ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится в целом к гибким абразивным материалам в виде полос с отверстиями или без отверстий, собранными на подложке или приклеенными к подложке или основе, выполненной из тканого или нетканого материала, бумаги, с креплением Velcro, из пластиковой пленки, губчатой резины или любой их комбинации.
Этот гибкий абразив имеет приклеенные или наложенные абразивные полосы и выполняется в зависимости от назначения в виде дисков, полос, буквы дельта, треугольников, рулонов или других коммерческих или специальных форм.
В частности, изобретение относится к гибкому абразивному материалу на бумаге, ткани, нетканом материале, пластиковой пленке или аналогичной подложке, который содержит ряд полос с множеством отверстий или без них, при этом полосы располагаются рядом друг с другом на подходящей подложке, которая формируется для получения требующихся форм, в том числе дисков, лент, форм буквы дельта, треугольников, рулонов или других коммерческих или специальных форм.
Этот продукт выполняется очень гибким и может легко адаптироваться для полирования сложных поверхностей. Он обладает свойством быстрого удаления, имеет низкую тенденцию к засорению и подходит для ручного применения, использования с инструментами и применения на автоматических и полуавтоматических станках.
Это изобретение может применяться в области абразивных материалов и, в частности, в секторе гибких абразивов и абразивных изделий в целом. Он может применяться в автомобильной промышленности, в деревообрабатывающей и мебельной промышленности, при строительных работах, в отрасли композитных материалов, в судостроении и во всех таких применениях, когда требуется обработка фасонных поверхностей и когда требуется высокое качество обработки поверхности и высокая стойкость к засорению.
УРОВЕНЬ ТЕХНИКИ
В промышленности, связанной с ремонтом автомобилей, хорошо известно, что ремонт поврежденных кузовных деталей также предполагает обеспечение такого качества, при котором невозможно увидеть разницу между восстановленной частью и остальными частями транспортного средства. Это особенно важно в случае кузовных деталей, таких как капот, багажник, двери, бамперы и все те части транспортного средства, где плоские и криволинейные поверхности сочетаются вместе.
Известно также, что в деревообрабатывающей и мебельной промышленности предметы мебели и другие предметы обстановки в целом имеют различные формы плоских поверхностей, острых кромок, вогнутых и выпуклых поверхностей. Когда какой-либо предмет мебели имеет некоторые или все из этих поверхностей, важно, чтобы отделка поверхности всех частей этого предмета мебели была одного качества.
В судостроительной промышленности большинство поверхностей имеет вогнутую или выпуклую форму. Их качественная обработка необходима не только по техническим причинам, но и потому, что форма этих поверхностей выполняет важную эстетическую функцию.
В строительной индустрии новые разработки в области дизайна принесли с собой необходимость машинной обработки выпуклых и вогнутых поверхностей. Это необходимо не только по техническим причинам, но и потому, что форма этих поверхностей часто выполняет важную эстетическую функцию.
В целом, многие приложения требуют такого полирования продуктов, которое обеспечивает одинаковую степень отделки как плоских, так и фасонных поверхностей при высоком темпе удаления, обеспечивает
высокое качество обработки поверхности и низкую тенденцию забивания. Короче говоря, эти продукты должны быть экономичны в использовании и обеспечивать высокое качество обработки поверхности, которая остается постоянной в течение длительного времени.
Как правило, эти приложения используют нетканые изделия или традиционные абразивы на бумаге, ткани или пленочных подложках в виде абразивных дисков или листов.
Нередко абразивные материалы на бумажных или пластиковых пленочных подложках являются предпочтительными при сравнении с абразивными материалами на нетканом материале, потому что они обеспечивают превосходную производительность и более высокие скорости удаления.
Однако абразивные материалы на подложке из бумаги или пластиковой пленки имеют тот недостаток, что их трудно формовать, и они имеют ограниченный диапазон форм.
На практике это означает, что они снимают слишком много материала в выпуклых зонах и слишком мало материала в вогнутых зонах. Ограниченность возможностей применения традиционных абразивных материалов становится особенно очевидной, когда обрабатываются большие поверхности. В таких случаях требуется высокая степень гладкости и однородности, которые не могут обеспечиваться с помощью традиционных абразивных материалов, которые оставляют после себя характерные вихревые знаки.
Следует отметить, что абразивные материалы на подложках из нетканых материалов являются предпочтительными для обработки сложных, значительно изогнутых поверхностей. Однако, темпы удаления материала ниже. Дополнительным недостатком абразивных материалов на нетканых подложках является то, что они не сохраняют их режущую способность в течение длительного времени, и обеспечивающаяся отделка поверхности меняется очень быстро.
В документе WO 2011/087653 А1 описывается гибкий абразивный материал с множеством удлиненных каналов, проходящих через рабочую поверхность и пересекающихся друг с другом. Эти каналы действуют как точки поворота шарнира и повышают гибкость продукта в двух или более направлениях. Эти каналы оказывают содействие в удалении частиц пыли при осуществлении полировальной операции. Могут выполняться дополнительные отверстия, предназначенные для удаления частиц пыли из каналов.
В документе WO 01/04227 А2 описывается абразивное изделие, содержащее жесткую опору или подложку с первой основной поверхностью и второй основной поверхностью; множество абразивных керамических соединений, каждое из которых содержит множество абразивных частиц, распределенных внутри пористой керамической матрицы; по меньшей мере одно металлическое покрытие, которое фиксирует керамические абразивные соединения на по меньшей мере одной из главных поверхностей опорной подложки.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает новый гибкий абразивный материал, разработанный для преодоления недостатков известных решений, которые описываются выше.
В частности, абразивный материал в соответствии с настоящим изобретением решает проблемы абразивных материалов, наносимых как на нетканый материал, так и на традиционные подложки. Более конкретно, настоящее изобретение относится к абразивным материалам с высоким уровнем скорости удаления, форма которых может изменяться, чтобы соответствовать форме различных поверхностей, и которые имеют низкую тенденцию забиваться. Кроме того, продукт состоит из абразивных лент и, следовательно, является более эффективным в удалении пыли с рабочей поверхности, что, таким образом, делает его более удобным для пользователей.
Это достигается посредством гибкого абразивного материала, признаки которого описываются в независимом пункте формулы изобретения.
Зависимые пункты формулы изобретения описывают предпочтительные варианты осуществления изобретения.
Настоящее изобретение предлагает гибкий абразивный материал, который включает абразивную поверхность, состоящий из ряда полос, расположенных рядом и параллельно друг другу на подложке. Каждая полоса наносится на первую подложку, изготовленную из тканого или нетканого материала, а абразивные поверхности располагаются рядом друг с другом на первой подложке и преимущественно отделены друг от друга на заданное расстояние, чтобы сформировать по меньшей мере один канал для отсасывания пыли и отходов производства в процессе работы. Низ канала формируется на верхней поверхности первой подложки, а его стенки образованы толщинами двух смежных абразивных поверхностей.
Важным признаком изобретения является то, что каждая полоса, нанесенная на первую подложку, является прямолинейной и не имеет внутри нее какого-либо канала для отвода пыли. При этом каналы для отведения пыли параллельны друг другу и определяются расстоянием, на которое разносятся две параллельные смежные полосы. При этом признаке образуется конечное число каналов для отвода загрязняющих частиц, и каналы не взаимодействуют друг с другом, но параллельны друг другу. Благодаря этому признаку, значительно ускоряется вывод пыли наружу из устройства, на котором устанавливается абразивный материал.
Еще один преимущественный признак настоящего изобретения заключается в том, что каждая полоса является прямолинейной и выполняется из ленты, имеющей ширину не менее 2,5 см.
Согласно одному из вариантов осуществления настоящего изобретения соседние полосы, установленные на одной подложке, могут иметь различные характеристики и абразивные параметры по отношению друг к другу для формирования абразивного материала, обеспечивающего различные типы обработки. В этом случае дополнительным признаком может быть окрашивание полос в различные цвета с тем, чтобы можно было мгновенно идентифицировать различные типы применяемых абразивных материалов.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие признаки и преимущества настоящего изобретения станут ясными при чтении приведенного ниже описания одного из вариантов осуществления изобретения, представленного в качестве примера и иллюстрирующегося с помощью прилагаемых чертежей:
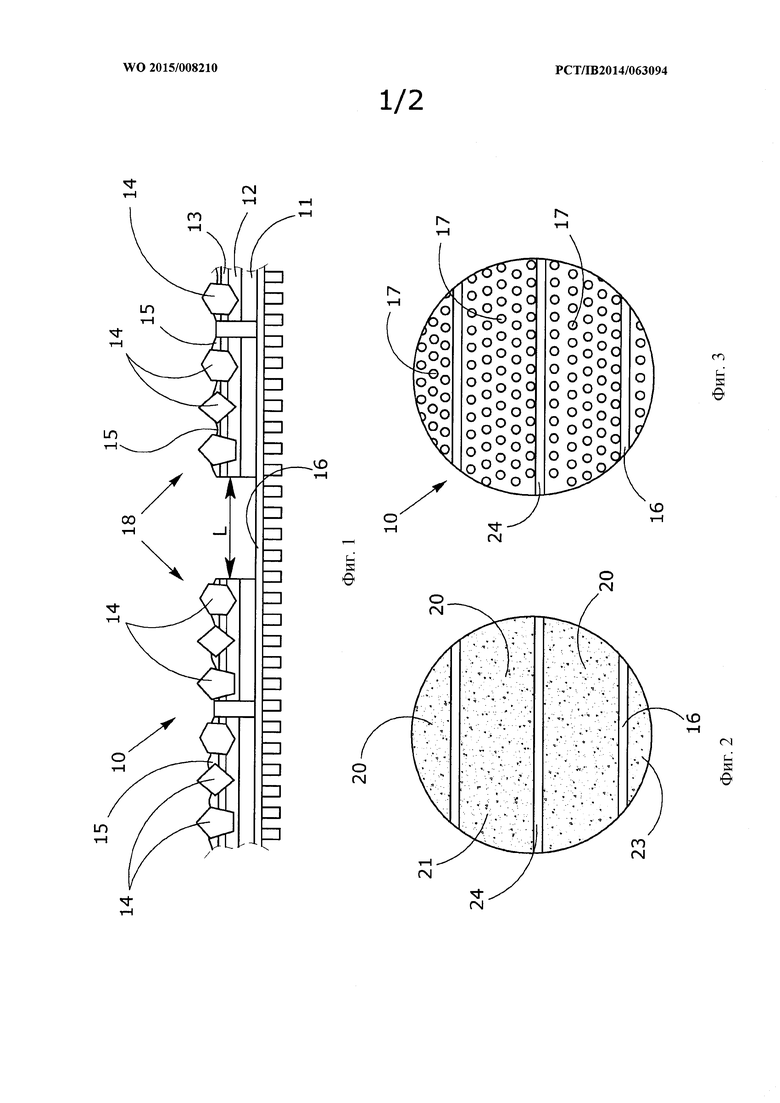
Фигура 1 представляет собой поперечное сечение гибкого абразивного элемента в соответствии с настоящим изобретением в его полном объеме;
Фигура 2 показывает вид спереди;
Фигура 3 представляет собой вид спереди, аналогичный представленному на предыдущем рисунке, с той разницей, что абразивная часть имеет отверстия;
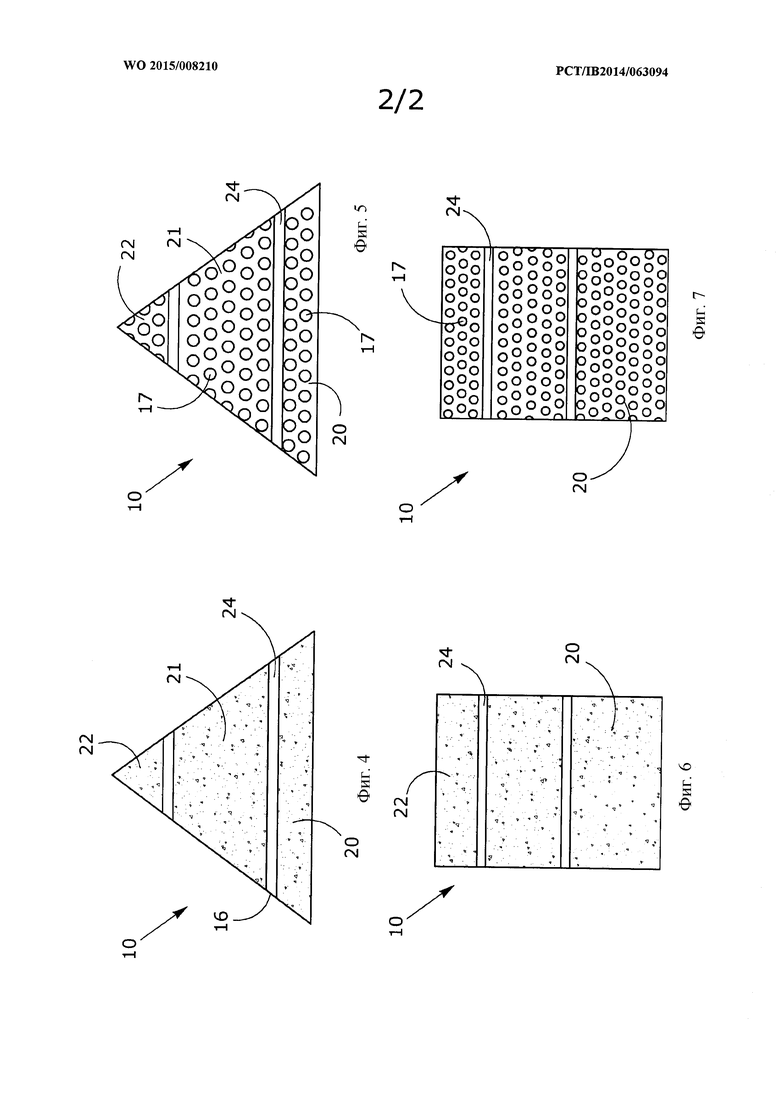
Фигуры 4 и 5 представляет собой диаграммы, показывающие гибкий абразивный материал в соответствии с изобретением треугольной формы с отверстиями и без них;
Фигуры 6 и 7 представляет собой диаграммы, показывающие гибкий абразивный материал в соответствии с изобретением в форме листа с отверстиями и без них.
ОПИСАНИЕ ОДНОГО ИЗ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На Фигуре 1 позиция 10 показывает в полном виде гибкий абразивный материал в соответствии с настоящим изобретением, изготовленный из множества полос 20, расположенных рядом и параллельно друг другу и нанесенных на подложку 16 в форме диска или в других подходящих формах.
Каждая полоса 20 может иметь множество отверстий и содержать подложку 11 (из бумаги, тканого или нетканого материала, пленки из пластика или подобного материала), на которую абразивные зерна 14 наносятся с помощью первой смолы 12 и дополнительно удерживаются на месте с помощью второй смолы 13.
Может также наноситься слой 15 вещества, препятствующего засорению, на полосы в обоих вариантах - с отверстиями или без отверстий.
Полосы в варианте, показанном на Фигуре 3, имеют отверстия 17, форма, размер и количество которых зависит от назначения, типа зерен и типа подложки. Полосы 20 наносятся при помощи клея или других систем крепления к тканым или нетканым подложкам 16, которые имеют проушины, позволяющие крепить их к опорным пластинам или подкладкам с Velcro.
Эти полосы 20 могут быть накладываться на их подложку с применением клеев или других систем крепления, а также на тканые или нетканые подложки и подложки, сделанные из губки, бумаги, пластиковой пленки или подобного материала, а также из любой их комбинации. Эти поверхности могут обрабатываться клеем или иметь самоклеящийся слой для фиксации на пластинах основы или поверхностях без Velcro, состоящих из того, что обычно известно как PSA (чувствительные к давлению клеящие вещества).
Подложка 16 изготавливается из тканого или нетканого материала и снабжается полосами, подготовленными таким образом, и, как правило, с клеящим веществом, нанесенным на подложку. Затем ей придается форма диска, как показано на Фигурах 2 и 3, или треугольника, как показано на Фигурах 4 и 5, или листа, как показано на Фигурах 6 и 7, чтобы получить абразивный элемент, обозначенный в целом ссылочной позицией 10.
Абразивный элемент 10 имеет заданную форму, соответствующую форме рабочей головки станка, такого как шлифовальный станок, и включает:
- первую подложку 16, изготовленную из тканого или нетканого материала, у которой нижняя поверхность может крепиться к опорной плите или подкладке рабочей головки;
- ряд полос 20-23, смежных и параллельных друг другу, причем каждая полоса имеет вторую подложку 11, наложенную на первую подложку 10, и верхняя поверхность каждой абразивной полосы 20-23 имеет множество абразивных зерен 14, наносимых на вторую подложку посредством первой смолы 12 и фиксирующихся второй смолой 13; слой 15 вещества против засорения, которое может при необходимости фиксироваться второй смолой 13.
Абразивная поверхность 18 абразивного элемента 10 таким образом формируется для ряда полос 20-23, параллельных и смежных друг другу.
Согласно одному из преимущественных признаков изобретения, полосы 20-23 могут располагаться на первой подложке 16 отделенными друг от друга на заданное расстояние "L", чтобы формировать по меньшей мере один канал 24, преимущественно, серию параллельных каналов для отсасывания пыли и отходов в процессе работы, нижняя часть которых образуется верхней поверхностью первой подложки 16, а стенки которых формируются толщиной двух смежных полос.
Каждая полоса 20-23 также может содержать множество отверстий 17, которые образуют проходы для пыли и отходов, образующихся в процессе эксплуатации станка, и эти отверстия 17 имеют заданный размер и отделяются друг от друга на заданное расстояние, чтобы предотвратить засорение абразивной поверхности 18 определенных полос во время использования абразивного элемента 10.
Вторая подложка 11 выполняется из бумаги, пластиковой пленки, из тканого или нетканого или подобного материала.
Тканый или нетканый материал 16, который формирует первую подложку, не имеет никаких конкретных ограничений в отношении типа материала, но этот материал должен быть гибким, позволять отсасывать пыль и он должен иметь проушины или другие крепежные элементы, которые позволяют его крепление к опорной пластине или к поверхности с Velcro. Основной тканый или нетканый материал может быть, например, с Velcro, при массе от 45 до 300 г/м2 и состоять из нейлона или полиэфира.
Тканый или нетканый материал должен иметь продольное удлинение до точки разрыва между 1 и 450% и поперечное удлинение до точки разрыва между 1 и 450%.
В дополнение к тканым или нетканым материалам можно также использовать губку, бумагу, пластиковую пленку или аналогичные материалы и их комбинации. Эти поверхности могут обрабатываться клеем или иметь самоклеящийся слой для фиксации на пластинах основы или поверхностях без Velcro, состоящих из того, что обычно известно как PSA (чувствительные к давлению клеящие вещества).
Гибкий абразивный материал образовывается слоем подложки, которая может быть из бумаги, пластиковой пленки, тканого материала или аналогичных материалов, на который наносится клей или связующие смолы фенольного, эпоксидного или подобного типа. Назначение этих смол состоит в фиксации абразивных зерен на подложке. Абразивные частицы могут изготавливаться из оксида алюминия, карбида кремния, циркония, керамики или подобных материалов. Зерна закрепляются на подложке с помощью дополнительного слоя клейкой или связующей смолы фенольного, эпоксидного или подобного типа. Смолы также могут содержать вещества против засорения. Кроме того, может наноситься дополнительный слой, состоящий из вещества против засорения, такого как стеарат кальция.
Форма и размеры абразивных полос могут варьироваться в зависимости от назначения и использующегося в зернах абразивного вещества. Абразивные полосы могут иметь прямые или фигурные края. Абразивные полосы должны покрывать поверхность, составляющую между 60 и 99% поверхности конечного абразивного продукта, при этом пространство между полосами составляет от 1 до 40% от общей поверхности абразивного продукта.
Отверстия, если они выполняются в этих полосах, увеличивают эффективность отсасывания пыли с рабочей поверхности и помогают снизить рабочие температуры. Размер, количество и форма отверстий не указываются. Они определяются в зависимости от назначения зерен и типа использующегося абразива. Если отверстия выполняются, на каждой полосе они должны составлять от 0 до 50% от общей поверхности.
Абразивному продукту, изготовленному таким образом, может быть придана форма диска, полоски, форма буквы дельта, треугольника, листа, или другая коммерческая или специальная форма. Эти фасонные изделия могут использоваться вручную, для этого они устанавливаются на прокладки или другие виды поддержки. Они могут использоваться в ручных инструментах, электрических инструментах, пневматических инструментах и аналогичных инструментах, или они могут использоваться в полуавтоматических и автоматических станках.
Количество полос и расстояние между ними зависят от размера и формы конечного продукта. В общем, каждая полоса покрывает от 5 до 70% общей поверхности.
Полосы изготавливаются в виде лент, как правило, имеющих ширину, равную по меньшей мере, 2,5 см. Кроме того, гибкий абразивный материал 10 в соответствии с настоящим изобретением состоит из полос, устанавливающихся бок о бок, которые имеют зерна различных размеров. Это делает возможным изготовление гибкого абразивного продукта, который обладает различными абразивными свойствами.
В этом случае полосы, образующие гибкий абразивный материал, могут иметь различные цвета для облегчения идентификации пользователем.
Изобретение описывается более подробно на примерах вариантов осуществления, которые представляются далее.
Продукт 1
Продукт 1 содержит гибкий абразивный материал в виде абразивных полос с множеством отверстий, выполненных в подложке в форме диска.
Полосы получают с использованием коммерческого продукта под названием Napoleon GF02-Р320. В данном случае полосы, выполненные с множеством отверстий, наносились на подложку массой 150 г/м2 с креплением Velcro и использованием полиуретанового клея. Этот абразивный материал затем нарезался высеканием в виде дисков диаметром 150 мм. Диски применяются на мягкой подкладке.
Продукт 2
Продукт 2 представляет собой коммерческий абразивный диск с названием Napoleon GF02-Р320. Диск имеет диаметр 150 мм, выполнен без отверстий и установлен на подложке с Velcro.
Продукт 3
Продукт 3 представляет собой коммерческий абразивный диск с названием Napoleon GF02-Р320. Диск имеет диаметр 150 мм, имеет шесть отверстий и установлен на подложке с Velcro.
Продукт 4
Продукт 4 представляет собой коммерческий абразивный диск с названием Napoleon GF02-Р320. Диск имеет диаметр 150 мм, имеет 15 отверстий и установлен на подложке с Velcro.
Поверхность "ШПАКЛЕВКА" была подготовлена с двухкомпонентным материалом под шпаклевку Mipa Р99 Multi-Star (РЕ универсальная шпаклевка).
Поверхность "ГРУНТОВКА" была подготовлена с Mipa 2К Primer AZ под грунтовку.
Поверхность, которая должна была обрабатываться, представляла собой гнутый металлический лист толщиной 0,8 мм.
Пневматическим инструментом, использовавшимся для обработки поверхности, был планетарный шлифовальный станок Rupes Scorpio RH 156А, установленный на 11000 оборотов в минуту с 6 мм орбитой, диаметр 150 мм. Была использована средняя опорная подкладка. Пневматическое отсасывание было включено.
Интенсивность удаления

Результаты, приведенные в таблице выше, показывают, что гибкий абразивный материал в соответствии с настоящим изобретением имеет высокую интенсивность удаления материала. Продукт 1 имеет форму и соответствует поверхности. Следовательно, он дает возможность использовать всю поверхность диска во время шлифования. Это делает возможным удаление большего количество материала за то же время шлифования.
Разница в интенсивности удаления больше, когда осуществляется шлифование под шпаклевки. Это операция, для которой высокий уровень удаления является критическим параметром. Интересно отметить, что количество пыли, остающейся на обрабатываемой поверхности при работе с полосами, имеющими множество отверстий, значительно меньше по сравнению с полосами без отверстий или дисками с 15 отверстиями (Продукты 2, 3 и 4). Было невозможно измерить количество остающейся пыли после шлифования под грунтовку.
Уровень окончательной обработки
Шероховатость поверхности измерялась с использованием портативного измерителя шероховатости Taylor Hobson Surtronic Duo. Шероховатость поверхности измерялась после испытания на интенсивность удаления в четырех различных представительных точках поверхности.
В таблице ниже показаны результаты после шлифования в течение трех минут панелей, полученных для грунтовки и шпаклевки.
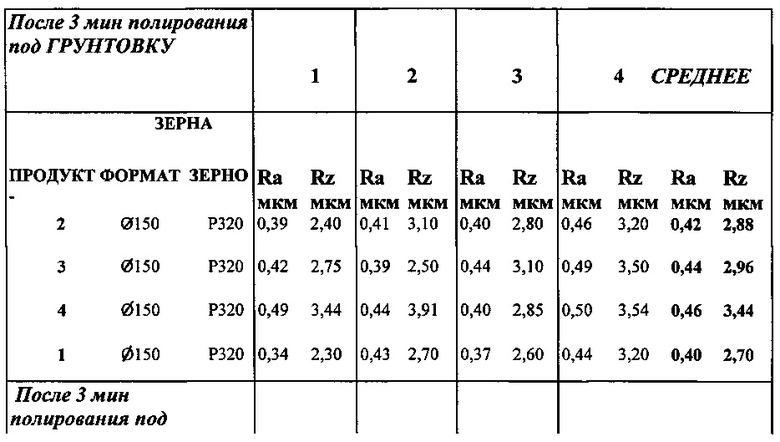
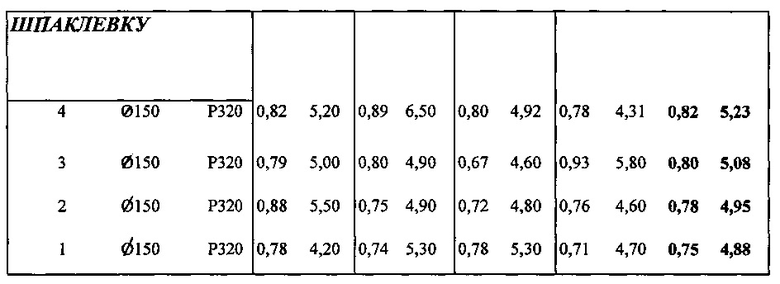
Как видно из таблицы, для грунтовки и шпаклевки показатели шероховатости абразивных полос в формате диска (Продукт 1) в среднем лучше, чем показатели для эквивалентных продуктов в других форматах.
Срок службы
Долговечность продукта измерялась как общее время шлифования под шпаклевку вплоть до забивания.
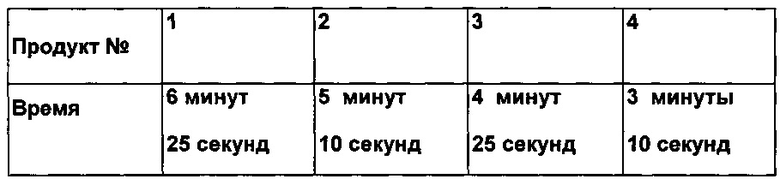
Как видно из результатов, Продукт 1 показал значительно большую продолжительность жизни по сравнению с конкурирующими продуктами. Это было связано с пространством между абразивными полосами и отверстиями в этих полосах, которые способствуют лучшему отсасыванию пыли.
Заявленное изобретение описывается выше со ссылкой на предпочтительный вариант. Тем не менее, очевидно, что изобретение допускает многочисленные изменения, которые находятся в пределах объема его раскрытия в рамках технических эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ | 2008 |
|
RU2452613C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2453418C2 |
| АНТИСТАТИЧЕСКИЙ ГИБКИЙ АБРАЗИВНЫЙ МАТЕРИАЛ С КОМБИНИРОВАННОЙ ПОДЛОЖКОЙ | 2011 |
|
RU2583576C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2605721C2 |
| АБРАЗИВНАЯ НАСАДКА | 2005 |
|
RU2392105C2 |
| АБРАЗИВНЫЙ ПРОДУКТ | 2016 |
|
RU2720275C1 |
| АБРАЗИВ С АНТИЗАСАЛИВАЮЩИМ АГЕНТОМ | 2001 |
|
RU2246392C1 |
| АБРАЗИВНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2280665C2 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| Абразивное изделие с покрытием | 2013 |
|
RU2620846C2 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении гибкого абразивного материала, предназначенного для полирования сложных поверхностей в различных областях промышленности. Способ включает получение первой подложки из тканого или нетканого материала, обеспечивающего отсасывание пыли. Нижняя поверхность первой подложки имеет возможность закрепления на опорной плите или подкладке рабочей головки станка, такого как полировальный станок. Предусмотрено использование по меньшей мере двух прямолинейных абразивных полос, каждая из которых имеет вторую подложку, на которую наносят абразивные зерна с помощью первой смолы. Упомянутые абразивные полосы наносят по отдельности на первую подложку на заданном расстоянии друг от друга с расположением их рядом и параллельно друг другу с образованием по меньшей мере одного канала для отвода пыли. Подложке с полосами придают форму для получения гибкого абразивного материала, форма которого соответствует форме упомянутой рабочей головки станка. В результате повышается качество обработки поверхности за счет обеспечения высокой стойкости абразивного материала к засорению. 11 з.п. ф-лы, 7 ил., 2 пр., 3 табл.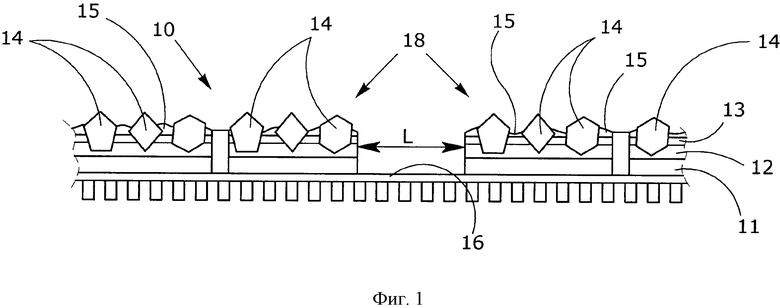
1. Способ изготовления гибкого абразивного материала для полирования поверхностей, включающий следующие последовательные этапы:
получение первой подложки из тканого или нетканого материала, обеспечивающего отсасывание пыли, при этом нижняя поверхность первой подложки имеет возможность закрепления на опорной плите или подкладке рабочей головки станка, такого как полировальный станок,
получение по меньшей мере двух прямолинейных абразивных полос, каждая из которых имеет вторую подложку, на которую наносят абразивные зерна с помощью первой смолы,
нанесение по отдельности упомянутых по меньшей мере двух прямолинейных абразивных полос на первую подложку на заданном расстоянии друг от друга с расположением их рядом и параллельно друг другу с образованием по меньшей мере одного канала для отвода пыли, образующейся во время полирования, и
придание формы подложке с указанными полосами для получения гибкого абразивного материала, форма которого соответствует форме упомянутой рабочей головки станка.
2. Способ по п. 1, в котором по меньшей мере одна полоса имеет множество отверстий, которые образуют проходы для пыли и отходов, образующихся в процессе эксплуатации станка, причем отверстия имеют заданный размер и расположены друг от друга на заданном расстоянии для предотвращения засорения абразивной поверхности и/или отверстий во время использования абразивного материала.
3. Способ по п. 1, в котором вторую подложку выполняют из бумаги, пластиковой пленки, тканого или нетканого материала или подобного материала, при этом вторую подложку наносят на первую подложку с помощью клея.
4. Способ по п. 1, в котором вторую смолу для закрепления абразивных зерен наносят на вторую подложку.
5. Способ по п. 4, в котором поверх смолы наносят вещество против засорения.
6. Способ по п. 1, в котором гибкий абразивный материал выполняют в форме диска, буквы дельта или в виде листа с множеством параллельных полос, разделенных множеством каналов.
7. Способ по п. 1, в котором на вторые подложки упомянутых полос наносят различные относительно друг друга зерна.
8. Способ по п. 7, в котором полосы с различными зернами имеют различные цвета поверхности.
9. Способ по п. 1, в котором во время полирования абразивная поверхность покрывает от 60 до 99% от общей поверхности упомянутой опорной плиты или подкладки рабочей головки станка, а пространство между полосами составляет от 1 до 40% общей поверхности.
10. Способ по п. 1, в котором первую подложку изготавливают из нейлона или полиэфира с креплением Velcro® и массой от 45 до 300 г/м2.
11. Способ по п. 1, в котором первая подложка имеет в продольном направлении удлинение до точки разрыва от 1 до 450% и/или в поперечном направлении удлинение до точки разрыва от 1 до 450%.
12. Способ по п. 1, в котором полосы выполняют из ленты, имеющей ширину не менее 2,5 см.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ГИБКОЕ ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2385799C2 |
| Шлифовальная шкурка | 1987 |
|
SU1437204A1 |

