Изобретение относится к измельчению и транспортировке минерального сырья, в частности к футеровкам, и может быть использовано при изготовлении футеровочных плит различного профиля для защиты рабочих поверхностей, контактирующих с измельчаемым материалом при ударно-истирающем характере нагрузок, на предприятиях в металлургической, горной, строительной, химической и других отраслях промышленности.
Известны способы изготовления футеровочной плиты, включающие заливку под давлением эластомерного материала в пресс-форму с размещением износостойких вставок в рабочей поверхности, получаемой эластомерной основе футеровочной плиты, образуя цельную монолитную конструкцию с последующей полимеризацией эластомерного материала (см., например, патент РФ №2321459 по МПК B02C 17/22, оп. 10.04.2008. и патент РФ на пол. модель №146076, МПК B02C 17/22, оп. 27.09.2014).
Наиболее близким по технической сущности является способ изготовления футеровочной плиты, включающий заливку под давлением эластомерного материала в пресс-форму с размещением износостойких вставок в рабочей поверхности, получаемой эластомерной основе футеровочной плиты, образуя цельную монолитную конструкцию с последующей полимеризацией эластомерного материала (см. патент РФ на полезную модель №146076 по МПК B02C 17/22, оп. 27.09.2014).
Общим недостатком известных способов является невозможность изготовить футеровочную плиту со встроенным в ее тело упругим каркасом для равномерного распределения ударно-истирающих нагрузок по плите, невозможность изготовления плит сложной формы без упругого каркаса, надежно удерживающего керамические износостойкие вставки в процессе заливки эластомерным материалом и при эксплуатации.
Технический результат заключается в упрощении изготовления футеровочных изделий с высокой прочностью и долговечностью.
Технический результат достигается тем, что в способе изготовления футеровочной плиты из эластомерного материала с износостойкими свойствами, включающем заливку под давлением эластомерного материала в пресс-форму с размещением износостойких вставок в рабочей поверхности, получаемой эластомерной основе футеровочной плиты, образуя цельную монолитную конструкцию с последующей полимеризацией эластомерного материала, согласно изобретению изготовление футеровочной плиты осуществляют в два этапа, заливку производят с применением двух пластин из неполимеризованного эластомерного материала для нижней и верхней частей изделия и упругого каркаса с предварительно установленными на нем износостойкими вставками, причем на первом этапе на дно пресс-формы укладывают пластину для нижней части, в которую вдавливают упругий каркас с вставленными в него износостойкими вставками до упора износостойких вставок в дно пресс-формы, на втором этапе пластину для верхней части запрессовывают до соединения с нижним эластомерным материалом для создания цельной монолитной конструкции, а затем после полимеризации готовое монолитное изделие извлекают из пресс-формы.
При изготовлении футеровочной плиты посредством предлагаемого способа износостойкие вставки могут применяться из различного прочного материала, например керамики или металлокерамики, а упругий каркас может быть выполнен, например, в виде сетки, решетки или упругой пластины с отверстиями для износостойких вставок.
Износостойкие вставки могут быть выполнены различной формы и их установкой на упругом каркасе с жестким или нежестким креплением.
Изготовление футеровочной плиты поясняется в примере конкретного выполнения при изготовлении плоской футеровочной плиты с использованием упругого каркаса в виде металлической пластины с отверстиями для износостойких вставок, выполненных из керамики в виде усеченного конуса с буртиком в основании.
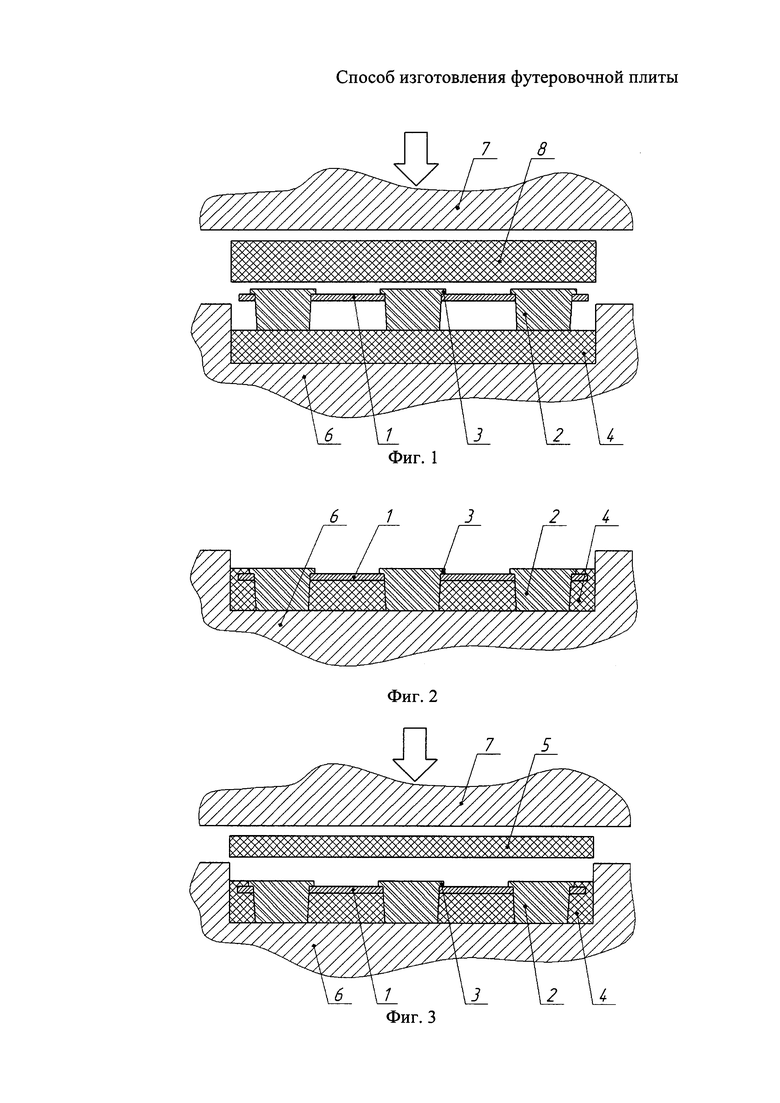
На фрагментах схематичных чертежей в разрезе поясняется поэтапное изготовление изделия. На фиг. 1 изображено исходное положение перед первым этапом; на фиг. 2 изображено положение после первого этапа; на фиг. 3 - исходное положение перед вторым этапом.
На чертежах изображены упругий каркас 1, износостойкие вставки 2 с буртиками 3, пластина для нижней части 4, пластина для верхней части 5, матрица пресс-формы 6, пуансон пресс-формы 7, прижимная упругая пластина 8.
Изготовление футеровочной плиты осуществляют в два этапа. Сначала на первом этапе на дно матрицы пресс-формы 6 укладывают пластину для нижней части 4, на которую устанавливают упругий каркас 1 со вставленными в его отверстия износостойкими вставками 2, буртики 3 которых упираются на упругий каркас 1, который предварительно обезжиривают и обрабатывают специальным клеем для улучшения адгезии.
Упругий каркас 1 с износостойкими вставками 2 закрывают прижимной упругой пластиной 8, которая надавливая с помощью прессового механизма на износостойкие вставки 2, запрессовывает их в неполимеризованный эластомерный материал пластины для нижней части 4 до дна матрицы пресс-формы 6, при этом происходит "заливка" износостойких вставок 2 и упругого каркаса 1. Затем на втором этапе прижимную упругую пластину убирают, а на ее место укладывают пластину для верхней части 5 и вдавливают до соединения с нижним слоем эластомерного материала с применением пуансона пресс-формы 7 посредством прессового механизма (на чертеже не показан).
Неполимеризованный эластомерный материал, обладая большой текучестью, заполняет под давлением все промежутки между износостойкими вставками, которые прочно закрепляются совместно с упругим каркасом в образованной монолитной конструкции из эластомерного материала. После полимеризации эластомерного материала готовое изделие извлекают из пресс-формы.
В изготовленной посредством заявляемого способа футеровочной плите упругий каркас и металлокерамические износостойкие вставки размещены в эластомерном материале, причем верхняя поверхность каждой износостойкой вставки расположена на одном уровне с эластомерной основой, образуя рабочую поверхность футеровочной плиты.
При использовании предлагаемого способа может быть применен эластомерный материал как на основе полиизопрена, бутилкаучука, полихлоропрена, неопрена, этиленвинилацетата, полиуретана, так и другой материал на основе каучуков и полимеров. Для осуществления предлагаемого способа могут быть использованы эластомерные материалы на основе каучука и полимеров с добавлением соответствующих известных химических добавок для получения изделия из эластомерного материала с износостойкими свойствами.
Предлагаемый способ позволяет получить футеровочную плиту с высокой прочностью, в которой износостойкие вставки взаимодействуют с упругим каркасом как единое целое и удерживаются в эластомерной основе до полного истирания при ударно-истирающем характере нагрузок, что повышает надежность и долговечность работы футеровочной плиты.
Предлагаемый способ позволяет упростить изготовление футеровочных изделий сложной формы под конкретные задачи и оборудование, расширяя тем самым функциональные и технические возможности изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕМЕНТ ПИРАМИДАЛЬНОЙ ФУТЕРОВКИ ДЛЯ МЕЛЬНИЧНОГО БАРАБАНА | 2022 |
|
RU2841572C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВ ПРОТИВОСКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| Износостойкая футеровка | 2020 |
|
RU2756554C1 |
| Концентрационная чаша центробежного концентратора | 2022 |
|
RU2796424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИУРЕТАНОВОЙ ШИНЫ С ПОВЫШЕННЫМИ АМОРТИЗИРУЮЩИМИ СВОЙСТВАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2641932C1 |
| Несъемная опалубка для изготовления лестниц | 2023 |
|
RU2821864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПАНЕЛЬНО-КАРКАСНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030336C1 |
| СПОСОБ КРЕПЛЕНИЯ ФУТЕРОВОЧНЫХ ПЛАСТИН ИЗ КОНСТРУКЦИОННОГО ПЛАСТИКА К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 2021 |
|
RU2762856C1 |
| ЭНЕРГОРАССЕИВАЮЩЕЕ ИЗНОСОСТОЙКОЕ КОЛЬЦО И ОТНОСЯЩИЕСЯ К НЕМУ СПОСОБЫ | 2012 |
|
RU2570311C2 |
Способ относится к области средств для измельчения или дробления различных материалов и может быть использован при изготовлении футеровочных плит различного профиля. Изготовление футеровочной плиты осуществляют в два этапа, при этом используют две пластины из неполимеризованного эластомерного материала для нижней и верхней частей изделия и упругий каркас с предварительно установленными на нем износостойкими вставками. На первом этапе на дно пресс-формы укладывают пластину для нижней части, в которую вдавливают упругий каркас с вставленными в него износостойкими вставками до упора износостойких вставок в дно пресс-формы. На втором этапе пластину для верхней части запрессовывают до соединения с нижним эластомерным материалом для создания цельной монолитной конструкции. После полимеризации готовое монолитное изделие извлекают из пресс-формы. Способ позволяет упростить изготовление футеровочных изделий, повысить надежность и долговечность работы футеровочных плит. 3 ил.
Способ изготовления футеровочной плиты, включающий заливку под давлением эластомерного материала в пресс-форму с размещением износостойких вставок в рабочей поверхности, получаемой эластомерной основе футеровочной плиты, образуя цельную монолитную конструкцию с последующей полимеризацией эластомерного материала, отличающийся тем, что изготовление футеровочной плиты осуществляют в два этапа, заливку производят с применением упругого каркаса для износостойких вставок и двух пластин из неполимеризованного эластомерного материала для нижней и верхней частей изделия, причем на первом этапе на дно пресс-формы укладывают пластину для нижней части, в которую вдавливают упругий каркас с предварительно вставленными в него износостойкими вставками до упора в дно пресс-формы, после чего на втором этапе пластину для верхней части запрессовывают до соединения с упругим каркасом и пластиной для нижней части, образуя цельное монолитное изделие, которое после полимеризации эластомерного материала извлекают из пресс-формы.
| Устройство для измерения температуры вращающихся объектов | 1961 |
|
SU146076A1 |
| ФУТЕРОВКА БАРАБАННОЙ МЕЛЬНИЦЫ | 2006 |
|
RU2321459C1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Футеровка шаровых мельниц | 1980 |
|
SU948439A1 |
| ФРИКЦИОННЫЙ КЛИН ТЕЛЕЖКИ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2018 |
|
RU2674220C1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

