ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Это изобретение относится в целом к антистатическому гибкому абразивному материалу на подложке из пластиковой пленки, использующемуся в виде ленты.
Более конкретно, изобретение относится к гибкой подложке, производящейся с использованием комбинации материала подложки с пластиковой пленкой в качестве основы.
Изобретение также относится к гибкому абразивному материалу, который производится с использованием комбинированных материалов на пластиковой подложке, к способу получения этой комбинированной подложки и к установленному применению этого гибкого абразивного материала, который использует указанную подложку.
Печатная часть пластиковой подложки может обрабатываться полимерами, кислотами, электрическими системами (система для получения коронного разряда) или механическими системами в целях повышения адгезии и механического трения.
Это изобретение может применяться в области техники, относящейся к абразивам, в частности в секторе гибких абразивов в форме лент.
УРОВЕНЬ ТЕХНИКИ
Известно, что гибкие абразивные материалы используются в течение длительного времени для подготовки поверхностей из различных материалов, таких как дерево, металл, пластик, окрашенные поверхности и композитные материалы.
В общем, гибкий абразивный материал содержит опорный элемент, "основное покрытие", или слой клея, который наносится на поверхность опорного элемента с последующим нанесением абразивных гранул на основное покрытие, пока оно еще остается влажным. Основное покрытие представляет собой слой, который подвергается соответствующей обработке, позволяющей адгезию абразивных гранул на этом покрытии.
Второй слой клея, известный как "верхнее покрытие", обычно наносится затем на основное покрытия, и клеевые слои полностью обрабатываются. Затем абразивный материал делается гибким, для чего нарушаются жесткость слоев клея, и в результате получается достаточно гибкий абразивный материал.
Затем гибкий абразивный материал преобразуется в различные абразивные продукты, такие как листы, диски, ленты и т.п., в зависимости от конкретного использования этих гибких абразивных материалов, конкретных компонентов абразивного материала, предмета, подлежащего обработке, и способа, каким эта обработка осуществляется.
Обычно подложки, использующиеся в производстве гибких абразивных материалов, могут изготавливаться из различных материалов в зависимости от применения гибких абразивных материалов, например из бумаги, ткани, пластика (полиэфирная пленка).
В случае ткани, подложка может быть, например, тканой или "стеганой" из вискозы, хлопка, нейлона, полиэстера или из меланжевой ткани.
Общеизвестно, что печатная сторона обычных продуктов, таких как подложки из бумаги, ткани, нетканых материалов, а также комбинированных материалов бумага/ткань, характеризуется значительной шероховатостью, и что степень этой шероховатости зависит от типа использующейся подложки.
Эта шероховатость в использовании гибкого абразивного материала, преобразованного в ленту, находится в пропорциональной зависимости от степени трения, необходимого при использовании автоматических и полуавтоматических станков.
Эта пропорция выше, когда гранулы абразивного материала являются макрогранулами. В частности, при абразивных зернах от Р120 до Р16.
Первый недостаток наблюдается при применении обычных абразивов на пленке из пластика в форме ленты. В известных формах производства гибких абразивных материалов на подложке из пластиковой пленки, если шероховатость поверхности печатной стороны пластиковой пленки не является достаточной, абразивный материал с такой подложкой не может использоваться на автоматических или полуавтоматических станках в виде узких или широких лент из-за проскальзывания.
Еще один недостаток, встречающийся при использовании гибких абразивных материалов на подложке из пластиковой пленки в виде узкой или широкой ленты, заключается в том, что проявляется слабая пластичность подложки, в смысле своей способности сглаживать неровности, тем самым не позволяя получать типичный амортизационный эффект, который есть у упоминавшихся ранее известных подложек. Этот эффект еще более очевиден при использовании мелких зерен, как правило, требующихся при отделочных работах.
Этот недостаток; особенно проявляется при использовании абразивной ленты на окрашенной поверхности, когда необходимо применять микрозерна для аккуратной окончательной отделки.
Другой важной проблемой является рассеивание тепла, возникающего при трении ленты во время полировки на автоматических и/или полуавтоматических станках. Эта проблема особенно очевидна при отделке мебели, покрытой глянцевыми полиэфирными и полиуретановыми красками.
Если эти краски не полностью катализированы, их термопластичные свойства проявляются, когда температура повышается, что приводит к преждевременному забиванию абразивной ленты. Это также может произойти при окончательной обработке пластиковых материалов, мрамора, а также при шлифовании смол и красок с соединениями черных и цветных металлов.
Дополнительной проблемой, которая характерна для применения гибкого абразивного материала на подложке из пластиковой пленки в виде абразивной ленты, является высокая вероятность возникновения электростатического заряда, который может накапливаться на пластиковой подложке. Антистатические свойства являются чрезвычайно важными при обработке деревянных и окрашенных предметов, когда электростатический заряд, который накапливается на подложке, может генерировать искры. В определенных условиях, эти искры могут вызвать возгорание полировочной пыли и отсасывающих систем.
В целом, использование ленты, которая обеспечивает более высокую производительность, будет полезно в производстве мебели, обработке пластиковых материалов, полировке мрамора, шлифовании смол и красок с добавлением соединений черных и цветных металлов, при этом обеспечивая не только снижение потребления ленты, но также требуя реже заменять абразивную ленту оператором и потому повышая дневную производительность.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Это изобретение предлагает использовать новую подложку при производстве гибких абразивных материалов, чтобы обеспечить повышение производительности при шлифовании абразивной лентой мебели, изделий из пластиковых материалов, при полировании мраморных изделий и при шлифовании изделий из смол и покрытых красками с добавлением соединений черных и цветных металлов.
Продукты, созданные в соответствии с настоящим изобретением, включают гибкий абразивный материал для шлифования в виде лент, которые имеют большую устойчивость к забиванию, обеспечивают лучшую отделку, лучшую устойчивость к напряжениям растяжения, обладают лучшими антистатическими свойствами и обеспечивают лучший отвод тепла по отношению к известным абразивным материалам, использовавшимся до настоящего времени.
Это позволит устранить или, по меньшей мере, уменьшить влияние недостатков, указанных выше.
Это достигается с помощью гибкого абразивного материала в форме ленты, который производится нанесением абразива на подложку из пластиковой пленки, и субстрата, особенности которых описываются в основном независимом пункте формулы изобретения.
В зависимых пунктах формулы изобретения настоящего технического решения описываются предпочтительные воплощения изобретения.
В настоящем изобретении предусматривается, что содержащий покрытие гибкий абразивный материал состоит из слоев, содержащих абразив смол, слоя подложки из пластиковой пленки и укрепляющего субстрата из бумаги, губки, "липучки", ткани или других подобных материалов, удовлетворяющий следующим требованиям: материал экономичен, противостоит напряжению растяжения, может поглощать удары, хорошо рассеивает тепло, в значительной степени антистатический и позволяет получать достаточное трение для использования в автоматических и полуавтоматических станках.
Этот тип гибкого абразивного материала на комбинированной подложке в соответствии с изобретением позволяет проще и практичнее обращаться с ним в работе и при установке в автоматических и полуавтоматических станках.
Получающийся гибкий абразивный материал имеет большую механическую прочность на растяжение, рассеивает больше тепла, обладает меньшей тенденцией к забиванию, большими амортизационными свойствами, показывает лучшие результаты при окончательной отделке и имеет лучшие антистатические свойства по сравнению с продуктом с одной пленкой или традиционными абразивными материалами (на бумаге, ткани, комбинированных материалах из бумаги и ткани, нетканых материалах и др.)
В соответствии с важной особенностью изобретения придание антистатических свойств (при добавлении графита, минеральных солей, в общем, веществ, которые позволяют осуществлять ионный обмен) происходит в то же время, когда проводится ламинирование подложки, в то время как в соответствии с известными решениями из уровня техники в некоторых специфических применениях антистатический продукт добавляется в смолу, которая связывает с абразивным материалом или покрывает его.
С другой стороны, решения из уровня техники не предполагают создания подложки, и, следовательно, конечного продукта, приобретающего антистатические свойства в процессе производства, используя клеи с антистатическими свойствами, полученными при добавлении графита, сажи, солей металлов, в общем, веществ, которые позволяют осуществлять ионный обмен.
Как упоминалось ранее, антистатическое свойство абразивных лент является чрезвычайно важным по некоторым фундаментальным причинам.
Аспекты безопасности:
1) Абразивные пленки обычно в целом не обладают антистатическими свойствами, так как они используются в основном в виде диска (нет возможности накапливать значительные заряды в таком формате из-за его размера).
2) Когда производится абразивная лента с пластиковой пленкой (без какой-либо обработки или дополнительной подложки), накапливается электростатический заряд.
3) Электростатический заряд, который накапливается на ленте, иногда может достигать достаточно высоких значений для возникновения электрической искры.
4) Когда ленты с пластиковой пленкой используются на предметах, покрытых красками на основе растворителей или, в более общем смысле, являющихся воспламеняющимися, эти электрические разряды чрезвычайно опасны.
5) Мелкая пыль, которая получается при шлифовке предметов, покрытых красками на основе растворителей или, в более общем смысле, являющимися воспламеняющимися, собирается в вытяжных каналах шлифовальных станков и хранится в соответствующих контейнерах.
6) Когда происходит электрический разряд (из-за статического заряда на ленте с абразивным материалом) в среде, которая полна горючей пыли (вытяжные каналы или контейнеры с пылью), возможность возникновения пожара очень высока.
Аспекты отделки:
a) Электростатический заряд, накапливающийся на предметах, которые должны шлифоваться, или на ленте с абразивным материалом, притягивает к ним пыль из окружающей среды.
b) Когда пыль притягивается к шлифующемуся предмету, ее становится более трудно удалить. Во время операции окраски после шлифования могут возникнуть дефекты, вызывающиеся пылью, "привлеченной поверхностью".
c) Когда пыль притягивается лентой с абразивным материалом, она откладывается на поверхности ленты. Это ускоряет ухудшение ленты в связи с явлением, известным как забивание.
Поэтому антистатические свойства полиэфирной пленки могут достигаться следующим образом:
A) с помощью поверхностной обработки полиэстера;
B) с помощью смолы с антистатическими свойствами;
C) с помощью второй антистатической подложки, накладывающейся с использованием антистатического связующего.
Когда один из этих трех компонентов отсутствует, добиться полных антиэлектростатических свойств ленты невозможно.
Поэтому особенно важно обеспечить ленты с абразивным материалом, обладающим вышеупомянутыми свойствами А, В и С, и настоящее изобретение относится именно к этому аспекту.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие признаки и преимущества изобретения станут ясны после рассмотрения приведенного ниже описания одного из его воплощений со ссылками на прилагающиеся чертежи, на которых:
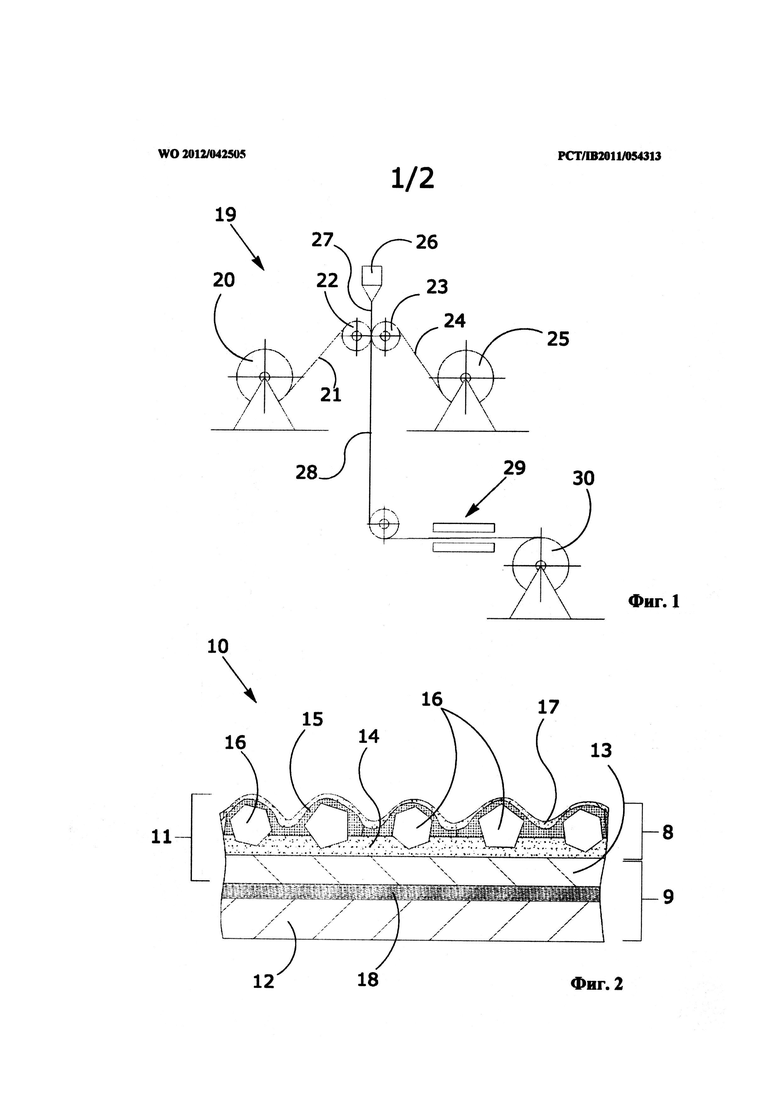
Фиг. 1 представляет собой схему производства гибких абразивных материалов на комбинированной подложке с помощью ламинирования;
Фиг. 2 представляет собой поперечное сечение гибкого абразивного материала на комбинированной подложке с пластиковой пленкой и основной подложкой.
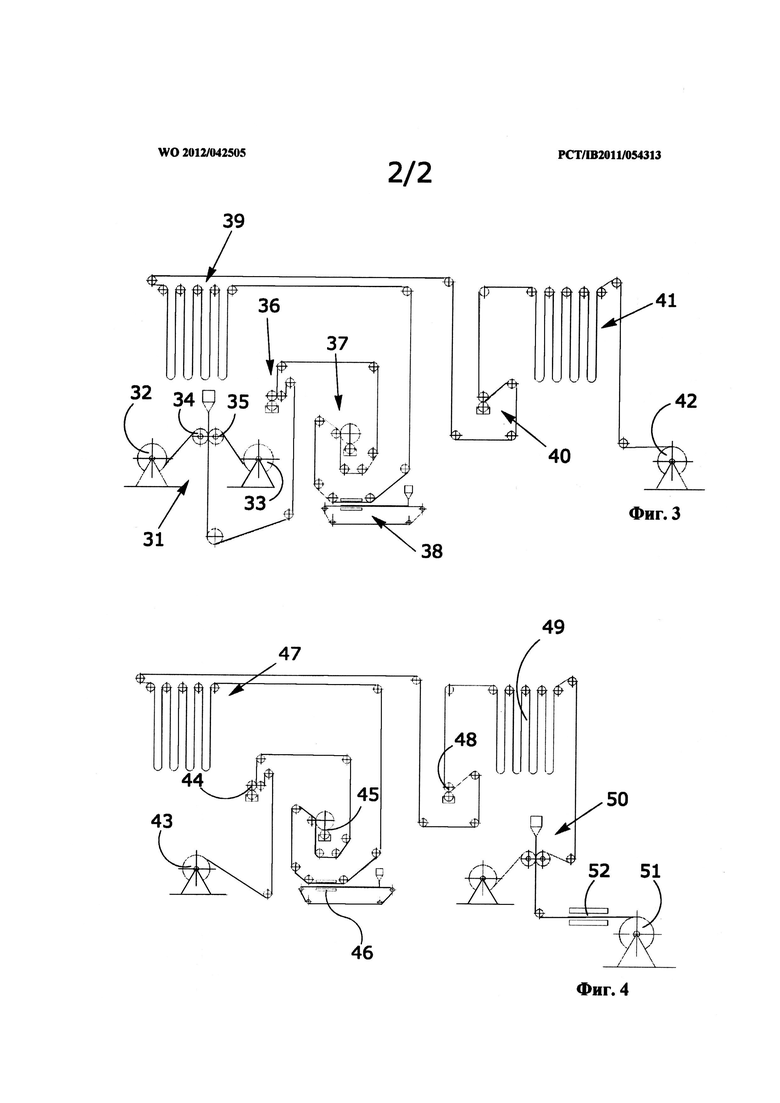
Фиг. 3 представляет собой схему производства гибких абразивных материалов на комбинированной подложке в соответствии с известным способом, то есть, начиная с ламинированной подложки;
Фиг. 4 представляет схематическую диаграмму производства гибких абразивных материалов на комбинированной подложке с помощью ламинирования после получения абразивных материалов в соответствии с известным способом.
ОПИСАНИЕ ОДНОГО ИЗ ВОПЛОЩЕНИЙ ИЗОБРЕТЕНИЯ
На Фиг. 2 приводится поперечное сечение гибкого абразивного материала на комбинированной подложке из пластиковой пленки и основной подложки.
В соответствии с изобретением гибкий абразивный материал на комбинированной подложке, обозначающийся позицией 10, включает в себя комбинацию получающихся различными способами гибких абразивных материалов на пластиковой пленке 11, связующие смолы 8, с основной подложкой, или субстратом 12, с «липучками», и/или бумагой, и/или тканью, и/или губкой или другими подобными материалами.
Более конкретно, комбинированная пластиковая пленка/субстрат, указывающаяся со ссылкой на позицию 9, состоит из слоистой комбинации следующих материалов: слой из пластиковой пленки 13, основная подложка, или субстрат 12, с «липучкой», и/или бумагой, и/или тканью, и/или губкой или (другими подобными материалами), и слой клеящего материала 18.
Гибкий абразивный материал на пластиковой пленке (11) состоит из слоя пластиковой пленки 13, первого промежуточного связующего слоя, или основного покрытия 14, второго слоя связующего, или верхнего покрытия 15, которое удерживает слой абразивных зерен 16, и, наконец, третьего связующего слоя 17.
В соответствии с изобретением гибкий абразивный материал на пластиковой пленке 11 в сочетании с основной подложкой, или субстратом 12, с «липучкой», и/или бумагой, и/или тканью, и/или губкой, при этом основная подложка, или субстрат 12, фиксируется на пластиковой пленке 13 с помощью слоя клеящего материала 18.
Указанное выше достигается за счет непрерывного процесса ламинирования, и на фиг. 1 показывается пример создания гибких абразивных материалов на комбинированной пластиковой пленке - субстрате - с помощью ламинирования.
В соответствии с фигурой 1, установка, которая позволяет осуществлять вышеупомянутый процесс ламинирования, обозначенная в целом позицией 19, содержит бобину 20 из гибкого абразивного материала на пластиковой пленке 21, который передается на ламинирующий цилиндр 22, располагающийся в контакте с дополнительным ламинирующим цилиндром 23, который получает листовой материал подложки 24 с бобины 25. Контейнер 26 с клеем 27 располагается между двумя цилиндрами.
Ламинированная пленка 28, выходящая из двух цилиндров 22 и 23, может проходить через сушильную печь 29 перед тем, как она наматывается на бобину 30.
Подготовка гибкого абразивного материала с комбинированной подложкой на пластиковой пленке и основной подложкой из бумаги, ткани, губки, «липучки» или других материалов может осуществляться двумя способами:
1) Создание гибкого абразивного материала на комбинированной подложке (пластиковая пленка - субстрат) путем ламинирования в режиме реального времени до подготовки абразива в соответствии с традиционным способом (фиг.3), и в соответствии с этим способом комбинированная подложка ламинируется в режиме реального времени, а затем покрывается основным покрытием, абразивными гранулами, верхним покрытием и третьим слоем;
2) Создание гибкого абразивного материала на комбинированной подложке (пластиковая пленка - субстрат) путем ламинирования в режиме реального времени после подготовки абразива в соответствии с традиционным способом (фиг.4), и в соответствии с этим способом субстрат ламинируется в режиме реального времени после того, как пластиковая пленка была покрыта основным покрытием, абразивными гранулами, верхним покрытием и третьим слоем.
На фиг. 3 показана установка, которая может использоваться для производства гибкого абразивного материала на комбинированной подложке (пластиковая пленка - субстрат) ламинированием в режиме реального времени ранее подготовки абразива в соответствии с традиционным способом.
Эта система оптимизирует производственные затраты благодаря непрерывному ламинированию и производству абразивных материалов на стороне пластиковой пленки.
Рабочий цикл блока 31 ламинирования, показанного на фиг. 3, включает в себя наличие бобины с пластиковой пленкой 32 и бобины основного материала 33 подложки, включающего бумагу, «липучку», ткань или губку. Эти материалы ламинируются с клеем с помощью ламинирующих цилиндров 34 и 35, и комбинированная пластиковая пленка - основной материал (субстрат из бумаги, «липучки», ткани или губки) - переходит на этап абразивного процесса. Части установки, требующиеся для этого процесса, приводятся далее.
Пленка проходит через печатающий участок 36, на котором на опорной стороне комбинированной подложки печатаются отличительные признаки обрабатываемого продукта.
Пленка проходит через первое связующее - основное покрытие 37, при этом связующее, которое может быть клеем животного происхождения, мочевинным клеем, фенольным клеем, эпоксидным клеем или любым другим типом смолы или клея, который может применяться для склеивания абразива с пластиковой подложкой, накладывается на комбинированную подложку.
Участок 38 обеспечивает осаждение абразива на комбинированную подложку, на которой первое связующее еще остается влажным. Первое связующее не должно быть полностью сухим или катализированным для того, чтобы происходила адгезия зерен. Термин "абразив" используется в широком смысле, поскольку это может быть оксид алюминия, карбид кремния, цирконий, керамика, алмазы, карбиды или оксиды титана или смеси из перечисленных веществ, включая любой другой тип материала, который может быть использован в качестве абразива.
Пленка проходит через первую печь 39, в которой сушится и отверждается первое связующее, при этом абразивные зерна фиксируются в комбинированной подложке. Требующаяся температура зависит от типа используемого связующего и может варьироваться от 40°C до 130°C. Время, необходимое для обработки в печи, варьирующееся в зависимости от типа использующихся зерен и смолы, колеблется от минимум 1 минуты до максимум 2 часов.
Пленка проходит через второе связующее - верхнее покрытие 40, где, как только первая смола становится сухой, продукт (состоящий из комбинированной подложки, первого связующего и абразивных зерен) покрывается слоем фиксирующего связующего, или верхнего покрытия, которое, в свою очередь, может быть клеем животного происхождения, мочевинным клеем или фенольным клеем и т.п., в зависимости от того, для чего продукт будет использоваться. Это связующее наносится на продукт при помощи резиновых валиков, распылением или с использованием других систем. Это покрытие смолой может содержать наполнители, такие как карбонат кальция или карбонат калия, оксиды железа, красители, стеараты и любые другие вещества, которые могут иметь техническое значение для использования продукта или улучшения экономических свойств продукта.
После нанесения второго связующего продукт поступает во вторую печь 41 для отверждения. Требующаяся температура зависит от типа использующегося связующего и может варьироваться от 40°C до 130°C.
Время нахождения в печи варьируется в зависимости от типа использующихся зерен и смолы и колеблется от минимум 1 минуты до максимум 2 часов.
В конце процесса продукт наматывается на бобину 42 готового продукта, и, в зависимости от использующегося связующего, может применяться таким, как он есть, или передаваться для последующего отверждения в печи для окончательной катализации связующих веществ, прежде чем продукт будет применяться.
На фиг. 4 показана установка, предназначенная для производства гибких абразивных материалов на комбинированной подложке (пластиковая пленка - субстрат) ламинированием в режиме реального времени после получения абразива на пластиковой пленке в соответствии с традиционным способом.
Эта система позволяет оптимизировать производственные затраты благодаря непрерывному ламинированию и осуществлению процесса производства абразива на стороне пластиковой пленки.
Цикл начинается с бобины пластиковой пленки 43, расположенной на размотчике в начале установки, с которой пленка проходит через принтер 44 для печати на опорной стороне отличительных признаков обрабатываемого продукта.
Пленка проходит через первое связующее - основное покрытие 45. Связующее, которое может быть клеем животного происхождения, мочевинным клеем, фенольным клеем, эпоксидным клеем или любым другим типом смолы или клея, который может использоваться для адгезии абразива на пластиковой подложке, накладывается на комбинированную подложку.
Теперь пленка проходит через участок 46, на котором накладывается абразив в то время, когда первое связующее еще остается влажным. Первое связующее не должно быть полностью сухим или катализированным для того, чтобы происходила адгезия зерен. В данном случае термин "абразив" используется в широком смысле, поскольку это может быть оксид алюминия, карбид кремния, цирконий, керамика, алмазы, карбиды или оксиды титана или смеси из перечисленных веществ, включая любой другой тип материала, который может быть использован в качестве абразива.
Пленка проходит через первую печь 47, которая сушит и отверждает первое связующее, что позволяет абразивным зернам фиксироваться на пластиковой пленке с помощью второго связующего - верхнего покрытия 48, и через вторую печь 49 для отверждения.
В тот момент, т.е. когда гибкий абразивный материал на пластиковой пленке готов, проводится ламинирование абразивного материала с субстратом (бумага, ткань, «липучка» или губка). Как и в предыдущих случаях, эти материалы ламинируются в блоке 50 ламинирования с помощью ламинирующих цилиндров с использованием клея. Комбинированная пластиковая пленка - основная подложка (с субстратом из бумаги, «липучки», ткани или губки) - наматывается на бобину 51 и, при необходимости, проходит через сушильную печь 52.
В соответствии с изобретением основные компоненты комбинированной пластиковой пленки с бумагой и абразивом (то есть абразивная пленка и бумага и подложка) обладают антистатическими свойствами.
Кроме того, чтобы обеспечить также антистатические свойства основных компонентов, клей, использующийся для ламинирования, также имеет антистатические свойства. Поэтому в соответствии с настоящим изобретением к связующим смолам (основное покрытие и верхнее покрытие) для абразивных пластиковых пленок добавляется сажа, графит, соли металлов или аналогичные вещества.
Это обеспечивает антистатические свойства абразивной пленки.
Что касается второй подложки (является ли она бумагой, тканью или губкой и т.п.), способ выглядит следующим образом:
a) Тип подложки бумага: сажа, графит, соли металлов или аналогичные вещества добавляются в бумажную массу, когда бумага производится, таким образом, обеспечивая антистатические свойства бумаги.
b) Тип подложки ткань: для подложки из ткани используются соединения, способные образовывать сетчатую полимерную структуру вокруг нитей ткани.
c) Тип подложки губка: в этом случае используются ионообменные смолы/губки.
Кроме того, чтобы гарантировать, что комбинация абразивной пленки и второй подложки также антистатическая, в соответствии с настоящим изобретением на этапе ламинирования используется клей с антистатическими свойствами. В частности, в клей (является ли он виниловым, полиуретановым или другого типа) добавляется сажа, графит, соли металлов или аналогичные вещества для обеспечения стекания электрических зарядов.
Таким образом, абразивные ленты в соответствии с изобретением являются полностью антистатическими, соответствуя поставленным целям.
ПРИМЕРЫ ПРИМЕНЕНИЯ
Следующие примеры, не ограничивающие сущность изобретения, дополнительно его раскрывают.
УСЛОВИЯ ПРОВЕДЕНИЯ ТЕСТА И ПАРАМЕТРЫ
Тип абразивной ленты: абразивная лента с комбинированной подложкой, полученная ламинированием абразивной пленки и бумаги, абразивной пленки и «липучки», абразивной пленки и ткани.
Размеры ленты и зерна: 150 мм × 9450 мм, Р1000, Р1200 and P1500
Тип соединения: встык
Автоматический станок:: Nerli.
Рабочие параметры: минимальная скорость 1,5 м/с, максимальная - 9 м/с. Минимальное давление 1 бар, максимальное давление 4 бара.
Тип ламинарной ленты: фетр
Тест проводился с использованием полуавтоматического станка компании Nerli. Целью теста была оценка рабочих условий для выяснения, почему абразивная лента с различными подложками останавливалась, когда скорость и давление изменялись. Остановка абразивной ленты показывает, что трение между поверхностями "абразивная пленка - обрабатываемый предмет" больше, чем трение между поверхностями "подложка - вызывающие движение шкивы".
Данные, представленные в табл. 2, показывают, что лента с гибким абразивным материалом, состоящим только из абразивной пластиковой пленки, достигает меньших значений скорости и давления, чем при других комбинациях (пленка-бумага, пленка-ткань, пленка-«липучка»). Абразивный материал, включающий комбинированную подложку, достигает предельных режимов работы станка (минимальное/максимальное давление, минимальная/максимальная скорость) без остановки.
Предметы, которые шлифовались (одинакового размера и типа краски), и условия (одинаковые скорости станка и давления) были такими же, зерна на ленте были также одинаковыми, а качество отделки предметов, шлифовавшихся абразивом на ламинированной подложке, было лучше. Постоянство шероховатости, полученное на продуктах, обрабатывавшихся с ламинированной подложкой, было также существенно выше (приблизительно 1,7:1).
Предметы, которые шлифовались (одинакового размера и типа краски), и условия (одинаковые скорости станка и давления) были такими же, зерна на ленте были также одинаковыми, а срок службы абразива на ламинированной подложке был значительно длиннее, чем у известных в уровне техники абразивов (в настоящее время использующихся в таком способе).
При тех же рабочих условиях получающиеся ленты с ламинированной подложкой имеют аналогичное время установки с традиционными абразивами, в то время как ленты, которые производятся с использованием только пластиковой пленки без подложки, требуют несколько большего времени для обработки.
Использовавшиеся продукты также обладают существенными антистатическими свойствами, как и известные абразивы, но они гарантируют заметно лучшее качество отделки и устойчивость к забиванию. Антистатические свойства являются чрезвычайно важными при обработке дерева и окрашенных предметов, когда электростатический заряд, который накапливается на подложках, может вызывать искрение. В определенных условиях эти искры могут вызвать возгорание пыли, получающейся при полировке и накапливающейся в отсасывающих системах.
Это изобретение предусматривает, что гибкий абразивный материал с комбинированной поддержки состоит из слоя содержащей абразив смолы, слоя подложки из пластиковой пленки, связанного с укрепляющим субстратом из бумаги, губки, «липучки», ткани или другого аналогичного материала, который удовлетворяет следующим требованиям: это экономичный, устойчивый к растягивающим напряжениям, может амортизировать удары, быстро рассеивает тепло, обладает сильными антистатическими свойствами и обеспечивает достаточное трение для использования в автоматических и полуавтоматических станках.
Получаемый продукт проще и практичнее в использовании и установке на автоматических и полуавтоматических шлифовальных станках.
Получаемый в результате гибкий абразивный материал имеет большую механическую прочность на растяжение, рассеивает больше тепла, имеет меньшую тенденцию к забиванию, может амортизировать удары, обеспечивает более высокое качество отделки и обладает отличными антистатическими свойствами по сравнению с продуктом, содержащим только пленку, или известными абразивными продуктами (бумага, ткань, комбинация бумага-ткань, нетканые материалы и т.п.). Изобретение рассматривается выше со ссылкой на предпочтительное воплощение. Тем не менее, совершенно ясно, что изобретение допускает многочисленные варианты, которые остаются в рамках его раскрытия и являются техническими эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2662182C2 |
| СШИВАЕМАЯ КОМПОЗИЦИЯ ДЛЯ АБРАЗИВНОГО ИЗДЕЛИЯ, СПОСОБ ЕЕ СШИВАНИЯ И СШИТАЯ СМОЛА | 2006 |
|
RU2415890C1 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ, В СОСТАВ КОТОРЫХ ВХОДИТ ФИКСИРУЮЩЕЕ ПОКРЫТИЕ, НАНЕСЕННОЕ ЛАМИНИРОВАНИЕМ | 1994 |
|
RU2125510C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2402415C2 |
| СУХИЕ КЛЕИ | 2012 |
|
RU2543188C1 |
| СУХИЕ КЛЕИ | 2012 |
|
RU2540300C1 |
| СУХИЕ КЛЕИ | 2012 |
|
RU2563217C2 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2106238C1 |
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении антистатического гибкого абразивного материала в виде ленты. Материал содержит подложку из пластиковой пленки, покрытую связующими смолами и состоящую из первого слоя связующего в виде основного покрытия с абразивными гранулами, зафиксированными вторым слоем связующего в виде верхнего покрытия, и основную подложку из бумаги. Связующие смолы основного покрытия и верхнего покрытия содержат сажу, и/или графит, и/или соли металлов. Подложка из пластиковой пленки соединена с основной подложкой из бумаги, которая содержит сажу, и/или графит, и/или соли металлов. Соединение основной подложки с подложкой из пластиковой пленки выполнено ламинированием с помощью антистатического клея, содержащего сажу, и/или графит, и/или соли металлов. В результате повышается производительность обработки абразивной лентой мебели, изделий из пластиковых материалов, мраморных изделий, а также изделий из смол и покрытых красками с добавлением соединений черных и цветных металлов. 1 з.п. ф-лы, 4 ил., 5 табл.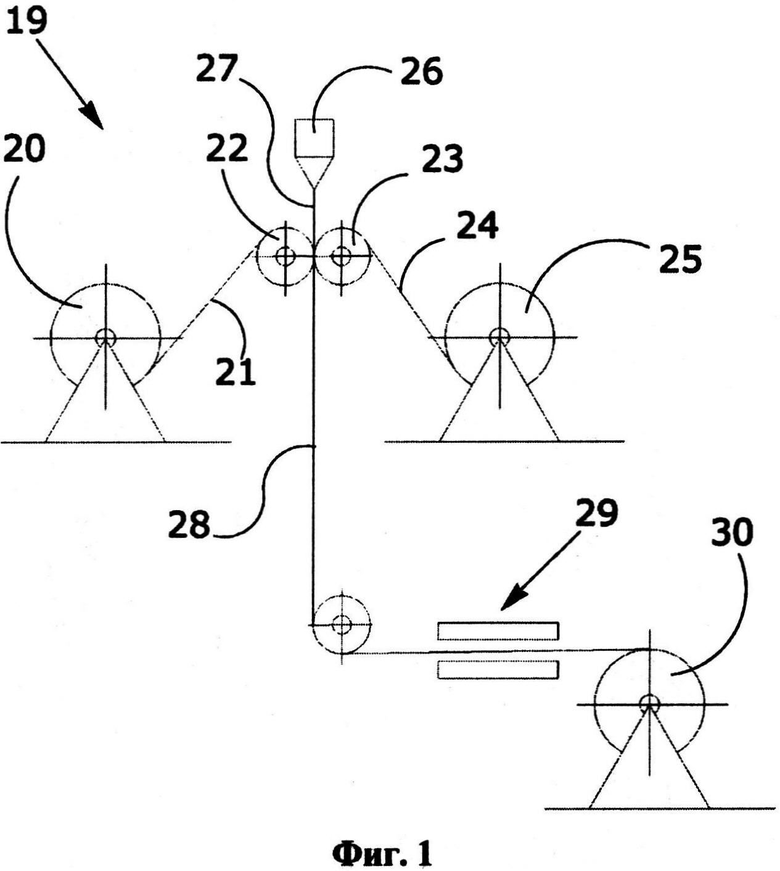
1. Антистатический гибкий абразивный материал (10), содержащий подложку из пластиковой пленки (13), покрытую связующими смолами (8) и состоящую из первого слоя связующего в виде основного покрытия (14) с абразивными гранулами (16), зафиксированными вторым слоем связующего в виде верхнего покрытия (15), и основную подложку из бумаги, при этом связующие смолы основного покрытия (14) и верхнего покрытия (15) содержат сажу и/или графит и/или соли металлов, а подложка из пластиковой пленки (13) соединена с основной подложкой (12) из бумаги, отличающийся тем, что основная подложка (12) из бумаги содержит сажу и/или графит и/или соли металлов, а соединение основной подложки (12) с подложкой из пластиковой пленки (13) выполнено ламинированием с помощью антистатического клея, содержащего сажу и/или графит и/или соли металлов.
2. Абразивный материал по п.1, отличающийся тем, что соединение основной подложки (12) с подложкой из пластиковой пленки (13) выполнено непрерывным ламинированием с использованием установки (19), содержащей бобину (20) для гибкого абразивного материала на пластиковой пленке (21), подаваемой на цилиндр (22) для ламинирования, расположенный в контакте с дополнительным цилиндром (23) для ламинирования, на который подается листовой материал (24) для основной подложки с бобины (25), и с использованием антистатического клея (27) для ламинирования, размещенного в контейнере (26), при этом полученная ламинированная пленка (28), поступающая с двух цилиндров (22, 23), передается в сушильную печь (29) с последующим наматыванием на бобину (30).
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 5704952 A, 06.01.1998 | |||
| US 5578095 A, 26.11.1996 | |||
| АБРАЗИВНЫЕ ИЗДЕЛИЯ, В СОСТАВ КОТОРЫХ ВХОДИТ ФИКСИРУЮЩЕЕ ПОКРЫТИЕ, НАНЕСЕННОЕ ЛАМИНИРОВАНИЕМ | 1994 |
|
RU2125510C1 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |

