Изобретение относится к области мерительных инструментов и может найти применение для контроля диаметров и углов наклона тангенциальных отверстий к оси цилиндрических поверхностей деталей типа валов или коллекторов и барабанов котельных агрегатов и установок, в которых они выполнены.
В указанной области широко известно применение мерительных инструментов, выполненных в виде проходных и непроходных пробок. При этом известно также совмещение проходного и непроходного калибра на одной пробке - выполнение ее ступенькой с проходным и непроходным участком соответственно, см., например, стр. 65. «Пробки листовые односторонние для размеров от 50 до 250 мм «Справочник классификатор на измерительные инструменты». Москва: ВПТИ, МАШГИЗ, 1957. - 186 с. Недостатком таких калибров является невозможность одновременного замера диаметра контролируемого отверстия и угла наклона тангенциальных отверстий к оси цилиндрических поверхностей деталей типа валов или коллекторов и барабанов, в которых они выполнены.
Прототипом предлагаемого изобретения являются калибры, выполненые по ГОСТ 21401-75 «Калибры гладкие для размеров до 500 мм. Исполнительные размеры». В нем описаны, в частности, калибры-пробки для отверстий с проходной и непроходной частями. Как и другие аналоги предлагаемого изобретения они предназначены исключительно для определения диаметра контролируемого отверстия.
Целью и техническим результатом предлагаемого изобретения является создание калибра, позволяющего одновременно контролировать размеры отверстия и определять угол наклона тангенциальных отверстий к оси цилиндрических поверхностей валов или к оси трубных деталей типа коллекторов или барабанов, в которых они выполнены, т.е. расширение технологических возможностей.
Указанный технический результат достигается за счет того, что линия перехода пробки проходного диаметра в пробку непроходного диаметра, выполненная в виде ступени, по форме соответствует линии пересечения диаметра контролируемого отверстия с поверхностью детали, в которой оно выполнено.
Сущность заявляемого изобретения состоит в том, что конструкция предлагаемого по нему калибра обеспечивает достижение указанного выше технического результата.
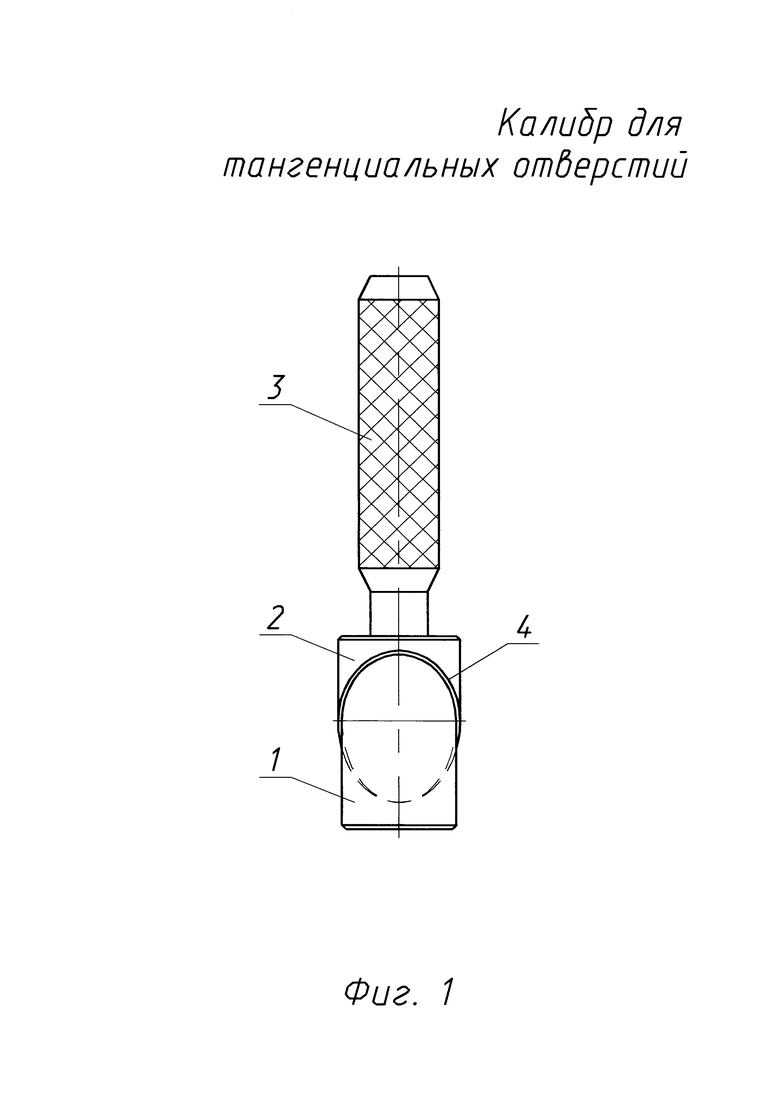
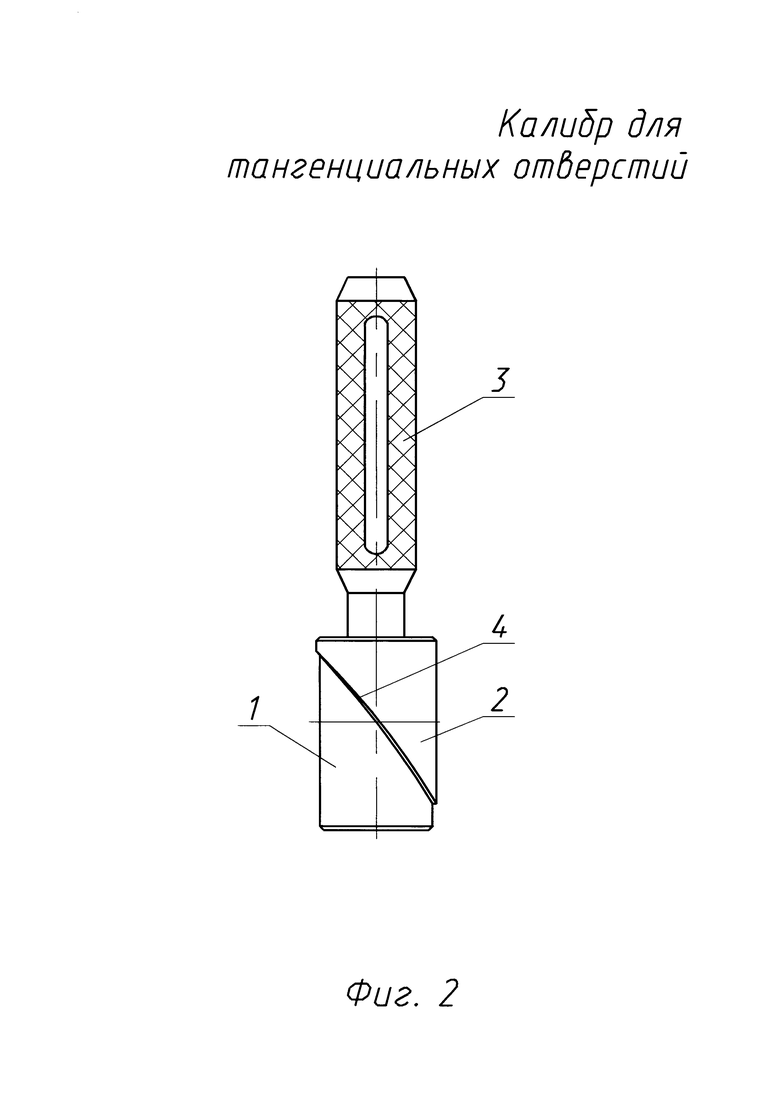
Сущность заявляемого технического решения поясняется чертежами, на которых показаны: на фиг. 1 - главный вид заявленного калибра, на фиг. 2 - его вид сбоку. Цифрами на чертежах обозначены: 1 - проходная часть калибра-пробки, 2 - ее непроходная часть, 3 - ручка, 4 - линия перехода пробки проходного диаметра в пробку непроходного диаметра, выполненная в виде ступени, по форме соответствующая линии пересечения диаметра контролируемого отверстия с поверхностью детали, в которой оно выполнено.
Калибр для тангенциальных отверстий работает следующим образом. В контролируемое отверстие вставляется проходная часть 1 калибра-пробки. Если непроходная часть 2 калибра-пробки при этом не входит в контролируемое отверстие, значит оно находится в пределах допуска, определенного для него конструкцией калибра. Далее проверяется соответствие прилегания линии перехода 4 пробки проходного 1 диаметра в пробку непроходного 2 диаметра, выполненной в виде ступени, к линии, образованной пересечением диаметра контролируемого отверстия с поверхностью детали, в которой оно выполнено. Как правило, для констатации удовлетворительного прилегания, и, как его следствия, соответствия угла наклона контролируемого тангенциального отверстия, выполненного на цилиндрической поверхности вала или в трубной детали, заданному углу, бывает достаточно визуального определения наличия такого прилегания. В случае, если требуется более точное его определение, для замера величины зазора между линией перехода пробки проходного диаметра в пробку непроходного диаметра и линией, образованной диаметром контролируемого отверстия на поверхности детали, можно применить известные мерительные инструменты, например набор щупов. При этом, если выявленный при измерении зазор превышает расчетный допустимый, констатируется, что угол наклона контролируемого тангенциального отверстия выходит за пределы допуска и контролируемая деталь признается подлежащей отбраковке (неисправимый брак) или последующей доработке (исправимый брак).
Таким образом, заявленное изобретение позволяет расширить технологические возможности калибров для тангенциальных отверстий, а само оно может найти достаточно широкое применение для контроля диаметров и углов наклона тангенциальных отверстий к оси цилиндрических поверхностей деталей типа валов или коллекторов и барабанов котельных агрегатов и установок, в которых они выполнены.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля размеров с помощью гладких калибров | 1985 |
|
SU1415022A1 |
| Калибр-пробка для контроля резьбовых отверстий | 1990 |
|
SU1758402A1 |
| Устройство для контроля диаметра цилиндрических деталей | 1989 |
|
SU1747864A1 |
| КАЛИБР-ПРОБКА | 1996 |
|
RU2109249C1 |
| ВОЛОКА | 2011 |
|
RU2471582C1 |
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |
| Устройство для контроля диаметров отверстий | 1977 |
|
SU627316A1 |
| Автомат контроля гнезд штепсельных резъемов | 1989 |
|
SU1674981A1 |
| Способ изготовления измерительных калибров | 1989 |
|
SU1647216A1 |
| Калибр для контроля отверстий | 1987 |
|
SU1511577A1 |
Изобретение можно использовать в промышленности для контроля диаметров и углов наклона тангенциальных отверстий к оси цилиндрических поверхностей деталей типа валов или коллекторов и барабанов котельных агрегатов и установок, в которых они выполнены. Целью технического решения является расширение технологических возможностей. Для этого калибр для тангенциальных отверстий содержит проходную и непроходную пробки, расположенные последовательно одна за другой, и ручку, отличающийся тем, что линия перехода пробки проходного диаметра в пробку непроходного диаметра, выполненная в виде ступени, по форме соответствует линии пересечения диаметра контролируемого отверстия с поверхностью детали, в которой оно выполнено. Технический результат: позволяет контролировать не только диаметр отверстий, но и соответствие угла наклона тангенциальных отверстий к оси цилиндрических поверхностей деталей типа валов или коллекторов и барабанов котельных агрегатов и установок. 2 ил.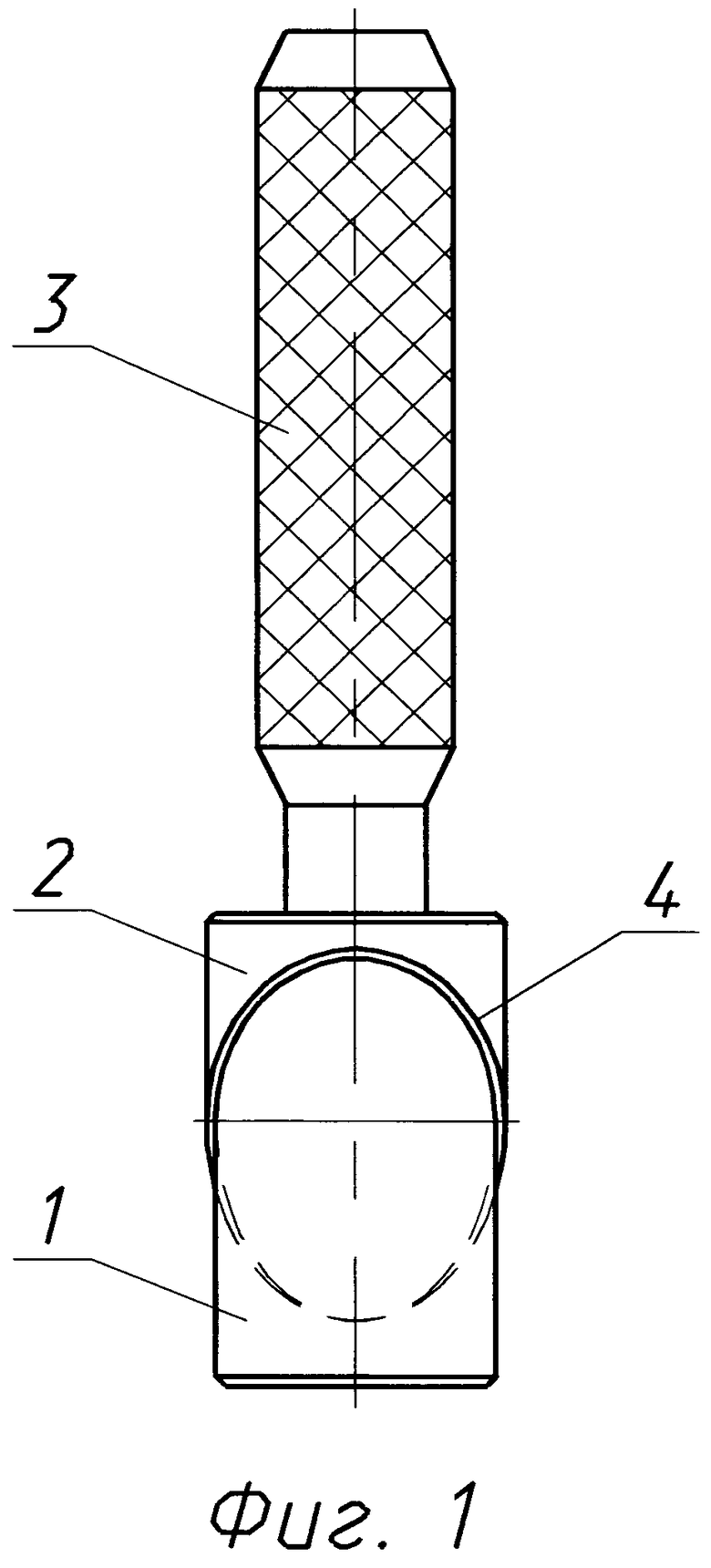
Калибр для тангенциальных отверстий, содержащий проходную и непроходную пробки, расположенные последовательно одна за другой, и ручку, отличающийся тем, что линия перехода пробки проходного диаметра в пробку непроходного диаметра, выполненная в виде ступени, по форме соответствует линии пересечения диаметра контролируемого отверстия с поверхностью детали, в которой оно выполнено.
| Государственный стандарт ГОСТ 14810-69 "Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 до 50 мм | |||
| Конструкция и размеры" | |||
| JPS 60158301 A 19.08.1985 | |||
| CN 204188093 U 04.03.2015 | |||
| CN 202938737 U 15.05.2013 | |||
| TW 201411094 A 16.03 | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

