1C
to
Изобретение относится к машиностроению и может быть использовано для контроля линейных размеров по признаку «проходит не проходит.
Цель изобретения - повышение точности контроля гладкими калибрами и снижение их износа.
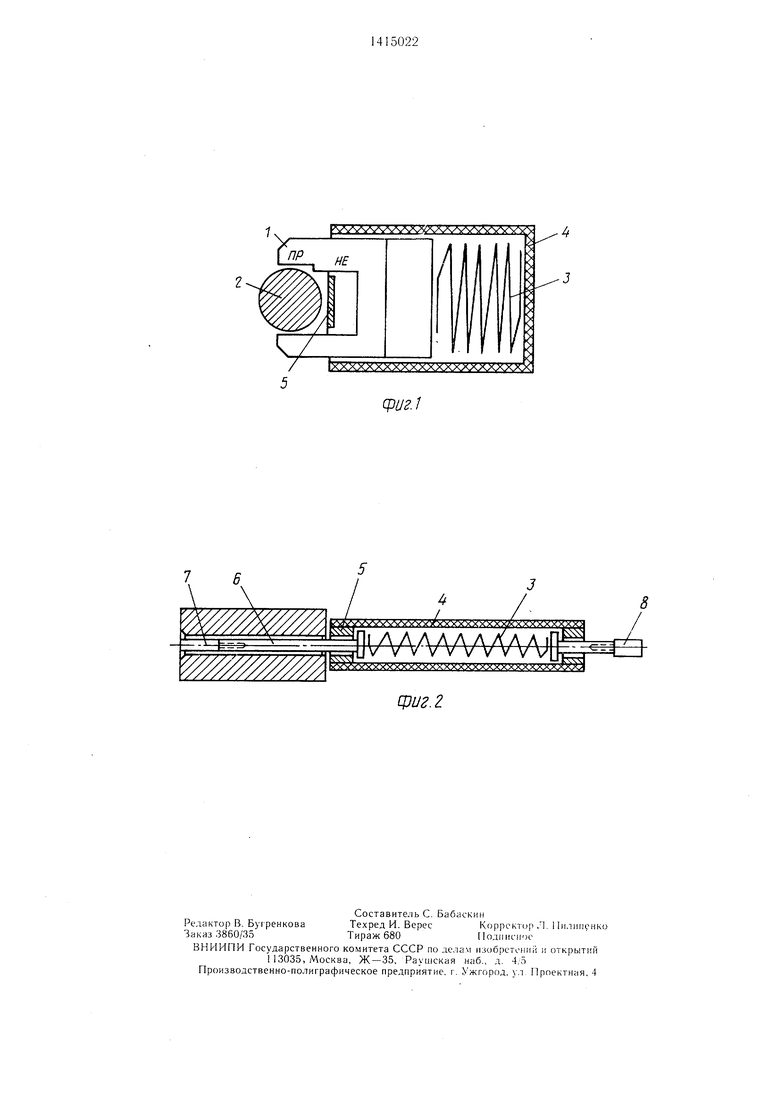
На фиг. 1 иллюстрирован способ контроля диаметра вала калибром тина скоба; на фиг. 2 - способ контроля диаметра отверстия калибром типа пробка.
Способ контроля диаметра вала гладким калибром типа скоба (фиг. 1) зак чючается в том, что скобу 1 надвигают на измеряемый вал 2,.обеспечивая с помощью упругого элемента 3 усилие сопряжения не более предельного, равного lOPc-D KIT, где 1 вес скобы, кгс, D - модуль исполните;1ьно- 14) размера скобы. Это 1ре.дельпое измери- те. ПзПое усилие опреде.мено экснерИ.епта;П)- ным нутем из ус. ювия наим1 пьп1ей деформации скобы. При iTOM, в случае, ec. ui ;uiaметр Ba. ia паходится в пределах по.чя ка, проходная часть скобы 1 без приложения усилий, болыннх предельных, надвигается па ва;| 2 до контакга eix) с 11епроход1и й частью скобы, при этом усилие сопряже1 ия начипает |ревьинать преде.чьиое и скоба утапливается в корпусе 4 калибра за счет де(})ормапни упругого э.чемепта 3 до момента и коптакта вала 2 с упором 5, который конструк 1 ивно занцицает измерительною поверхность скобы 1 от взаимодействия с измеряемым ва.юм 2 если сила сог.ряжепиг. iijic- вьинает 1федель 1ую.
Если диаметр измеряемого вала 2 больше верхнего преде.па поля допуска при на- двигапип 1-:а nei o проходной части скобы 1, уси.чие сопряжения превышает предельное измерительное усилие еи1.е до коптакта чала с измери re;ibiioii поверхностью скобь I. Скоба 1 утан;1иваетси в корпусе аналогично предыдупхему случаю.
Если диаметр вала 2 мепыне пижпе1ч п|)едела поля допуска, проходная и пепро- ходная части скобы 1 надвигаются на пего без сопряжения до момента контакта eio с упором 5.
Способ контроля диа.метра отверстия гладким калибром тина пробка (фи1 2 и 3) заключается в том, что проходную нробку 6 вставляют в измеряемое отверстие 7, обеспечивая с помощью упругого элемента 3 усилие сопряжения не более предельного, равного 10 R;; D , где Р-п - вес проходной пробки, кгс, D - модуль исполнительного размера пробки. Это предельное усилие определено экспери.ментальпым путем из условия обеспечения минимального зазора между поверхностью гладкого проходного калибра и измеряемой поверхностью. При этом, если диаметр отверстия 7 находится
в пределах до |уска или больще его, проходная иробка без приложения усилий, больших предельных, входит в отверстие 7,, пока торец пробки не упрется в упор 5.
Если диаметр отверстия 7 находится в
преде.чах поля допуска, а его проверяют непроходной пробкой 8 (фиг. 3), усилие сопряжения превьипает предельпое значение, и пенроходная пробка 8 уталивается в корпусе калибра 4 за счет деформации упругого элемента 3 до момента контакта торца
отверстия с унором о, которьц конструктивно зап1ищает измерительную поверхность Г1робки 8 от взаимодействия с измеряемым отверстием, ее.чи сила сопряжения превы- н1ает предельную.
25Аналогичная картина наблюдается и в
случае контроля отверстия, .диаметр которого Meiii Hie пижнего предела допуска проходной пробкой.
Формула изобретения
Способ контроля размеров с помопгью r. iaj.Kiix калибров, заключающийся в том, ч 1 о .чзмерительпый элеме1гг калибра надвигают на контролируемую деталь и контролируют размер де 1 а.:1И по параметру проходит- не проходит, отличающийся те.м. что, с це- ,,ю повышения точности контроля и снижения износа калибра, в пропессе контроля обес11ечивают измерительное усилие не бо- ;iee lOP D кгс д„1я измеритель 1ых элементов тнна скоб и lO P. кгс для из- .мерительных э;1ементов типа пробок, де вес скобы, Ki c, РЯ вес пробки, кгс. } - модуль непочтительного размера лад- Koi o калибра, путем исключения контакта
и -;мерптельного эле.мепта с контролируемой деталью в случае превышения указанного усилия с помощью упора, который размещают между измерительньгм элементом и корпусом.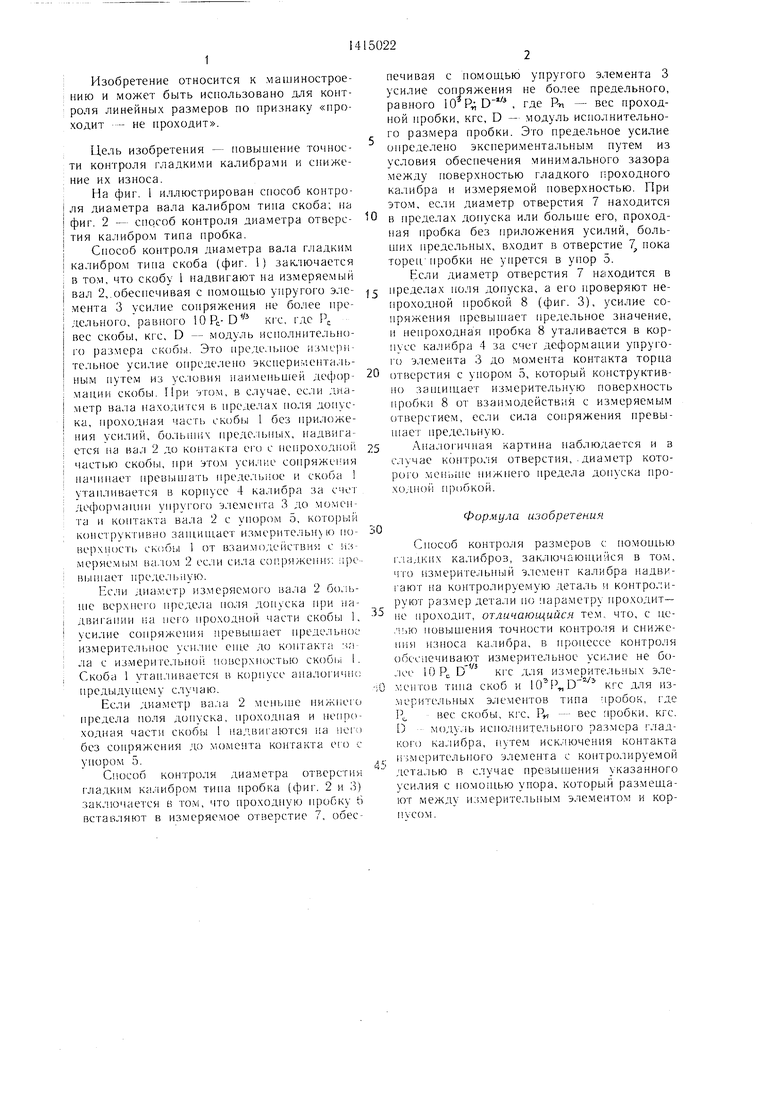
Изобретение относится к измерительной технике. Цель изобретения - повышение точности контроля гладкими калибрами и снижение их износа. Способ осуш,ествля- ют в следуюшей последовательности. Калибр типа скоб или пробки надвигают на контролируемую деталь и контролируют размер детали по параметру «проходит - не проходит, при это.м обеспечивают измерительное усилие не более ЮРс кгс для измерительных элементов типа скоб и кгс для измерительных элементов типа пробок с помошью упругого элемента. Измерительное усилие определено из условия наименьшей деформации измерительного элемента калибра. В случае превышения установленного усилия упор, установленный между измерительным элементом и корпусом, исключает контакт измерительного элемента с контролируемой деталью 2 ил. i (Л
J
CpU2.2
| Сигнальное устройство для указания хода брожения затора | 1925 |
|
SU1919A1 |
| Электрическое устройство для управления цветным театральным освещением | 1930 |
|
SU24851A1 |
| Изд-во Стандартов, 1981 | |||
| Кутай А | |||
| К | |||
| Производственный контроль размеров машиностроительных деталей | |||
| - М | |||
| Л.: Машгиз, 1947, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
