Изобретение относится к обработке металлов давлением, в частности, к способам упрочнения деталей машин методами комплексного локального деформирования.
Известно устройство для упрочнения металлических трубных изделий, содержащее оправку и роликовую матрицу. Роликовая матрица установлена с возможностью вращения и линейного возвратно-поступательного перемещения относительно оси оправки. Роликовая матрица содержит по меньшей мере два ролика, установленных с возможностью вращения вокруг своих осей. Один из роликов выполнен с участком большего диаметра, расположенным посередине рабочего участка ролика, а ширина рабочего участка ролика по меньшей мере в пять раз превышает ширину его участка большего диаметра. Оправка выполнена в виде калибра длиной не меньшей, чем длина рабочей части ролика, и установлена с возможностью синхронного осевого перемещения совместно с осевым перемещением роликовой матрицы. В результате расширяется номенклатура получаемых трубных изделий. (Патент RU 2551745, МПК В21Н 1/22, В82В 3/00, опубл. в 2015 г. ).
Однако данный способ имеет следующий недостаток: невозможность обработки внутренней поверхности металлических трубных изделий.
Техническая задача, на решение которой направлено изобретение, состоит в расширении номенклатуры получаемых изделий за счет обеспечения обработки внутренней поверхности металлических трубных изделий.
Техническая задача достигается тем, что устройство для деформационного упрочнения внутренней поверхности металлических трубных изделий, содержащее роликовую матрицу, установленную с возможностью линейного возвратно-поступательного перемещения относительно оси заготовки, отличается от прототипа тем, что внутри заготовки установлена винтовая втулка, на которой закреплены один или более деформирующих роликов и, по меньшей мере, два заглаживающих ролика, причем втулка установлена на ходовом винте, размещенном между опорами на подшипниках с возможностью вращения вокруг своей оси, и зафиксирована струнами для предотвращения радиального проворота.
Технический результат заключается в расширении номенклатуры получаемых изделий за счет обеспечения обработки внутренней поверхности металлических трубных изделий, например, элементы несущих конструкций, состоящих из цилиндрических труб.
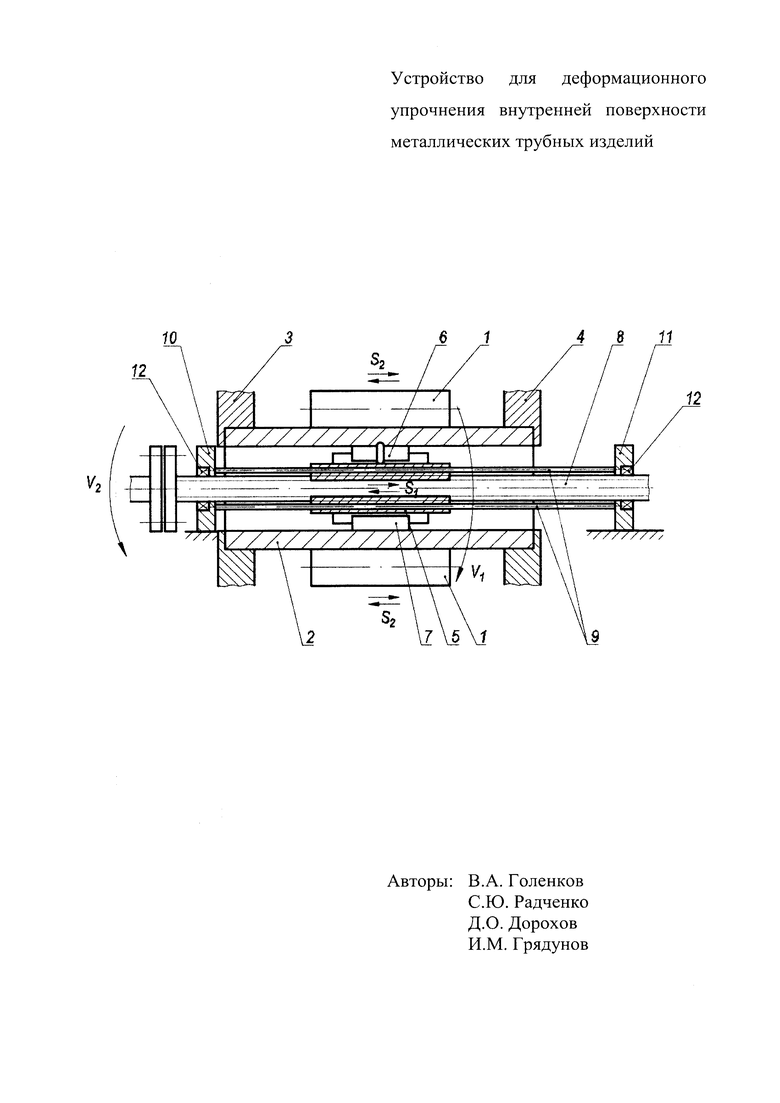
Сущность изобретения поясняется чертежом, где представлена схема устройства для деформационного упрочнения внутренней поверхности металлических трубных изделий.
Устройство состоит из роликовой матрицы, содержащей по меньшей мере два гладких ролика 1, между которыми помещается заготовка 2, упора 3 и прижима 4, винтовой втулки 5, на которой закреплены один или более деформирующих роликов 6 и по меньшей мере два заглаживающих ролика 7. Винтовая втулка 5 установлена на ходовом винте 8, обеспечивающем осевое перемещение втулки посредством вращения вокруг своей оси, при этом втулка удерживается от радиального проворота струнами 9. Ходовой винт 8 установлен между опорами 10 и 11 на подшипниках 12 с возможностью осевого вращения, а струны 9 установлены между опорами 10 и 11врастяг.
Устройство работает следующим образом.
Заготовку 2 помещают в роликовую матрицу, между роликами 1, фиксируют ее торцы упором 3 и прижимом 4. Затем вводят ролики 6 и 7, установленные на винтовой втулке 5, которая находится на ходовом винте 8. Через винтовую втулку 5 протягивают струны 9 и фиксируют между опорами 10 и 11, а ходовой винт 8 устанавливают на подшипники 12 в опорах 10 и 11. Роликам 1 придают вращение, которое передается на заготовку 2, сообщая ей вращение со скоростью V1. Ходовому винту 8 придают вращение со скоростью V2. Вращение ходового винта 8 преобразуется в поступательное перемещение винтовой втулки 5 с установленными на нее роликами по струнам 9 относительно оси заготовки в постоянным шагом осевой подачи S1. В случае, если длина заготовки 2 больше длины роликов 1, то им сообщается осевое возвратно-поступательное перемещение с постоянным шагом осевой подачи S2 таким образом, чтобы ролики 1 были всегда над деформирующим роликом 6.
В результате получается металлическое трубное изделие с упрочненной внутренней поверхностью и градиентным переходом упрочнения от обработанной зоны к необработанной в радиальном направлении.
Пример исполнения.
Брали полую литую заготовку с наружным диаметром 70 мм, толщиной стенки 10 мм и длиной 1500 мм, помещали в роликовую матрицу, фиксировали ее торцы упором и прижимом. Затем вводили ролики, установленные на винтовой втулке, которая находится на ходовом винте. Через винтовую втулку протягивали струны и фиксировали между опорами, а ходовой винт -устанавливали на подшипники, установленных в опорах. Роликам, установленным в роликовой матрице, придавали вращение, которое передавалось на заготовку, сообщая ей вращение со скоростью V1. Ходовому винту придавали вращение со скоростью V2. Вращение ходового винта преобразовывалось в поступательное перемещение винтовой втулки с установленными на нее роликами по струнам относительно оси заготовки с постоянным шагом осевой подачи S1. Роликам, установленным в роликовой матрице, сообщалось осевое возвратно-поступательное перемещение с постоянным шагом осевой подачи S2 таким образом, что они были всегда над деформирующим роликом.
В результате получали металлическую трубу с упрочненной внутренней поверхностью и градиентным переходом упрочнения от обработанной зоны к необработанной в радиальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК С ГРАДИЕНТНО-УПРОЧНЕННОЙ СТРУКТУРОЙ | 2010 |
|
RU2462327C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2551745C2 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СКВОЗНЫХ ОТВЕРСТИЙ | 2014 |
|
RU2589959C2 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК С НАГРЕВОМ | 2014 |
|
RU2584103C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОДНУТРЕНИЕМ ТИПА "ТРАКТОРНЫЙ КАТОК" | 2014 |
|
RU2574909C2 |
| Роликовый конвейер для продольного перемещения и вращения длинномерных цилиндрических изделий | 1986 |
|
SU1456336A1 |
| Способ упрочнения металлических поверхностей | 1983 |
|
SU1192952A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК | 2013 |
|
RU2551749C2 |
| Устройство для упрочнения зубчатыхКОлЕС | 1977 |
|
SU714715A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
Изобретение относится к устройству для деформационного упрочнения внутренней поверхности металлических трубных изделий. Устройство содержит роликовую матрицу, установленную с возможностью линейного возвратно-поступательного перемещения относительно оси заготовки, и установленную внутри трубного изделия винтовую втулку. На втулке закреплены по меньшей мере один деформирующий ролик и по меньшей мере два заглаживающих ролика. Втулка установлена на ходовом винте, размещенном между опорами на подшипниках с возможностью вращения вокруг своей оси, и зафиксирована струнами для предотвращения радиального проворота. В результате расширяется номенклатура получаемых изделий. 1 ил., 1 пр.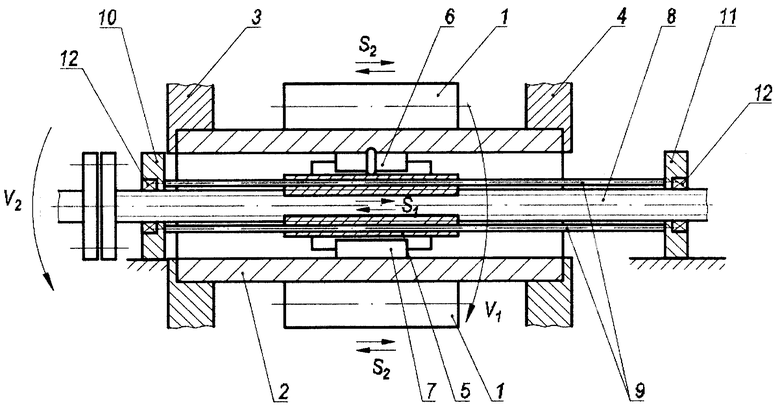
Устройство для деформационного упрочнения внутренней поверхности металлических трубных изделий, содержащее роликовую матрицу, установленную с возможностью линейного возвратно-поступательного перемещения относительно оси заготовки, отличающееся тем, что оно снабжено установленной внутри трубного изделия винтовой втулкой, на которой закреплены по меньшей мере один деформирующий ролик и по меньшей мере два заглаживающих ролика, причем упомянутая втулка установлена на ходовом винте, размещенном между опорами на подшипниках с возможностью вращения вокруг своей оси, и зафиксирована струнами для предотвращения радиального проворота.
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2551745C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК С ГРАДИЕНТНО-УПРОЧНЕННОЙ СТРУКТУРОЙ | 2010 |
|
RU2462327C2 |
| Машина для гидропластической обработки трубчатых изделий | 1983 |
|
SU1335484A1 |
| DE 102011079757 A1, 31.01.2013. | |||

