Заявляемый объект относится к области металлургии, технике брикетирования, основанного на обработке давлением сыпучих материалов.
Из уровня техники известны устройства для брикетирования сыпучих материалов плунжерного типа. Такие устройства состоят из пуансона и контейнера, в который загружается сыпучая среда. Воздействуя с помощью пуансона на сыпучую среду, добиваются ее уплотнения и придания ей необходимой формы, чаще всего цилиндра [1].
Однако устройства плунжерного типа являются малопроизводительными, к тому же в закрытых объемах приходится сжимать не только сыпучий материал, но и воздух, что создает дополнительное сопротивление для привода [2]. Предметом оптимизации процесса является также конфигурация брикета, с учетом его неоднородного строения [3].
Более производительным оборудованием являются прокатные станы для уплотнения сыпучей среды [4]. Устройство для прокатки состоит из двух валков, размещенных в общей станине и имеющих привод вращения. Недостаток прокатных станов заключается в получении плоского проката, который неудобно использовать при дальнейшей переработке вместо брикетов правильной и единообразной формы.
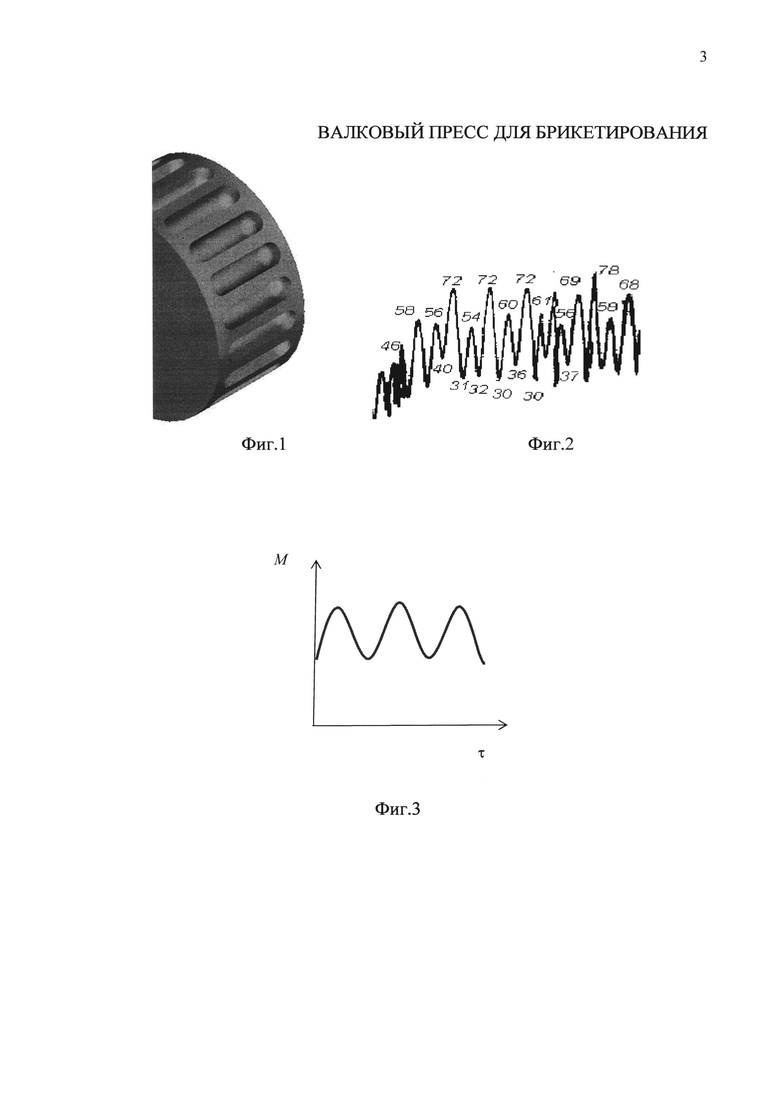
Этот недостаток устранен при создании валковых брикетировочных прессов [5-8]. Валковый брикетировочный пресс включает станину и размещенные в ней на осях с возможностью вращения валки, снабженные формующими ячейками и имеющими привод вращения. Формующие ячейки могут быть расположены по длине окружности валка в один ряд [9] либо в несколько рядов. При расположении ячеек в один ряд (фиг. 1) возникают динамические удары на привод пресса, которые обусловлены изменением нагрузки при обжатии материала поверхностью самих ячеек или перемычками между ячейками. Это является недостатком устройств-аналогов. На фиг. 2 изображена осциллограмма вращающих моментов (значения в кНм), записанная на реальном брикетировочном прессе с трехрядным расположением ячеек [11, с. 155]. Как видно из осциллограммы, максимальный момент может отличаться от минимального в 2…2,5 раза, что создает циклические нагрузки на привод. Постоянные различия в нагрузках создают неблагоприятные условия для работы деталей, передающих вращающие моменты (шпиндели, муфты, шпоночные соединения и др.), и они раньше времени выходят из строя.
В некоторых случаях удается снизить неравномерную нагрузку на привод рационализацией размещения ячеек со сдвигом рядов относительно друг друга, что описано в статье [10].
Из уровня техники известен также валковый пресс для брикетирования, устройство которого описано в книге [11, с. 33-34] с уточнением формы ячеек на с. 160.
Валковый пресс для брикетирования по прототипу включает станину и размещенные в ней с возможностью вращения валки, имеющие привод и снабженные рядом последовательно расположенных по окружности валка формующих ячеек, имеющих со стороны поверхности валка профиль плоского овала. Форма ячеек в прессе по прототипу показана на фиг. 1.
Термин «плоский овал» здесь использован из технологии прокатного производства. Так обозначают профиль в виде овала, удлиненные стороны которого выполнены в виде параллельных линий. Производственный термин, иногда применяемый для описания формы брикетов, получаемых в ячейках такой формы, звучит как «карандаши».
Применение узких ячеек позволяет снизить удары на привод пресса, но поскольку перемычки между ячейками остаются, то полностью избавиться от указанного недостатка не удается. Стилизованное изображение циклического изменения вращающего момента в функции времени показано на фиг. 3. Таким образом, недостатком прототипа является неравномерная нагрузка на привод валкового пресса.
Техническая задача, решаемая заявителем, - обеспечить равномерность нагрузки привода брикетировочного пресса.
Валковый пресс для брикетирования включает станину и размещенные в ней с возможностью вращения валки, имеющие привод и снабженные рядом последовательно расположенных по окружности валка формующих ячеек, имеющих со стороны поверхности валка профиль плоского овала. Пресс отличается тем, что длинная ось плоского овала развернута относительно образующей валка на определенный угол, что показано на фиг. 4.
Угол определяется формулой γ=arcsin(b>/m), где b - шаг между ячейками, m - длина длинной оси плоского овала.
По длине валка может быть размещен дополнительный ряд формующих ячеек, у которых длинная ось плоского овала развернута относительно образующей валка на угол, определяемый формулой δ=-γ.
Ряды формующих ячеек, у которых длинная ось плоского овала развернута относительно образующей валка на углы γ и δ могут чередоваться вдоль образующей валка.
Сущность предлагаемого изобретения состоит в том, что при вращении валка с развернутыми длинными осями овала фронт очага деформации плавно перемещается от одного торца валка к другому торцу. Поэтому нагрузка на привод остается постоянной (фиг. 5). При этом кинематика процесса объемной деформации брикета должна обеспечить непрерывность процесса, то есть в момент окончания брикетирования предыдущего брикета должен начаться процесс формирования следующего брикета.
На фиг. 6 показано расположение ячеек на развертке боковой поверхности валка по предлагаемому техническому решению. В отличие от прототипа длинная ось плоского овала АВ ячейки развернута на угол γ относительно образующей валка NN. Две соседние ячейки расположены друг от друга на расстоянии АА', что равно шагу b между всеми ячейками, расположенными на валке.
На развертке боковой поверхности валка следует рассмотреть прямоугольный треугольник ABC (фиг. 6), в котором роль короткого катета выполняет шаг между ячейками b, а роль гипотенузы выполняет длина длинной оси плоского овала m. Угол при вершине А треугольника равен γ.
Отношение противолежащего катета к гипотенузе является синусом угла разворота длинной оси плоского овала относительно образующей валка: sin γ=b/m, откуда

При угле γ меньшем, чем предписано формулой (∗), будет повторяться ситуация, характерная для прототипа, а при угле γ большем, чем предписано формулой (∗), в действие будут вступать следующие ячейки, что также приведет к повышенным колебаниям вращающего момента. При выполнении условия (∗) достигается решение технической задачи.
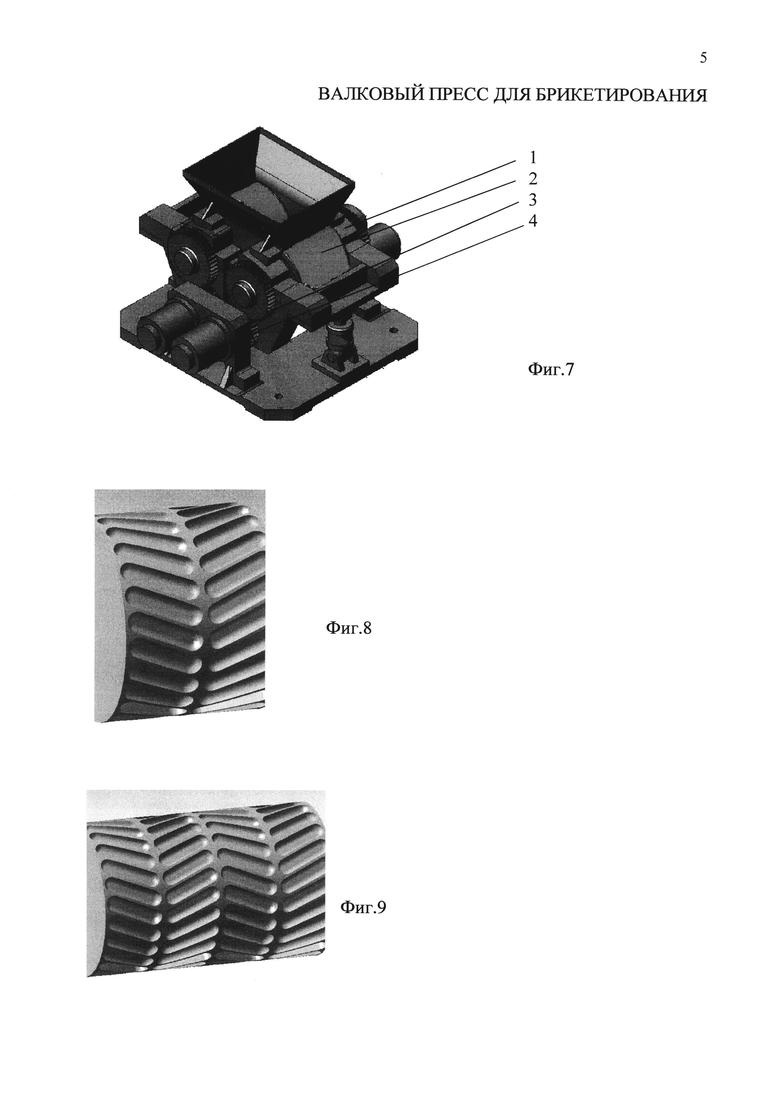
На фиг. 1 изображен вид рабочей поверхности валка по прототипу. На фиг. 2 представлена осциллограмма колебаний вращающего момента при брикетировании и трехрядном выполнении ячеек в соответствии с аналогом. На фиг. 3 представлено стилизованное изображение зависимости вращающего момента от времени для устройства по прототипу. Фиг. 4 отображает рабочую поверхность валка в прессе заявляемой конструкции, а на фиг. 5 изображена соответствующая этому случаю зависимость момента от времени. На фиг. 6 приведена развертка боковой поверхности валка с расположенными на ней ячейками по предлагаемому решению. На фиг. 7 приведен общий вид валкового пресса. На фиг. 7 приведен вариант двухрядного исполнения ячеек, а на фиг. 8 - четырехрядного исполнения.
Предлагаемое устройство включает станину 1 и размещенные в ней с возможностью вращения валки 2, имеющие привод в виде зубчатой передачи 3, соединенной с электродвигателями 4. Валки снабжены рядом последовательно расположенных по окружности валка формующих ячеек (на этом виде не показаны), имеющих со стороны поверхности валка профиль плоского овала. На фиг. 6 показано расположение ячеек на развертке боковой поверхности валка. Длинная ось плоского овала АВ ячейки развернута на угол γ относительно образующей валка NN. Две соседние ячейки расположены друг от друга на расстоянии АА', что равно шагу b между всеми ячейками, расположенными на валке, длинная ось плоского овала каждой формующей ячейки развернута относительно образующей валка на угол, определяемый формулой γ=arcsin(b/m).
При конкретных значениях шага между ячейками b=15 мм и длине длинной оси овала m=100 мм по формуле (∗) получим y=arcsin(15/100)=0,15057 рад или 8,6 градуса. При меньшей длине ячейки m=60 мм получим 0,25268 рад или 14,5 градуса.
При заполнении ячеек сыпучим материалом часть его размещается в объеме, образованном двумя оппозитно расположенными ячейками, а часть попадает на стык соседних ячеек, создавая фронт повышенных механических напряжений сжатия. При вращении валков этот фронт постепенно перемещается от одного торца валка к другому, не создавая пульсаций нагрузок.
Для ликвидации осевой составляющей усилия на валок пресса предлагается сбалансировать это усилие противоположно направленным усилием, возникающим при ориентации ячеек с противоположным по знаку углом наклона, что отражено на фиг. 8. Симметричность двух рядов расположения ячеек относительно центра боковой поверхности валка полностью ликвидирует осевую компоненту усилия деформации.
Этот принцип может быть расширен путем чередования рядов ячеек с противоположно направленными углами их наклона относительно оси валка, что отображено на фиг. 9 на примере четырехрядного расположения.
Таким образом, здесь показано, что применение устройства позволяет решить поставленную техническую задачу: обеспечить равномерность нагрузки привода брикетировочного пресса.
Источники информации
1. А.с. СССР №1315134. Способ изготовления заготовок из металлических порошков / Логинов Ю.Н., Богатов А.А. МПК B22F 3/02. Заявка №3958836/31 от 26.08.1986. Опубл. 07.06.1988. БИ №21.
2. Логинов Ю.Н. Влияние газовой фазы на процессы брикетирования. Сталь, 2000, №8. С. 80-82.
3. Патент РФ №2100204. Способ брикетирования сыпучих материалов / Логинов Ю.Н., Буркин С.П., Бабайлов Н.А., Сергеев Д.М. Заявка №96119095/02(025551). МПК В30В 11/00. Опубл. 27.12.1997. БИ №36.
4. А.с. СССР №908530. Устройство для прокатки порошка / Хайкин Б.Е., Логинов Ю.Н., Паршаков С.И. Заявка №2890355/22-02 от 06.03.1980. МПК В22F 3/18. Опубл. 28.02.1982. БИ №08.
5. Патент РФ №2093364. Валковый брикетировочный пресс / Буркин С.П., Логинов Ю.Н., Бабайлов Н.А., Полянский Л.И Заявка №96103789/02. МПК В30В 11/18. Опубл. 20.10.1997 БИ №29.
6. Патент РФ №2100204. Способ брикетирования сыпучих материалов / Буркин С.П., Бабайлов Н.А., Сергеев Д.М. Заявка №96119095/02(025551). МПК В30В 11/00, Опубл. 27.12.1997. БИ №36.
7. Патент РФ №2116201. Валок брикетировочного пресса / Буркин С.П., Логинов Ю.Н., Бабайлов Н.А., Полянский Л.И., Сергеев Д.М. Заявка №95122609/02(038715). МПК В30В 11/18. Опубл. 27.07.1998. БИ №21.
8. Патент РФ №2306226. Валковый пресс для брикетирования сыпучих материалов / Буркин С.П., Логинов Ю.Н., Полянский Л.И., Бабайлов Н.А., Исхаков Р.Ф. Заявка №2006112384/02 от 13.04.06. МПК В30В 11/18. Опубл. 20.09.2007. БИ №26.
9. Burkin S.P., Loginov Yu.N., Babajlov N.A. Modeling the roll briquetting of the granular materials. Steel in Translation. 1997. №11. C. 65-67.
10. Буркин С.П., Бабайлов Н.А., Логинов Ю.Н., Щипанов А.А. Оптимальное размещение ячеек валков брикетировочного пресса. Сталь. 1997. №5. С. 68-70.
11. Логинов Ю.Н., Буркин С.П., Бабайлов Н.А., Полянский Л.И. Механика валкового брикетирования сыпучих материалов. Екатеринбург: АМБ. 2011. 304 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВЫЙ УЗЕЛ ПРЕССА ДЛЯ БРИКЕТИРОВАНИЯ | 2019 |
|
RU2731626C2 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2006 |
|
RU2306226C1 |
| БРИКЕТ ДЛЯ ЛЕГИРОВАНИЯ АЛЮМИНИЕВОГО СПЛАВА | 2015 |
|
RU2590441C1 |
| ВАЛОК БРИКЕТИРОВОЧНОГО ПРЕССА | 1995 |
|
RU2116201C1 |
| КОМПЛЕКС ДЛЯ ПЕРЕРАБОТКИ БОКСИТОВ | 2016 |
|
RU2682359C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2450928C2 |
| ВАЛКОВЫЙ БРИКЕТИРОВОЧНЫЙ ПРЕСС | 1996 |
|
RU2093364C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450929C2 |
| ВАЛКОВЫЙ БРИКЕТИРОВОЧНЫЙ ПРЕСС | 2011 |
|
RU2465142C2 |
| ПРЕСС ВАЛКОВЫЙ ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450930C2 |

Изобретение относится к области обработки давлением и может быть использовано в оборудовании для брикетирования. Валковый пресс содержит станину, на которой размещены с возможностью вращения от привода валки. Валки выполнены с рядом формующих ячеек в форме плоского овала, последовательно расположенных по окружности валка. Длинная ось плоского овала каждой ячейки развернута относительно образующей валка на угол γ=arcsin(b/m), где b - шаг между ячейками, m - длина длинной оси овала. По длине валка может быть размещен дополнительный ряд формующих ячеек. Ось плоского овала ячеек дополнительного ряда развернута относительно образующей валка на угол δ=-γ. Ряды формующих ячеек, у которых длинная ось плоского овала развернута относительно образующей валка на углы γ и δ, расположены с чередованием вдоль образующей валка. В результате обеспечивается равномерность нагрузки привода пресса. 2 з.п. ф-лы, 9 ил.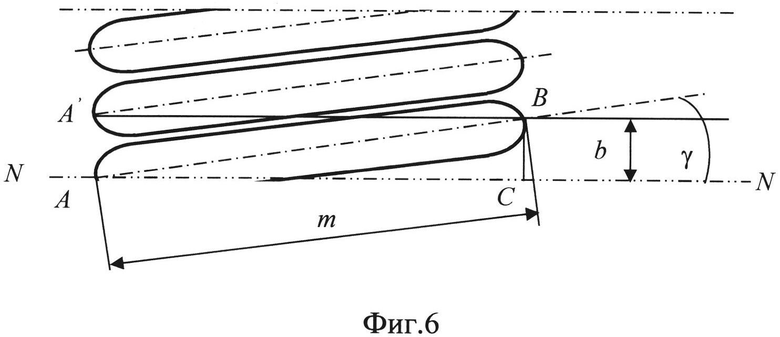
1. Валковый пресс для брикетирования, содержащий станину и размещенные в ней с возможностью вращения валки, оснащенные приводом и выполненные с рядом последовательно расположенных по окружности каждого валка формующих ячеек, имеющих на поверхности валка профиль плоского овала, отличающийся тем, что длинная ось плоского овала каждой формующей ячейки развернута относительно образующей валка на угол, определяемый формулой γ=arcsin(b/m), где b - шаг между формующими ячейками, m - длина длинной оси овала.
2. Валковый пресс по п. 1, отличающийся тем, что валки выполнены с размещенным по длине валка дополнительным рядом формующих ячеек в форме плоского овала, длинная ось которого развернута относительно образующей валка на угол δ=-γ.
3. Валковый пресс по п. 1, отличающийся тем, что валки выполнены с размещенными по длине валка дополнительными рядами формующих ячеек в форме плоского овала, длинная ось которого развернута относительно образующей валка на угол γ, и дополнительными рядами формующих ячеек в форме плоского овала, длинная ось которого развернута относительно образующей валка на угол δ=-γ, при этом ряды формующих ячеек, у которых длинная ось плоского овала развернута относительно образующей валка на углы γ и δ, расположены с чередованием вдоль образующей валка.
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2006 |
|
RU2306226C1 |
| Валковый пресс для брикетирования порошкообразных материалов | 1989 |
|
SU1655807A2 |
| ВАЛОК БРИКЕТИРОВОЧНОГО ПРЕССА | 1995 |
|
RU2116201C1 |
| АППАРАТ ДЛЯ МЕМБРАННОГО КОНЦЕНТРИРОВАНИЯ | 2011 |
|
RU2505346C2 |
| JPS 6164327 A, 02.04.1986. | |||

