ОБЛАСТЬ ТЕХНИКИ
Изобретение в общем случае относится к способу отделения гомогенных катализаторов от продуктов реакции гидрирования 1,2-диоксигенированных органических соединений. Говоря более конкретно, данное изобретение относится к способу экстракционного извлечения катализаторной композиции, содержащей рутений и 1,1,1-трис(диарил- или диалкилфосфинометил)алкан, из продукта гидрирования гликолевой кислоты. Извлеченная катализаторная система может быть отправлена на рецикл в технологический процесс гидрирования гликолевой кислоты и/или ее производных.
УРОВЕНЬ ТЕХНИКИ
Гомогенные рутений-фосфиновые катализаторы являются подходящими для использования при восстановлении 1,2-диоксигенированных органических соединений, таких как алкилоксалаты, гликолевая кислота и сложные эфиры гликолевой кислоты, для получения этиленгликоля. В частности, при восстановлении гликолевой кислоты для получения этиленгликоля использовали катализаторы, содержащие рутений в комбинации с тридентатными фосфорсодержащими лигандами, такими как, например, 1,1,1-трис(дифенилфосфинометил)этан (также известный под наименованием «трифос»). Однако данные катализаторные системы являются дорогостоящими, и их экономичное использование требует эффективного извлечения металла и лиганда из продуктов реакции.
Оптимизация извлечения катализаторной системы представляет собой сложную проблему, включающую несколько факторов, таких как, например, термическое разложение катализатора, эффективность способа извлечения катализатора и воздействие образования побочных продуктов реакции в реакторе на стадии как реакции, так и следующего дальше по ходу технологического потока отделения побочных продуктов.
Совокупный отходящий продукт из реактора может быть подвергнут переработке для извлечения катализаторной системы из продуктов и побочных продуктов реакции. В альтернативном варианте отходящий продукт из реактора может быть подвергнут переработке для удаления, по меньшей мере, части продуктов реакции, и все количество или часть сконцентрированного отходящего продукта из реактора могут быть подвергнуты переработке для извлечения катализаторной системы. Наименьший поток извлечения катализатора имеет место при концентрировании отходящего продукта из реактора и возвращении в реактор основной части сконцентрированного отходящего продукта из реактора, при этом неосновное количество сконцентрированного отходящего продукта из реактора - продувочный поток - перерабатывают для удаления побочных продуктов реакции и отправления катализаторной системы на рецикл в реактор.
Экстрагирование представляет собой привлекательный способ извлечения катализаторной системы из отходящего продукта из реактора благодаря тому, что экстрагирование легко может быть проведено при низких температурах, что сводит к минимуму термическое разложение катализаторных компонентов. Подача отходящего продукта из реактора непосредственно в экстрактор одного или нескольких побочных продуктов реакции делает возможным минимальное термическое разложение, но требует отделения любого количества воды, добавленного в экстрактор, от этиленгликолевого продукта. Это может экономически ограничивать количество воды, которое может быть добавлено в экстрактор, и уменьшить эффективность извлечения катализаторной системы. Концентрирование отходящего продукта из реактора до его подачи в экстрактор делает возможным достижение значительной гибкости в отношении количества воды, добавленной в экстрактор, но может увеличить термическое разложение катализаторных компонентов. Кроме того, стадия концентрирования обычно не будет приводить к удалению полиолов, которые при отправлении на рецикл в реактор могут образовывать нежелательные диолы, такие как 1,2-пропандиол и 1,2-бутандиол.
Желательным является способ эффективного извлечения рутений-1,1,1-трис(диарил- или диалкилфосфинометил)алкановых катализаторных композиций из отходящего продукта гидрирования гликолевой кислоты для доведения до максимума извлечения катализаторной системы при наименьших затратах в совокупном способе с учетом стадий как реакции, так и разделения для получения этиленгликоля.
КРАТКОЕ ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
Как обнаружили заявители, катализаторные композиции, содержащие рутений и тридентатные фосфорсодержащие лиганды, могут быть эффективно извлечены из продуктов реакции гидрирования гликолевой кислоты по способу экстрагирования. Поэтому один аспект изобретения представляет собой способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(а) от приблизительно 10 до приблизительно 99 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 50 массовых процентов воды и от приблизительно 0,5 до приблизительно 40 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и тридентатный лиганд, включающий, по меньшей мере, один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов; и
(ii) дополнительную воду, при этом исходное сырье содержит от приблизительно 5 до приблизительно 50 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды;
под действием первого экстрагента, содержащего
(i) гидрофобный растворитель, выбираемый из алканолов, содержащих от 4 до 20 атомов углерода, кетонов, содержащих от 5 до 20 атомов углерода, сложных эфиров, содержащих от 5 до 20 атомов углерода, простых эфиров, содержащих от 5 до 20 атомов углерода, карбоновых кислот, содержащих от 5 до 20 атомов углерода, и их смесей; и
(ii) необязательно гидрофильный растворитель;
с получением первой рафинатной фазы, содержащей основное количество этиленгликоля и неосновное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции и неосновное количество этиленгликоля, содержащегося в отходящем продукте гидрирования гликолевой кислоты;
(В) разделение первой рафинатной фазы и первой экстрактной фазы; и
(С) извлечение катализаторной композиции из первой экстрактной фазы стадии (В) посредством:
(i) экстрагирования первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В); или
(ii) перегонки первой экстрактной фазы стадии (В) для получения дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В).
Одним аспектом изобретения является способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(а) от приблизительно 40 до приблизительно 99 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 40 массовых процентов воды и от приблизительно 0,5 до приблизительно 40 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и 1,1,1-трис(дифенилфосфинометил)этан; и
(ii) дополнительную воду, при этом исходное сырье содержит от приблизительно 5 до приблизительно 40 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды;
под действием первого экстрагента, содержащего приблизительно от 60 до 100 массовых процентов 2-этилгексанола, пентанола, изобутилизобутирата, ундеканона, метилизобутилкетона, диизопропилового эфира или их смесей и от 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента, с получением первой рафинатной фазы, содержащей основное количество этиленгликоля и неосновное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции и неосновное количество этиленгликоля, содержащегося в отходящем продукте гидрирования гликолевой кислоты;
(В) разделение первой рафинатной фазы и первой экстрактной фазы; и
(С) экстрагирование первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В); и
(D) объединение второй рафинатной фазы стадии (С) с первым экстрагентом стадии (А) или перегонку второй рафинатной фазы стадии (С) с получением дистиллята в виде гидрофобного растворителя и объединение дистиллята в виде гидрофобного растворителя с первым экстрагентом стадии (А).
Одним аспектом изобретения является способ извлечения гомогенного катализатора, включающий
(А) введение водной смеси, содержащей гликолевую кислоту, сложные эфиры гликолевой кислоты, метилгликолят, олигомеры гликолевой кислоты или их смеси, в контакт с водородом в присутствии катализаторной композиции, содержащей рутений и 1,1,1-трис(дифенилфосфинометил)этан, с получением отходящего продукта гидрирования гликолевой кислоты, содержащего от приблизительно 80 до приблизительно 95 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 15 массовых процентов воды и от приблизительно 0,5 до приблизительно 15 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и катализаторной композиции;
(В) экстрагирование исходного сырья, содержащего отходящий продукт гидрирования гликолевой кислоты и дополнительную воду, где исходное сырье содержит от приблизительно 10 до приблизительно 30 массовых процентов воды в расчете на совокупное количество отходящего продукта гидрирования гликолевой кислоты и дополнительной воды, под действием первого экстрагента, содержащего от приблизительно 60 до 100 массовых процентов 2-этилгексанола и от 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента, с получением первой рафинатной фазы, содержащей основное количество этиленгликоля, содержащегося в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты;
(С) разделение первой рафинатной фазы и первой экстрактной фазы;
(D) экстрагирование первой экстрактной фазы стадии (C) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (C), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (C); и
(E) объединение второй экстрактной фазы стадии (D) с водной смесью стадии (А).
Один аспект изобретения представляет собой способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(а) от приблизительно 0,5 до приблизительно 50 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 50 массовых процентов воды и приблизительно от 25 до 99 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и тридентатный лиганд, включающий, по меньшей мере, один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов; и
(ii) дополнительную воду, при этом исходное сырье содержит от приблизительно 5 до приблизительно 95 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды;
под действием первого экстрагента, содержащего
(i) гидрофобный растворитель, выбираемый из алканолов, содержащих от 4 до 20 атомов углерода, кетонов, содержащих от 5 до 20 атомов углерода, сложных эфиров, содержащих от 5 до 20 атомов углерода, простых эфиров, содержащих от 5 до 20 атомов углерода, карбоновых кислот, содержащих от 5 до 20 атомов углерода, и их смесей; и
(ii) необязательно гидрофильный растворитель;
с получением первой рафинатной фазы, содержащей основное количество одного или нескольких побочных продуктов реакции и неосновное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции и неосновное количество одного или нескольких побочных продуктов реакции, содержащихся в отходящем продукте гидрирования гликолевой кислоты;
(В) разделение первой рафинатной фазы и первой экстрактной фазы; и
(С) извлечение катализаторной композиции из первой экстрактной фазы стадии (В) в результате:
(i) экстрагирования первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В); или
(ii) перегонки первой экстрактной фазы стадии (В) для получения дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В).
Одним аспектом изобретения является способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(а) от приблизительно 0,5 до приблизительно 30 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 30 массовых процентов воды и приблизительно от 40 до 99 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и 1,1,1-трис(дифенилфосфинометил)этан; и
(ii) дополнительную воду, при этом исходное сырье содержит от приблизительно 10 до приблизительно 90 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды;
под действием первого экстрагента, содержащего от приблизительно 60 до 100 массовых процентов 2-этилгексанола, бутанола, пентанола, изобутилизобутирата, ундеканона, метилизобутилкетона, диизопропилового эфира или их смесей и от 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента, с получением первой рафинатной фазы, содержащей основное количество одного или нескольких побочных продуктов реакции и неосновное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции и неосновное количество одного или нескольких побочных продуктов реакции, содержащихся в отходящем продукте гидрирования гликолевой кислоты;
(В) разделение первой рафинатной фазы и первой экстрактной фазы; и
(С) перегонку первой экстрактной фазы стадии (В) для получения дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В); и
(D) объединение дистиллята стадии (С) с первым экстрагентом стадии (А).
Одним аспектом изобретения является способ извлечения гомогенного катализатора, включающий
(А) введение водной смеси, содержащей гликолевую кислоту, сложные эфиры гликолевой кислоты, метилгликолят, олигомеры гликолевой кислоты или их смеси, в контакт с водородом в присутствии катализаторной композиции, содержащей рутений и 1,1,1-трис(дифенилфосфинометил)этан, с получением продукта гидрирования гликолевой кислоты, концентрирование продукта гидрирования гликолевой кислоты с получением отходящего продукта гидрирования гликолевой кислоты, содержащего от приблизительно 0,5 до приблизительно 20 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 20 массовых процентов воды и от приблизительно 70 до приблизительно 99 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и катализаторной композиции;
(В) экстрагирование исходного сырья, содержащего отходящий продукт гидрирования гликолевой кислоты и дополнительную воду, где исходное сырье содержит от приблизительно 10 до приблизительно 85 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды, под действием первого экстрагента, содержащего от приблизительно 60 до 100 массовых процентов пентанола и от приблизительно 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента, с получением первой рафинатной фазы, содержащей основное количество одного или нескольких побочных продуктов реакции, содержащихся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты;
(С) разделение первой рафинатной фазы и первой экстрактной фазы;
(D) перегонку первой экстрактной фазы стадии (С) с получением дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (С), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (С); и
(E) объединение кубового остатка стадии (С) с водной смесью стадии (А).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГУРА 1 представляет собой технологическую блок-схему для одного варианта осуществления изобретения, в котором поток гидрированной гликолевой кислоты подвергают прямому экстрагированию под действием гидрофобного растворителя для получения обогащенного по катализатору экстракта, который подвергают обратному экстрагированию под действием гидрофильного растворителя и возвращают в зону реакции гидрирования.
ФИГУРА 2 представляет собой технологическую блок-схему для еще одного варианта осуществления изобретения, в котором гидрофобный растворитель из экстрактора обратного экстрагирования извлекают в зоне разделения и объединяют с обогащенным по катализатору гидрофобным экстрактом из экстрактора прямого экстрагирования.
ФИГУРА 3 представляет собой технологическую блок-схему, иллюстрирующую еще один вариант осуществления изобретения, в котором зона прямого экстрагирования функционирует в варианте фракционного противоточного экстрагирования.
ФИГУРА 4 представляет собой технологическую блок-схему для еще одного другого варианта осуществления изобретения, в котором способ экстрагирования, проиллюстрированный на ФИГУРЕ 2, дополнительно модифицируют дополнительными потоками фракционного экстрагирования.
ФИГУРА 5 представляет собой технологическую блок-схему для еще одного другого варианта осуществления изобретения, в котором продукт гидрирования гликолевой кислоты сначала фракционируют на поток, обогащенный по этиленгликолю, и на концентрированный отходящий продукт гидрирования гликолевой кислоты, а отходящий продукт гидрирования гликолевой кислоты подвергают воздействию способа экстрагирования, проиллюстрированного на ФИГУРЕ 2.
ФИГУРА 6 представляет собой технологическую блок-схему для еще одного варианта осуществления изобретения, в котором способ обратного экстрагирования, проиллюстрированный на ФИГУРЕ 5, заменен на ректификационную колонну.
ФИГУРА 7 представляет собой технологическую блок-схему многоступенчатого экстрактора.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает способ извлечения и отправления на рецикл гомогенных катализаторных композиций, содержащих рутений и тридентатные фосфорсодержащие лиганды, из продуктов гидрирования гликолевой кислоты. Поэтому в одном общем варианте осуществления изобретение предлагает способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(а) от приблизительно 10 до приблизительно 99 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 50 массовых процентов воды и приблизительно от 0,5 до 40 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и тридентатный лиганд, включающий, по меньшей мере, один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов; и
(ii) дополнительную воду, при этом исходное сырье содержит от приблизительно 5 до приблизительно 50 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды;
под действием первого экстрагента, содержащего
(i) гидрофобный растворитель, выбираемый из алканолов, содержащих от 4 до 20 атомов углерода, кетонов, содержащих от 5 до 20 атомов углерода, сложных эфиров, содержащих от 5 до 20 атомов углерода, простых эфиров, содержащих от 5 до 20 атомов углерода, карбоновых кислот, содержащих от 5 до 20 атомов углерода, и их смесей; и
(ii) необязательно гидрофильный растворитель;
с получением первой рафинатной фазы, содержащей основное количество этиленгликоля и неосновное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции и неосновное количество этиленгликоля, содержащегося в отходящем продукте гидрирования гликолевой кислоты;
(В) разделение первой рафинатной фазы и первой экстрактной фазы; и
(С) извлечение катализаторной композиции из первой экстрактной фазы стадии (В) в результате:
(i) экстрагирования первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В); или
(ii) перегонки первой экстрактной фазы стадии (В) для получения дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В).
Если только не будет указано другого, то все числа, отображающие количества ингредиентов, свойства, такие как молекулярная масса, условия проведения реакции и тому подобное, что используют в описании изобретения и формуле изобретения, должны пониматься как во всех случаях модифицированные термином «приблизительно». В соответствии с этим, если только не будет указано противоположного, то численные параметры, представленные в следующем далее описании изобретения и прилагаемой формуле изобретения, представляют собой приближения, которые могут варьироваться в зависимости от желательных свойств, предполагаемых для получения в настоящем изобретении. В самом крайнем случае, каждый численный параметр должен восприниматься, по меньшей мере, в свете количества представленных значащих разрядов и при использовании обычных методик округления. Кроме того, диапазоны, указанные в данном описании изобретения и формуле изобретения, предполагают включение конкретно всего диапазона, а не просто граничных точек (точки). Например, диапазон, указанный как заключенный в пределы от 0 до 10, предполагает описание всех целых чисел в диапазоне от 0 до 10, таких как, например, 1, 2, 3, 4 и тому подобное, всех дробных чисел в диапазоне от 0 до 10, например, 1,5, 2,3, 4,57, 6,1113 и тому подобное, и граничных точек 0 и 10. Кроме того, диапазон, связанный с группами химических заместителей, такой как, например, «С1-С5 углеводороды», предполагает конкретное включение и описание С1 и С5 углеводородов, а также С2, С3 и С4 углеводородов.
Кроме того, необходимо понимать то, что упоминание одной или нескольких технологических стадий не исключает наличия дополнительных технологических стадий до или после объединенных указанных стадий или технологических стадий, проводимых между данными однозначно указанными стадиями. Кроме того, именование технологических стадий или ингредиентов представляет собой удобный способ указания на дискретные действия или ингредиенты, и указанное именование может быть скомпоновано в любой последовательности, если только не будет указано другого.
В соответствии с использованием в настоящем документе термин «и/или» при использовании в перечне из двух и более позиций обозначает то, что любая одна из перечисленных позиций может быть использована сама по себе, или может быть использована любая комбинация из двух и более перечисленных позиций. Например, в случае описания композиции как содержащей компоненты А, В и/или С, композиция может содержать А индивидуально; В индивидуально; С индивидуально; А и В в комбинации; А и С в комбинации; В и С в комбинации; или А, В и С в комбинации.
В соответствии с использованием в настоящем документе термин «исходное сырье» предполагает свое обычно понимаемое значение в технологии жидкостно-жидкостного экстрагирования, то есть раствор, который содержит экстрагируемые или разделяемые материалы. В настоящем изобретении одним примером исходного сырья является продукт реакции или отходящий продукт гидрирования водной гликолевой кислоты, который обычно содержит одно или несколько соединений, выбираемых из этиленгликоля, непрореагировавшей гликолевой кислоты, этиленгликолевых сложных моно- и диэфиров гликолевой кислоты, олигомеров гликолевой кислоты, сложных эфиров олигомеров гликолевой кислоты, других побочных продуктов реакции, и гомогенную катализаторную композицию, содержащую рутений и тридентатный фосфиновый лиганд, включающий 1,1,1-трис(диарилфосфинометил)алкан или 1,1,1-трис(диалкилфосфинометил)алкан. Еще одним примером исходного сырья является обогащенный по катализатору гидрофобный экстракт от экстрагирования отходящего продукта реакции гидрирования гликолевой кислоты, который впоследствии может быть экстрагирован под действием гидрофильного растворителя для извлечения катализаторной композиции в форме, подходящей для использования при отправлении на рецикл в реакцию гидрирования без дополнительной очистки. Исходное сырье или отходящий продукт гидрирования гликолевой кислоты также могут содержать различные продукты разложения тридентатного фосфинового лиганда, полученные в реакции, и один или несколько растворителей. Термин «экстракционный растворитель» в соответствии с использованием в настоящем документе предполагает быть синонимичным с термином «экстрагент» или «растворитель» и предполагает обозначение несмешиваемой жидкости, которую используют в способе экстрагирования для экстрагирования материалов или растворенных веществ из исходного сырья. В настоящем изобретении одним примером экстракционного растворителя является алканол, включающий алкил, содержащий от 4 до 20 атомов углерода, и, по меньшей мере, один ОН-фрагмент, такой как 2-этилгексанол или пентанол. Термин «экстракт» обозначает несмешиваемую жидкость, остающуюся от экстракционного растворителя после его введения в контакт с исходным сырьем. Термин «рафинат» предполагает обозначение жидкой фазы, остающейся от исходного сырья после его введения в контакт с экстракционным растворителем. Термин «промывной растворитель» понимается как обозначение жидкости, использующейся для промывания или улучшения степени чистоты рафинатной или экстрактной фазы. Подобным образом, разделение может быть проведено в результате перегонки - термического способа разделения жидкостей в результате испарения и последующей конденсации пара. Термин «дистиллят» в соответствии с использованием в настоящем документе относится к сконденсированному пару. Термин «кубовый остаток» в соответствии с использованием в настоящем документе относится к остающейся жидкости. В одном непрерывном способе перегонки поток дистиллята выходит из верха ректификационной колонны, а поток кубового остатка выходит из низа ректификационной колонны.
Способ по изобретению предлагает извлечение гомогенной рутениевой катализаторной композиции из отходящего продукта гидрирования гликолевой кислоты. Термин «отходящий продукт гидрирования гликолевой кислоты» в соответствии с использованием в настоящем документе понимается как обозначение жидкого продукта реакции, являющегося результатом введения гликолевой кислоты, одного или нескольких сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров сложных эфиров гликолевой кислоты или их смеси в контакт с водородом в присутствии гомогенного рутениевого катализатора в условиях гидрирования по температуре и давлению, обеспечивающих получение этиленгликоля. Отходящий продукт гидрирования гликолевой кислоты может быть жидким продуктом непосредственно из реактора. Отходящий продукт гидрирования гликолевой кислоты также относится к продуктам реакции, побочным продуктам реакции и гомогенной рутениевой катализаторной композиции, остающейся после одной или нескольких прерывающих стадий удаления, по меньшей мере, части этиленгликолевого продукта и/или концентрирования гомогенного рутениевого катализатора. Термин «побочные продукты реакции» включает побочные продукты от побочных реакций, промежуточные соединения реакций и непрореагировавшее исходное сырье. Побочные продукты реакции включают нижеследующее, но не ограничиваются только этим: гликолевая кислота, олигомеры гликолевой кислоты, олигомеры этиленгликоля, сложные эфиры гликолевой кислоты, 1,2-пропандиол, 1,2-бутандиол и полиолы. Термин «гликолевая кислота» в соответствии с использованием в настоящем документе предполагает включение гликолевой кислоты и любых производных гликолевой кислоты, которые могут присутствовать в реакции между формальдегидом и монооксидом углерода с образованием гликолевой кислоты или при последующем гидрировании гликолевой кислоты для получения этиленгликоля. Данные производные гликолевой кислоты включают нижеследующее, но не ограничиваются только этим: метилгликолят, сложные моно- и диэфиры этиленгликоля с гликолевой кислотой, различные олигомеры гликолевой кислоты или сложных эфиров гликолевой кислоты или их смеси. Термин «сложные эфиры гликолевой кислоты» в соответствии с использованием в настоящем документе понимается как обозначение сложного эфира, полученного в результате реакции между гликолевой кислотой или одним или несколькими олигомерами гликолевой кислоты и спиртом, диолом или полиолом. Примерами сложных эфиров гликолевой кислоты являются этиленгликолевые сложные эфиры гликолевой кислоты, которые могут представлять собой этиленгликолевый сложный моноэфир гликолевой кислоты или олигомера гликолевой кислоты, этиленгликолевый сложный диэфир гликолевой кислоты или олигомера гликолевой кислоты или смесь из этиленгликолевых сложных моно- и диэфиров гликолевой кислоты или олигомеров гликолевой кислоты. Термин «олигомеры гликолевой кислоты» предполагает наличие своего значения, обычно понимаемого на современном уровне техники, то есть димер, тример или низкомолекулярный полимер гликолевой кислоты или сложного эфира гликолевой кислоты, обычно содержащий от 2 до приблизительно 20 повторяющихся звеньев. Более часто олигомеры гликолевой кислоты могут содержать от 2 до приблизительно 6 повторяющихся звеньев. Термин «олигомеры этиленгликоля» в соответствии с использованием в настоящем документе относится к диэтиленгликолю, триэтиленгликолю и другим низкомолекулярным полимерам этиленгликоля, обычно содержащим от 2 до приблизительно 20 повторяющихся звеньев. Термин «полиол» в соответствии с использованием в настоящем документе относится к соединению, содержащему более чем два ОН-фрагмента.
Отходящий продукт гидрирования гликолевой кислоты по настоящему изобретению может быть получен в результате введения определенной выше гликолевой кислоты в контакт с водородом при повышенных давлениях и температурах в присутствии гомогенных рутениевых катализаторных композиций, описанных в настоящем документе. Таким образом, например, этиленгликоль может быть получен из гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты, сложных эфиров олигомеров гликолевой кислоты или их смесей. Гликолевая кислота может быть получена из любого источника, известного на современном уровне техники, например, из коммерческих источников. Термин «гомогенный катализатор» в соответствии с использованием в настоящем документе относится к любому рутениевому соединению, такому как, например, рутений-фосфиновое координационное соединение, которое является растворимым или частично растворимым в реакционной смеси. Подобные способы описывались на современном уровне техники, как например, в описании патента США № 7615671. В дополнение к непрореагировавшей гликолевой кислоте и компонентам катализатора гидрирования продукт реакции гидрирования гликолевой кислоты обычно может содержать этиленгликолевые сложные моно- и бисэфиры гликолевой кислоты, олигомеры этиленгликоля, гликолевую кислоту, олигомеры гликолевой кислоты, обычно содержащие от 2 до 6 повторяющихся звеньев гликолевой кислоты, этиленгликолевые сложные бис- и моноэфиры олигомеров гликолевой кислоты, обычно содержащих от двух до шести звеньев гликолевой кислоты, воду и этиленгликоль.
Термин «основное количество» в соответствии с использованием в настоящем документе относится к более чем 50 массовым процентам. Например, в случае покидания основным количеством этиленгликоля в исходном сырье стадии экстрагирования в рафинате экстрактор в рафинате будут покидать более чем 50 массовых процентов этиленгликоля, поданного в экстрактор. Термин «неосновное количество» в соответствии с использованием в настоящем документе относится к менее чем 50 массовым процентам.
Реакцию гидрирования гликолевой кислоты проводят в течение периода времени, достаточного для получения желательных продуктов при одновременном сведении к минимуму нежелательных побочных продуктов. Специалисты в соответствующей области техники должны понимать то, что время реакции будет отчасти зависеть от таких факторов, как температура, давление, концентрация катализатора, природа и соотношение количеств исходных материалов и тому подобное. Время реакции обычно будет находиться в диапазоне от приблизительно половины до приблизительно 200 часов и более. Например, время реакции может находиться в диапазоне от менее чем приблизительно одного до приблизительно 10 часов.
Гидрирование гликолевой кислоты и получающийся в результате отходящий продукт гидрирования гликолевой кислоты могут включать растворитель. Растворитель может представлять собой воду или гидрофильный органический растворитель. Термин «гидрофильный» в соответствии с использованием в настоящем документе понимается как обозначение того, что равные объемы растворителя и воды являются полностью смешиваемыми при температуре способов реакции или экстрагирования, описанных в настоящем документе. Подобно этому, термин «гидрофобный» понимается как обозначение того, что равные объемы растворителя и воды являются несмешиваемыми или только частично смешиваемыми при температуре реакции или экстрагирования, описанной в настоящем документе. Растворитель должен растворять катализаторные компоненты и реагенты и не должен исполнять функцию каталитического яда. Примеры гидрофильных органических растворителей включают низшие спирты, исходные материалы реакции гидрирования гликолевой кислоты и продукты реакции гидрирования гликолевой кислоты. Некоторые конкретные примеры гидрофильных органических растворителей включают метанол, этанол, пропанол, изопропанол, этиленгликоль, гликолевую кислоту, сложные эфиры гликолевой кислоты, олигомеры гликолевой кислоты и сложных эфиров гликолевой кислоты, 1,2-пропиленгликоль, 1,3-пропиленгликоль, 2-метил-1,3-пропандиол, неопентилгликоль, 2-этилгексанол, 1,4-бутандиол, диэтиленгликоль, триэтиленгликоль, глицерин, метоксиэтанол и их смеси.
Способ заявителей включает экстрагирование отходящего продукта гидрирования гликолевой кислоты, содержащего от приблизительно 10 до приблизительно 99 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 50 массовых процентов воды и от приблизительно 0,5 до приблизительно 40 массовых процентов одного или нескольких побочных продуктов реакции; от приблизительно 40 до приблизительно 99 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 40 массовых процентов воды и от приблизительно 0,5 до приблизительно 40 массовых процентов одного или нескольких побочных продуктов реакции; или от приблизительно 80 до приблизительно 95 массовых процентов этиленгликоля, от приблизительно 1 до приблизительно 15 массовых процентов воды и от приблизительно 1 до приблизительно 15 массовых процентов одного или нескольких побочных продуктов реакции, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты. Один или несколько побочных продуктов реакции могут быть выбраны из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов.
Дополнительные примеры включают отходящий продукт гидрирования гликолевой кислоты, содержащий этиленгликоль в количестве в диапазоне от приблизительно 10 до приблизительно 99 массовых процентов, от приблизительно 10 до приблизительно 95 массовых процентов, от приблизительно 10 до приблизительно 90 массовых процентов, от приблизительно 10 до приблизительно 80 массовых процентов; от приблизительно 20 до приблизительно 99 массовых процентов, от приблизительно 20 до приблизительно 95 массовых процентов, от приблизительно 20 до приблизительно 90 массовых процентов, от приблизительно 20 до приблизительно 80 массовых процентов; от приблизительно 30 до приблизительно 99 массовых процентов, от приблизительно 30 до приблизительно 95 массовых процентов, от приблизительно 30 до приблизительно 90 массовых процентов, от приблизительно 30 до приблизительно 80 массовых процентов; от приблизительно 40 до приблизительно 99 массовых процентов, от приблизительно 40 до приблизительно 95 массовых процентов, от приблизительно 40 до приблизительно 90 массовых процентов, от приблизительно 40 до приблизительно 80 массовых процентов; от приблизительно 50 до приблизительно 99 массовых процентов, от приблизительно 50 до приблизительно 95 массовых процентов, от приблизительно 50 до приблизительно 90 массовых процентов, от приблизительно 50 до приблизительно 80 массовых процентов; от приблизительно 75 до приблизительно 99 массовых процентов, от приблизительно 75 до приблизительно 95 массовых процентов, от приблизительно 75 до приблизительно 90 массовых процентов, от приблизительно 75 до приблизительно 80 массовых процентов; от приблизительно 80 до приблизительно 99 массовых процентов, от приблизительно 80 до приблизительно 95 массовых процентов, от приблизительно 80 до приблизительно 90 массовых процентов; от приблизительно 85 до приблизительно 99 массовых процентов, от приблизительно 85 до приблизительно 95 массовых процентов или от приблизительно 85 до приблизительно 90 массовых процентов, в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты.
Дополнительные примеры включают отходящий продукт гидрирования гликолевой кислоты, содержащий воду в количестве в диапазоне от приблизительно 0,5 до приблизительно 50 массовых процентов, от приблизительно 0,5 до приблизительно 40 массовых процентов, от приблизительно 0,5 до приблизительно 30 массовых процентов, от приблизительно 0,5 до приблизительно 25 массовых процентов, от приблизительно 0,5 до приблизительно 20 массовых процентов, от приблизительно 0,5 до приблизительно 15 массовых процентов, от приблизительно 0,5 до приблизительно 10 массовых процентов; от приблизительно 1 до приблизительно 50 массовых процентов, от приблизительно 1 до приблизительно 40 массовых процентов, от приблизительно 1 до приблизительно 30 массовых процентов, от приблизительно 1 до приблизительно 25 массовых процентов, от приблизительно 1 до приблизительно 20 массовых процентов, от приблизительно 1 до приблизительно 15 массовых процентов, от приблизительно 1 до приблизительно 10 массовых процентов; от приблизительно 5 до приблизительно 50 массовых процентов, от приблизительно 5 до приблизительно 40 массовых процентов, от приблизительно 5 до приблизительно 30 массовых процентов, от приблизительно 5 до приблизительно 25 массовых процентов, от приблизительно 5 до приблизительно 20 массовых процентов, от приблизительно 5 до приблизительно 15 массовых процентов или от приблизительно 5 до приблизительно 10 массовых процентов, в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты.
Дополнительные примеры включают отходящий продукт гидрирования гликолевой кислоты, содержащий один или несколько побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, в количестве в диапазоне от приблизительно 0,5 до приблизительно 50 массовых процентов, от приблизительно 0,5 до приблизительно 40 массовых процентов, от приблизительно 0,5 до приблизительно 30 массовых процентов, от приблизительно 0,5 до приблизительно 25 массовых процентов, от приблизительно 0,5 до приблизительно 20 массовых процентов, от приблизительно 0,5 до приблизительно 15 массовых процентов, от приблизительно 0,5 до приблизительно 10 массовых процентов; от приблизительно 1 до приблизительно 50 массовых процентов, от приблизительно 1 до приблизительно 40 массовых процентов, от приблизительно 1 до приблизительно 30 массовых процентов, от приблизительно 1 до приблизительно 25 массовых процентов, от приблизительно 1 до приблизительно 20 массовых процентов, от приблизительно 1 до приблизительно 15 массовых процентов, от приблизительно 1 до приблизительно 10 массовых процентов; от приблизительно 5 до приблизительно 50 массовых процентов, от приблизительно 5 до приблизительно 40 массовых процентов, от приблизительно 5 до приблизительно 30 массовых процентов, от приблизительно 5 до приблизительно 25 массовых процентов, от приблизительно 5 до приблизительно 20 массовых процентов, от приблизительно 5 до приблизительно 15 массовых процентов или от приблизительно 5 до приблизительно 10 массовых процентов, в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты.
Реакция гидрирования может быть проведена в умеренных условиях при использовании широкого спектра методик, известных на современном уровне техники. Обычно давление водорода над реакционной смесью может находиться в диапазоне от приблизительно 3,5 до приблизительно 27 мегапаскалей (МПа). Меньшие давления в общем случае в результате будут приводить к получению меньшей скорости реакции. Более высокие давления приводят к более высокой скорости реакции, но это компенсируется более высокими эксплуатационными расходами. Один типичный температурный диапазон для реакции гидрирования заключен в пределах от приблизительно 150 до приблизительно 220°С. Например, гидрирование гликолевой кислоты может быть проведено при температуре в диапазоне от приблизительно 180 до приблизительно 210°С и при давлении в диапазоне от приблизительно 6 до приблизительно 16 МПа. Водородное исходное сырье может содержать, по меньшей мере, 95% (моль.) водорода или в еще одном примере более чем 99% (моль.) водорода.
Для реакции гидрирования при получении продукта гидрирования гликолевой кислоты могут быть использованы любые из известных конструкций или конфигураций реактора гидрирования. Например, способ может быть реализован периодическим образом в автоклаве в результате введения гликолевой кислоты в контакт с водородом в присутствии катализаторных композиций, описанных в настоящем документе. Для специалистов в соответствующей области техники должно быть очевидно то, что в данном изобретении могут быть использованы и другие схемы реакторов. Например, реакция гидрирования может быть проведена во множестве зон реакции, расположенных последовательно, параллельно, или она может быть проведена периодически или непрерывно в трубчатой зоне реакции идеального вытеснения или в последовательности из таких зон при необходимости с отправлением на рецикл неизрасходованных материалов субстрата исходного сырья. Стадии реакции могут быть проведены при пошаговом добавлении одного из материалов субстрата исходного сырья к другим. Кроме того, стадии реакции могут быть объединены в результате совместного добавления материалов субстрата исходного сырья.
Способ гидрирования гликолевой кислоты и его отходящий продукт включают катализаторную композицию, содержащую рутений и тридентатный лиганд, включающий, по меньшей мере, один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов. На источник рутения никаких конкретных ограничений не накладывают, и им может быть любое соединение рутения, которое является растворимым в реакционной среде реакции гидрирования. Некоторые неограничивающие примеры рутениевых соединений включают рутениевые соли, гидридные комплексы, карбонильные соединения, галогениды, оксиды, фосфиновые комплексы и их смеси. Подходящие для использования рутениевые соли включают рутениевые карбоксилаты и ацетилацетонаты. Например, рутениевое соединение может включать ацетилацетонатные или диацетатные соли рутениевого координационного соединения, включающие любые из тридентатных лигандов, предложенных в настоящем документе.
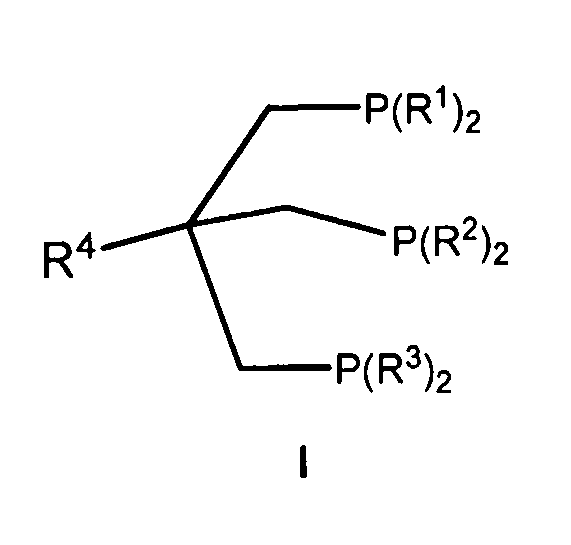
Тридентатный лиганд может включать, по меньшей мере, один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов, описывающихся формулой (I):
 ,
,
где R4 представляет собой замещенный или незамещенный прямо- или разветвленно-цепочечный алкильный радикал, содержащий от 1 до 40 атомов углерода, или замещенный или незамещенный циклоалифатический радикал, содержащий от 6 до 40 атомов углерода; и каждый из R1, R2, R3 независимо может представлять собой замещенный или незамещенный алкильный радикал, содержащий от 1 до 40 атомов углерода, замещенный или незамещенный арильный радикал, содержащий от 6 до 20 атомов углерода, или замещенный или незамещенный циклоалифатический радикал, содержащий от 6 до 20 атомов углерода.
Алкильные радикалы, представленные обозначениями R1, R2, R3 и R4, могут быть замещены любой группой, которая не создает помех для реакции гидрирования, такой как, например, группа гидроксила, простого эфира, галогена, сульфоновой кислоты, карбоновой кислоты и тому подобного. Примеры замещенных и незамещенных алкильных радикалов включают нижеследующее, но не ограничиваются только этим: метил, этил, цианометил, нитрометил, гидроксиметил, трифенилметилоксиметил, пропионилоксиметил, аминометил, карбоксиметил, метоксиметил, этоксиметил, бутоксиметил, трет-бутоксиметил, ацетоксиметил, хлорметил, бромметил, йодметил, 6-гидроксигексил, 2,4-дихлор(н-бутил), 2-амино(изопропил), н-пропил, изопропил, изобутил, н-бутил, третичный бутил, пентил, гексил, 2-этилгексил, октил, децил и их различные изомеры.
Примеры замещенных и незамещенных циклоалкильных радикалов включают нижеследующее, но не ограничиваются только этим: циклопропил, циклобутил, гидроксиметилциклобутил, циклопентил, циклогексил, циклогептил, 2-метилциклопропил, 4-метилциклогексил, 4-(изопропил)циклогексилэтил или 2-метилциклопропилпентил и тому подобное. Примерами замещенных и незамещенных арильных радикалов являются фенил, нафтил, антраценил, 4-хлорфенил, 2,6-дихлорфенил, 2,5-дихлорфенил, 3,4-дихлорфенил, 3-хлорфенил, 3-бромфенил, 4-броминденил, 3,4-дибромфенил, 3,4-дибромнафтил, 3-хлор-4-фторфенил, 2-фторфенил, 4-гидроксифенил, 3-гидроксифенил, 2,4-дигидроксифенил, 4-цианофенил, 4-метилфенил, 2,4-диметилфенил, 2-метилнафтил, 4-(изопропил)фенил, 4-этилнафтил, 3-(н-пропил)фенил, 2,6-диметоксифенил, 4-метоксифенил, 3-этоксиинденил, 4-(изопропокси)фенил, 4-(трет-бутокси)фенил, 3-этокси-4-метоксифенил, 3- или 4-трифторметилфенил, 3,4-ди(гидроксиметил)фенил, 2-(аминометил)фенил и 3-(метилсульфониламино)нафтил.
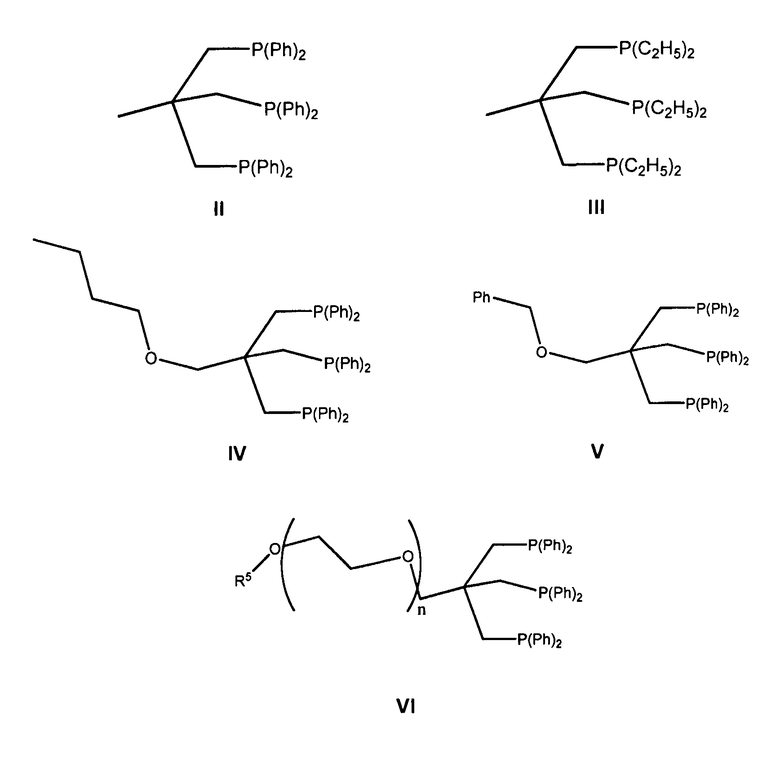
Примеры тридентатных фосфиновых лигандов включают нижеследующее, но не ограничиваются только этим: 1,1,1-трис(дифенилфосфинометил)метан, 1,1,1-трис(дифенилфосфинометил)этан, (2-(бутоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), (2-(бензилоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), 1,1,1-трис(дифенилфосфинометил)пропан, 1,1,1-трис(дифенилфосфинометил)бутан, 1,1,1-трис(дифенилфосфинометил)-2,2-диметилпропан, 1,1,1-трис(дифенилфосфинометил)циклогексан, 1,1,1-трис(дициклогексилфосфинометил)этан, 1,1,1-трис(диметилфосфинометил)этан, 1,1,1-трис(диэтилфосфинометил)этан или их смеси. Например, тридентатный фосфин может включать 1,1,1-трис(дифенилфосфинометил)этан (также известный под наименованием «трифос»), описывающийся формулой (II), 1,1,1-трис(диэтилфосфинометил)этан, описывающийся формулой (III), (2-(бутоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), описывающийся формулой (IV), (2-(бензилоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), описывающийся формулой (V), или поли(алкиленоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), описывающийся формулой (VI):
 ,
,
где n находится в диапазоне от 1 до 10, а R5 представляет собой алкильную или замещенную алкильную группу, содержащую от 1 до 20 атомов углерода.
В еще одном примере катализаторная композиция может содержать тридентатный лиганд, включающий 1,1,1-трис(дифенилфосфинометил)этан, (2-(бутоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), (2-(бензилоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин) или их смеси. В еще одном варианте осуществления тридентатный лиганд может включать 1,1,1-трис(дифенилфосфинометил)этан.
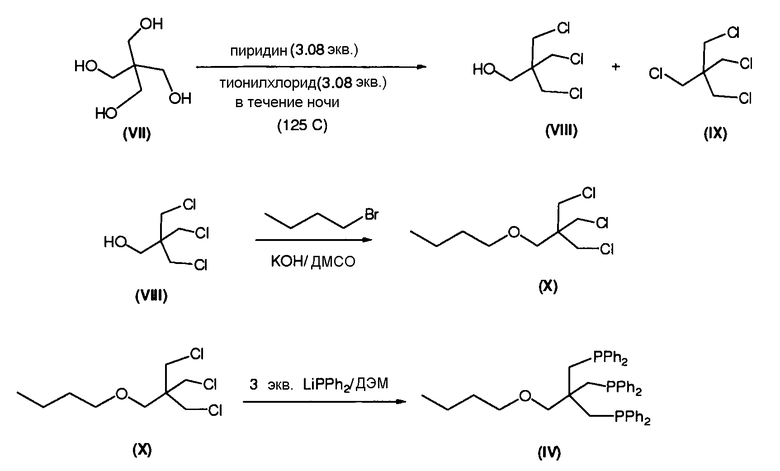
Фосфорсодержащие лиганды, описывающиеся формулами (IV), (V) и (VI), могут демонстрировать более высокую растворимость в экстракционных растворителях, описанных в настоящем документе, для способа по изобретению в сопоставлении с лигандами (II) и (III). Данные лиганды, как это продемонстрировано в представленных ниже химических уравнениях, легко могут быть получены в результате проведения реакции между пентаэритритом (VII) и тионилхлоридом в присутствии пиридина с образованием пентаэритритилтетрахлорида (IX) и пентаэритритилтрихлоргидрина (VIII) согласно описанию в публикации Mondanaro, K.; Lynch, M.; Dailey, W. J. Org. Chem., 1995, 60, 4666-4668. Соединение (VIII) может быть введено в реакцию с н-бутилбромидом в присутствии гидроксида калия (КОН) при низкой температуре для получения 1-(3-хлор-2,2-бис(хлорметил)пропокси)бутана (Х). После этого соединение (Х) может быть введено в реакцию с 3 эквивалентами дифенилфосфида лития (LiPPh2) в растворителе диэтоксиметане (ДЭМ) для получения соединения (IV). Специалисты в соответствующей области техники должны понимать, что аналогичные стадии могут быть использованы для получения соединений (V) и (VI).
Соединения (IV), (V) и (VI) могут быть очищены в результате проведения реакции с предельным количеством дихлорида трис(трифенилфосфин)рутения ((Ph3P)3RuCl2) в толуоле для получения Cl-мостиковых комплексов данных соединений. Данные мостиковые комплексы могут быть выделены с высокими степенью чистоты и выходом в результате кристаллизации.
Концентрация рутения и тридентатного лиганда в реакционной смеси или продукте гидрирования гликолевой кислоты может варьироваться в широком диапазоне. В общем случае концентрации Ru (в пересчете на свободный металл) могут находиться в диапазоне от приблизительно 1 части на миллион частей до приблизительно 10000 частей на миллион частей. Например, могут быть использованы концентрации Ru в диапазоне от приблизительно 10 частей на миллион частей до приблизительно 1000 частей на миллион частей. В еще одном примере концентрация Ru может находиться в диапазоне от 20 частей на миллион частей до приблизительно 200 частей на миллион частей. Обычно в реакционной смеси выдерживают соотношение грамм-моль лиганда:грамм-атом рутения, составляющее, по меньшей мере, 1:1. Более часто соотношение находится в диапазоне от 1:1 до 20:1 или от 3:1 до 5:1.
Исходное сырье может содержать воду из отходящего продукта гидрирования гликолевой кислоты, а также дополнительную воду, которая может быть добавлена для содействия экстрагированию. Композиция исходного сырья, в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды, может содержать воду в количестве в диапазоне от приблизительно 1 до приблизительно 60 массовых процентов, от приблизительно 1 до приблизительно 50 массовых процентов, от приблизительно 1 до приблизительно 40 массовых процентов, от приблизительно 1 до приблизительно 30 массовых процентов; от приблизительно 5 до приблизительно 60 массовых процентов, от приблизительно 5 до приблизительно 50 массовых процентов, от приблизительно 5 до приблизительно 40 массовых процентов, от приблизительно 5 до приблизительно 30 массовых процентов, от приблизительно 5 до приблизительно 20 массовых процентов; от приблизительно 10 до приблизительно 60 массовых процентов, от приблизительно 10 до приблизительно 50 массовых процентов, от приблизительно 10 до приблизительно 40 массовых процентов, от приблизительно 10 до приблизительно 30 массовых процентов или от приблизительно 10 до приблизительно 20 массовых процентов.
Отходящий продукт гидрирования гликолевой кислоты вводят в контакт с первым экстрагентом, который содержит, по меньшей мере, один гидрофобный растворитель, выбираемый из алканолов, содержащих от 4 до 20 атомов углерода, кетонов, содержащих от 5 до 20 атомов углерода, сложных эфиров, содержащих от 5 до 20 атомов углерода, простых эфиров, содержащих от 5 до 20 атомов углерода, карбоновых кислот, содержащих от 5 до 20 атомов углерода, и их смесей. Некоторые представительные примеры гидрофобных растворителей включают нижеследующее, но не ограничиваются только этим: 2-этилгексанол, бутанол, пентанол, гексанол, гептанол, октанол, нонанол, деканол, тетрадеканольные изомеры, метилизобутилкетон, метилизопропилкетон, изобутилизобутират, этилацетат, н-бутилацетат, изобутилацетат, изопропилацетат, н-пропилацетат, диизопропиловый эфир, дибутиловый эфир, третичный амилметиловый эфир, 2-этилгексановая кислота и их смеси. В еще одном примере гидрофобный растворитель содержит 2-этилгексанол, бутанол, пентанол, изобутилизобутират, ундеканон, метилизобутилкетон, диизопропиловый эфир или их смеси. Например, в одном варианте осуществления способа по изобретению гидрофобный экстракционный растворитель содержит 2-этилгексанол. Необходимо понимать то, что алканол предполагает включение всех изомеров данного спирта, например, бутанол относится к н-бутанолу, изобутанолу, втор-бутанолу и/или трет-бутанолу.
При желании могут быть использованы смеси одного или нескольких различных гидрофобных растворителей. Количество использующегося гидрофобного экстракционного растворителя не является критичным моментом для рассматриваемого изобретения и только должно быть тем количеством, которое будет достаточным для экстрагирования катализаторного комплекса из отходящего продукта гидрирования гликолевой кислоты в любом заданном способе и для обеспечения образования двух несмешиваемых жидких фаз по всему объему зон экстрагирования. В общем случае количество использующегося гидрофобного экстракционного растворителя может находиться в диапазоне от приблизительно 5 массовых процентов вплоть до приблизительно 500 массовых процентов и более в расчете на совокупную массу исходного сырья экстрактора, которое представляет собой отходящий продукт гидрирования гликолевой кислоты и любую дополнительную воду. Может потребоваться использование высокого процентного уровня содержания гидрофобного экстракционного растворителя, например, при наличии только ограниченного количества ступеней в способе противоточного экстрагирования.
Первый экстрагент необязательно может содержать гидрофильный растворитель, выбираемый из воды, нитрилов, содержащих от 2 до 3 атомов углерода, алкоксинитрилов, содержащих от 4 до 6 атомов углерода, алканолов, содержащих от 1 до 3 атомов углерода, алкоксиспиртов, содержащих от 2 до 6 атомов углерода, пирролидонов, содержащих от 4 до 6 атомов углерода, формамидов, содержащих от 4 до 6 атомов углерода, сульфоксидов, содержащих от 4 до 6 атомов углерода, диолов, содержащих от 2 до 6 атомов углерода, полиолов, содержащих от 2 до 6 атомов углерода, уксусной кислоты, муравьиной кислоты, α-гидроксикарбоновых кислот, содержащих от 4 до 6 атомов углерода, олигомеров гликолевой кислоты, содержащих от 2 до 6 повторяющихся звеньев, сложных эфиров гликолевой кислоты и их смесей. Для целей данного изобретения в качестве гидрофильного растворителя могут быть использованы один или несколько продуктов или реагентов гидрирования гликолевой кислоты. В общем случае количество использующегося гидрофильного растворителя может находиться в диапазоне от приблизительно 1 массового процента в расчете на совокупную массу экстрагента до приблизительно 60 массовых процентов. Некоторые дополнительные диапазоны массовых процентов гидрофильного растворителя заключены в пределах от приблизительно 1 до приблизительно 50 массовых процентов и от приблизительно 1 до приблизительно 40 массовых процентов.
Как отмечалось выше, необязательный гидрофильный растворитель, использующийся в первом экстрагенте, может представлять собой гидрофильный компонент, присутствующий в отходящем продукте гидрирования гликолевой кислоты. Например, при гидрировании сложных эфиров гликолевой кислоты для получения этиленгликоля необязательный гидрофильный экстракционный растворитель может содержать этиленгликоль. В еще одном примере гидрофильный растворитель может содержать один или несколько сложных эфиров гликолевой кислоты, описанных выше в настоящем документе. Необязательный гидрофильный растворитель в технологический процесс экстрагирования может быть введен в одном или нескольких различных местоположениях. В одном варианте осуществления, например, необязательный гидрофильный растворитель может быть добавлен к первому экстрагенту. В еще одном варианте осуществления гидрофильный растворитель может быть добавлен непосредственно к первому экстрагенту, к отходящему продукту гидрирования гликолевой кислоты или в экстрактор, содержащий смесь из экстрагента и отходящего продукта гидрирования гликолевой кислоты. В еще одном варианте осуществления гидрофильный растворитель может быть введен в экстрактор в виде отдельного исходного сырья. В еще одном другом варианте осуществления экстрактор может функционировать в виде фракционного экстрактора при наличии одной или нескольких точек введения исходного сырья для гидрофильного экстракционного растворителя. В еще одном дополнительном варианте осуществления, например, гидрофильный экстракционный растворитель для зоны прямого экстрагирования может представлять собой воду. В еще одном дополнительном варианте осуществления в экстрактор может быть добавлено достаточное количество воды для получения уровня содержания воды в первой рафинатной фазе, покидающей зону прямого экстрагирования, в диапазоне приблизительно от 0 до 60 массовых процентов воды или в еще одном примере приблизительно от 5 до 35 массовых процентов воды, в расчете на совокупную массу первой рафинатной фазы.
Соотношение количеств между гидрофильным и гидрофобным растворителями, использующимися в способе по изобретению, может зависеть от состава отходящего продукта гидрирования гликолевой кислоты. Например, по мере уменьшения концентрации гидрофильных или гидрофобных растворителей в отходящем продукте гидрирования гликолевой кислоты может потребоваться увеличение соотношения количеств между гидрофобным экстракционным растворителем и отходящим продуктом гидрирования гликолевой кислоты, соотношения количеств между гидрофильным экстракционным растворителем и отходящим продуктом гидрирования гликолевой кислоты или обоих соотношений сразу. В общем случае объемное соотношение между либо гидрофильным, либо гидрофобным экстракционным растворителем и отходящим продуктом гидрирования гликолевой кислоты может быть изменено в диапазоне от приблизительно 20:1 до приблизительно 1:20.
Гидрофобный растворитель первого экстрагента может дополнительно содержать углеводород для модифицирования физических и транспортных свойств экстрагента. Углеводород может содержать от 5 до 20 атомов углерода. Некоторые представительные примеры углеводородов включают гексан, гептан, октан, декан, бензол, толуол, ксилолы, метилнафталины, изопарафиновые смешанные углеводороды, характеризующиеся интервалом выкипания от 90 до 325°С, и их смеси. Например, углеводород может содержать изопарафиновые смешанные углеводороды, характеризующиеся интервалами выкипания от приблизительно 90 до приблизительно 325°С, примерами чего являются растворители ISOPAR™, такие как продукты ISOPAR C (интервал выкипания от 98 до 104°С), Isopar E (интервал выкипания от 118 до 137°С), ISOPAR G (интервал выкипания от 160 до 176°С), ISOPAR H (интервал выкипания от 178 до 188°С), ISOPAR K (интервал выкипания от 178 до 197°С), ISOPAR L (интервал выкипания от 189 до 207°С), ISOPAR C (интервал выкипания от 223 до 254°С) и ISOPAR V (интервал выкипания от 273 до 312°С).
В некоторых аспектах изобретения углеводород может быть более низкокипящим в сопоставлении с другими компонентами гидрофобного растворителя и, таким образом, может быть легко отделяемым от других компонентов в результате перегонки. В случае использования в качестве первого экстрагента более чем одного гидрофобного растворителя данные растворители в использующихся условиях перегонки могут составлять, а могут и не составлять азеотропные смеси.
Экстрагирование отходящего продукта гидрирования гликолевой кислоты может быть проведено по любому способу, известному на современном уровне техники для введения в тесный контакт двух несмешиваемых жидких фаз и для разделения получающихся в результате фаз после реализации методики экстрагирования. Например, экстрагирование может быть проведено при использовании колонн, центрифуг, смесителей-отстойников и разнообразных устройств. Некоторые представительные примеры экстракторов включают колонны без перемешивания (например, с распылением, с тарелками и отбойными перегородками и с насадкой, с перфорированными тарелками), колонны с перемешиванием (например, с пульсацией, с перемешиванием вращением и с вибрирующими тарелками), смесители-отстойники (например, отстойник с насосом, статический смеситель-отстойник и смеситель-отстойник с мешалкой), центробежные экстракторы (например, те, которые производят в компаниях Robatel, Luwesta, deLaval, Dorr Oliver, Bird, CINC и Podbielniak) и другие разнообразные экстракторы (например, контактор в эмульсионной фазе, экстракторы с электрическим приводом и мембранные экстракторы). Описание данных устройств может быть найдено в публикации «Handbook of Solvent Extraction», Krieger Publishing Company, Malabar, FL, 1991, pp. 275-501. Различные типы экстракторов могут быть использованы индивидуально или в любой комбинации.
Экстрагирование может быть проведено на одной или нескольких ступенях. Количество ступеней экстрагирования может быть выбрано с учетом капитальных вложений, достижения высокой эффективности экстрагирования, легкости эксплуатации и стабильности исходных материалов и продукта реакции по отношению к условиям экстрагирования. Экстрагирование также может быть проведено периодическим или непрерывным образом. В непрерывном варианте экстрагирование может быть проведено по прямоточному способу, противоточному способу или в виде фракционного экстрагирования, при котором для содействия облегчению разделения используют несколько растворителей и/или точек введения исходного сырья для растворителя. Способ экстрагирования также может быть реализован во множестве зон разделения, которые могут располагаться последовательно или параллельно.
Экстрагирование обычно может быть проведено при температуре в диапазоне от приблизительно 10 до приблизительно 120°С. Например, экстрагирование может быть проведено при температуре в диапазоне от приблизительно 30 до приблизительно 80°С. Желательный температурный диапазон может быть дополнительно ограничен температурой кипения компонентов экстрагента. В общем случае нежелательно осуществлять экстрагирование в условиях, в которых экстрагент кипит. В одном варианте осуществления экстрактор можно эксплуатировать, устанавливая температурный градиент по экстрактору для улучшения кинетики массопереноса или степени декантации.
Отходящий продукт гидрирования гликолевой кислоты и экстрагент могут быть введены в контакт способами фракционного экстрагирования, такими как, например, в случае фракционного противоточного экстрагирования. В соответствии с использованием в настоящем документе термин «фракционное противоточное экстрагирование» предполагает включение нижеследующего, но не ограничивается только этим: способ разделения потока исходного сырья, например, отходящего продукта гидрирования гликолевой кислоты, содержащего два и более вещества, в результате загрузки потока исходного сырья в технологический процесс противоточного экстрагирования между точками, в которых в технологический процесс экстрагирования загружают два несмешиваемых растворителя. Данные два несмешиваемых растворителя должны быть несмешиваемыми во всем температурном диапазоне способа экстрагирования. Данный способ иногда называют «экстрагированием с двумя растворителями». Фракционное противоточное экстрагирование может включать использование каскада ступеней при поступлении экстрагирующих растворителей и экстрагируемого раствора на противоположных концах каскада при противоточном протекании фазы исходного сырья и фазы гидрофобного экстрагента. Некоторые примеры конфигураций фракционного противоточного экстрагирования могут быть найдены в публикации Treybal, Liquid Extraction, 2nd Edition, McGraw-Hill Book Company, New York, 1963, pp. 275-276.
При осуществлении технологического процесса по способу фракционного экстрагирования гидрофобный экстракционный растворитель обычно может быть добавлен в зону экстрагирования в точке, более близкой к концу экстрактора, где первая рафинатная фаза покидает зону экстрагирования, и более далекой от точки необязательного введения исходного сырья для гидрофильного экстракционного растворителя. Массовое соотношение в исходном сырье между гидрофильным растворителем, содержащимся в отходящем продукте гидрирования гликолевой кислоты, и гидрофильным экстракционным растворителем, добавляемым непосредственно в зону прямого экстрагирования, обычно может находиться в диапазоне приблизительно от 0 до 1,5. В еще одном примере массовое соотношение в исходном сырье может находиться в диапазоне приблизительно от 0,05 до 0,45.
Экстрагирование отходящего продукта гидрирования гликолевой кислоты приводит к получению первой рафинатной фазы, содержащей основное количество этиленгликоля, содержащегося в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции в отходящем продукте гидрирования гликолевой кислоты. Первая рафинатная фаза и первая экстрактная фаза могут быть разделены по любой технологии фазового разделения, известной на современном уровне техники. Методики фазового разделения могут быть реализованы в экстракторе или в отдельном устройстве жидкостно-жидкостного разделения. Подходящие для использования устройства жидкостно-жидкостного разделения включают нижеследующее, но не ограничиваются только этим: коагуляторы, колонны и центрифуги. Типичное оборудование, которое может быть использовано для устройств жидкостно-жидкостного фазового разделения, описывается в публикации Handbook of Separation process Technology, ISBN 0-471-89558-X, John Wiley & Sons, Inc., 1987.
Процент Ru, извлеченный на стадии прямого экстрагирования, представляет собой количество Ru в первой экстрактной фазе, поделенное на количество Ru в исходном сырье для экстрактора и помноженное на 100. Таким образом, в одном аспекте изобретения извлечение Ru на стадии прямого экстрагирования составляет более чем 80 процентов, более чем 90 процентов, более чем 95 процентов или более чем 99 процентов.
Катализаторная композиция в первой экстрактной фазе может быть отделена от экстрагента в результате либо экстрагирования, либо перегонки. Катализаторная композиция может быть подвергнута обратному экстрагированию из первой экстрактной фазы в гидрофильный растворитель, который впоследствии может быть использован непосредственно в качестве реагента в реакции гидрирования гликолевой кислоты. Таким образом, способ по изобретению также включает экстрагирование первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе. Обычно концентрация Ru во второй экстрактной фазе может находиться в диапазоне от приблизительно 10 частей на миллион частей до приблизительно 10000 частей на миллион частей или в еще одном примере от приблизительно 20 частей на миллион частей до приблизительно 200 частей на миллион частей и быть отправлена на рецикл в реакцию гидрирования гликолевой кислоты без дополнительного концентрирования катализатора. В одном аспекте изобретения рутений извлекают из первой экстрактной фазы во вторую экстрактную фазу при уровне, большем, чем 80 процентов, большем, чем 90 процентов, большем, чем 95 процентов или большем, чем 99 процентов.
В альтернативном варианте экстрагент может быть перегнан из катализаторной композиции первой экстрактной фазы, а остаточная катализаторная композиция может быть отправлена на рецикл в реакцию гидрирования гликолевой кислоты. Таким образом, способ по изобретению также включает перегонку первой экстрактной фазы стадии (В) для получения дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В).
Операция перегонки по настоящему изобретению может быть проведена по периодическому или непрерывному способу функционирования с применением любого устройства введения в контакт газа/жидкости, известного на современном уровне техники и подходящего для использования в практике перегонки. Оборудование для введения в контакт газа/жидкости при операции перегонки может включать нижеследующее, но не ограничивается только этим: обеспечивающие поперечное омывание ситчатые, клапанные или колпачковые тарелки, структурированные насадки, такие как Mellapak®, Metpak®, Rombopak®, Flexipak®, Gempak®, Goodloe®, Sulzer, Koch-Sulzer, York-Twist®, или неупорядоченная или насыпная насадка, такая как седла Берля, седла Intalox, кольца Рашига, кольца Палля, кольца Hy-Pak®, насадка Cannon и кольца Nutter. Данные и другие типы подходящего для использования оборудования для введения в контакт газа/жидкости описываются в публикации Kister, H. Z., Distillation Design, McGraw-Hill, New York (1992), Chapters 6 and 8.
Вторая экстрактная фаза или кубовый остаток могут быть перепущены в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей. Вторая рафинатная фаза или дистиллят могут быть отправлены на рецикл на первое экстрагирование в результате объединения второй рафинатной фазы или дистиллята с первым экстрагентом. Вторая рафинатная фаза может быть перегнана до отправления на рецикл для получения дистиллята в виде гидрофобного растворителя, который впоследствии объединяют с экстрагентом стадии (А). Таким образом, в еще одном варианте осуществления способ по изобретению может дополнительно включать объединение второй рафинатной фазы стадии (С) с первым экстрагентом стадии (А), перегонку второй рафинатной фазы стадии (С) для получения дистиллята в виде гидрофобного растворителя и объединение дистиллята в виде гидрофобного растворителя с первым экстрагентом стадии (А) или объединение дистиллята стадии (С) с первым экстрагентом стадии (А).
Массовое соотношение между вторым экстрагентом и первой экстрактной фазой стадии (В) способа по изобретению может находиться в диапазоне от приблизительно 0,05:1 до приблизительно 2:1. Дополнительные примеры массовых соотношений между вторым экстрагентом и первой экстрактной фазой находятся в диапазоне приблизительно от 0,1:1 до 2:1 и от приблизительно 0,1:1 до приблизительно 1:1.
Способ экстрагирования может быть реализован при температуре в диапазоне от приблизительно 10 до приблизительно 120°С. Например, в одном варианте осуществления изобретения стадии (А), (В) и экстрагирование стадии (С) по изобретению реализуют при температуре в диапазоне от приблизительно 30 до приблизительно 80°С.
В еще одном варианте осуществления способа по изобретению второй экстрагент может содержать этиленгликолевые сложные моно- и диэфиры гликолевой кислоты. В еще одном примере катализаторная композиция может содержать 1,1,1-трис(дифенилфосфинометил)этан, первый экстрагент может содержать гидрофобный растворитель, содержащий 2-этилгексанол и гептан, а второй экстрагент может содержать этиленгликолевые сложные моно- и диэфиры гликолевой кислоты. Стадия экстрагирования (С) также может быть проведена по любому способу экстрагирования, известному на современном уровне техники, такому как, например, в случае способов фракционного экстрагирования. Например, катализаторная композиция может быть извлечена в результате экстрагирования первой экстрактной фазы стадии (В), а стадия (А) и/или стадия (С) могут быть проведены в результате фракционного противоточного экстрагирования.
Одним аспектом изобретения является способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(а) от приблизительно 40 до приблизительно 99 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 40 массовых процентов воды и от приблизительно 0,5 до приблизительно 40 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и 1,1,1-трис(дифенилфосфинометил)этан; и
(ii) дополнительную воду, при этом исходное сырье содержит от приблизительно 5 до приблизительно 40 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды;
под действием первого экстрагента, содержащего от приблизительно 60 до 100 массовых процентов 2-этилгексанола, пентанола, изобутилизобутирата, ундеканона, метилизобутилкетона, диизопропилового эфира или их смесей и от 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента, с получением первой рафинатной фазы, содержащей основное количество этиленгликоля и неосновное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции и неосновное количество этиленгликоля, содержащегося в отходящем продукте гидрирования гликолевой кислоты;
(В) разделение первой рафинатной фазы и первой экстрактной фазы; и
(С) экстрагирование первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В); и
(D) объединение второй рафинатной фазы стадии (С) с первым экстрагентом стадии (А) или перегонку второй рафинатной фазы стадии (С) для получения дистиллята в виде гидрофобного растворителя и объединение дистиллята в виде гидрофобного растворителя с первым экстрагентом стадии (А).
Необходимо понимать, что вышеупомянутый способ включает различные варианты осуществления описанных прежде отходящего продукта гидрирования гликолевой кислоты, катализаторной композиции, первого экстрагента, второго экстрагента, оборудования, использующегося для проведения экстрагирований, и стадий первой и второй экстрактных фаз. Например, продукт гидрирования гликолевой кислоты может содержать от приблизительно 40 до приблизительно 99 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 40 массовых процентов воды и приблизительно от 0,5 до 40 массовых процентов одного или нескольких побочных продуктов реакции, указанных выше. В еще одном примере отходящий продукт гидрирования гликолевой кислоты может содержать от приблизительно 80 до приблизительно 95 массовых процентов этиленгликоля, от приблизительно 1 до приблизительно 15 массовых процентов воды и от приблизительно 1 до приблизительно 15 массовых процентов одного или нескольких описанных выше побочных продуктов реакции и вышеупомянутую катализаторную композицию. Исходное сырье может содержать от приблизительно 5 до приблизительно 40 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды. В еще одном примере исходное сырье может содержать от приблизительно 10 до приблизительно 30 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды.
Первый экстрагент содержит от приблизительно 60 до 100 массовых процентов 2-этилгексанола, бутанола, пентанола, изобутилизобутирата, ундеканона, метилизобутилкетона, диизопропилового эфира или их смесей и от 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента. Некоторые представительные примеры углеводородов включают гексан, гептан, октан, декан, бензол, толуол, ксилолы, метилнафталины и их смеси. Например, гидрофобный растворитель может содержать 2-этилгексанол и гептан.
Как отмечалось прежде, экстрагирование отходящего продукта гидрирования гликолевой кислоты может быть проведено по любому способу, известному на современном уровне техники для введения в тесный контакт двух несмешиваемых жидких фаз и для разделения получающихся в результате фаз после реализации методики экстрагирования. Например, экстрагирование может быть проведено при использовании колонн, центрифуг, смесителей-отстойников и разнообразных устройств. Различные типы экстракторов могут быть использованы индивидуально или в любой комбинации.
Экстрагирование может быть проведено на одной или нескольких ступенях. Экстрагирование также может быть проведено периодическим или непрерывным образом. В непрерывном варианте экстрагирование может быть проведено по прямоточному способу, противоточному способу или в виде фракционного экстрагирования, при котором для содействия облегчению разделения используют несколько растворителей и/или точек введения исходного сырья для растворителя. Кроме того, способ экстрагирования по данному изобретению может быть реализован во множестве зон разделения, расположенных последовательно или параллельно. Экстрагирование обычно может быть проведено при температуре в диапазоне от приблизительно 10 до приблизительно 120°С. Отходящий продукт гидрирования гликолевой кислоты и экстрагент могут быть введены в контакт способами фракционного экстрагирования, такими как, например, в случае описанного выше фракционного противоточного экстрагирования.
Экстрагирование приводит к получению первой рафинатной фазы, содержащей основное количество этиленгликоля, содержащегося в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции в отходящем продукте гидрирования гликолевой кислоты. Рафинатная и экстрактная фазы могут быть разделены по любой технологии фазового разделения, известной на современном уровне техники, как это описывалось выше в настоящем документе.
Катализаторная композиция может быть подвергнута обратному экстрагированию из первой экстрактной фазы в смесь растворителя, которая впоследствии может быть использована непосредственно в качестве реагента в реакции гидрирования гликолевой кислоты. Таким образом, способ по изобретению также включает экстрагирование первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе.
Вторая экстрактная фаза может быть перепущена в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей. Вторая рафинатная фаза может быть отправлена на рецикл на первое экстрагирование в результате объединения второй рафинатной фазы с первым экстрагентом. Вторая рафинатная фаза может быть перегнана до отправления на рецикл для получения дистиллята в виде гидрофобного растворителя, который впоследствии объединяют с экстрагентом стадии (А). Таким образом, в еще одном варианте осуществления способ по изобретению может дополнительно включать объединение второй рафинатной фазы стадии (С) с первым экстрагентом стадии (А) или перегонку второй рафинатной фазы стадии (С) для получения дистиллята в виде гидрофобного растворителя и объединение дистиллята в виде гидрофобного растворителя с первым экстрагентом стадии (А).
В одном варианте осуществления способа по изобретению отходящий продукт гидрирования гликолевой кислоты содержит этиленгликоль, рутений и, по меньшей мере, один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов, воду и один или несколько побочных продуктов реакции. Отходящий продукт гидрирования гликолевой кислоты подают в зону прямого экстрагирования, где отходящий продукт гидрирования гликолевой кислоты вводят в контакт в противоточной экстракционной колонне с экстрагентом в виде гидрофобного растворителя. Гидрофобный растворитель содержит 2-этилгексанол или пентанол и углеводородный растворитель. В экстрактор прямого экстрагирования по мере надобности в качестве гидрофильного растворителя необязательно добавляют воду для улучшения эксплуатационных характеристик экстрактора на основании физических и транспортных свойств, а также равновесия. Гидрофильная рафинатная фаза содержит основную часть этиленгликоля. Соотношение количеств между гидрофобным растворителем и исходным сырьем и разбиение по ступеням регулируют таким образом, чтобы количество катализаторной композиции фосфин-Ru, теряемой с гидрофильной рафинатной фазой, было экономически приемлемым и не требовало наличия последующей стадии извлечения. После этого гидрофобная экстрактная фаза может быть подана в зону обратного экстрагирования, где гидрофобная экстрактная фаза может быть введена в контакт в противоточной экстракционной колонне с гидрофильным экстрагентом, содержащим субстрат исходного сырья для зоны реакции, то есть гликолевую кислоту, моно- и бисгликоляты этиленгликоля, олигомеры гликолевой кислоты и тому подобное. По мере надобности в экстрактор обратного экстрагирования необязательно может быть добавлен дополнительный второй гидрофобный растворитель для улучшения эксплуатационных характеристик экстрактора. Второй гидрофобный растворитель может содержать углеводород, содержащий от 5 до 20 атомов углерода, такой как, например, гексан, гептан, октан, декан, бензол, толуол, ксилолы, метилнафталины или их смеси. Соотношение количеств между вторым гидрофобным растворителем и исходным сырьем и разбиение по ступеням регулируют таким образом, чтобы количество катализаторного комплекса фосфин-Ru, теряемого со второй рафинатной фазой, было экономически приемлемым и не требовало наличия последующей стадии извлечения. Вторая экстрактная фаза из зоны обратного экстрагирования является подходящей для использования при загрузке в реактор гидрирования непосредственно после покидания ею зоны обратного экстрагирования. Вторая рафинатная фаза является подходящей для использования при отправлении на рецикл в зону прямого экстрагирования в качестве гидрофобного растворителя.
Необязательно может быть использован дополнительный гидрофобный растворитель для модифицирования физических и транспортных свойств смеси гидрофобных экстрагентов до введения в зону обратного экстрагирования. Данный дополнительный гидрофобный растворитель может быть тем же самым, что и необязательный второй гидрофобный растворитель, использующийся в зоне прямого экстрагирования. Необязательное добавление второго гидрофобного экстракционного растворителя может быть использовано для удаления любых нежелательных относительно гидрофобных компонентов с фазы гидрофильного экстрагирования зоны экстрактора обратного экстрагирования. В одном варианте осуществления второй гидрофобный экстракционный растворитель не требуется, и второй экстрактор функционирует в качестве традиционного экстрактора, а не в качестве фракционного экстрактора.
В альтернативном варианте зона обратного экстрагирования может эксплуатироваться по способу фракционного экстрагирования при добавлении дополнительного второго гидрофобного растворителя в точке введения исходного сырья, более близкой к концу экстрактора, где поток рафината выходит, чем точка введения исходного сырья для гидрофобной экстрактной фазы из зоны прямого экстрагирования. Предпочтительно массовое соотношение в исходном сырье между дополнительным вторым гидрофобным растворителем и гидрофобной экстрактной фазой из зоны прямого экстрагирования находится в диапазоне от 0 до 1,5, более предпочтительно приблизительно от 0,05 до 0,45.
В одном варианте осуществления отходящий продукт гидрирования гликолевой кислоты содержит от приблизительно 80 до приблизительно 95 массовых процентов этиленгликоля, от приблизительно 1 до приблизительно 15 массовых процентов воды и от приблизительно 1 до приблизительно 15 массовых процентов одного или нескольких побочных продуктов реакции, и где исходное сырье содержит от приблизительно 10 до приблизительно 30 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды. В еще одном варианте осуществления гидрофобный растворитель содержит 2-этилгексанол и гептан, и при этом дополнительно включается перепускание второй экстрактной фазы стадии (С) в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей с образованием этиленгликоля.
Как отмечалось выше, способ по изобретению может включать отправление на рецикл извлеченной катализаторной композиции в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей. Таким образом, еще один вариант осуществления изобретения представляет собой способ извлечения гомогенного катализатора, включающий
(А) введение водной смеси, содержащей гликолевую кислоту, сложные эфиры гликолевой кислоты, метилгликолят, олигомеры гликолевой кислоты или их смеси, в контакт с водородом в присутствии катализаторной композиции, содержащей рутений и 1,1,1-трис(дифенилфосфинометил)этан, с получением отходящего продукта гидрирования гликолевой кислоты, содержащего от приблизительно 80 до приблизительно 95 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 15 массовых процентов воды и от приблизительно 0,5 до приблизительно 15 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и катализаторной композиции;
(В) экстрагирование исходного сырья, содержащего отходящий продукт гидрирования гликолевой кислоты и дополнительную воду, где исходное сырье содержит от приблизительно 10 до приблизительно 30 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды, под действием первого экстрагента, содержащего от приблизительно 60 до 100 массовых процентов 2-этилгексанола и от 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента, с получением первой рафинатной фазы, содержащей основное количество этиленгликоля, содержащегося в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты;
(С) разделение первой рафинатной фазы и первой экстрактной фазы;
(D) экстрагирование первой экстрактной фазы стадии (D) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (C), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (C); и
(E) объединение второй экстрактной фазы стадии (С) с водной смесью стадии (А).
Необходимо понимать, что вышеупомянутый способ включает различные варианты осуществления описанных прежде отходящего продукта гидрирования гликолевой кислоты, катализаторной композиции, первого экстрагента, второго экстрагента, оборудования, использующегося для проведения экстрагирований, и стадий первой и второй экстрактных фаз. Например, продукт гидрирования гликолевой кислоты может содержать от приблизительно 80 до приблизительно 95 массовых процентов, в расчете на совокупную массу продукта гидрирования гликолевой кислоты, этиленгликоля, от приблизительно 0,5 до приблизительно 15 массовых процентов воды и от приблизительно 0,5 до приблизительно 15 массовых процентов одного или нескольких описанных выше побочных продуктов реакции и вышеупомянутую катализаторную композицию.
Первый экстрагент может содержать от приблизительно 60 до 100 массовых процентов, в расчете на совокупную массу первого экстрагента, 2-этилгексанола и от приблизительно 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода. Некоторые представительные примеры углеводородов включают гексан, гептан, октан, декан, бензол, толуол, ксилолы, метилнафталины и их смеси. Например, углеводородный растворитель может содержать 2-этилгексанол и гептан.
Экстрагирование приводит к получению первой рафинатной фазы, содержащей основное количество этиленгликоля, содержащегося в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции в отходящем продукте гидрирования гликолевой кислоты. Рафинатная и экстрактная фазы могут быть разделены по любой технологии фазового разделения, известной на современном уровне техники, как это описывалось выше в настоящем документе.
Катализаторная композиция может быть подвергнута обратному экстрагированию из первой экстрактной фазы в смесь растворителя, которая впоследствии может быть использована непосредственно в качестве реагента в реакции гидрирования гликолевой кислоты. Таким образом, способ по изобретению также включает экстрагирование первой экстрактной фазы стадии (С) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (С), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе.
Вторая экстрактная фаза может быть перепущена в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей. Вторая рафинатная фаза может быть отправлена на рецикл на первое экстрагирование в результате объединения второй рафинатной фазы с первым экстрагентом. Вторая рафинатная фаза может быть перегнана до отправления на рецикл для получения дистиллята в виде гидрофобного растворителя, который впоследствии объединяют с экстрагентом стадии (В). Таким образом, в еще одном варианте осуществления способ по изобретению может дополнительно включать объединение второй рафинатной фазы стадии (D) с первым экстрагентом стадии (В) или перегонку второй рафинатной фазы стадии (D) с получением дистиллята в виде гидрофобного растворителя и объединение дистиллята в виде гидрофобного растворителя с первым экстрагентом стадии (В).
В одном варианте осуществления изобретения отходящий продукт гидрирования гликолевой кислоты концентрируют при удалении, по меньшей мере, части этиленгликоля и воды из одного или нескольких побочных продуктов реакции и катализаторной композиции. Стадия концентрирования может быть проведена по любому способу, известному на современном уровне техники, такому как, например, перегонка. Основную часть концентрированного отходящего продукта гидрирования гликолевой кислоты отправляют на рецикл обратно в реактор гидрирования гликолевой кислоты. Часть концентрированного отходящего продукта гидрирования гликолевой кислоты подвергают переработке для удаления, по меньшей мере, части одного или нескольких побочных продуктов реакции и извлечения катализаторной композиции, отправляемой на рецикл в реактор гидрирования гликолевой кислоты.
Таким образом, один аспект изобретения представляет способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(а) от приблизительно 0,5 до приблизительно 50 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 50 массовых процентов воды и приблизительно от 25 до 99 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и тридентатный лиганд, включающий, по меньшей мере, один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов; и
(ii) дополнительную воду, при этом исходное сырье содержит от приблизительно 5 до приблизительно 95 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды;
под действием первого экстрагента, содержащего
(i) гидрофобный растворитель, выбираемый из алканолов, содержащих от 4 до 20 атомов углерода, кетонов, содержащих от 5 до 20 атомов углерода, сложных эфиров, содержащих от 5 до 20 атомов углерода, простых эфиров, содержащих от 5 до 20 атомов углерода, карбоновых кислот, содержащих от 5 до 20 атомов углерода, и их смесей; и
(ii) необязательно гидрофильный растворитель;
с получением первой рафинатной фазы, содержащей основное количество одного или нескольких побочных продуктов реакции и неосновное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции и неосновное количество одного или нескольких побочных продуктов реакции, содержащихся в отходящем продукте гидрирования гликолевой кислоты;
(В) разделение первой рафинатной фазы и первой экстрактной фазы; и
(С) извлечение катализаторной композиции из первой экстрактной фазы стадии (В) в результате:
(i) экстрагирования первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В); или
(ii) перегонки первой экстрактной фазы стадии (В) для получения дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В).
Необходимо понимать, что вышеупомянутый способ включает различные варианты осуществления описанных прежде катализаторной композиции, первого экстрагента, второго экстрагента, оборудования, использующегося для проведения экстрагирований, стадий первой и второй экстрактных фаз и перегонки. Например, катализаторная композиция содержит рутений и тридентатный лиганд, включающий, по меньшей мере, один фосфин, выбираемый из описанных выше 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов.
Способ по изобретению включает экстрагирование отходящего продукта гидрирования гликолевой кислоты, содержащего от приблизительно 0,5 до приблизительно 50 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 50 массовых процентов воды и от приблизительно 25 до приблизительно 99 массовых процентов одного или нескольких побочных продуктов реакции; от приблизительно 0,5 до приблизительно 30 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 30 массовых процентов воды и от приблизительно 40 до приблизительно 99 массовых процентов одного или нескольких побочных продуктов реакции; или от приблизительно 0,5 до приблизительно 20 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 20 массовых процентов воды и от приблизительно 70 до приблизительно 99 массовых процентов одного или нескольких побочных продуктов реакции, в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты.
Дополнительные примеры включают отходящий продукт гидрирования гликолевой кислоты, содержащий этиленгликоль в количестве в диапазоне от приблизительно 0,5 до приблизительно 50 массовых процентов, от приблизительно 0,5 до приблизительно 40 массовых процентов, от приблизительно 0,5 до приблизительно 30 массовых процентов, от приблизительно 0,5 до приблизительно 20 массовых процентов; от приблизительно 1 до приблизительно 50 массовых процентов, от приблизительно 1 до приблизительно 40 массовых процентов, от приблизительно 1 до приблизительно 30 массовых процентов, от приблизительно 1 до приблизительно 20 массовых процентов; от приблизительно 5 до приблизительно 50 массовых процентов, от приблизительно 5 до приблизительно 40 массовых процентов, от приблизительно 5 до приблизительно 30 массовых процентов, от приблизительно 5 до приблизительно 20 массовых процентов; от приблизительно 10 до приблизительно 50 массовых процентов, от приблизительно 10 до приблизительно 40 массовых процентов, от приблизительно 10 до приблизительно 30 массовых процентов или от приблизительно 10 до приблизительно 20 массовых процентов, в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты.
Дополнительные примеры включают отходящий продукт гидрирования гликолевой кислоты, содержащий воду в количестве в диапазоне от приблизительно 0,5 до приблизительно 50 массовых процентов, от приблизительно 0,5 до приблизительно 40 массовых процентов, от приблизительно 0,5 до приблизительно 30 массовых процентов, от приблизительно 0,5 до приблизительно 20 массовых процентов; от приблизительно 1 до приблизительно 50 массовых процентов, от приблизительно 1 до приблизительно 40 массовых процентов, от приблизительно 1 до приблизительно 30 массовых процентов, от приблизительно 1 до приблизительно 20 массовых процентов; от приблизительно 5 до приблизительно 50 массовых процентов, от приблизительно 5 до приблизительно 40 массовых процентов, от приблизительно 5 до приблизительно 30 массовых процентов, от приблизительно 5 до приблизительно 20 массовых процентов; от приблизительно 10 до приблизительно 50 массовых процентов, от приблизительно 10 до приблизительно 40 массовых процентов, от приблизительно 10 до приблизительно 30 массовых процентов или от приблизительно 10 до приблизительно 20 массовых процентов, в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты.
Дополнительные примеры включают отходящий продукт гидрирования гликолевой кислоты, содержащий один или несколько побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, в количестве в диапазоне от приблизительно 10 до приблизительно 99 массовых процентов, от приблизительно 10 до приблизительно 95 массовых процентов, от приблизительно 10 до приблизительно 90 массовых процентов, от приблизительно 10 до приблизительно 80 массовых процентов; от приблизительно 20 до приблизительно 99 массовых процентов, от приблизительно 20 до приблизительно 95 массовых процентов, от приблизительно 20 до приблизительно 90 массовых процентов, от приблизительно 20 до приблизительно 80 массовых процентов; от приблизительно 30 до приблизительно 99 массовых процентов, от приблизительно 30 до приблизительно 95 массовых процентов, от приблизительно 30 до приблизительно 90 массовых процентов, от приблизительно 30 до приблизительно 80 массовых процентов; от приблизительно 40 до приблизительно 99 массовых процентов, от приблизительно 40 до приблизительно 95 массовых процентов, от приблизительно 40 до приблизительно 90 массовых процентов, от приблизительно 40 до приблизительно 80 массовых процентов; от приблизительно 50 до приблизительно 99 массовых процентов, от приблизительно 50 до приблизительно 95 массовых процентов, от приблизительно 50 до приблизительно 90 массовых процентов, от приблизительно 50 до приблизительно 80 массовых процентов; от приблизительно 70 до приблизительно 99 массовых процентов, от приблизительно 70 до приблизительно 95 массовых процентов, от приблизительно 70 до приблизительно 90 массовых процентов, от приблизительно 70 до приблизительно 80 массовых процентов; от приблизительно 80 до приблизительно 99 массовых процентов, от приблизительно 80 до приблизительно 95 массовых процентов, от приблизительно 80 до приблизительно 90 массовых процентов, от приблизительно 85 до приблизительно 99 массовых процентов, от приблизительно 85 до приблизительно 95 массовых процентов или от приблизительно 85 до приблизительно 90 массовых процентов, в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты.
Исходное сырье может содержать воду из отходящего продукта гидрирования гликолевой кислоты, а также дополнительную воду, которая может быть добавлена для содействия экстрагированию. Композиция исходного сырья, в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды, может содержать воду в количестве в диапазоне от приблизительно 5 до приблизительно 95 массовых процентов, от приблизительно 5 до приблизительно 90 массовых процентов, от приблизительно 5 до приблизительно 85 массовых процентов, от приблизительно 5 до приблизительно 75 массовых процентов; от приблизительно 10 до приблизительно 95 массовых процентов, от приблизительно 10 до приблизительно 90 массовых процентов, от приблизительно 10 до приблизительно 85 массовых процентов, от приблизительно 10 до приблизительно 75 массовых процентов; от приблизительно 25 до приблизительно 95 массовых процентов, от приблизительно 25 до приблизительно 90 массовых процентов, от приблизительно 25 до приблизительно 85 массовых процентов или от приблизительно 25 до приблизительно 75 массовых процентов.
Отходящий продукт гидрирования гликолевой кислоты вводят в контакт с первым экстрагентом, который содержит, по меньшей мере, один гидрофобный растворитель, выбираемый из алканолов, содержащих от 4 до 20 атомов углерода, кетонов, содержащих от 5 до 20 атомов углерода, сложных эфиров, содержащих от 5 до 20 атомов углерода, простых эфиров, содержащих от 5 до 20 атомов углерода, карбоновых кислот, содержащих от 5 до 20 атомов углерода, и их смесей. Некоторые представительные примеры гидрофобных растворителей включают нижеследующее, но не ограничиваются только этим: 2-этилгексанол, бутанол, пентанол, гексанол, гептанол, октанол, нонанол, деканол, тетрадеканольные изомеры, метилизобутилкетон, метилизопропилкетон, изобутилизобутират, этилацетат, н-бутилацетат, изобутилацетат, изопропилацетат, н-пропилацетат, диизопропиловый эфир, дибутиловый эфир, третичный амилметиловый эфир, 2-этилгексановая кислота и их смеси. В еще одном примере гидрофобный растворитель содержит 2-этилгексанол, бутанол, пентанол, изобутилизобутират, ундеканон, метилизобутилкетон, диизопропиловый эфир или их смеси. Например, в одном варианте осуществления способа по изобретению гидрофобный экстракционный растворитель содержит 2-этилгексанол. Необходимо понимать, что алканол предполагает включение всех изомеров данного спирта, например, бутанол относится к н-бутанолу, изобутанолу, втор-бутанолу и/или трет-бутанолу.
При желании могут быть использованы смеси одного или нескольких различных гидрофобных растворителей. Гидрофобный растворитель первого экстрагента может дополнительно содержать углеводород для модифицирования физических и транспортных свойств экстрагента. Углеводород может содержать от 5 до 20 атомов углерода. Некоторые представительные примеры углеводородов включают гексан, гептан, октан, декан, бензол, толуол, ксилолы, метилнафталины, изопарафиновые смешанные углеводороды, характеризующиеся интервалом выкипания от 90 до 325°С, и их смеси. Количество использующегося гидрофобного экстракционного растворителя не является критическим фактором для рассматриваемого изобретения и требует только того количества, которое будет достаточным для экстрагирования катализаторного комплекса из отходящего продукта гидрирования гликолевой кислоты в любом заданном способе и для обеспечения образования двух несмешиваемых жидких фаз по всему объему зон экстрагирования. В общем случае количество использующегося гидрофобного экстракционного растворителя может находиться в диапазоне от приблизительно 5 массовых процентов вплоть до приблизительно 500 массовых процентов и более в расчете на совокупную массу исходного сырья для экстрактора, которое представляет собой отходящий продукт гидрирования гликолевой кислоты и любую дополнительную воду. Может потребоваться использование высокого уровня процентного содержания гидрофобного экстракционного растворителя, например, в случае наличия только ограниченного количества ступеней в способе противоточного экстрагирования.
Как отмечалось прежде, экстрагирование отходящего продукта гидрирования гликолевой кислоты может быть проведено по любому способу, известному на современном уровне техники для введения в тесный контакт двух несмешиваемых жидких фаз и для разделения получающихся в результате фаз после реализации методики экстрагирования. Например, экстрагирование может быть проведено при использовании колонн, центрифуг, смесителей-отстойников и разнообразных устройств. Различные типы экстракторов могут быть использованы индивидуально или в любой комбинации.
Экстрагирование может быть проведено на одной или нескольких ступенях. Экстрагирование также может быть проведено периодическим или непрерывным образом. В непрерывном варианте экстрагирование может быть проведено по прямоточному способу, противоточному способу или в виде фракционного экстрагирования, при котором для содействия облегчению разделения используют несколько растворителей и/или точек введения исходного сырья для растворителя. Кроме того, способ экстрагирования по данному изобретению может быть реализован во множестве зон разделения, расположенных последовательно или параллельно. Экстрагирование обычно может быть проведено при температуре в диапазоне от приблизительно 10 до приблизительно 120°С. Отходящий продукт гидрирования гликолевой кислоты и экстрагент могут быть введены в контакт способами фракционного экстрагирования, такими как, например, в случае описанного выше фракционного противоточного экстрагирования.
Катализаторная композиция в первой экстрактной фазе может быть отделена от экстрагента в результате либо экстрагирования, либо перегонки. Катализаторная композиция может быть подвергнута обратному экстрагированию из первой экстрактной фазы в гидрофильный растворитель, который впоследствии может быть использован непосредственно в качестве реагента в реакции гидрирования гликолевой кислоты. Таким образом, способ по изобретению также включает экстрагирование первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе. Обычно концентрация Ru во второй экстрактной фазе может находиться в диапазоне от приблизительно 10 частей на миллион частей до приблизительно 10000 частей на миллион частей или в еще одном примере от приблизительно 20 частей на миллион частей до приблизительно 200 частей на миллион частей и быть отправлена на рецикл в реакцию гидрирования гликолевой кислоты без дополнительного концентрирования катализатора. В одном аспекте изобретения рутений извлекают из первой экстрактной фазы во вторую экстрактную фазу при уровне, большем, чем 80 процентов, большем, чем 90 процентов, большем, чем 95 процентов или большем, чем 99 процентов.
В альтернативном варианте экстрагент может быть перегнан из катализаторной композиции первой экстрактной фазы, а остаточная катализаторная композиция может быть отправлена на рецикл в реакцию гидрирования гликолевой кислоты. Таким образом, способ по изобретению также включает перегонку первой экстрактной фазы стадии (В) для получения дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В). Перегонка может быть проведена по любому способу, известному на современном уровне техники, такому как описанный выше в настоящем документе.
Вторая экстрактная фаза или кубовый остаток могут быть перепущены в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей. Вторая рафинатная фаза или дистиллят могут быть отправлены на рецикл на первое экстрагирование в результате объединения второй рафинатной фазы или дистиллята с первым экстрагентом. Вторая рафинатная фаза может быть перегнана до отправления на рецикл с получением дистиллята в виде гидрофобного растворителя, который впоследствии объединяют с экстрагентом стадии (А). Таким образом, в еще одном варианте осуществления способ по изобретению может дополнительно включать объединение второй рафинатной фазы стадии (С) с первым экстрагентом стадии (А), перегонку второй рафинатной фазы стадии (С) с получением дистиллята в виде гидрофобного растворителя и объединение дистиллята в виде гидрофобного растворителя с первым экстрагентом стадии (А) или объединение дистиллята стадии (С) с первым экстрагентом стадии (А). В одном варианте осуществления катализаторную композицию извлекают в результате экстрагирования первой экстрактной фазы стадии (В), а стадию (А) и/или стадию (С) проводят в результате фракционного противоточного экстрагирования.
В одном варианте осуществления способа по изобретению отходящий продукт гидрирования гликолевой кислоты содержит этиленгликоль, рутений и, по меньшей мере, один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов, воду и один или несколько побочных продуктов реакции. Отходящий продукт гидрирования гликолевой кислоты подают в зону прямого экстрагирования, где отходящий продукт гидрирования гликолевой кислоты вводят в контакт с противоточной экстракционной колонне с экстрагентом в виде гидрофобного растворителя. Гидрофобный растворитель содержит 2-этилгексанол или пентанол и углеводородный растворитель. В экстрактор прямого экстрагирования по мере надобности необязательно добавляют воду в качестве гидрофильного растворителя для улучшения эксплуатационных характеристик экстрактора на основании физических и транспортных свойств, а также равновесия. Гидрофильная рафинатная фаза содержит основную часть одного или нескольких побочных продуктов реакции. Соотношение количеств между гидрофобным растворителем и исходным сырьем и разбиение по ступеням регулируют таким образом, чтобы количество катализаторной композиции фосфин-Ru, теряемой с гидрофильной рафинатной фазой, было экономически приемлемым и не требовало наличия последующей стадии извлечения. После этого гидрофобная экстрактная фаза может быть подана в зону обратного экстрагирования, где гидрофобная экстрактная фаза может быть введена в контакт в противоточной экстракционной колонне с гидрофильным экстрагентом, содержащим субстрат исходного сырья для зоны реакции, то есть гликолевую кислоту, моно- и бисгликоляты этиленгликоля, олигомеры гликолевой кислоты и тому подобное. По мере надобности в экстрактор обратного экстрагирования необязательно может быть добавлен дополнительный второй гидрофобный растворитель для улучшения эксплуатационных характеристик экстрактора. Второй гидрофобный растворитель может содержать углеводород, содержащий от 5 до 20 атомов углерода, такой как, например, гексан, гептан, октан, декан, бензол, толуол, ксилолы, метилнафталины или их смеси. Соотношение количеств между вторым гидрофобным растворителем и исходным сырьем и разбиение по ступеням регулируют таким образом, чтобы количество катализаторного комплекса фосфин-Ru, теряемого со второй рафинатной фазой, было экономически приемлемым и не требовало наличия последующей стадии извлечения. Вторая экстрактная фаза из зоны обратного экстрагирования является подходящей для использования при загрузке в реактор гидрирования непосредственно после покидания ею зоны обратного экстрагирования. Вторая рафинатная фаза является подходящей для использования при отправлении на рецикл в зону прямого экстрагирования в качестве гидрофобного растворителя.
Необязательно может быть использован дополнительный гидрофобный растворитель для модифицирования физических и транспортных свойств смеси гидрофобных экстрагентов до введения в зону обратного экстрагирования. Данный дополнительный гидрофобный растворитель может быть тем же самым, что и необязательный второй гидрофобный растворитель, использующийся в зоне прямого экстрагирования. Необязательное добавление второго гидрофобного экстракционного растворителя может быть использовано для удаления любых нежелательных относительно гидрофобных компонентов из фазы гидрофильного экстрагирования зоны экстрактора обратного экстрагирования. В одном варианте осуществления второй гидрофобный экстракционный растворитель не требуется, и второй экстрактор функционирует в качестве традиционного экстрактора, а не в качестве фракционного экстрактора.
В альтернативном варианте, зону обратного экстрагирования можно эксплуатировать по способу фракционного экстрагирования при добавлении дополнительного второго гидрофобного растворителя в точке введения исходного сырья, более близкой к концу экстрактора, где поток рафината выходит, чем точка введения исходного сырья для гидрофобной экстрактной фазы из зоны прямого экстрагирования. Предпочтительно массовое соотношение в исходном сырье между дополнительным вторым гидрофобным растворителем и гидрофобной экстрактной фазой из зоны прямого экстрагирования находится в диапазоне от 0 до 1,5, более предпочтительно приблизительно от 0,05 до 0,45.
В еще одном варианте осуществления способа по изобретению катализаторную композицию извлекают в результате экстрагирования первой экстрактной фазы стадии (В), а второй экстрагент содержит этиленгликолевые сложные моно- и диэфиры гликолевой кислоты. В одном примере тридентатный лиганд включает 1,1,1-трис(дифенилфосфиносметил)этан, гидрофобный растворитель содержит пентанол и гептан, а катализаторную композицию извлекают в результате перегонки первой экстрактной фазы стадии (В). В еще одном варианте осуществления способ включает перепускание второй экстрактной фазы или кубового остатка стадии (С) в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей с образованием этиленгликоля.
Одним аспектом изобретения является способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(а) от приблизительно 0,5 до приблизительно 30 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 30 массовых процентов воды и приблизительно от 40 до 99 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и 1,1,1-трис(дифенилфосфинометил)этан; и
(ii) дополнительную воду, при этом исходное сырье содержит от приблизительно 10 до приблизительно 90 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды;
под действием первого экстрагента, содержащего от приблизительно 60 до 100 массовых процентов 2-этилгексанола, бутанола, пентанола, изобутилизобутирата, ундеканона, метилизобутилкетона, диизопропилового эфира или их смесей и от 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента, с получением первой рафинатной фазы, содержащей основное количество одного или нескольких побочных продуктов реакции и неосновное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции и неосновное количество одного или нескольких побочных продуктов реакции, содержащихся в отходящем продукте гидрирования гликолевой кислоты;
(В) разделение первой рафинатной фазы и первой экстрактной фазы; и
(С) перегонку первой экстрактной фазы стадии (В) с получением дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В); и
(D) объединение дистиллята стадии (С) с первым экстрагентом стадии (А).
Необходимо понимать, что вышеупомянутый способ включает различные варианты осуществления описанных прежде отходящего продукта гидрирования гликолевой кислоты, катализаторной композиции, первого экстрагента, оборудования, использующегося для проведения экстрагирования, стадии первой экстрактной фазы и перегонки. Например, отходящий продукт гидрирования гликолевой кислоты может содержать от приблизительно 0,5 до приблизительно 30 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 30 массовых процентов воды и приблизительно от 40 до 99 массовых процентов одного или нескольких побочных продуктов реакции. В еще одном примере отходящий продукт гидрирования гликолевой кислоты может содержать от приблизительно 0,5 до приблизительно 20 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 20 массовых процентов воды и от приблизительно 70 до приблизительно 99 массовых процентов одного или нескольких побочных продуктов реакции, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты, а исходное сырье содержит от приблизительно 10 до приблизительно 86 массовых процентов воды в расчете на совокупное количество отходящего продукта гидрирования гликолевой кислоты и дополнительной воды. В одном примере гидрофобный растворитель содержит пентанол и гептан, а кубовый остаток перепускают в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей с образованием этиленгликоля.
Одним аспектом изобретения является способ извлечения гомогенного катализатора, включающий
(А) введение водной смеси, содержащей гликолевую кислоту, сложные эфиры гликолевой кислоты, метилгликолят, олигомеры гликолевой кислоты или их смеси, в контакт с водородом в присутствии катализаторной композиции, содержащей рутений и 1,1,1-трис(дифенилфосфинометил)этан, с получением продукта гидрирования гликолевой кислоты, концентрирование продукта гидрирования гликолевой кислоты для получения отходящего продукта гидрирования гликолевой кислоты, содержащего от приблизительно 0,5 до приблизительно 20 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 20 массовых процентов воды и от приблизительно 70 до приблизительно 99 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и катализаторной композиции;
(В) экстрагирование исходного сырья, содержащего отходящий продукт гидрирования гликолевой кислоты и дополнительную воду, где исходное сырье содержит от приблизительно 10 до приблизительно 85 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды, под действием первого экстрагента, содержащего от приблизительно 60 до 100 массовых процентов пентанола и от приблизительно 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента, с получением первой рафинатной фазы, содержащей основное количество одного или нескольких побочных продуктов реакции, содержащихся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты;
(С) разделение первой рафинатной фазы и первой экстрактной фазы;
(D) перегонку первой экстрактной фазы стадии (С) для получения дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (С), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (С); и
(E) объединение кубового остатка стадии (D) с водной смесью стадии (А).
Необходимо понимать, что вышеупомянутый способ включает различные варианты осуществления описанных прежде отходящего продукта гидрирования гликолевой кислоты, катализаторной композиции, первого экстрагента, оборудования, использующегося для проведения экстрагирования, стадии первой экстрактной фазы и перегонки. Например, отходящий продукт гидрирования гликолевой кислоты может содержать от приблизительно 0,5 до приблизительно 20 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 20 массовых процентов воды и от приблизительно 70 до приблизительно 99 массовых процентов одного или нескольких побочных продуктов реакции, при этом в каждом случае в расчете на совокупную массу описанных выше отходящего продукта гидрирования гликолевой кислоты и катализаторной композиции.
Первый экстрагент может содержать от приблизительно 60 до 100 массовых процентов пентанола и от приблизительно 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента. Некоторые представительные примеры углеводородов включают гексан, гептан, октан, декан, бензол, толуол, ксилолы, метилнафталины и их смеси. Например, гидрофобный растворитель может содержать пентанол и гептан.
Экстрагирование приводит к получению первой рафинатной фазы, содержащей основное количество одного или нескольких побочных продуктов реакции, содержащихся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции в отходящем продукте гидрирования гликолевой кислоты. Рафинатная и экстрактная фазы могут быть разделены по любой технологии фазового разделения, известной на современном уровне техники, как это описывалось выше в настоящем документе.
Первая экстрактная фаза может быть перегнана при покидании гидрофобным растворителем стадии перегонки в дистилляте и покидании катализаторной композицией в кубовом остатке. Дистиллят может быть отправлен на рецикл в экстрагент стадии (В). Кубовый остаток необязательно может быть перемешан с исходным сырьем для реакции гидрирования гликолевой кислоты и подан в реакцию гидрирования гликолевой кислоты.
Эффективность способа экстрагирования по изобретению может быть измерена по коэффициенту распределения для рутения, сокращенно обозначаемому в настоящем документе как «P(Ru)», который определяют как концентрацию Ru в гидрофобной фазе, поделенную на концентрацию Ru в гидрофильной фазе. Коэффициент распределения может быть определен по анализу уровня содержания металла известными методами, такими как, например, рентгенографический анализ или анализ по методу индуктивно-связанной плазмы.
В случае распределения Ru между гидрофильной фазой и гидрофобной фазой по способу прямого экстрагирования по изобретению значение P(Ru) может быть выдержано на уровне, большем, чем приблизительно 1, предпочтительно большем, чем приблизительно 2, а более предпочтительно большем, чем приблизительно 4, в зависимости от эффективности способа экстрагирования. В случае высокого значения P(Ru) Ru предпочтительно будет распределяться в гидрофобную фазу.
Подобным образом эффективность данного способа экстрагирования также может быть измерена по коэффициенту распределения для одного или нескольких продуктов или побочных продуктов реакции, присутствующих в отходящем продукте гидрирования гликолевой кислоты, сокращенно обозначаемому в настоящем документе как «P(PROD)». Величину P(PROD) определяют как концентрацию одного или нескольких продуктов в гидрофобной фазе, поделенную на концентрацию одного или нескольких продуктов в гидрофильной фазе.
В случае распределения одного или нескольких желательных продуктов или побочных продуктов реакции между гидрофильной фазой и гидрофобной фазой по способу прямого экстрагирования по данному изобретению значение P(PROD) для продуктов может быть выдержано на уровне, меньшем, чем приблизительно 1, предпочтительно меньшем, чем приблизительно 0,75, а более предпочтительно меньшем, чем приблизительно 0,5, в зависимости от эффективности способа экстрагирования. В случае низкого значения данной величины P(PROD) продукты будут предпочтительно распределяться в гидрофильную фазу.
Коэффициент экстрагирования («EF»), определяющий селективность гидрофобной фазы для Ru по отношению к одному или нескольким продуктам, представляет собой соотношение коэффициентов распределения EF=P(Ru)/P(PROD). Значение EF для данного соотношения может быть выдержано на уровне, большем, чем приблизительно 2,5. Другие значения EF включают более чем приблизительно 3,0 и более чем приблизительно 3,5. В случае большого значения данной величины EF селективность экстрагирования будет высокой.
Фигуры от 1 до 6 представляют шесть неограничивающих вариантов осуществления настоящего изобретения, подробно описанного в настоящем документе. В первом варианте осуществления изобретения, представленном на фигуре 1, поток отходящего продукта 15 из зоны реакции 3, содержащий продукт реакции гидрирования гликолевой кислоты, комплекс Ru-тридентатный фосфиновый лиганд и побочные продукты реакции, необязательно объединяют в зоне перемешивания 4 с потоком гидрофильного растворителя 16 для получения потока 17. Поток 17 подают в противотоке в экстрактор прямого экстрагирования 1, где поток вводят в тесный контакт с потоком гидрофобного растворителя 12. Экстрактор прямого экстрагирования 1 покидают два продукта - поток гидрофильного рафинатного продукта 18, истощенный по катализатору и лиганду, и наполненный по катализатору-лиганду поток гидрофобного экстракта 11. Обогащенный по катализатору поток 11 подают в противотоке в зону второго экстрагирования - экстрактор обратного экстрагирования 2, где поток вводят в тесный контакт со смесью гидрофильного субстрата исходного сырья 10, которая обычно включает смесь из гликолевой кислоты, этиленгликолевых сложных моно- и бисэфиров гликолевой кислоты, олигомеров гликолевой кислоты или сложных эфиров гликолевой кислоты и воды. Из экстрактора обратного экстрагирования 2 отбирают два продукта - поток рафината 12, содержащий обедненный растворитель, отправляемый на рецикл в экстрактор прямого экстрагирования 1, и поток экстракта 13, содержащий часть субстрата исходного сырья и извлеченный комплекс катализатор-лиганд. Поток экстракта 13 перепускают в зону реакции 3 для превращения в продукты, в конечном счете, покидающие технологический процесс в виде потока 18. Любой остаточный субстрат исходного сырья, нуждающийся в удовлетворении требований к получению в потоке 18, но не требующий обратного экстрагирования катализатора, поступает в зону реакции 3 через канал 14.
Время от времени может оказаться выгодным модифицирование физических и транспортных свойств потока гидрофобного растворителя между стадиями прямого и обратного экстрагирования для улучшения селективности или извлечения комплекса катализатор-лиганд на любой одной или обеих из двух стадий экстрагирования. Такое модифицирование может быть проведено в результате добавления или удаления одного или нескольких компонентов, составляющих смесь гидрофобного экстрагента, представленную в варианте осуществления настоящего изобретения, проиллюстрированном на фигуре 2. Поток отходящего продукта 15 из зоны реакции 3, содержащий гидрофильный продукт реакции, комплекс катализаторный металл-лиганд и побочные продукты реакции, необязательно объединяют в зоне перемешивания 4 с потоком гидрофильного растворителя 16 для получения потока 17. Поток 17 подают в противотоке в экстрактор прямого экстрагирования 1, где поток вводят в тесный контакт с потоком гидрофобного растворителя 20. Экстрактор прямого экстрагирования 1 покидают два продукта - поток гидрофильного рафинатного продукта 18, истощенный по катализатору и лиганду, и наполненный по катализатору-лиганду поток экстракта 11. Обогащенный по катализатору поток 11 объединяют с соединением дополнительного гидрофобного растворителя потока 19 в зоне перемешивания 5, а после этого подают в противотоке в зону второго экстрагирования - экстрактор обратного экстрагирования 2, где поток вводят в тесный контакт со смесью гидрофильного субстрата исходного сырья 10. Из экстрактора обратного экстрагирования 2 отбирают два продукта. Поток рафината 12, содержащий обедненный гидрофобный растворитель, отправляемый на рецикл, передают в зону разделения 6, где соединение дополнительного гидрофобного растворителя потока 19 извлекают, а первоначальную композицию гидрофобного растворителя потока 20 отправляют на рецикл в экстрактор прямого экстрагирования 1. Другой продукт экстрактора обратного экстрагирования 2 - поток экстракта 13, содержащий часть субстрата исходного сырья и извлеченный комплекс катализатор-лиганд, перепускают в зону реакции 3 для превращения в продукты. Продукты реакции, в конечном счете, покидают технологический процесс в виде потока 18. Любой остаточный субстрат исходного сырья, нуждающийся в удовлетворении требований к получению в потоке 18, но не требующий обратного экстрагирования катализатора, поступает в зону реакции 3 через канал 14.
В прежде описанных первом и втором вариантах осуществления настоящего изобретения для зон прямого и обратного экстрагирования используют обычное экстрагирование, то есть экстрагирования, включающие одну точку введения исходного сырья для растворителя. Однако выгодным может оказаться функционирование зон прямого или обратного экстрагирования в виде фракционных противоточных экстрагирований, при которых в виде отдельного исходного сырья вводят дополнительные компоненты гидрофобного растворителя или компоненты гидрофильного растворителя. В третьем варианте осуществления изобретения, представленном на фигуре 3, поток отходящего продукта 15 из зоны реакции 3, содержащий продукт реакции гидрирования гликолевой кислоты, комплекс катализаторный металл-лиганд и побочные продукты реакции, необязательно объединяют в зоне перемешивания 4 с потоком гидрофильного растворителя 16 с получением потока 17. Поток 17 подают в противотоке в экстрактор прямого экстрагирования 1, где поток вводят в тесный контакт с потоком гидрофобного растворителя 12. При функционировании в качестве фракционного экстрактора в экстрактор прямого экстрагирования 1 над потоком 17 вводят поток дополнительного гидрофильного растворителя 21, который может содержать компоненты, идентичные или подобные тому, что и компоненты в потоке 16. Из экстрактора прямого экстрагирования 1 выходят два продукта - поток гидрофильного рафинатного продукта 18, истощенный по катализатору и лиганду, и наполненный по катализатору-лиганду поток экстракта 11. Назначение потока исходного сырья 21 заключается в дополнительном уменьшении потерь продуктов реакции в поток 11. Обогащенный по катализатору поток 11 подают в противотоке в зону второго экстрагирования - экстрактор обратного экстрагирования 2, где поток вводят в тесный контакт со смесью гидрофильного субстрата исходного сырья 10. Из экстрактора обратного экстрагирования 2 отбирают два продукта - поток рафината 12, содержащий обедненный растворитель, отправляемый на рецикл в экстрактор прямого экстрагирования 1, и поток экстракта 13, содержащий часть субстрата исходного сырья (который обычно содержит смесь из гликолевой кислоты, этиленгликолевых сложных моно- и бисэфиров гликолевой кислоты, олигомеров гликолевой кислоты или сложных эфиров гликолевой кислоты и воды) и извлеченный комплекс катализатор-лиганд. Поток экстракта 13 перепускают в зону реакции 3 для превращения в продукты, в конечном счете, покидающие технологический процесс в виде потока 18. Любой остаточный субстрат исходного сырья, нуждающийся в удовлетворении требований к получению в потоке 18, но не требующий обратного экстрагирования катализатора, поступает в зону реакции 3 через канал 14.
Вышеупомянутый вариант осуществления может быть дополнительно модифицирован дополнительными потоками фракционного экстрагирования, представленными в четвертом варианте осуществления настоящего изобретения на фигуре 4. Поток отходящего продукта 15 из зоны реакции 3, содержащий продукт реакции гидрирования гликолевой кислоты, комплекс катализаторный металл-лиганд и побочные продукты реакции, необязательно объединяют в зоне перемешивания 4 с потоком гидрофильного растворителя 16 с получением потока 17. Поток 17 подают в противотоке в экстрактор прямого экстрагирования 1, где поток вводят в тесный контакт с потоком гидрофобного растворителя 20. При функционировании в качестве фракционного экстрактора в экстрактор прямого экстрагирования 1 над потоком 17 вводят поток дополнительного гидрофильного растворителя 21, который может содержать компоненты, идентичные или подобные тому, что и компоненты в потоке 16. Поток дополнительного гидрофобного растворителя 22 может быть введен ниже исходного сырья 21. Экстрактор прямого экстрагирования 1 покидают два продукта - поток гидрофильного рафинатного продукта 18, истощенный по катализатору и лиганду, и наполненный по катализатору-лиганду поток экстракта 11. Назначение потоков исходного сырья 21 и 22 заключается, соответственно, в дополнительном уменьшении потерь продуктов реакции в поток 11 и в предотвращении уноса гидрофобных компонентов в продукт реакции 18. Обогащенный по катализатору поток 11 объединяют с соединением дополнительного гидрофобного растворителя потока 19 в зоне перемешивания 5, а после этого подают в противотоке в зону второго экстрагирования - экстрактор обратного экстрагирования 2, где поток вводят в тесный контакт со смесью гидрофильного субстрата исходного сырья 10, которая обычно содержит смесь из гликолевой кислоты, этиленгликолевых сложных моно- и бисэфиров гликолевой кислоты, олигомеров гликолевой кислоты или сложных эфиров гликолевой кислоты и воды. В варианте фракционного экстрагирования в экстрактор обратного экстрагирования 2 через поток 23 могут быть добавлены компоненты дополнительного гидрофобного растворителя. Из экстрактора обратного экстрагирования 2 отбирают два продукта. Поток рафината 12, содержащий обедненный растворитель, отправляемый на рецикл, передают в зону разделения 6, где извлекают соединение дополнительного гидрофобного растворителя потоков 19, 20 и 22, а первоначальную композицию гидрофобного растворителя потока 20 отправляют на рецикл в экстрактор прямого экстрагирования 1. Другой продукт экстрактора обратного экстрагирования 2 - поток экстракта 13, содержащий часть субстрата исходного сырья и извлеченный комплекс катализатор-лиганд, перепускают в зону реакции 3 для превращения в продукты. Продукты реакции, в конечном счете, покидают технологический процесс в виде потока 18. Любой остаточный субстрат исходного сырья, нуждающийся в удовлетворении требований к получению в потоке 18, но не требующий обратного экстрагирования катализатора, поступает в зону реакции 3 через канал 14.
В варианте осуществления, проиллюстрированном на фигуре 5, поток отходящего продукта 15 из зоны реакции 3, содержащий продукт реакции гидрирования гликолевой кислоты, комплекс Ru-тридентатный фосфиновыый лиганд и побочные продукты реакции, сначала подвергают фракционированию в зоне разделения 4, где получают поток продукта реакции, обогащенного по ЭГ, 18. Обедненный по ЭГ поток 16, содержащий катализаторный комплекс и побочные продукты реакции, отправляют на рецикл обратно в зону реакции 3. Обедненный по ЭГ поток 17 необязательно объединяют в зоне перемешивания 5 с потоком гидрофильного растворителя 19 для получения потока 20. Поток 20 подают в противотоке в экстрактор прямого экстрагирования 1, где поток вводят в тесный контакт с потоком гидрофобного растворителя 24. Экстрактор прямого экстрагирования 1 покидают два продукта - поток гидрофильного рафинатного продукта 21, истощенный по катализатору и лиганду и обогащенный по побочным продуктам реакции, и наполненный по катализатору-лиганду поток гидрофобного экстракта 23. Обогащенный по катализатору поток 23 необязательно объединяют с соединением дополнительного гидрофобного растворителя потока 25 в зоне перемешивания 6 для получения потока 11, который подают в противотоке в зону второго экстрагирования - экстрактор обратного экстрагирования 2, где поток вводят в тесный контакт со смесью гидрофильного субстрата исходного сырья 10. Из экстрактора обратного экстрагирования 2 отбирают два продукта. Поток рафината 12, содержащий обедненный гидрофобный растворитель, отправляемый на рецикл, передают в зону разделения 6, где извлекают соединение дополнительного гидрофобного растворителя потока 25, а первоначальную композицию гидрофобного растворителя потока 24 отправляют на рецикл в экстрактор прямого экстрагирования 1. Другой продукт экстрактора обратного экстрагирования 2 - поток экстракта 13, содержащий часть субстрата исходного сырья и извлеченный комплекс катализатор-лиганд, перепускают в зону реакции 3 для превращения в продукты. Продукты реакции, в конечном счете, покидают технологический процесс в виде потока 18. Любой остаточный субстрат исходного сырья, нуждающийся в удовлетворении требований к получению в потоке 18, но не требующий обратного экстрагирования катализатора, поступает в зону реакции 3 через канал 14.
В варианте осуществления, проиллюстрированном на фигуре 6, поток отходящего продукта 15 из зоны реакции 3, содержащий продукт реакции гидрирования гликолевой кислоты, комплекс Ru-тридентатный фосфиновый лиганд и побочные продукты реакции, сначала подвергают фракционированию в зоне разделения 4, где получают поток продукта реакции, обогащенного по ЭГ, 18. Обедненный по ЭГ поток 16, содержащий катализаторный комплекс и побочные продукты реакции, отправляют на рецикл обратно в зону реакции 3. Обедненный по ЭГ поток 17 необязательно объединяют в зоне перемешивания 5 с потоком гидрофильного растворителя 19 для получения потока 20. Поток 20 подают в противотоке в экстрактор прямого экстрагирования 1, где поток вводят в тесный контакт с потоком гидрофобного растворителя 12. Экстрактор прямого экстрагирования 1 покидают два продукта - поток гидрофильного рафинатного продукта 21, истощенный по катализатору и лиганду и обогащенный по побочным продуктам реакции, и наполненный по катализатору-лиганду поток гидрофобного экстракта 11. Обогащенный по катализатору поток 11 после этого подают в ректификационную колонну - колонну растворителя 2, где в колонну также может быть подана смесь гидрофильного субстрата исходного сырья 10. Из колонны растворителя 2 отбирают два продукта. Поток дистиллята 12, содержащий обедненный гидрофобный растворитель, отправляют на рецикл в экстрактор прямого экстрагирования 1. Поток кубового остатка 13, содержащий часть субстрата исходного сырья и извлеченный комплекс катализатор-лиганд, перепускают в зону реакции 3 для превращения в продукты. Любой остаточный субстрат исходного сырья, нуждающийся в удовлетворении требований к получению в потоке 18, но не требующий проведения стадии перегонки, поступает в зону реакции 3 через канал 14.
Неограничивающие варианты осуществления
Вариант осуществления А представляет собой способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(а) от приблизительно 10 до приблизительно 99 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 50 массовых процентов воды и от приблизительно 0,5 до приблизительно 40 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и тридентатный лиганд, включающий, по меньшей мере, один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов; и
(ii) дополнительную воду, при этом исходное сырье содержит от приблизительно 5 до приблизительно 50 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды;
под действием первого экстрагента, содержащего
(i) гидрофобный растворитель, выбираемый из алканолов, содержащих от 4 до 20 атомов углерода, кетонов, содержащих от 5 до 20 атомов углерода, сложных эфиров, содержащих от 5 до 20 атомов углерода, простых эфиров, содержащих от 5 до 20 атомов углерода, карбоновых кислот, содержащих от 5 до 20 атомов углерода, и их смесей; и
(ii) необязательно гидрофильный растворитель;
с получением первой рафинатной фазы, содержащей основное количество этиленгликоля и неосновное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции и неосновное количество этиленгликоля, содержащегося в отходящем продукте гидрирования гликолевой кислоты;
(В) разделение первой рафинатной фазы и первой экстрактной фазы; и
(С) извлечение катализаторной композиции из первой экстрактной фазы стадии (В) в результате:
(i) экстрагирования первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В); или
(ii) перегонки первой экстрактной фазы стадии (В) с получением дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В).
Способ варианта осуществления А, где отходящий продукт гидрирования гликолевой кислоты содержит от приблизительно 40 до приблизительно 99 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 40 массовых процентов воды и от приблизительно 0,5 до приблизительно 40 массовых процентов одного или нескольких побочных продуктов реакции; или от приблизительно 80 до приблизительно 95 массовых процентов этиленгликоля, от приблизительно 1 до приблизительно 15 массовых процентов воды и от приблизительно 1 до приблизительно 15 массовых процентов одного или нескольких побочных продуктов реакции.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где исходное сырье содержит от приблизительно 10 до приблизительно 30 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)метан, 1,1,1-трис(дифенилфосфинометил)этан, (2-(бутоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), (2-(бензилоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), 1,1,1-трис(дифенилфосфинометил)пропан, 1,1,1-трис(дифенилфосфинометил)бутан, 1,1,1-трис(дифенилфосфинометил)-2,2-диметилпропан, 1,1,1-трис(дифенилфосфинометил)циклогексан, 1,1,1-трис(дициклогексилфосфинометил)этан, 1,1,1-трис(диметилфосфинометил)этан, 1,1,1-трис(диэтилфосфинометил)этан или их смеси.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)этан.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где гидрофобный растворитель выбирают из 2-этилгексанола, бутанола, пентанола, гексанола, гептанола, октанола, нонанола, деканола, тетрадеканольных изомеров, метилизобутилкетона, метилизопропилкетона, изобутилизобутирата, этилацетата, н-бутилацетата, изобутилацетата, изопропилацетата, н-пропилацетата, диизопропилового эфира, дибутилового эфира, третичного амилметилового эфира, 2-этилгексановой кислоты и их смесей.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где гидрофобный растворитель дополнительно содержит углеводород, содержащий от 5 до 20 атомов углерода.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где гидрофобный растворитель дополнительно содержит углеводород, содержащий от 5 до 20 атомов углерода, и углеводород выбирают из гексана, гептана, октана, декана, бензола, толуола, ксилолов, метилнафталинов, изопарафиновых смешанных углеводородов, характеризующихся интервалом выкипания от 90 до 325°С, и их смесей.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где первый экстрагент содержит гидрофильный растворитель, выбираемый из воды, нитрилов, содержащих от 2 до 3 атомов углерода, алкоксинитрилов, содержащих от 4 до 6 атомов углерода, алканолов, содержащих от 1 до 3 атомов углерода, алкоксиспиртов, содержащих от 2 до 6 атомов углерода, пирролидонов, содержащих от 4 до 6 атомов углерода, формамидов, содержащих от 4 до 6 атомов углерода, сульфоксидов, содержащих от 4 до 6 атомов углерода, диолов, содержащих от 2 до 6 атомов углерода, полиолов, содержащих от 2 до 6 атомов углерода, уксусной кислоты, муравьиной кислоты, α-гидроксикарбоновых кислот, содержащих от 4 до 6 атомов углерода, олигомеров гликолевой кислоты, содержащих от 2 до 6 повторяющихся звеньев, полиольных и диольных сложных эфиров гликолевой кислоты и их смесей.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где композицию катализатора извлекают в результате экстрагирования первой экстрактной фазы стадии (В), и где второй экстрагент содержит этиленгликолевые сложные моно- и диэфиры гликолевой кислоты.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где композицию катализатора извлекают в результате экстрагирования первой экстрактной фазы стадии (В), и где второй экстрагент содержит этиленгликолевые сложные моно- и диэфиры гликолевой кислоты, и где тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)этан, а гидрофобный растворитель содержит 2-этилгексанол и гептан.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, дополнительно включающий перепускание второй экстрактной фазы или кубового остатка стадии (С) в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей с образованием этиленгликоля.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, дополнительно включающий объединение второй рафинатной фазы стадии (С) с первым экстрагентом стадии (А), перегонку второй рафинатной фазы стадии (С) с получением дистиллята в виде гидрофобного растворителя и объединение дистиллята в виде гидрофобного растворителя с первым экстрагентом стадии (А) или объединение дистиллята стадии (С) с первым экстрагентом стадии (А).
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где катализаторную композицию извлекают в результате экстрагирования первой экстрактной фазы стадии (В), и где стадию (А) и/или стадию (С) проводят в результате фракционного противоточного экстрагирования.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где первый экстрагент содержит от приблизительно 60 до 100 массовых процентов 2-этилгексанола, пентанола, изобутилизобутирата, ундеканона, метилизобутилкетона, диизопропилового эфира или их смесей и от 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента.
Способ варианта осуществления А или варианта осуществления А с одним или несколькими промежуточными отличительными признаками, где извлечение катализаторной композиции из первого экстракта стадии (В) осуществляют в результате экстрагирования первого экстракта стадии (В).
Вариант осуществления В представляет собой способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(а) от приблизительно 0,5 до приблизительно 50 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 50 массовых процентов воды и приблизительно от 25 до 99 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и тридентатный лиганд, включающий, по меньшей мере, один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов; и
(ii) дополнительную воду, при этом исходное сырье содержит от приблизительно 5 до приблизительно 95 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды;
под действием первого экстрагента, содержащего
(i) гидрофобный растворитель, выбираемый из алканолов, содержащих от 4 до 20 атомов углерода, кетонов, содержащих от 5 до 20 атомов углерода, сложных эфиров, содержащих от 5 до 20 атомов углерода, простых эфиров, содержащих от 5 до 20 атомов углерода, карбоновых кислот, содержащих от 5 до 20 атомов углерода, и их смесей; и
(ii) необязательно гидрофильный растворитель;
с получением первой рафинатной фазы, содержащей основное количество одного или нескольких побочных продуктов реакции и неосновное количество катализаторной композиции, содержащейся в отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество катализаторной композиции и неосновное количество одного или нескольких побочных продуктов реакции, содержащихся в отходящем продукте гидрирования гликолевой кислоты;
(В) разделение первой рафинатной фазы и первой экстрактной фазы; и
(С) извлечение катализаторной композиции из первой экстрактной фазы стадии (В) в результате:
(i) экстрагирования первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В); или
(ii) перегонки первой экстрактной фазы стадии (В) с получением дистиллята, содержащего основное количество гидрофобного растворителя, содержащегося в первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество катализаторной композиции, содержащейся в первой экстрактной фазе стадии (В).
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где отходящий продукт гидрирования гликолевой кислоты содержит от приблизительно 0,5 до приблизительно 30 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 30 массовых процентов воды и от приблизительно 40 до приблизительно 99 массовых процентов одного или нескольких побочных продуктов реакции; или от приблизительно 0,5 до приблизительно 20 массовых процентов этиленгликоля, от приблизительно 0,5 до приблизительно 20 массовых процентов воды и от приблизительно 70 до приблизительно 99 массовых процентов одного или нескольких побочных продуктов реакции.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где исходное сырье содержит от приблизительно 10 до приблизительно 85 массовых процентов воды в расчете на совокупную массу отходящего продукта гидрирования гликолевой кислоты и дополнительной воды.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)метан, 1,1,1-трис(дифенилфосфинометил)этан, (2-(бутоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), (2-(бензилоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), 1,1,1-трис(дифенилфосфинометил)пропан, 1,1,1-трис(дифенилфосфинометил)бутан, 1,1,1-трис(дифенилфосфинометил)-2,2-диметилпропан, 1,1,1-трис(дифенилфосфинометил)циклогексан, 1,1,1-трис(дициклогексилфосфинометил)этан, 1,1,1-трис(диметилфосфинометил)этан, 1,1,1-трис(диэтилфосфинометил)этан или их смеси.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)этан.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где гидрофобный растворитель выбирают из 2-этилгексанола, бутанола, пентанола, гексанола, гептанола, октанола, нонанола, деканола, тетрадеканольных изомеров, метилизобутилкетона, метилизопропилкетона, изобутилизобутирата, этилацетата, н-бутилацетата, изобутилацетата, изопропилацетата, н-пропилацетата, диизопропилового эфира, дибутилового эфира, третичного амилметилового эфира, 2-этилгексановой кислоты и их смесей.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где гидрофобный растворитель дополнительно содержит углеводород, содержащий от 5 до 20 атомов углерода.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где гидрофобный растворитель дополнительно содержит углеводород, содержащий от 5 до 20 атомов углерода и выбираемый из гексана, гептана, октана, декана, бензола, толуола, ксилолов, метилнафталинов, изопарафиновых смешанных углеводородов, характеризующихся интервалом выкипания от 90 до 325°С, и их смесей.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где первый экстрагент содержит гидрофильный растворитель, выбираемый из воды, нитрилов, содержащих от 2 до 3 атомов углерода, алкоксинитрилов, содержащих от 4 до 6 атомов углерода, алканолов, содержащих от 1 до 3 атомов углерода, алкоксиспиртов, содержащих от 2 до 6 атомов углерода, пирролидонов, содержащих от 4 до 6 атомов углерода, формамидов, содержащих от 4 до 6 атомов углерода, сульфоксидов, содержащих от 4 до 6 атомов углерода, диолов, содержащих от 2 до 6 атомов углерода, полиолов, содержащих от 2 до 6 атомов углерода, уксусной кислоты, муравьиной кислоты, α-гидроксикарбоновых кислот, содержащих от 4 до 6 атомов углерода, олигомеров гликолевой кислоты, содержащих от 2 до 6 повторяющихся звеньев, полиольных и диольных сложных эфиров гликолевой кислоты и их смесей.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где композицию катализатора извлекают в результате экстрагирования первой экстрактной фазы стадии (В), и где второй экстрагент содержит этиленгликолевые сложные моно- и диэфиры гликолевой кислоты.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)этан, а гидрофобный растворитель содержит пентанол и гептан, и где катализаторную композицию извлекают в результате перегонки первой экстрактной фазы стадии (В).
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, дополнительно включающий перепускание второй экстрактной фазы или кубового остатка стадии (С) в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей с образованием этиленгликоля.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, дополнительно включающий объединение второй рафинатной фазы стадии (С) с первым экстрагентом стадии (А), перегонку второй рафинатной фазы стадии (С) с получением дистиллята в виде гидрофобного растворителя и объединение дистиллята в виде гидрофобного растворителя с первым экстрагентом стадии (А) или объединение дистиллята стадии (С) с первым экстрагентом стадии (А).
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где катализаторную композицию извлекают в результате экстрагирования первой экстрактной фазы стадии (В), и где стадию (А) и/или стадию (С) проводят в результате фракционного противоточного экстрагирования.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где первый экстрагент содержит от приблизительно 60 до 100 массовых процентов 2-этилгексанола, бутанола, пентанола, изобутилизобутирата, ундеканона, метилизобутилкетона, диизопропилового эфира или их смесей и от 0 до приблизительно 40 массовых процентов углеводорода, содержащего от 5 до 20 атомов углерода, при этом в каждом случае в расчете на совокупную массу первого экстрагента.
Способ варианта осуществления В или варианта осуществления В с одним или несколькими промежуточными отличительными признаками, где гидрофобный растворитель содержит пентанол и гептан, а извлечение катализаторной композиции осуществляют в результате перегонки, и где дополнительно включают перепускание кубового остатка в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей с образованием этиленгликоля.
Изобретение дополнительно иллюстрируют следующие далее примеры.
ПРИМЕРЫ
Общая информация - Анализы продуктов гидрирования гликолевой кислоты, исходного сырья для экстрагирования и различных фаз экстрагирования проводили по методу газовой хроматографии («ГХ») при использовании следующей далее методики. Компоненты реакции гидрирования гликолевой кислоты сначала вводили в реакцию с БСТФА [N,O-бис(триметилсилил)трифторацетамид] в присутствии пиридина с образованием соответствующих производных ТМС, включая воду, после этого разделяли и подвергали количественному определению по методу ГХ, откалиброванному по % (масс.) внутреннего стандарта (декана). Соотношение количеств между образцом и реагентом дериватизации (БСТФА и пиридина) составляло 0,1 г:1 мл:0,2 мл в ампуле метода ГХ, которую нагревали при 80°С в течение 30 минут для обеспечения полной дериватизации. В методе ГХ использовали капиллярную колонку DB-1301 или эквивалент (неподвижная фаза 6% цианопропилфенила/94% диметилполисилоксана, 60 метров×0,32 мм внутреннего диаметра×1,0 мкм толщины пленки), инжектор для ввода проб с делением потока (280°С), пламенно-ионизационный детектор (300°С), газообразный гелиевый носитель при постоянной линейной скорости 27 см/сек (Shimadzu GC 2010 или эквивалент) или при начальном давлении на входе в колонку 17 фунт/дюйм2 (117 кПа), температурную программу печи в виде начальной температуры 80°С в течение 6 мин, скорости линейного изменения температуры 4°С/мин до 150°С в течение 0 мин и скорости линейного изменения температуры 10°С/мин до 290°С в течение 17,5 мин конечного времени выдерживания. Аликвоту в 1 мкл полученного раствора образца вводили при отношении деления потока 40:1. Данный метод обеспечивал получения диапазона количественного определения 0,01-100% (масс.) для каждого анализируемого вещества в пределах возможностей по его отделению.
Образцы отходящего продукта из реактора анализировали на уровни содержания рутения и фосфора при использовании одного из двух методов - рентгенографический анализ или анализ по методу индуктивно-связанной плазмы.
В первом методе используют полуколичественное приложение для рентгеновской флуоресценции с дисперсией по длинам волн (РФДДВ), называемое UNIQUANT™ (UQ). Компания UQ предлагает бесстандартный анализ образцов в методе рентгеновской флуоресценции. Данные математически корректировали на матричные различия между калибровочными стандартами и образцами, а также на эффекты поглощения и усиления, то есть межэлементные эффекты. Приборные условия для анализа Ru представляли собой: линия, La; кВ, 60; мА, 50; фильтр, отсутствует; интервал коллиматора (мм), 700; кристалл, Ge III-C; угол пика (2q), 95,7818 (+ смещение, 1,6678); детектор, проточный; низкое амплитудное распределение импульсов, 32; высокое амплитудное распределение импульсов, 73; маска коллиматора (мм), 37; время пика (сек), 164 (+ время смещения (сек), 68). Приборные условия для анализа Р представляли собой: линия, Ка; кВ, 60; мА, 50; фильтр, отсутствует; интервал коллиматора (мм), 700; кристалл, Ge III-C; угол пика (2q), 133,2764 (+ смещение, 1,7556); детектор, проточный; низкое амплитудное распределение импульсов, 30; высокое амплитудное распределение импульсов, 69; маска коллиматора (мм), 30; время пика (сек), 40 (+ время смещения (сек), 10).
Второй метод, использующийся для детектирования Ru и фосфора, представлял собой оптическую эмиссионную спектроскопию с индуктивно связанной плазмой (ОЭС-ИСП). Приблизительно 0,5 грамма образца отвешивали в стеклянную ампулу. Для внутреннего стандарта при использовании микропипетки добавляли 0,1 мл раствора скандия с концентрацией 1000 мкг/мл. Образец разбавляли до объема 10 мл в растворе 90 массовых процентов ДМФА, 5 массовых процентов воды и 5 массовых процентов хлористо-водородной кислоты. Раствор образца хорошо перемешивали и переводили в пробирку центрифуги для загрузки в автоматический пробоотборник. Анализ проводили на приборе Thermo iCAP 6500 ICP-OES. Прибор калибровали при использовании сертифицированных стандартов как для калибровки, так и для внутренней стандартизации. Интенсивность флуоресценции для Ru измеряли в области 240,272 нм, а в качестве внутреннего стандарта выбирали Sc (361,383 нм).
Извлечение соединения при экстрагировании представляет собой количество соединения в экстрактной фазе, поделенное на количество соединения в исходном сырье и помноженное на 100.
Для всех примеров экстрагирования коэффициент распределения для компонента А определяют следующим далее образом:

Селективность между компонентами А и В определяют как:
S(AB)=P(A)/P(B)
По ходу всех примеров в таблицах используются следующие далее сокращенные обозначения:
Отходящие продукты из реактора гидрирования от F-1 до F-7 получали следующим далее образом. В общем случае варианты от F-1 до F-3 получали в прямоточном автоклавном оборудовании, а варианты от F-4 до F-7 получали в оборудовании полупромышленного масштаба. Гидрированию подвергали либо гликолевую кислоту, либо смесь из гликолевой кислоты и сложных эфиров гликолевой кислоты. При получении вариантов от F-1 до F-4 в реактор добавляли катализаторный комплекс рутений-фосфин. При получении вариантов от F-5 до F-7 рутений в технологический процесс добавляли в виде ацетилацетоната рутения(III), а фосфор в технологический процесс добавляли в виде 1,1,1-трис(дифенилфосфинометил)этана, так чтобы получить катализатор трифос-Ru «по месту». Специалист в соответствующей области техники должен понимать то, что обе данные методики получения катализатора широко используются и могут быть использованы взаимозаменяющим образом (то есть, никакого отличия в эксплуатационных характеристиках катализатора не ожидается исходя из получения катализатора «по месту»). Для вариантов F2-F4 приобретали фосфиновые лиганды и комплекс Ru получали по стандартному способу. Фосфиновый лиганд для катализатора BuO-трифос-Ru, использующегося при получении исходного сырья 1, получали при использовании методики, которая следует стадиям реакции, представленным в описании изобретения, и приведена ниже.
Получение катализатора BuO-трифос-Ru: Стадия 1 - получение (2-(бутоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфина) (IV) - Синтез пентаэритритилтрихлоргидрина (IX) - В пятилитровую трехгорлую круглодонную колбу, снабженную верхнеприводной мешалкой, конденсатором (с продувкой азота и колонкой Vigreux для очистки от любого количества диоксида серы), Y-образным соединительным элементом при наличии термопары на одном конце и капельной воронки на другом, загружали 417 г (3,00 моль) пентаэритрита и 730 г (9,24 моль) пиридина. При интенсивном перемешивании в течение периода времени в 3 часа и 45 минут покапельно загружали 1134 г (9,24 моль) тионилхлорида и смесь нагревали до 125°С и выдерживали при 125°С в течение ночи. Коричнево-желтый раствор охлаждали до комнатной температуры и при перемешивании загружали 2 л холодной деионизированной воды. Высушенный в вакууме сырой продукт (459,7 г) в виде смеси из пентаэритритилтрихлоргидрина (VIII) и пентаэритритилтетрахлорида (IX) с составом 1:3,1 согласно определению по методу ЯМР разделяли при использовании фракционной перегонки при пониженном давлении и перекристаллизовывали из циклогексана, получая 253,5 г соединения (8). 1Н ЯМР для соединения 8 (CDCl3): δ 3,74 (с, 3Н); 3,66 (с, 6Н); 1,72 (уш., 1Н). 13С{1H} ЯМР для соединения 8 (CDCl3): δ 61,2, 46,7, 44,0 м.д.
Стадия 2 - Синтез 1-(3-хлор-2,2-бис(хлорметил)пропокси)бутана (Х). В четырехгорлую круглодонную колбу на 300 мл, снабженную верхнеприводной мешалкой, конденсатором (с продувкой азота) и термопарой, загружали 10 г (0,050 моль) соединения (VIII), 21,68 г (0,16 моль) 1-бромбутана и 52,50 мл безводного ДМСО. Колбу охлаждали в водяной бане со льдом и при интенсивном перемешивании загружали 12,72 г (0,21 моль) тонко измельченного КОН. При отсутствии наблюдаемого дальнейшего разогревания реакционную смесь при перемешивании нагревали до 60°С в течение 3 часов. После охлаждения до комнатной температуры медленно загружали 225 мл деионизированной воды. Водную фазу четыре раза экстрагировали под действием дихлорметана (50 мл). Объединенные органические слои промывали под действием 250 мл HCl с концентрацией 2 моль/л, 2×150 мл деионизированной воды, а после этого высушивали над Na2SO4. После фильтрования растворитель удаляли при использовании роторного испарителя. Продукт (Х) получали в виде бледно-желтой жидкости. Выход: 11,20 г (0,042 моль, 80%). 1Н ЯМР (CDCl3): δ 3,65 (с, 6Н); 3,46 (с, 2Н); 3,44 (т, 2Н); 1,56 (м, 2Н); 1,36 (м, 2Н); 0,92 (м, 3Н). 13С{1H} ЯМР (CDCl3): δ 71,4, 68,0, 46,2, 44,5, 31,6, 19,3, 13,8 м.д.
Стадия 3 - Синтез (2-(бутоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфина) (IV) - Трехгорлую круглодонную колбу на 500 мл, содержащую 283 г (0,30 моль) диэтоксиметанового (ДЭМ) раствора дифенилфосфида лития, охлаждали до -78°С при использовании бани с сухим льдом и ацетоном. В данный раствор в течение периода времени в 30 минут при продувании аргона загружали 23,75 г (0,10 моль) соединения (Х). После загрузки всего количества соединения (Х) баню с сухим льдом и ацетоном удаляли, смеси давали возможность разогреться до комнатной температуры и проводили перемешивание в течение ночи. Все летучие вещества удаляли в вакууме и остаток два раза экстрагировали под действием 50 мл толуола. Экстракт три раза промывали под действием 50 мл деионизированной воды. Органическую фазу высушивали над Na2SO4, отфильтровывали и летучие вещества удаляли в вакууме. После высушивания в течение ночи в вакууме получали 49,5 г (выход сырого продукта, составляющий приблизительно 74%, и степень чистоты 92%) липкого твердого вещества. 31P{1H} ЯМР (CDCl3): δ - 26,3 м.д. (с). 1Н ЯМР (CDCl3): δ 7,50-7,34 (м, 30Н); 3,29 (с, 2Н); 2,85 (т, 2Н); 2,71 (с, 6Н); 1,24 (м, 5Н); 0,90 (т, 3Н). 13С{1H} ЯМР (CDCl3): δ 139,9 (д), 132,9 (д), 128,0 (с), 76,1 (кв.), 70,3 (с), 42,5 (кв.), 38,2 (м), 31,4 (с), 19,2 (с), 14,0 (с) м.д.
Получение смеси исходного сырья и экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты - (называемой в дальнейшем «исходным сырьем в виде гликолевой кислоты/сложного эфира гликолевой кислоты» или «экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты»). Получали несколько партий исходного сырья в виде гликолевой кислоты/сложного эфира гликолевой кислоты, которые использовали в примерах, которые следуют далее. Соотношение молярных эквивалентов между ЭГ и гликолевой кислотой выдерживали в диапазоне от 1 эквивалента ЭГ к 2 эквивалентам гликолевой кислоты и от 1,1 эквивалента ЭГ к 2 эквивалентам гликолевой кислоты. Описываются один пример получения и типичная композиция. Получали смесь из гликолевой кислоты и сложных эфиров гликолевой кислоты в результате нагревания смеси из 4000 г гликолевой кислоты и 1795 граммов этиленгликоля при температуре в диапазоне от приблизительно 100 до приблизительно 150°С при атмосферном давлении с одновременным удалением воды при использовании ловушки Дина-Старка. После удаления приблизительно 860 г воды давление реакции уменьшали до 25 торр и реакцию продолжали вплоть до сбора в совокупности 947 г воды. Смеси из гликолевой кислоты и сложных эфиров гликолевой кислоты, полученные в соответствии с данной методикой, обычно содержали приблизительно 2% (масс.) этиленгликоля, приблизительно 4% (масс.) гликолевой кислоты, приблизительно 2% (масс.) димера гликолевой кислоты, приблизительно 32% (масс.) этиленгликолевых сложных моноэфиров гликолевой кислоты (приблизительно 23% (масс.) мономерного сложного эфира, полученного из гликолевой кислоты и ЭГ, приблизительно 8% (масс.) димерного сложного моноэфира, полученного из гликолевой кислоты и ЭГ, и приблизительно 2% (масс.) тримерного сложного моноэфира, полученного из гликолевой кислоты и ЭГ) и приблизительно 60% (масс.) сложных бисэфиров, полученных из гликолевой кислоты и ЭГ, (приблизительно 19% (масс.) сложного диэфира, полученного из мономера гликолевой кислоты и ЭГ, приблизительно 11% (масс.) сложного диэфира, полученного из димера гликолевой кислоты/мономера гликолевой кислоты и ЭГ, приблизительно 4% (масс.) сложного диэфира, полученного из тримера гликолевой кислоты/мономера гликолевой кислоты и ЭГ, и приблизительно 30% (масс.) сложных диэфиров, полученных из высших олигомеров гликолевой кислоты и ЭГ). Поскольку более высокомолекулярные олигомерные сложные диэфиры гликолевой кислоты не могли бы быть обнаружены по описанному выше методу газовой хроматографии, массовые процентные уровни содержания, продемонстрированные для данных соединений, оценивали в результате вычитания из 100% (масс.) совокупных массовых процентных уровней содержания компонентов, обнаруженных по методу ГХ. Смеси из гликолевой кислоты и сложных эфиров гликолевой кислоты, полученные по данной методике, использовали в качестве исходного сырья в виде гликолевой кислоты/сложного эфира гликолевой кислоты для реакции гидрирования гликолевой кислоты, что приводило к получению вариантов от F-1 до F-5, и в качестве экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты для обратного экстрагирования рутениевых катализаторных композиций из различных гидрофобных экстрактов в примерах, представленных ниже.
Исходное сырье 1: Гидрирование гликолевой кислоты и сложных эфиров гликолевой кислоты - В работающий под высоким давлением автоклав из материала Hastelloy C загружали смесь, содержащую 70 мл этиленгликоля и 6 мл исходного сырья в виде гликолевой кислоты/сложного эфира гликолевой кислоты, 5 массовых процентов воды и диацетат (2-(бутоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин)рутения (обозначаемый в настоящем документе как «катализатор BuO-трифос-Ru»; лиганд IV) при концентрации 100 ч./млн. металлического Ru. Автоклав, имеющий номинальный объем 100 мл, снабжали турбинной мешалкой Rushton, перегородками, измерительным каналом для ввода термопар и трубой для введения газа. Реакторную емкость при помощи электричества нагревали до 190°С с использованием ленточного нагревателя при обеспечении контроля температуры в результате действия сигнала обратной связи через термопару К-типа в измерительном канале для ввода термопар у автоклава. В автоклав подавали чистый газообразный водород (>99,9% (об.)) через регулятор расхода Brooks при выдерживании давления на уровне 124,1 бар (изб.) (1800 фунт/дюйм2 (изб.)). После первоначальной загрузки в течение пяти часов с расходом 0,4 мл/мин подавали маточный раствор исходного сырья в виде гликолевой кислоты/сложного эфира гликолевой кислоты, содержащего 5 массовых процентов воды и катализатор BuO-трифос-Ru при концентрации 100 ч./млн. металлического Ru. По истечении пяти часов расход при введении исходного сырья сокращали до 0,197 мл/мин (расход при введении субстрата исходного сырья 0,192 мл/мин и расход катализатора 0,005 мл/мин). Аликвоты материала из реактора отбирали каждые пять минут, выдерживая уровень жидкости, составляющий приблизительно 71-72,5 мл. Композиция совокупного отходящего продукта из реактора F-1 представлена в таблице 1.
Исходное сырье 2: Гидрирование гликолевой кислоты и сложных эфиров гликолевой кислоты - В работающий под высоким давлением автоклав из материала Hastelloy C с расходом 0,4 мл/мин непрерывно подавали смесь, содержащую исходное сырье в виде гликолевой кислоты/сложного эфира гликолевой кислоты, воду и (трифос)Ru(OAc)2 (обозначаемый как «катализатор трифос-Ru»; лиганд II) при концентрации 115 ч./млн. металлического Ru. Соотношение количеств между исходным сырьем в виде гликолевой кислоты/сложного эфира гликолевой кислоты и водой регулировали, достигая величины в диапазоне от 7,5 массовых процентов до 10 массовых процентов воды в исходном сырье для реактора. Автоклав, имеющий номинальный объем 100 мл, снабжали турбинной мешалкой Rushton с пустотелым валом (для введения и диспергирования газа), перегородками, измерительным каналом для ввода термопар, трубой для введения газа и трубой отсасывания для выдерживания уровня жидкости, составляющего приблизительно 71 мл, и получения выпуска для отходящего продукта. Реакторную емкость при помощи электричества нагревали до 190°С с использованием ленточного нагревателя при обеспечении контроля температуры в результате действия сигнала обратной связи через термопару К-типа в измерительном канале для ввода термопар у автоклава. В автоклав подавали чистый газообразный водород (>99,9% (об.)) через регулятор расхода Brooks при выдерживании давления на уровне 168,9 бар (изб.) (2450 фунт/дюйм2 (изб.)). Отходящий продукт из реактора собирали в емкости из материала Hastelloy. Условия выдерживали в течение, по меньшей мере, 24 часов, обеспечивая стационарный режим функционирования. Композиция отходящего продукта из реактора F-2 представлена в таблице 1.
Исходное сырье 3: Гидрирование гликолевой кислоты и сложных эфиров гликолевой кислоты - В работающий под высоким давлением автоклав из материала Hastelloy C с расходом 0,4 мл/мин непрерывно подавали смесь, содержащую исходное сырье в виде гликолевой кислоты/сложного эфира гликолевой кислоты, воду и (этил-трифос)Ru(OAc)2 - катализатор с лигандом III - при концентрации, составляющей приблизительно 270 ч./млн. металлического Ru. Соотношение количеств между сложным диэфиром, полученным из ЭГ и гликолевой кислоты, и водой регулировали, достигая величины, меньшей, чем 1 массовый процент воды в исходном сырье. Автоклав, имеющий номинальный объем 100 мл, снабжали турбинной мешалкой Rushton с пустотелым валом (для введения и диспергирования газа), перегородками, измерительным каналом для ввода термопар, трубой для введения газа и трубой отсасывания для выдерживания уровня жидкости, составляющего приблизительно 71 мл, и получения выпуска для отходящего продукта. Реакторную емкость при помощи электричества нагревали до 190°С с использованием ленточного нагревателя при обеспечении контроля температуры в результате действия сигнала обратной связи через термопару К-типа в измерительном канале для ввода термопар у автоклава. В автоклав подавали чистый газообразный водород (>99,9% (об.)) через регулятор расхода Brooks при выдерживании давления на уровне 168,9 бар (изб.) (2450 фунт/дюйм2 (изб.)). Отходящий продукт из реактора собирали в емкости из материала Hastelloy. Условия выдерживали в течение, по меньшей мере, 24 часов, обеспечивая стационарный режим функционирования. Композиция отходящего продукта из реактора F-3 представлена в таблице 1.
Исходное сырье 4: Гидрирование гликолевой кислоты и сложных эфиров гликолевой кислоты - Отходящий продукт из реактора для исходного сырья 4 получали в полупромышленной установке в результате гидрирования исходного сырья в виде гликолевой кислоты/сложного эфира гликолевой кислоты. Стадия концентрирования, расположенная по ходу технологического потока после реактора гидрирования, отделяла часть ЭГ и воды от продукта гидрирования гликолевой кислоты, тем самым, создавая отходящий продукт гидрирования гликолевой кислоты, содержащий побочные продукты реакции, катализатор и остаточные ЭГ и воду. Основное количество концентрированного отходящего продукта гидрирования гликолевой кислоты отправляли на рецикл обратно в реактор. Вариант F-4 представлял собой продувочный поток из концентрированного отходящего продукта гидрирования гликолевой кислоты. Композиция F-4 представлена в таблице 1. Вариант F-4 получали в другой полупромышленной установке в сопоставлении с той, что использовали для получения вариантов от F-5 до F-7.
Исходное сырье 5: Гидрирование гликолевой кислоты и сложных эфиров гликолевой кислоты - Отходящий продукт из реактора для исходного сырья 5 получали в полупромышленной установке в результате гидрирования исходного сырья в виде гликолевой кислоты/сложного эфира гликолевой кислоты (89 массовых процентов) и воды (11 массовых процентов). В реактор первоначально загружали катализатор и субстрат. Давление в реакторе увеличивали до 1000 фунт/дюйм2 (изб.) (6890 кПа (изб.)) под действием водорода и реакции давали возможность протекать; давление уменьшали до 800 фунт/дюйм2 (изб.) (5520 кПа (изб.)); давление в реакторе снова увеличивали до 1000 фунт/дюйм2 (изб.) (6890 кПа (изб.)). Температура реакции составляла 190°С. После 11-кратного циклического изменения давления давление уменьшали до 100 фунт/дюйм2 (изб.) (689 кПа (изб.)) и материал отбирали из реактора. В реактор повторно загружали исходное сырье (без дополнительного катализатора) и технологический процесс повторяли во второй раз. Вариант F-5 представлял собой остаточную жидкость в реакторе. Композиция F-5 представлена в таблице 1.
Исходное сырье 6: Гидрирование гликолевой кислоты - Отходящий продукт из реактора для исходного сырья 6 получали в полупромышленной установке в результате гидрирования исходного сырья в виде 67% (масс.) гликолевой кислоты в воде. В реактор загружали катализатор. Исходное сырье в виде гликолевой кислоты и водорода непрерывно подавали при одновременном непрерывном удалении этиленгликоля и воды из реактора (то есть, при прокачивании из реактора) при температуре реактора 220°С и давлении 800 фунт/дюйм2 (изб.) (5520 кПа (изб.)). Реакцию проводили в течение 200 часов. Вариант F-6 представлял собой жидкость, остающуюся в реакторе. Композиция F-6 представлена в таблице 1.
Исходное сырье 7: Гидрирование гликолевой кислоты - Отходящий продукт из реактора для исходного сырья 7 получали в полупромышленной установке в результате гидрирования исходного сырья в виде 67% (масс.) гликолевой кислоты в воде. В реактор первоначально загружали катализатор и субстрат. Давление в реакторе увеличивали до 1000 фунт/дюйм2 (изб.) (6890 кПа (изб.)) под действием водорода и реакции давали возможность протекать; давление уменьшали до 800 фунт/дюйм2 (изб.) (5520 кПа (изб.)); давление в реакторе снова увеличивали до 1000 фунт/дюйм2 (изб.) (6890 кПа (изб.)). Температура реактора составляла 190°С. После 10-кратного циклического изменения давления давление уменьшали до 100 фунт/дюйм2 (изб.) (689 кПа (изб.)) и материал отбирали из реактора. В реактор повторно загружали исходное сырье (без дополнительного катализатора) и технологический процесс повторяли во второй раз. Вариант F-7 представлял собой остаточную жидкость в реакторе. Композиция F-7 представлена в таблице 1.
Краткое представление композиций исходного сырья приведено в таблице 1. Обратите внимание на то, что исходное сырье зачастую в примерах разбавляли водой до проведения экстрагирования. В таблице 1 перечисляются неразбавленные композиции исходного сырья.
Неразбавленные композиции исходного сырья
Для таблицы 1 - G1 представляет собой гликолевую кислоту, G2, 3, 4 представляют собой G1-меры, HGEgH представляет собой сложный эфир, полученный для G1 и ЭГ, HGEGG'H представляет собой сложный эфир, полученный для G1, ЭГ и гликолята.
Пример 1 - В данном примере иллюстрируется воздействие других композиций гидрофобного растворителя на прямое и обратное экстрагирование рутениевых катализаторных комплексов и этиленгликоля. В экспериментах от 1-1 до 1-11 к исходному сырью 2 (F-2) добавляли воду для получения уровня содержания воды 30 массовых процентов. Получающиеся в результате смеси вводили в контакт со смесью гидрофобного растворителя для композиции и соотношения количеств S/F, указанных в таблице 2А. Каждую смесь выдерживали при 60°С, давали ей возможность разделиться на две прозрачные фазы. Идентичную методику повторяли для экспериментов от 1-12 до 1-22 при использовании исходного сырья 1 (F-1). Получающиеся в результате коэффициенты распределения и селективности суммарно представлены в таблице 2А.
Идентичную методику повторяли для эксперимента 1-23 за исключением использования исходного сырья 4 (F-4), разбавленного до содержания воды в 37 массовых процентов. Получающиеся в результате коэффициенты распределения и селективности суммарно представлены в таблице 2А.
Часть верхней фазы - экстракта - из каждого эксперимента по экстрагированию от 1-1 до 1-22, экспериментов от 1-24 до 1-45, соответственно, после этого вводили в контакт с экстрагентом в виде гликолевой кислоты/сложного эфира гликолевой кислоты при соотношении количеств растворитель-исходное сырье (S/F), указанном в таблице 2В. Экстракт из эксперимента 1-23 разделяли на две порции. Часть одной порции вводили в контакт с экстрагентом в виде гликолевой кислоты/сложного эфира гликолевой кислоты - эксперимент 1-46. К другой порции добавляли гептан таким образом, чтобы композиция соответствовала 30% (масс.) гептана, и получающуюся в результате смесь вводили в контакт с экстрагентом в виде гликолевой кислоты/сложного эфира гликолевой кислоты - эксперимент 1-47. Каждую смесь выдерживали при 60°С, давали ей возможность разделиться на две прозрачные фазы. Получающиеся в результате коэффициенты распределения суммарно представлены в таблице 2В.
Экстрагирование отходящего продукта гидрирования гликолевой кислоты

Извлечение катализатора из первого экстракта под действием экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты
Пример 2 - В данном примере иллюстрируются воздействие уровня содержания воды в смеси исходного сырья в виде отходящего продукта гидрирования гликолевой кислоты и воздействие уровня содержания углеводорода в экстрагенте на экстрагирование катализатора BuO-трифос-Ru, этиленгликоля, 1,2-бутандиола (БДО) и 1,2-пропандиола (ПДО). В экспериментах от 2-1 до 2-20 к исходному сырью 1 (F-1) добавляли воду для получения уровня содержания воды, указанного в таблице 3. В дополнение к этому, к исходному сырью 1 (F-1) добавляли 1 массовый процент (в расчете на неразбавленный отходящий продукт из реактора) каждого соединения, выбираемого из БДО и ПДО. Получающиеся в результате смеси вводили в контакт со смесью растворителя, содержащей 2-этилгексанол и гептан, для композиции и соотношения количеств S/F, указанных в таблице 3. Каждую смесь выдерживали при 60°С, давали ей возможность разделиться на две прозрачные фазы. В таблице 3 суммарно представлены коэффициенты распределения для рутения, фосфина, этиленгликоля, 1,2-пропандиола и 1,2-бутандиола (сокращенно обозначаемые как P(Ru), P(фос), Р(ЭГ), Р(ПДО) и Р(БДО)).
Экстрагирование для варианта F-1 под действием 2-ЭГ и гептана
Пример 3 - В данном примере иллюстрируются воздействие уровня содержания воды в смеси исходного сырья в виде отходящего продукта гидрирования гликолевой кислоты и воздействие уровня содержания углеводорода в экстрагенте на экстрагирование катализатора трифос-Ru, этиленгликоля, 1,2-бутандиола (БДО) и 1,2-пропандиола (ПДО). В экспериментах от 3-1 до 3-20 к исходному сырью 2 (F-2) добавляли воду для получения уровня содержания воды, указанного в таблице 4А. В дополнение к этому, к исходному сырью 2 (F-2) добавляли 1 массовый процент (в расчете на неразбавленный отходящий продукт из реактора) каждого соединения, выбираемого из БДО и ПДО. Получающиеся в результате смеси вводили в контакт со смесью растворителя, содержащей 2-этилгексанол и гептан, для композиции и соотношения количеств S/F, указанных в таблице 4А. Каждую смесь выдерживали при 60°С и давали ей возможность разделиться на две прозрачные фазы. В таблице 4А суммарно представлены коэффициенты распределения для рутения, фосфина, этиленгликоля, 1,2-пропандиола и 1,2-бутандиола (сокращенно обозначаемые как P(Ru), P(фос), Р(ЭГ), Р(ПДО) и Р(БДО)).
Вышеупомянутую методику повторяли для исходного сырья 4 (F-4), для катализатора трифос-Ru. В экспериментах от 3-21 до 3-40 к исходному сырью 4 (F-4) добавляли воду для получения уровня содержания воды, указанного в таблице 4А. В дополнение к этому, к варианту F-4 добавляли 1 массовый процент (в расчете на неразбавленный отходящий продукт из реактора) ПДО. Получающиеся в результате смеси вводили в контакт со смесью растворителя, содержащей 2-этилгексанол и гептан, для композиции и соотношения количеств S/F, указанных в таблице 4А.
Экстрагирование для вариантов F-2 и F-4 под действием 2-ЭГ и гептана
(2) Для данных примеров БДО к смеси исходного сырья не добавляли.
В экспериментах от 3-41 до 3-51 к исходному сырью 5 (F-5) добавляли воду для получения уровня содержания воды, указанного в таблице 4В. Получающиеся в результате смеси вводили в контакт с различными растворителями для соотношений количеств S/F, указанных в таблице 4В. Каждую смесь выдерживали при 60°С и давали ей возможность разделиться на две прозрачные фазы. В таблице 4В суммарно представлены коэффициенты распределения для рутения, фосфина, этиленгликоля (сокращенно обозначаемые как P(Ru), P(фос) и Р(ЭГ)). Идентичную методику повторяли для экспериментов от 3-52 до 3-60 при использовании исходного сырья 6 (F-6). Получающиеся в результате коэффициенты распределения и селективности суммарно представлены в таблице 4В.
Экстрагирование для вариантов F-5 и F-6 под действием различных растворителей
В экспериментах от 3-61 до 3-67 к исходному сырью 4 (F-4) добавляли воду для получения уровня содержания воды, указанного в таблице 4С. В дополнение к этому, к варианту F-4 добавляли 1 массовый процент (в расчете на неразбавленный отходящий продукт из реактора) ПДО. Получающиеся в результате смеси вводили в контакт со смесью растворителя, содержащей 2-этилгексанол и/или пентанол, для массового процента и соотношений количеств S/F, указанных в таблице 4С. Смеси от 3-61 до 3-65 выдерживали при 60°С, в то время как смеси 3-66 и 3-67 выдерживали при 90°С. Смесям давали возможность разделиться на две прозрачные фазы. В таблице 4С суммарно представлены коэффициенты распределения для рутения, фосфина, этиленгликоля и 1,2-пропандиола (сокращенно обозначаемые как P(Ru), P(фос), Р(ЭГ) и Р(ПДО)).
Экстрагирование для варианта F-4 под действием 2-ЭГ и пентанола
Система гидрофобного растворителя, описанная в настоящем документе для экстрагирования комплекса катализатор-лиганд из потока гидрированной гликолевой кислоты, также может быть использована для экстракционного отделения побочных продуктов гидрирования диола от потока гидрированной гликолевой кислоты, содержащего этиленгликоль. Как продемонстрировано коэффициентами распределения, показанными в таблицах 3 и 4, способ экстрагирования по настоящему изобретению является подходящим для использования при отделении трех- и четырехуглеродных диолов, например, 1,2-пропандиола и 1,2-бутандиола, от этиленгликоля. Вследствие меньших возможностей и селективности при экстрагировании диолов соотношение количеств между растворителем и исходным сырьем и/или количество ступеней экстрагирования должны быть увеличены в сопоставлении с тем, что требуется для экстрагирования комплекса катализатор-лиганд.
Пример 4 - В данном примере иллюстрируется экстракционное извлечение катализатора из отходящего продукта реакции гидрирования гликолевой кислоты. К исходному сырью 1 (F-1), содержащему катализатор BuO-трифос-Ru, добавляли воду таким образом, чтобы получающаяся в результате смесь содержала бы приблизительно 31 массовый процент воды. Данную смесь исходного сырья подвергали периодическим экстрагированиям с поперечным обтеканием при 60°С при использовании растворителя, образованного из смеси из 90 массовых процентов 2-этилгексанола и 10 массовых процентов гептана в качестве модификатора. В примере 4-1 проводили одно экстрагирование. В примере 4-2 три экстрагирования с поперечным обтеканием проводили следующим далее образом. Водную смесь исходного сырья вводили в контакт с указанной смесью растворителя при заданном соотношении количеств между растворителем и исходным сырьем и получающуюся в результате водную этиленгликолевую фазу с первой стадии экстрагирования вводили в контакт с еще одной порцией свежего растворителя. Данную последовательность повторяли еще один раз для получения в совокупности трех экстрагирований с поперечным обтеканием. Условия по исходному сырью для каждого набора экстрагирований, получающееся в результате извлечение Ru и Р в экстрактную фазу и коэффициент распределения для этиленгликоля суммарно представлены в таблице 5.
Экстрагирование для варианта F-1 под действием 2-ЭГ и гептана
Пример 5 - В данном примере иллюстрируется обратное экстрагирование катализатора BuO-трифос-Ru из обогащенной по катализатору смеси экстракта из примера 4-1 при использовании экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты. Обогащенную по катализатору смесь экстракта из примера 4-1, содержащую 8,6 массового процента гептана в 2-этилгексаноле, разделяли на четыре порции. К трем из данных порций добавляли дополнительный гептан, как это представлено в таблице 6. Каждую из данных порций подвергали периодическим экстрагированиям с поперечным обтеканием при 60°С с использованием экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты при соотношении количеств между растворителем и исходным сырьем и количестве экстрагирований с поперечным обтеканием, указанных в таблице 6. Получающуюся в результате фазу гептан/2-этилгексанол с первой стадии экстрагирования вводили в контакт с еще одной порцией свежего экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты. Условия по исходному сырью для каждого набора экстрагирований и получающееся в результате извлечение Ru и Р в экстрактную фазу в виде гликолевой кислоты/сложного эфира гликолевой кислоты суммарно представлены в таблице 6.
Обратное экстрагирование обогащенной по катализатору экстрактной фазы из примера 4-1 (F-1)
Пример 6 - В данном примере иллюстрируется экстракционное извлечение катализатора трифос-Ru из отходящего продукта реакции гидрирования гликолевой кислоты. К исходному сырью 2 (F-2) добавляли воду для получения смеси исходного сырья, содержащей приблизительно 30 массовых процентов воды. Данную смесь исходного сырья подвергали периодическим экстрагированиям с поперечным обтеканием при 60°С при использовании растворителя, образованного из смеси из 89,9 массового процента 2-этилгексанола и 10,1 массового процента гептана. В примере 6-1 проводили одно экстрагирование. В примере 6-2 три экстрагирования с поперечным обтеканием проводили следующим далее образом. Водную смесь исходного сырья в виде отходящего продукта реакции гидрирования вводили в контакт с указанной смесью растворителя при заданном соотношении количеств между растворителем и исходным сырьем и получающуюся в результате водную этиленгликолевую фазу с первой стадии экстрагирования вводили в контакт с еще одной порцией свежего растворителя. Данную последовательность повторяли еще один раз для получения в совокупности трех экстрагирований с поперечным обтеканием. Условия по исходному сырью для каждого набора экстрагирований, получающееся в результате извлечение Ru и фосфора в экстрактную фазу и коэффициент распределения для этиленгликоля Р(ЭГ) суммарно представлены в таблице 7.
В экспериментах 6-3 и 6-4 к исходному сырью 4 (F-4), содержащему катализатор трифос-Ru, добавляли воду для получения уровня содержания воды, указанного в таблице 7. В дополнение к этому, к варианту F-4 добавляли 1 массовый процент (в расчете на неразбавленный отходящий продукт из реактора) ПДО. Получающиеся в результате смеси вводили в контакт со смесью растворителя, содержащей 2-этилгексанол, и выдерживали при 60°С. Условия по исходному сырью для каждого набора экстрагирований, получающееся в результате извлечение Ru и фосфора в экстрактную фазу и коэффициент распределения для этиленгликоля Р(ЭГ) суммарно представлены в таблице 7.
Экстрагирование для вариантов F-1 и F-4 под действием 2-ЭГ и гептана
Пример 7 - В данном примере иллюстрируется обратное экстрагирование катализатора трифос-Ru из обогащенных по катализатору смесей экстрактов из экспериментов 6-1 и 6-3. Обогащенную по катализатору смесь экстракта из эксперимента 6-1, содержащую 7,1 массового процента гептана в 2-этилгексаноле, разделяли на четыре порции и к трем из данных порций добавляли дополнительный гептан, как это представлено в таблице 8 для экспериментов от 7-1 до 7-4. Каждую из данных порций подвергали периодическим экстрагированиям с поперечным обтеканием при 60°С с использованием экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты при соотношении количеств между растворителем и исходным сырьем, указанном в таблице 8. Получающуюся в результате фазу гептан/2-этилгексанол с первой ступени экстрагирования вводили в контакт с еще одной порцией свежего экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты. Условия по исходному сырью для каждого набора экстрагирований и получающееся в результате извлечение Ru и фосфора в экстрактную фазу в виде гликолевой кислоты/сложного эфира гликолевой кислоты суммарно представлены в таблице 8.
Обогащенную по катализатору смесь экстракта из эксперимента 6-3, содержащую 3,6 массового процента воды, 87,7 массового процента 2-этилгексанола и 8,7 массового процента ЭГ и побочных продуктов реакции, разделяли на шесть порций и к трем из данных порций добавляли дополнительный гептан, как это представлено в таблице 8 для экспериментов от 7-5 до 7-10. В экспериментах 7-5 и 7-6 получающиеся в результате смеси вводили в контакт с водной смесью растворителя, содержащей 60 массовых процентов гликолевой кислоты. В экспериментах 7-7 и 7-8 получающиеся в результате смеси вводили в контакт с водной смесью растворителя, содержащей 85 массовых процентов гликолевой кислоты. В экспериментах 7-9 и 7-10 получающиеся в результате смеси вводили в контакт с экстрагентом в виде гликолевой кислоты/сложного эфира гликолевой кислоты. Получающуюся в результате фазу гептан/2-этилгексанол с первой стадии экстрагирования вводили в контакт с еще одной порцией свежего экстрагента. Условия по исходному сырью, растворитель, соотношение количеств между растворителем и исходным сырьем и температура для каждого набора экстрагирований и получающееся в результате извлечение Ru и фосфора в экстрактную фазу суммарно представлены в таблице 8.
Обратное экстрагирование для экстракта из примеров 6-1 и 6-3
Пример 8 - В данном примере иллюстрируется экстракционное извлечение катализатора этил-трифос-Ru из отходящего продукта реакции гидрирования гликолевой кислоты. К исходному сырью 3 (F-3) добавляли различные уровни содержания воды, как это продемонстрировано в таблице 9. Данные смеси исходного сырья подвергали периодическому экстрагированию с поперечным обтеканием при 60°С при использовании экстрагента (растворителя), содержащего смесь из 90 массовых процентов 2-этилгексанола и 10 массовых процентов гептана. Условия по исходному сырью для каждого набора экстрагирований и получающееся в результате извлечение Ru и фосфора в экстрактную фазу суммарно представлены в таблице 9.
Экстрагирование для варианта F-3 под действием 2-ЭГ и гептана
Пример 9 - В данном примере иллюстрируется обратное экстрагирование катализатора этил-трифос-Ru из обогащенных по катализатору смесей экстрактов из примера 8 при использовании экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты. Каждую из обогащенных по катализатору смесей экстрактов из экспериментов 8-1, 8-2 и 8-3 разделяли на четыре порции и к трем из данных порций добавляли дополнительный гептан, как это представлено в таблице 10. Каждую из данных порций подвергали периодическим экстрагированиям с поперечным обтеканием при 60°С с использованием экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты при соотношении количеств между растворителем и исходным сырьем, указанном в таблице 10. Условия по исходному сырью для каждого набора экстрагирований и получающееся в результате извлечение Ru и фосфора в экстрактную фазу суммарно представлены в таблице 10.
Обратное экстрагирование для экстракта из примеров от 8-1 до 8-3 (F-3)
Пример 10 - В данном примере иллюстрируется обратное экстрагирование катализатора BuO-трифос-Ru из обогащенной по катализатору смеси экстракта под действием различных гидрофильных растворителей. Обогащенную по катализатору смесь экстракта получали в результате добавления воды к порции исходного сырья 1 (F-1) таким образом, что получающаяся в результате смесь содержала бы приблизительно 31 массовый процент воды. Данную смесь исходного сырья подвергали периодическому экстрагированию с поперечным обтеканием при 60°С при использовании экстрагента, содержащего смесь из 90 массовых процентов 2-этилгексанола и 10 массовых процентов декана в качестве модификатора. Массовое соотношение между растворителем и исходным сырьем составляло 1,03:1. Верхнюю фазу - обогащенную по катализатору смесь экстракта, содержащую 9,3 массового процента декана в 2-этилгексаноле, другие проэкстрагированные компоненты и 86% катализатора BuO-трифос-Ru, присутствующего в первоначальном исходном сырье, разделяли на девять порций и к шести из данных порций добавляли дополнительный декан, как это представлено в таблице 11. Каждую из данных порций подвергали периодическим экстрагированиям с поперечным обтеканием при указанных температуре и массовом соотношении между растворителем и исходным сырьем с использованием гидрофильного растворителя, содержащего одного представителя из следующих далее: 1) вода; 2) димеры и соответствующие олигомеры сложных эфиров гликолевой кислоты; 3) гликолевая кислота, 85 массовых процентов в воде. Результаты суммарно представлены в таблице 11.
Обратное экстрагирование для экстракта от экстрагирования варианта F-1 под действием 2-ЭГ и декана
Пример 11 - В данном примере иллюстрируется обратное экстрагирование катализатора трифос-Ru из обогащенной по катализатору смеси гидрофобного экстракта под действием различных гидрофильных растворителей. Обогащенную по катализатору смесь экстракта получали следующим далее образом. К порции исходного сырья 2 (F-2) добавляли воду таким образом, что получающаяся в результате смесь содержала бы приблизительно 31 массовый процент воды. Данную смесь исходного сырья подвергали периодическому экстрагированию с поперечным обтеканием при 60°С при использовании экстрагента, содержащего смесь из 90 массовых процентов 2-этилгексанола и 10 массовых процентов декана в качестве модификатора. Массовое соотношение между растворителем и исходным сырьем составляло 1,03:1. Верхнюю фазу - обогащенную по катализатору смесь экстракта, содержащую 9,3 массового процента декана в 2-этилгексаноле, другие проэкстрагированные компоненты и 59% катализатора трифос-Ru, присутствующего в первоначальном исходном сырье, разделяли на девять порций и к шести из данных порций добавляли дополнительный декан, как это представлено в таблице 12. Каждую из данных порций подвергали периодическому экстрагированию с поперечным обтеканием при указанных температуре и массовом соотношении между растворителем и исходным сырьем с использованием гидрофильного растворителя, содержащего одного представителя из следующих далее: 1) вода; 2) димеры и соответствующие олигомеры сложных эфиров гликолевой кислоты; 3) гликолевая кислота, 85 массовых процентов в воде. Результаты суммарно представлены в таблице 12.
Обратное экстрагирование для экстракта варианта F-2 (2-ЭГ и декан) под действием различных растворителей
Пример 12 - В данном примере иллюстрируется полученный на компьютере материальный баланс для одного варианта осуществления настоящего изобретения, который проиллюстрирован на фигуре 2 для экстракционного извлечения катализатора трифос-Ru из отходящего продукта реакции гидрирования гликолевой кислоты. Композицию отходящего продукта реакции гидрирования гликолевой кислоты получают из исходного сырья 2 (F-2). Идентификаторы потоков представляют собой то, что продемонстрировано на фигуре 2. Поток экстрагента 20 для прямого экстрагирования содержит 10 массовых процентов гептана в 2-этилгексаноле. Поток экстрагента для субстрата исходного сырья 10 при обратном экстрагировании представляет собой описанную выше смесь гликолевая кислота/сложный эфир гликолевой кислоты. Остаток потока экстрагента поступает в зону реакции 3 в виде потока 14. Систему моделировали при использовании метода Кремзера, в соответствии с описанием в публикации Treybal, Liquid Extraction, 2nd Ed., McGraw Hill, 1963, pp. 248-252, как для прямого, так и для обратного экстрагирований при корреляции коэффициентов распределения по данным из примеров 1 и 3. Данные по материальному балансу представлены в таблице 13А. Гептан в поток экстракта 11 экстрактора прямого экстрагирования 1 добавляли в виде потока 19 и позднее удаляли из потока рафината 12 экстрактора обратного экстрагирования 2 через зону разделения 6. Поток продуктов реакции 18 содержит 46034 кг/час этиленгликоля. Краткое представление для получающихся в результате расчетных параметров экстракционной колонны приведено в таблице 13В.
Рассчитанные материальные балансы для способа извлечения, проиллюстрированного на фигуре 2, (все значения в кг/час)
Расчетные параметры экстракционной колонны
Пример 13 - В данном примере иллюстрируется полученный на компьютере материальный баланс для еще одного варианта осуществления настоящего изобретения, который может быть проиллюстрирован на фигуре 2 для экстракционного извлечения катализатора BuO-трифос-Ru из отходящего продукта гидрирования гликолевой кислоты, примером чего является исходное сырье 3 (F-3). Идентификаторы потоков представляют собой то, что продемонстрировано на фигуре 2. Поток экстрагента 20 для прямого экстрагирования содержит 10 массовых процентов гептана в 2-этилгексаноле. Поток экстрагента для субстрата исходного сырья 10 при обратном экстрагировании представляет собой смесь из гликолевой кислоты и этиленгликолевых сложных эфиров гликолевой кислоты, проиллюстрированную в примере 9 и описанной выше смесью экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты. Остаток бисгликолятов поступает в зону реакции 3 в виде потока 14. Систему моделировали при использовании метода Кремзера, в соответствии с описанием в публикации Treybal, Liquid Extraction, 2nd Ed., McGraw Hill, 1963, pp. 248-252, как для прямого, так и для обратного экстрагирований при корреляции коэффициентов распределения по данным из примеров 2 и 6. Данные по материальному балансу представлены в таблице 14А. Гептан в поток экстракта 11 экстрактора прямого экстрагирования 1 добавляли в виде потока 19 и позднее удаляли из потока рафината 12 экстрактора обратного экстрагирования 2 через зону разделения 6. Поток продуктов реакции 18 содержит 46034 кг/час этиленгликоля. Краткое представление для получающихся в результате расчетных параметров экстракционной колонны приведено в таблице 14В.
Рассчитанные материальные балансы для способа извлечения, проиллюстрированного на фигуре 2 (все значения в кг/час)
Расчетные параметры экстракционной колонны
Пример 14 - В данном примере иллюстрируется полученный на компьютере материальный баланс для еще одного варианта осуществления настоящего изобретения, который проиллюстрирован на фигуре 4 для экстракционного извлечения катализатора трифос-Ru из отходящего продукта гидрирования гликолевой кислоты в виде исходного сырья 2 (F-2). Идентификаторы потоков представляют собой то, что продемонстрировано на фигуре 4. Поток экстрагента 20 для прямого экстрагирования соответствует 15 массовым процентам гептана в 2-этилгексаноле при соотношении количеств между растворителем и исходным сырьем 0,70. В экстрактор прямого экстрагирования 1 поступает промывная вода в виде потока 21 при соотношении 0,2 кг на один кг растворителя. Поток экстрагента для субстрата исходного сырья 10 при обратном экстрагировании представляет собой смесь из гликолевой кислоты и этиленгликолевых сложных эфиров гликолевой кислоты, проиллюстрированную в примере 3 и описанной выше смесью экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты. Систему моделировали при использовании метода Кремзера, в соответствии с описанием в публикации Treybal, Liquid Extraction, 2nd Ed., McGraw Hill, 1963, pp. 248-252, как для прямого, так и для обратного экстрагирований при корреляции коэффициентов распределения по данным из примеров 3 и 7. Данные по материальному балансу представлены в таблице 15А. Никакого гептана в поток экстракта 11 экстрактора прямого экстрагирования 1 не добавляли. Поток продуктов реакции 18 содержит 77369 кг/час этиленгликоля. Краткое представление для получающихся в результате расчетных параметров экстракционной колонны приведено в таблице 15В.
Рассчитанные материальные балансы для способа извлечения, проиллюстрированного на фигуре 4 (все значения в кг/час)
Расчетные параметры экстракционной колонны
час)
час)
Пример 15 - В данном примере иллюстрируется полученный на компьютере материальный баланс для одного варианта осуществления настоящего изобретения, который может быть проиллюстрирован на фигуре 4 для экстракционного извлечения катализатора BuO-трифос-Ru из отходящего продукта гидрирования гликолевой кислоты в виде исходного сырья 1 (F-1). Идентификаторы потоков представляют собой то, что продемонстрировано на фигуре 4. Поток растворителя 20 для прямого экстрагирования соответствует 15 массовым процентам гептана в 2-этилгексаноле при соотношении количеств между растворителем и исходным сырьем 1,5. В экстрактор прямого экстрагирования 1 поступает промывная вода в виде потока 21 при соотношении 0,2 кг на один кг растворителя. Поток растворителя для субстрата исходного сырья 10 при обратном экстрагировании представляет собой смесь из этиленгликолевых сложных эфиров гликолевой кислоты, проиллюстрированную в примере 7 и описанной выше смесью экстрагента в виде гликолевой кислоты/сложного эфира гликолевой кислоты. Систему моделировали при использовании метода Кремзера, в соответствии с описанием в публикации Treybal, Liquid Extraction, 2nd Ed., McGraw Hill, 1963, pp. 248-252, как для прямого, так и для обратного экстрагирований при корреляции коэффициентов распределения по данным из примеров 7 и 11. Данные по материальному балансу представлены в таблице 16А. Никакого гептана в поток экстракта 11 экстрактора прямого экстрагирования 1 не добавляли. Поток продуктов реакции 18 содержит 77369 кг/час этиленгликоля. Краткое представление для получающихся в результате расчетных параметров экстракционной колонны приведено в таблице 16В.
Рассчитанные материальные балансы для способа извлечения, проиллюстрированного на фигуре 4 (все значения в кг/час)
Расчетные параметры экстракционной колонны
час)
час)
Пример 16 - В данном примере иллюстрируется экстракционное извлечение катализатора трифос-Ru из отходящих продуктов гидрирования гликолевой кислоты в диапазоне от исходного сырья 4 до исходного сырья 7 (F-4, F-5, F-6 и F-7). К отходящим продуктам из реактора добавляли воду, как это продемонстрировано в таблице 17. Данные смеси исходного сырья подвергали либо одному, либо нескольким экстрагированиям с поперечным обтеканием, либо каскадной последовательности периодических экстрагирований с поперечным обтеканием, которые моделируют способ многоступенчатого непрерывного противоточного экстрагирования. Экстрагирования с поперечным обтеканием проводили следующим далее образом. Водную смесь исходного сырья в виде отходящего продукта реакции гидрирования вводили в контакт с указанной смесью растворителя при заданном соотношении количеств между растворителем и исходным сырьем и получающуюся в результате водную этиленгликолевую фазу с первой стадии экстрагирования вводили в контакт с еще одной порцией свежего растворителя. Данную последовательность повторяли вплоть до достижения желательного количества ступеней с поперечным обтеканием, как это продемонстрировано в таблице 17. Моделированные многоступенчатые непрерывные противоточные экстрагирования проводили следующим далее образом. Одну порцию данной смеси исходного сырья в виде отходящего продукта гидрирования гликолевой кислоты и воды сначала вводили в контакт со свежим растворителем в последовательности из экстрагирований с поперечным обтеканием для моделирования желательного количества ступеней. Обогащенную по растворителю фазу с первого экстрагирования с поперечным обтеканием после этого вводили в контакт с еще одной порцией свежей смеси отходящего продукта гидрирования. Затем водную фазу с данного экстрагирования вводили в контакт с обогащенной по растворителю фазой со второго экстрагирования с поперечным обтеканием. После этого данную каскадную схему расширяли для всех экстрагирований с поперечным обтеканием и цикл проводили от 5 до 6 раз для приближения к равновесным условиям. Методика моделированного противоточного экстрагирования, использующаяся в настоящем документе, хорошо известна специалистам в соответствующей области техники и подробно изложена в публикации автора Treybal («Liquid Extraction», 2nd Ed., McGraw-Hill Book Company, New York, NY, 1963, pp. 349-366). Смеси исходного сырья и конечные потоки экстракта и рафината с поперечным обтеканием и с несколькими ступенями проанализировали методами газовой хроматографии и индуктивно связанной плазмы. Условия по исходному сырью для каждого набора экстрагирований, использующийся растворитель, схема экстрагирования, количество ступеней, соотношения количеств S/F, температура экстрагирования и получающееся в результате извлечение Ru и фосфора в экстрактную фазу суммарно представлены в таблице 17.
Экстрагирования с поперечным обтеканием и моделированные многоступенчатые непрерывные противоточные экстрагирования
Профиль концентраций Ru и фосфора при моделированном многоступенчатом непрерывном противоточном экстрагировании продемонстрирован в таблице 18 для эксперимента 16-3 (таблица 17). Количества моделированных ступеней представляют собой то, что указано на фигуре 7. Отходящий продукт гидрирования гликолевой кислоты F-4 перемешивали с водой для получения содержания воды 37 массовых процентов и подавали на ступень 1. Экстрагент 2-этилгексанол поступал ниже ступени 6. Обогащенная по растворителю фаза (экстракт) перетекала от ступени 6 к 1 при одновременном перетекании водной смеси отходящего продукта гидрирования от ступени 1 к 6.
Моделированное многоступенчатое экстрагирование - профили концентраций Ru и фосфора
Пример 17 - В данном эксперименте демонстрируется использование одноступенчатой перегонки в качестве средства отделения экстрагента от катализаторной системы. Продукты экстракта с каждого цикла моделированного многоступенчатого экстрагирования из эксперимента 16-6 (таблица 17) объединяли в круглодонной колбе и перегоняли в аппарате одноступенчатой перегонки. Перегонный куб первоначально нагревали до 70°С при одновременном осторожном опускании давления до 50 торр. Для выдерживания стационарной скорости выкипания температуру перегонного куба после этого медленно увеличивали вплоть до достижения ею 110°С. Масса, композиция и извлечения как при экстрагировании (результаты по экстрактной и рафинатной фазам с конечного цикла), так и при перегонке продемонстрированы в таблице 19.
Экстрагирование с последующей одноступенчатой перегонкой
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОГО ДИЗЕЛЬНОГО ТОПЛИВА ИЗ ВЫСОКОСЕРНИСТЫХ ДИЗЕЛЬНЫХ ФРАКЦИЙ И УСТРОЙСТВО, ЕГО РЕАЛИЗУЮЩЕЕ | 2012 |
|
RU2514916C9 |
| СПОСОБ ВЫДЕЛЕНИЯ СУЛЬФОКСИДОВ И СУЛЬФОНОВ ИЗ СМЕСИ С УГЛЕВОДОРОДАМИ И СЕРНИСТЫМИ СОЕДИНЕНИЯМИ | 1999 |
|
RU2144916C1 |
| Способ очистки минеральных масел | 1981 |
|
SU1002347A1 |
| Экстрагент ароматических углеводородов | 1976 |
|
SU620470A1 |
| Способ выделения ароматических углеводородов из их смесей с неароматическими | 1977 |
|
SU739049A1 |
| Способ выделения ароматических углеводородов из их смесей с неароматическими углеводородами | 1973 |
|
SU513960A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭТИЛЕНГЛИКОЛЯ ИЗ САХАРОВ | 2017 |
|
RU2737159C2 |
| Смешанный экстрагент для выделения ароматических углеводородов из их смесей с неароматическими | 1978 |
|
SU721382A1 |
| СПОСОБ ОЧИСТКИ ДИЗЕЛЬНОЙ ФРАКЦИИ | 2009 |
|
RU2429276C2 |
| Способ разделения углеводородов с разной степени насыщенности | 1977 |
|
SU747845A1 |
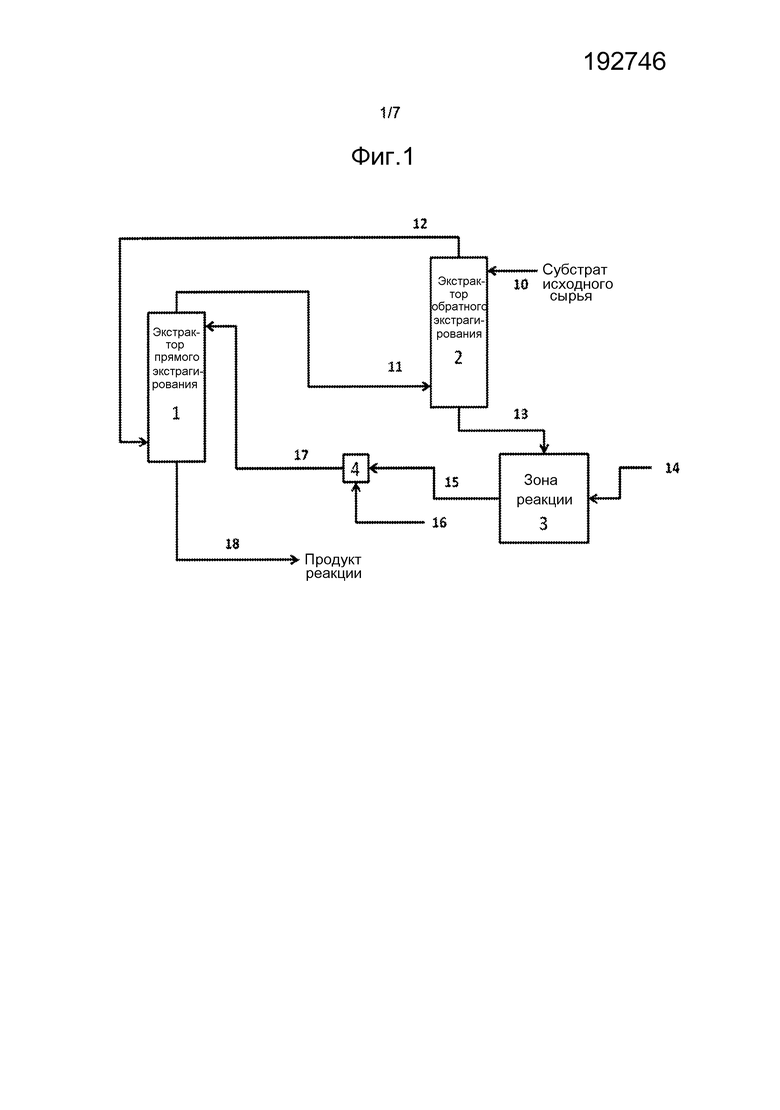
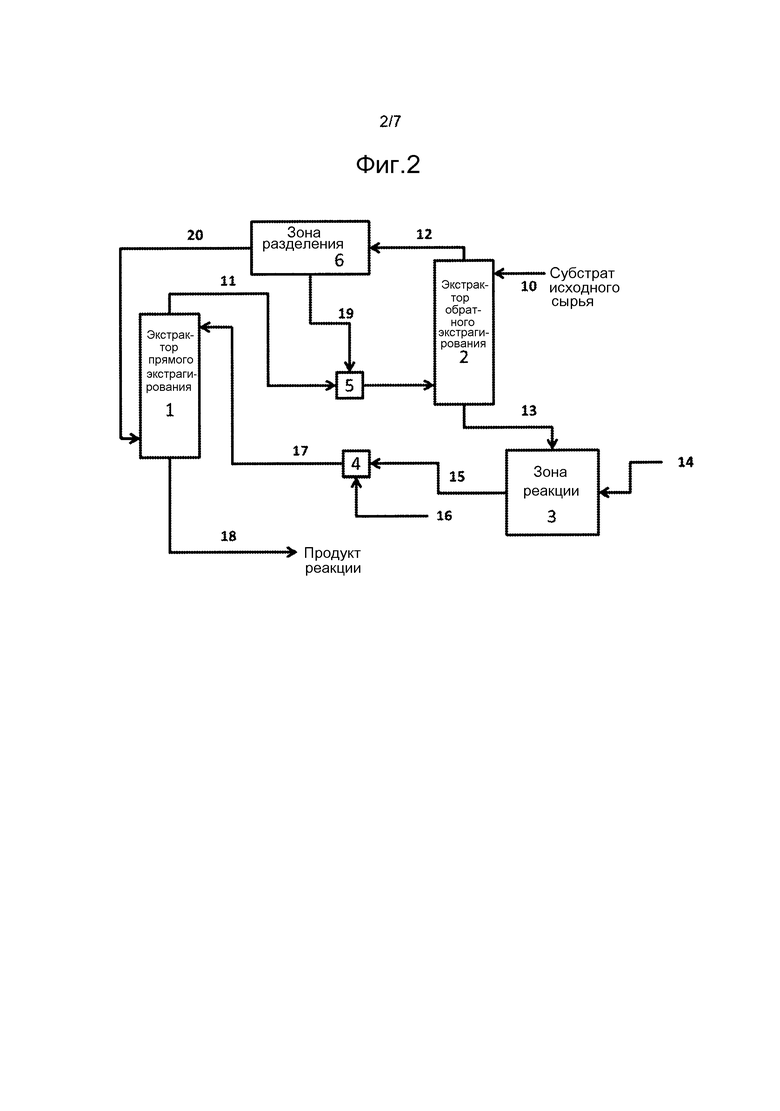
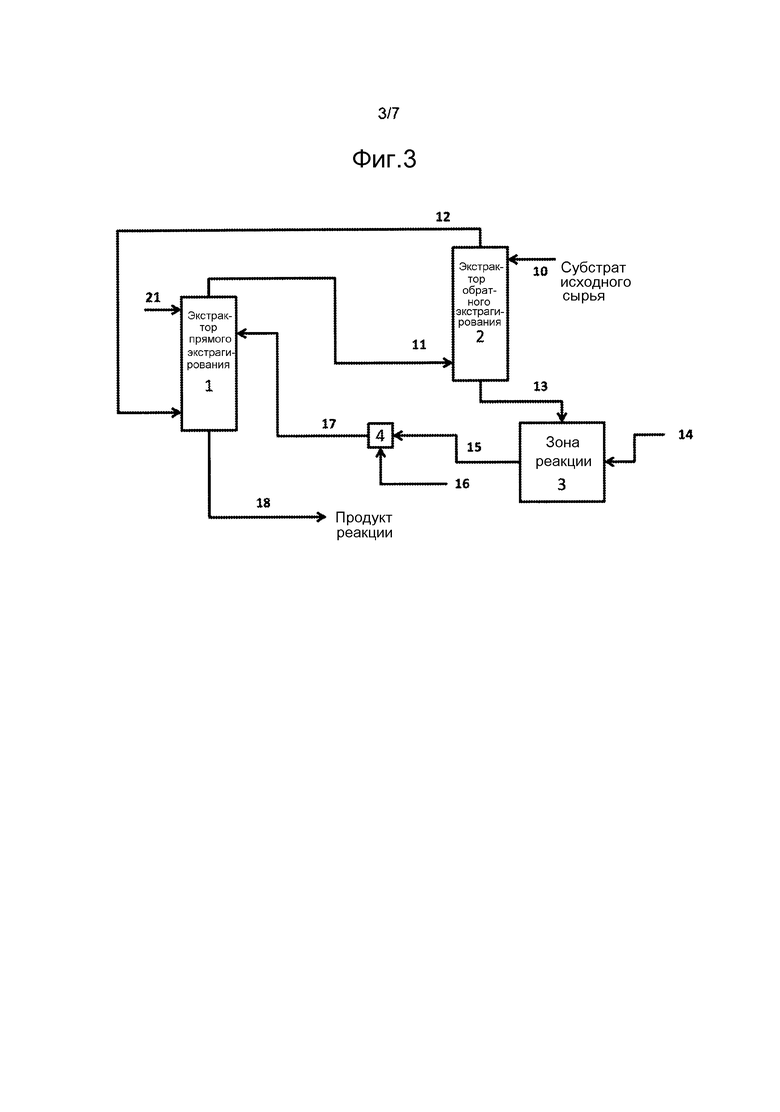
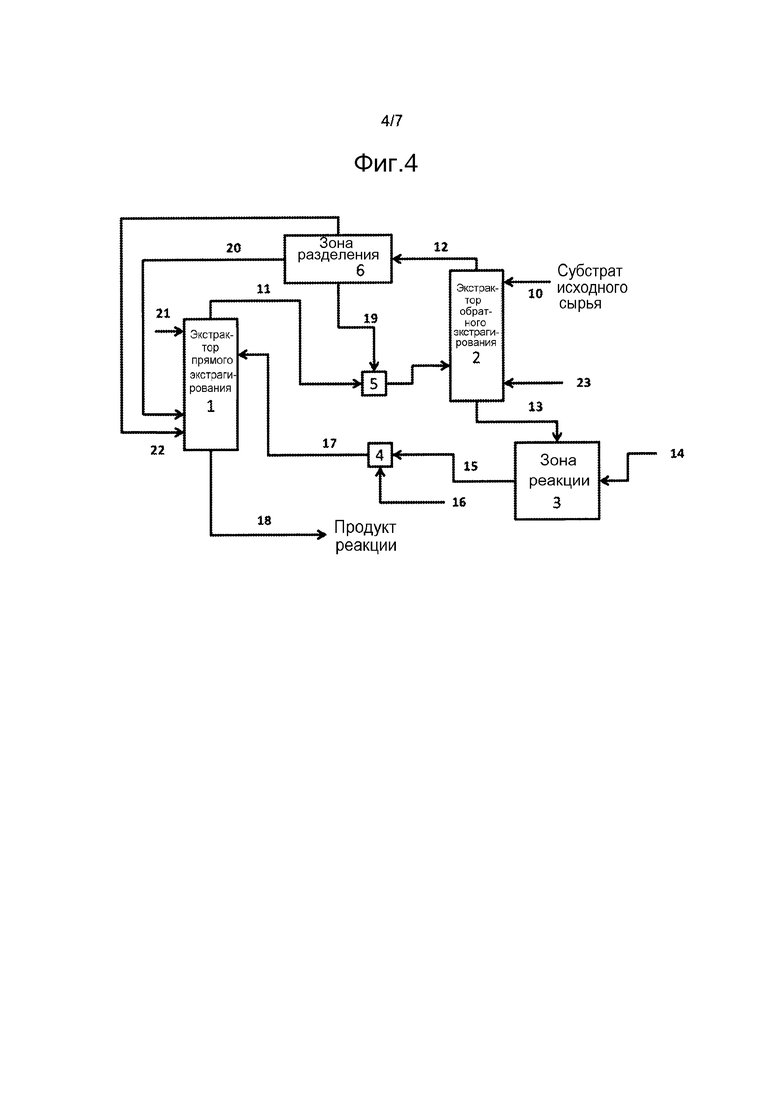
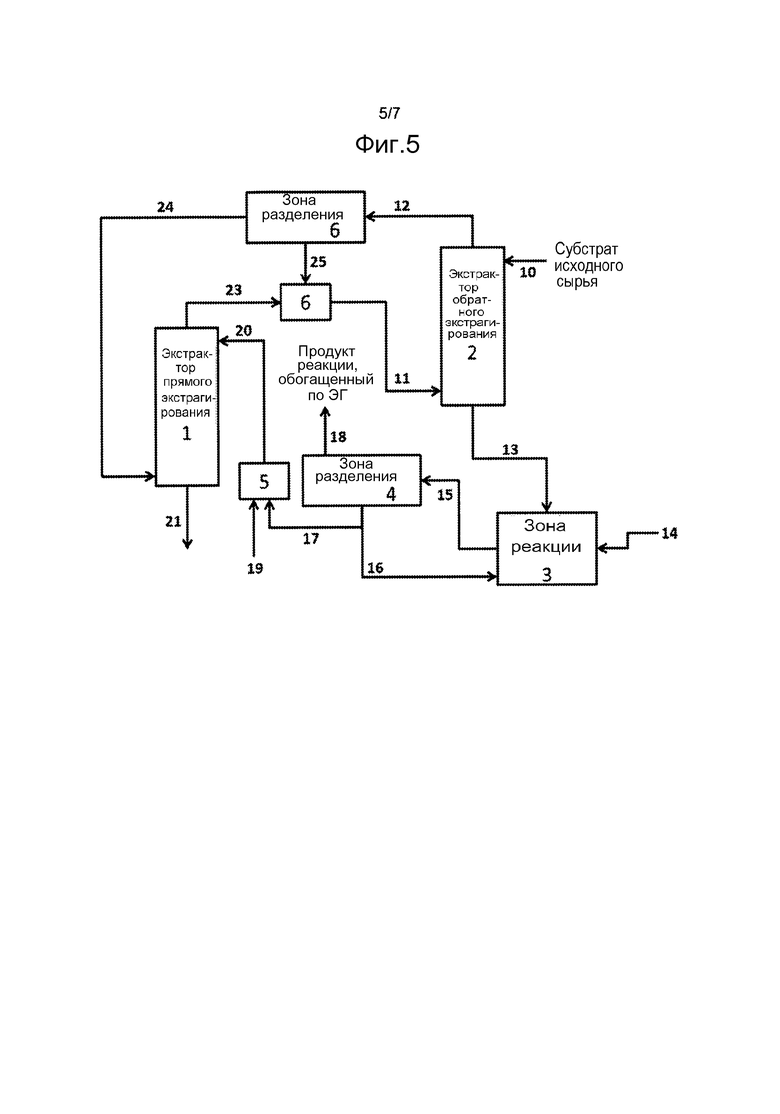
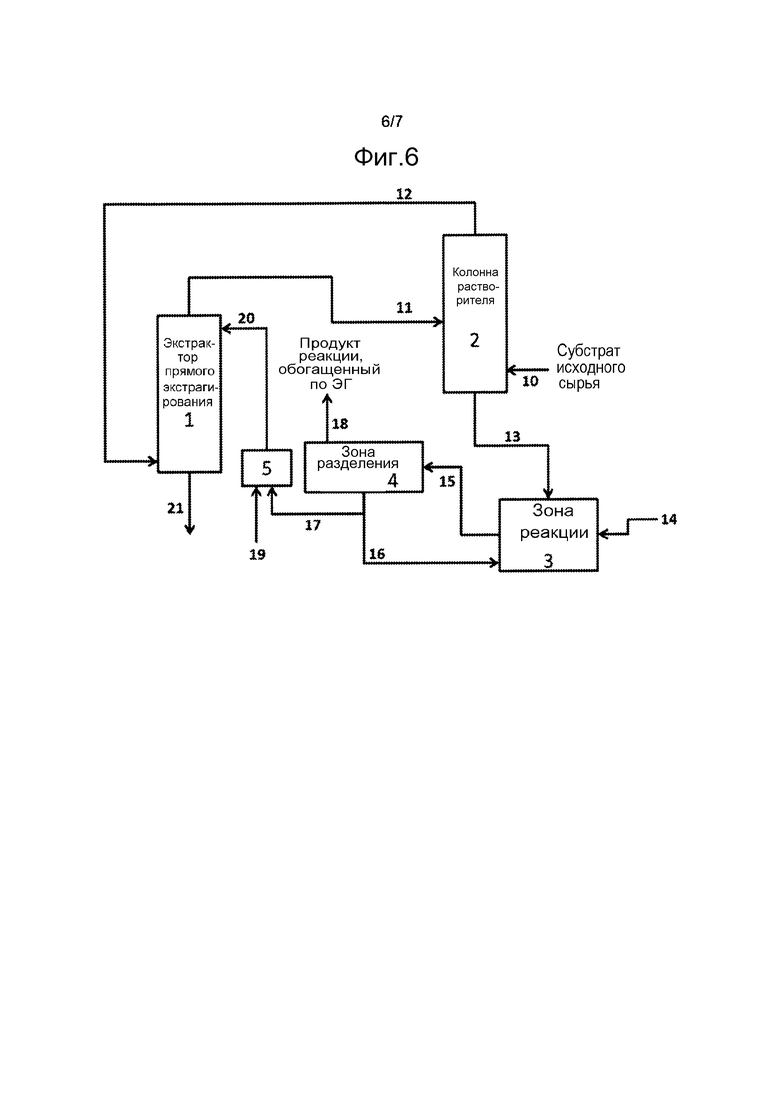
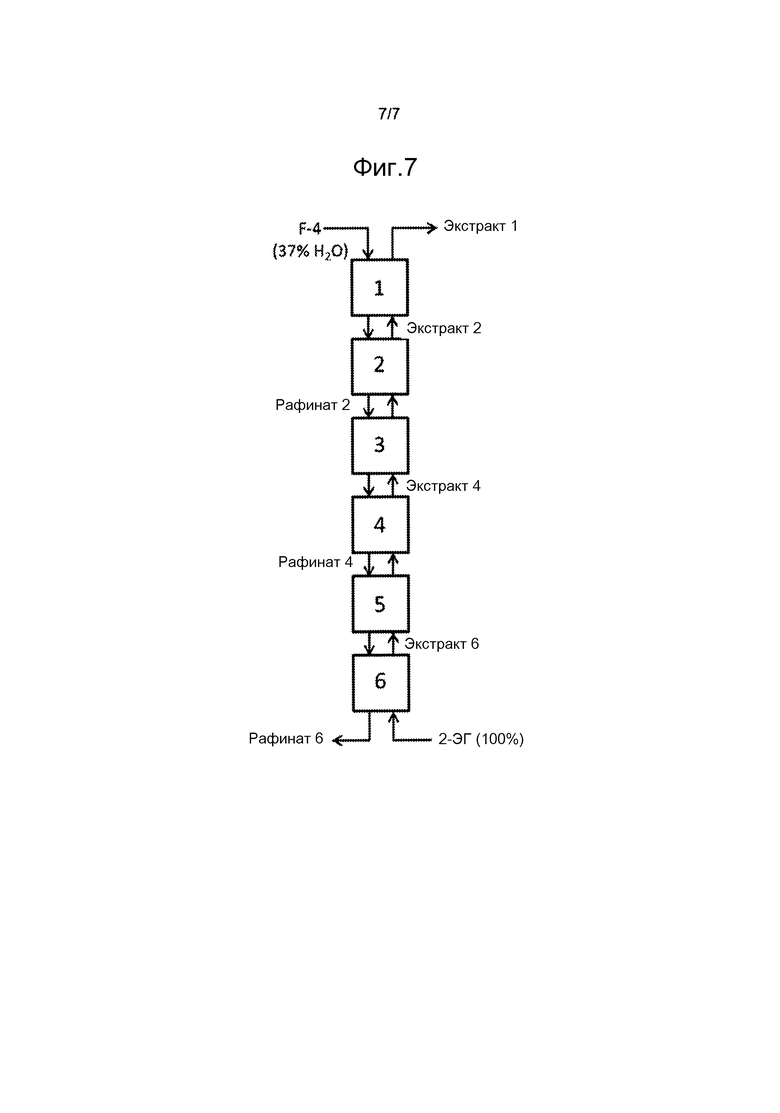
Изобретение описывает способ экстракционного извлечения гомогенного рутениевого катализатора из продукта реакции гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты и/или олигомеров гликолевой кислоты под действием экстрагента, содержащего гидрофобный растворитель и необязательный гидрофильный растворитель. Рутениевый катализатор, который может включать 1,1,1-трис(диарил- или диалкилфосфинометил)алкановые лиганды, может быть извлечен из гидрофобной экстрактной фазы в результате обратного экстрагирования под действием гидрофильного растворителя и отправлен на рецикл в технологический процесс получения этиленгликоля в результате гидрирования гликолевой кислоты и производных гликолевой кислоты. Технический результат - эффективный способ извлечения рутений-1,1,1-трис(диарил- или диалкилфосфинометил)алкановых катализаторных композиций из отходящего продукта гидрирования гликолевой кислоты для доведения до максимума извлечения катализаторной системы при наименьших затратах в совокупном способе с учетом стадий как реакции, так и разделения для получения этиленгликоля. 2 н. и 27 з.п. ф-лы, 7 ил., 26 табл., 17 пр.
1. Способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(a) от 10 до 99 массовых процентов этиленгликоля, от 0,5 до 50 массовых процентов воды и от 0,5 до 4 0 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу упомянутого отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и тридентатный лиганд, включающий по меньшей мере один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов; и
(ii) дополнительную воду, при этом упомянутое исходное сырье содержит от 5 до 50 массовых процентов воды в расчете на совокупную массу упомянутого отходящего продукта гидрирования гликолевой кислоты и упомянутой дополнительной воды;
с помощью первого экстрагента, содержащего
(i) гидрофобный растворитель, выбираемый из алканолов, содержащих от 4 до 20 атомов углерода, кетонов, содержащих от 5 до 20 атомов углерода, сложных эфиров, содержащих от 5 до 20 атомов углерода, простых эфиров, содержащих от 5 до 20 атомов углерода, карбоновых кислот, содержащих от 5 до 20 атомов углерода, и их смесей; и
(ii) необязательно гидрофильный растворитель;
с получением первой рафинатной фазы, содержащей основное количество упомянутого этиленгликоля и неосновное количество упомянутой катализаторной композиции, содержащейся в упомянутом отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество упомянутой катализаторной композиции и неосновное количество упомянутого этиленгликоля, содержащегося в упомянутом отходящем продукте гидрирования гликолевой кислоты;
(В) разделение упомянутой первой рафинатной фазы и упомянутой первой экстрактной фазы.
2. Способ по п. 1, дополнительно включающий экстрагирование упомянутой первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество упомянутой катализаторной композиции, содержащейся в упомянутой первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество упомянутой катализаторной композиции, содержащейся в упомянутой первой экстрактной фазе стадии.
3. Способ по п. 1, дополнительно включающий перегонку упомянутой первой экстрактной фазы стадии (В) с получением дистиллята, содержащего основное количество упомянутого гидрофобного растворителя, содержащегося в упомянутой первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество упомянутой катализаторной композиции, содержащейся в упомянутой первой экстрактной фазе стадии (В).
4. Способ по любому из пп. 1-3, где упомянутый отходящий продукт гидрирования гликолевой кислоты содержит от 40 до 99 массовых процентов этиленгликоля, от 0,5 до 40 массовых процентов воды и от 0,5 до 40 массовых процентов упомянутых одного или нескольких побочных продуктов реакции; или от 80 до 95 массовых процентов этиленгликоля, от 1 до 15 массовых процентов воды и от 1 до 15 массовых процентов упомянутых одного или нескольких побочных продуктов реакции.
5. Способ по любому из пп. 1-4, где упомянутое исходное сырье содержит от 10 до 30 массовых процентов воды в расчете на совокупную массу упомянутого отходящего продукта гидрирования гликолевой кислоты и упомянутой дополнительной воды.
6. Способ по любому из пп. 1-5, где упомянутый тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)метан, 1,1,1-трис(дифенилфосфинометил)этан, (2-(бутоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), (2-(бензилоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), 1,1,1-трис(дифенилфосфинометил)пропан, 1,1,1-трис(дифенилфосфинометил)бутан, 1,1,1-трис(дифенилфосфинометил)-2,2-диметилпропан, 1,1,1-трис(дифенилфосфинометил)циклогексан, 1,1,1-трис(дициклогексилфосфинометил)этан, 1,1,1-трис(диметилфосфинометил)этан, 1,1,1-трис(диэтилфосфинометил)этан или их смеси.
7. Способ по любому из пп. 1-6, где упомянутый тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)этан.
8. Способ по любому из пп. 1-7, где упомянутый гидрофобный растворитель выбирают из 2-этилгексанола, бутанола, пентанола, гексанола, гептанола, октанола, нонанола, деканола, изомеров тетрадеканола, метилизобутилкетона, метилизопропилкетона, изобутилизобутирата, этилацетата, н-бутилацетата, изобутилацетата, изопропилацетата, н-пропилацетата, диизопропилового эфира, дибутилового эфира, трет-амилметилового эфира, 2-этилгексановой кислоты и их смесей.
9. Способ по любому из пп. 1-8, где упомянутый гидрофобный растворитель дополнительно содержит углеводород, содержащий от 5 до 20 атомов углерода, или где упомянутый углеводород выбирают из гексана, гептана, октана, декана, бензола, толуола, ксилолов, метилнафталинов, изопарафиновых смешанных углеводородов, характеризующихся интервалом выкипания от 90 до 325°C, и их смесей.
10. Способ по любому из пп. 1-9, где упомянутый первый экстрагент содержит гидрофильный растворитель, выбираемый из воды, нитрилов, содержащих от 2 до 3 атомов углерода, алкоксинитрилов, содержащих от 4 до 6 атомов углерода, алканолов, содержащих от 1 до 3 атомов углерода, алкоксиспиртов, содержащих от 2 до 6 атомов углерода, пирролидонов, содержащих от 4 до 6 атомов углерода, формамидов, содержащих от 4 до 6 атомов углерода, сульфоксидов, содержащих от 4 до 6 атомов углерода, диолов, содержащих от 2 до 6 атомов углерода, полиолов, содержащих от 2 до 6 атомов углерода, уксусной кислоты, муравьиной кислоты, α-гидроксикарбоновых кислот, содержащих от 4 до 6 атомов углерода, олигомеров гликолевой кислоты, содержащих от 2 до 6 повторяющихся звеньев, полиольных и диольных сложных эфиров гликолевой кислоты и их смесей.
11. Способ по любому из пп. 2, 4-10, где упомянутый второй экстрагент содержит сложные моно- и диэфиры этиленгликоля с гликолевой кислотой.
12. Способ по любому из пп. 1-11, где упомянутый тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)этан, а упомянутый первый экстрагент содержит от 60 до 100 массовых процентов 2-этилгексанола и от 0 до 40 массовых процентов гептана в расчете на совокупную массу упомянутого первого экстрагента.
13. Способ по любому из пп. 2, 4-12, дополнительно включающий объединение упомянутой второй рафинатной фазы с упомянутым первым экстрагентом стадии (А) или перегонку упомянутой второй рафинатной фазы для получения дистиллята в виде гидрофобного растворителя и объединение упомянутого дистиллята в виде гидрофобного растворителя с упомянутым первым экстрагентом стадии (А).
14. Способ по любому из пп. 3-10, 12, дополнительно включающий объединение упомянутого дистиллята с упомянутым первым экстрагентом стадии (А).
15. Способ по любому из пп. 2, 4-13, дополнительно включающий перепускание упомянутой второй экстрактной фазы в технологический процесс получения этиленгликоля посредством гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей до этиленгликоля.
16. Способ извлечения гомогенного катализатора, включающий
(А) экстрагирование исходного сырья, содержащего
(i) отходящий продукт гидрирования гликолевой кислоты, содержащий
(a) от 0,5 до 50 массовых процентов этиленгликоля, от 0,5 до 50 массовых процентов воды и от 25 до 99 массовых процентов одного или нескольких побочных продуктов реакции, выбираемых из гликолевой кислоты, олигомеров гликолевой кислоты, олигомеров этиленгликоля, сложных эфиров гликолевой кислоты, 1,2-пропандиола, 1,2-бутандиола и полиолов, при этом в каждом случае в расчете на совокупную массу упомянутого отходящего продукта гидрирования гликолевой кислоты; и
(b) катализаторную композицию, содержащую рутений и тридентатный лиганд, включающий по меньшей мере один фосфин, выбираемый из 1,1,1-трис(диарилфосфинометил)алканов и 1,1,1-трис(диалкилфосфинометил)алканов; и
(ii) дополнительную воду, при этом упомянутое исходное сырье содержит от 5 до 95 массовых процентов воды в расчете на совокупную массу упомянутого отходящего продукта гидрирования гликолевой кислоты и упомянутой дополнительной воды;
с помощью первого экстрагента, содержащего (i) гидрофобный растворитель, выбираемый из алканолов, содержащих от 4 до 20 атомов углерода, кетонов, содержащих от 5 до 20 атомов углерода, сложных эфиров, содержащих от 5 до 20 атомов углерода, простых эфиров, содержащих от 5 до 20 атомов углерода, карбоновых кислот, содержащих от 5 до 20 атомов углерода, и их смесей; и
(ii) необязательно гидрофильный растворитель;
с получением первой рафинатной фазы, содержащей основное количество упомянутых одного или нескольких побочных продуктов реакции и неосновное количество упомянутой катализаторной композиции, содержащейся в упомянутом отходящем продукте гидрирования гликолевой кислоты, и первой экстрактной фазы, содержащей основное количество упомянутой катализаторной композиции и неосновное количество упомянутых одного или нескольких побочных продуктов реакции, содержащихся в упомянутом отходящем продукте гидрирования гликолевой кислоты;
(В) разделение упомянутой первой рафинатной фазы и упомянутой первой экстрактной фазы.
17. Способ по п. 16, дополнительно включающий экстрагирование упомянутой первой экстрактной фазы стадии (В) под действием второго экстрагента, содержащего воду, этиленгликоль, этиленгликолевые сложные эфиры гликолевой кислоты, гликолевую кислоту, олигомеры гликолевой кислоты или их смеси, с получением второй экстрактной фазы, содержащей основное количество упомянутой катализаторной композиции, содержащейся в упомянутой первой экстрактной фазе стадии (В), и второй рафинатной фазы, содержащей неосновное количество упомянутой катализаторной композиции, содержащейся в упомянутой первой экстрактной фазе стадии (В).
18. Способ по п. 16, дополнительно включающий перегонку упомянутой первой экстрактной фазы стадии (В), с получением дистиллята, содержащего основное количество упомянутого гидрофобного растворителя, содержащегося в упомянутой первой экстрактной фазе стадии (В), и кубового остатка, содержащего основное количество упомянутой катализаторной композиции, содержащейся в упомянутой первой экстрактной фазе стадии (В).
19. Способ по любому из пп. 16-18, где упомянутый отходящий продукт гидрирования гликолевой кислоты содержит от 0,5 до 30 массовых процентов этиленгликоля, от 0,5 до 30 массовых процентов воды и от 40 до 99 массовых процентов упомянутых одного или нескольких побочных продуктов реакции; или от 0,5 до 20 массовых процентов этиленгликоля, от 0,5 до 20 массовых процентов воды и от 7 0 до 99 массовых процентов упомянутых одного или нескольких побочных продуктов реакции.
20. Способ по любому из пп. 16-19, где упомянутое исходное сырье содержит от 10 до 85 массовых процентов воды в расчете на совокупную массу упомянутого отходящего продукта гидрирования гликолевой кислоты и упомянутой дополнительной воды.
21. Способ по любому из пп. 16-20, где упомянутый тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)метан, 1,1,1-трис(дифенилфосфинометил)этан, (2-(бутоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), (2-(бензилоксиметил)-2-((дифенилфосфино)метил)пропан-1,3-диил)бис(дифенилфосфин), 1,1,1-трис(дифенилфосфинометил)пропан, 1,1,1-трис(дифенилфосфинометил)бутан, 1,1,1-трис(дифенилфосфинометил)-2,2-диметилпропан, 1,1,1-трис(дифенилфосфинометил)циклогексан, 1,1,1-трис(дициклогексилфосфинометил)этан, 1,1,1-трис(диметилфосфинометил)этан, 1,1,1-трис(диэтилфосфинометил)этан или их смеси.
22. Способ по любому из пп. 16-21, где упомянутый тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)этан.
23. Способ по любому из пп. 16-22, где упомянутый гидрофобный растворитель выбирают из 2-этилгексанола, бутанола, пентанола, гексанола, гептанола, октанола, нонанола, деканола, изомеров тетрадеканола, метилизобутилкетона, метилизопропилкетона, изобутилизобутирата, этилацетата, н-бутилацетата, изобутилацетата, изопропилацетата, н-пропилацетата, диизопропилового эфира, дибутилового эфира, трет-амилметилового эфира, 2-этилгексановой кислоты и их смесей.
24. Способ по любому из пп. 16-23, где упомянутый гидрофобный растворитель дополнительно содержит углеводород, содержащий от 5 до 20 атомов углерода, или где упомянутый углеводород выбирают из гексана, гептана, октана, декана, бензола, толуола, ксилолов, метилнафталинов, изопарафиновых смешанных углеводородов, характеризующихся интервалом выкипания от 90 до 325°C, и их смесей.
25. Способ по любому из пп. 16-24, где упомянутый первый экстрагент содержит гидрофильный растворитель, выбираемый из воды, нитрилов, содержащих от 2 до 3 атомов углерода, алкоксинитрилов, содержащих от 4 до 6 атомов углерода, алканолов, содержащих от 1 до 3 атомов углерода, алкоксиспиртов, содержащих от 2 до 6 атомов углерода, пирролидонов, содержащих от 4 до 6 атомов углерода, формамидов, содержащих от 4 до 6 атомов углерода, сульфоксидов, содержащих от 4 до 6 атомов углерода, диолов, содержащих от 2 до 6 атомов углерода, полиолов, содержащих от 2 до 6 атомов углерода, уксусной кислоты, муравьиной кислоты, α-гидроксикарбоновых кислот, содержащих от 4 до 6 атомов углерода, олигомеров гликолевой кислоты, содержащих от 2 до 6 повторяющихся звеньев, полиольных и диольных сложных эфиров гликолевой кислоты и их смесей.
26. Способ по любому из пп. 17, 19-25, где упомянутый второй экстрагент содержит сложные моно- и диэфиры этиленгликоля с гликолевой кислотой.
27. Способ по любому из пп. 16-26, где упомянутый тридентатный лиганд включает 1,1,1-трис(дифенилфосфинометил)этан, а упомянутый первый экстрагент содержит от 60 до 100 массовых процентов пентанола и от 0 до 40 массовых процентов гептана в расчете на совокупную массу упомянутого первого экстрагента.
28. Способ по любому из пп. 17, 19-27, дополнительно включающий объединение упомянутой второй рафинатной фазы с упомянутым первым экстрагентом стадии (А) или перегонку упомянутой второй рафинатной фазы для получения дистиллята в виде гидрофобного растворителя и объединение упомянутого дистиллята в виде гидрофобного растворителя с упомянутым первым экстрагентом стадии (А).
29. Способ по любому из пп. 18-25, 27, 28, дополнительно включающий перепускание упомянутого кубового остатка в технологический процесс получения этиленгликоля посредством гидрирования гликолевой кислоты, сложных эфиров гликолевой кислоты, олигомеров гликолевой кислоты или их смесей до этиленгликоля.
| Колосоуборка | 1923 |
|
SU2009A1 |
| РАЗДЕЛЕНИЕ ПРОДУКТОВ РЕАКЦИИ, СОДЕРЖАЩИХ ФОСФОРОРГАНИЧЕСКИЕ КОМПЛЕКСЫ | 2001 |
|
RU2261760C2 |
| Устройство для забора и подачи воды к дождевальным машинам в движении | 1978 |
|
SU676239A1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ РАЗДЕЛЕНИЯ | 1999 |
|
RU2207332C2 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Столярный верстак | 1927 |
|
SU9844A1 |

