Изобретение относится к обувному производству, в частности к обуви, отличающейся по способу сборки отдельных частей, и может быть использовано в обувной промышленности для изготовления строчечно- литьевой обуви из лицевых хромовых кож.
Целью изобретения является повышение качества готового изделия.
В способе изготовления обуви литьевого метода крепления, при котором собирают заготовку верха, с наружной стороны по ее периметру пристрачивают полоску материала, обладающего повышенной адгезией к подошве, втачивают стельку, полученную заготовку надевают на литьевую колодку, замыкают полуматрицы пресс-формы и впрыскивают литьевую смесь, полоску материала выполняют из материала подошвы в виде профиля, имеющего утолщение для создания герметичности между заготовкой и полуматрицами пресс-формы при впрыске литьевой смеси, а стельку выполняют из термопластичного материала, размягчающегося при температуре впрыска
Особенностью способа является го. что использование полоски материала в виде профиля, имеющего утолщение для создания герметичности между заготовкой и полуматрицами пресс-формы при впрыске литьевой смеси, создает в пресс-форме как бы уплотнитель, который воспринимает на себя давление впрыскиваемой литьевой смеси и тем самым смещает полоску с заготовкой к линии смыкания полуматрицы. НаOs О |ЧЭ 00
со
личие стельки из термопластических материалов, размягчающихся от температуры впрыскиваемой литьевой смеси, способствует этому смещению. Тем самым вне зависимости от точности пристрачивания полоски к заготовке верха обеспечивается самовыравнивание заготовки относительно линии смыкания пресс-формы, что улучшает качество готового изделия. Выполнение полоски из материала подошвы позволяет до- биться наилучшей адгезии между подошвой и верхом обуви, что одновременно с утилизацией отходов литейного производства расширяет технологические возможности предложенного способа.
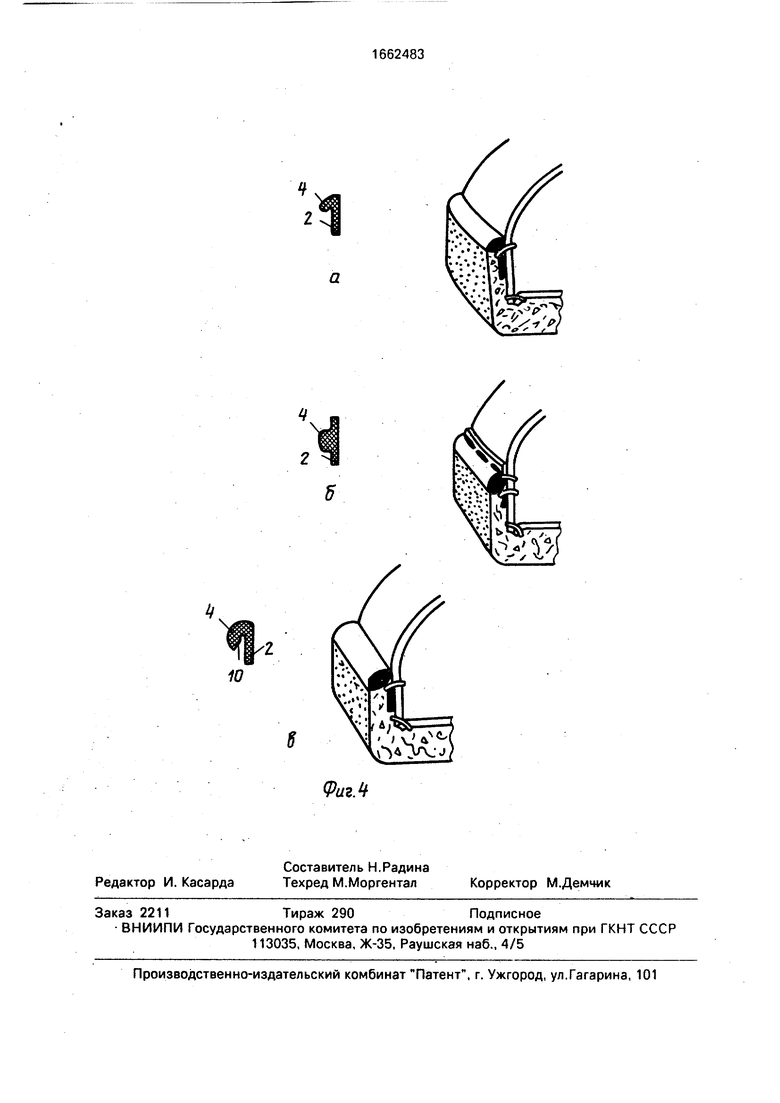
На фиг. 1, 2, 3 представлена литьевая колодка с пресс-формой на последовательных стадиях осуществления способа, поперечный разрез; на фиг. 4 - три основные вида профилей предложенной полоски ма- териала.
Способ осуществляется следующим образом.
Собирают заготовку верха 1, с наружной стороны по ее периметру пристрачива- ют предварительно изготовленную полоску материала 2 ниточным швом 3. При этом полоску материала выполняют методом экструзии или литья под давлением из того же материала, что и подошва, в виде профиля, имеющего утолщение 4, величина которого соответствует величине зазора между стенками полуматрицы 5 и боковой поверхностью заготовки 1. Затем втачивают стельку 6. Стельку выполняют из листового термо- пластического материала с температурой размягчения, равной температуре литьевой смеси во время впрыска, например из нетканых холстопробивных или вязальнопро- шивных материалов развесом до 55 г/м2 и содержащих в своей смеске не менее 40% полипропиленовых, лавсановых или других синтетических волокон с температурой размягчения 140-160° С (с учетом литья подошв из ПВХ и ТЭП).
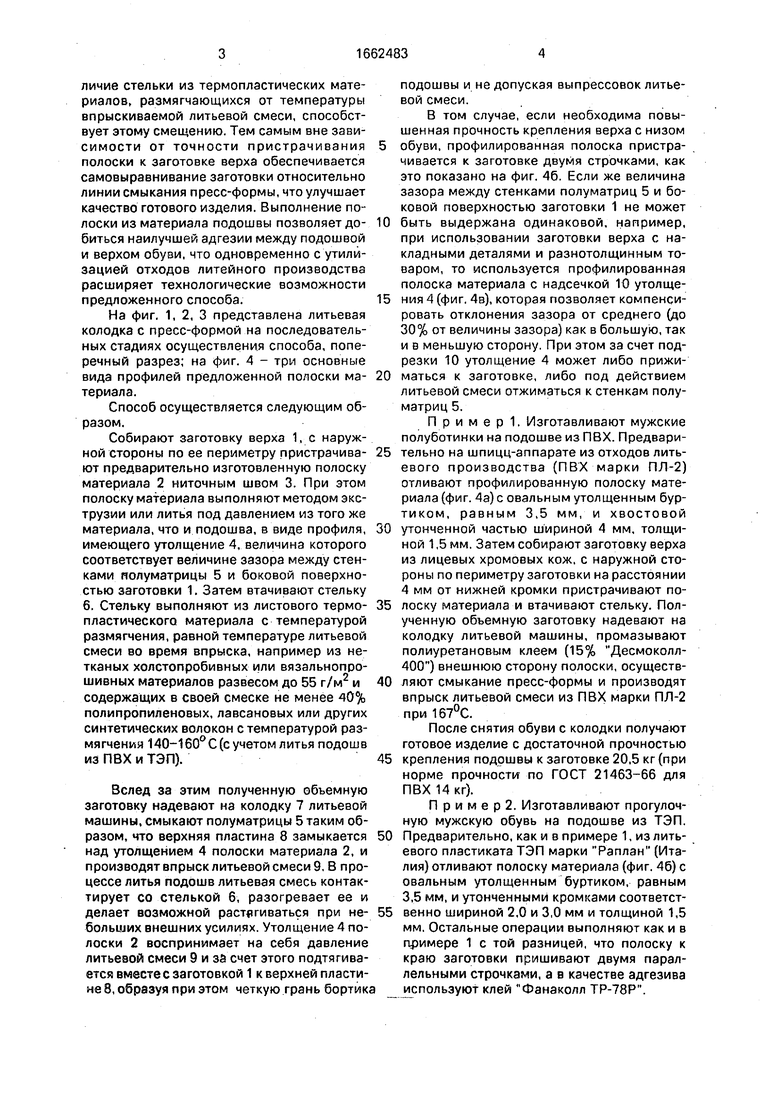
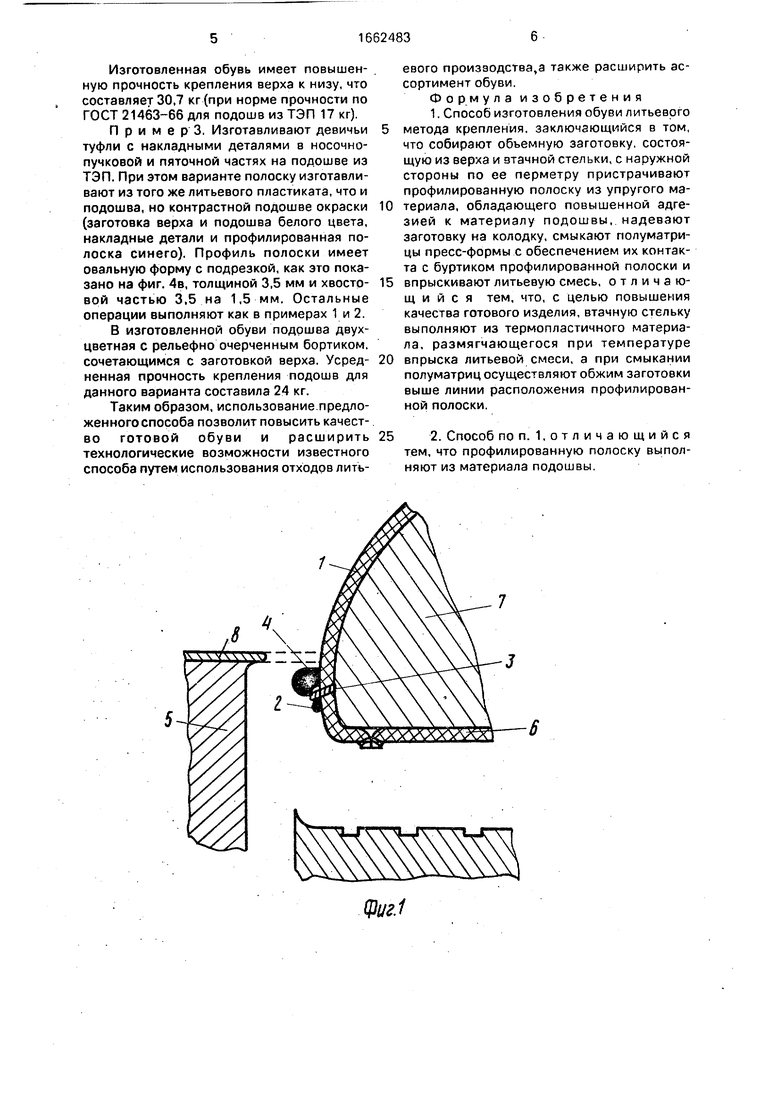
Вслед за этим полученную объемную заготовку надевают на колодку 7 литьевой машины, смыкают полуматрицы 5 таким образом, что верхняя пластина 8 замыкается над утолщением 4 полоски материала 2, и производят впрыск литьевой смеси 9, В процессе литья подошв литьевая смесь контактирует со стелькой 6, разогревает ее и делает возможной растягиваться при не- больших внешних усилиях. Утолщение 4 полоски 2 воспринимает на себя давление литьевой смеси 9 и за счет этого подтягивается вместе с заготовкой 1 к верхней пластине 8, образуя при этом четкую грань бортик
подошвы и не допуская выпрессовок литьевой смеси.
В том случае, если необходима повышенная прочность крепления верха с низом обуви, профилированная полоска пристрачивается к заготовке двумя строчками, как это показано на фиг. 46. Если же величина зазора между стенками полуматриц 5 и боковой поверхностью заготовки 1 не может быть выдержана одинаковой, например, при использовании заготовки верха с накладными деталями и разнотолщинным товаром, то используется профилированная полоска материала с надсечкой 10 утолщения 4 (фиг. 4в), которая позволяет компенсировать отклонения зазора от среднего (до 30% от величины зазора) как в большую, так и в меньшую сторону. При этом за счет подрезки 10 утолщение 4 может либо прижиматься к заготовке, либо под действием литьевой смеси отжиматься к стенкам полуматриц 5.
П р и м е р 1. Изготавливают мужские полуботинки на подошве из ПВХ. Предварительно на шпицц-аппарате из отходов литьевого производства (ПВХ марки ПЛ-2) отливают профилированную полоску материала (фиг. 4а) с овальным утолщенным бур- тиком, равным 3,5 мм, и хвостовой утонченной частью шириной 4 мм, толщиной 1,5 мм. Затем собирают заготовку верха из лицевых хромовых кож, с наружной стороны по периметру заготовки на расстоянии 4 мм от нижней кромки пристрачивают полоску материала и втачивают стельку. Полученную объемную заготовку надевают на колодку литьевой машины, промазывают полиуретановым клеем (15% Десмоколл- 400) внешнюю сторону полоски, осуществляют смыкание пресс-формы и производят впрыск литьевой смеси из ПВХ марки ПЛ-2 при 167°С.
После снятия обуви с колодки получают готовое изделие с достаточной прочностью крепления подошвы к заготовке 20,5 кг (при норме прочности по ГОСТ 21463-66 для ПВХ 14 кг).
П р и м е р 2. Изготавливают прогулочную мужскую обувь на подошве из ТЭП. Предварительно, как и в примере 1, из литьевого пластиката ТЭП марки Раплан (Италия) отливают полоску материала (фиг. 46) с овальным утолщенным буртиком, равным 3,5 мм, и утонченными кромками соответственно шириной 2,0 и 3,0 мм и толщиной 1,5 мм. Остальные операции выполняют как и в примере 1 с той разницей, что полоску к краю заготовки пришивают двумя параллельными строчками, а в качестве адгезива используют клей Фанаколл ТР-78Р.
Изготовленная обувь имеет повышенную прочность крепления верха к низу, что составляет 30,7 кг (при норме прочности по ГОСТ 21463-66 для подошв из ТЭП 17 кг).
П р и м е р 3. Изготавливают девичьи туфли с накладными деталями в носочно- пучковой и пяточной частях на подошве из ТЭП. При этом варианте полоску изготавливают из того же литьевого пластиката, что и подошва, но контрастной подошве окраски (заготовка верха и подошва белого цвета, накладные детали и профилированная полоска синего). Профиль полоски имеет овальную форму с подрезкой, как это показано на фиг. 4в, толщиной 3,5 мм и хвосто- вой частью 3,5 на 1,5 мм. Остальные операции выполняют как в примерах 1 и 2.
В изготовленной обуви подошва двухцветная с рельефно очерченным бортиком. сочетающимся с заготовкой верха. Усред- ненная прочность крепления подошв для данного варианта составила 24 кг.
Таким образом, использование предложенного способа позволит повысить качество готовой обуви и расширить технологические возможности известного способа путем использования отходов литьевого произзодства,а также расширить ассортимент обуви.
Формула изобретения
1.Способ изготовления обуви литьевого метода крепления, заключающийся в том, что собирают объемную заготовку, состоящую из верха и втачной стельки, с наружной стороны по ее перметру пристрачивают профилированную полоску из упругого материала, обладающего повышенной адгезией к материалу подошвы, надевают заготовку на колодку, смыкают полуматрицы пресс-формы с обеспечением их контакта с буртиком профилированной полоски и впрыскивают литьевую смесь, отличающийся тем, что, с целью повышения качества готового изделия, втачную стельку выполняют из термопластичного материала, размягчающегося при температуре впрыска литьевой смеси, а при смыкании полуматриц осуществляют обжим заготовки выше линии расположения профилированной полоски.
2.Способ по п. 1,отличающийся тем, что профилированную полоску выполняют из материала подошвы.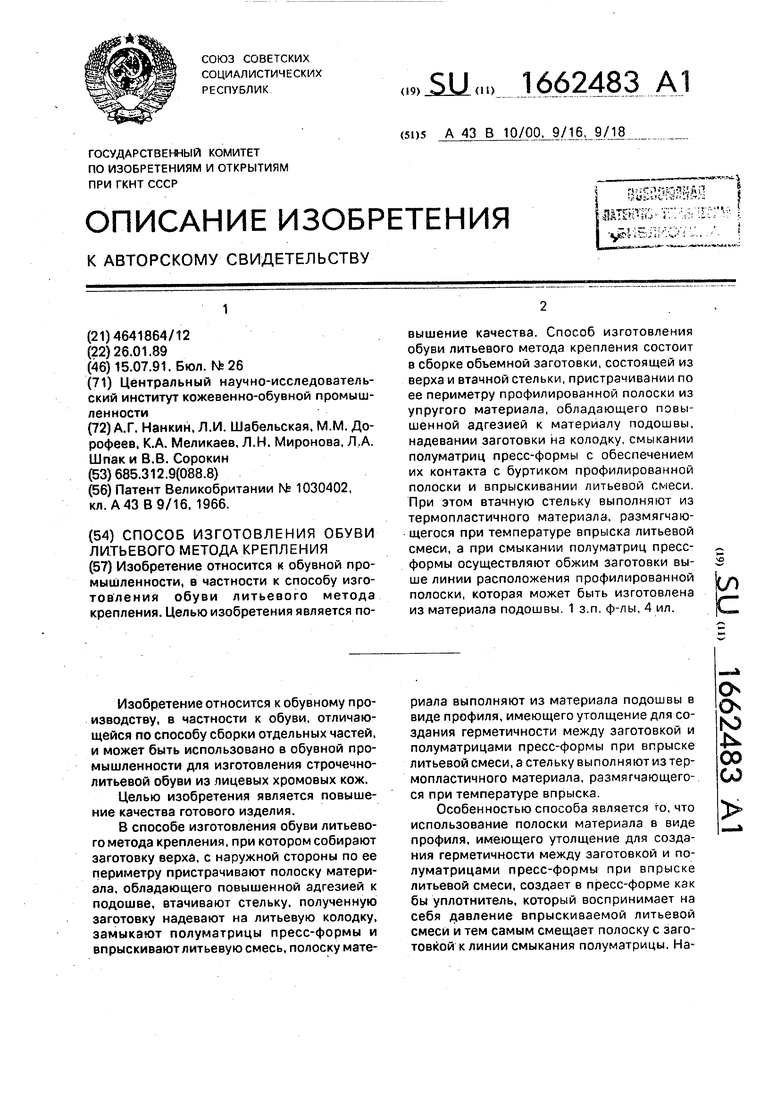
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| Способ изготовления обуви литьевого метода крепления с профилированным следом, соответствующим анатомическому строению стопы | 1987 |
|
SU1574199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ ПОДОШВЫ ИЗ ПОЛИУРЕТАНА С НАКЛАДКОЙ ИЗ РЕЗИНЫ | 2002 |
|
RU2210298C1 |
| Способ изготовления обуви литьевого метода крепления | 1987 |
|
SU1567163A1 |
| Способ изготовления подошвы из полиуретана с накладкой из непористой резины, подошва из полиуретана с накладкой из непористой резины, накладка из непористой резины для крепления к подошве из полиуретана и способ ее изготовления | 2014 |
|
RU2616576C2 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
Изобретение относится к обувной промышленности, в частности к способу изготовления обуви литьевого метода крепления. Целью изобретения является повышение качества. Способ изготовления обуви литьевого метода крепления состоит в сборке объемной заготовки, состоящей из верха и втачной стельки, пристрачивании по ее периметру профилированной полоски из упругого материала, обладающего повышенной адгезией к материалу подошвы, надевании заготовки на колодку, смыкании полуматриц пресс-формы с обеспечением их контакта с буртиком профилированной полоски и вспрыскивании литьевой смеси. При этом втачную стельку выполняют из термопластичного материала, размягчающегося при температуре впрыска литьевой смеси, а при смыкании полуматриц пресс-формы осуществляют обжим заготовки выше линии расположения профилированной полоски, которая может быть изготовлена из материала подошвы. 1 з.п.ф-лы, 4 ил.
Щиг.1
Щи г. 2
фигЗ
6
| Противозадирная и противоизносная присадка к смазочным маслам | 1982 |
|
SU1030402A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
