда, нагрет до расплавленного или размягченного состояния.
Кроме того, также может быть использована конфигурация, в которой термопластичный материал используют в качестве материала смолы для покрытия 27, который образует покрытые элементы 26В корда, и каркас 17 шины сформирован из термопластичного материала. В этом случае покрытые элементы 26В корда могут присоединяться к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного, или покрытые элементы 26В корда можно приварить к наружной периферийной поверхности коронной части 16 путем нагревания материала смолы для покрытия 27 до расплавленного или размягченного состояния, при нагревании участка в каркасе 17 шины, где должны быть установлены покрытые элементы 26В корда, до расплавленного или размягченного состояния. Когда каркас 17 шины, а также покрытые элементы 26В корда нагреты до расплавленного или размягченного состояния, прочность соединения увеличивается, так как оба компонента очень легко смешиваются. Кроме того, в случае, когда материал смолы, который образует каркас 17 шины, а также материал смолы для покрытия 27, который образует покрытые элементы 26В корда, являются термопластичными материалами, предпочтительно, чтобы указанные термопластичные материалы были одного типа, и особенно предпочтительно, когда они является одинаковыми термопластичными материалами.
Кроме того, передняя поверхность наружной периферийной поверхности 17S каркаса 17 шины, которая была подвергнута загрубляющей обработке, может быть активирована под действием коронного разряда, плазменной обработки или тому подобного, чтобы увеличить гидрофильность поверхности, и затем на нее может быть нанесен клей.
Кроме того, операции получения шины 200 не предполагается ограничивать процедурами примера осуществления изобретения 2-2, и они могут быть модифицированы соответствующим образом.
Таким образом, варианты осуществления настоящего изобретения были объяснены примерами осуществления. Однако эти варианты осуществления являются только примерами, и могут быть осуществлены различные модификации в той степени, в которой сохраняется сущность изобретения. Кроме того, не приходится и говорить, что не предполагается ограничивать объем настоящего изобретения указанными вариантами осуществления.
Кроме того, хотя в примерах осуществления 2-1 и 2-2 были приведены объяснения, в которых армирующий корд наматывается на каркас шины, этот армирующий корд не является существенным элементом конфигурации изобретения, при этом может быть реализована конфигурация без наматывания армирующего корда на каркас шины.
[Третий пример осуществления]
Шина в соответствии с третьим примером осуществления изобретения содержит по меньшей мере кольцевое тело каркаса шины, которое смонтировано из материала смолы и имеет слоистую структуру, при этом тело каркаса шины содержит по меньшей мере один удерживающий газ слой, который содержит сополимер этилена и винилового спирта и эластомер.
При обеспечении слоя, удерживающего газ, в теле каркаса шины, обычно более желательными являются высокие характеристики удержания газа слоем (характеристики газового барьера). Материал, имеющий отличные характеристики газового барьера, может быть использован для улучшения характеристик удержания газа слоем, удерживающим газ. Например, когда с точки зрения снижения массы шины, в качестве материала слоя, удерживающего газ, используют термопластичную смолу, может быть выбрана подходящая термопластичная смола, имеющая отличные характеристики газового барьера. Однако существует проблема в том, что термопластичная смола, имеющая отличные характеристики газового барьера, обычно обладает обратно пропорциональной низкой эластичностью. А именно, с улучшением характеристик газового барьера термопластичных смол, обратно пропорционально уменьшается эластичность термопластичной смолы. Кроме того, когда слой, удерживающий газ, сформован с использованием такой термопластичной смолы, обладающей низкой эластичностью, возникает значительное различие модуля упругости между слоем, удерживающим газ, и телом каркаса шины. Соответственно можно ожидать, что слой, удерживающий газ, будет более восприимчивым к динамической нагрузке, приходящей из тела каркаса шины или тому подобного, и более восприимчивым к растрескиванию, развивающемуся в удерживающем газ слое. Таким образом, указанное снижение долговечности слоя, удерживающего газ, весьма вероятно, приведет к ухудшению характеристик удержания газа (характеристика сохранения внутреннего давления) в теле каркаса шины, и предполагается, что это приведет к снижению долговечности шины. Следовательно, является желательной разработка слоя, удерживающего газ, который соответствующим образом наносится на шину, в которой использован полимерный материал, и который имеет избыточную эластичность и при этом также имеет отличные характеристики удержания газа.
В шине третьего иллюстративного варианта осуществления изобретения, тело каркаса шины имеет слоистую структуру и содержит по меньшей мере один слой, удерживающий газ. Указанный слой, удерживающий газ, содержит сополимер этилена и винилового спирта и эластомер. Благодаря тому, что сополимер этилена и винилового спирта является материалом с отличными характеристиками газового барьера, оснащение тела каркаса шины слоем, удерживающим газ, в шине согласно изобретению обеспечивается улучшение характеристик удержания газа для тела каркаса шины в отношении таких газов, как воздух, азот, или тому подобные. Таким образом, шину согласно изобретению можно эффективно использовать в качестве так называемой пневматической шины, в которой тело каркаса шины смонтировано на ободе, и газ заполняет пространство, ограниченное телом каркаса шины и ободом. В то же время улучшение характеристик удержания газа для шины также улучшает свойство сохранения внутреннего давления в шине.
Слой, удерживающий газ, содержит сополимер этилена и винилового спирта и эластомер, таким образом, это дает возможность повысить эластичность слоя, удерживающего газ, по сравнению со случаями, в которых слой, удерживающий газ, сформирован только с использованием сополимера этилена и винилового спирта. Таким образом, это обеспечивает подавление повреждений удерживающего газ слоя, таких которые обусловлены поглощением шиной внешней динамической нагрузки или тому подобного, что дает возможность увеличить долговечность шины.
Кроме того, слой, удерживающий газ, содержащий сополимер этилена и винилового спирта и эластомер, обладает достаточной прочностью и адгезионной способностью, это преимущество дает возможность сделать слой, удерживающий газ, тоньше.
Кроме того, в шине согласно изобретению, слой, удерживающий газ, образован из сополимера этилена и винилового спирта и эластомера, и таким образом, характеристики удержания газа улучшаются, при подавлении увеличения массы шины. Кроме того, сополимер этилена и винилового спирта обладает отличной адгезионной способностью (характеристика термического сплавления) относительно тела каркаса шины, благодаря совместимости с материалом смолы, которая образует тело каркаса шины. Соответственно слой, удерживающий газ, обладает отличной адгезионной способностью к материалу смолы, который образует тело каркаса шины, что дает возможность повысить долговечность и производительность тела каркаса шины.
Относительное содержание этилена в сополимере этилена и винилового спирта предпочтительно составляет от 25 мол. % до 50 мол. %, и более предпочтительно от 27 мол. % до 40 мол. %.
Шина третьего иллюстративного варианта осуществления изобретения может иметь содержание эластомера относительно сополимера этилена и винилового спирта в диапазоне от 10% по объему до 48% по объему. Регламентирование содержания эластомера, относительно сополимера этилена и винилового спирта, в диапазоне от 10% по объему до 48% по объему обеспечивает получение достаточного эффекта улучшения эластичности и долговечности за счет компаундирования с эластомером, при этом сохраняются отличные характеристики газового барьера.
Более предпочтительно, содержание эластомера относительно сополимера этилена и винилового спирта составляет от 25% по объему до 45% по объему.
В шине третьего иллюстративного варианта осуществления изобретения в качестве эластомера может быть использован термопластичный эластомер. Можно предотвратить увеличение массы слоя, удерживающего газ, за счет использования в качестве эластомера термопластичного эластомера.
В шине третьего иллюстративного варианта осуществления изобретения в качестве термопластичного эластомера может быть использован термопластичный эластомер на основе полиолефинов. Сочетание термопластичного эластомера на основе полиолефинов с сополимером этилена и винилового спирта обеспечивает получение удерживающего газ слоя с отличными характеристиками удержания газа, эластичности и долговечности.
Шина согласно третьему варианту осуществления изобретения может быть выполнена таким образом, чтобы слой, удерживающий газ, имел напряжение при 4% удлинении растяжения 40 МПа или меньше. Регламентирование модуля упругости при растяжении слоя, удерживающего газ, до напряжения, при 4% удлинении растяжения, равного 40 МПа или меньше, обеспечивает достаточную эластичность удерживающего газ слоя, и обеспечивает приближение к модулю упругости тела каркаса шины, сформованного из материала смолы. Таким образом, обеспечивается предотвращение распространения трещин в удерживающем газ слое, возникающих под действием ударов или тому подобного, которые вызваны силами, приложенными извне, и будет подавляться отслаивание от тела каркаса шины.
Более предпочтительно модуль упругости при растяжении слоя, удерживающего газ, составляет 30 МПа или меньше.
В шине третьего варианта осуществления изобретения, в качестве эластомера может быть использован модифицированный эластомер, или смесь модифицированного эластомера и немодифицированного эластомера. Использование в качестве эластомера модифицированного эластомера, или смеси модифицированного эластомера и немодифицированного эластомера, обеспечивает получение тонкой структуры «острова в море». Таким образом, обеспечиваются отличные характеристики удержания газа для удерживающего газ слоя, и высокая эластичность и долговечность.
Шина третьего иллюстративного варианта осуществления изобретения может иметь слой, удерживающий газ, образованный из сополимера этилена и винилового спирта, в качестве фазы «моря», и эластомера, в качестве фазы «островов», причем сополимер этилена и винилового спирта диспергирован в виде разбросанных точек внутри фазы «островов» эластомера (структура «салями»). Конфигурация слоя, удерживающего газ, со структурой «салями» обеспечивает улучшение характеристик удержания газа на единицу площади поверхности, при сохранении эластичности, по сравнению с конфигурацией, в которой фаза «островов» эластомера просто образована в фазе «моря» сополимера этилена и винилового спирта.
Шина согласно третьему варианту осуществления изобретения может быть скомпонована с использованием термопластичной смолы в качестве материала смолы, образующего тело каркаса шины.
Шина согласно третьему варианту осуществления изобретения может быть скомпонована с использованием термопластичного эластомера в качестве материала смолы, образующего тело каркаса шины.
(Пример осуществления 3-1)
В дальнейшем, что касается третьего варианта осуществления изобретения, шина в соответствии с вариантом осуществления 3-1 будет описана со ссылкой на чертежи. Будет рассмотрена шина 10 настоящего примера осуществления. Шина согласно примеру осуществления 3-1 изобретения выполнена аналогично шине примера осуществления изобретения 1-1, за исключением того, что удерживающий газ слой 2А шины 10, объясняемый со ссылками на фигуры 1-4, представляет собой слой, удерживающий газ, сформованный из сополимера этилена и винилового спирта (относительное содержание этилена: 27 мол. %) и двух типов эластомеров на основе полиолефинов (этилен/бутиленовый сополимер). Следовательно, фигуры 1-4 будут использованы в последующем объяснении настоящего примера осуществления, причем объяснения аналогичных деталей будут исключены.
Будет рассмотрена шина 10 настоящего примера осуществления. В настоящем примере осуществления слой, удерживающий газ, скомпонован на крайней внутренней стороне в радиальном направлении шины, каркаса 10 шины, причем слой, удерживающий газ, образован из сополимера этилена и винилового спирта (относительное содержание этилена: 27 мол. %) и двух типов эластомеров на основе полиолефинов (этилен/бутиленовый сополимер).
Слой 2А, удерживающий газ, согласно настоящему примеру осуществления будет описан со ссылкой на фигуру 2. В настоящем примере осуществления слой 2А, удерживающий газ, сформирован из сополимера EVOH (EVOH "L-101", произведен на фирме Kuraray Co., Ltd. (содержание этилена: 27 мол. %)), модифицированного кислотой термопластичного эластомера на основе полиолефинов (α-олефиновый эластомер "MH 7010", произведен на фирме Mitsui Chemicals, Inc.) и немодифицированного термопластичного эластомера на основе полиолефинов ("TAFMER А1050", произведен на фирме Mitsui Chemicals, Inc.) (объемное соотношение (L-101:MH7010:А1050)=90:5:5). Сополимер EVOH и термопластичные эластомеры на основе полиолефинов можно смешивать в обычном вымешивающем экструдере с двумя винтами (например, "ТЕХ-30", произведен на фирме Japan Steel Works Ltd.).
В настоящем примере осуществления толщина пленки слоя 2А, удерживающего газ, составляет приблизительно 100 мкм, коэффициент газопроницаемости равен 8,50×10-17 см3·см/(см2·с·Па), модуль упругости составляет, и напряжение при 4% удлинении растяжения равно 28 МПа. Слой 2А, удерживающий газ, на фигуре 2 расположен на внутренней стороне, в радиальном направлении коронной части 16, однако, в настоящем примере осуществления слой, удерживающий газ, предусмотрен поперек всей области радиального направления, внутри каркаса 17 шины, в том числе на боковых частях 14.
Как показано на фигуре 8, используемой для объяснения примера осуществления 2-1, удерживающий газ слой 2А имеет структуру «салями», состоящую из EVOH и термопластичного эластомера на основе полиолефинов. Как показано на фигуре 8, в настоящем примере осуществления, удерживающий газ слой 2А имеет структуру «салями», которая содержит фазу 3 «моря», образованную из сополимера этилена и винилового спирта (EVOH), фазу 4 «островов», образованную из термопластичного эластомера на основе полиолефинов (этилен/бутиленовый сополимер), и фазу 5 «прудов», образованную из сополимера этилена и винилового спирта (EVOH). Как показано на фигуре 8, фаза 5 «прудов» присутствует в виде разбросанных точек в фазе 4 «островов».
Способ получения шины настоящего примера осуществления аналогичен способу примера осуществления изобретения 1-1, за исключением того, что на стадии формования слоя, удерживающего газ, в примере осуществления 1-1, когда каркас 17 шины расположен в устройстве раздувного формования, расплавленная смесь описанного выше EVOH и термопластичного эластомера на основе полиолефинов (два типа) подвергается экструзии из фильер.
(Эксплуатация)
Шина 10 настоящего примера осуществления формируется со слоем 2А, удерживающим газ, на внутренней стороне, в радиальном направлении каркаса 17 шины, причем удерживающий газ слой 2А образован из смеси сополимера этилена и винилового спирта (EVOH) и эластомера на основе полиолефинов (этилен/бутиленовый сополимер (два типа)); таким образом, создается возможность улучшения характеристик удержания газа для шины 10, при повышении эластичности слоя 2А, удерживающего газ. Таким образом, когда шина 10 настоящего примера осуществления смонтирована на ободе 20, характеристики сохранения газа, находящегося внутри шины 10, являются отличными.
В настоящем примере осуществления слой 2А, удерживающий газ, скомпонован, чтобы включать сополимер этилена и винилового спирта (EVOH); таким образом, подавляется увеличение массы шины 10, даже когда формируется слой 2А, удерживающий газ, и адгезионная способность (характеристика термического сплавления) относительно каркаса 17 шины, образованного из термопластичного эластомера на основе полиамида, также является высокой. Кроме того, благодаря напряжению удерживающего газ слоя 2А при 4% удлинении растяжения, равному 28 МПа, также является высокой долговечность слоя 2А, удерживающего газ, например, относительно динамической нагрузки на шину 10.
В шине 10 настоящего примера осуществления, поскольку каркас 17 шины образован из термопластичного эластомера на основе полиамида, шина 10 обладает отличной термостойкостью, модулем упругости при растяжении, прочностью при растяжении и деформацией разрушения, и кроме того, также является более легкой, благодаря более простой структуре, чем традиционные шины, выполненные из резины. Соответственно, шина 10 настоящего примера осуществления имеет высокое сопротивление истиранию и большую долговечность. Кроме того, температура плавления термопластичного эластомера на основе полиамида, образующего каркас 17 шины, равна 162°C, и поэтому, например, температура около 210°C будет достаточной для осуществления связывания деталей каркаса 17А шины, что позволяет снизить потребление энергии и обеспечивает снижение затрат на нагревание.
Полиамидные эластомеры обладают высокой адгезионной способностью относительно армирующего корда 26, и кроме того, отличной фиксирующей способностью, такой как прочность сварного соединения. Следовательно, может подавляться процесс включения воздуха (остающийся воздух) вблизи армирующего корда 26 на стадии наматывания армирующего корда. Когда материал смолы обладает высокой адгезионной способностью и характеристиками сваривания с армирующим кордом 26, причем подавляется включение воздуха вблизи элементов армирующего корда, возможно эффективное предотвращение перемещения армирующего корда 26, которое вызвано усилием, приложенным к корду во время вождения или тому подобного. В результате, например, благодаря подавлению перемещения элементов армирующего корда, даже в случае, когда образующий шину элемент устанавливается таким образом, чтобы полностью покрыть элементы армирующего корда на внешней окружности тела каркаса шины, уменьшается количество случаев разделения или тому подобного между этими деталями (включая тело каркаса шины), и увеличивается долговечность шины 10.
Кроме того, в шине 10 настоящего примера осуществления, поскольку армирующий корд 26, имеющий более высокую жесткость, чем термопластичный эластомер на основе полиамида, спиралеобразно намотан в направлении вдоль окружности на внешней периферийной поверхности коронной части 16 каркаса 17 шины, которая образована из термопластичного материала смолы, поэтому увеличивается сопротивление прокалыванию, сопротивление разрезанию и жесткость в направлении вдоль окружности шины. Кроме того, поскольку усиливается жесткость в направлении вдоль окружности шины 10, предотвращается ползучесть в каркасе 17 шины, сформованном из термопластичного материала смолы.
Поскольку в виде поперечного сечения, в разрезе вдоль направления оси каркаса 17 шины (поперечное сечение, продемонстрированное на фигуре 1) по меньшей мере часть армирующего корда 26 внедрена во внешнюю периферийную поверхность коронной части 16 каркаса 17 шины, сформованного из термопластичного эластомера на основе полиамида, и армирующий корд присоединяется к термопластичному эластомеру на основе полиамида, подавляется внедрение воздуха в процессе производства, и предотвращается перемещение армирующего корда 26, которое вызвано усилием, приложенным к корду во время вождения или тому подобного. В результате, уменьшается количество случаев разделения (или тому подобного) армирующего корда 26, каркаса 17 тины и протектора 30, и увеличивается долговечность шины 10.
Как показано на фигуре 3, поскольку глубина L внедрения армирующего корда 26 составляет 1/5 диаметра D или больше, эффективно подавляется внедрение воздуха в процессе производства, и дополнительно уменьшается перемещение армирующего корда 26, которое вызвано усилием, приложенным к корду во время вождения или тому подобного.
По существу, когда слой 28 армирующего корда компонуется с включением термопластичного эластомера на основе полиамида, различие в твердости между каркасом 17 шины и слоем 28 армирующего корда может снижаться, по сравнению со случаем закрепления армирующего корда 26 с использованием брекерной резины, и, следовательно, армирующий корд 26 можно лучше соединять и закреплять в каркасе 17 шины. В результате, описанное выше внедрение воздуха может эффективно предотвращаться, причем может эффективно предупреждаться перемещение элементов армирующего корда во время вождения.
Кроме того, когда армирующий корд 26 представляет собой стальной корд, поскольку армирующий корд 26 можно легко отделить и отобрать от термопластичного эластомера на основе полиамида путем нагревания во время утилизации шины, это выгодно с точки зрения повторного использования шины 10.
Кроме того, поскольку термопластичный эластомер на основе полиамида обладает меньшим тангенсом угла потерь (tan δ) по сравнению с вулканизированной резиной, могут быть улучшены ходовые характеристики шины, когда слой 28 армирующего корда содержит значительную долю термопластичного эластомера на основе полиамида.
Кроме того, термопластичный эластомер на основе полиамида обладает тем преимуществом, что эластомер имеет высокую жесткость поперечного сдвига, что приводит к отличной стабильности рулевого управления во время езды с такими шинами и к отличному сопротивлению истиранию.
Поскольку протектор 30, который находится в контакте с поверхностью дороги, образован из резинового материала, имеющего более высокое сопротивление истиранию, чем термопластичный эластомер на основе полиамида, сопротивление истиранию шины 10 увеличивается.
Кроме того, поскольку кольцеобразный сердечник 18 борта, сформованный из металлического материала, внедрен в бортовую часть 12, каркас 17 шины, то есть шина 10, сохраняет жесткость относительно обода 20, аналогично традиционным пневматическим шинам, выполненным из резины.
Кроме того, поскольку герметизирующий слой 24, который образован из резинового материала и имеет более высокие герметизирующие характеристики, чем термопластичный эластомер на основе полиамида, предусмотрен в области бортовой части 12 каркаса шины, который находится в контакте с ободом 20, улучшаются герметизирующие характеристики между шиной 10 и ободом 20. Следовательно, по сравнению со случаем герметизации обода 20 с помощью термопластичного эластомера на основе полиамида, дополнительно подавляется утечка воздуха из шины. Кроме того, поскольку предусмотрен герметизирующий слой 24, также улучшается возможность пригонки обода.
В приведенном выше примере осуществления, армирующий корд 26 нагревают, и термопластичный эластомер на основе полиамида в области, которая приводится в контакт с нагретым армирующим кордом 26, расплавляется или размягчается. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и также является приемлемой конфигурация, в которой армирующий корд 26 не нагревают, но внешнюю периферийную поверхность коронной части 16, в которую будет внедряться армирующий корд 26, нагревают с использованием устройства, подающего горячий воздух, с последующим внедрением армирующего корда 26 в коронную часть 16.
В примере осуществления 3-1, тепловой источник устройства 59 нагревания корда содержит нагреватель и вентилятор. Однако настоящее изобретение не ограничивается указанной конфигурацией, и может быть приемлемой конфигурация, в которой армирующий корд 26 непосредственно нагревают лучистой энергией (например, инфракрасным излучением).
В конфигурации примера осуществления изобретения 3-1, область термопластичного материала смолы, имеющая внедренный армирующий корд 26, которая расплавлена или размягчена, принудительно охлаждается с использованием второго ролика 64, выполненного из металла. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и также может быть приемлемой конфигурация, в которой холодный воздух непосредственно вдувается в область, в которой термопластичный материал смолы расплавлен или размягчен, чтобы осуществить принудительное охлаждение и отверждение области, в которой термопластичный материал смолы был расплавлен или размягчен.
В конфигурации примера осуществления изобретения 3-1, армирующий корд 26 нагревают. Однако также может быть приемлемой, например, конфигурация, в которой внешнюю окружность армирующего корда 26 покрывают таким же термопластичным материалом смолы, который используется в каркасе 17 шины. В этом случае, когда покрытый армирующий корд наматывается на коронную часть 16 каркаса 17 шины, термопластичный материал смолы, который покрывает армирующий корд, также нагревается вместе с армирующим кордом 26, посредством чего может эффективно подавляться включение воздуха во время внедрения в коронную часть 16.
Шина 10 примера осуществления изобретения 3-1 представляет собой так называемую бескамерную шину, в которой воздушная камера образуется между шиной 10 и ободом 20 путем монтажа бортовой части 12 на ободе 20. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и также может быть использована форма полной камеры.
Кроме того, с точки зрения производства, спиралеобразная намотка армирующего корда 26 является более легкой, однако также может рассматриваться способ прерывистой намотки армирующего корда 26 в направлении ширины, или тому подобное.
Пример осуществления настоящего изобретения объясняется с помощью вариантов осуществления. Однако эти варианты осуществления являются только примерами, и могут быть осуществлены различные модификации в той степени, в которой сохраняется сущность изобретения. Кроме того, не приходится и говорить, что не предполагается ограничивать объем настоящего изобретения указанными вариантами осуществления.
(Пример осуществления 3-2)
В дальнейшем, шина в соответствии с иллюстративным вариантом осуществления 3-2 будет описана со ссылкой на чертежи. Шина согласно примеру осуществления 3-2 изобретения выполнена аналогично шине примера осуществления изобретения 1-2, за исключением того, что удерживающий газ слой 2В шины 200, объясняемый со ссылками на фигуры 5-7, представляет собой слой, удерживающий газ, сформованный из сополимера этилена и винилового спирта (относительное содержание этилена: 27 мол. %) и эластомера на основе полиолефинов (этилен/бутиленовый сополимер). Следовательно, фигуры 5-7 будут использованы в последующем объяснении настоящего примера осуществления, причем объяснения аналогичных деталей будут исключены.
Удерживающий газ слой 2В согласно настоящему примеру осуществления будет описан со ссылкой на фигуру 6. Слой 2В, удерживающий газ, в настоящем примере осуществления составлен из EVOH (EVOH "L-101", произведен на фирме Kuraray Co., Ltd. (содержание этилена: 27 мол. %)), и термопластичного эластомера на основе полиолефинов (α-олефиновый эластомер "МН 7010", произведен на фирме Mitsui Chemicals, Inc.) (объемное отношение=55:45). Полиамид-6 и термопластичный эластомер на основе полиолефинов могут смешиваться в обычном вымешивающем экструдере с двумя винтами (например "TEX-30", произведен на фирме Japan Steel Works Ltd.).
В настоящем примере осуществления толщина пленки слоя 2В, удерживающего газ, приблизительно составляет 100 мкм, коэффициент газопроницаемости равен 2,0×10-13 см3·см/(см2·с·Па), модуль упругости составляет, и напряжение при 4% удлинении растяжения составляет 28 МПа. Слой 2В, удерживающий газ, на фигуре 6 расположен на внутренней стороне (во втором слое от крайней внутренней стороны) в радиальном направлении коронной части 16; однако в настоящем примере осуществления слой, удерживающий газ, расположен поперек всей области внутренней стороны в радиальном направлении каркаса 17 шины, включая боковые части 14. Слой 2В, удерживающий газ, имеет структуру «салями», такую как показано на фигуре 8.
Способ получения шины настоящего примера осуществления аналогичен способу примера осуществления изобретения 1-2, за исключением того, что на стадии формования слоя, удерживающего газ, в примере осуществления 1-2, когда каркас 17 шины расположен в устройстве раздувного формования, композиция смолы из EVOH и термопластичного эластомера на основе полиолефинов подвергается экструзии из фильер.
(Эксплуатация)
Шина 200 настоящего примера осуществления формируется со слоем 2В, удерживающим газ, во втором слое от крайней внутренней стороны в радиальном направлении каркаса 17 шины, который образован из смеси сополимера этилена и винилового спирта (EVOH) и эластомера на основе полиолефинов (этилен/бутиленовый сополимер), для того, чтобы обеспечить возможность улучшить характеристики удержания газа для шины 200 с повышением эластичности слоя 2В, удерживающего газ. Таким образом, когда шина 200 настоящего примера осуществления смонтирована на ободе 20, характеристики сохранения газа, находящегося внутри шины 200, являются отличными.
В настоящем примере осуществления, удерживающий газ слой 2В образован из сополимера этилена и винилового спирта, то есть, из сополимера этилена и винилового спирта, и эластомера на основе полиолефинов; таким образом, подавляется увеличение массы шины 200, даже когда формируется слой 2В, удерживающий газ, и адгезионная способность (характеристика термического сплавления) относительно каркаса 17 шины, образованного из термопластичного эластомера на основе полиамида, также является высокой. Кроме того, благодаря напряжению удерживающего газ слоя 2В при 4% удлинении с растяжением, равном 28 МПа, также является высокой долговечность слоя 2В, удерживающего газ, например, относительно динамической нагрузки на шину 200.
В шине 200 настоящего примера осуществления, поскольку каркас 17 шины образован из термопластичного эластомера на основе полиамида, шина 200 обладает отличной термостойкостью, модулем упругости при растяжении, прочностью при растяжении и деформацией разрушения, и кроме того, также является более легкой, благодаря более простой структуре, чем традиционные шины, выполненные из резины. Соответственно, шина 200 настоящего примера осуществления имеет высокое сопротивление истиранию и большую долговечность. Кроме того, температура плавления термопластичного эластомера на основе полиамида, образующего каркас 17 шины, равна 162°C, и поэтому, например, температура около 210°C будет достаточной для осуществления связывания элементов каркаса 17А шины, что позволяет снизить потребление энергии и обеспечивает снижение затрат на нагревание. Кроме того, полиамидные эластомеры обладают высокой адгезионной способностью к покрытым элементам 26В корда.
По существу, когда слой 28 армирующего корда компонуется с включением покрытых элементов 26В корда, различие в твердости между каркасом 17 шины и слоем 28 армирующего корда может снижаться, по сравнению со случаем закрепления элемента 26А корда просто с использованием брекерной резины, посредством чего покрытые элементы 26В корда можно лучше соединять и закреплять в каркасе 17 шины. В результате, описанное выше внедрение воздуха может эффективно предотвращаться, причем может эффективно предотвращаться перемещение элементов армирующего корда во время вождения.
Кроме того, когда элемент 26А корда представляет собой стальной корд, элемент 26А корда можно легко отделить и отобрать от покрытых элементов 26В корда путем нагревания во время утилизации шины. Следовательно, это выгодно с точки зрения повторного использования шины 200. Кроме того, поскольку термопластичный эластомер на основе полиамида обладает меньшим тангенсом угла потерь (tan δ) по сравнению с вулканизированной резиной, могут быть улучшены ходовые характеристики шины, когда слой 28 армирующего корда содержит значительную долю термопластичного эластомера на основе полиамида. Кроме того, термопластичный эластомер на основе полиамида, обладает тем преимуществом, что эластомер имеет высокую жесткость поперечного сдвига, что приводит к отличной стабильности рулевого управления во время езды с такими шинами и к отличному сопротивлению истиранию.
В настоящем способе получения шины, поскольку наружная периферийная поверхность 17S каркаса 17 шины загрубляется до того, как каркас 17 шины, брекерная резина 29 и протекторная резина 30А объединяются в одно целое, характеристика соединения (адгезионная способность) улучшается, благодаря анкерному эффекту. Кроме того, поскольку материал смолы, который образует каркас 17 шины, «выкалывается» в результате столкновений с выбрасываемым материалом, улучшается смачиваемость связующего материала. В соответствии с указанным, связующий материал удерживается в равномерно нанесенном состоянии на наружной периферийной поверхности 17S каркаса 17 шины, и таким образом, может сохраняться прочность соединения между каркасом 17 шины и брекерной резиной 29.
В частности, даже когда выступы шероховатости поверхности 96 образуются на наружной периферийной поверхности 17S каркаса 17 шины, загрубляющая обработка в окрестности вогнутых участков (вогнутые стенки и вогнутые основания) реализуется за счет столкновений выбрасываемого материала с вогнутыми участками (просветы 28А). Таким образом, может сохраняться прочность соединения между каркасом 17 шины и брекерной резиной 29.
С другой стороны, поскольку брекерная резина 29 накладывается внутри затрубленной области наружной периферийной поверхности 17S каркаса 17 шины, может эффективно сохраняться прочность соединения между каркасом 17 шины и брекерной резиной.
На стадии вулканизации, когда брекерная резина 29 вулканизируется, брекерная резина 29 растекается по выступам шероховатости поверхности 96, которые образовались на наружной периферийной поверхности 17S каркаса 17 шины путем загрубляющей обработки. После завершения вулканизации наблюдается анкерный эффект под действием брекерной резины 29, которая растекается по затрубленной поверхности с выступами шероховатости 96, и усиливается прочность соединения между каркасом 17 шины и брекерной резиной 29.
В шине 200, которая получена указанным способом производства шин, сохраняется прочность соединения между каркасом 17 шины и брекерной резиной 29. Другими словами, прочность соединения между каркасом 17 шины и протектором 30 сохраняется с помощью брекерной резины 29. Таким образом, в случае езды или тому подобного, подавляется разделение между наружной периферийной поверхностью 17S каркаса 17 шины и брекерной резиной 29 в шине 200.
Кроме того, поскольку слой 28 армирующего корда формируется на внешней окружности каркаса 17 шины, повышается сопротивление прокалыванию и сопротивление разрезанию по сравнению со случаем, когда внешняя окружность образована из элемента, отличающегося от слоя 28 армирующего корда.
Кроме того, поскольку слой 28 армирующего корда формируется путем намотки покрытых элементов 26В корда, повышается жесткость в направлении вдоль окружности шины 200. Когда увеличивается жесткость в направлении вдоль окружности, подавляется ползучесть (явление увеличения пластичной деформации каркаса 17 шины во времени при постоянном напряжении) в каркасе 17 шины, и повышается сопротивление напору относительно давления воздуха из внутренней стороны, в радиальном направлении шины.
В настоящем примере осуществления, конфигурация наружной периферийной поверхности 17S каркаса 17 шины включает выступы шероховатости поверхности. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, при этом наружная периферийная поверхность 17S может быть плоской.
Кроме того, в каркасе 17 шины слой армирующего корда может формироваться таким образом, что покрытые элементы корда, которые наматываются и присоединяются к коронной части каркаса шины, покрываются термопластичным материалом для покрытия. В указанном случае термопластичный материал для покрытия, который находится в расплавленном или размягченном состоянии, может выталкиваться на слой 28 армирующего корда, и таким образом, образуется слой покрытия. Кроме того, слой покрытия может формироваться путем нагревания сварного листа до расплавленного или размягченного состояния и приклеивания сварного листа на поверхности (внешней периферийной поверхности) слоя 28 армирующего корда, без использования экструдера.
В описанном выше примере осуществления 3-2 используется конфигурация, в которой части каркаса (половинки каркаса 17А шины) соединяются с образованием каркаса 17 шины. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и каркас 17 шины также может формоваться целиком с использованием пресс-формы или тому подобного.
Шина 200 примера осуществления изобретения 3-2 представляет собой так называемую бескамерную шину, в которой воздушная камера образуется между шиной 200 и ободом 20 путем монтажа бортовой части 12 на ободе 20. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и шина 200 также может иметь форму полной камеры.
В примере осуществления 3-2, брекерная резина 29 расположена между каркасом 17 шины и протектором 30. Однако не предполагается, что настоящее изобретение будет ограничено указанным, и может быть использована конфигурация, в которой брекерная резина 29 не используется.
В примере осуществления 3-2, используется конфигурация, в которой покрытые элементы 26В корда спиралеобразно намотаны в коронной части 16. Однако, не предполагается, что настоящее изобретение будет ограничено указанным, и также может быть использована конфигурация, в которой покрытые элементы 26В корда намотаны прерывисто в направлении ширины.
В примере осуществления 3-2 используется конфигурация, в которой используют термопластичный материал в качестве материала смолы для покрытия 27, которая формирует покрытые элементы 26В корда; эти покрытые элементы 26В корда привариваются к наружной периферийной поверхности коронной части 16 путем плавления или размягчения материала смолы для покрытия 27 при нагревании. Однако не предполагается, что настоящее изобретение будет ограничено указанной конфигурацией, и может быть использована конфигурация, в которой покрытые элементы 26В корда присоединяются к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного, без нагревания материала смолы для покрытия 27.
Кроме того, также может быть использована конфигурация, в которой используют термореактивную смолу в качестве материала смолы для покрытия 27, причем материал смолы для покрытия 27 присоединяется к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного, без нагревания покрытых элементов 26В корда.
Кроме того, также может быть использована конфигурация, в которой используют термореактивную смолу в качестве материала смолы для покрытия 27, которая формирует покрытые элементы 26В корда, и каркас 17 шины сформирован из термопластичного материала. В этом случае покрытые элементы 26В корда могут присоединяться к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного; или покрытые элементы 26В корда можно приварить к наружной периферийной поверхности коронной части 16 после того, как участок каркаса 17 шины, где должны быть установлены покрытые элементы 26В корда, нагрет до расплавленного или размягченного состояния.
Кроме того, также может быть использована конфигурация, в которой термопластичный материал используют в качестве материала смолы для покрытия 27, который образует покрытые элементы 26В корда, и каркас 17 шины сформирован из термопластичного материала. В этом случае покрытые элементы 26В корда могут присоединяться к наружной периферийной поверхности коронной части 16 с использованием клея или тому подобного; или покрытые элементы 26В корда можно приварить к наружной периферийной поверхности коронной части 16 путем нагревания материала смолы для покрытия 27 до расплавленного или размягченного состояния, при нагревании участка в каркасе 17 шины, где должны быть установлены покрытые элементы 26В корда, до расплавленного или размягченного состояния. Когда каркас 17 шины, а также покрытые элементы 26В корда нагреты до расплавленного или размягченного состояния, прочность соединения увеличивается, так как оба компонента очень легко смешиваются. Кроме того, в случае, когда материал смолы, который образует каркас 17 шины, а также материал смолы для покрытия 27, который образует покрытые элементы 26В корда, являются термопластичными материалами, предпочтительно, чтобы указанные термопластичные материалы были одного типа, и особенно предпочтительно, когда они является одинаковыми термопластичными материалами.
Кроме того, передняя поверхность наружной периферийной поверхности 17S каркаса 17 шины, которая была подвергнута загрубляющей обработке, может быть активирована под действием коронного разряда, плазменной обработки или тому подобного, чтобы увеличить гидрофильность поверхности, и затем на нее может быть нанесен клей.
Кроме того, операции получения шины 200 не предполагается ограничивать процедурами примера осуществления изобретения 3-2, и они могут быть модифицированы соответствующим образом.
Таким образом, варианты осуществления настоящего изобретения были объяснены примерами осуществления. Однако эти варианты осуществления являются только примерами, и могут быть осуществлены различные модификации в той степени, в которой сохраняется сущность изобретения. Кроме того, не приходится и говорить, что не предполагается ограничивать объем настоящего изобретения указанными вариантами осуществления.
Кроме того, хотя в примере осуществления 3-1 и в примере осуществления 3-2 были приведены объяснения, в которых армирующий корд намотан на каркас шины, армирующий корд не является существенным элементом конфигурации изобретения, при этом может быть реализована конфигурация без наматывания армирующего корда на каркас шины.
Конкретные варианты осуществления настоящего изобретения были описаны выше с помощью первого-третьего примеров осуществления, однако не предполагается, что настоящее изобретение будет ограничено описанными выше вариантами осуществления.
ПРИМЕРЫ
В последующем настоящее изобретение будет более конкретно объяснено с помощью примеров. Однако не предполагается, что настоящее изобретение будет ограничено этими примерами.
[Пример 1]
Сначала различные шины из примеров и сравнительных примеров, показанных в следующей таблице 1, формуют согласно первому примеру осуществления и примеру осуществления 1-2, которые описаны выше. Полученные в каждом примере шины содержат удерживающий газ слой, или в виде самого дальнего слоя или в виде второго слоя от крайней внутренней стороны. В шине сравнительного примера 1-1 не был предусмотрен слой, удерживающий газ. Характеристики сохранения внутреннего давления (характеристики удержания газа) в каждой из полученных шин измеряют согласно следующему описанию.
Коэффициент газопроницаемости удерживающего газ слоя для каждого материала, определяют с использованием устройства измерения газопроницаемости "GTR-30X" (произведен на фирме GTE Tech Corporation) в условиях: температура ячейки 80°C, и абсолютный перепад давления 0,30 Па. Кроме того, для модуля упругости при растяжении удерживающего газ слоя, испытание растяжения проводят согласно документу JIS K6404-3, и модуль упругости измеряют по наклону кривой зависимости деформации от напряжения в линейной области упругих деформаций от 0% до 4%. При проведении этого испытания в качестве образца смолы используют толщину пленки 300 мкм.
[Оценки характеристик сохранения внутреннего давления]
Каждую сформованную шину монтируют на ободе, и шины заполняют воздухом до внутреннего давления равного 0,3 МПа. Полученные шины оставляют на 3 месяца в резервуаре с контролируемой температурой и влажностью, в котором поддерживают окружающую среду при 40°C и относительной влажности 50%. Внутреннее давление измеряют после каждого истекшего месяца, и измеряют скорость снижения внутреннего давления в единицах «МПа/месяц». Из полученных результатов рассчитывают среднюю скорость снижения внутреннего давления в месяц, и оценивают характеристику сохранения внутреннего давления в шине согласно следующим критериям.
(Критерии)
А: скорость снижения внутреннего давления составляет 0,002 МПа/месяц или меньше.
В: скорость снижения внутреннего давления составляет больше, чем 0,002 МПа/месяц, вплоть до (и включая) 0,005 МПа/месяц.
С: скорость снижения внутреннего давления составляет больше, чем 0,005 МПа/месяц, вплоть до (и включая) 0,009 МПа/месяц.
D: скорость снижения внутреннего давления составляет больше, чем 0,009 МПа/месяц.
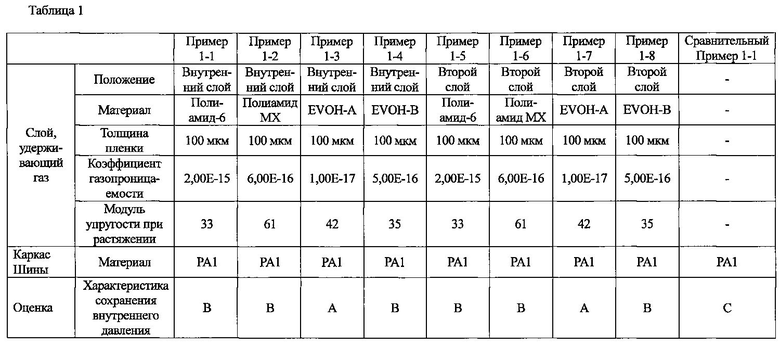
- Полиамид-6: "UBE Nylon 1022В", произведен на фирме Ube Industries, Ltd. (температура плавления 220°C, температура стеклования 48°C)
- Полиамид MX: "MX Nylon-S S6011", произведен на фирме Mitsubichi Gas Chemical Company, Inc. (температура плавления 237°C, температура стеклования 85°C)
- EVOH-A: "EVAL L-101", произведен на фирме Kuraray Co., Ltd. (содержание этилена 27 мол. %, температура плавления 191°C, температура стеклования 72°C)
- EVOH-B: "EVAL Е-105", произведен на фирме Kuraray Co., Ltd. (содержание этилена 44 мол. %, температура плавления 165°C, температура стеклования 55°C)
- PA1: термопластичный эластомер на основе полиамида ("UBESTA XPA9055X1", произведен на фирме Ube Industries, Ltd., температура плавления 162°C)
- коэффициент газопроницаемости (единица измерения): см3·см/(см2·с·Па)
- модуль упругости при растяжении (единица измерения): МПа.
Как видно из таблицы 1, характеристики сохранения внутреннего давления для шин из всех примеров имеют критерий "В" или выше, причем очевидны отличные характеристики сохранения внутреннего давления. Соответственно очевидно, что шины из Примеров обладают отличными характеристиками сохранения воздуха. В отличие от этого, шина из сравнительного Примера 1 имеет критерий "С" для характеристики сохранения внутреннего давления, и более низкие характеристики сохранения внутреннего давления, чем у шин, имеющих слой, удерживающий газ.
[Пример 2]
Различные шины из Примеров, содержащие в качестве внутреннего слоя удерживающие газ слои, и показанные в следующей таблице 2, были сформованы согласно примеру осуществления 2-1, как описано выше. Характеристики сохранения внутреннего давления (характеристики удержания газа) для каждой из полученных шин и коэффициенты газопроницаемости слоя, удерживающего газ, измеряли практически в таких же условиях, как в Примере 1.
[Долговечность]
Сформованные шины монтируют на ободах, и затем, после пробега 100000 км на вращающемся испытательном барабане при стандартном внутреннем давлении и стандартной нагрузке, состояние слоя, удерживающего газ, обследуют визуально и оценивают согласно следующим критериям.
(Критерии)
А: абсолютно отсутствуют трещины в удерживающем газ слое, или обнаружены трещины, идущие от тела каркаса.
В: хотя абсолютно отсутствуют или появляются издали трещины, обнаружены области, в которых, вероятно, появятся трещины в удерживающем газ слое, или придут из каркаса тела.
С: наблюдаются некоторые трещины в удерживающем газ слое или появляющиеся издали от каркаса тела, но их интенсивность не вызывает проблем безопасности при движении.
D: наблюдается множество трещин в удерживающем газ слое или появляющиеся от каркаса тела.
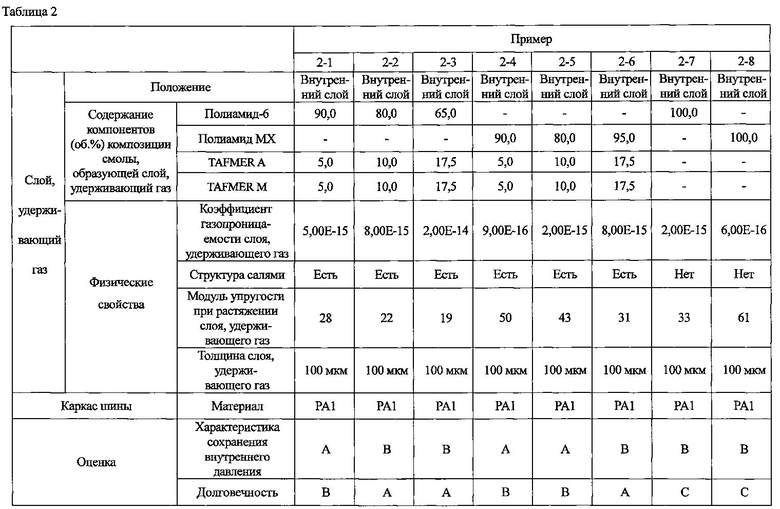
- Полиамид-6: "UBE Nylon 1022В", произведен на фирме Ube Industries, Ltd. (температура плавления 220°C, температура стеклования 48°C)
- MX Полиамид: "MX Nylon-S S6011", произведен на фирме Mitsubichi Gas Chemical Company, Inc. (температура плавления 237°C, температура стеклования 85°C)
- TAFMER A: "TAFMER А1050", произведен на фирме Mitsui Chemicals, Inc. (немодифицированный поли-α-олефиновый эластомер, температура стеклования -70°C)
- TAFMER М: "TAFMER MH7010", произведен на фирме Mitsui Chemicals, Inc. (немодифицированный поли-α-олефиновый эластомер, температура стеклования -65°C)
- PA1: термопластичный эластомер на основе полиамида ("UBESTA XPA9055X1", произведен на фирме Ube Industries, Ltd., температура плавления 162°C)
- коэффициент газопроницаемости (единица измерения): см3·см/(см2·с·Па)
- модуль упругости при растяжении (единица измерения): МПа
Структура удерживающего газ слоя из Примера 2-1 исследована с использованием сканирующего электронного микроскопа (СЭМ: название устройства "S-3000M", произведен на фирме Hitachi Ltd.), и установлено, что слой имеет структуру «салями». СЭМ-изображение удерживающего газ слоя из Примера 2-1 показано на фигуре 9.
Как видно из данных таблицы 2, в Примерах от 2-1 до 2-6, в которых эластомер используется в комбинации с термопластичной смолой на основе полиамидов в слое, удерживающем газ, с коэффициентом газопроницаемости 2,0×10-14 см3·см/(см2·с·Па) или меньше, наблюдаются отличные характеристики сохранения внутреннего давления и долговечности шины. В отличие от этого, в Примерах 2-7 и 2-8, в которых используется одна термопластичная смола на основе полиамидов, очевидно, что, хотя характеристика сохранения внутреннего давления является удовлетворительной, долговечность шин хуже, чем в Примерах от 2-1 до 2-6. Соответственно очевидно, что характеристика удерживания воздуха в шинах из этих Примеров является отличной.
[Пример 3]
Различные шины из Примеров, показанных в следующей таблице 3, были сформованы согласно примеру осуществления 3-1, как описано выше. Характеристики сохранения внутреннего давления (характеристики удержания газа) для каждой из полученных шин и коэффициенты газопроницаемости слоя, удерживающего газ, измеряли практически в таких же условиях, как в Примере 2.
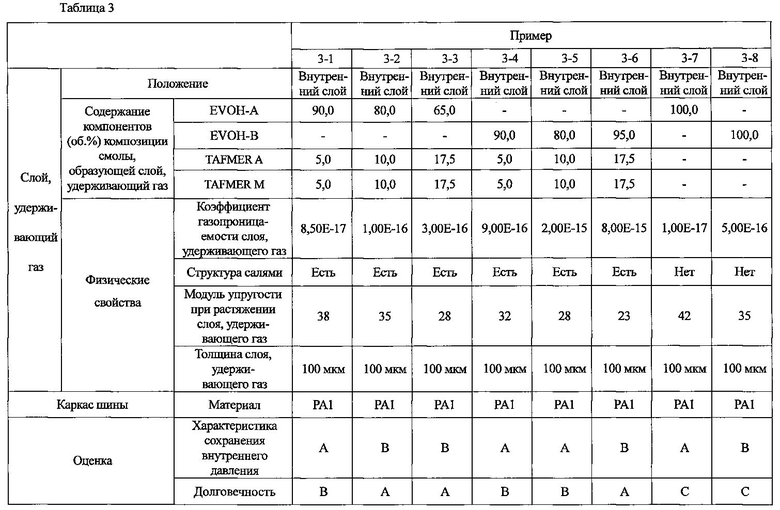
- EVOH-A: "EVAL L-101", произведен на фирме Kuraray Co., Ltd. (содержание этилена 27 мол. %, температура плавления 191°C, температура стеклования 72°C)
- EVOH-B: "EVAL G-156", произведен на фирме Kuraray Co., Ltd. (содержание этилена 47 мол. %, температура плавления 157°C, температура стеклования 50°C)
- TAFMER A: "TAFMER А1050", произведен на фирме Mitsui Chemicals, Inc. (немодифицированный поли-α-олефиновый эластомер, температура стеклования -70°C)
- TAFMER М: "TAFMER MH7010", произведены на фирме Mitsui Chemicals, Inc. (немодифицированный поли-α-олефиновый эластомер, температура стеклования -65°C)
- PA1: термопластичный эластомер на основе полиамида ("UBESTA XPA9055X1", произведен на фирме Ube Industries, Ltd., температура плавления 162°C)
- коэффициент газопроницаемости (единица измерения): см3·см/(см2·с·Па)
- модуль упругости при растяжении (единица измерения): МПа
Структуру удерживающего газ слоя из Примера 1 исследовали с использованием сканирующего электронного микроскопа (СЭМ: название устройства "S-3000M", произведен на фирме Hitachi Ltd.), и установлено, что слой имеет структуру «салями». СЭМ-изображение удерживающего газ слоя из Примера 3-1 показано на фигуре 10.
Как видно из данных таблицы 3, в Примерах от 3-1 до 3-6, в которых эластомер используется в комбинации с сополимером этилена и винилового спирта в слое, удерживающем газ, наблюдаются отличные характеристики сохранения внутреннего давления, а также долговечности шины. В отличие от этого, в Примерах 3-7 и 3-8, в которых используется один сополимер этилена и винилового спирта, очевидно, что, хотя характеристика сохранения внутреннего давления является удовлетворительной, долговечность шин хуже, чем в Примерах от 3-1 до 3-6. Соответственно очевидно, что характеристика удерживания воздуха в шинах из этих Примеров является отличной.
Описания заявок на патент Японии №№: 2012-29912, 2012-29913 и 2012-29914 включены в настоящее изобретение как ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ И ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2014 |
|
RU2659135C2 |
| САМОЗАКЛЕИВАЮЩАЯСЯ ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2720373C2 |
| СПОСОБ ИЗБИРАТЕЛЬНОГО РЕГУЛИРОВАНИЯ СПОСОБНОСТИ ШИНЫ К САМОЗАКЛЕИВАНИЮ И САМОЗАКЛЕИВАЮЩАЯСЯ ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2010 |
|
RU2538847C2 |
| АДГЕЗИВНАЯ КОМПОЗИЦИЯ, СПОСОБ СКЛЕИВАНИЯ С ЕЁ ИСПОЛЬЗОВАНИЕМ, СЛОИСТЫЙ МАТЕРИАЛ И ШИНА | 2012 |
|
RU2562987C2 |
| НАДУВНОЕ ИЗДЕЛИЕ, СНАБЖЕННОЕ ГАЗОНЕПРОНИЦАЕМЫМ СЛОЕМ, СОДЕРЖАЩИМ ТЕРМОПЛАСТИЧНЫЙ ЭЛАСТОМЕР И ТЕРМОПЛАСТИК | 2011 |
|
RU2575668C2 |
| БРЕКЕРНАЯ КОНСТРУКЦИЯ ДЛЯ ШИНЫ | 2020 |
|
RU2749204C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ, СПОСОБ СКЛЕИВАНИЯ И ПНЕВМАТИЧЕСКАЯ ПОКРЫШКА | 2012 |
|
RU2596757C2 |
| КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ СОЕДИНИТЕЛЬНЫЙ СЛОЙ | 2005 |
|
RU2406609C2 |
| КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ СВЯЗЫВАЮЩИЙ СЛОЙ | 2012 |
|
RU2610511C2 |
| КАУЧУКОВАЯ КОМПОЗИЦИЯ И ПНЕВМАТИЧЕСКАЯ ШИНА, ГДЕ ПРИМЕНЯЮТ ЭТУ КОМПОЗИЦИЮ | 2010 |
|
RU2559460C2 |
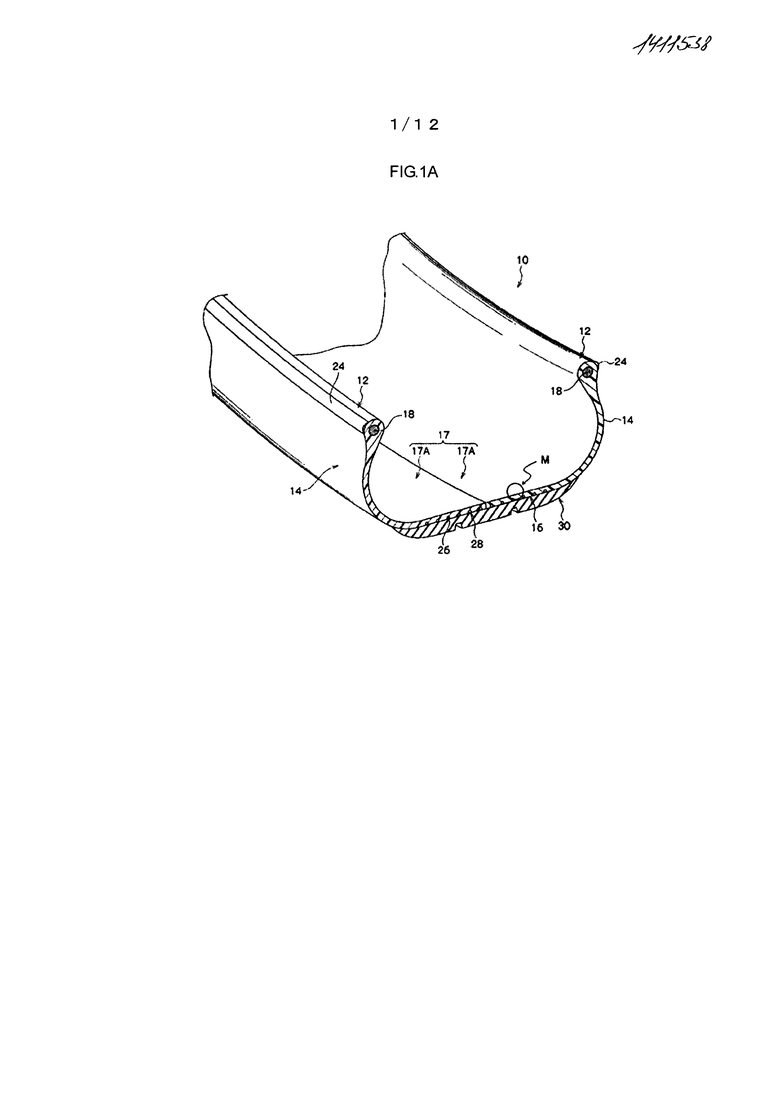
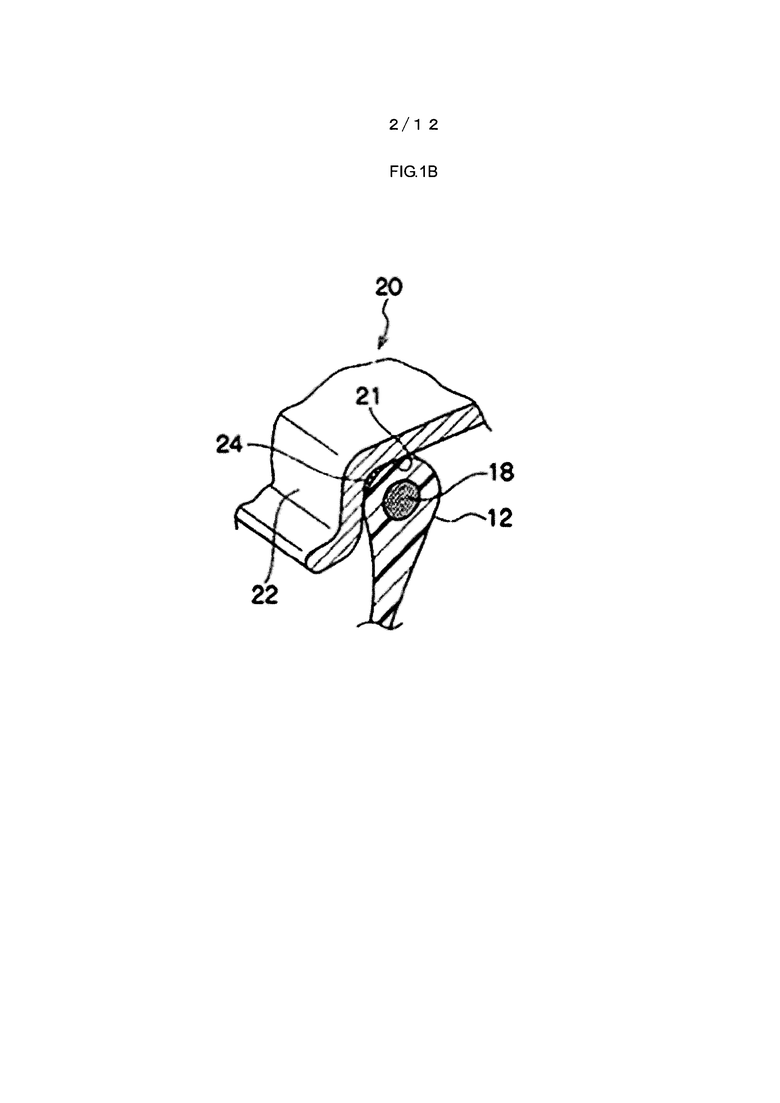
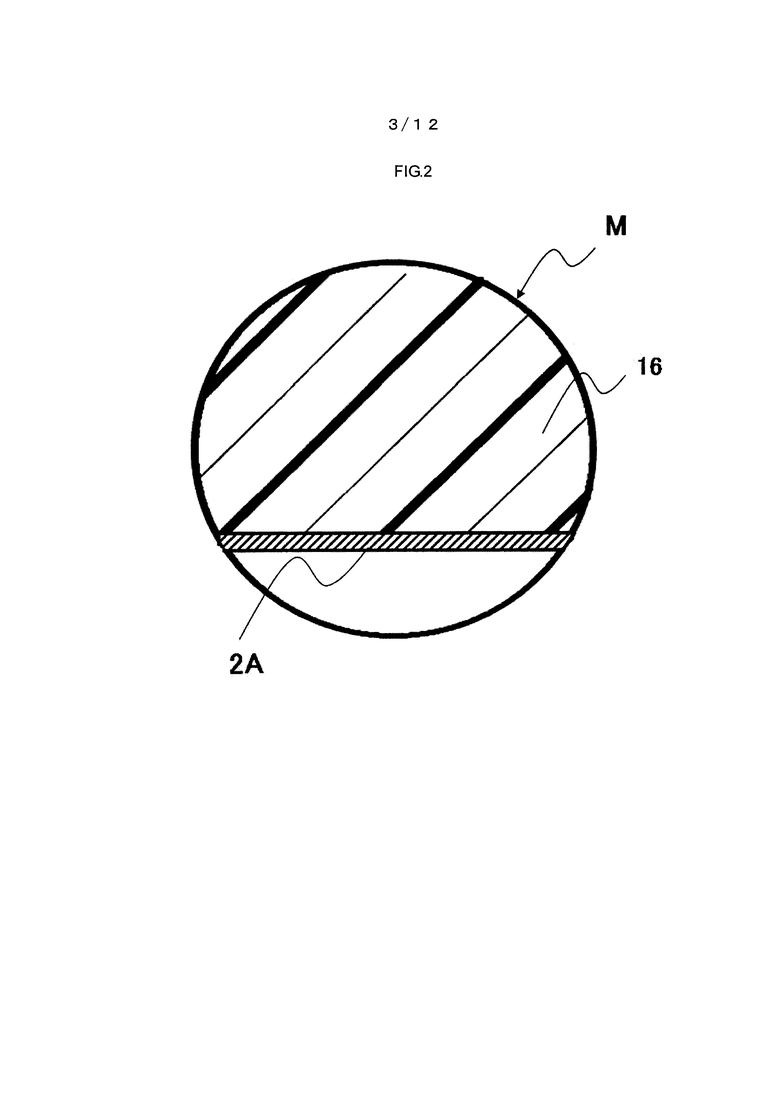
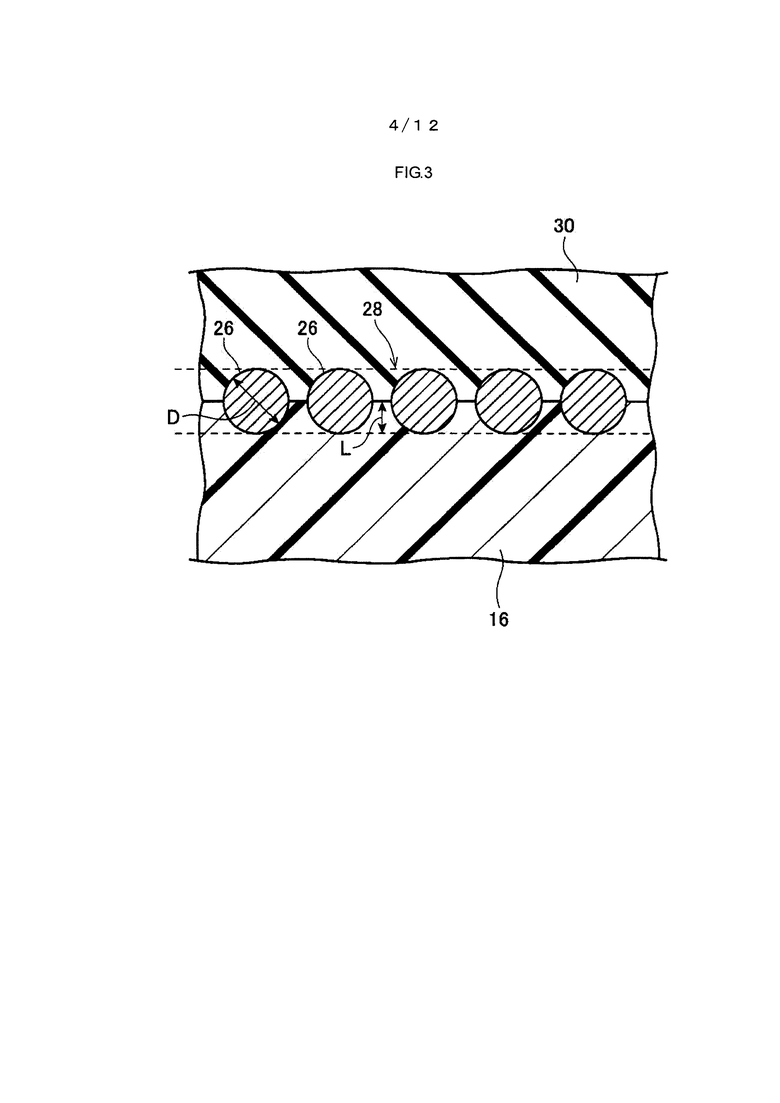
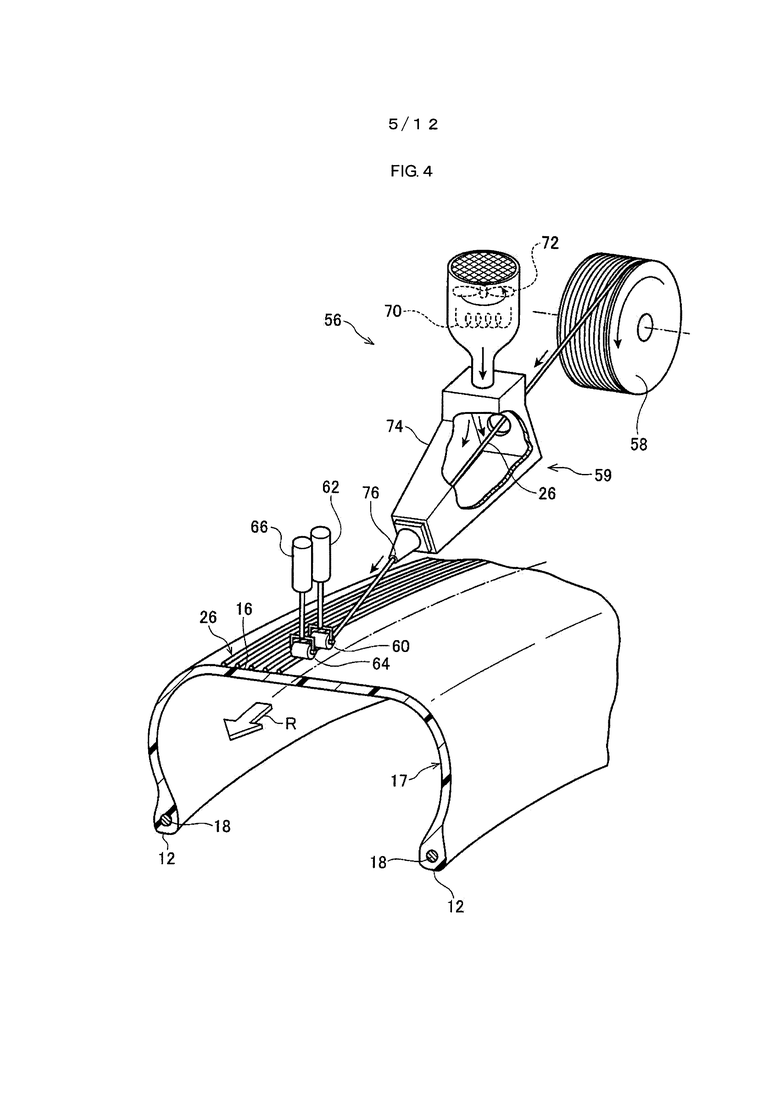

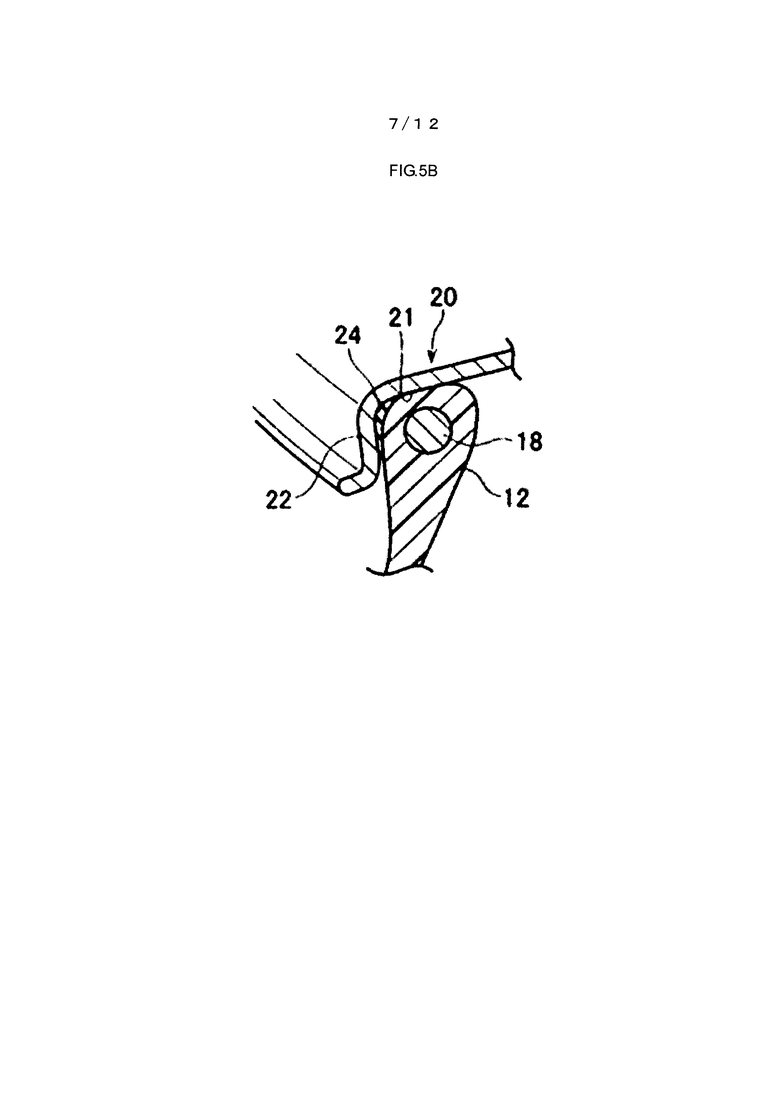
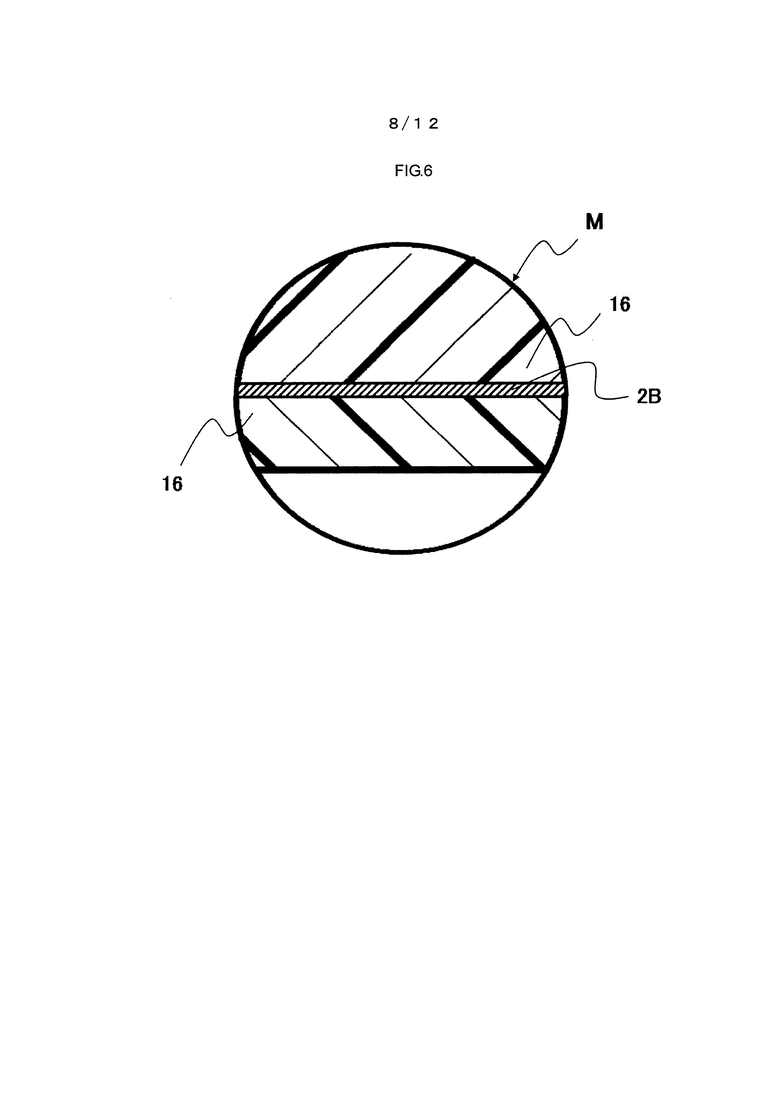
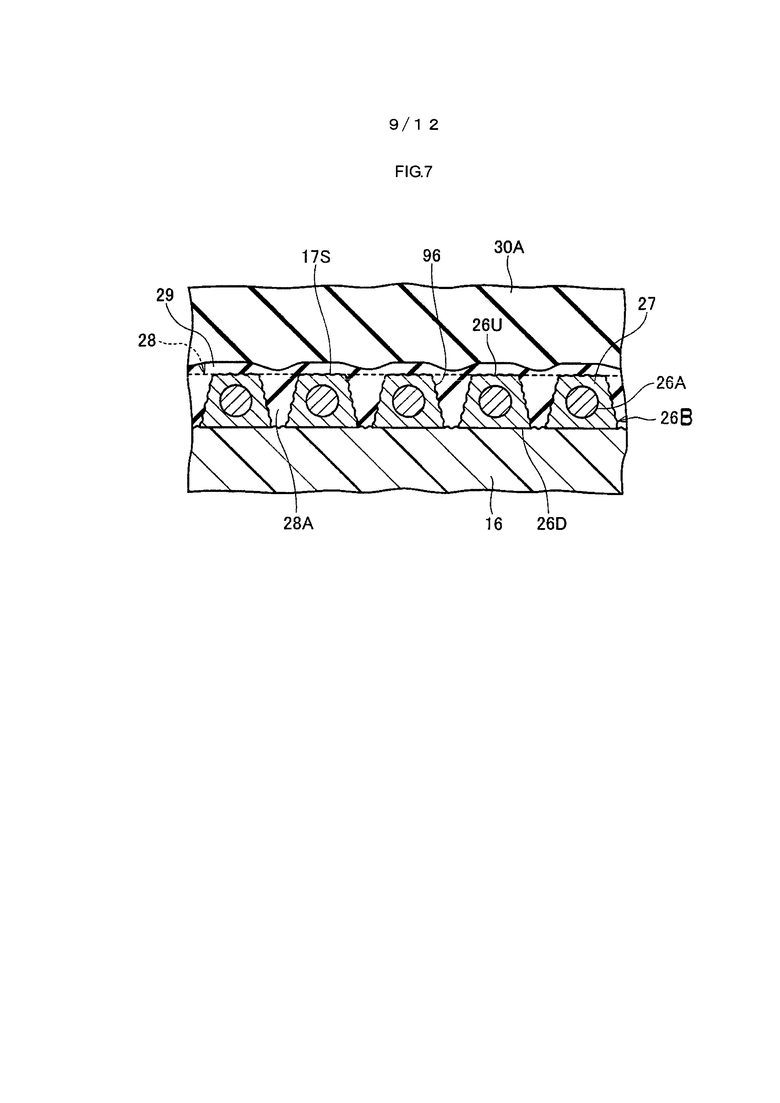
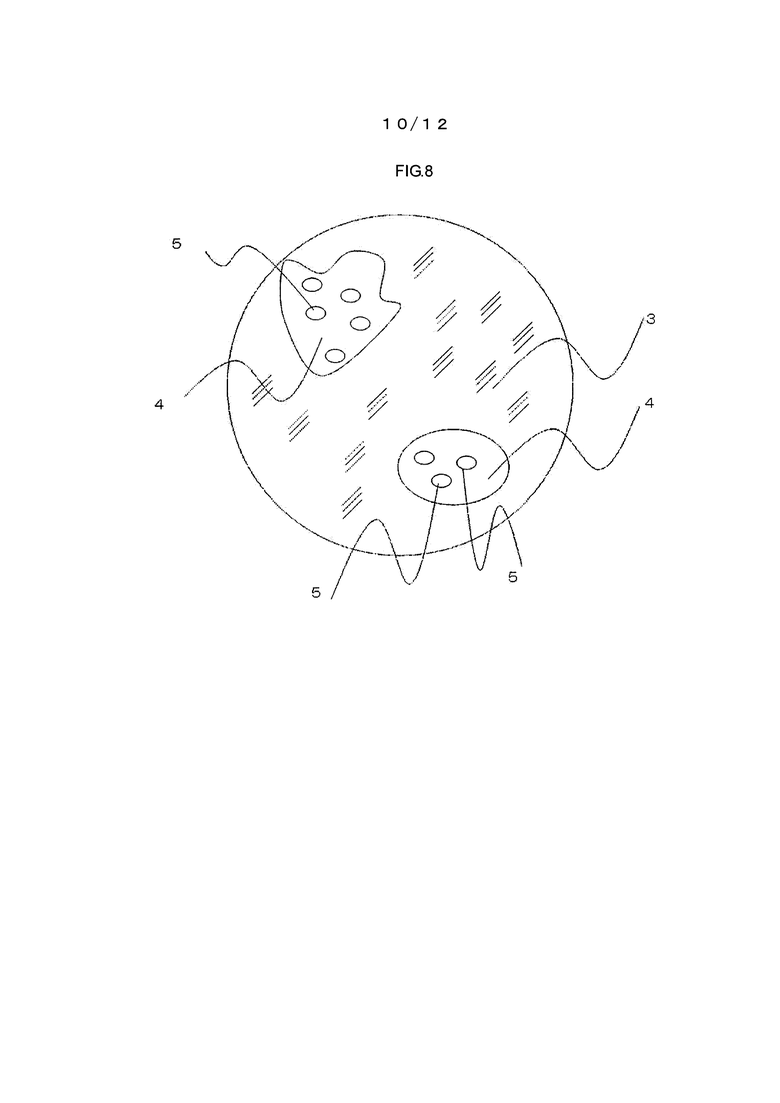


Изобретение относится к области машиностроения, а именно к шинам, скомпонованным из резины. Шина содержит кольцевое тело каркаса, которое сформовано из материала смолы и имеет слоистую структуру. Тело каркаса шины содержит слой, удерживающий газ, который имеет коэффициент газопроницаемости 2,0×10-15 см3·см/(см2·с·Па) при 80°C. Достигается облегчение шины и улучшение характеристик удержания газа в теле каркаса шины. 23 з.п. ф-лы, 10 ил., 3 табл.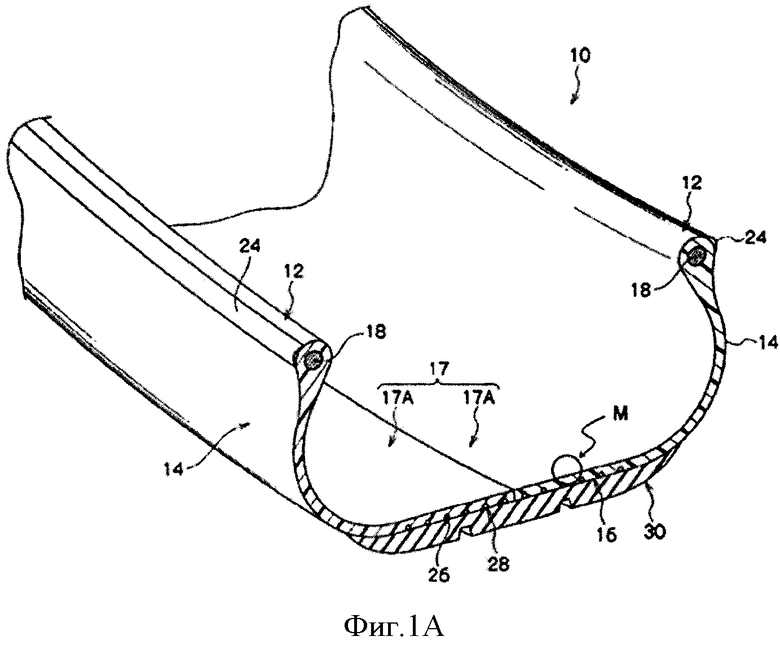
1. Шина, содержащая:
по меньшей мере кольцевое тело каркаса шины, которое сформовано из материала смолы и имеет слоистую структуру, при этом тело каркаса шины содержит по меньшей мере один слой, удерживающий газ, который имеет коэффициент газопроницаемости 2,0×10-15 см3·см/(см2·с·Па) или меньше при 80°C.
2. Шина по п. 1, в которой слой, удерживающий газ, содержит термопластичную смолу.
3. Шина по п. 2, в которой термопластичная смола представляет собой термопластичную смолу на основе полиамида или сополимер этилена и винилового спирта (EVOH).
4. Шина по любому из пп. 1-3, в которой напряжение слоя, удерживающего газ, при 4% удлинении растяжения составляет 70 МПа или меньше.
5. Шина по п. 1, в которой слой, удерживающий газ, содержит композицию смолы, образованную из термопластичной смолы на основе полиамида и эластомера, и имеет коэффициент газопроницаемости 2,0×10-14 см3·см/(см2·с·Па) или меньше при 80°C.
6. Шина по п. 5, в которой содержание эластомера относительно термопластичной смолы на основе полиамида составляет от 10% по объему до 48% по объему.
7. Шина по п. 5, в которой эластомер представляет собой термопластичный эластомер.
8. Шина по п. 6, в которой эластомер представляет собой термопластичный эластомер.
9. Шина по п. 7, в которой термопластичный эластомер представляет собой термопластичный эластомер на основе полиолефина.
10. Шина по п. 8, в которой термопластичный эластомер представляет собой термопластичный эластомер на основе полиолефина.
11. Шина по любому из пп. 5-10, в которой напряжение слоя, удерживающего газ, при 4% удлинении растяжения составляет 50 МПа или меньше.
12. Шина по любому из пп. 5-10, в которой эластомер представляет собой модифицированный эластомер или смесь модифицированного эластомера и немодифицированного эластомера.
13. Шина по любому из пп. 5-10, в которой слой, удерживающий газ, выполнен из термопластичной смолы на основе полиамида в качестве фазы «моря» и эластомера в качестве фазы «островов», причем термопластичная смола на основе полиамида диспергирована в виде разбросанных точек внутри фазы «островов» эластомера.
14. Шина по п. 1, в которой слой, удерживающий газ, содержит сополимер этилена и винилового спирта и эластомер.
15. Шина по п. 14, в которой содержание эластомера относительно сополимера этилена и винилового спирта составляет от 10 мас.% до 48 мас.%.
16. Шина по п. 14, в которой эластомер представляет собой термопластичный эластомер.
17. Шина по п. 15, в которой эластомер представляет собой термопластичный эластомер.
18. Шина по п. 16, в которой термопластичный эластомер представляет собой термопластичный эластомер на основе полиолефина.
19. Шина по п. 17, в которой термопластичный эластомер представляет собой термопластичный эластомер на основе полиолефина.
20. Шина по любому из пп. 14-19, в которой напряжение слоя, удерживающего газ, при 4% удлинении растяжения составляет 40 МПа или меньше.
21. Шина по любому из пп. 14-19, в которой эластомер представляет собой модифицированный эластомер или смесь модифицированного эластомера и немодифицированного эластомера.
22. Шина по любому из пп. 14-19, в которой слой, удерживающий газ, выполнен из сополимера этилена и винилового спирта в качестве фазы «моря» и эластомера в качестве фазы «островов», причем сополимер этилена и винилового спирта диспергирован в виде разбросанных точек внутри фазы «островов» эластомера.
23. Шина по п. 1, в которой материал смолы, формирующий тело каркаса шины, представляет собой термопластичную смолу.
24. Шина по п. 23, в которой термопластичная смола представляет собой термопластичный эластомер.
| СЛОИСТАЯ СТРУКТУРА С МАЛОЙ ВЛАГОПРОНИЦАЕМОСТЬЮ | 2006 |
|
RU2429973C2 |
| US 4625785 A, 02.12.1986 | |||
| US 8978720 B2, 17.03.2015. | |||

