Изобретения относятся к области машиностроения, к оболочечным конструкциям из полимерных композиционных материалов и могут быть использованы при создании корпусов и отсеков летательных аппаратов, применяемых в ракетной и авиационной технике.
Известна сетчатая оболочечная конструкция по авт. свид. СССР №1620761, F16L 9/12, 1991 г.
Известна сетчатая оболочечная конструкция по патенту RU №2169306 С2, МПК7 F16L 9/12 от 06.09. 99 г.
Известна сетчатая оболочка из композиционных материалов конической формы, образованная множеством пересекающихся спиральных и кольцевых ребер из перекрещивающихся лент из однонаправленных нитей, скрепленных полимерным связующим, в которой спиральные и кольцевые ребра имеют элементы из мелкоячеистого материала (патент РФ 2107622, МПК6 В32В 3/12, 1998).
Известна сетчатая оболочка из композиционных материалов конической формы, образованная множеством пересекающихся спиральных и кольцевых ребер из перекрещивающихся лент из однонаправленных нитей, скрепленных полимерным связующим по патенту RU №2153419 С1, МПК F16L 9/12 от 10.03. 99 г.
Известен адаптер в виде сетчатой оболочки из композиционных материалов конической формы, образованный множеством пересекающихся спиральных и кольцевых ребер из слоев перекрещивающихся лент с соответственно ориентированными в них однонаправленными высокомодульными нитями, скрепленных полимерным связующим (патент РФ 2083371, МПК6 В32В 3/12, 1997).
Известен адаптер в виде сетчатой оболочки из композиционных материалов конической формы, выполненный из пересекающихся лент (патент США 3940891, НКИ 52-82, 1976).
Известен адаптер в виде сетчатой оболочки из композиционных материалов конической формы, образованный множеством пересекающихся спиральных и кольцевых ребер из слоев перекрещивающихся лент с соответственно ориентированными в них однонаправленными высокомодульными нитями, скрепленных полимерным связующим, с усилением спиральных ребер в локальных зонах, по патенту RU №2148496 С2, МПК7 В32В 3/12 от 19.07.1999 г.
Известна сетчатая оболочка по патенту RU №2312790 С1 от 14.06.2006, МПК7 В64С 1/00.
Известен адаптер в виде сетчатой оболочки вращения конической формы из полимерных композиционных материалов по патенту RU №2189907 С2, МПК7 В32В 3/12 от 26.06.2000 г., содержащий верхнюю и нижнюю кольцевые полки с множеством пересекающихся спиральных, обоих направлений, и кольцевых ребер из однонаправленных полимерных волокон.
Известен адаптер в виде сетчатой оболочки конической формы из полимерных композиционных материалов по патенту RU 2350818 С1 от 04.04.2007, МПК7 В32В 3/12, содержащий верхнюю и нижнюю кольцевые полки с множеством пересекающихся спиральных, обоих направлений, и кольцевых ребер из однонаправленных полимерных волокон.
Известен отсек летательного аппарата из полимерных композитов и способ его изготовления по патенту RU 2099194 C1 от 01.12.95 г. В29Д 23/00.
Известные устройства и способы их изготовления определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемыми решениями устраняются недостатки общего известного уровня техники.
Недостатки общего известного уровня техники для способа заключаются в следующем:
- в низкой технологичности способа из-за низкой технологичности подготовки формирования закладных и низкого качества их закрепления;
- в низкой технологичности способа, а также в низком качестве изделия из-за низкой надежности закрепления закладных при низкой площади заделки их салфеток между слоями сетчатой структуры;
- в низкой технологичности способа из-за низкой технологичности очистки контактов, а также в низком качестве изделия из-за низкой надежности электрических контактов;
- в низкой технологичности способа из-за низкой технологичности посадки кронштейнов антенны, а также в низком качестве изделия из-за низкой надежности крепления кронштейнов антенны;
- в низкой технологичности способа из-за низкой технологичности очистки контактов без их повреждения;
- в низком качестве изделия из-за низкой надежности крепления кронштейнов антенны с возможностью снижения жесткости спиральных и кольцевых ребер сетчатой структуры;
- в низкой технологичности способа из-за низкой технологичности фрезеровки окна, а также в низком качестве изделия из-за низкой надежности крепления кронштейнов антенны с возможностью повреждения волокон спиральных и кольцевых ребер сетчатой структуры и, кроме того, из-за низкого качества сигнала антенны с невозможностью обеспечения максимального сечения электропроводящей зоны кронштейна, то есть с невозможностью обеспечения минимального электрического сопротивления этой зоны;
- в низком качестве изделия из-за низкого качества сигнала антенны с невозможностью обеспечения максимального (восьмиугольного) сечения электропроводящей зоны кронштейна, то есть с невозможностью обеспечения минимального электрического сопротивления этой зоны;
- в низком качестве изделия из-за низкого качества сигнала антенны со сложностью обеспечения максимального (восьмиугольного) сечения электропроводящей зоны кронштейна, то есть со сложностью обеспечения минимального электрического сопротивления этой зоны, так как при укладке салфеток закладных между слоями волокон ребер, последние «расплющиваются» и их края выходят за теоретическое расположение.
Недостатки общего известного уровня техники для устройства заключаются в следующем:
- в низкой надежности работы отсека из-за низкой надежности крепления основания кронштейна антенны в ребрах сетчатой структуры;
- в низкой надежности работы отсека из-за низкого качества сигнала антенны при отсутствии обеспечения максимально возможного (без повреждения волокон несущих ребер) сечения проема для расположения кронштейна антенны, при отсутствии возможности расположения токопроводящих элементов максимального сечения, при отсутствии обеспечения минимального электрического сопротивления;
- в низкой надежности работы отсека из-за низкого качества сигнала антенны при отсутствии обеспечения максимального сечения электропроводящей зоны кронштейна, то есть при отсутствии обеспечения минимального электрического сопротивления этой зоны;
- в низкой надежности работы отсека из-за низкой надежности крепления фланца кронштейна антенны;
- в низкой надежности работы отсека из-за низкого качества контактов антенны при использовании в качестве последней экранирующей сетки.
Технической задачей, на решение которой направлены заявляемые изобретения, является создание технологичной конструкции отсека с повышенной надежностью его работы.
Технический результат для способа, который может быть достигнут при решении поставленной задачи, заключается в следующем:
- в повышении технологичности способа за счет повышения технологичности подготовки формирования закладных повышенного качества закрепления;
- в повышении технологичности способа, а также в повышении качества изделия за счет повышения надежности закрепления закладных при повышении площади заделки их салфеток между слоями сетчатой структуры;
- в повышении технологичности способа за счет повышения технологичности очистки контактов, а также в повышении качества изделия за счет повышения надежности электрических контактов;
- в повышении технологичности способа за счет повышения технологичности посадки кронштейнов антенны, а также в повышении качества изделия за счет повышения надежности крепления кронштейнов антенны;
- в повышении технологичности способа за счет повышения технологичности очистки контактов без их повреждения;
- в повышении качества изделия за счет повышения надежности крепления кронштейнов антенны без снижения жесткости спиральных и кольцевых ребер сетчатой структуры;
- в повышении технологичности способа за счет повышения технологичности фрезеровки окна, а также в повышении качества изделия за счет повышения надежности крепления кронштейнов антенны без повреждения волокон спиральных и кольцевых ребер сетчатой структуры и, кроме того, за счет повышения качества сигнала антенны при обеспечении максимального сечения электропроводящей зоны кронштейна, то есть с обеспечением минимального электрического сопротивления этой зоны;
- в повышении качества изделия за счет повышения качества сигнала антенны при обеспечении максимального (восьмиугольного) сечения электропроводящей зоны кронштейна, то есть с обеспечением минимального электрического сопротивления этой зоны;
- в повышении качества изделия за счет повышения качества сигнала антенны при обеспечении максимального (восьмиугольного) сечения электропроводящей зоны кронштейна, то есть с обеспечением минимального электрического сопротивления этой зоны, так как при укладке салфеток закладных между слоями волокон ребер, последние «расплющиваются» и их края выходят за теоретическое расположение.
Технический результат для устройства, который может быть достигнут при решении поставленной задачи, заключается в следующем:
- в повышении надежности работы отсека за счет повышения надежности крепления основания кронштейна антенны в ребрах сетчатой структуры;
- в повышении надежности работы отсека за счет повышения качества сигнала антенны при обеспечении максимально возможного (без повреждения волокон несущих ребер) сечения проема для расположения кронштейна антенны, с возможностью расположения токопроводящих элементов максимального сечения, с обеспечением минимального электрического сопротивления;
- в повышении надежности работы отсека за счет повышения качества сигнала антенны при обеспечении максимального (восьмиугольного) сечения электропроводящей зоны кронштейна, то есть с обеспечением минимального электрического сопротивления этой зоны;
- в повышении надежности работы отсека за счет повышения надежности крепления фланца кронштейна антенны;
- в повышении надежности работы отсека за счет улучшения контактов антенны при использовании в качестве последней экранирующей сетки.
Поставленная задача с достижением технического результата решается тем, что способ изготовления приборного конического отсека летательного аппарата из полимерных композитов, при котором на конической оправке формируют внутреннюю оболочку, промежуточный слой и наружную оболочку, при этом для формирования промежуточного слоя наносят первый пенопластовый слой и по специальной программе в пенопласте фрезеруют спиральные и кольцевые канавки, вырезают проемы для закладных, в частности, прямоугольные в плане проемы для оснований кронштейнов активной антенны, перекрывающие длиной и шириной диагонали ромбических ячеек из спиральных канавок, наматывают в канавки спиральные и кольцевые ребра сетчатой структуры, укладывая между слоями сетчатой структуры салфетки, соответствующие по размерам проемам для закладных, наматывают сплошные спирально-кольцевые витки средней оболочки, укладывают экранирующую сетку с припаянными к луженым припоем участкам шинами с антиадгезионным покрытием контактов антенны, далее наносят второй термозащитный слой пенопласта, после термообработок и снятия заготовки с оправки, формируют посадочные места для кронштейнов антенны, для чего над закладными оснований удаляют прямоугольный в плане участок наружной оболочки и второго пенопластового слоя с освобождением и отгибанием шин контактов антенны, обеспечивая отступ внутрь краев удаляемого участка относительно краев закладных, затем в экранирующей сетке, в закладных оснований и во внутренней оболочке фрезеруют окна без повреждения расположенных между салфетками волокон спиральных и кольцевых ребер сетчатой структуры, для чего шесть краев окон располагают параллельно спиральным и кольцевым ребрам, два края - перпендикулярно кольцевым с отступом внутрь и с получением восьмиугольного в плане окна, затем устанавливают восьмигранный кронштейн антенны с прямоугольным в плане фланцем с закреплением на кронштейне винтами шин контактов антенны с удалением их антиадгезионного покрытия.
Антиадгезионное покрытие шин выполняют намоткой антиадгезионной пленки, например, фторопластовой.
Перекрытие диагоналей ромбических ячеек, включая узлы перекрестий спиральных канавок, длиной и шириной проемов для оснований кронштейнов выполняют величиной, составляющей на сторону (100-250)% ширины спиральной канавки.
Отступ внутрь краев удаляемого участка под посадочное место кронштейна антенны относительно краев закладных выполняют величиной, составляющей (150-250)% ширины спирального ребра.
Отступы краев восьмиугольных окон выполняют величиной, составляющей для четырех краев, параллельных спиральным ребрам (40-60)% ширины спирального ребра от теоретического расположения края соответствующего ребра, для двух краев, параллельных кольцевым ребрам - (100-180)% ширины кольцевого ребра от теоретического расположения края соответствующего ребра, а для двух краев, перпендикулярных кольцевым ребрам - (700-1000)% ширины спирального ребра от теоретического расположения края перекрестия спиральных ребер.
Поставленная задача с достижением технического результата для устройства решается тем, что приборный конический отсек летательного аппарата из полимерных композитов, включающий внутреннюю и наружную оболочки, закрепленные на диаметрально расположенных основаниях кронштейны активной антенны и промежуточный, выполненный многослойным, слой, содержащий внутренний заполненный пенопластом слой сетчатой структуры, среднюю оболочку, слой из экранирующей сетки и термозащитный слой пенопласта, при этом основания кронштейнов выполнены из прямоугольных салфеток, расположенных между слоями сетчатой структуры с перекрытием длиной и шириной диагоналей ромбической ячейки спиральных ребер с восьмиугольным окном, которое выполнено также в средней оболочке и в экранирующей сетке и в котором расположен восьмигранный кронштейн с прямоугольным в плане фланцем, размещенным в выемке, выполненной удалением наружной оболочки и термозащитного пенопластового слоя, с прилеганием к экранирующей сетке, с лужеными припоем участками, к которым припаяны шины контактов, скрепленных винтами с кронштейном, причем фланцы кронштейнов в свою очередь скреплены с основаниями винтами.
Отличительными признаками способа являются следующие признаки:
- вырезают проемы для закладных, в частности, прямоугольные в плане проемы для оснований кронштейнов активной антенны, перекрывающие длиной и шириной диагонали ромбических ячеек из спиральных канавок - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа за счет повышения технологичности подготовки формирования закладных повышенного качества закрепления;
- укладывая между слоями сетчатой структуры салфетки, соответствующие по размерам проемам для закладных - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа, а также на повышение качества изделия за счет повышения надежности закрепления закладных при повышении площади заделки их салфеток между слоями сетчатой структуры;
- укладывают экранирующую сетку с припаянными к луженым припоем участкам шинами с антиадгезионным покрытием контактов антенны - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа за счет повышения технологичности очистки контактов, а также на повышение качества изделия за счет повышения надежности электрических контактов;
- формируют посадочные места для кронштейнов антенны, для чего над закладными оснований удаляют прямоугольный в плане участок наружной оболочки и второго пенопластового слоя - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа за счет повышения технологичности посадки кронштейнов антенны, а также на повышение качества изделия за счет повышения надежности крепления кронштейнов антенны;
- с освобождением и отгибанием шин контактов антенны - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа за счет повышения технологичности очистки контактов без их повреждения;
- обеспечивая отступ внутрь краев удаляемого участка относительно краев закладных - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение качества изделия за счет повышения надежности крепления кронштейнов антенны;
- в экранирующей сетке, в закладных оснований и во внутренней оболочке фрезеруют окна без повреждения расположенных между салфетками волокон спиральных и кольцевых ребер сетчатой структуры - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение качества изделия за счет повышения надежности крепления кронштейнов антенны без снижения жесткости спиральных и кольцевых ребер сетчатой структуры;
- шесть краев окон располагают параллельно спиральным и кольцевым ребрам, два края - перпендикулярно кольцевым с отступом внутрь и с получением восьмиугольного в плане окна - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа за счет повышения технологичности фрезеровки окна, а также на повышение качества изделия за счет повышения надежности крепления кронштейнов антенны без повреждения волокон спиральных и кольцевых ребер сетчатой структуры и кроме того за счет повышения качества сигнала антенны при обеспечении максимального сечения электропроводящей зоны кронштейна, то есть с обеспечением минимального электрического сопротивления этой зоны;
- устанавливают восьмигранный кронштейн антенны с прямоугольным в плане фланцем - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение качества изделия за счет повышения надежности крепления кронштейнов антенны и кроме того за счет повышения качества сигнала антенны при обеспечении максимального (восьмиугольного) сечения электропроводящей зоны кронштейна, то есть с обеспечением минимального электрического сопротивления этой зоны;
- с закреплением на кронштейне винтами шин контактов антенны с удалением их антиадгезионного покрытия - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение качества изделия за счет повышения надежности электрических контактов;
- антиадгезионное покрытие шин выполняют намоткой антиадгезионной пленки, например, фторопластовой - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа за счет повышения технологичности очистки контактов, а также на повышение качества изделия за счет повышения надежности электрических контактов;
- перекрытие диагоналей ромбических ячеек, включая узлы перекрестий спиральных канавок, длиной и шириной проемов для оснований кронштейнов выполняют величиной, составляющей на сторону (100-250)% ширины спиральной канавки - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение качества изделия за счет повышения надежности крепления кронштейнов антенны;
- отступ внутрь краев удаляемого участка под посадочное место кронштейна антенны относительно краев закладных выполняют величиной, составляющей (150-250)% ширины спирального ребра - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение качества изделия за счет повышения надежности крепления кронштейнов антенны;
- отступы краев восьмиугольных окон выполняют величиной, составляющей для четырех краев, параллельных спиральным ребрам (40-60)% ширины спирального ребра от теоретического расположения края соответствующего ребра, для двух краев, параллельных кольцевым ребрам - (100-180)% ширины кольцевого ребра от теоретического расположения края соответствующего ребра, а для двух краев, перпендикулярных кольцевым ребрам - (700-1000)% ширины спирального ребра от теоретического расположения края перекрестия спиральных ребер - признаки существенные, предусматривают наличие новых операций, новое выполнение операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение качества изделия за счет повышения надежности крепления кронштейнов антенны и, кроме того, за счет повышения качества сигнала антенны при обеспечении максимального (восьмиугольного) сечения электропроводящей зоны кронштейна, то есть с обеспечением минимального электрического сопротивления этой зоны, так как при укладке салфеток закладных между слоями волокон ребер последние «расплющиваются» и их края выходят за теоретическое расположение.
Отличительными признаками устройства являются следующие признаки:
- основания кронштейнов выполнены из прямоугольных салфеток, расположенных между слоями сетчатой структуры с перекрытием длиной и шириной диагоналей ромбической ячейки спиральных ребер - признаки существенные, предусматривают новую форму и новое соотношение размеров, направлены на решение поставленной задачи с достижением технического результата, повышения надежности работы отсека за счет повышения надежности крепления основания кронштейна антенны в ребрах сетчатой структуры;
- с восьмиугольным окном, которое выполнено также в средней оболочке и в экранирующей сетке - признаки существенные, предусматривают новую форму и новое взаимное расположение элементов, направлены на решение поставленной задачи с достижением технического результата, повышения надежности работы отсека за счет повышения качества сигнала антенны при обеспечении максимально возможного (без повреждения волокон несущих ребер) сечения проема для расположения кронштейна антенны, с возможностью расположения токопроводящих элементов максимального сечения, с обеспечением минимального электрического сопротивления;
- в котором расположен восьмигранный кронштейн - признаки существенные, предусматривают новую форму и новое взаимное расположение элементов, направлены на решение поставленной задачи с достижением технического результата, повышения надежности работы отсека за счет повышения качества сигнала антенны при обеспечении максимального (восьмиугольного) сечения электропроводящей зоны кронштейна, то есть с обеспечением минимального электрического сопротивления этой зоны;
- с прямоугольным в плане фланцем, размещенным в выемке, выполненной удалением наружной оболочки и термозащитного пенопластового слоя - признаки существенные, предусматривают наличие новых элементов, новую форму и их новое взаимное расположение, направлены на решение поставленной задачи с достижением технического результата, повышения надежности работы отсека за счет повышения надежности крепления фланца кронштейна антенны;
- с прилеганием к экранирующей сетке, с лужеными припоем участками, к которым припаяны шины контактов - признаки существенные, предусматривают новое взаимное расположение элементов и их новую взаимосвязь, направлены на решение поставленной задачи с достижением технического результата, повышения надежности работы отсека за счет улучшения контактов антенны при использовании в качестве последней экранирующей сетки;
- скрепленных винтами с кронштейном - признаки существенные, предусматривают наличие новых элементов и их новую взаимосвязь, направлены на решение поставленной задачи с достижением технического результата, повышения надежности работы отсека за счет улучшения контактов антенны;
- фланцы кронштейнов в свою очередь скреплены с основаниями винтами - признаки существенные, предусматривают новую форму и новое соотношение размеров, направлены на решение поставленной задачи с достижением технического результата, повышения надежности работы отсека за счет повышения надежности крепления фланца кронштейна антенны.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технических результатов и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению надежности работы отсеков летательных аппаратов и их технологичности без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
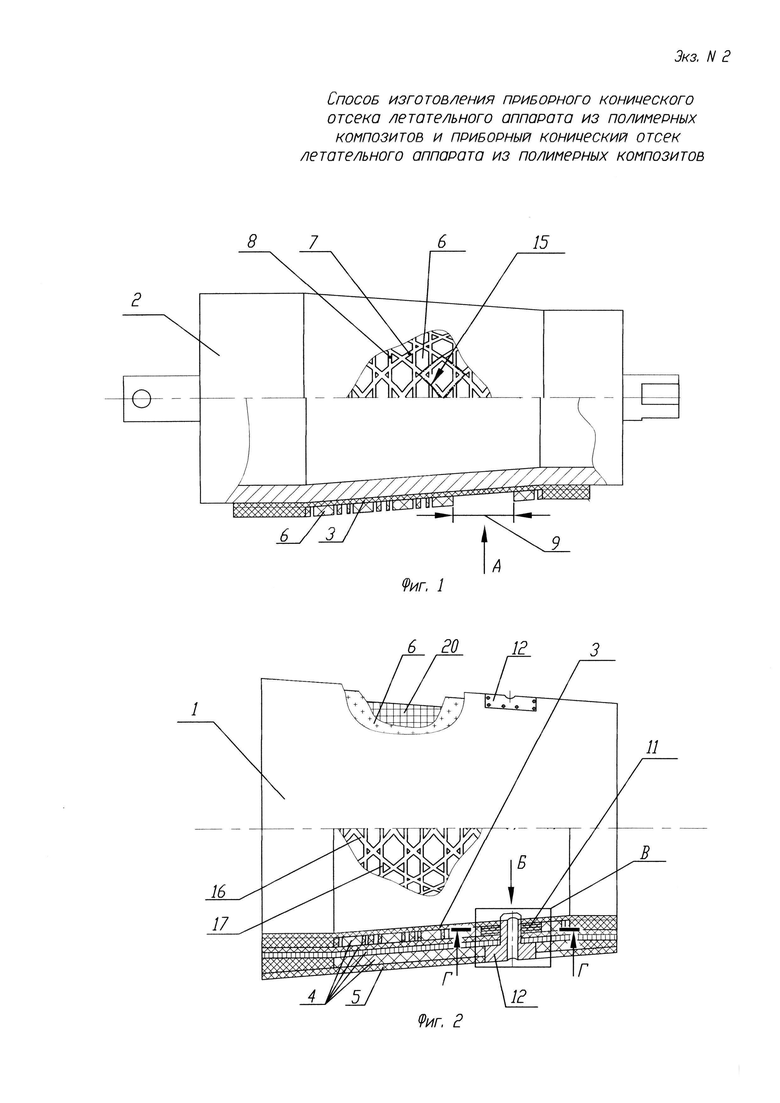
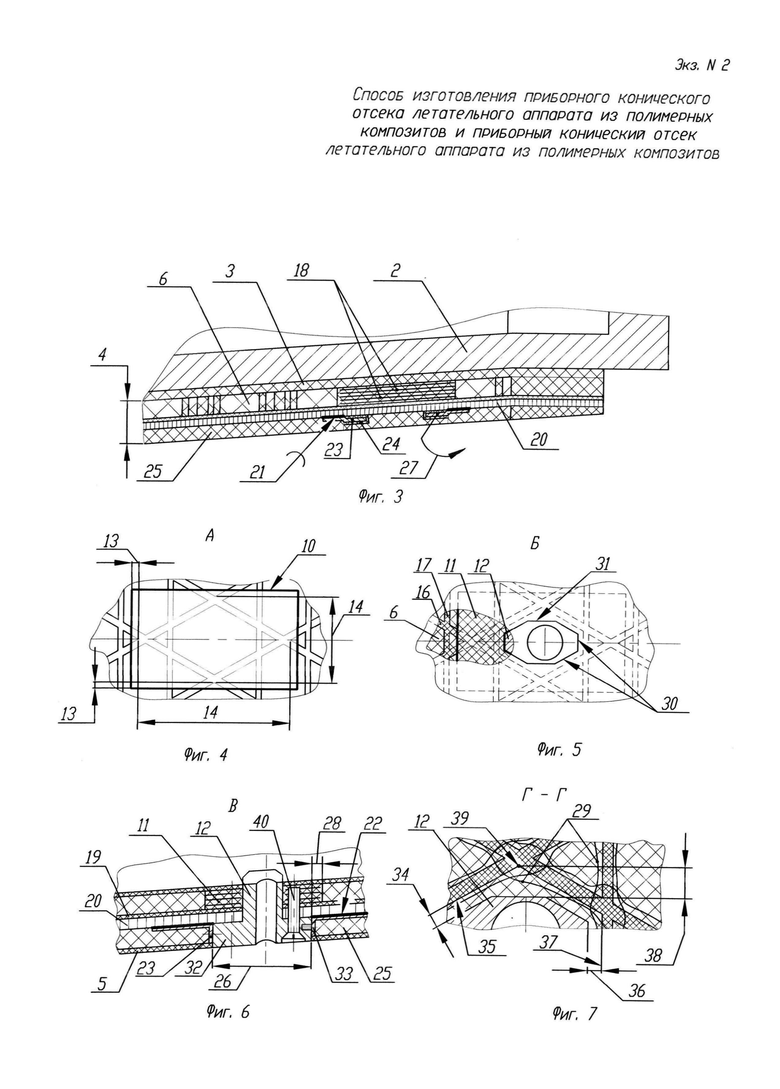
Сущность изобретений поясняется чертежами, где на фиг. 1 представлен общий вид способа изготовления отсека, на фиг. 2 - общий вид отсека, на фиг. 3 - сечение зоны контактов при способе намотки, на фиг. 4 - вид на прямоугольный проем для закладных, на фиг. 5 - вид изнутри на кронштейн антенны, на фиг. 6 - сечение по элементам крепления кронштейна, на фиг. 7 - сечение по восьмиугольному кронштейну и сетчатой структуре.
Способ изготовления приборного конического отсека 1 летательного аппарата из полимерных композитов, при котором на конической оправке 2 формируют внутреннюю оболочку 3, промежуточный слой 4 и наружную оболочку 5, при этом для формирования промежуточного слоя 4 наносят первый пенопластовый слой 6 и по специальной программе в пенопласте фрезеруют спиральные 7 и кольцевые 8 канавки, вырезают проемы 9 для закладных, в частности, прямоугольные в плане проемы 10 для оснований 11 кронштейнов 12 активной антенны, перекрывающие 13 длиной и шириной диагонали 14 ромбических ячеек 15 из спиральных канавок 7, наматывают в канавки спиральные 16 и кольцевые 17 ребра сетчатой структуры, укладывая между слоями сетчатой структуры салфетки 18, соответствующие по размерам проемам 9 для закладных, наматывают сплошные спирально-кольцевые витки средней оболочки 19, укладывают экранирующую сетку 20 с припаянными 21 к луженым припоем участкам 22 шинами 23 с антиадгезионным покрытием 24 контактов антенны, далее наносят второй термозащитный слой 25 пенопласта, после термообработок и снятия заготовки с оправки, формируют посадочные места для кронштейнов антенны, для чего над закладными оснований удаляют прямоугольный в плане участок 26 наружной оболочки 5 и второго пенопластового слоя 25 с освобождением и отгибанием 27 шин 23 контактов антенны, обеспечивая отступ 28 внутрь краев удаляемого участка 26 относительно краев закладных, затем в экранирующей сетке 20, в закладных оснований 11 и во внутренней оболочке 3 фрезеруют окна без повреждения расположенных между салфетками волокон 29 спиральных 16 и кольцевых 17 ребер сетчатой структуры, для чего шесть краев 30 окон располагают параллельно спиральным 16 и кольцевым 17 ребрам, два края 31 - перпендикулярно кольцевым 17 с отступом внутрь и с получением восьмиугольного в плане окна, затем устанавливают восьмигранный кронштейн 12 антенны с прямоугольным в плане фланцем 32 с закреплением на кронштейне винтами 33 шин 23 контактов антенны с удалением их антиадгезионного покрытия 24.
Антиадгезионное покрытие 24 шин 23 выполняют намоткой антиадгезионной пленки, например, фторопластовой.
Перекрытие 13 диагоналей 14 ромбических ячеек 15, включая узлы перекрестий спиральных канавок 7, длиной и шириной проемов 10 для оснований 11 кронштейнов 12 выполняют величиной, составляющей на сторону (100-250)% ширины спиральной канавки 7.
Отступ 28 внутрь краев удаляемого участка 26 под посадочное место кронштейна антенны относительно краев закладных выполняют величиной, составляющей (150-250)% ширины спирального ребра 16.
Отступы краев восьмиугольных окон выполняют величиной, составляющей 34 для четырех краев, параллельных спиральным ребрам 16 (40-60)% ширины спирального ребра 16 от теоретического расположения края 35 соответствующего ребра, 36 для двух краев, параллельных кольцевым ребрам 17 - (100-180)% ширины кольцевого ребра 17 от теоретического расположения края 37 соответствующего ребра, а 38 для двух краев, перпендикулярных кольцевым ребрам 17 - (700-1000)% ширины спирального ребра 16 от теоретического расположения края перекрестия 39 спиральных ребер 16.
Приборный конический отсек 1 летательного аппарата из полимерных композитов, включающий внутреннюю 3 и наружную 5 оболочки, закрепленные на диаметрально расположенных основаниях 11 кронштейны 12 активной антенны и промежуточный 4, выполненный многослойным, слой, содержащий внутренний заполненный пенопластом слой 6 сетчатой структуры, среднюю оболочку 19, слой из экранирующей сетки 20 и термозащитный слой пенопласта 25, при этом основания 11 кронштейнов 12 выполнены из прямоугольных салфеток 18, расположенных между слоями сетчатой структуры с перекрытием длиной и шириной диагоналей ромбической ячейки спиральных ребер с восьмиугольным окном, которое выполнено также во внутренней оболочке 3, в средней оболочке 19 и в экранирующей сетке 20 и в котором расположен восьмигранный кронштейн с прямоугольным в плане фланцем 32, размещенным в выемке, выполненной удалением наружной оболочки 5 и термозащитного пенопластового слоя 25, с прилеганием к экранирующей сетке 20, с лужеными припоем участками 22, к которым припаяны 21 шины 23 контактов, скрепленных винтами 33 с кронштейном 12, причем фланцы 32 кронштейнов 12 в свою очередь скреплены с основаниями 11 винтами 40.
Пример конкретного исполнения способа заключается в том, что при фрезеровке окна, края 30, 31 выполняют с отступами 34, 36, 38 от разметки теоретических краев ребер 35, 37, 39, которые наносят на место фрезеровки (заносят в память станка с программным управлением), сдвигая габариты восьмиугольной ячейки, свободной от салфеток закладных, так как при наличии последних волокна 29 ребер 16, 17 укладываются с отклонением от траектории намотки (из-за отсутствия канавок) и дополнительно смещаются («расплющиваются») при размещении их между салфетками с обжатием последними также при предусмотренном технологией обжатии оболочки во время ее термообработки.
Пример конкретного исполнения отсека 1 заключается в том, что экранирующая сетка 20 является рабочим приемо-передающим элементом антенны, а основными токопроводящими элементами сигнала к соответствующим приборам являются контакты шин 23 и кронштейны 12, при этом для обеспечения сигнала максимальной мощности, последние размещены в окнах максимального, без повреждения волокон 29 ребер 16, 17 несущей сетчатой оболочки, сечения, то есть с обеспечением минимального электрического сопротивления рабочей части кронштейна, вписанной в соответствующее окно.
Приборный отсек 1 работает следующим образом. При воздействии на летательный аппарат электромагнитного излучения, воздействие на электронику, расположенную в полости приборного отсека 1, значительно ослаблено за счет наличия экранирующего слоя из металлической (электропроводящей) сетки 20 с контактами шин 23.
При работе сетки 20 в качестве приемо-передающего элемента антенны, для передачи сигнала максимальной мощности использованы кронштейны 12, вписанные в максимальную площадь межреберной ячейки с обеспечением несущей способности сетчатой оболочки без повреждения волокон 29 последней.
Таким образом, использование изобретения позволит создать технологичную конструкцию отсека с повышенной надежностью его работы, что и подтверждает использование по назначению. Осуществимость изобретения подтверждена положительными результатами испытаний образцов и фрагментов конструкций, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим, новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА В ВИДЕ ОБОЛОЧКИ ВРАЩЕНИЯ ЯЧЕИСТОЙ СТРУКТУРЫ И ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА В ВИДЕ ОБОЛОЧКИ ВРАЩЕНИЯ ЯЧЕИСТОЙ СТРУКТУРЫ | 2015 |
|
RU2601972C1 |
| ОБОЛОЧКА ОТСЕКА ГЕРМЕТИЧНОГО ФЮЗЕЛЯЖА МАГИСТРАЛЬНОГО САМОЛЕТА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475412C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА В ВИДЕ ОБОЛОЧКИ ВРАЩЕНИЯ И ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА В ВИДЕ ОБОЛОЧКИ ВРАЩЕНИЯ | 2015 |
|
RU2602114C1 |
| ПАНЕЛЬ КАРКАСОВ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2023 |
|
RU2834066C2 |
| Адаптер для нескольких полезных нагрузок в виде оболочки из полимерных композиционных материалов | 2020 |
|
RU2749468C1 |
| ОБОЛОЧКА ОТСЕКА ГЕРМОФЮЗЕЛЯЖА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2558493C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОПРАВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ ПЛАНЕРА САМОЛЕТА И ЭЛЕМЕНТЫ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312790C1 |
| ПОДКРЕПЛЕННАЯ ОБОЛОЧКА ВРАЩЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2486101C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ С ГАЗОХОДОМ И КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ С ГАЗОХОДОМ | 2015 |
|
RU2574702C1 |
Изобретение относится к области машиностроения к оболочечным конструкциям из полимерных композиционных материалов и может быть использовано при создании корпусов и отсеков летательных аппаратов, применяемых в ракетной и авиационной технике. Технической задачей, на решение которой направлены заявляемые изобретения, является создание технологичной конструкции отсека с повышенной надежностью его работы. Согласно способу, на конической оправке формируют внутреннюю оболочку, промежуточный слой и наружную оболочку. Для формирования промежуточного слоя наносят первый пенопластовый слой и по специальной программе в пенопласте фрезеруют спиральные и кольцевые канавки, вырезают проемы для закладных, в частности, прямоугольные в плане проемы для оснований кронштейнов активной антенны, перекрывающие длиной и шириной диагонали ромбических ячеек из спиральных канавок. Наматывают в канавки спиральные и кольцевые ребра сетчатой структуры, укладывая между слоями сетчатой структуры салфетки, соответствующие по размерам проемам для закладных. Наматывают сплошные спирально-кольцевые витки средней оболочки. Укладывают экранирующую сетку с припаянными к луженым припоем участкам шинами с антиадгезионным покрытием контактов антенны. Наносят второй термозащитный слой пенопласта. После термообработок и снятия заготовки с оправки формируют посадочные места для кронштейнов антенны. В экранирующей сетке, в закладных оснований и во внутренней оболочке фрезеруют окна без повреждения расположенных между салфетками волокон спиральных и кольцевых ребер сетчатой структуры. Устанавливают восьмигранный кронштейн антенны с прямоугольным в плане фланцем с закреплением на кронштейне винтами шин контактов антенны с удалением их антиадгезионного покрытия. 2 н. и 4 з.п. ф-лы, 7 ил.
1. Способ изготовления приборного конического отсека летательного аппарата из полимерных композитов, при котором на конической оправке формируют внутреннюю оболочку, промежуточный слой и наружную оболочку, при этом для формирования промежуточного слоя наносят первый пенопластовый слой и по специальной программе в пенопласте фрезеруют спиральные и кольцевые канавки, вырезают проемы для закладных, в частности, прямоугольные в плане проемы для оснований кронштейнов активной антенны, перекрывающие длиной и шириной диагонали ромбических ячеек из спиральных канавок, наматывают в канавки спиральные и кольцевые ребра сетчатой структуры, укладывая между слоями сетчатой структуры салфетки, соответствующие по размерам проемам для закладных, наматывают сплошные спирально-кольцевые витки средней оболочки, укладывают экранирующую сетку с припаянными к луженым припоем участкам шинами с антиадгезионным покрытием контактов антенны, далее наносят второй термозащитный слой пенопласта, после термообработок и снятия заготовки с оправки, формируют посадочные места для кронштейнов антенны, для чего над закладными оснований удаляют прямоугольный в плане участок наружной оболочки и второго пенопластового слоя с освобождением и отгибанием шин контактов антенны, обеспечивая отступ внутрь краев удаляемого участка относительно краев закладных, затем в экранирующей сетке, в закладных оснований и во внутренней оболочке фрезеруют окна без повреждения расположенных между салфетками волокон спиральных и кольцевых ребер сетчатой структуры, для чего шесть краев окон располагают параллельно спиральным и кольцевым ребрам, два края - перпендикулярно кольцевым с отступом внутрь и с получением восьмиугольного в плане окна, затем устанавливают восьмигранный кронштейн антенны с прямоугольным в плане фланцем с закреплением на кронштейне винтами шин контактов антенны с удалением их антиадгезионного покрытия.
2. Способ по п. 1, отличающийся тем, что антиадгезионное покрытие шин выполняют намоткой антиадгезионной пленки, например, фторопластовой.
3. Способ по п. 1, отличающийся тем, что перекрытие диагоналей ромбических ячеек, включая узлы перекрестий спиральных канавок, длиной и шириной проемов для оснований кронштейнов выполняют величиной, составляющей на сторону (100-250)% ширины спиральной канавки.
4. Способ по п. 1, отличающийся тем, что отступ внутрь краев удаляемого участка под посадочное место кронштейна антенны относительно краев закладных выполняют величиной, составляющей (150-250)% ширины спирального ребра.
5. Способ по п. 1, отличающийся тем, что отступы краев восьмиугольных окон выполняют величиной, составляющей для четырех краев, параллельных спиральным ребрам (40-60)% ширины спирального ребра от теоретического расположения края соответствующего ребра, для двух краев, параллельных кольцевым ребрам - (100-180)% ширины кольцевого ребра от теоретического расположения края соответствующего ребра, а для двух краев, перпендикулярных кольцевым ребрам - (700-1000)% ширины спирального ребра от теоретического расположения края перекрестия спиральных ребер.
6. Приборный конический отсек летательного аппарата из полимерных композитов, включающий внутреннюю и наружную оболочки, закрепленные на диаметрально расположенных основаниях кронштейны активной антенны, и промежуточный, выполненный многослойным, слой, содержащий внутренний заполненный пенопластом слой сетчатой структуры, среднюю оболочку, слой из экранирующей сетки и термозащитный слой пенопласта, при этом основания кронштейнов выполнены из прямоугольных салфеток, расположенных между слоями сетчатой структуры с перекрытием длиной и шириной диагоналей ромбической ячейки спиральных ребер с восьмиугольным окном, которое выполнено также в средней оболочке и в экранирующей сетке и в котором расположен восьмигранный кронштейн с прямоугольным в плане фланцем, размещенным в выемке, выполненной удалением наружной оболочки и термозащитного пенопластового слоя, с прилеганием к экранирующей сетке, с лужеными припоем участками, к которым припаяны шины контактов, скрепленных винтами с кронштейном, причем фланцы кронштейнов в свою очередь скреплены с основаниями винтами.
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2099194C1 |
| АДАПТЕР В ВИДЕ СЕТЧАТОЙ ОБОЛОЧКИ ВРАЩЕНИЯ КОНИЧЕСКОЙ ФОРМЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2350818C2 |
| US 3940891 A1, 02.03.1976 | |||
| Способ намотки конических трубчатых изделий из армированных пластмасс | 1978 |
|
SU718288A1 |

