Изобретение относится к обработке металлов давлением, в частности к способам упрочнения втулок.
Известен способ изготовления втулок, включающий получение полой заготовки и последующую обработку ее наружной поверхности обкаткой в роликовой матрице с фиксацией торцов заготовки, при этом обработку наружной поверхности заготовки осуществляют одновременно с ее формированием путем возвратно-поступательного движения одного или более роликов, имеющих участок большего диаметра (см. патент РФ №2340423 РФ, МПК В21Н 1/22, В82В 3/00, опубл. 10.12.2008).
Однако известный способ имеет существенный недостаток, который заключается в следующем. Глубина градиентно упрочненной зоны, а также величина упрочнения на обкатываемой поверхности зависят от глубины внедрения в заготовку участка ролика большего диаметра и от числа возвратно-поступательных движений роликов. При этом, чтобы зона деформации проникала на более значительную глубину, необходимо увеличивать оба эти параметра, но тогда, несмотря на отрицательное квазигидростатическое напряженное состояние деформируемого участка, еще до достижения необходимой глубины деформированного слоя в поверхностных слоях заготовки достигается максимально возможное упрочнение, исчерпывается резерв пластичности материала и начинается шелушение. Это не позволяет получить изделие с заданной увеличенной глубиной упрочнения, особенно если в поверхностных слоях максимальное упрочнение не требуется.
Техническая задача, на решение которой направлено изобретение, состоит в расширении номенклатуры обрабатываемых изделий, а также увеличении глубины упрочненной зоны при одновременном обеспечении заданного упрочнения поверхностных слоев изделия.
Техническая задача достигается тем, что в способе упрочнения металлических втулок с нагревом, включающем фиксацию торцов полой заготовки, вращение полой заготовки и одновременную обкатку ее наружной поверхности путем возвратно-поступательного осевого перемещения роликовой матрицы, состоящей из одного или более роликов, один из которых имеет участок большего диаметра, обеспечивают нагрев внутренней поверхности полой заготовки до температуры, не достигающей температуры рекристаллизации материала заготовки.
Технический результат заключается в расширении номенклатуры обрабатываемых материалов за счет возможности обработки твердых материалов ввиду снижения сопротивления деформированию, а также в увеличении глубины упрочненной зоны при одновременном обеспечении заданного упрочнения поверхностных слоев изделия.
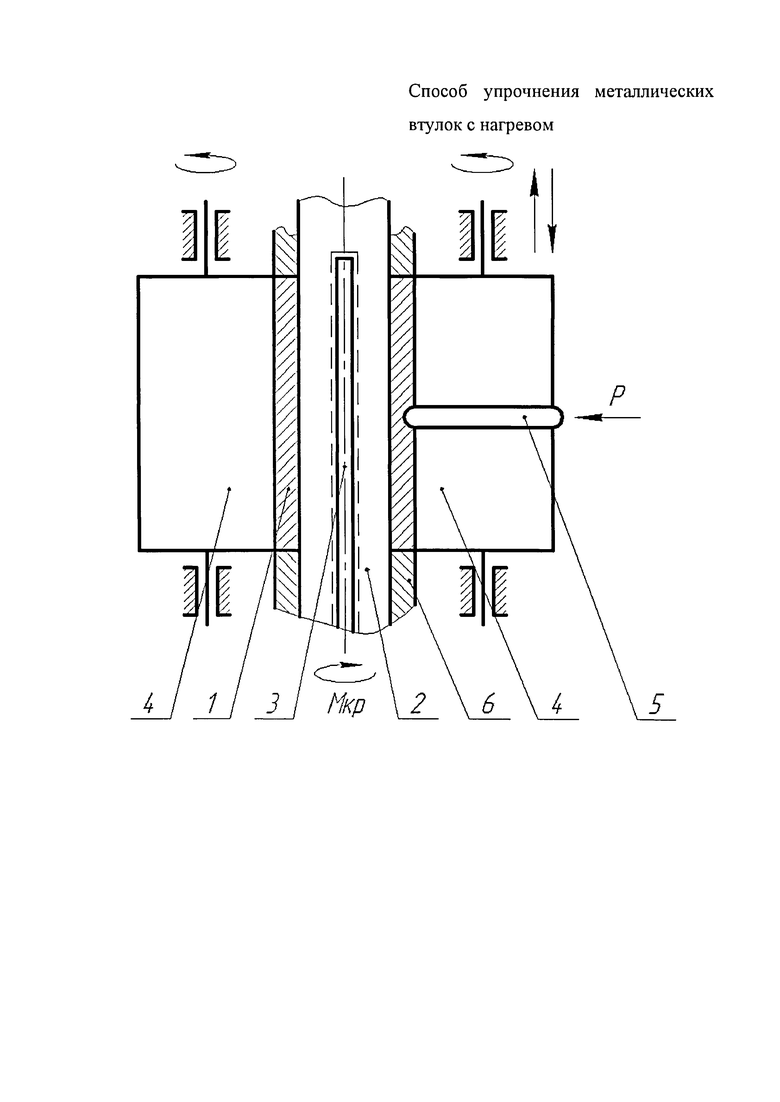
Сущность изобретения поясняется чертежом, представляющим схему способа для упрочнения металлических втулок с нагревом.
Способ осуществляется следующим образом.
Заготовку 1, установленную на оправку 2, имеющую нагревательный элемент 3 с возможностью контроля его температуры, устанавливают в роликовую матрицу 4, состоящую из роликов, один из которых имеет участок 5 большего диаметра. Торцы фиксируют прижимами 6. Затем включают нагревательный элемент 3. После достижения оправкой 2 и внутренней поверхностью заготовки 1 температуры, близкой, но не достигающей температуры рекристаллизации материала обрабатываемой заготовки, заготовке 1 сообщают крутящий момент Мкр и начинают ее обкатку с одновременным возвратно-поступательным осевым перемещением роликовой матрицы 4. После совершения необходимого для достижения заданного упрочнения количества возвратно-поступательных перемещений роликовой матрицы 4 выключают нагревательный элемент 3, разводят ролики, отводят прижимы 6 и извлекают готовое изделие.
В процессе обработки в зоне деформации возникает напряженное состояние квазигидростатического сжатия, что способствует увеличению пластических свойств материала и, соответственно, достижению накопленной деформации, необходимой для получения упрочненной субмикро- и нанокристаллической структуры материала. Так как нагрев заготовки осуществляется от ее внутренней поверхности, а от ее наружной поверхности происходит активная теплоотдача, то по сечению заготовки возникает градиент температур и, соответственно, градиент сопротивления деформированию: ближе к наружной поверхности заготовки сопротивление деформированию больше, к внутренней поверхности - меньше. Это приводит к тому, что при внедрении в заготовку участка ролика большего диаметра зона пластичности распространяется в более глубокие слои заготовки, тем самым увеличивая глубину зоны упрочнения. Так как температура нагрева заготовки даже на внутренней поверхности не достигает температуры рекристаллизации, разупрочнения материала не происходит, а возврат, протекающий при более низких температурах, способствует снятию остаточных напряжений в изделии.
Пример. Брали полую литую обточенную никелевую заготовку марки НП2 ГОСТ 492-2006 диаметром 45×30 мм, высотой 80 мм, помещали на позицию обработки в оправке и фиксировали торцы заготовки. Нагревали оправку до температуры 525°C. Затем сводили ролики и сообщали заготовке крутящий момент и одновременно внешнюю поверхность деформировали многократным возвратно-поступательным осевым перемещением деформирующих трех роликов диаметром 45 мм с силой 20 кН. Один из роликов имел участок большего диаметра. При этом торцы заготовки фиксировались. После завершения обработки все элементы возвращали в исходное состояние и удаляли готовую втулку с позиции обработки. Для сравнения провели обработку аналогичной втулки из никеля марки НП2 ГОСТ 492-2006 по способу, описанному в прототипе.
В результате по способу упрочнения металлических втулок с нагревом получали втулку из никеля марки НП2 ГОСТ 492-2006, требуемой упрочненной и градиентной от внутренней поверхности структурой металла, при этом глубина упрочнения была на 20% больше, чем при обработке по способу, описанному в прототипе, без возникновения шелушения на наружной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК С ГРАДИЕНТНО-УПРОЧНЕННОЙ СТРУКТУРОЙ | 2010 |
|
RU2462327C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК | 2007 |
|
RU2340423C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2551745C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК С ГРАДИЕНТНОЙ СУБМИКРО- И НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2008 |
|
RU2387514C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК | 2013 |
|
RU2551749C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК С СУБМИКРО- И НАНОКРИСТАЛЛИЧЕСКИМ СОСТОЯНИЯМИ МАТЕРИАЛА | 2006 |
|
RU2320443C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК С ГРАДИЕНТНЫМ СУБМИКРО- И НАНОКРИСТАЛЛИЧЕСКИМ СОСТОЯНИЕМ МАТЕРИАЛА | 2008 |
|
RU2389580C1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2674555C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК | 1999 |
|
RU2162761C2 |
Изобретение относится к упрочнению металлических втулок. Осуществляют фиксацию торцов полой заготовки. Вращают полую заготовку. Нагревают внутреннюю поверхность полой заготовки до температуры, не достигающей температуры рекристаллизации материала заготовки. Осуществляют обкатку ее наружной поверхности путем возвратно-поступательного осевого перемещения роликовой матрицы. Используют роликовую матрицу, состоящую из одного или более роликов, один из которых имеет участок большего диаметра. В результате обеспечивается увеличение глубины упрочненной зоны заготовки. 1 ил., 1 пр.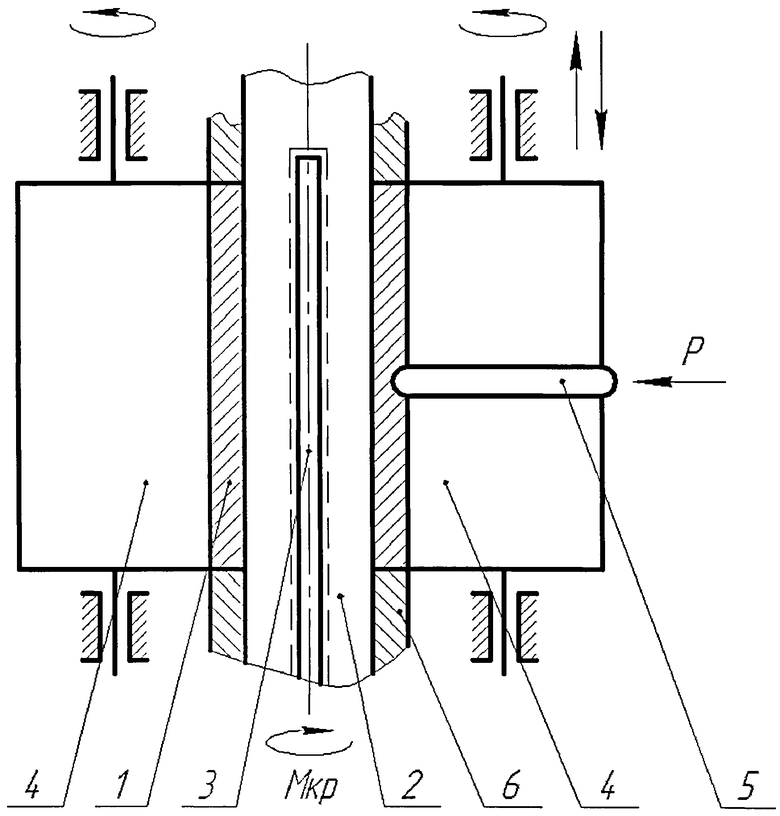
Способ упрочнения металлических втулок, включающий фиксацию торцов полой заготовки, вращение полой заготовки и одновременную обкатку ее наружной поверхности путем возвратно-поступательного осевого перемещения роликовой матрицы, состоящей из одного или более роликов, один из которых имеет участок большего диаметра, отличающийся тем, что обеспечивают нагрев внутренней поверхности полой заготовки до температуры, не достигающей температуры рекристаллизации материала заготовки.

