Изобретение относится к изготовлению брикетов из сыпучих и пластичных материалов и может быть использовано в металлургической, угольной, горнорудной промышленности.
Известны конструкции валковых брикетировочных прессов для формования брикетов из сыпучих материалов. Прессы содержат пару валков, имеющих возможность вращения от привода во встречном направлении и расположенных в станине. На поверхности валков выполнены чередующиеся углубления, которые при вращении валков захватывают сыпучий материал и формуют брикеты.
Для снижения затрат при ремонте в некоторых конструкциях прессов углубления выполняют не в самом валке, а в легкосъемных элементах различной конструкции. Так, в [3] формообразующий элемент выполнен в виде решетчатого кольца со сквозными ячейками по форме брикета, охватывающего один из валка с возможностью обкатывании вокруг него. Недостаток такой конструкции заключается в том, что при повреждении одной ячейки приходится менять все решетчатое кольцо, что обуславливает малую ремонтопригодность установки в целом.
По [4] валки содержат рубашку, состоящую из отдельных сегментов. На сегментах со стороны, обращенной к валку, расположены опорные лапки, между которыми имеются выточки, что позволяет собирать отдельные элементы "в замок". Сам сегмент содержит несколько рядов ячеистых углублений, расположенных в шахматном порядке [5, рис. 37] . Ячейки в сегментах могут иметь различную форму, от этого зависит форма получаемых при прессовании брикетов, а также способ изготовления ячеек в сегментах.
Наиболее близким по технической сущности к заявляемому объекту является техническое решение, описанное в [5, с.82-83], в котором валок брикетировочного пресса содержит опорную цилиндрическую ось с шейками, на которую по длине окружности опираются сегментные призматические вставки с выполненными в них ячейками и средство закрепления вставок на оси валка. Вставки непосредственно соприкасаются с уплотняемым материалом и поэтому выполняют роль инструмента. Поскольку на контактной поверхности действуют относительно высокие нормальные давления и напряжения трения и развито скольжение уплотняемой среды, то инструмент подвергается интенсивному износу и возникает необходимость его ремонта. При попадании в зазор между валками вместе с шихтой крупных твердых предметов возможно скалывание образующих ячейки поверхностей, что также приводит к необходимости ремонта. Ячейки представляют собой углубления в плоской или радиальной поверхности вставок. Для того чтобы готовые брикеты не защемлялись в ячейках поверхность самих углублений делают с радиальными сопряжениями, иногда по довольно сложным поверхностям (округлой, яйцевидной, с плоскорадиальными гранями [6, с. 205-214] и др.), поэтому форма углублений не может быть изготовлена простым инструментом - сверлом или цилиндрической фрезой, что приводит к невозможности изготовления их обработкой резанием, в результате вынуждены для придания нужной формы использовать литье. Это ограничивает выбор материала для изготовления этого инструмента литейными марками сталей и чугунов и ограничивает возможности упрочнения этого материала, например, пластической деформацией. Кроме того, не на каждом предприятии имеется возможность осуществлять отливку инструмента, более распространенным и доступным методом изготовления инструмента является обработка резанием. Указанные обстоятельства не позволяют достичь требуемого технического результата: упрощения технологии изготовления инструмента и повышения уровня его ремонтопригодности.
По изобретению предлагается каждую ячейку образовывать двумя оппозитно расположенными каналами с цилиндрическими поверхностями, выполненными в двух соседних вставках наклонно к поверхности контакта вставок и перпендикулярно оси валка. Угол наклона цилиндрических поверхностей зависит от характеристик уплотняемой шихты и наличия в ней пластификаторов и склеивающих добавок, поэтому не может быть установлен как универсальный параметр. Выполнение ячеек в виде цилиндрических поверхностей позволяет использовать для их изготовления серийно выпускаемый инструмент - цилиндрические фрезы и широко распространенное и легко доступное фрезерное или даже токарное оборудование, что позволяет достичь технического результата: упрощения технологии изготовления инструмента и повышения уровня его ремонтопригодности. При этом, как это будет показано в примере конкретно выполнения, форма брикета удовлетворяет требованиям потребителей.
Для повышения производительности пресса при многорядном шахматном расположении ячеек каждая вставка может иметь несколько наклонных каналов, расположенных вдоль образующей валка, с попеременным направлением наклона.
Между двумя соседними вставками с наклонными каналами может быть расположена вставка с цилиндрическим каналом, выполненным перпендикулярно плоскости, проходящей через ось валка. Это предложение позволяет улучшить форму брикета за счет увеличения угла наклона образующей брикета с входной и выходной сторон и утолщения его в этих областях, что, как известно из результатов исследований [6, с.204], снижает вероятность осыпания уплотняемого материала.
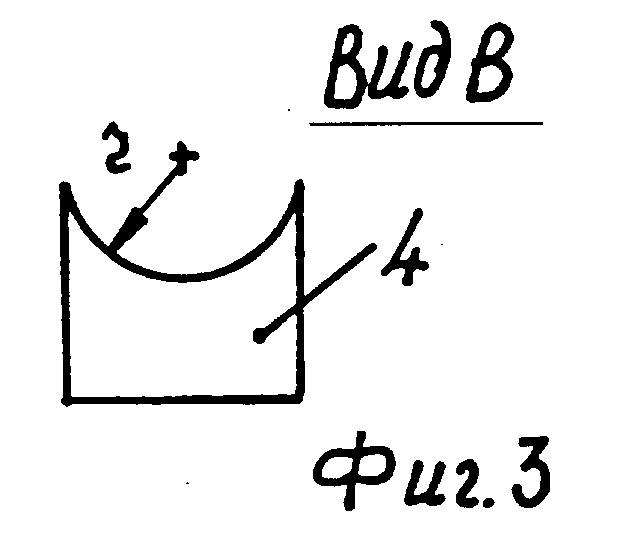
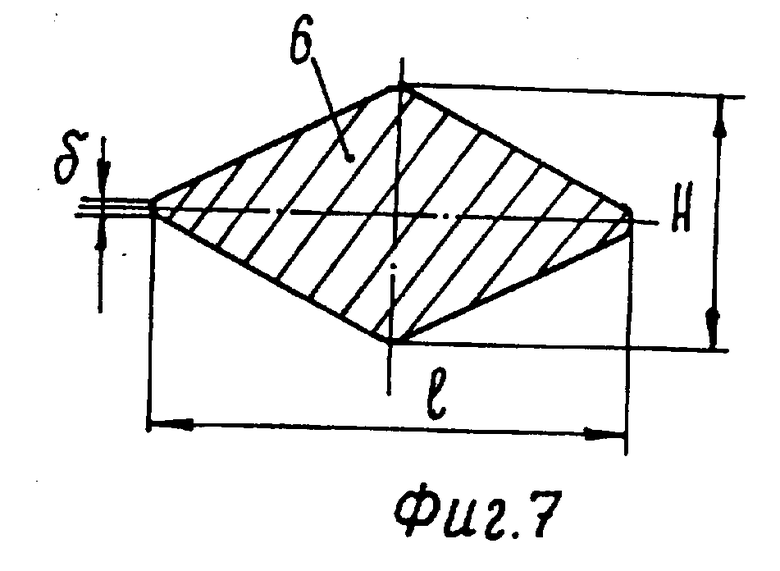
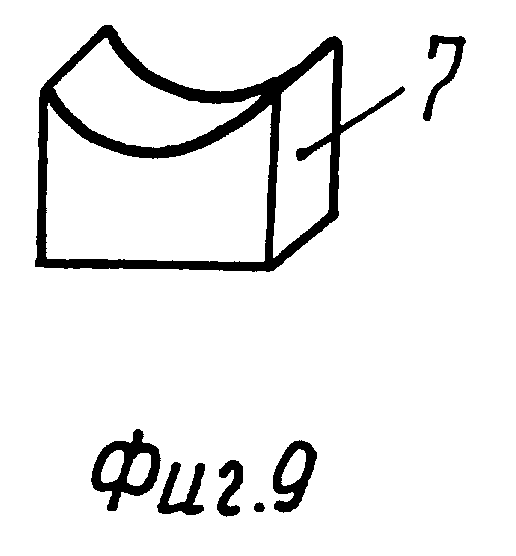
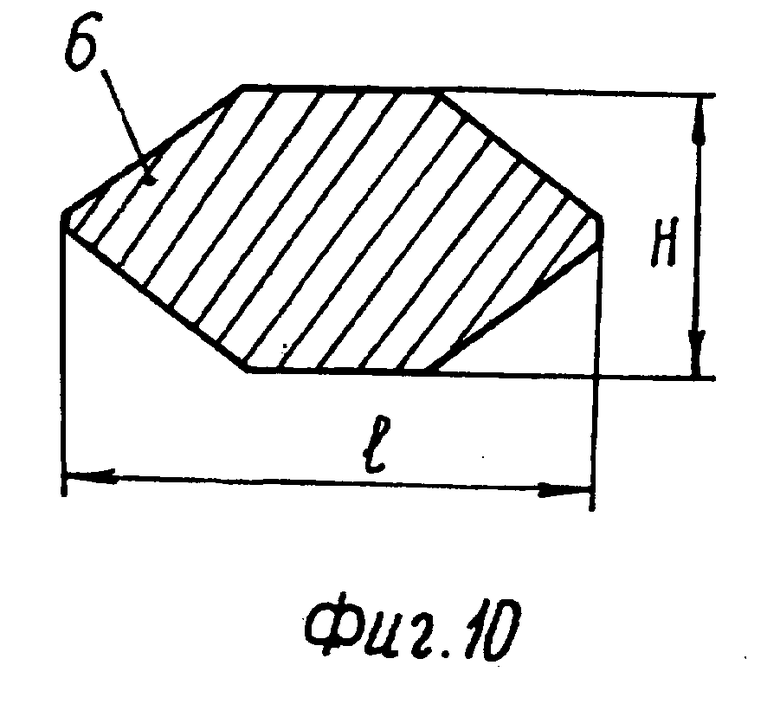
На фиг. 1 представлена общая схема валкового узла, включающего описанные выше валки; на фиг. 2 - поперечный разрез вставки; на фиг. 3 - профиль канала в этой вставке; на фиг. 4 - увеличенный вид места соединения вставок на валке; на фиг. 5 - в изометрии вставка с попеременным по направлению расположением цилиндрических каналов; на фиг. 6 - расчетная схема для определения профиля получаемого брикета; на фиг. 7 - профиль продольного сечения брикета; на фиг. 8 - конфигурация инструмента при наличии дополнительных вставок с цилиндрическим каналом, выполненным перпендикулярно плоскости, проходящей через ось валка; на фиг. 9 - вид вставки; на фиг. 10 - профиль продольного сечения брикета, получаемого в таком инструменте.
Валок 1 и валок 2 (фиг.1) составляют валковый узел брикетировочного пресса. Собственно валок содержит опорную цилиндрическую ось 3 с шейками, на которую по длине окружности опираются сегментные призматические вставки, например 4 и 5, с выполненными в них ячейками и средство закрепления вставок на оси валка, например, болтовым соединением (не показано). Каждая ячейка образована двумя оппозитно расположенными каналами с цилиндрическими поверхностями. Последние выполнены в двух соседних вставках, например 4 и 5, наклонно к поверхности контакта вставок и перпендикулярно оси валка. При вращении валка ячейки образуют полость, в которой формуется брикет 6. При взгляде на вставку 4 по стрелке B (фиг.2) будет видна цилиндрическая поверхность радиуса r (фиг. 3). Понятно, что такую поверхность можно получить простым фрезерованием призмы обычной цилиндрической фрезой диаметра, равного величине 2r, что намного упрощает процесс изготовления инструмента. В одной вставке может быть расположено по два канала наклонно к поверхности контакта вставок, но под противоположными углами наклона, как это показано на фиг. 2, что позволяет сократить количество вставок на каждом валке.
Однако при таком двустороннем расположении каналов невозможно обеспечить расположение ячеек в шахматном порядке, т.е. использовать широкоизвестный из практики брикетирования прием, позволяющий повысить производительность оборудования. Для увеличения производительности при многорядном расположении ячеек по поверхности валка в шахматном порядке каждая вставка может иметь несколько наклонных каналов, расположенных вдоль образующей валка, с попеременным направлением наклона (фиг.4, 5). В этом случае по окружности валка в поперечном его сечении (фиг. 4) происходит чередование углов наклона последовательно вставок 4, 4а, 5, 5а, причем вдоль длины вставки 4 направление наклона меняется на противоположное (фиг. 5), сами же цилиндрические поверхности получаются проходом цилиндрической фрезы диаметром 2r, что, как и в предыдущем варианте, позволяет упростить изготовление инструмента.
Оценим форму получаемого брикета. Для этого назначим центр полярных координат ρ0ϕ на оси валка 0 (фиг.6), здесь же назначим центр декартовых прямоугольных координат x0y. Уравнение прямой AB, ограничивающей профиль ячейки, в декартовых координатах записывается как
y = a + b • x, (1)
где
a и b - коэффициенты уравнения прямой. Неудобство такого представления прямой заключается в том, что при повороте валка коэффициенты a и b изменяют свои значения. Поэтому переведем уравнение (1) в полярные координаты, для чего воспользуемся известными в математике соотношениями
x=ρ•cosϕ;...y=ρ•sinϕ, (2)
где
ϕ - угол между полярной осью, совпадающей с осью абсцисс и текущим полярным радиусом ρ , характеризующим положение текущей точки M. Запишем нормальное уравнение прямой в декартовых координатах
x•cosα+y•sinα-p=0, (3)
где
α - угол, образованный с осью 0x перпендикуляром к прямой, проведенной из начала координат;
p - расстояние прямой от начала координат (отрезок OS).
Такое представление прямой удобно тем, что параметр p в отличие от коэффициентов a и b остается постоянным по мере вращения валка. Учтем, что p = R•cos α , где R - радиус валка. Подставим в (3) формулы (2) и найдем ρ
Половина текущего расстояния между поверхностями валков определяется как
hi=δ/2+R-ρ , (5)
где
δ - расстояние между гребнями ячейки.
При вращении валка полярный радиус ρ будет определять половину текущей высоты брикета, таким образом, с учетом (4)
где
ϕ изменяется в пределах 0... γ ,
здесь γ - центральный угол, характеризующий длину вставки, при отсутствии перемычек между вставками он должен быть согласован с количеством ячеек по длине окружности валка n:
γ=2•π/(2•n)=π/n , (7)
откуда можно найти длину ячейки
l=2•γ•R,... (8)
при этом длина ячейки не может быть любой, а должна укладываться в длину окружности валка кратное число раз. Таким образом, для определения высоты брикета без учета упругого расширения после снятия нагрузки в формулу (6) следует подставить значение угла γ , найденного из формулы (8) с учетом условия кратности (7)
При расчете размеров брикета из реального материала следует учесть упругие характеристики этого конкретного материала и определить упругое последействие.
В качестве примера приведем расчет профиля продольного сечения брикета при следующих исходных параметрах: радиус валка R = 300 мм, количество ячеек на валке n = 31. По формуле (7) рассчитаем γ = 5,81o или 0,101 рад. Назначим α = 30o, зазор между валками δ = 2 мм, и по формуле (6) с шагом Δϕ = 0,02 рад рассчитаем профиль продольного сечения получаемого брикета (таблица). Здесь x является линейной координатой, откладываемой вдоль длины брикета. В соответствии с данными таблицы в масштабе 1:1 на фиг. 7 изображен профиль продольного сечения получаемого брикета 6. Как видно из фиг.7, несмотря на наличие в формулах тригонометрических функций, профиль брикета напоминает ромбический, что является приемлемым для потребителей.
Между двумя соседними вставками с наклонными каналами может быть расположена вставка 7 с цилиндрическим каналом, выполненным перпендикулярно плоскости Q (фиг.8), проходящей через ось валка. Профиль криволинейной поверхности этой вставки (фиг. 9) также может быть выполнен обычной цилиндрической фрезой, что упрощает изготовление инструмента. Профиль получаемого брикета 6 (фиг. 10) получается с двумя параллельными гранями и четырьмя наклонными, в результате входные и выходные кромки брикета удается сделать более толстыми, что снижает вероятность осыпания уплотняемого материала.
Техническим результатом от применения заявляемого устройства является улучшение ремонтопригодности инструмента вследствие упрощения изготовления криволинейных поверхностей быстроизнашиваемых деталей с использованием широкодоступного и относительно недорогого оборудования.
Источники информации
1.Равич Б.М. Брикетирование в черной и цветной металлургии. -М.: Металлургия, 1975, с. 232.
2. Елишевич А.Т. Брикетирование полезных ископаемых. -Киев: Одесса: Лыбидь, 1990, с. 296.
3. Патент РФ N 2010726. Валковый брикетный пресс. МКИ B 30 B 11/20, 11/00, заявл. 24.06.91, опубл. БИ N 7, 1994.
4. Заявка ФРГ N 2055147. Валковый пресс. МКИ B 30 B 11/18, опубл. 03.04.75, заявл. 10.11.74.
5. Равич Б. М. Брикетирование руд и рудно-топливных шихт.-М.: Недра, 1968, с. 122.
6. Сарматов М.И. Элементы теории и расчета процессов брикетирования. -М. : Углетехиздат, 1954, с. 240.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВЫЙ БРИКЕТИРОВОЧНЫЙ ПРЕСС | 1996 |
|
RU2093364C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2006 |
|
RU2306226C1 |
| СПОСОБ БРИКЕТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1996 |
|
RU2100204C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ | 2015 |
|
RU2590435C1 |
| ВАЛКОВЫЙ УЗЕЛ ПРЕССА ДЛЯ БРИКЕТИРОВАНИЯ | 2019 |
|
RU2731626C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКИХ ИГЛ | 1996 |
|
RU2106817C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| ВАЛКОВЫЙ БРИКЕТИРОВОЧНЫЙ ПРЕСС | 2011 |
|
RU2465142C2 |
| Валковый пресс | 1989 |
|
SU1722873A1 |
| Валковый пресс для брикетирования сыпучих материалов | 1989 |
|
SU1699810A1 |






Сущностью изобретения является валок, имеющий опорную цилиндрическую ось с шейками, на которую по длине окружности опираются сегментные призматические вставки с выполненными в них ячейками и средство закрепления вставок на оси валка, каждая ячейка образована двумя оппозитно расположенными каналами с цилиндрическими поверхностями, выполненными в двух соседних вставках наклонно к поверхности контакта вставок и перпендикулярно оси валка. Каждая вставка может иметь несколько наклонных каналов, расположенных вдоль образующей валка, с попеременным направлением наклона. Между двумя соседними вставками с наклонными каналами может располагаться вставка с цилиндрическим каналом, выполненным перпендикулярно плоскости, проходящей через ось валка. 2 з. п. ф-лы, 1 табл. 10 ил.
| RU, патент N 2010726, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| DE, заявка N 2055147, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Равич Б.М | |||
| Брикетирование руд и рудно-топливных шихт | |||
| - М.: Недра, 1968, с.82 - 83. | |||
