Изобретение касается, прежде всего, способа фрезерования выемки в детали, причем выемка имеет в угловой области сходящиеся под углом участки краевых кромок, при этом выемка образуется с использованием фрезы, выполняющей в работе огибающую поверхность, например, цилиндрическую поверхность, с боковой поверхностью и торцевой поверхностью, причем угловая область образуется, прежде всего, в первой ориентации фрезы, предпочтительно соответствующей продольной оси выемки, с помощью участка фрезы, образующего боковую поверхность.
При фрезеровании выемок, как известно, выемки в детали образуют с помощью фрезы, которая, как указано, образует в работе, например, цилиндрическую боковую поверхность. Угловая область может быть образована, при этом, только, соответственно, закруглением поперечного сечения, например, цилиндрической поверхности. Если нужно образовать остроконечные угольные формы, требуется дополнительная обработка, например, шлифование или шабрение.
Из US 2002/0071732 А1 известно образование относительно остроконечных углов посредством вращающейся фрезы, при котором многогранная в плане фреза смещается в плоскости, параллельной базовой плоскости инструмента, таким образом, что наружный край режущей кромки вращающегося инструмента описывает траекторию, которая совпадает с желаемым угловым образованием в выемке детали. Этот способ обуславливает относительно дорогой станок из-за потребности дополнительного к вращению инструмента одновременного движения смещения между инструментом и деталью.
Существует потребность в возможно более рациональном способе производить также выемки в деталях, которые имеют остроконечное угловое образование, это означает, в частности, с помощью фрезы, кроме того, предпочтительно, при использовании известных центров обработки, универсальных машин или многошпиндельных фрезеровальных автоматов.
Прикладной случай для таких фрезерованных выемок следует видеть, к примеру, в пробойниках, можно сослаться, например, на DE 9315393 U1 и DE9315392 U1. Для образования прямоугольных отверстий требуются прямоугольные пробойники, которые входят при штамповке в матрицу, имеющую соответствующую прямоугольную выемку. Такой пуансон прямоугольного поперечного сечения с соответствующей матрицей известен также из US 3494033.
Исходя из упомянутого уровня техники задачей изобретения является создать способ фрезерования выемки в детали, которым могут быть образованы также возможно остроконечные углы, а далее показать также такого вида деталь.
Возможное решение задачи дано, согласно первой мысли изобретения, посредством способа, при котором, во второй ориентации фрезы, например, при образовании на участке краевой кромки скоса, направленного поперек его продольного направления, с помощью участка фрезы, образующего торцевую поверхность огибающей поверхности, передняя сторона которой будет формировать угол между сходящимися участками кромок, соответствующего переходу от торцевой поверхности к боковой поверхности. Вследствие того, что для образования краевой кромки используются оба участка огибающей поверхности, как торцевая поверхность, так и боковая поверхность сначала может также с обыкновенной ориентацией фрезы, при использовании, по существу, боковой поверхности в существенном объеме удаляться материал, причем торцевая поверхность, также может быть использована в этой ориентации для образования глубины выемки, при случае, настолько, что только лишь угловые области потребуют дальнейшей обработки с использованием образующей торцевую поверхность части фрезы, чтобы достичь там упомянутого углового образования. Затем с помощью названной передней стороны, преимущественно также передней стороны, создаваемой той же фрезой торцевой поверхности огибающей поверхности, может быть предпринято формирование угла соответственно угловому образованию между торцевой поверхностью и боковой поверхностью. В особенности тогда, когда образовывается выемка с замкнутой краевой кромкой, возможно выполнять образование углов с образованием на участке краевой кромки скоса, поперек его продольного направления. Это предлагается, если эта обработка производится при соответствующей ориентации фрезы, к примеру снизу наискось, через, например, отверстие в детали или при только малой толщине детали. Скос может также делаться, если образование угла относительно выемки следует сверху или снаружи, со стороны, с которой сначала производилась первая обработка фрезой.
Следующее возможное решение задачи дано способом, при котором угловая область образуется пересекающимся проведением фрез, ориентированных вдоль направления в глубину выемки, направленных встречно, причем заглубление производится, соответственно, только на часть глубины выемки, однако с перекрытием заглублений по глубине погружения. Таким образом, можно достичь того, что, в проекции произведенных фрезами краевых кромок в угловой области выемки получаются желаемые остроконечные краевые образования. Конкретно, выемка является сквозным проемом. Фрезы далее предпочтительно установлены навстречу, параллельно друг другу, то есть они так ориентированы и действуют, что их продольные оси перемещаются параллельно друг другу. Это не означает, что они должны применяться одновременно. Однако они могут применяться одновременно. Однако в дальнейшем они могут также, в частности, если при таком образе действий должен быть выполнен скос краевой кромки, не быть направлены точно навстречу друг другу.
Одна или обе фрезы двигаются внутри выемки относительно краевой кромки. Они заходят, соответственно, за границу достигнутой в проекции угловой области. Здесь, особенно предпочтительно, в частности, чтобы в упомянутом направлении фреза выходила за угловую область только в одной ориентации. В отношении той же угловой области она заходит за эту угловую область в другой ориентации и другом направлении, вдоль следующей образующей эту угловую область краевой кромки. Полученные такими выходами (перебегами) за угол выемки зоны перехода не ведут соответствующим образом, даже частично, к сквозному отверстию. Они похожи скорее на глухие отверстия.
Предметом изобретения является также деталь, в частности матрица для штампа по листовому металлу, с выемкой, имеющей краевую кромку, предпочтительно выемкой с выполненными в виде прямоугольника краевыми кромками, которые сходятся в угловых областях. Причем угловая область отфрезерована и имеет отклонение от геометрической правильности угла, предпочтительно, менее чем на один миллиметр.
Деталью могут быть также направляющие для четырехгранных компонентов, или муфты/втулки на четырехгранных компонентах, или тому подобное.
Принимая во внимание уже представленный вначале уровень техники, задачей изобретения является относительно этого создать деталь, которая рационально изготавливается.
Эта задача решена деталью, которая ниже поверхности, имеющей краевые кромки, имеет отверстие, расположенное напротив краевых кромок.
В первом исполнении это показано на выемке, которая имеет, к примеру, U-образно проходящие краевые кромки. Напротив U-образного поперечного ребра расположено упомянутое отверстие, так как вследствие глубины выемки фреза, преимущественно, тогда своей торцевой поверхностью, направленной перпендикулярно продольной оси, может войти в отверстие для образования угла перпендикулярно имеющейся у выемки плоскости. Это относится к случаю, в котором предпочтительно краевая кромка проходит целиком и полностью по одной плоскости.
В дальнейшем расположенное напротив краевой кромки отверстие может быть отверстием, выполненным смещенно, относительно краевой кромки в перпендикулярном относительно плоскости направлении. Это достигается, в частности, если деталь имеет одно или несколько отверстий. Такие отверстия являются проемами, которые проходят из наружной поверхности детали, которая при геометрическом рассмотрении образует режущую кромку с имеющей выемку поверхностью. При прямоугольной или в форме квадрата детали может речь идти о плоских поверхностях, которые пересекаются под прямым углом. Однако речь может идти о сферических поверхностях или о поверхностях, которые пересекаются под острым или тупым углом. Упомянутые поверхности также не должны смыкаться на общей краевой кромке. Они могут пересекаться лишь в воображаемом геометрическом продолжении.
Названное отклонение от остроконечности углового образования зависит от того, соответственно, также, разъясненному, соответствующему способу образу действия, с какой геометрией выполнен переход режущей поверхности от торцевой поверхности к боковой поверхности.
Упомянутую деталь очевидно можно рационально производить фрезерованием. И, практически, одной и той же фрезой, и, при необходимости, двумя одинаковыми фрезами. Только фрезами, в общем, могут производиться как выемки, так также и угловые области выемок.
Описанные первая и вторая ориентация фрезы, или пересекающееся проведение фрез, при встречно направленной ориентации фрез, которые могут быть проведены, при случае, одной и той же фрезой, последовательно, по шагам, а также разными фрезами, которые, в частности, при многошпиндельном автомате, в соответствующей последовательности, причем, по меньшей мере частично, могли бы дать одновременность, приводят к обработке детали.
Также предпочтительно, чтобы два проема в детали были образованы различными способами фрезерования, в частности разными способами фрезерования, как они описаны выше. При этом выемка может иметь одну или несколько, предпочтительно две, краевые кромки, которые имеют упомянутый скос. Другой проем может иметь краевые кромки, которые только в проекции дополняются до остроконечной краевой кромки.
Хотя предпочтительно, чтобы речь шла о краевых кромках, которые проходят прямолинейно, описанным образом, очевидно, возможно изготовление выемки, у которой одна или несколько краевых кромок проходят не прямо.
Ниже изобретение разъяснено посредствомчертежей, которые представляют, тем не менее, только исполнительные примеры.
При этом показывает:
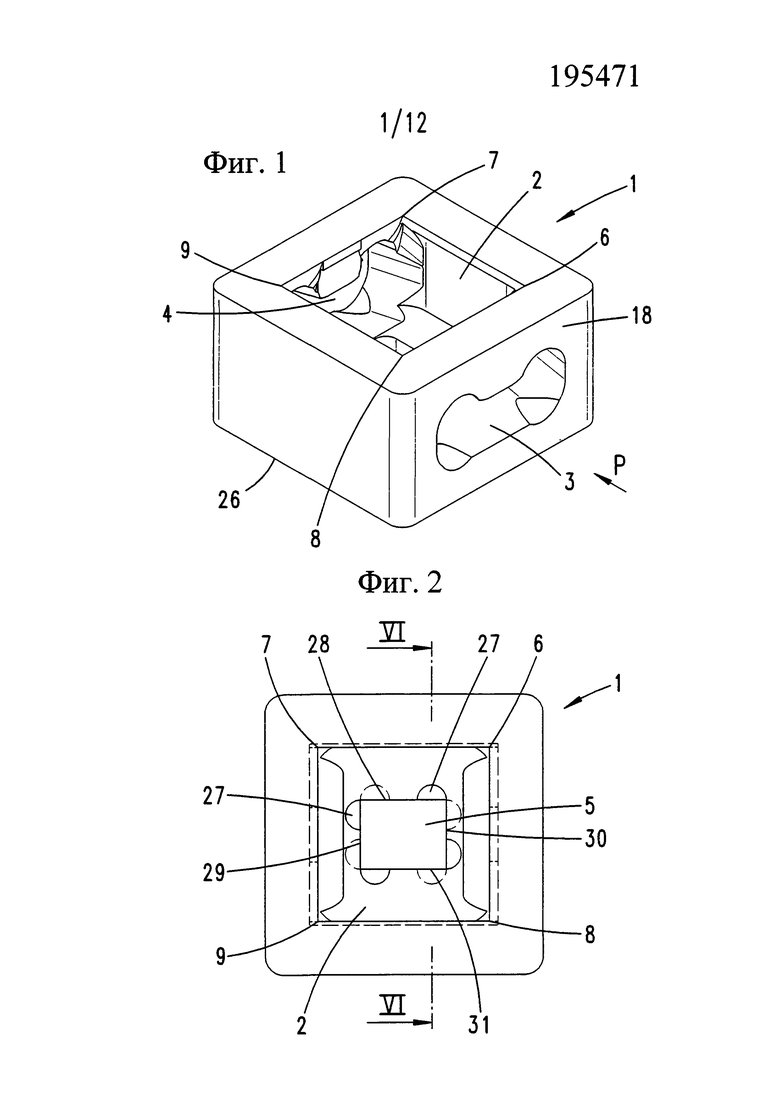
Фиг. 1 - перспективный вид детали, выполненной в виде матрицы для штампа по листовому металлу;
Фиг. 2 - горизонтальную проекцию на предмет согласно фиг. 1;
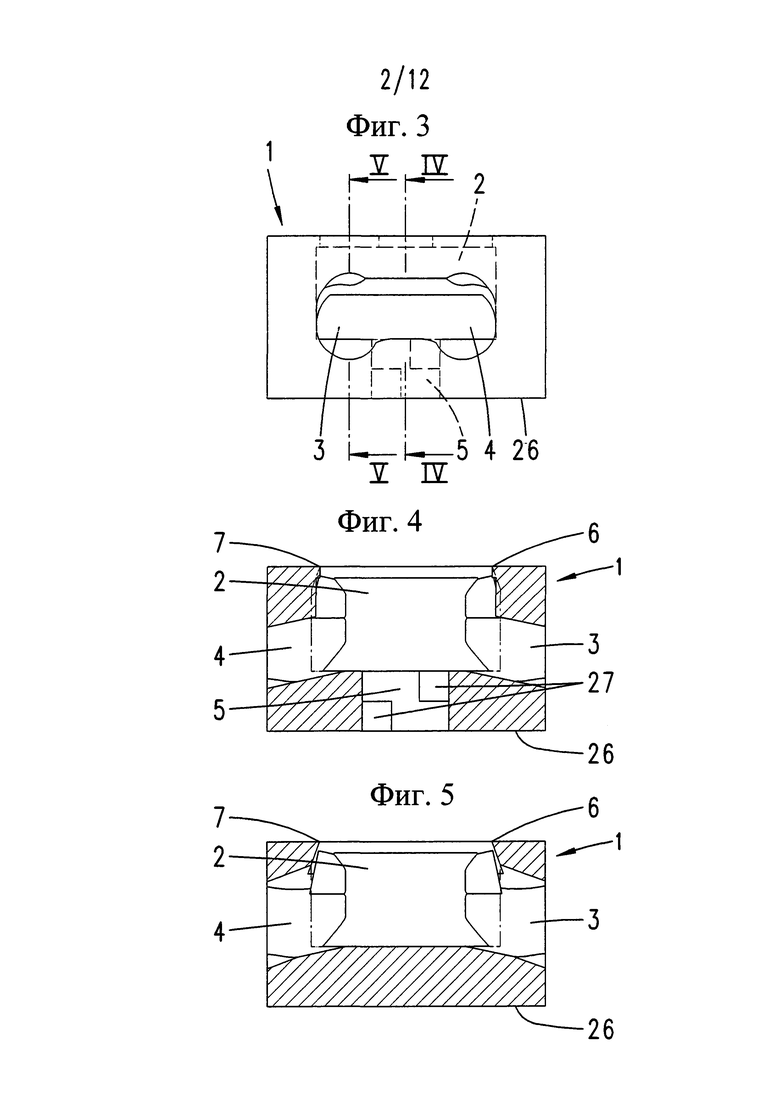
Фиг. 3 - вид сбоку в направлении стрелки Р на фиг. 1 предмета согласно фиг. 1;
Фиг. 4 - поперечный разрез предмета, согласно фиг. 1 и, соответственно, фиг. 3, разрезанные вдоль линии IV-IV на фиг. 1;
Фиг. 5 - изображение согласно фиг. 4, разрезанное вдоль линии V-V на фиг. 3;
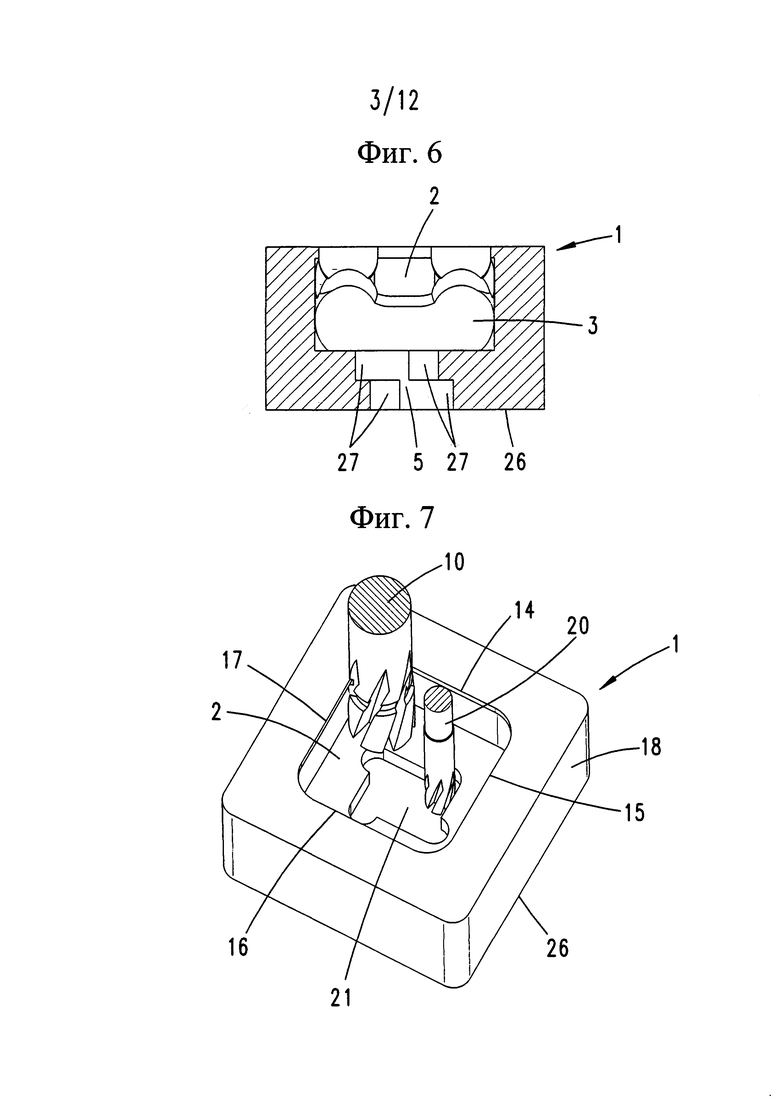
Фиг. 6 - поперечный разрез предмета согласно фиг. 1 и, соответственно, фиг. 2, разрезанные вдоль линии VI-VI на фиг. 2;
Фиг. 7 - первое изображение к комментарию по изготовлению выемки в детали согласно фиг. 1 фрезерованием;
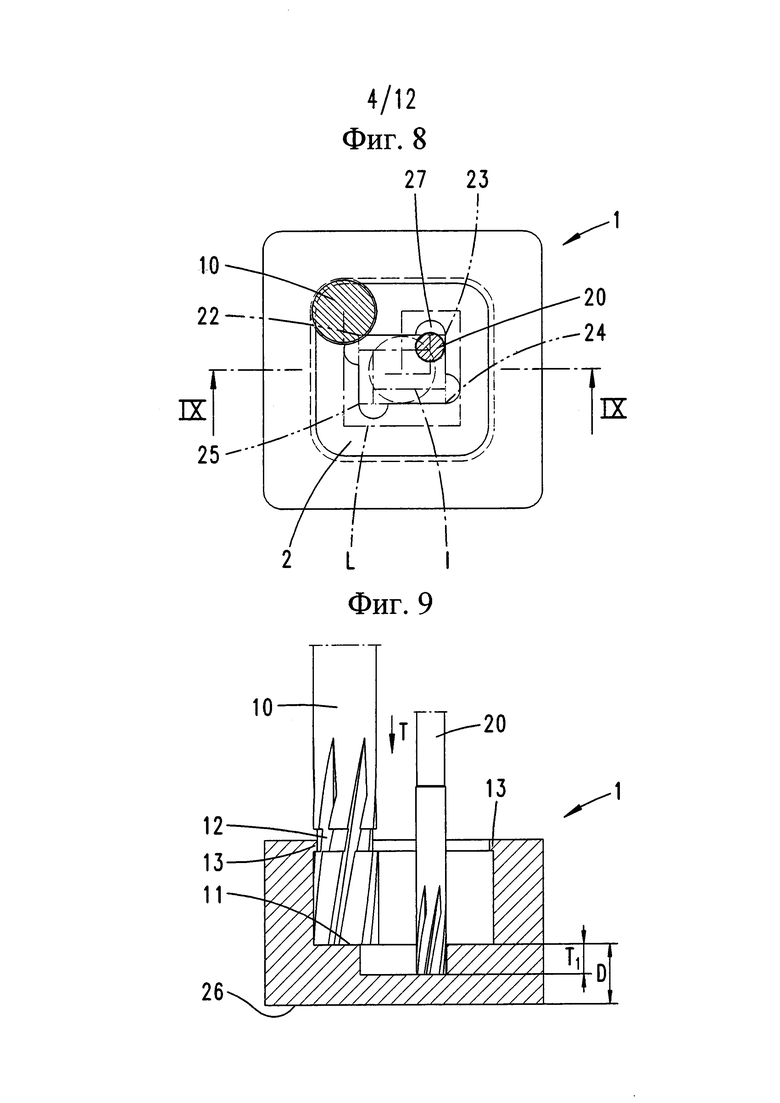
Фиг. 8 - горизонтальную проекцию устройства согласно фиг. 7, с показанными трассами перемещения фрез;
Фиг. 9 - поперечный разрез устройства согласно фиг. 8, разрезанного вдоль линии IX-IX;
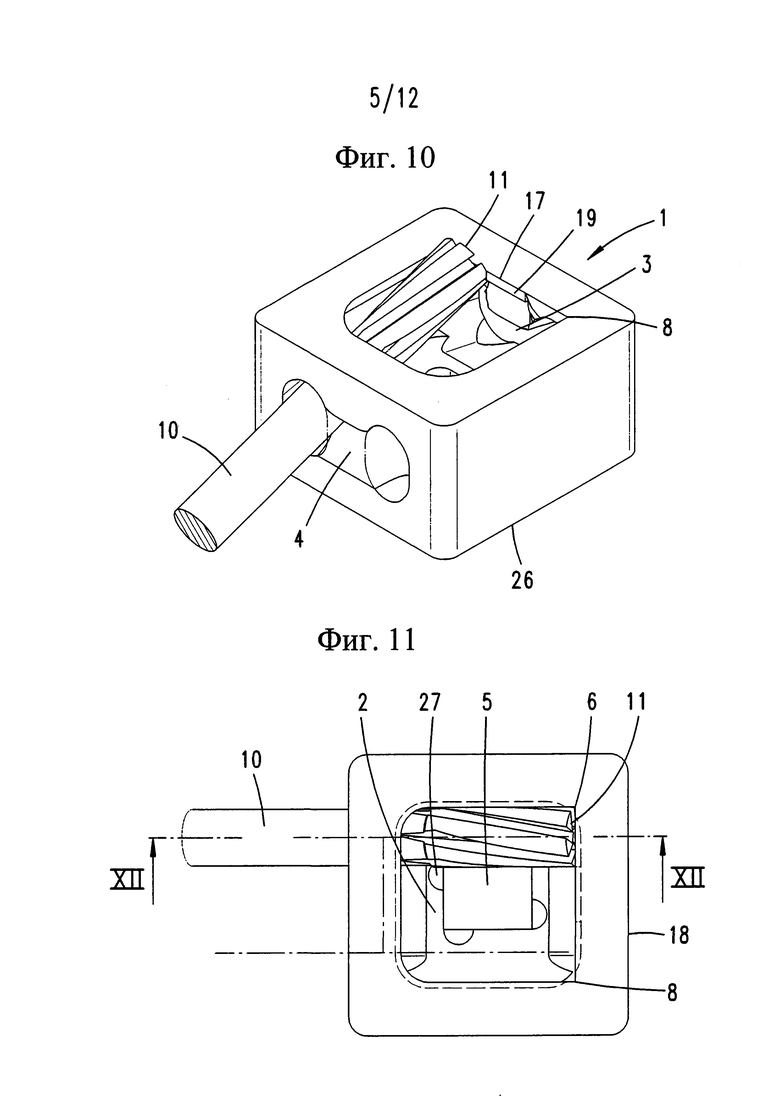
Фиг. 10 - изображение углового образования выемки в предмете согласно фиг. 1;
Фиг. 11 - горизонтальную проекцию устройства согласно фиг. 10;
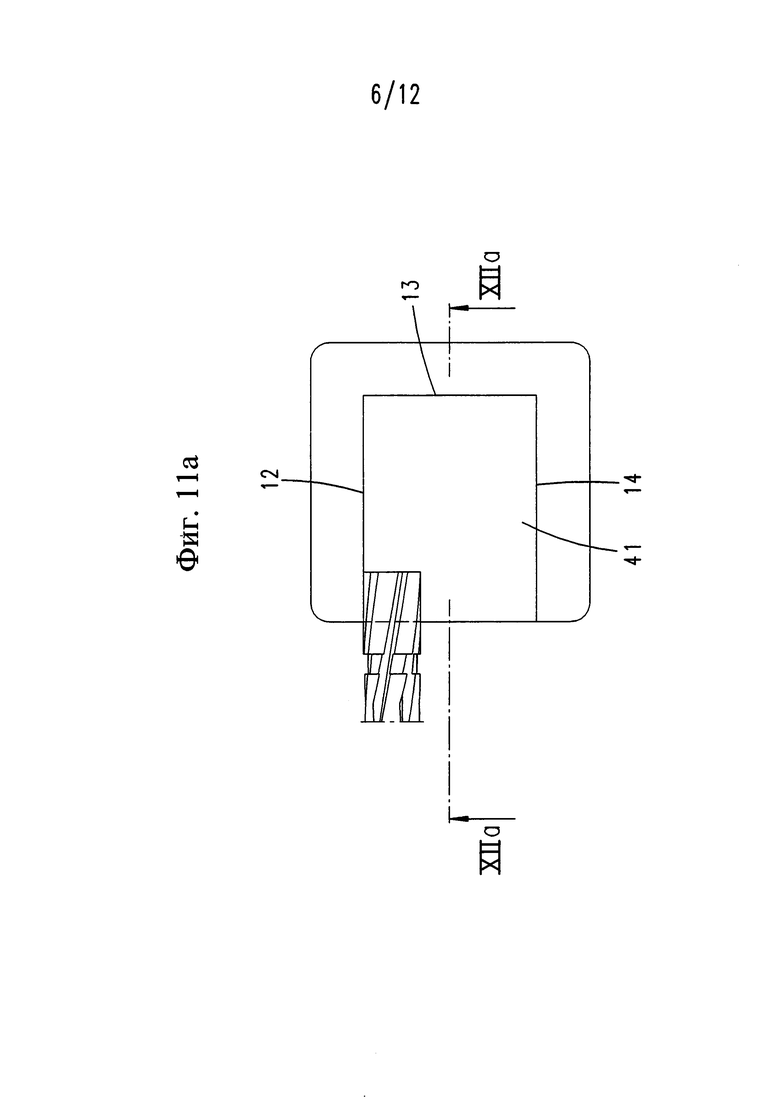
Фиг. 11а - изображение согласно фиг. 11 при U-образном образовании выемки;
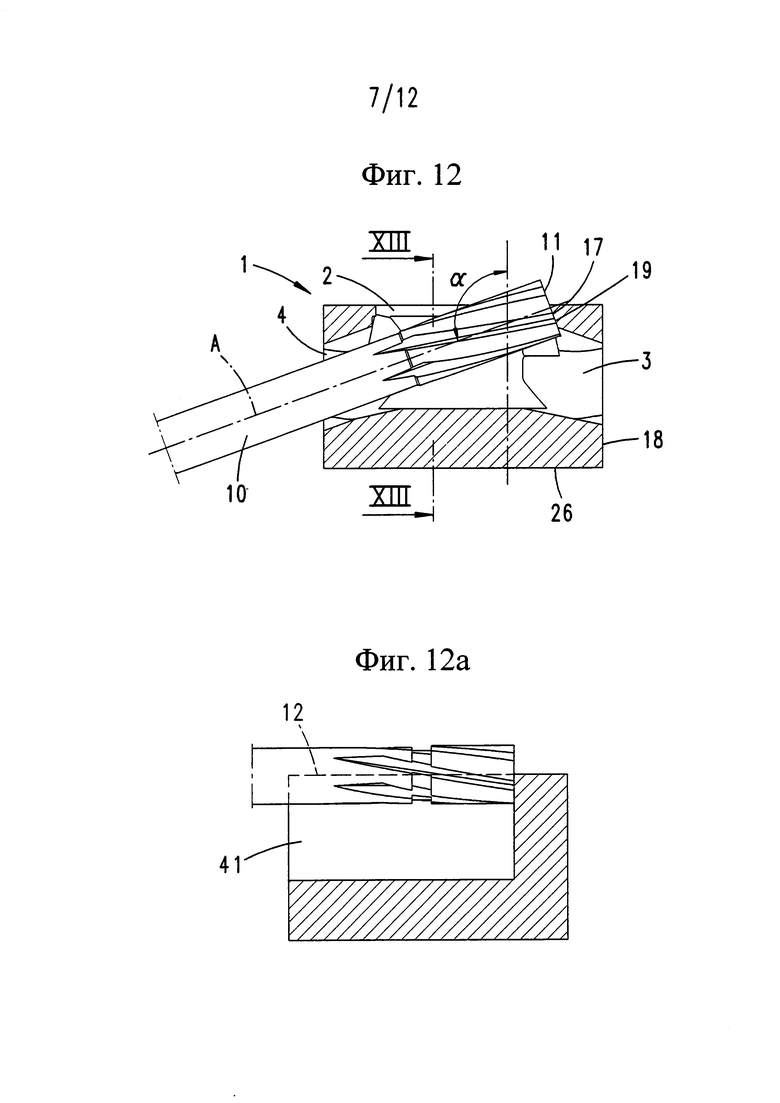
Фиг. 12 - поперечный разрез устройства согласно фиг. 11, разрезанного вдоль линии XII-XII;
Фиг. 12а - поперечный разрез устройства согласно фиг. 11а, разрезанного вдоль линии XIIa-XIIa на фиг. 11а;
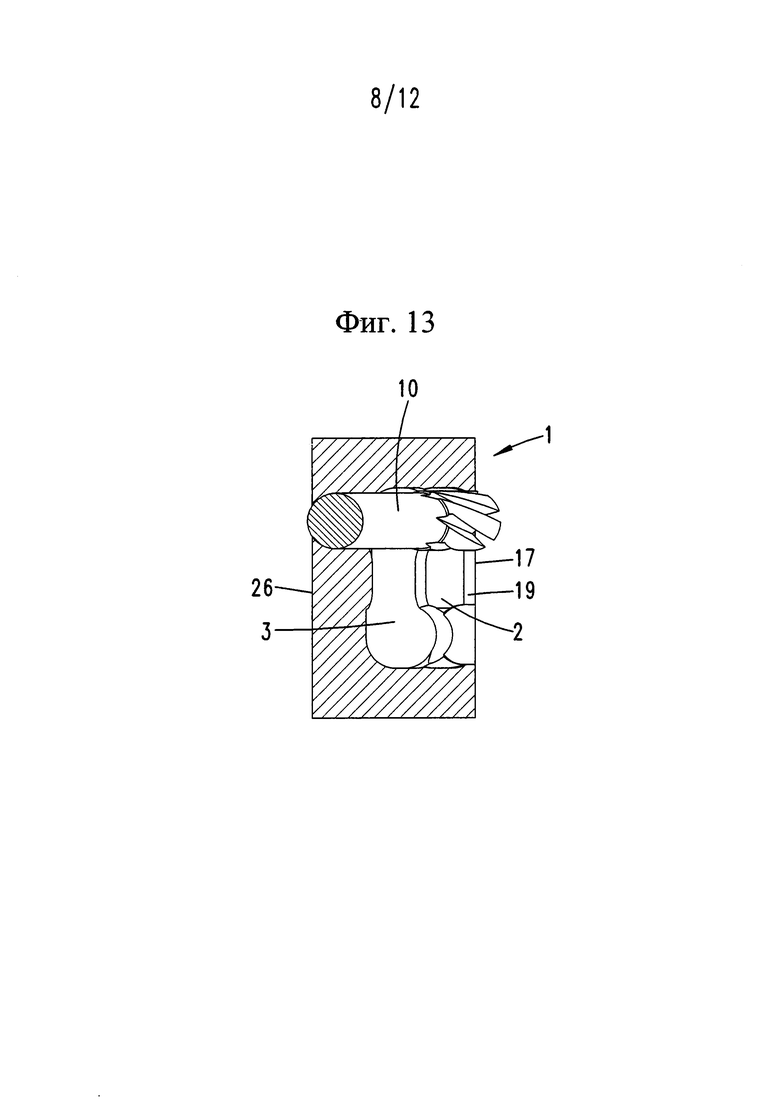
Фиг. 13 - поперечный разрез устройства согласно фиг. 12, разрезанного вдоль линии XIII-XIII;
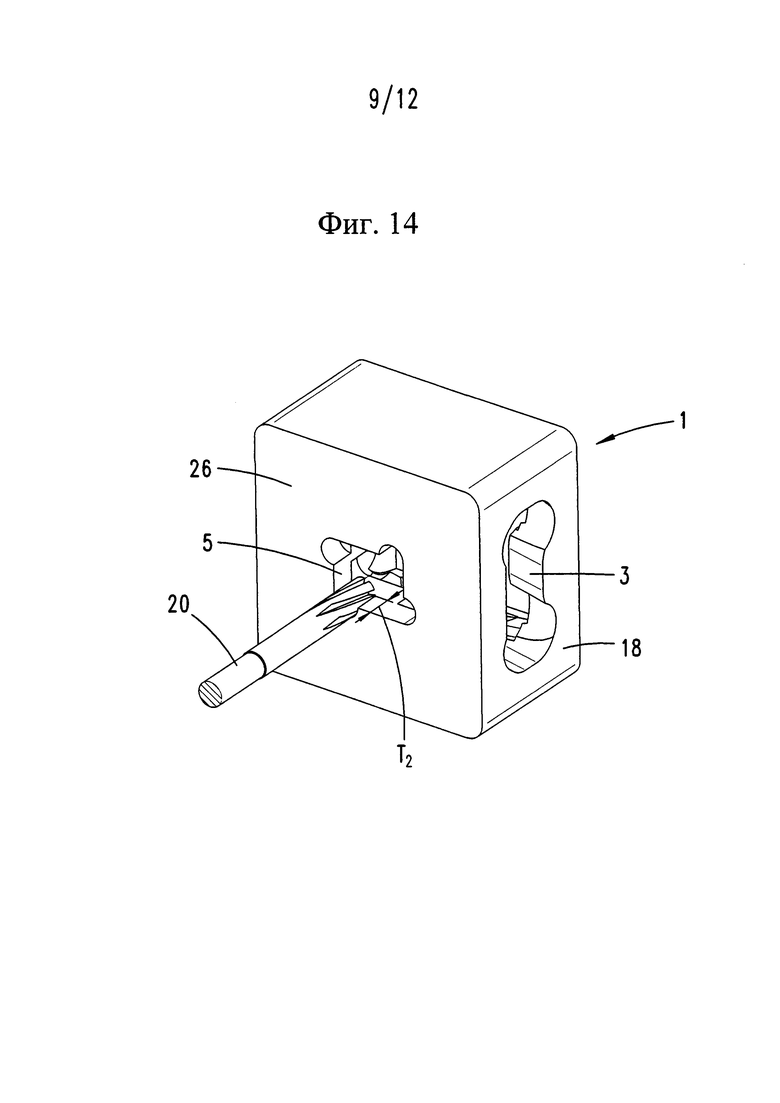
Фиг. 14 - вид косо снизу предмета согласно фиг. 1 в ходе дальнейшего фрезерования нижней выемки;
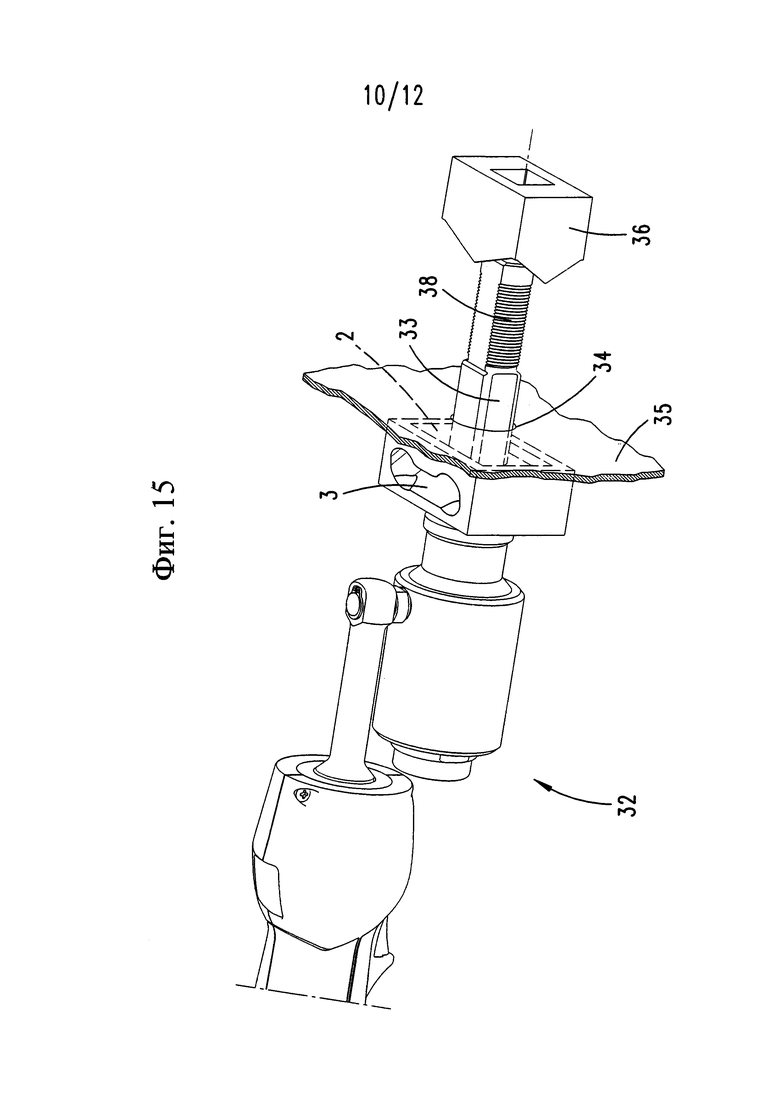
Фиг. 15 - перспективное изображение ручного пресса (частично) с насадкой для штамповки, с удаленным пуансоном для иллюстрации штампуемого металлического листа;
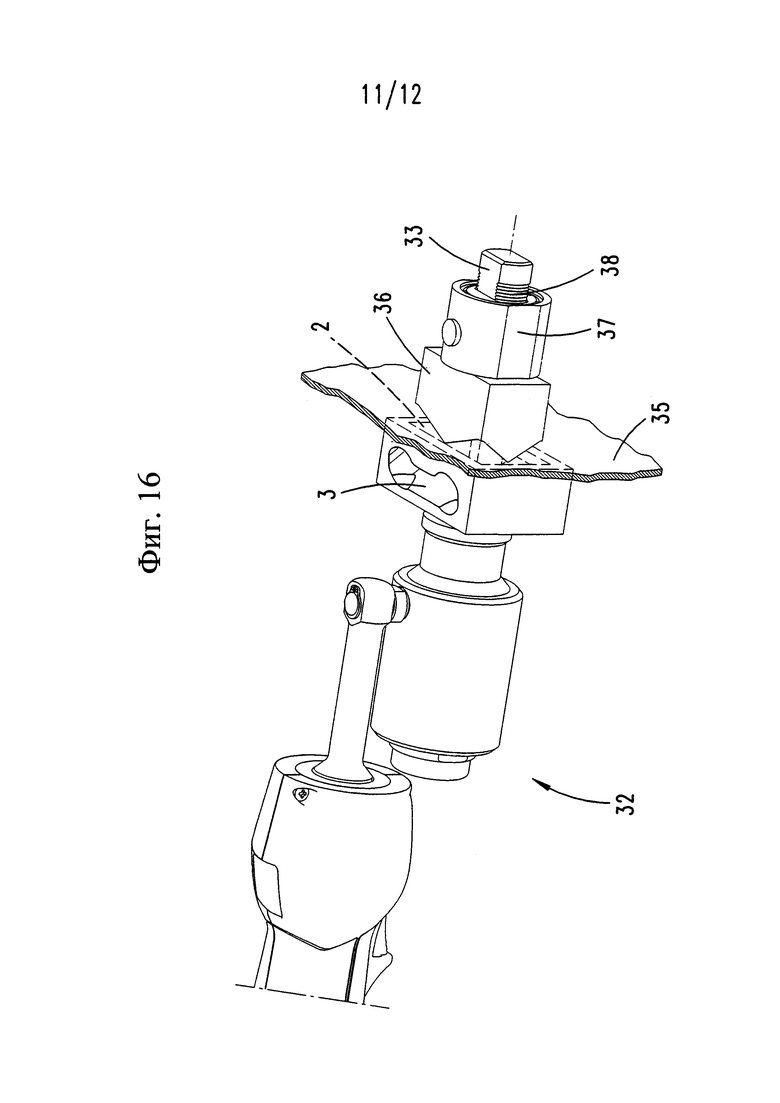
Фиг. 16 - изображение согласно фиг. 15, с остановленным на металлическом листе пуансоном и
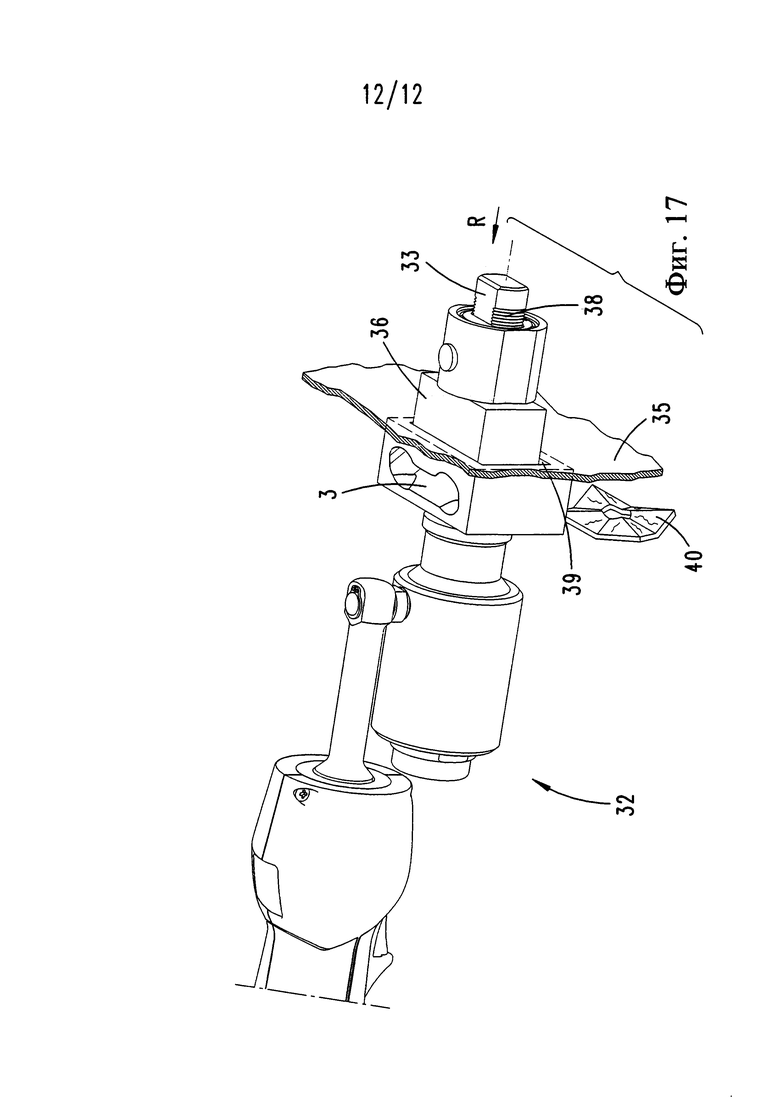
Фиг. 17 - изображение после законченной штамповки с выпадающей штампованной деталью.
Представлена и описана здесь изготовленная как матрица штампа для пробивания отверстий деталь 1, сравни, в частности, фиг. от 1 до 3. Речь идет, в этой связи, предпочтительно, о стальном элементе.
Деталь 1 имеет верхнюю выемку 2, два боковых отверстия 3, 4 (сравни также фиг. 4 и 5) и нижнюю выемку 5.
Принимая во внимание фиг. от 7 до 13, верхняя выемка 2 производится фрезерованием, как показано далее.
Речь идет, как видно, о прямоугольной или квадратной выемке, которая имеет четыре угла от 6 до 9. Речь идет о внутренних углах.
Сначала выемка 2 с углами от 6 до 9 в исполнении согласно фиг. 7 будет выполняться фрезой 10, которая создает при обыкновенном вращательном движении фрезы цилиндрическую поверхность заглублением фрезы 10 в деталь 1 и движением фрезы 10, центром имеющегося в поперечном сечении круга режущей поверхности, вдоль наружной на фиг. 8 штрихпунктирной линии L.
Фреза 10 имеет в примере исполнения смещенный от торцевой поверхности 11, см. также фиг. 9, к - не показанному - зажиму, окружное подобное канавке занижение 12. Образовываемая фрезой 10 при вращении боковая поверхность имеет в этой области отклонение от цилиндрической поверхности. Боковая поверхность, и в остальном, не обязана также быть цилиндрической поверхностью.
Речь может идти также, к примеру, о конической или конусообразной поверхности.
Подобное канавке занижение 12 служит для того, чтобы создать выступ 13, внутренние кромки которого образуют в примере исполнения краевые кромки от 14 до 17 выемки 2. Такой выступ или сделанное таким образом в направлении в глубину последующее расширение соответствующей выемки 2 выгодно, к примеру, принимая во внимание описанную здесь, как пример исполнения, матрицу, так как пуансон, смотри также нижеследующее описание в связи с фиг. от 15 до 17, освобождается от дальнейшего давления стенки и не может быть зажат или заклинен. В этом отношении также выгоден здесь далее еще описанный скос 19.
После того, как выемка 2 произведена с помощью фрезы 10 в этой ориентации, как она очевидна, например, также из фиг. 8, фрезеруется дальше фрезой 10, причем здесь может идти речь, однако, о второй фрезе, от грани 18 отверстия 3. В примере исполнения, исходя от двух противоположных граней, образованы два расположенных напротив отверстия 3, 4.
Через отверстие 3 проходят фрезой 10 в ориентации продольной оси А фрезы 10 под острым углом к плоскости отверстия выемки 2 и/или с добавлением острого или тупого угла альфа (сравни также фиг. 12) к ее предыдущей ориентации при образовании выемки 2 (сравни фиг. 8) до тех пор, пока контактом передней стороны 11 с краевой кромкой 17 и подходом фрезы 10 так, что образованная передней стороной 11 торцевая поверхность режущей поверхности не поравняется с краевой кромкой 17, не будет достигнуто желаемое формирование угла. Поравняется - значит, что прямая, перпендикулярная продольной оси фрезы, лежащая в торцевой поверхности, совпадает с краевой кромкой. Так как торцевая поверхность проходит, предпочтительно, как бы касаясь пограничной кромки, может идти речь о прямой, которая совпадает с краевой кромкой.
Очевидно, что можно проходить соответственно, в общем, через упомянутые два отверстия 3 и 4 фрезой 10 так, что через одно отверстие 4 могут быть отфрезерованы оба угла 6, 8, а через другое отверстие 3 - оба следующих угла 9, 7.
Вследствие косой ориентации фрезы 10 относительно плоскости отверстия выемки 2, при описанном образовании угла с помощью торцевой поверхности цилиндрической поверхности, на краевой кромке, к которой фреза подходит своим свободным концом, получается соответствующий скос. К примеру, скос 19 в краевой кромке 17, как показано на фиг. 12. Если фреза подходит снизу, например, через описанное отверстие в детали 1, создается скос, в смысле расширения в направлении Т в глубину выемки 2 (сравни также фиг. 9). Однако фреза может подходить, например, если речь идет о незамкнутой выемке, в ориентации, перпендикулярной направлению выемки 2 в глубину или, как уже сказано, снаружи сверху при соответствующей косой ориентации. Как очевидно, при этом также можно сделать встречные скосы в краевой кромке или, в упомянутом случае, когда никакой замкнутой краевой кромки не существует, также краевая кромка, сформированная параллельно направлению выемки в глубину.
Тем самым, фрезерованием образована выемка 2 в верхней поверхности 19 детали 1, имеющая в примере исполнения прямые углы от 6 до 9 с малым притуплением. Речь идет о внутренних углах. Углы мало притуплены, причем фактическая геометрия внутренних углов соответствует фактической геометрии наружного углового образования между торцевой поверхностью и боковой режущей поверхностью соответствующей режущей поверхности фрезы. Практически, здесь имеется переход, примерно с радиусом 2 мм или меньше, до, к примеру, 0,1 мм или частично даже еще меньше.
В отношении выемки 5, снова, сначала с привлечением фиг. 7, фрезой 20, которая принципиально может быть идентична также с фрезой 10, в примере исполнения, однако, эта фреза очевидно меньшего диаметра, с проходом через выемку 2 фрезеруется первое заглубление 21. Предпочтительно, заглубление 21 еще не сквозное, сравни с глубиной прохода Т1 фрезы 20 на фиг. 9, в относящейся к этой области нижней стенки детали, то есть не образует еще никакого сквозного проема. Расположение выемки 5 ниже выемки 2 - это, очевидно, особенность примера исполнения. Верхняя выемка 2 могла бы тоже быть выполнена таким же образом, как это описано здесь для выемки 5. Также могла бы быть предусмотрена только одна выемка 2 или 5, которая производится таким образом.
Предпочтительно при этом, также как очевидно из фиг. 8, сравни с траекторией 1, чтобы фреза 20 в каждой из четырех образуемых угловых областей от 22 до 25 выходила за угловую область вдоль одной из краевых кромок. А именно, предпочтительно, конкретно предусмотрено, чтобы фреза 20 выходила за соответствующую угловую область в направлении краевой кромки, вдоль которой фреза 20 приближается к соответствующей угловой области.
Как далее тогда очевидно из фиг. 14, после фрезерования заглубления 21 фреза 20 будет во встречной ориентации, исходя из нижней стороны 26 детали 1, тем же самым способом заглублена в деталь и двигаться. Но с такой глубиной Т2, которая измеряется от поверхности нижней стороны 26 до вершины фрезы, в примере исполнения - передняя сторона 11 фрезы 20, что сумма из ранее заданной первой глубины Т1 и глубины Т2 больше, чем толщина D детали в области нижней выемки 5. В зонах перебега 27 за угловые области от 22 до 25 фреза 20 только однажды выходит за границу в своей соответствующей ориентации, так что в этой зоне перебега не образуется сквозного отверстия. Измеренная в направлении движения фрезы 20 глубина перебега соответствует предпочтительно как минимум одному радиусу создаваемого режущей поверхностью в этой области круга.
Описанным образом действий получается также в угловых областях в проекции внутренний контур нижней выемки 5 с мало притупленными углами, как это очевидно, к примеру, из фиг. 2 и 6. При примере исполнения осуществлены практически 90°-е углы в угловых областях между краевыми кромками от 28 до 31 этой нижней выемки 5. Между угловыми областями, т.е. вне зон перебега 27, может, как, например, очевидно из фиг. 4, создаваться прямая в направлении Т в глубину выемки 5, и здесь проходящая параллельно направлению Т в глубину стенки.
Обращаясь к фиг. 11а и 12а, разъясняется видоизменение конфигурации, согласно фиг. 11 и 12. При этом выемка 2 выполнена в плане U-образно, с, глядя на вид сверху, не замкнуто проходящими краевыми кромками 12, 13, 14. Напротив краевой кромки 13 расположено отверстие, через которое фреза 10, при ориентации параллельно плоскости, содержащей указанные краевые кромки, может проходить, это в примере, если, как предпочтительно, упомянутые краевые кромки предусмотрены проходящими в одной плоскости. Однако, к примеру, только две из краевых кромок могут быть предусмотренными проходящими в одной плоскости. Особенность этого исполнения может быть далее описана также в том отношении, что фреза проходит для образования угла продольной осью поперек направления в глубину выемки, смотри, например, стрелку Т на фиг. 9.
Выемка целиком или частично может быть замкнута нижней стенкой 41 на виде сверху, глядя в направлении Т в глубину. Однако она может быть выполнена, в этом отношении, со сквозным проемом.
Обращаясь к фиг. от 15 до 17, применение такой детали 1 разъясняется как матрица для штампа по металлическому листу.
Частично представлен инструмент 32, при помощи которого гидравлически двигается тяговый болт 33. За дальнейшими подробностями относительно этого инструмента рекомендуется также указать на содержание предварительно неопубликованной заявки используемого образца 202010008228, содержание описания которой, при этом, как полностью по содержанию, так и по цели, принять признаки этой более старой заявки в притязании настоящей заявки, приобщается к раскрытию сущности данной заявки.
Тяговый болт 33 имеет в его нижней области, по существу, прямоугольное поперечное сечение, которое входит в выемку 5 детали 1 и проходит ее насквозь. Верхняя выемка 2, очевидно, значительно больше, чем упомянутая нижняя выемка 5, и сквозь нее также проходит тяговый болт 33. Здесь тяговый болт 33 не прилегает к краевым кромкам. Тяговый болт 33 проходит также сквозь сделанное раньше, к примеру, просверленное, круглое отверстие 34 в просекаемом листовом металле 35. С верхней стороны листового металла 35, снизу относительно которого расположена деталь 1, на тяговый болт 33 надевается пуансон 36. Пуансон 36 имеет также прямоугольное поперечное сечение, тем не менее, со сторон, обращенных к листовому металлу 35, выполнен призматическим, чтобы обеспечить возможность благоприятной штамповки.
Как видно из фиг. 16, пуансон 36 резьбовой втулкой 37 удерживается на тяговом болте, имеющем в этой области 38 винтовую резьбу. Резьбовая втулка 37 может быть выполнена, в частности, таким образом, как она описана в предварительно не опубликованной немецкой заявке на патент 102010036482. Содержание раскрытия этой заявки на патент, при этом, как полностью по содержанию, так и по цели, принять признаки этой более старой заявки в притязания настоящей заявки, приобщается к раскрытию сущности данной заявки.
Затем тяговый болт 33 двигается инструментом 32 в направлении R на фиг. 17, так что пуансон 36 производит прямоугольное отверстие 39 в листовом металле 35. Образованная при этом штампованная деталь 40, после того как резьбовая муфта 37 освобождена и пуансон 36 снят с тягового болта 33, из также снятой с тягового болта детали 1 через отверстие 3 или, соответственно, 4, может быть изъята или выпадает.
Все раскрытые признаки (сами по себе) существенны для изобретения. В раскрытие сущности заявки, при этом, входит полностью по содержанию, а также с целью принятия признаков этих документов в притязания данной заявки, содержание раскрытия сущности относящихся/приведенных документов приоритета (копия предварительной заявки). Зависимые притязания в их факультативно определяемой формулировке характеризуют самостоятельное изобретательное развитие уровня техники, в частности, чтобы предпринимать частичную регистрацию на основе этих притязаний.
Список обозначений
1 Деталь
2 Выемка
3 Отверстие
4 Отверстие
5 Выемка
6 Угол
7 Угол
8 Угол
9 Угол
10 Фреза
11 Торцевая поверхность
12 Паз
13 Выступ
14 Краевая кромка
15 Краевая кромка
16 Краевая кромка
17 Краевая кромка
18 Грань
19 Скос
20 Фреза
21 Заглубление
22 Угловая область
23 Угловая область
24 Угловая область
25 Угловая область
26 Нижняя сторона
27 Область перебега
28 Краевая кромка
29 Краевая кромка
30 Краевая кромка
31 Краевая кромка
32 Инструмент
33 Тяговый болт
34 Отверстие
35 Листовой металл
36 Пуансон
37 Резьбовая втулка
38 Винтовая резьба
39 Отверстие
40 Штампованная деталь
А Продольная ось
D Толщина А
L Линия
l Траектория
Т Направление в глубину
Т1 Глубина
Т2 Глубина
Альфа Угол
R Направление
Изобретение относится к машиностроению и может быть использовано для фрезерования выемки в заготовке материала для получения детали. Выемка в детали имеет в угловой области сходящиеся под углом участки краевых кромок. При ее фрезеровании фреза образует огибающую поверхность, в частности цилиндрическую поверхность, с боковой поверхностью и торцевой поверхностью. Угловая область сначала выполняется с первой ориентацией фрезы, соответствующей продольной оси выемки, с использованием участка фрезы, создающего боковую поверхность. Также возможно образование остроконечных углов во второй ориентации фрезы с использованием участка фрезы, создающего торцевую поверхность огибающей поверхности, между сходящимися участками краевых кромок создается угловое образование, соответствующее переходу торцевой поверхности в боковую поверхность. При необходимости образуют скос, направленный на участке краевой кромки поперек его продольного направления. Обеспечивается получение детали с выемкой. 3 н. и 7 з.п. ф-лы, 19 ил.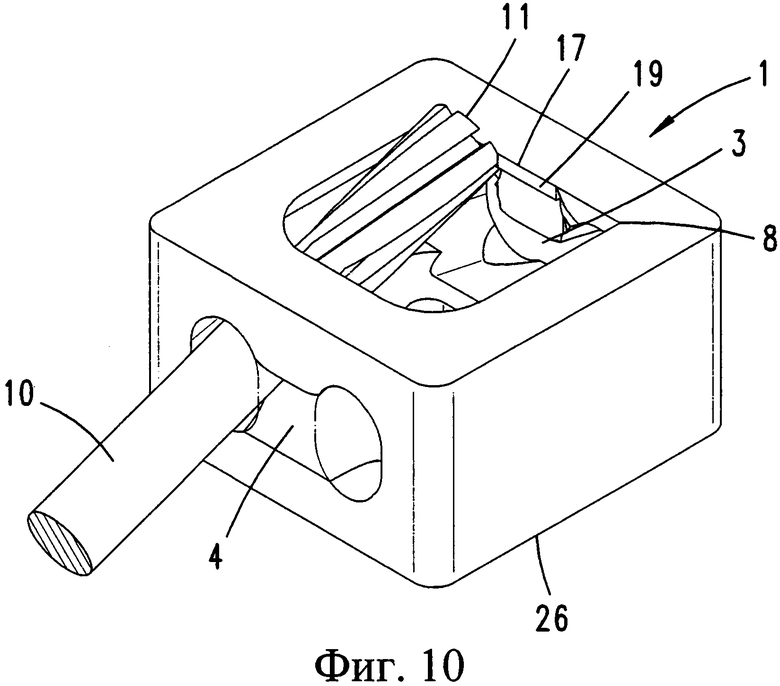
1. Способ фрезерования выемки в заготовке для получения детали, причем выемка имеет в угловой области сходящиеся под углом друг к другу участки краевых кромок, при этом выемку фрезеруют с использованием фрезы, образующей при фрезеровании огибающую поверхность, в частности цилиндрическую поверхность, с боковой поверхностью и торцевой поверхностью, причем угловую область выемки образуют сначала в первой ориентации фрезы, соответственно продольной оси выемки, с помощью участка фрезы, который образует боковую поверхность, в частности цилиндрическую поверхность, отличающийся тем, что при фрезеровании во второй ориентации фрезы выполняют угловую форму между сходящимися участками краевых кромок, соответствующую переходу торцевой поверхности в боковую поверхность.
2. Способ по п. 1, отличающийся тем, что указанную угловую форму между сходящимися участками краевых кромок выполняют с образованием скоса на участке краевой кромки поперек направления его прохождения с помощью участка фрезы, образующего торцевую поверхность огибающей поверхности, в частности цилиндрической поверхности.
3. Способ фрезерования выемки в заготовке для получения детали, причем выемка имеет в угловой области сходящиеся под углом участки краевых кромок в виде замкнутой краевой кромки, отличающийся тем, что для образования угловых областей фрезы перемещают перекрестно и направляют встречно относительно направления в глубину выемки, причем заглубление осуществляют соответственно на часть глубины выемки с соответствующим глубине перекрытием величин заглубления.
4. Способ по п. 3, отличающийся тем, что одну или обе фрезы перемещают относительно краевых кромок внутри выемки.
5. Способ по одному из пп. 3 или 4, отличающийся тем, что одну фрезу выводят за пределы угловой области в продольном направлении краевой кромки в область перебега (27).
6. Деталь (1), в частности матрица для штампа для пробивания отверстий, имеющая выемку (2, 5) с краевой кромкой (14-17), в частности выемку (2, 5) с выполненными соответственно прямоугольнику краевыми кромками (14-17), которые сходятся друг с другом во внутренних угловых областях (22-25) остроконечно, с радиусом 2 мм или меньше, причем угловая область (22-25) выполнена фрезерованием, отличающаяся тем, что ниже поверхности, содержащей краевые кромки (14-17), деталь имеет расположенное напротив одной краевой кромки (14-17) отверстие (3).
7. Деталь по п. 6, отличающаяся тем, что она имеет одно или несколько отверстий (3, 4).
8. Деталь по п.6 или 7, отличающаяся тем, что одно отверстие (3, 4) проходит от наружной поверхности детали (1), которая при геометрическом рассмотрении образует режущую кромку с поверхностью, содержащей выемку.
9. Деталь по п. 6 или 7, отличающаяся тем, что выемка состоит из двух проемов, причем один из проемов имеет краевые кромки со скосами, а другой проем имеет краевые кромки, которые дополняют друг друга таким образом, что в проекции получается остроконечная краевая кромка.
10. Деталь по п. 8, отличающаяся тем, что выемка состоит из двух проемов, причем один из проемов имеет краевые кромки со скосами, а другой проем имеет краевые кромки, которые дополняют друг друга таким образом, что в проекции получается остроконечная краевая кромка.
| Преобразователь тока в напряжение | 1988 |
|
SU1661651A1 |
| Способ изготовления матриц для прессования деталей со сложным рельефом и штамп для осуществления этого способа | 1958 |
|
SU116115A1 |
| US 6311597 B1, 06.11.2001 | |||
| US 4648761 A, 10.03.1987. | |||

