Изобретение относится к обработке металлов давлением, в частности к устройствам, применяемым для упрочнения металлических трубных изделий.
Известено устройство по способу изготовления втулок, содержащее оправку для фиксации внутреннего диаметра и роликовую матрицу, установленную с возможностью вращения и линейного возвратно-поступательного перемещения относительно оси оправки, содержащую не менее двух роликов, установленных с возможностью вращения вокруг своей оси, при этом один из роликов имеет участок большего диаметра, расположенный посередине рабочего участка ролика, а ширина рабочего участка ролика не менее чем в пять раз превышает ширину участка большего диаметра (См. патент РФ №2340423 РФ, МПК B21H 1/22 B82B 3/00, опубл. 2008 г.).
Однако известное устройство имеет следующий недостаток - существенное ограничение по номенклатуре получаемых металлических трубных изделий.
Техническая задача, на решение которой направлено изобретение, состоит в расширении номенклатуры получаемых металлических трубных изделий.
Техническая задача достигается тем, что в устройстве для упрочнения металлических трубных изделий, содержащем оправку для фиксации внутреннего диаметра и роликовую матрицу, установленную с возможностью вращения и линейного возвратно-поступательного перемещения относительно оси оправки, содержащую не менее двух роликов, установленных с возможностью вращения вокруг своей оси, при этом один из роликов имеет участок большего диаметра, расположенный посередине рабочего участка ролика, а ширина рабочего участка ролика не менее чем в пять раз превышает ширину участка большего диаметра, согласно изобретению оправка выполнена в виде калибра длиной не меньшей, чем длина рабочей части ролика, и установлена с возможностью синхронного осевого перемещения совместно с роликовой матрицей.
Технический результат в расширении номенклатуры получаемых металлических трубных изделий.
Сущность изобретения поясняется чертежом, где представлена схема устройства для упрочнения металлических трубных изделий.
Устройство работает следующим образом. Заготовку 1 в виде трубы устанавливают на калибр 2. В процессе обработки калибр 2 и роликовая матрица 3 постепенно поступательно перемещаются с определенной скоростью вдоль оси трубы, что позволяет осуществить обработку всей наружной поверхности. Наружную поверхность формируют многократным возвратно-поступательным осевым перемещением роликовой матрицы 3, имеющей ролик с участком большего диаметра и калибр 2. После обработки разводят ролики, выводят калибр и извлекают готовую упрочненную трубу.
Пример. Брали стальную заготовку из стали 40Х, наружным диаметром 50 мм и длиной 400 мм, полученную методом горячей прокатки в калибрах, с последующей механической обработкой: обточкой до диаметра 45 мм и сверлением отверстия диаметром 30 мм. Полученную трубную заготовку помещали на позицию обработки на калибр и подводили роликовую матрицу, ролики прижимали к обрабатываемой поверхности. Затем заготовке сообщали крутящий момент. Наружную поверхность формировали многократным возвратно-поступательным осевым перемещением роликовой матрицы, имеющей ролик с участком большего диаметра. Синхронно и совместно с роликовой матрицей линейно перемещался калибр. После завершения обкатки все элементы возвращали в исходное состояние и удаляли готовую трубу с позиции обработки.
В результате получали трубу с упрочненной и градиентной от внутренней поверхности нанокристаллической структурой металла.
Заявляемое устройство для упрочнения металлических трубных изделий позволяет расширить номенклатуру получаемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2674555C1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК С НАГРЕВОМ | 2014 |
|
RU2584103C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК | 2013 |
|
RU2551749C2 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2268796C2 |
| СПОСОБ КАЛИБРОВКИ КОНЦОВ ДЛИННОМЕРНЫХ ТЕПЛООБМЕННЫХ ТРУБ | 2010 |
|
RU2457056C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2545935C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2504448C1 |
| НЕПРЕРЫВНЫЙ СТАН ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 1961 |
|
SU145521A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для упрочнения металлических трубных изделий. Устройство содержит оправку и роликовую матрицу. Роликовая матрица установлена с возможностью вращения и линейного возвратно-поступательного перемещения относительно оси оправки. Роликовая матрица содержит по меньшей мере два ролика, установленных с возможностью вращения вокруг своих осей. Один из роликов выполнен с участком большего диаметра, расположенным посередине рабочего участка ролика, а ширина рабочего участка ролика по меньшей мере в пять раз превышает ширину его участка большего диаметра. Оправка выполнена в виде калибра длиной не меньшей, чем длина рабочей части ролика, и установлена с возможностью синхронного осевого перемещения совместно с осевым перемещением роликовой матрицы. В результате расширяется номенклатура получаемых трубных изделий. 1 ил., 1 пр.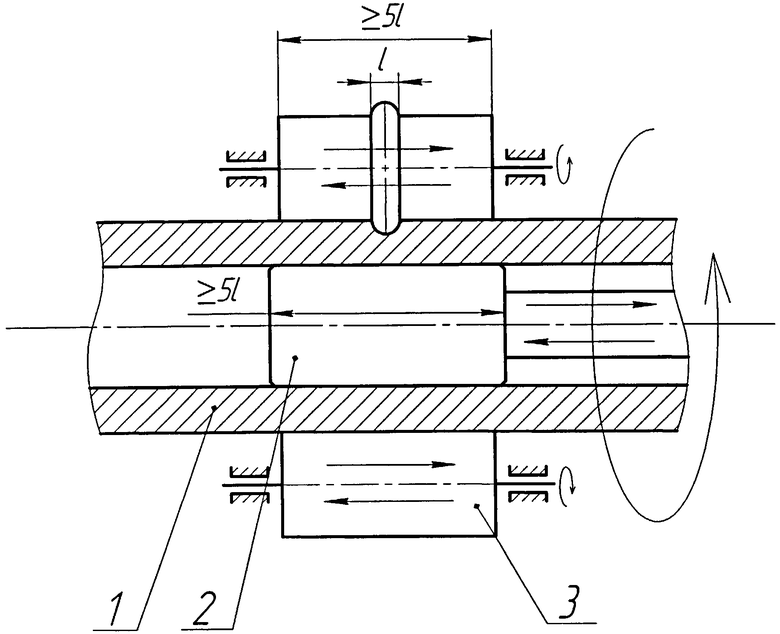
Устройство для упрочнения металлических трубных изделий, содержащее оправку для фиксации внутреннего диаметра трубного изделия и роликовую матрицу, установленную с возможностью вращения и линейного возвратно-поступательного перемещения относительно оси оправки, содержащую по меньшей мере два ролика, установленных с возможностью вращения вокруг своих осей, при этом один из роликов выполнен с участком большего диаметра, расположенным посередине рабочего участка ролика, а ширина рабочего участка ролика по меньшей мере в пять раз превышает ширину его участка большего диаметра, отличающееся тем, что оправка выполнена в виде калибра, длина которого не меньше длины рабочей части ролика, и установлена с возможностью синхронного осевого перемещения совместно с осевым перемещением роликовой матрицы.
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК | 2007 |
|
RU2340423C1 |
| Деформирующий инструмент для винтового протягивания | 1979 |
|
SU871943A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU484925A1 |
| US 4020664 A, 03.05.1977 | |||

