Заявляемый объект относится к области металлургии, технике брикетирования, основанного на обработке давлением сыпучих материалов.
Из уровня техники известны устройства для брикетирования сыпучих материалов плунжерного типа. Такие устройства состоят из пуансона и контейнера, в который загружается сыпучая среда. Воздействуя с помощью пуансона на сыпучую среду, добиваются ее уплотнения и придания ей необходимой формы, чаще всего цилиндра [1].
Однако устройства плунжерного типа являются малопроизводительными [2], к тому же в закрытых объемах приходится сжимать не только сыпучий материал, но и воздух, что создает дополнительное сопротивление для привода [3].
Более производительным оборудованием являются валковые брикетировочные прессы [4-7]. Валковый брикетировочный пресс включает станину и размещенные в ней на осях с возможностью вращения валки, снабженные формующими ячейками и имеющими привод вращения. Формующие ячейки могут быть расположены по длине окружности валка в один ряд [8] либо в несколько рядов [9]. Предметом оптимизации процесса является конфигурация брикета [10], в том числе с учетом его неоднородного строения [11].
Применение ячеек, расположенных на поверхности валков, значительно удорожает изготовление такого инструмента. Здесь не удается применить распространенные и дешевые методы обработки резанием типа токарной или строгальной обработки. Чаще всего приходится применять электроэрозионную обработку, причем ее невозможно применить разом ко всей совокупности ячеек, а приходится изготавливать каждую по отдельности, что дополнительно удорожает процесс. Это является недостатком устройств - аналогов.
Часто форма брикета близка к равноосной, соответственно этой форме выполняют ячейки на поверхности валков. В некоторых случаях брикеты выполняют удлиненной формы, в этом случае ячейки вытягивают вдоль оси валка [12] либо под некоторым наклоном к этой оси. Производственный термин, иногда применяемый для описания формы брикетов, получаемых в ячейках такой формы, звучит как «карандаши».
Наиболее близким по технической сущности является валковый узел, описанный в патенте RU 2590435 [13]. Валковый узел включает размещенные в станине с возможностью вращения в оппозитных направлениях первый и второй валки, расположенные друг напротив друга с зазором. Валки выполнены цилиндрическими. На боковой поверхности цилиндров выполнены ячейки удлиненной формы с направлением их длины вдоль оси валков или при малом угле наклона относительно этой оси. Как уже отмечалось выше, существует техническая проблема, заключающаяся в том, что применение ячеек, расположенных на поверхности валков, значительно усложняет и удорожает изготовление такого инструмента. Здесь не удается применить распространенные и дешевые методы обработки резанием типа токарной или строгальной обработки. Чаще всего приходится применять электроэрозионную обработку, причем ее невозможно применить разом ко всей совокупности ячеек, а приходится изготавливать каждую по отдельности, что дополнительно удорожает процесс. Сложность изготовления формообразующих поверхностей валков является недостатком устройства по прототипу. Следует решить техническую проблему упрощения конструкции валкового узла.
Предлагается валковый узел пресса для брикетирования, включающий размещенные станине с возможностью вращения в оппозитных направлениях первый и второй валки, расположенные друг напротив друга с зазором. Валковый узел отличается тем, что валки имеют форму правильной призмы. Понятие правильной призмы означает, что в основании призмы лежит правильный многоугольник, у которого стороны равны между собой. Таким образом, поперечное сечение валка представляет собой тоже правильный многоугольник.
Отказ от исполнения валков в виде цилиндров и исполнение их в виде правильных призм приводит к возможности при вращении валков обеспечить смыкание и размыкание межвалкового пространства, благодаря чему сыпучий материал приобретает форму брикета. Причем такое формоизменение не требует изготовления ячеек на поверхности валка. Тем самым упрощается изготовление инструментальной оснастки. Обрабатывать теперь приходится не криволинейные поверхности, а плоскости. Это достижимо при использовании широко распространенных и самых дешевых методов строжки либо фрезерования.
Для разделения двух соседних брикетов необходимо, чтобы со стороны зазора боковые ребра правильной призмы у двух валков были размещены друг напротив друга. В этом месте формируется тонкая перемычка между брикетами, и они легко отделяются друг от друга, например, за счет силы тяжести.
Правильные призмы могут иметь основания в форме квадрата, что является частным случаем исполнения правильных призм.
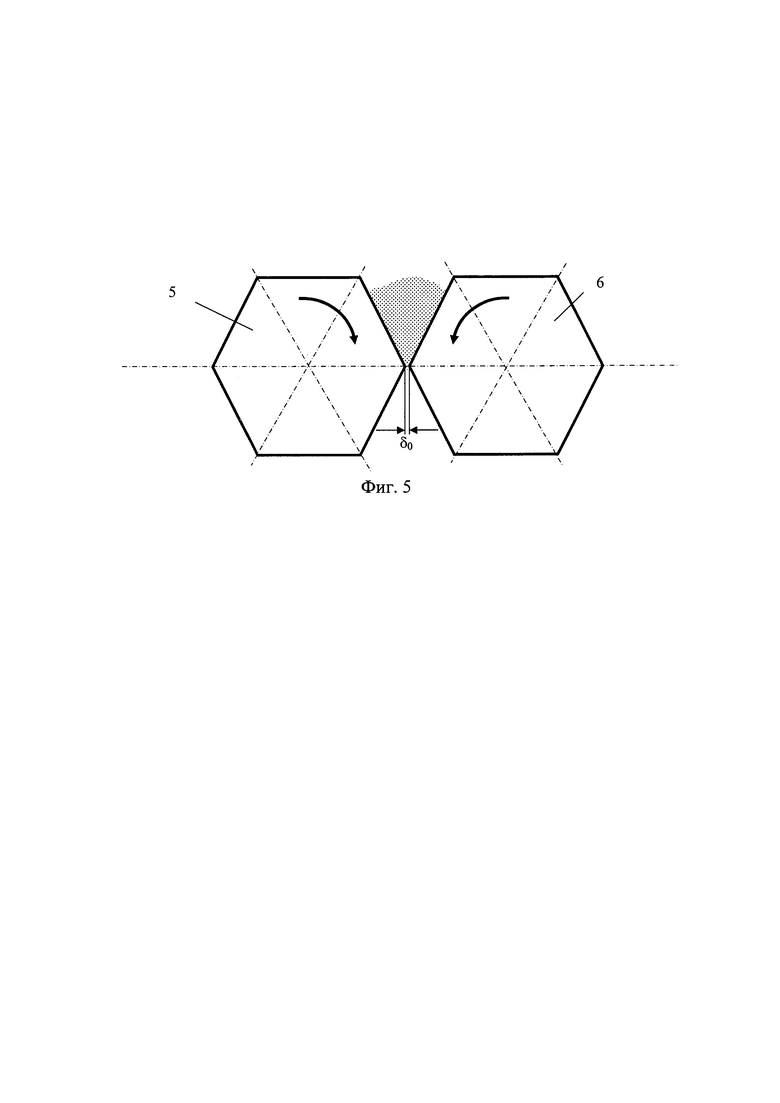
Правильные призмы могут иметь основания в форме правильного шестиугольника. Наличие большего количества граней приближает форму валка к цилиндрической, но при этом сохраняется функциональная особенность устройства: в момент смыкания ребер призмы, брикеты могут отделяться друг от друга.
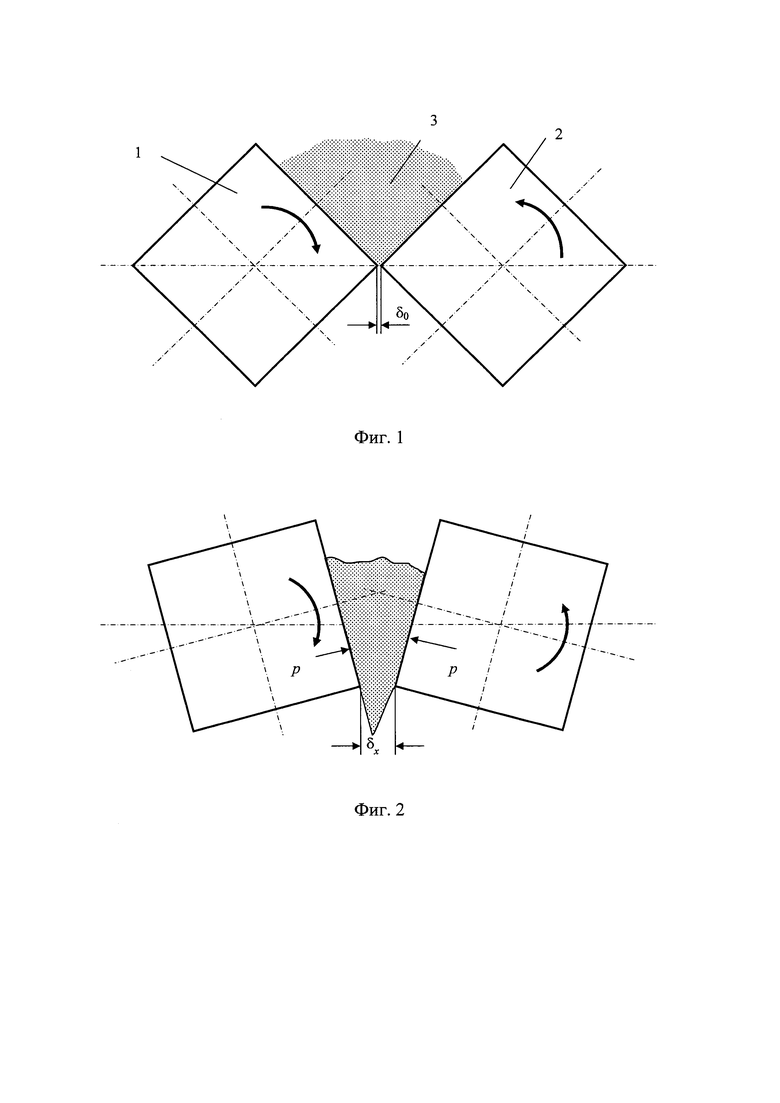
На фиг. 1 изображена схема, показывающая расположение валков квадратного поперечного сечения в момент смыкания ребер призмы. На фиг. 2 показан текущий момент уплотнения среды с указанием направления напряжений, способствующих уплотнению. На фиг. 3 показано положение валков при наличии максимального зазора между ними. На фиг. 4 показан момент смыкания ребер валков с отделением брикета. На фиг. 5 показана схема применения валков с основаниями в форме правильного шестиугольника.
Предлагаемое устройство (фиг. 1) включает станину (условно не показана) и размещенные в ней первый 1 и второй 2 валки, расположенные друг напротив друга с зазором δ0. У валков есть возможность вращения в оппозитных направлениях, эти направления показаны круговыми стрелками. Валки имеют форму правильной призмы, в данном случае призмы имеют основания в форме квадрата. Со стороны зазора δ0 боковые ребра правильной призмы у двух валков размещены друг напротив друга. Валковые прессы отличаются от прокатных станов тем, что у них есть механизм углового согласования положения валков [14]. Благодаря этому существует возможность разместить боковые ребра правильной призмы у двух валков друг напротив друга.
В таком положении зазор между валками оказывает крайне небольшим, что препятствует протеканию сыпучей среды 3 через этот зазор.
При вращении валков зазор начинает увеличиваться (фиг. 2), величина этого зазора показана как δx. Просыпанию сыпучей среды в этот момент мешает ее непрерывное сжатие гранями призм валков, которые создают нормальное давление р, за счет которого осуществляется уплотнение.
При дальнейшем вращении, валки занимают положение, при котором грани призм оказываются параллельными (фиг. 3) и расстояние между ними становится равно В. Это расстояние формирует наибольший размер брикета по его толщине. В этот момент нормальные напряжения р продолжают действовать, т.е. процесс уплотнения продолжается.
При дальнейшем повороте происходит освобождение передней части брикета и формирование задней стороны брикета. Далее ребра призм сходятся в положение с минимальным зазором (фиг. 4). Происходит отделение брикета 4 от оставшейся массы сыпучей среды 3.
Для предотвращения просыпания материала в сторону опор валков в конструкции могут быть предусмотрен прижим торцевых поверхностей валков к дискам, вращающимся одновременно с валком.
На фиг. 5 показана схема уплотнения материала при использовании валков 5 и 6 в виде призм, имеющих в основании шестиугольник. Со стороны зазора ребра призм могут быть размещены друг напротив друга при использовании механизма угловой установки. В начальном положении создается минимальный зазор δ0. Дальнейшее развитие событий соответствует предыдущему варианту.
Преимущество выполнения валков с большим количеством сторон правильных многоугольников (6, 8, 10 и т.д.) состоит в том, что размер брикета по высоте В может быть уменьшен (в пределе до величины δ0). В результате создается возможность большей степени уплотнения материала. Однако при этом возрастают нагрузки на инструмент и оборудование. Поэтому имеются некоторые рациональные технические решения, и они могут оказаться различными для случаев уплотнения различных материалов.
Стоимость строгального станка по металлу на сегодняшний день составляет от 38000 руб. (сайт https://ekb.tiu.ru/). Стоимость электроэрозионного станка составляет от 560000 руб. Здесь видно, что изготовление ячеек на валковом инструменте обойдется дороже даже со стороны амортизационных отчислений почти в 15 раз дороже, чем применение строжки по металлу. Для электроэрозионной резки придется привлечь квалифицированных специалистов, а для строгальных работ это делать не придется, что упрощает решение технической задачи.
Тем самым, здесь показано, что применение предлагаемого устройства позволяет решить поставленную техническую задачу: упрощения изготовления формообразующих поверхностей валков.
Источники информации
1. Равич Б.М. Брикетирование в черной и цветной металлургии. М. Металлургия, 1975. 232 с.
2. Sommer К., Hauser G. Flow and compression properties of feed solids for roll-type presses and extrusion presses. Powder Technology. 2003. V. 130. P. 272-276.
3. Логинов Ю.Н. Влияние газовой фазы на процессы брикетирования. Сталь, 2000, №8. С. 80-82.
4. Бабайлов Н.А., Логинов Ю.Н., Полянский Л.И., Первухина Д.Н. Применение валкового брикетирования для утилизации алюминиевого провода. Металлург. 2018. №8. С. 5-8.
5. Патент РФ №2093364. Валковый брикетировочный пресс / Буркин С.П., Логинов Ю.Н., Бабайлов Н.А., Полянский Л.И Заявка №96103789/02. МПК В30В 11/18. Опубл. 20.10.1997 БИ №29.
6. Патент РФ №2116201. Валок брикетировочного пресса/ Буркин С.П., Логинов Ю.Н., Бабайлов Н.А., Полянский Л.И., Сергеев Д.М. Заявка №95122609/02(038715). МПК В30В 11/18. Опубл. 27.07.1998. БИ №21.
7. Патент РФ №2306226. Валковый пресс для брикетирования сыпучих материалов/ Буркин С.П., Логинов Ю.Н., Полянский Л.И., Бабайлов Н.А., Исхаков Р.Ф. Заявка №2006112384/02 от 13.04.06. МПК В30В 11/18. Опубл. 20.09.2007. БИ №26.
8. Burkin S.P., Loginov Yu.N., Babajlov N.A. Modeling the roll briquetting of the granular materials. Steel in Translation. 1997. №11. С. 65-67.
9. Буркин С.П., Бабайлов Н.А., Логинов Ю.Н., Щипанов А.А. Оптимальное размещение ячеек валков брикетировочного пресса. Сталь. 1997. №5. С. 68-70.
10. Логинов Ю.Н., Буркин С.П., Бабайлов Н.А. Влияние формы инструмента на граничные условия и уплотнение при валковом брикетировании/ Сталь. 2000. №9. С. 87-90.
11. Патент РФ №2100204. Способ брикетирования сыпучих материалов /Логинов Ю.Н., Буркин С.П., Бабайлов Н.А., Сергеев Д.М. Заявка №96119095/02 (025551). МПК В30В 11/00. Опубл. 27.12.1997. БИ №36.
12. Патент US 3969062. Briquetting roll having removable mold segments / Komarek К. Опубл. 1976-07-13. МПК B30B 11/16; B29C 1/00. Заявка US 19750598056 от 1975.07.22.
13. Патент RU 2590435. Валковый пресс для брикетирования. Логинов Ю.Н., Бабайлов Н.А, Первухина Д.Н. МПК В30В 11/18, В30В 3/04. Заявка: 2015100727/02, 12.01.2015. Опубл. 10.07.2016. Бюл. №19.
14. Логинов Ю.Н., Буркин С.П., Бабайлов Н.А., Полянский Л.И. Механика валкового брикетирования сыпучих материалов. Екатеринбург: АМБ. 2011. 304 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ | 2015 |
|
RU2590435C1 |
| БРИКЕТ ДЛЯ ЛЕГИРОВАНИЯ АЛЮМИНИЕВОГО СПЛАВА | 2015 |
|
RU2590441C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2006 |
|
RU2306226C1 |
| КОМПЛЕКС ДЛЯ ПЕРЕРАБОТКИ БОКСИТОВ | 2016 |
|
RU2682359C1 |
| ВАЛОК БРИКЕТИРОВОЧНОГО ПРЕССА | 1995 |
|
RU2116201C1 |
| ВАЛКОВЫЙ БРИКЕТИРОВОЧНЫЙ ПРЕСС | 1996 |
|
RU2093364C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450929C2 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТОВ ИЗ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ ДЛЯ ФОРМИРОВАНИЯ ИЗ НИХ НАСЫПНОЙ МАССЫ ДЛЯ ПЕЧЕЙ | 2012 |
|
RU2500536C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2450928C2 |
| ПРЕСС ВАЛКОВЫЙ ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450930C2 |

Изобретение относится к области металлургии и может быть использовано при обработке давлением сыпучих материалов. Валковый узел пресса содержит размещенные на станине пресса с возможностью вращения в оппозитных направлениях первый и второй валки. Валки выполнены в форме правильной призмы и установлены с возможностью расположения напротив друг друга с зазором боковых ребер призм. Брикет формируется гранями призм и отделяется от массы сыпучего материала боковыми ребрами призм. В результате упрощается конструкция валкового узла. 2 з.п. ф-лы, 5 ил.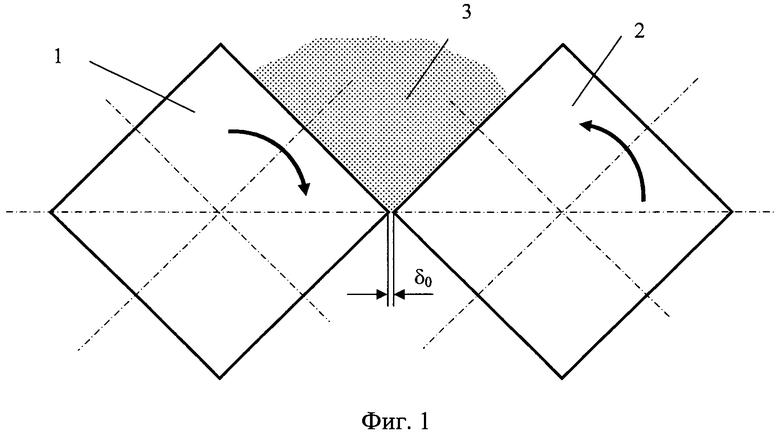
1. Валковый узел пресса для брикетирования сыпучих материалов, содержащий размещенные на станине пресса с возможностью вращения в оппозитных направлениях первый и второй валки, расположенные друг напротив друга с зазором, отличающийся тем, что валки выполнены в форме правильной призмы и размещены с возможностью расположения напротив друг друга с зазором боковых ребер призм с обеспечением формирования гранями призм брикета и его отделения от массы сыпучего материала боковыми ребрами призм.
2. Валковый узел по п. 1, отличающийся тем, что правильная призма имеет основание в форме квадрата.
3. Валковый узел по п. 1, отличающийся тем, что правильная призма имеет основание в форме правильного шестиугольника.
| БРИКЕТНЫЙ ПРЕСС | 1991 |
|
RU2021897C1 |
| БАШЕННЫЙ КРАН | 0 |
|
SU146458A1 |
| ВАЛОК БРИКЕТИРОВОЧНОГО ПРЕССА | 1995 |
|
RU2116201C1 |
| US 3860376 A1, 14.01.1975 | |||
| US 5049333 A1, 17.09.1991 | |||
| US 4306846 A1, 22.12.1981. | |||

