Область техники настоящего изобретения
Настоящее изобретение относится к способу производства обуви, выполненной из отлитой под давлением нижней части и верха, сформированного из деталей, выполненных из натуральной или синтетической кожи, трикотажа, украшений и т.д.
Более конкретно, способ согласно настоящему изобретению относится к производству обуви описанного типа, верх которой, выполненный более чем из одной детали, не содержит швов.
Предшествующий уровень техники настоящего изобретения
Производство обуви традиционными способами предусматривает следующие операции, на которых:
- вырезают детали верха, которые будут формировать верхнюю часть обуви;
- вручную соединяют эти детали друг с другом посредством склеивания, сшивания, включая элементы жесткости и декоративные элементы и т.д.;
- кроме того, выполняют процесс, который представляет собой производство подложки, который требует верха и формирования его на внутренней поверхности колодки;
- затем выполняют подготовительные процессы к сборке, такие как установка элементов жесткости в заднюю и переднюю части, которые будут формировать задник и носок;
- выполняют фиксацию стельки на внутренней поверхности колодки посредством скоб или ленты;
- выполняют сборку различных компонентов, для которой возможны различные альтернативные варианты, причем наиболее обычно выполняют механическую сборку, где верх помещают на колодку с подложкой под ней;
- помещают собранный комплект в формовочную печь для того, чтобы материалы стабилизировались и сохранили форму;
- зачищают лицевую сторону верха в соответствии с формой подошвы, предварительно отмеченной на ней;
- наносят клей на зачищенную часть и также на подошву, предварительно химически обработанную для закрепления клея;
- отдельно производят, как правило посредством вспомогательных фирм, подошву, выполненную в большинстве случаев из отлитых под давлением материалов;
- приклеивают подошву посредством надлежащего расположения и приложения давления машиной;
- удаляют готовую обувь из колодки для последующей очистки и выполнения некоторых видов окончательной обработки.
Описанный процесс предусматривает большое количество операций и требует значительного количества ручного труда, что делает производство обуви гораздо более дорогим.
Раскрытие настоящего изобретения
Предметом настоящего изобретения является способ производства обуви, который по сравнению с традиционными процессами предусматривает проведение уменьшенного количества операций, что позволяет снизить производственные затраты.
Другим предметом настоящего изобретения является создание обуви с отличным и более привлекательным внешним видом по сравнению с таковым обуви, изготовленной традиционными способами.
Производство обуви согласно способу согласно настоящему изобретению выполняют посредством следующих стадий, на которых:
a) вырезают детали, которые будут формировать верх обуви;
b) подготавливают литейную форму и литейный стержень, причем литейная форма выполнена из двух или более частей, которые с внутренней стороны полностью воспроизводят внешнюю конфигурацию обуви, а именно верх и нижнюю часть, и содержат области, контур которых соответствует контуру деталей, которые будут формировать верх обуви. Литейный стержень имеет форму металлической колодки и разграничивает совместно с внутренней поверхностью литейной формы полости, которые будут соответствовать объему верха и нижней части;
c) помещают детали, которые будут формировать верх обуви, в области, выполненные внутри литейной формы, из которых они будут выступать для разграничения пустых полостей и каналов;
d) выполняют литье под давлением термопластичного материала в расплавленном состоянии в литейную форму до тех пор, пока не будут заполнены все полости и каналы, разграниченные деталями, которые будут формировать верх, и контактирующие с указанными деталями;
e) открывают литейную форму и извлекают колодку, представляющую собой литейный стержень, в результате чего получают готовую обувь.
Способ согласно настоящему изобретению, предусматривающий описанные стадии, позволяет исключить в сущности все операции традиционных способов, таким образом, позволяя резко снизить затраты на ручной труд.
В соответствии со способом согласно настоящему изобретению внутренняя поверхность частей, формирующих литейную форму, воспроизводит общий объем обуви, включая верх и нижнюю часть. Области, воспроизводящие верх, имеют рельеф, содержащий области, разделенные невысокими ребрами, причем в указанных областях расположены детали верха, характеризующиеся большей толщиной, чем ребра, причем указанные детали разграничивают сеть каналов и полости, включающие объем, соответствующий нижней части, которые при заливке термопластичного материала в расплавленном состоянии формируют каркас, который контактирует с деталями верха для того, чтобы выполнять функцию связующего средства между ними, и одновременно формируют нижнюю часть или подошву обуви, с которой соединен упомянутый выше каркас.
Области, предназначенные для приема деталей, которые будут формировать верх, и разделенные посредством упомянутых выше ребер, будут содержать средства фиксации для фиксации указанных деталей для того, чтобы обеспечить фиксацию их местоположения во время литья под давлением термопластичного материала. Эти средства фиксации могут состоять из клейкого покрытия, характеризующегося низкой силой фиксации, которое будет покрывать, по меньшей мере, часть поверхности упомянутых выше областей. Упомянутые выше средства фиксации могут также состоять из мелких остроконечных выступов, таких как мелкие иглы, которые выступают из поверхности упомянутых выше областей, и высота которых будет меньше, чем толщина деталей, которые будут формировать верх обуви.
Детали, которые будут формировать верх, располагают в перевернутом положении, когда литейная форма открыта. Как только все компоненты верха расположены, различные части, формирующие литейную форму, соединяют на металлической колодке, которая функционирует в качестве литейного стержня, и комплект для литья закрывают для того, чтобы выполнить литье под давлением термопластичного материала в расплавленном состоянии. Затем, как только отлитый под давлением материал затвердеет, открывают литейную форму, удаляют колодку из обуви, в результате чего получают готовую обувь, содержащую сформированный верх и подошву, и имеющую общий внешний вид традиционной обуви, но с собственным отличительным признаком, поскольку она не содержит швов, в результате чего создается верхняя видимая поверхность обуви с отличным внешним видом.
Понятно, что на обувь, изготовленную способом согласно настоящему изобретению, может быть нанесен посредством пришивания, соединения заклепками и т.д. любой другой компонент.
В соответствии со способом согласно настоящему изобретению может быть нанесено покрытие из подходящего материала на поверхность колодки перед литьем под давлением, например, на основе кожаной или тканой подкладки, которая будет контактировать лицевой стороной с колодкой, а бахтармяной стороной с жидкостью. Таким образом, будет получена обувь с верхом и подкладкой, и, кроме того, ребра термопластичного материала будут оставаться скрытыми между подкладкой и верхом. Другими словами, если смотреть вовнутрь обуви, то будет видна только подкладка, а не бахтармяная сторона кожи верха и ребра термопластичных материалов, соединяющие детали указанного верха друг с другом. Для формирования этой подкладки могут быть использованы швы.
Краткое описание чертежей
Способ производства согласно настоящему изобретению проиллюстрирован приложенными фигурами, приведенными в качестве неограничивающего примера, на которых:
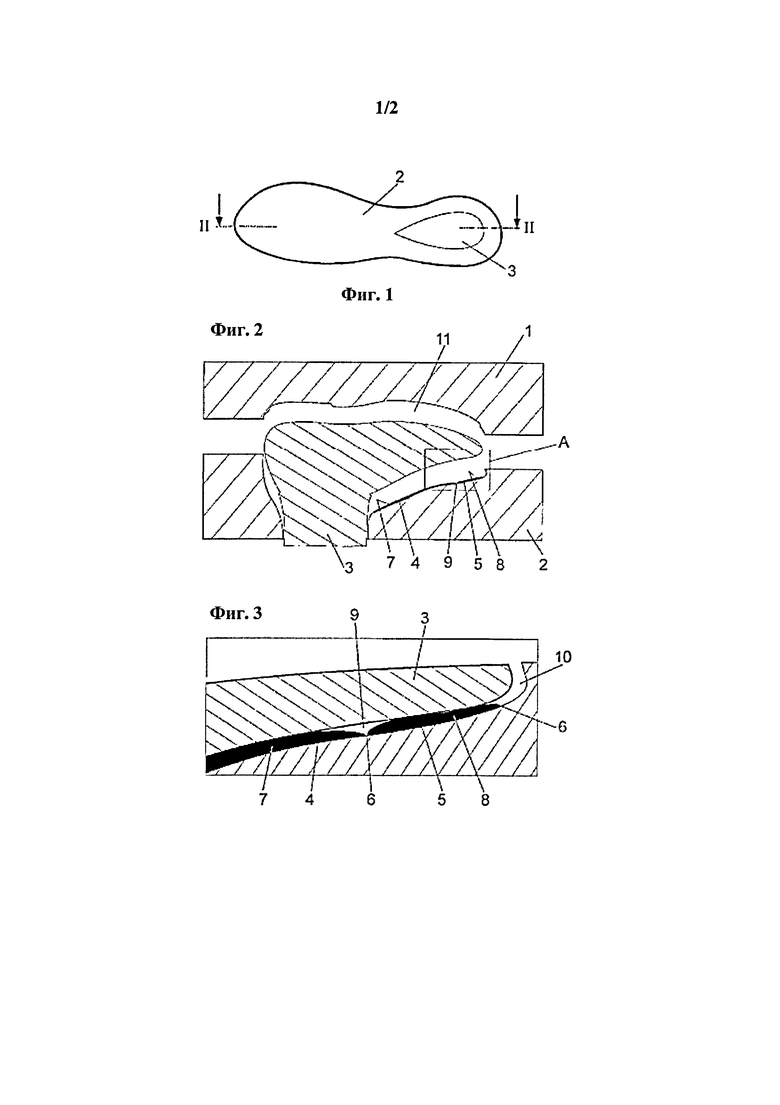
на фиг.1 представлен вид сверху литейной формы, используемой для производства обуви согласно настоящему изобретению;
на фиг.2 представлен продольный разрез литейной формы и колодки, которая функционирует в качестве литейного стержня, выполненный вдоль линии разреза II-II, изображенной на фиг.1;
на фиг.3 представлен вид сегмента А, изображенного на фиг.2, в увеличенном масштабе;
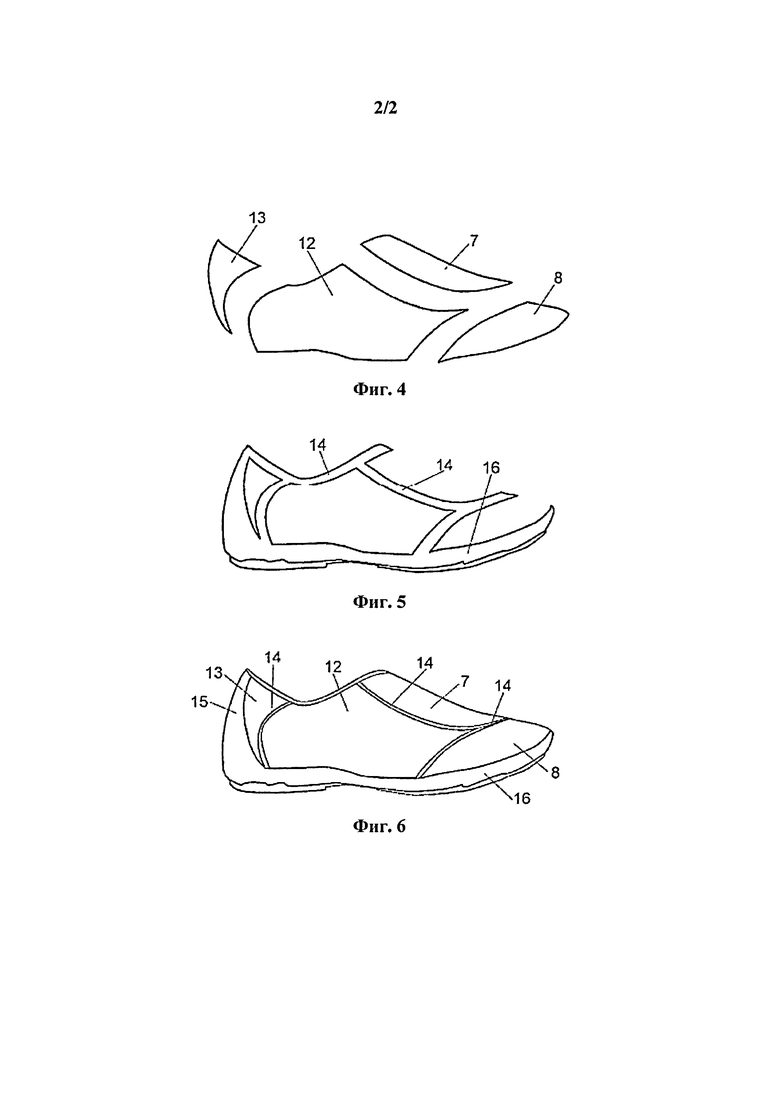
на фиг.4 представлен вид сбоку положения различных деталей, формирующих часть верха обуви;
на фиг.5 представлена сеть ребер и нижняя часть, полученные при литье под давлением термопластичного материала в соответствующий комплект литейной формы и литейного стержня, представленный на фиг.2;
на фиг.6 представлен вид сбоку обуви, изготовленной посредством способа согласно настоящему изобретению.
Подробное описание варианта осуществления настоящего изобретения
Производство обуви посредством способа согласно настоящему изобретению выполняют с использованием литейной формы и литейного стержня, представленных на фиг.1-3.
Литейная форма будет воспроизводить внешнюю поверхность производимой обуви, включая нижнюю часть и будет выполнена, по меньшей мере, из двух частей 1 и 2, которые, будучи закрыты, будут разграничивать полость, которая будет соответствовать внешней конфигурации обуви. Эта литейная форма может быть выполнена из большего количества частей, которые могут быть соединены друг с другом.
Металлическая колодка 3, которая функционирует в качестве литейного стержня, расположена внутри литейной формы, сформированной частями 1 и 2, таким образом, чтобы между внешней поверхностью колодки и внутренней поверхностью частей 1 и 2, формирующих литейную форму, было разграничено пространство, которое будет соответствовать пространству обуви, включая верх и нижнюю часть.
В соответствии с примером, представленным на фигурах, часть 1 литейной формы совместно с колодкой 3 будут разграничивать полость для подошвы обуви, тогда как пространство, разграниченное между частью 2 и колодкой 3, соответствует объему верха.
Согласно настоящему изобретению часть 2 содержит на своей внутренней поверхности области 4, контур которых соответствует контуру деталей, которые будут формировать верх обуви, причем области разделены и разграничены ребрами 6, см. фиг.3.
Во всех областях внутренней поверхности части 2 литейной формы, соответствующих деталям верха и в общем обозначенных на фиг.2 и 3 позициями 4 и 5, расположены соответствующие предварительно вырезанные детали верха, обозначенные позициями 7 и 8, причем толщина этих деталей больше, чем высота ребер 6, в результате чего между последовательно расположенными деталями 7 и 8 разграничены каналы 9, которые будут закрыты колодкой 3 при помещении ее вовнутрь литейной формы. Одновременно, полости 10, которые будут соответствовать периферийным областям обуви или нижней части, разграничены между колодкой 3 и частью 2. И наконец, полость 11, которая будет соответствовать объему нижней части обуви, будет разграничена между колодкой 3 и частью 1.
В качестве примера на фиг.4 представлено относительное положение, которое примут различные детали 7, 8, 12 и 13, которые будут формировать верх обуви, разделенные друг от друга каналами 9.
Формирующие верх детали могут быть выполнены из натуральной или синтетической кожи и могут включать трикотаж, украшения и т.д. и в каждом случае расположены в областях или полостях, сформированных во внутренней поверхности части 2 литейной формы.
Как только расположены все детали верха и литейная форма закрыта с колодкой внутри, выполняют литье под давлением термопластичного материала в расплавленном состоянии через сеть каналов 9 и полости 10 и 11, разграниченные между литейной формой и колодкой, в результате чего образуется каркас, такой как представлен на фиг.5, между ребрами которого будут расположены детали 7, 8, 12 и 13, представленные на фиг.4. Каркас, представленный на фиг.5, совместно с нижней частью, полученной во время одной операции литья под давлением, без деталей 7, 8, 12 и 13, может образовывать сандалию или подобную обувь.
Благодаря форме каналов 9 совместно с полостями 10 и 11 и поскольку ребра 6 не касаются поверхности колодки 3, расплавленный термопластичный материал, который заливают под давлением в закрытую литейную форму, находится в контакте с деталями 4 и 5, которые будут формировать верх, функционируя как средство для их соединения.
После открытия литейной формы и извлечения колодки 5 получают обувь, такую как представлена на фиг.6, в которой формирующие верх детали 7, 8, 12, 13 и т.д. скреплены друг с другом посредством промежуточных ребер 14 и в представленном примере посредством области 15 задника и подошвы 16, выполненных из залитого под давлением термопластичного материала.
Обувь согласно фиг.6, получаемая после открытия литейной формы, будет готова для присоединения к ней стельки и для очистки изделия без необходимости проведения операций по пристегиванию подошвы, сборки, формирования и склеивания, которые необходимы согласно традиционным способам.
Как отмечено выше, покрытие, которое будет прикреплено к внутренней поверхности деталей, формирующих верх, функционирующее в качестве подкладки обуви, может быть расположено на поверхности колодки 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГИБКИХ ТРЕХМЕРНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2613432C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| ОБУВЬ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2750365C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ И ОБУВЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2003 |
|
RU2343808C2 |
| НЕПРОМОКАЕМАЯ, ВОЗДУХОПРОНИЦАЕМАЯ ОБУВЬ С КОМБИНИРОВАННОЙ СТРУКТУРОЙ ВЕРХА | 2010 |
|
RU2549326C2 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
| ВОДОНЕПРОНИЦАЕМЫЙ И ВОЗДУХОПРОНИЦАЕМЫЙ БОТИНОК | 2016 |
|
RU2703419C2 |
| ГАЗОПРОНИЦАЕМАЯ ОБУВЬ | 2001 |
|
RU2247522C2 |
| Способ изготовления обуви литьевого метода крепления | 1989 |
|
SU1662483A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОБУВИ | 2000 |
|
RU2205578C2 |
Изобретение относится к способу производства обуви. Он включает литьевую пресс-форму (1 и 2) и литьевую металлическую колодку (3), между которыми расположены детали (4 и 5), которые будут формировать верх обуви. Причем эти детали разграничивают между собой каналы (9), которые совместно с полостями (10 и 11), разграниченными между литьевой формой и литьевой металлической колодки (3), определяют сеть каналов (9) и полости (10,11). В последние заливают под давлением термопластичный материал в расплавленном состоянии. Участки разграничены ребрами (6), высота которых меньше толщины частей, образующих перед заготовки верха. Технический результат, достигаемый при использовании способа по изобретению, заключается в снижении производственных затрат. 6 ил.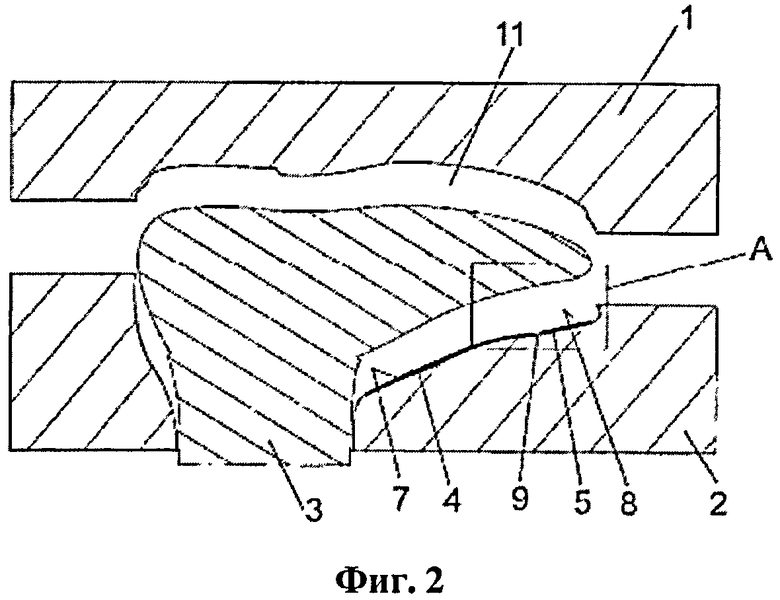
Способ производства обуви, включающий изготовление ее верха из отдельных деталей, включающий следующие этапы:
a) резку деталей (7, 8), формирующих верх обуви;
b) подготовку пресс-формы и контрформы, между которыми разграничено пространство, соответствующее объему верха и подошвы; при этом пресс-форма состоит из двух или более частей (1, 2), которые с внутренней стороны воспроизводят внешнюю форму обуви и имеют области (4, 5), контур которых соответствует контуру частей, формирующих верх обуви, а контрформа принимает форму металлической колодки (3) и отделяет от внутренней поверхности деталей, формирующих пресс-форму, объем, соответствующий передней части верха и подошве обуви;
c) размещение деталей (7, 8), которые формируют передней части верха обуви в областях (4, 5), отмеченных внутри пресс-формы, из которых они выступают для отделения пустых полостей (10) и каналов (9);
d) введение термопластичного материала в расплавленном состоянии в пресс-форму до заполнения всех полостей (10), образованных между пресс-формой и контрформой, а также каналов (9), отделенных деталями (7, 8), которые образуют переднюю часть верха, и соприкасающихся с указанными частями (7, 8);
e) открытие пресс-формы и извлечение колодки (3), составляющей контрформу;
при этом
- вышеупомянутые участки (4, 5) разграничены ребрами (6), высота которых меньше толщины частей (7, 8), которые образуют переднюю часть верха; такие ребра (6) отделены от поверхности колодки, когда пресс-форма закрыта, в результате чего разграничены каналы (9);
- каналы (9), ограниченные между краями последовательных частей (7, 8), тоньше, чем толщина частей (7, 8), которые образуют переднюю часть верха.
| ES 8101866 A1, 01.04.1981 | |||
| US 7350321 B2, 01.04.2008 | |||
| Справочник обувщика, т.2, из-ние 2, под редакцией Д.С | |||
| Мурванидзе, Легкая индустрия, Москва, 1971, с.7 | |||
| ПРИСПОСОБЛЕНИЯ ДЛЯ УДЕРЖАНИЯ РАБОЧЕГО ОРГАНА | 1992 |
|
RU2027609C1 |
| US 3698108 A, 17.10.1972 | |||
| US 3769392 A, 30.10.1973 | |||
| В.Л.РАЯЦКАС и другие, Технология изделий из кожи, часть 2, Москва, ЛЕГПРОМБЫТИЗДАТ, 1988, С.128-129. | |||

