Изобретение относится к области металлургии, а именно к химико-термической обработке металлов в плазме тлеющего разряда, и может быть использовано в машиностроении для поверхностного упрочнения деталей машин и режущего инструмента.
Известен способ (Патент РФ №2418095, Кл. С23С 8/36. 10.11.2011) азотирования стальных изделий в тлеющем разряде, включающий проведение вакуумного нагрева изделий в плазме азота повышенной плотности, при этом плазму азота повышенной плотности создают тороидальной области движения электронов, образованной скрещенными электрическими и магнитными полями, причем под действием магнитного поля, создаваемого двумя цилиндрическими магнитами, один из которых полый, электроны движутся по циклоидным замкнутым траекториям.
Недостатком аналога является необходимость использования при азотировании смеси азота с другими газами, невысокая скорость диффузионного насыщения, невысокая микротвердость получаемого покрытия и невозможность азотирования отверстий, диаметр которых меньше двойной области катодного падения потенциала в самостоятельном тлеющем разряде.
Известен способ (Патент SU №1373326, Кл. С23С 8/36. 07.02.1988) азотирования стальных изделий в тлеющем разряде, включающий нагрев изделия-катода, помещенного в рабочую камеру-анод, в азотводородной плазме до 450-580°С и последующую выдержку при этой температуре, азотирование и повышение микротвердости диффузионного слоя, азотирование осуществляют при давлении 0,13-13,3 Па, при этом в процессе обработки производят дополнительную ионизацию плазмы тлеющего разряда путем нагрева спирали, присоединенной к отдельному отрицательному электроду с потенциалом, до 200 В относительно рабочей камеры (анода).
Недостатком аналога является невысокая скорость азотирования и относительно невысокая микротвердость получаемого покрытия.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является способ (Патент №2402632, Кл. С23С 8/36. 27.10.2010) локального азотирования деталей в плазме тлеющего разряда, включающий размещение детали в вакуумной камере и присоединение детали к высокочастотному источнику питания, герметизацию вакуумной камеры и создание в ней высокого вакуума с последующей заменой на атмосферу чистого азота, получение стабильной плазмы тлеющего разряда в атмосфере чистого азота с помощью высоковольтного источника питания и потока электронов от вольфрамовой нити канала, установленной параллельно оси вакуумной камеры, который создают нагревом нити канала до температуры 2000-2500°С, при этом поток электронов сжимают электромагнитным полем с образованием плазмы тлеющего разряда в виде диска.
Недостатком прототипа является относительно невысокая скорость азотирования и относительно невысокая микротвердость получаемого диффузионного покрытия.
Задачей настоящего изобретения является повышение износостойкости деталей в результате азотирования и снижение энергозатрат.
Техническим результатом является повышение микротвердости азотированного покрытия и повышение скорости азотирования.
Технический результат достигается тем, что способ азотирования изделий из стали в плазме тлеющего разряда, включающий размещение изделия в вакуумной камере и присоединение изделия к высоковольтному источнику питания, герметизацию вакуумной камеры и создание в ней высокого вакуума с последующей заменой на атмосферу чистого азота, получение стабильной плазмы тлеющего разряда в атмосфере чистого азота с помощью высоковольтного источника питания и потока электронов от вольфрамовой нити канала, установленной параллельно оси вакуумной камеры, который создают нагревом нити канала до температуры 2000-2500°С, при этом на подложке с изделием получают плазму тлеющего разряда повышенной плотности в атмосфере чистого азота путем воздействия на поток электронов и ионов электромагнитным полем с использованием кольцевых электромагнитов, обеспечивающих их движение по винтовым траекториям переменного радиуса, при этом для осуществления нагрева изделия до температуры азотирования 2000-2500°С в упомянутой плазме тлеющего разряда повышенной плотности на подложку с изделием подают напряжение 2000 В, затем уменьшают напряжение на подложке до 1800-1500 В для поддержания постоянной температуры азотирования, при этом обеспечивают плотность тока разряда равной 104 А/м2, при которой азотирование проводят в течение 2-3 часов.
Наличие магнитного поля, созданного кольцевым магнитом на вблизи обрабатываемом изделии, заставляет электроны и ионы двигаться по винтовым траекториям переменного радиуса (Движение зараженных частиц в электрических и магнитных полях. Л.А. Арцимович, С.Ю. Лукьянов. Учебное пособие. Издательство «Наука», Главная редакция физико-математической литературы, М., 1972, с. 55), что увеличивает их путь в разряде, число соударений с нейтральными атомами азота и количество положительно ионизированного атомарного азота. Увеличение числа положительных ионов атомарного азота приводит к возрастанию азотного потенциала насыщающей атмосферы и, как следствие, к интенсификации процесса азотирования и увеличению толщины азотированного слоя (Арзамасов Б.Н. Химико-термическая обработка металлов в активированных газовых средах. - М.: Машиностроение, 1979. С. 115).
Азотированный слой состоит из поверхностной нитридной зоны и подслоя твердого раствора, называемого зоной внутреннего азотирования. Нитридная зона представляет собой зону соединений азота с различными элементами (железом, хромом, титаном и т.д.) и обладает более высокой твердостью и износостойкостью по сравнению с зоной внутреннего азотирования. Общее увеличение толщины азотированного слоя приводит к увеличению и нитридной зоны, вследствие чего увеличивается микротвердость и износостойкость азотированного слоя (Химико-термическая обработка металлов. Лахтин Ю.М., Арзамасов Б.Н. М.: Металлургия, 1985. 1.145, 154, 158, 161).
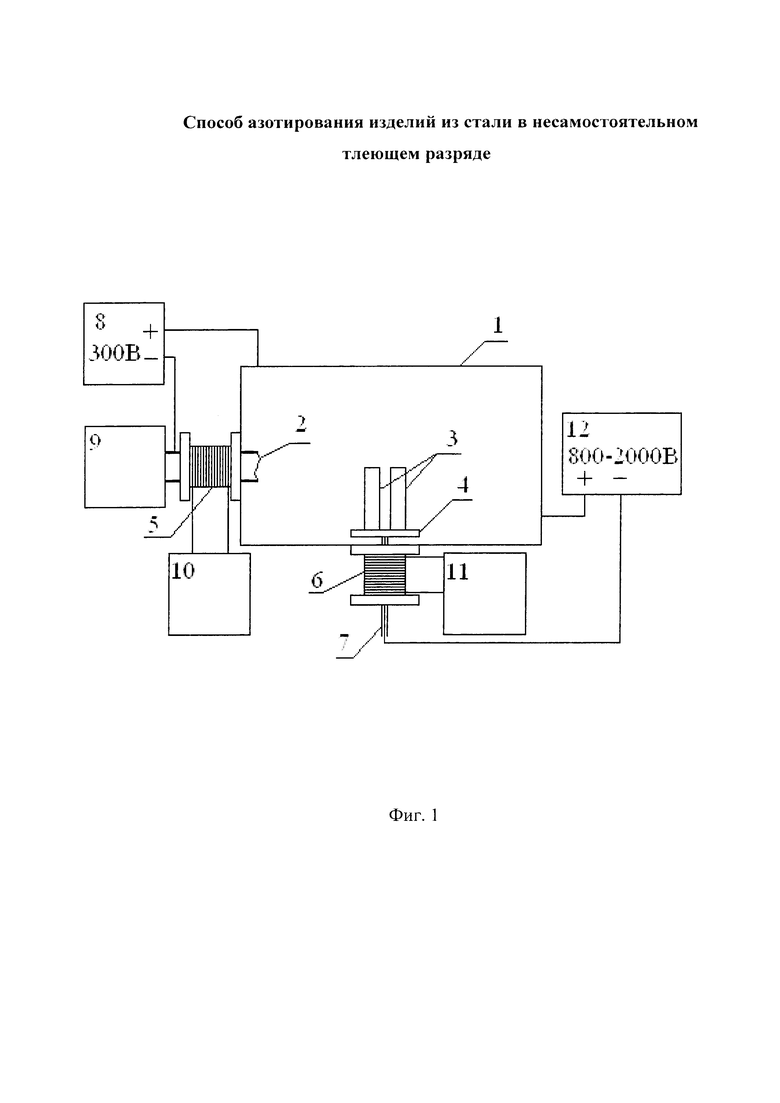
На фиг. 1 изображена схема реализации способа азотирования изделий из стали в плазме тлеющего разряда.
Схема содержит вакуумную камеру 1, нить канала 2, обрабатываемое изделие 3, подложку 4, кольцевые электромагниты 5 и 6, высоковольтный ввод 7, выпрямитель 8, низковольтный источник питания 9 нити канала 2, источники питания 10 и 11 электромагнитов 5 и 6, высоковольтный выпрямитель 12.
Пример конкретной реализации способа.
Обрабатываемое изделие 3 помещают в вакуумную камеру 1 и присоединяют к высоковольтному источнику питания 12 через высоковольтный ввод 7. После размещения обрабатываемого изделия вакуумная камера 1 герметизируется и в ней создается высокий вакуум (примерно 1,33·10-2 Па). Затем в вакуумную камеру 1 напускают чистый азот, создавая рабочее давление 0,8 Па. Включают источники питания 10 и 11 кольцевых магнитов 5 и 6 (создав напряженность магнитного поля внутри которых 200-2400 А/м), выпрямитель 8, установив выходное напряжение 300 В, и низковольтный источник питания 9 нити канала 2, разогревают нить канала 2 до 2000-2500°С. Подают на подложку 4 с изделием 3 высокое напряжение 2000 В от высоковольтного выпрямителя 12. В возникшем стабильном тлеющем разряде нагревают обрабатываемое изделие 3 до температуры азотирования (570°С для стали 08Х18Н10Т). Уменьшают напряжение на подложке 4 до 1800-1500 В и изменяют напряжение выпрямителя 8 до величины, обеспечивающей поддержание постоянной температуры азотирования. При плотности тока разряда через обрабатываемое изделие 3, равной 104 А/м2, время азотирования составляет 2-3 часа.
Предлагаемый способ азотирования позволяет:
- сэкономить электроэнергию за счет сокращения времени азотирования,
- увеличить толщину азотированного слоя за счет повышения азотного потенциала насыщающей атмосферы,
- повысить микротвердость и износостойкость азотированного слоя,
- азотировать в атмосфере чистого азота (отпадает необходимость в газосмесительных системах, улучшается экология процесса).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛОКАЛЬНОЙ ОБРАБОТКИ СТАЛЬНОГО ИЗДЕЛИЯ ПРИ ИОННОМ АЗОТИРОВАНИИ В МАГНИТНОМ ПОЛЕ | 2016 |
|
RU2640703C2 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В МАГНИТНОМ ПОЛЕ | 2016 |
|
RU2625864C1 |
| СПОСОБ ЛОКАЛЬНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ С МАГНИТНЫМ ПОЛЕМ | 2017 |
|
RU2654161C1 |
| СПОСОБ ЛОКАЛЬНОГО АЗОТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ В ПЛАЗМЕ ТЛЕЮЩЕГО РАЗРЯДА | 2008 |
|
RU2402632C2 |
| Способ ионно-плазменного азотирования изделий из титана или титанового сплава | 2018 |
|
RU2686975C1 |
| Устройство для обработки изделия из стали в плазме тлеющего разряда | 2017 |
|
RU2656191C1 |
| Устройство для азотирования в разряде | 2021 |
|
RU2777796C1 |
| СПОСОБ ПЛАЗМЕННОГО УПРОЧНЕНИЯ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2017 |
|
RU2671522C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2020 |
|
RU2760309C1 |
| СПОСОБ ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЯ ИЗ СТАЛИ ИЛИ ИЗ ЦВЕТНОГО СПЛАВА | 2009 |
|
RU2413033C2 |
Изобретение относится к области металлургии, а именно к химико-термической обработке металлов в плазме тлеющего разряда, и может быть использовано в машиностроении для поверхностного упрочнения деталей машин и режущего инструмента. Способ азотирования изделия из стали в плазме тлеющего разряда включает размещение изделия в вакуумной камере и присоединение изделия к высоковольтному источнику питания, герметизацию вакуумной камеры и создание в ней высокого вакуума с последующей заменой на атмосферу чистого азота, получение стабильной плазмы тлеющего разряда в атмосфере чистого азота с помощью высоковольтного источника питания и потока электронов от вольфрамовой нити накала, установленной параллельно оси вакуумной камеры, который создают нагревом нити накала до температуры 2000-2500°С. Получают плазму тлеющего разряда повышенной плотности в атмосфере чистого азота путем воздействия на поток электронов и ионов электромагнитным полем с использованием кольцевых электромагнитов, обеспечивающих электронам и ионам движение по винтовым траекториям переменного радиуса. Для осуществления нагрева изделий до температуры азотирования в упомянутой плазме тлеющего разряда повышенной плотности на подложку с изделиями подают напряжение 2000 В, затем уменьшают напряжение на подложке до 1800-1500 В для поддержания постоянной температуры азотирования, при этом обеспечивают плотность тока разряда равной 104 А/м2, при которой азотирование проводят в течение 2-3 часов. Обеспечивается повышение скорости азотирования, а также микротвердости и износостойкости азотированного покрытия. 1 ил., 1 пр.
Способ азотирования изделия из стали в плазме тлеющего разряда, включающий размещение изделия в вакуумной камере и присоединение изделия к высоковольтному источнику питания, герметизацию вакуумной камеры и создание в ней высокого вакуума с последующей заменой на атмосферу чистого азота, получение стабильной плазмы тлеющего разряда в атмосфере чистого азота с помощью высоковольтного источника питания и потока электронов от вольфрамовой нити накала, установленной параллельно оси вакуумной камеры, который создают нагревом нити накала до температуры 2000-2500°С, отличающийся тем, что получают плазму тлеющего разряда повышенной плотности в атмосфере чистого азота путем воздействия на поток электронов и ионов электромагнитным полем с использованием кольцевых электромагнитов, обеспечивающих электронам и ионам движение по винтовым траекториям переменного радиуса, при этом для осуществления нагрева изделий до температуры азотирования в упомянутой плазме тлеющего разряда повышенной плотности на подложку с изделиями подают напряжение 2000 В, затем уменьшают напряжение на подложке до 1800-1500 В для поддержания постоянной температуры азотирования, при этом обеспечивают плотность тока разряда равной 104 А/м2, при которой азотирование проводят в течение 2-3 часов.
| СПОСОБ ЛОКАЛЬНОГО АЗОТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ В ПЛАЗМЕ ТЛЕЮЩЕГО РАЗРЯДА | 2008 |
|
RU2402632C2 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1992 |
|
RU2039845C1 |
| СПОСОБ АЗОТИРОВАНИЯ В ПЛАЗМЕ ТЛЕЮЩЕГО РАЗРЯДА | 2009 |
|
RU2409700C1 |
| US 5334264 А1, 02.08.1994 | |||
| Арцимович Л.А | |||
| и др | |||
| Движение заряженных частиц в электрических и магнитных полях, Наука, М., 1972, с.106-108. | |||

