Изобретение относится к области металлургии, а точнее к технологии брикетирования и приемам изготовления брикетов из легирующих компонентов, применяемых в процессах сплавообразования.
Из уровня техники известны устройства и приемы, применяемые для изготовления брикетов, в том числе для целей добавления в расплавы металлов и получения сплавов необходимого химического состава [1-4].
Из уровня техники известны также типы лигатур, применяемых для введения в расплав металла на стадии выплавки сплава и его разливки в заготовки. Это лигатуры, подготовленные путем сплавления отдельных металлов между собой, что достигается методом плавки [5-7]. Недостатком лигатур такого типа является повышенный расход энергии на проведение процесса их выплавки и разливки. Другой тип лигатур представлен композиционным строением: например, более легкоплавкую составляющую помещают внутрь менее легкоплавкой, что уменьшает угары и улучшает экологическую обстановку литейного передела [8].
Для этой группы лигатур характерны те же недостатки, что и для первой группы, поскольку каждую из составляющих приходится расплавлять, а в ряде случаев, и подвергать обработке давлением для придания необходимой формы.
Третий тип лигатур представляет собой механические смеси, часто порошковые, отдельных компонентов, их химическое соединение между собой и с основным металлом достигается на стадии нахождения лигатуры в объеме расплава основного металла. Ниже приведены примеры таких лигатур.
Из уровня техники известна лигатура в виде брикета, состоящего из порошков железа, алюминия и титана, применяемая для раскисления стали [9]. Как отмечено в статье [10], применение брикетов, которые названы псевдолигатурами, поскольку они не получены методом плавления, позволяет решать задачи сплавообразования при меньших затратах на производственный процесс. В последнем источнике рассмотрены брикеты псевдолигатуры Al - Ti, предназначенные для легирования алюминиевых сплавов титаном, и псевдолигатуры Mg - FeSi, используемые для модифицирования чугуна. Недостатком этих лигатур является отсутствие в них меди, т.е. того элемента, который нужен для легирования алюминиевых сплавов типа дюралюминия.
В качестве прототипа выбран брикет, содержащий отдельные частицы легирующих элементов, включая частицы алюминийсодержащего материала [11]. По прототипу частицы алюминийсодержащего материала представляют собой алюминиевый лом неопределенного химического состава. Другие частицы легарующих элементов представляют собой никелевую и железную стружку. Алюминиевый лом неопределенного химического состава может содержать кроме алюминия иные компоненты, например кремний, магний или марганец. Они не являются опасными для проведения операции раскисления стали, поскольку наряду с алюминием являются раскислителями. Но в случае применения в технологии приготовления алюминиевых сплавов определенного химического состава они являются вредными добавками, которые не позволяют выдержать марочный состав сплава. Такое же вредное влияние оказывают дополнительные компоненты брикета, такие как никель и железо. Таким образом, недостатком объекта по прототипу является невозможность получения алюминиевого сплава типа дюралюминий.
Техническая задача, решаемая настоящим техническим предложением, состоит в возможности погружения брикета в расплав при выплавке сплавов типа дюралюминий с одновременной утилизацией отходов собственного производства.
Поставленная задача решается следующим образом.
Предлагается брикет для легирования алюминиевых сплавов, содержащий отдельные частицы легирующих элементов, включая частицы алюминийсодержащего материала, отличающийся тем, что он содержит частицы алюминия и меди в виде стружки сплава алюминия с медью, и дополнительно частицы меди массой 20-40% от общей массы брикета.
Обоснование применения такого брикета при производстве алюминиевых сплавов состоит в следующем. Известно, что литые заготовки из алюминиевых сплавов, предназначенные для плоской прокатки, перед обработкой давлением подвергают фрезерованию для удаления дефектного поверхностного слоя, и часть заготовки тем самым переводится в стружку. Известно также, что литые заготовки, предназначенные для прессования, подвергают токарной обработке для достижения той же цели и с получением отходов того же вида. На соответствующих предприятиях эта часть отходов идентифицируется как отходы низшего качества, которые трудно переработать без дополнительных безвозвратных потерь металла. При переплаве стружка и изготовленные из нее брикеты плавают по поверхности расплава, дополнительно окисляясь в условиях воздействия высокой температуры и создавая невосстанавливаемые в условиях плавки оксиды алюминия. Тем самым цветной металл переводится в состояние безвозвратных потерь. По данным книги [12] угар алюминия при плавке рыхлой шихты может составлять 3…5%, если шихта плавает по поверхности расплава.
Предлагается сформировать из стружки такой брикет, который погружался бы в расплав алюминиевого сплава и тем самым не подвергался окислению. Для этого брикет предложено утяжелять добавкой такого тяжелого металла, как медь. Медь может быть добавлена в виде отдельных частиц, включая лом или порошок, но наиболее целесообразно использовать стружку меди, поскольку одновременно решается задача утилизации возвратных отходов.
В технологии обработки меди применяют те же приемы улучшения поверхности в двух вариантах: либо подвергают стружке исходный слиток, либо фрезеруют полосу после горячей прокатки. В том и другом случае образуется стружка с теми же проблемами ее утилизации.
Естественно, что добавлять медь в качестве утяжелителя можно только в те алюминиевые сплавы, которые должны содержать этот легирующий элемент. К таким сплавам относится дюралюминий со всеми его разновидностями. Поэтому целесообразно легировать исходный расплав алюминия добавками дюралюминия в виде стружки, а также в качестве утяжелителя добавлять в брикет медь в виде частиц, например в виде стружки. Тем самым решается техническая задача применения брикета при выплавке алюминиевых сплавов с одновременной утилизацией отходов производства.
Для решения задачи необходимо добиться настолько высокой плотности брикета, при которой он погрузится в расплав полностью. Выполненные расчеты показали, что для этого частицы меди должны иметь массу 30-50% от массы стружки сплава алюминия с медью. В данной формулировке учтено, что литые заготовки из чистого алюминия фрезеровке не подлежат из-за отсутствия ликвации, поэтому в производстве постоянно имеется стружка не алюминия, а сплавов алюминия. Поэтому целесообразно отбирать стружку именно сплавов алюминия с медью (сейчас такая сортировка стружки применяется на обрабатывающих предприятиях) и именно ее возвращать в производственный процесс. Нижняя граница процентного содержания меди регламентирована условием такого утяжеления брикета, при котором он погрузится в расплав, что защитит его от окисления. Верхняя граница процентного содержания меди регламентирована условием максимального вовлечения стружки алюминиевого сплава в производственный процесс.
Изложенное техническое предложение иллюстрируется примерами, отображенными в таблице. В примерах учтено, что плотность расплава алюминия в производственных условиях составляет 2,35 г/см3 [13], а плотность дюралюминия в твердом состоянии составляет 2,8 г/см3.
Вариант 1. Относительную плотность брикета с применением стружки при условии сохранения его формы назначают не менее 60% [14], при этом стараются не превышать значения относительной плотности 80%, поскольку это приводит к необходимости применять повышенные давления прессования, что вызывает увеличение энергозатрат и повышенный износ инструмента. В этих условиях реальная плотность, определенная известными методами, составляет 1,67…2,22 г/см3. Этот диапазон меньше значения плотности расплава 2,35 г/см3, поэтому произойдет всплывание брикета, он будет сохранять плавучесть в течение времени расплавления, взаимодействуя с атмосферой печи и окисляясь. Тем самым показано, что при отсутствии меди положительный результат не достигается.
Вариант 2. При содержании меди 20% и относительной плотности брикета в тех же пределах его реальная плотность составляет 2,41…3,21 г/см3. Этот диапазон больше значения плотности расплава 2,35 г/см3, поэтому произойдет погружение брикета, что предохраняет его от окисления. Тем самым показано, что указанного количества меди достаточно для достижения положительного результата.
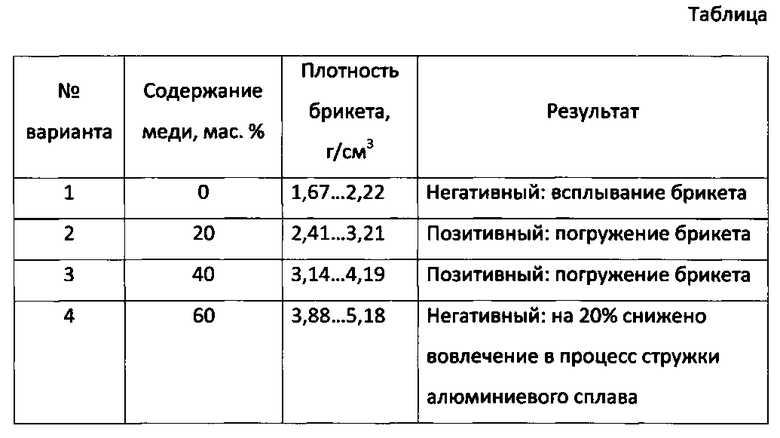
Вариант 3. При содержании меди 40% и относительной плотности брикета в тех же пределах его реальная плотность составляет 3,14…4,19 г/см3. Этот диапазон больше значения плотности расплава 2,35 г/см3, поэтому указанного количества меди достаточно для достижения положительного результата.
Вариант 4. При содержании меди 60% и относительной плотности брикета в тех же пределах его реальная плотность составляет 3,88…5,18 г/см3. Этот диапазон больше значения плотности расплава 2,35 г/см3, поэтому указанного количества меди достаточно для достижения погружения брикета. Однако при этом поставленная техническая задача решается только частично: вовлечение в производство стружки алюминиевого сплава уменьшилось по сравнению с предыдущим вариантом на 20%. Поэтому эффект можно оценить как негативный.
Таким образом, здесь показано, что введение в брикет частиц меди массой 20-40% от массы брикета позволяет решить техническую задачу погружения брикета в расплав при выплавке алюминиевых сплавов типа дюралюминий с одновременной утилизацией отходов собственного производства.
Источники информации
1. Патент РФ №2093364. Валковый брикетировочный пресс / Буркин С.П., Логинов Ю.Н., Бабайлов Н.А., Полянский Л.И. Заявка №96103789/02. МПК В30В 11/18. Опубл. 20.10.1997. БИ №29.
2. Патент РФ №2306226. Валковый пресс для брикетирования сыпучих материалов / Буркин СП., Логинов Ю.Н., Полянский Л.И., Бабайлов Н.А., Исхаков Р.Ф. Заявка №2006112384/02 от 13.04.06. МПК В30В 11/18. Опубл. 20.09.2007. БИ №26.
3. Патент РФ №2100204. Способ брикетирования сыпучих материалов / Буркин С.П., Бабайлов Н.А., Сергеев Д.М. Заявка №96119095/02(025551). МПК В30В 11/00. Опубл. 27.12.1997. БИ №36.
4. Патент US 5049333. Briquet forming apparatus and method / Wolfe James G; Humphrey Michael. Опубл. 1991-09-17. Заявитель CLOROX CO [US], МПК В30В 11/16. Заявка US 19900583633 от 17.09.1990.
5. Патент США № US 3785807. Method for producing a master alloy for use in aluminum casting processes / S. Backerud. МПК C22C 1/03, C22C 21/00. Приоритет 28.04.1970. Опубл. 15.01. 1974.
6. Патент Китая № CN 104004931. Preparation method of ternary master alloy of aluminum, cerium and yttrium. / Yan Hong, Li Zhenghua. МПК C22C 1/03, C22C 21/00. Опубл. 21.03.2014.
7. Патент РФ №2360027. Лигатура на основе алюминия для получения силуминов. / Ю.А. Щепочкина. Заявка №2008103929/02 от 01.02.2008. МПК С22С 35/00, С22С 21/02. Опубл. 27.06.2009. Бюл. №18.
8. А.с. СССР №1600919. Способ непрерывного получения лигатуры в виде биметаллической проволоки с легкоплавкой серединой / Мысик Р.К., Логинов Ю.Н., Скрыльников А.И., Крашенинников Ю.М., Руднев В.Н., Поручиков Ю.П., Давыдов В.В., Чухланцев С.Н. Заявка №4434312/31-02 от 01.06.1988. МПК B22D 11/06, 11/12. Опубл. 23.10.1990. Бюл. №39.
9. Патент РФ №2241059. Способ приготовления лигатуры для раскисления стали. / Г.И. Тимофеев, О.И. Чеберяк, Ф.М. Янбаев и др. Заявка №2003105598/02 от 26.02.2003. МПК С22С 35/00, 1/04. Опубл. 27.11.2004.
10. Чеберяк О.И., Сивков В.Л., Богданов О.В., Титов А.В. Особенности обработки литейных сплавов прессованными брикетами - псевдолигатурами. Технология металлов. 2010. №12. С. 26-28.
11. Патент РФ №2537414. Легирующий брикет для раскисления стали. / А.П. Лысенко, Р.И. Каледин. Заявка №2013149963/02 от 08.11.2013. Опубл. 10.01.2015. Бюл. №1.
12. Воздвиженский В.М., Грачев В.А., Спасский В.В. Литейные сплавы и технологии их плавки в машиностроении. М.: Машиностроение, 1984. 432 с.
13. А.с. СССР №725788. Способ непрерывного литья слитков из алюминиевых сплавов / Силаев П.Н., Напалков В.И., Юнышев В.К. Тарарышкин В.И., Малиновский P.P., Белько С.Ю. Заявка №2624899 от 7.06.1978. МПК B22D 11/00. Опубл. 05.04.1980.
14. Патент РФ №2289634 Способ брикетирования шихтовых материалов / Смирнов В.Г., Зобнин В.И., Карсаков В.В., Тетюев С.А. Заявка №2005111486/02 от 18.04.2005, МПК С22В 1/24. Опубл. 20.12.2006. Бюл. №35.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2542191C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИЯ | 2013 |
|
RU2542044C1 |
| СПОСОБ ВЫПЛАВКИ МНОГОКОМПОНЕНТНОЙ ЛАТУНИ | 2018 |
|
RU2688799C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНСОДЕРЖАЩЕГО АЛЮМИНИЕВОГО СПЛАВА | 2008 |
|
RU2394927C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ СПЛАВА АЛЮМИНИЙ-МАГНИЙ С СОДЕРЖАНИЕМ НАНОДИСПЕРСНОГО ОКСИДА ЦИРКОНИЯ | 2012 |
|
RU2499849C1 |
| Способ получения модифицирующей лигатуры Al - Ti | 2016 |
|
RU2637545C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВОЙ ЛИГАТУРЫ ДЛЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2636212C1 |
| СПЛАВ НА ОСНОВЕ ХРОМА | 2007 |
|
RU2350677C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИКАТОРА ДЛЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2528598C1 |
| СПЕЧЕННЫЙ АЗОТСОДЕРЖАЩИЙ СПЛАВ НА ОСНОВЕ ХРОМА - СПЕЧЕННЫЙ АЗОТИРОВАННЫЙ ФЕРРОХРОМ | 2024 |
|
RU2829236C1 |
Изобретение относится к брикетам для легирования при выплавке алюминиевых сплавов. Брикет содержит стружку сплава алюминия с медью и частицы меди в количестве 20-40 мас.% от общей массы брикета. Частицы меди могут быть использованы в виде стружки. Обеспечивается погружение брикета в расплав при выплавке алюминиевых сплавов, а также обеспечивается утилизация отходов в виде стружки сплава алюминия с медью. 1 з.п. ф-лы, 1 табл., 4 пр.
1. Брикет для легирования при выплавке алюминиевых сплавов, содержащий частицы легирующих элементов, включая стружку алюминийсодержащего материала, отличающийся тем, что он содержит стружку алюминийсодержащего материала в виде стружки сплава алюминия с медью, при этом дополнительно содержит частицы меди в количестве 20-40% от общей массы брикета.
2. Брикет по п. 1, отличающийся тем, что он содержит частицы меди в виде стружки.
| Брикет для плавки алюминиевых сплавов | 1980 |
|
SU939577A1 |
| СПОСОБ ПЕРЕРАБОТКИ СТРУЖКИ ОСОБОЧИСТЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2323984C2 |
| БРИКЕТ ИЗ ВТОРИЧНОГО АЛЮМИНИЯ | 2007 |
|
RU2353680C2 |
| ЛЕГИРУЮЩИЙ БРИКЕТ ДЛЯ РАСКИСЛЕНИЯ СТАЛИ | 2013 |
|
RU2537415C1 |
| JP 62023919 A, 31.01.1987. | |||

