Изобретение относится к области медицины, а именно к ортопедической стоматологии, и может быть использовано для изготовления безметалловых зубных протезов.
Наиболее близким к предлагаемому является способ получения конструкционной стоматологической керамики на основе оксида алюминия, в соответствии с которым в качестве материала, содержащего оксид алюминия, используют порошок сфероидизированного белого электрокорунда марки 25А фракции 20-40 мкм, из которого формуют керамический блок с заданными формой, геометрическими размерами и припусками на чистовую обработку, путем послойного плазменного напыления на подложку с обеспечением толщины слоя, напыляемого за один проход плазмотрона, от 20 до 50 мкм, при этом в качестве плазмообразующего газа используют воздух, после отделения полученного керамического блока от подложки, сторону керамического блока, обращенную к подложке, сошлифовывают. Кроме того, предварительно на подложке формируют пленку из хлористого натрия, толщиной не менее 200 мкм (РФ, патент №2549501, А61С 5/10, С04В 35/10, 27.04.2015). Недостаток известного способа состоит в следующем. Микроскопические исследования срезов конструкционной керамики, изготовленной по известному способу и прошедшей упрочняющий отжиг, показали наличие слоистой пористости, причем поры заполнены газом, а также наличие трещин, обусловленных неравномерной усадкой из-за наличия слоистой пористости. Появление пористости обусловлено тем, что в способе, во-первых, используют порошок сфероидизированного белого электрокорунда, во-вторых, сфероидизированный порошок имеет фракции 20-40 мкм. В результате, в процессе плазменного напыления на поверхность подложки падает поток расплавленных отдельных частиц, имеющих форму деформированной сферы. Поэтому, когда они ложатся на подложку и друг на друга, между ними образуются свободные пространства, которые заполняет плазмообразующий газ, в данном случае - воздух. При этом значимый размер свободного пространства между частицами обусловлен размером фракции используемого сфероидизированного порошка белого корунда и его изначальной сфероидизированной формой. Поскольку напыление выполняют слоями, то образуется слоистая пористость. Размеры пор и образование их в напыляемых слоях обуславливают неравномерную усадку после отжига керамики, изготовленной по известному способу, что провоцирует образование внутренних трещин. В результате снижается прочность керамики.
Предлагаемое изобретение решает задачу создания способа получения конструкционной стоматологической керамики на основе оксида алюминия, осуществление которого обеспечивает достижение технического результата, заключающегося в снижении пористости, в обеспечении равномерной усадки и в снижении вероятности образования внутренних трещин после отжига, в повышении прочности, а также в расширения арсенала средств для получения конструкционной стоматологической керамики на основе оксида алюминия.
Сущность заявленного изобретения состоит в том, что в способе получения конструкционной стоматологической керамики на основе оксида алюминия, в соответствии с которым выполняют послойное плазменное напыление на подложку материала, содержащего оксид алюминия, в качестве которого используют порошок белого электрокорунда, новым является то, что используют микрошлифпорошок белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм с насыпной плотностью 1,7-1,65 г/см3, кроме того, при выполнении плазменного напыления плазмотрон располагают от поверхности подложки на расстоянии, при котором обеспечивается толщина слоя, напыляемого за один проход плазмотрона, от 7 до 25 мкм, при этом в качестве плазмообразующего газа используют инертный газ.
Технический результат достигается следующим образом.
Существенные признаки формулы заявленного способа получения конструкционной стоматологической керамики на основе оксида алюминия: «Способ получения конструкционной стоматологической керамики на основе оксида алюминия, в соответствии с которым выполняют послойное плазменное напыление на подложку материала, содержащего оксид алюминия, в качестве которого используют порошок белого электрокорунда, …» - являются неотъемлемой частью заявленного способа и обеспечивают его осуществимость, а следовательно, обеспечивают соответствие заявленного способа критерию «промышленная применимость» и достижение заявленного технического результата.
В заявленном способе в качестве материала, содержащего оксид алюминия, используют белый электрокорунд.
Электрокорунд - это искусственный абразивный материал. Электрокорунд (алунд), огнеупорный и химически стойкий синтетический корунд с содержанием оксида алюминия (Al2O3) 88-99%. Микротвердость электрокорунда лежит в пределах 1800-2400 кгс/мм. Плотность 4 г/см3. Электрокорунд размягчается при температуре 1750°C, плавится при 2050°C. Модуль упругости 7,6·10 Н/м2, твердость 9 по шкале Мооса.
Получают плавкой химически чистого глинозема (оксида алюминия) в открытых дуговых электрических печах большой мощности с последующей кристаллизацией расплава.
При переходе из расплавленного состояния в твердое оксид алюминия кристаллизуется в α-корунд - чрезвычайно твердое вещество белого цвета, уступающее по твердости только алмазу и карбиду кремния.
В зависимости от содержания глинозема и особенностей технологии различают несколько разновидностей электрокорунда. В заявленном способе используют белый электрокорунд.
Белый электрокорунд получают в электрических печах плавлением чистого глинозема; содержит от 98,0 до 99,5% Al2O3 в форме альфа-фазы и сравнительно мало примесей в виде высокоглиноземистого алюмината натрия и других минералов.
По свойствам и химическому составу белый электрокорунд однороден. Микротвердость составляет 2000-2100 кгс/мм2, плотность 3,9-4,0 г/см3 (ИНТЕРНЕТ: Электрокорунд белый (23А, 24А, 25А) http://www.omtc.ru/rus/ katalog/86.html; info@vshm.ru; Мегаэнциклопедия Кирилла и Мефодия / «Электрокорунд»; Яндекс. Словари > БСЭ. - 1969- 1978).
В заявляемом способе в качестве материала, содержащего оксид алюминия, используют микрошлифпорошок белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм с насыпной плотностью 1,7-1,65 г/см3, что соответствует ГОСТ 28818-90 и ГОСТ 3647-80.
Благодаря использованию в заявленном способе плазменного напыления обеспечивается возможность расплавления электрокорунда (температура плавления 2050°C) и послойного плазменного напыления на подложку. При этом использование плазменного напыления порошка электрокорунда обеспечивает расплавление электрокорунда, имеющего температуру плавления 2050°C, без введения спекающих добавок, т.е. без увеличения количественного содержания примесей в конечном продукте.
Кроме того, при плазменном напылении испаряется часть примесей, температура плавления которых ниже температуры плавления белого электрокорунда. В результате использование плазменного напыления снижает количество примесей в конечном продукте и улучшает биосовместимость полученной конструкционной стоматологической керамики.
Использование в заявляемом способе в качестве материала, содержащего оксид алюминия, микрошлифпорошка белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм в совокупности с тем, что в заявляемом способе при выполнении плазменного напыления толщина слоя, напыляемого за один проход плазмотрона, составляет от 7 до 25 мкм, что соразмерно с размером зерен основной фракции используемого микрошлифпорошка белого электрокорунда, позволяет минимизировать образование пор между падающими расплавленными частицами в напыляемом слое, а также обеспечивает монолитность и прочность самого слоя, что снижает вероятность образования внутренних трещин после обжига готового изделия.
Размер зерен основной фракции от 7 до 20 мкм и заявленный интервал толщины слоя от 7 до 25 мкм, напыляемого за один проход плазмотрона, получены опытным путем и являются оптимальными, обеспечивающими достижение заявленного технического результата.
Кроме того, благодаря использованию плазменного напыления микрошлифпорошка электрокорунда, полученная заявленным способом керамика обладает механическими свойствами, позволяющими подвергать ее механической обработке, в частности, подвергать обработке фрезерованием. Это обусловлено тем, что в плазменной струе плавление частиц электрокорунда происходит при очень высоких температурах и высоких скоростях кристаллизации расплава на подложке в гамма-фазе Al2O3. (Кайнарский И.С., Дегтярева Э.В., Орлова И.Г. «Корундовые огнеупоры и керамика», М., Металлургия, 1981 г., стр. 17-18). В результате в заявленном способе готовая напыленная керамика представляет собой многослойную плотноупакованную структуру из частиц Al2O3 в гамма-фазе, т.е. с более низкой твердостью, хрупкостью и более высокой пластичностью, по сравнению с Al2O3 в альфа-фазе, что и позволяет подвергать его механической обработке, а именно обрабатывать его фрезерованием.
Поскольку керамика, получаемая по заявленному способу, обладает механическими свойствами, позволяющими подвергать ее обработке фрезерованием, то это позволяет использовать ее для изготовления ортопедических конструкций современным методом с использованием CAD-CAM системы, которая включает в себя три основных этапа: сканирование оттиска с зубов пациента, моделирование и фрезерование, а именно: это метод фрезерования в соответствии с данными, полученными в результате компьютерной обработки и виртуального моделирования по сканированным оттискам с зубов пациента (Современные CAD/САМ - системы для стоматологии. Источник - ИНТЕРНЕТ). В результате обеспечивается достижение заявленного технического результата.
Использование инертного газа позволяет варьировать температурой плазменного напыления, что позволяет улучшить физические характеристики конечного продукта.
При этом при напылении плазмотрон располагают от поверхности подложки на расстоянии, при котором обеспечивается толщина слоя, напыляемого за один проход плазмотрона, от 7 до 25 мкм. Это обусловлено тем, что мелкие порошки (менее 20 мкм) в плотной окружающей атмосфере быстро теряют скорость, отклоняются от заданной траектории и не достигают напыляемой поверхности. Кроме того, уже будучи введенными в зону нагрева при плазменном напылении мелкие частицы могут в ней полностью испариться («Газотермическое напыление» /учебное пособие/. Кол. авт. под общей ред. Л.Х. Болдаева. М.: Маркет ДС, 2007, часть 1, с. 11, 12). Задаваемое в способе условие выполнения плазменного напыления: «…при выполнении плазменного напыления плазмотрон располагают от поверхности подложки на расстоянии, при котором обеспечивается толщина слоя, напыляемого за один проход плазмотрона, от 7 до 25 мкм, …» - является оптимальным, так как обеспечивает максимальное использование шлифпорошка, а также обеспечивает требуемый конгломерат напыленных слоев.
Известно, что мелкие порошки (менее 20 мкм) комкуются из-за влажности и проявления сил межмолекулярного сцепления, в результате чего при подаче их потоком транспортирующего газа в зону нагрева при плазменном напылении образуют конгломераты из нескольких частиц («Газотермическое напыление» /учебное пособие/. Кол. авт. под общей ред. Л.Х. Болдаева. М.: Маркет ДС, 2007, часть 1, с. 11, 12). В заявленном способе используют микрошлифпорошок белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм и с насыпной плотностью 1,7-1,65 г/см3, которая соответствует ГОСТ 28818-90. Заданная насыпная плотность используемого микрошлифпорошка гарантирует значение его влажности, при которой вероятность комкования исходного микрошлифпорошка белого корунда минимальна, что и позволяет использовать для напыления микрошлифпорошок белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм, одновременно обеспечивая равномерное напыление слоев.
Возможность использования микрошлифпорошка белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм позволяет максимально снизить размер пор, образуемых между частицами напыляемого материала, падающих при напылении на подложку и поверхность последующих слоев, что повышает однородность, плотность как каждого напыляемого слоя, так и в целом получаемой заявленным способом конструкционной стоматологической керамики, и, как результат, снижет пористость, обеспечивает равномерную усадку, снижает вероятности образования внутренних трещин после отжига и повышает прочность.
Электрокорунд белый применяется для пескоструйного шлифования, при производстве абразивных паст, шлифовальной шкурки для отделочных работ, для изготовления инструмента, который применяется для обработки закаленных твердых сталей, для шлифования деталей из металла и стекла, при обработке стекла, кожи, дерева, в керамической промышленности как наполнитель, в порошковой металлургии, для противопригарного покрытия перед точным литьем, для доводки деталей в часовой промышленности, для изготовления шлифовальных брусков и кругов для шлифования труднообрабатываемых сталей и сплавов, изготовления инструмента на органических связках для шлифования стальных заготовок, абразивных паст и брусков, прочих изделий с абразивным покрытием (ИНТЕРНЕТ: Электрокорунд белый (23А, 24А, 25А) http://www.omtc.ru/rus/ katalog/86.html).
Ранее, в медицине, а именно в отропедической стоматологии, неизвестно применение микрошлифпорошка белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм с насыпной плотностью 1,7-1,65 г/см3 для изготовления конструкционной стоматологической керамики на основе оксида алюминия для безметалловых зубных протезов: для вкладок, виниров, одиночных коронок зубов и зубных мостов.
Авторами впервые предложен способ получения конструкционной стоматологической керамики на основе микрошлифпорошка белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм с насыпной плотностью 1,7-1,65 г/см3, осуществление которого позволило использовать микрошлифпорошок белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм с насыпной плотностью 1,7-1,65 г/см3, в медицине, а именно в отропедической стоматологии в качестве конструкционной стоматологической керамики на основе оксида алюминия для изготовления безметалловых зубных протезов.
Кроме того, вышеизложенное подтверждает возможность использования микрошлифпорошка белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм с насыпной плотностью 1,7-1,65 г/см3, для расширения арсенала средств для получения конструкционной стоматологической керамики на основе оксида алюминия.
Таким образом, из вышеизложенного следует, что предлагаемый способ получения конструкционной стоматологической керамики на основе оксида алюминия при осуществлении обеспечивает достижение технического результата, заключающегося в снижении пористости, в обеспечении равномерной усадки и в снижении вероятности образования внутренних трещин после отжига, в повышении прочности, а также в расширения арсенала средств для получения конструкционной стоматологической керамики на основе оксида алюминия.
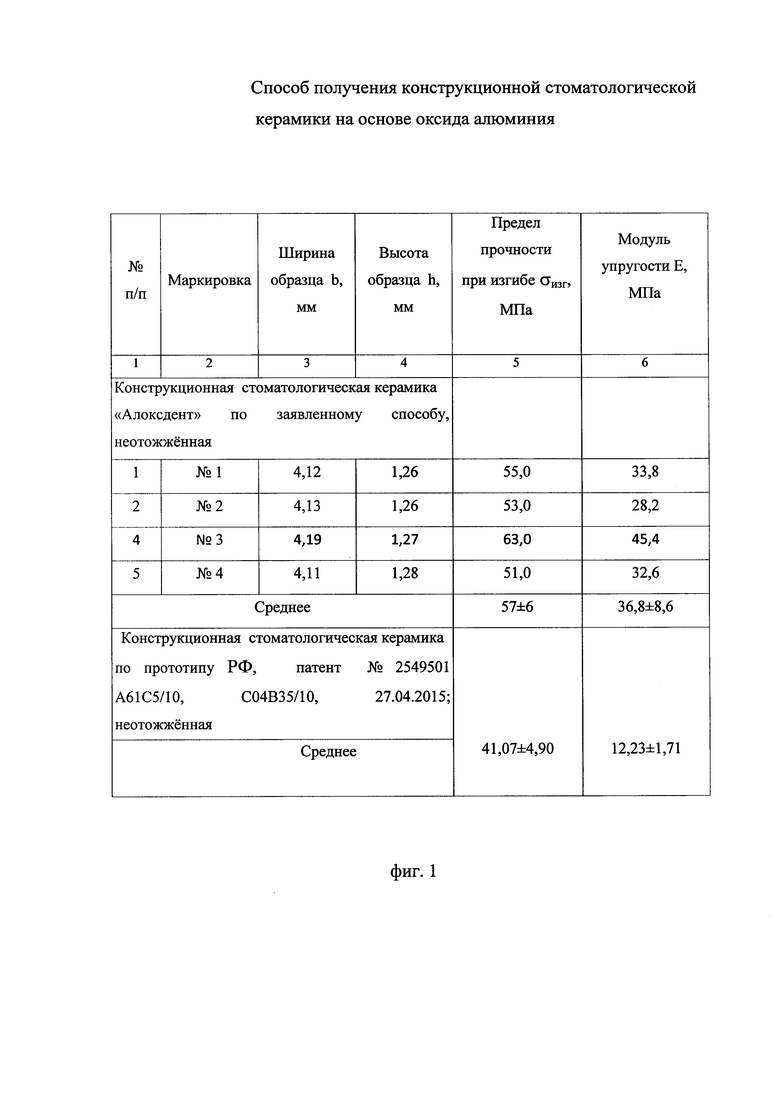
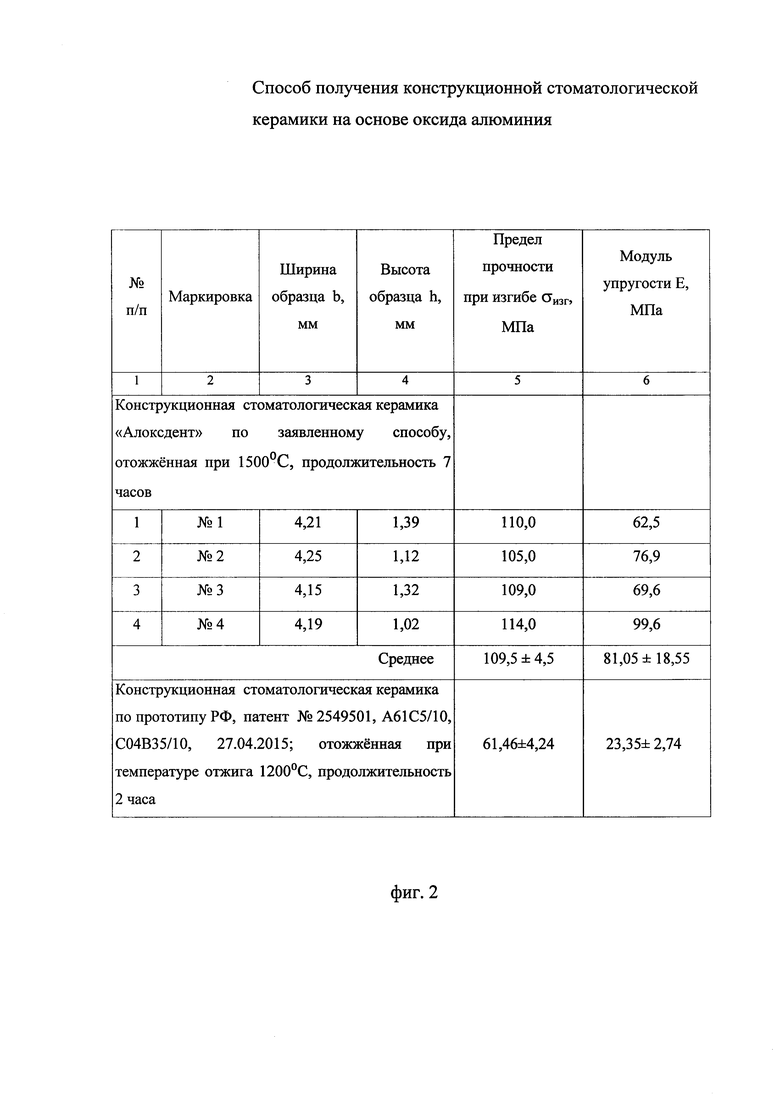
На фиг. 1 изображена таблица результатов определения предела прочности при изгибе и модуля упругости конструкционной стоматологической керамики на основе оксида алюминия, изготовленной по заявленному способу («Алоксдент») и изготовленной по прототипу РФ, патент №2549501, А61С 5/10, С04В 35/10, 27.04.2015, неотожженные; на фиг. 2 - таблица результатов определения предела прочности при изгибе и модуля упругости конструкционной стоматологической керамики на основе оксида алюминия, изготовленной по заявленному способу («Алоксдент») и изготовленной по прототипу РФ, патент №2549501, А61С 5/10, С04В 35/10, 27.04.2015, отожженные.
Заявленный способ получения конструкционной стоматологической керамики на основе оксида алюминия осуществляют следующим образом.
Выполняют послойное плазменное напыление на подложку материала, содержащего оксид алюминия, в качестве которого используют порошок белого электрокорунда. При этом используют микрошлифпорошок белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм с насыпной плотностью 1,7-1,65 г/см3.
При выполнении плазменного напыления плазмотрон располагают от поверхности подложки на расстоянии, при котором обеспечивается толщина слоя, напыляемого за один проход плазмотрона, от 7 до 25 мкм. В качестве плазмообразующего газа используют инертный газ.
Плазменное напыление осуществляли с помощью установки плазменного напыления «Корвет-4» с плазмотроном «ПК 8С». Установка обеспечивает плазменное напыление порошков различной природы (металлы, сплавы, композиты, оксиды, силициды и карбиды). Установка разработана в ИМЕТ УрО РАН, г. Екатеринбург («Установка для сверхзвукового напыления порошковых материалов», Кирнос И.В., Чусов С.А., Ильиных С.А., Чачин А.И., Гельчинский Б.Р., Крашанинин В.А. ИМЕТ УрО РАН, Россия, 620016, Екатеринбург, ул. Амундсена, 101, е-mail:sergil1957@mail.ru). Установка имеет возможность ввода в диффузный канал плазмотрона мелкодисперсных порошков, в том числе имеющих низкий удельный вес, обеспечивает условия равномерной подачи мелкодисперсного порошка во внутреннее пространство нижней части анода плазмотрона и равномерного распределения твердой фазы по сечению диффузного канала. Формируют газовзвесь из порошка и азота, который, как известно, применяется в качестве инертной среды для различных технологических процессов. Использование азота повышает теплопроводность плазменной струи, обеспечивая степень прогрева частиц напыляемого материала до требуемой температуры плавления («Газотермическое напыление» /учебное пособие/. Кол. авт. под общей ред. Л.Х. Болдаева, М.: Маркет ДС, 2007, часть 2, с. 163).
Норму подачи порошка, дистанцию и угол напыления, скорость перемещения плазмотрона выбирали из условия обеспечения толщины слоя керамики, напыляемого за один проход, в пределах 7 до 25 мкм.
После напыления керамического слоя нужной толщины процесс напыления прекращают.
Поверхность подложки покрывали пленкой из хлористого натрия для возможности отделения напыленной керамики от поверхности подложки и снижения вероятности попадания в керамику материала подложки, например, толщиной 200 мм, аналогично описанному в патентах РФ, патент №2026845, С04В 35/00, 20,01.1995; прототип: РФ, патент №2549501, А61С 5/10, С04В 35/10, 27.04.2015.
Для подтверждения достижения заявленного технического результата были выполнены испытания заявленной конструкционной стоматологической керамики на основе оксида алюминия на определение предела прочности на изгибе σизг и на определение модуля упругости Е (фиг. 1 и 2).
Испытания проводили на базе Института машиностроения УрО РАН, г. Еатеринбург.
Полученные результаты сравнивали с результатами аналогичных испытаний конструкционной стоматологической керамики на основе оксида алюминия, изготовленной по прототипу РФ, патент №2549501, А61С 5/10, С04В 35/10, 27.04.2015 (фиг. 1 и 2).
В нашей стране выпускают белый электрокорунд марок 22А, 23А, 24А, 25А (иностранное название «White fused aluminium oxide (corundum) 33А, 38A, WA, OBA, EK»). Зерновой и химический состав белого электрокорунд марок 22А, 23А, 24А, 25А соответствует ГОСТ 28818-90, ГОСТ 3647-80, ГОСТ 28654-90.
Марки отличаются друг от друга твердостью, так как их основное применение - в качестве абразивных материалов. Чем выше номер марки - тем выше твердость.
Поскольку для реализации заявленного способа получения конструкционной стоматологической керамики на основе оксида алюминия важными являются зерновой состав, насыпная плотность и химический состав белого электрокорунда, то для изготовления керамики «Алоксдент» по заявленному способу для выполнения испытания заявленной конструкционной стоматологической керамики на определение предела прочности на изгибе σизг и на определение модуля упругости Е был выбран белый электрокорунд марки 25А как самый распространенный у производителей электрокорундов (ЗАО «Волжский шлифматериал-Волга», info@vshm.ru; Корпорация «Калибр», г. Челябинск; и др.).
Кроме того, выбор белого электрокорунда марки 25А обеспечивает корректность сравнения полученных результатов испытания заявленной керамики с керамикой по прототипу (РФ, патент №2549501, А61С 5/10, С04В 35/10, 27.04.2015), поскольку в прототипе для изготовления конструкционной стоматологической керамики на основе оксида алюминия использовали белый электрокорунд марки 25А, которой сфероидизировали.
Для изготовления конструкционной стоматологической керамики на основе оксида алюминия «Алоксдент» по заявленному способу использовали белый электрокорунд марки 25А зернистостью M10-М20, насыпной плотностью 1,7-1,65 г/см3 (ГОСТ 28818-90, ГОСТ 3647-80), химический состав по ГОСТ 28654-90 (Корпорация «Калибр», г. Челябинск).
Образцы для испытаний вырезаны из конструкционной стоматологической керамики на основе оксида алюминия «Алоксдент», изготовленной в соответствии с заявленным способом. Образцы прямоугольные. Длина образцов: 20 мм. Расстояние между опорами: 15,0 мм. Скорость приложения нагрузки: 0,04 кгс/с.
Определение предела прочности при изгибе (σизг) выполняли в соответствии с ISO 6872: 2008 «Стоматология. Керамические материалы».
Определение модуля упругости Юнга выполняли стандартным методом.
Результаты определения предела прочности при изгибе и модуля упругости конструкционной стоматологической керамики на основе оксида алюминия, неотожженной, изготовленной по заявленному способу («Алоксдент») и изготовленной по прототипу РФ, патент №2549501, А61С 5/10, С04В 35/10, 27.04.2015, сведены в таблицы и приведены на фиг. 1 и 2.
Сравнительный анализ полученных результатов испытаний показывает, что конструкционная стоматологическая керамика на основе оксида алюминия, полученная в соответствии с заявленным способом, обладает более высокими значениями предела прочности при изгибе и модуля упругости, по сравнению с керамикой по прототипу, как в сыром, неотожженном, так и в отожженном виде.
Таким образом, полученная в соответствии с заявленным способом конструкционная стоматологическая керамика на основе оксида алюминия, а именно на основе микрошлифпорошка белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм с насыпной плотностью 1,7-1,65 г/см3, представляет собой, по сравнению с керамикой по прототипу, как в отожженном, так и в неотожженном виде, плотную, однородную, прочную алюмооксидную керамику, с содержанием 98-99% оксида алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ СТОМАТОЛОГИЧЕСКОЙ КЕРАМИКИ НА ОСНОВЕ ОКСИДА АЛЮМИНИЯ | 2014 |
|
RU2549501C1 |
| Способ изготовления капы на нижнюю челюсть | 2018 |
|
RU2683895C1 |
| Абатмент | 2016 |
|
RU2639792C1 |
| Способ получения толстостенных керамических жаропрочных, теплозащитных и эрозионностойких покрытий | 2019 |
|
RU2728068C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПРОНИЦАЕМОГО КЕРАМИЧЕСКОГО ИЗДЕЛИЯ | 2013 |
|
RU2536536C1 |
| Способ и система автоматизированного моделирования ортотика | 2021 |
|
RU2758752C1 |
| СПОСОБ ДИАГНОСТИКИ РЕАКЦИИ СЛИЗИСТОЙ ОБОЛОЧКИ ПОЛОСТИ РТА НА СТОМАТОЛОГИЧЕСКИЙ МАТЕРИАЛ | 2007 |
|
RU2352245C2 |
| СПОСОБ ДЕТОНАЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ОКСИДА АЛЮМИНИЯ | 2014 |
|
RU2587370C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ГЕМОЛИТИЧЕСКОГО ТЕСТИРОВАНИЯ КОНСТРУКЦИОННОГО СТОМАТОЛОГИЧЕСКОГО МАТЕРИАЛА | 2008 |
|
RU2392619C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СТЕКЛОКРЕМНЕЗИТЕ | 2015 |
|
RU2595074C2 |
Изобретение относится к медицине, а именно к ортопедической стоматологии, и предназначено для изготовления безметалловых зубных протезов. Выполняют послойное плазменное напыление на подложку материала, содержащего оксид алюминия. Используют микрошлифпорошок белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм с насыпной плотностью 1,7-1,65 г/см3. Плазмотрон располагают от поверхности подложки на расстоянии, при котором обеспечивается толщина слоя, напыляемого за один проход плазмотрона, от 7 до 25 мкм. В качестве плазмообразующего газа используют инертный газ. Способ за счет снижения пористости, равномерной усадки и снижения вероятности образования внутренних трещин после отжига позволяет повысить прочность конструкционной стоматологической керамики на основе оксида алюминия. 2 ил.
Способ получения конструкционной стоматологической керамики на основе оксида алюминия, в соответствии с которым выполняют послойное плазменное напыление на подложку материала, содержащего оксид алюминия, в качестве которого используют порошок белого электрокорунда, отличающийся тем, что используют микрошлифпорошок белого электрокорунда с размером зерен основной фракции от 7 до 20 мкм с насыпной плотностью 1,7-1,65 г/см, кроме того, при выполнении плазменного напыления плазмотрон располагают от поверхности подложки на расстоянии, при котором обеспечивается толщина слоя, напыляемого за один проход плазмотрона, от 7 до 25 мкм, при этом в качестве плазмообразующего газа используют инертный газ.
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ СТОМАТОЛОГИЧЕСКОЙ КЕРАМИКИ НА ОСНОВЕ ОКСИДА АЛЮМИНИЯ | 2014 |
|
RU2549501C1 |
| КЕРАМИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМОКИСЛОРОДНОЙ КЕРАМИКИ, СТРУКТУРИРОВАННОЙ НАНОСТРУКТУРАМИ TIN | 2012 |
|
RU2526453C2 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИКИ НА ОСНОВЕ ДИОКСИДА ЦИРКОНИЯ ДЛЯ РЕСТАВРАЦИОННОЙ СТОМАТОЛОГИИ | 2013 |
|
RU2536593C1 |
| РОТАЦИОННЫЙ ЭКСЦЕНТРИКОВЫЙ МАСЛОБОЙНЫЙ ПРЕСС | 1928 |
|
SU18049A1 |
| EP 1961407 A1, 27.08.2008 | |||
| WO 9209715 A1, 11.06.1992.. | |||

