Область изобретения
Изобретение относится к полуфабрикатам из алюминиевого сплава, изготовленным полунепрерывной вертикальной разливкой с прямым охлаждением, таким как слябы под прокатку и заготовки для прессования (биллеты), более конкретно к таким полуфабрикатам, способам их изготовления и применения, предназначенным, в частности, для авиационно-космической промышленности.
Уровень техники
Толстые листы (плиты) и толстые профили из алюминиевого сплава применяются, в частности, в авиационно-космической промышленности. Эти продукты получают обычно способом, включающим полунепрерывную вертикальную разливку полуфабриката - сляба под прокатку или заготовки для прессования, необязательно гомогенизацию, деформирование в горячем состоянии путем прокатки или прессования, термообработку на твердый раствор и закалку алюминиевого сплава. Наиболее часто используемыми сплавами являются сплавы серии 2ХХХ, серии 7ХХХ и некоторые сплавы серии 8ХХХ, содержащие литий.
Эти продукты должны иметь, в частности, определенные эксплуатационные свойства, в частности, что касается компромисса между свойствами статической механической прочности (предел упругости при растяжении и при сжатии, сопротивление разрыву) и свойствами допускаемой повреждаемости (вязкость разрушения, сопротивление распространению усталостных трещин), причем эти свойства являются в целом противоречивыми.
Известно, что на свойства допускаемой повреждаемости может влиять, в частности, присутствие в толстых продуктах неметаллических включений и микропористости.
Микропоры появляются при литье слябов и затем частично или полностью заделываются в процессе прокатки. Поэтому стремятся устранить микропоры размером больше примерно 90 мкм, которые оказались особенно вредными для допускаемой повреждаемости.
Патент US 5772800 описывает способ, позволяющий получить плиты толщиной больше 50 мм, характеризующиеся плотностью микропор размером больше 80 мкм менее 0,025 микропор на см2 и объемом микропор в плите менее 0,005%, в котором условия горячей прокатки и степени обжатия подбирают в зависимости от радиуса валка горячей прокатки.
Этот способ требует особого оборудования горячей прокатки, и в некоторых случаях, в зависимости от имеющегося оборудования и желаемой толщины, невозможно достичь условий трансформации, позволяющих эффективно устранить пористость.
Таким образом, было бы желательным получить при литье полуфабрикат, имеющий низкую плотность микропор большого размера и малый объем микропористости.
Вообще говоря, считается, что дегазация жидкого металла позволяет снизить количество микропор, уменьшая, в частности, содержание водорода. Содержание водорода в жидком металле измеряют, например, с помощью известных специалисту зондов типа Telegas™ или Alscan™.
Известными способами уменьшения содержания водорода являются, например, обработка в ковше дегазации с помощью ротора при введении хлора и/или аргона. Известно также применение ультразвукового излучения для осуществления дегазации жидкого металла.
Заявка на патент СН 669795 описывает, например, введение ультразвуковых головок в транспортировочный канал после печи и до установки разливки, чтобы получить дегазацию.
Заявка на патент US 2007/235159 описывает аппарат и способ, в которых применяются ультразвуковые колебания для дегазации жидкого металла в присутствии продувочного газа, такого как аргон или азот.
Международная заявка WO 00/65109 описывает устройство для нагнетания пузырьков газа в жидкий металл, в котором диаметр пузырьков можно уменьшить с помощью ультразвука.
Патент US 4564059 описывает способ непрерывной разливки легких сплавов, в котором осуществляют обработку ультразвуком в устройстве кристаллизации, необязательно в зоне, отделенной от фронта кристаллизации пористым материалом. Этот способ приводит одновременно к образованию однородной субдендритной структуры, к снижению содержания водорода и уменьшению пористости. Размещение ультразвуковой головки в устройстве кристаллизации на практике неудобно.
Снижение содержания водорода оказывается труднодостижимым и зависит от внешних условий, таких как влажность окружающей среды. Таким образом, было бы выгодным при постоянном содержании водорода иметь возможность ограничить наличие микропор большого размера.
Кроме того, позднейшие термические обработки закристаллизовавшегося металла, в том числе, в частности, гомогенизация, чаще всего необходимые по металлургическим причинам, приводят к увеличению размера микропор.
Наконец, был бы выгоден упрощенный способ, альтернативный существующим способам, часто трудноосуществимым.
Существует потребность в улучшенном способе, позволяющем получить недеформированные полуфабрикаты из алюминиевого сплава, такие как слябы под прокатку или заготовки для прессования, в частности, из сплава 2ХХХ или 7ХХХ, имеющие низкую плотность микропор размером больше примерно 90 мкм, в частности, в гомогенизированном состоянии, и потребность в устройстве, позволяющем осуществить этот способ.
Объект изобретения
Первым объектом изобретения является способ изготовления недеформированного полуфабриката из алюминиевого сплава, такого как сляб под прокатку или заготовка для прессования, включающий в себя следующие этапы:
(i) приготовление ванны жидкого металла из сплава состава, мас. %:
Zn: 0-12
Cu: 0-6
Mg: 0-6
Li: 0-3
Ag: 0-1
Si<0,5
Fe<0,5
необязательно по меньшей мере один из Cr, Zr, Mn, Hf, Ti, Sc, V, В, с содержанием <0,5,
остальное алюминий,
(ii) обработка ультразвуком упомянутой ванны жидкого металла в печи и/или в сосуде с помощью погружного устройства, содержащего по меньшей мере один источник ультразвука,
(iii) перенос упомянутой ванны жидкого металла, обработанной таким образом, в устройство кристаллизации,
(iv) полунепрерывная вертикальная разливка с прямым охлаждением упомянутой обработанной ванны жидкого металла.
Вторым объектом изобретения является установка полунепрерывной вертикальной разливки с прямым охлаждением, включающая в себя по меньшей мере одну печь, необходимую для плавки металла и/или его выдержки при температуре и/или для операций приготовления жидкого металла и корректировки его состава, по меньшей мере один сосуд, предназначенный для осуществления обработки с удалением примесей, растворенных и/или суспендированных в жидком металле, устройство кристаллизации жидкого металла полунепрерывной вертикальной разливкой с прямым охлаждением, содержащее по меньшей мере один кристаллизатор, ложное днище, опускное устройство, по меньшей мере одно устройство снабжения жидким металлом и систему охлаждения, причем эти различные печи, сосуды и устройства кристаллизации соединены между собой каналами, по которым может транспортироваться жидкий металл, отличающаяся тем, что упомянутая установка также включает в себя по меньшей мере одно погружное устройство, содержащее по меньшей мере один источник ультразвука, расположенный в печи и/или в сосуде.
Описание чертежей
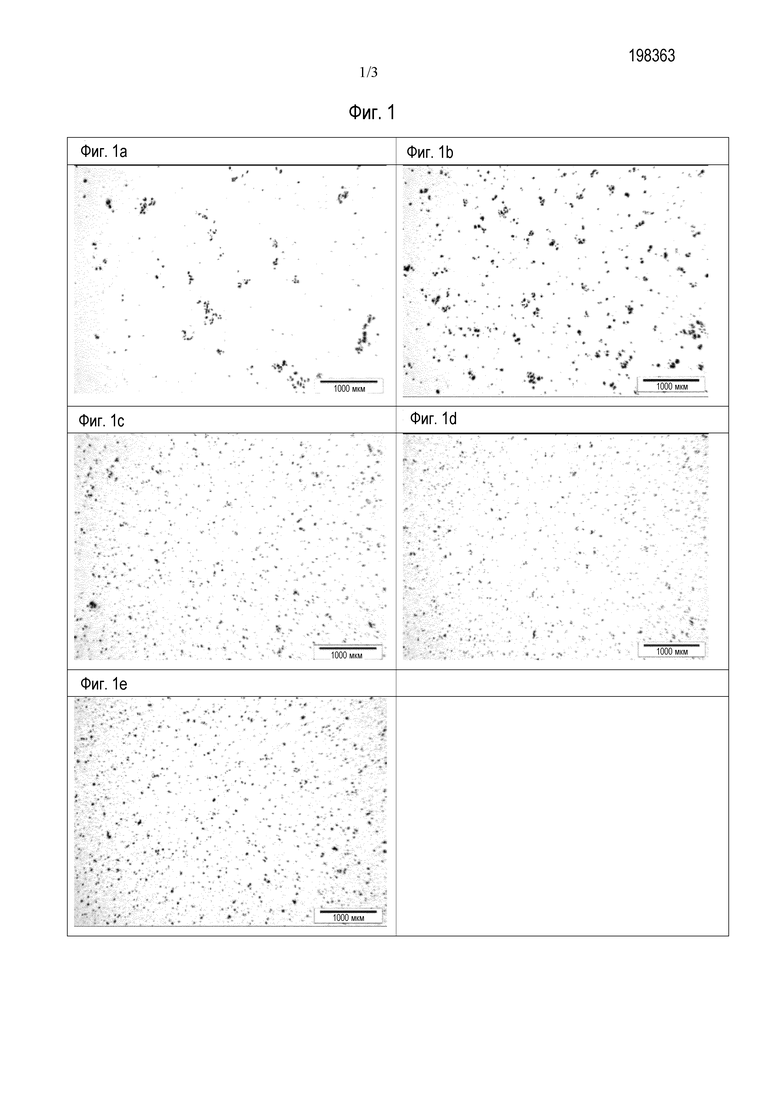
Фигура 1: Микроснимки без химического травления кристаллизованного негомогенизированного металла, полученные после ультразвуковой обработки разной длительности: фиг. 1а: 0 мин, фиг. 1b: 2 мин, фиг. 1с: 6 мин, фиг. 1d: 14 мин, фиг. 1е: 29 мин.
Фигура 2: Микроснимки без химического травления кристаллизованного негомогенизированного металла, полученные после ультразвуковой обработки разной длительности: фиг. 2а: 0 мин, фиг. 2b: 2 мин, фиг. 2с: 6 мин, фиг. 2d: 14 мин, фиг. 2е: 29 мин.
Фигура 3: Гистограмма размеров микропор после гомогенизации, полученных рентгеновской томографией.
Описание изобретения
Обозначение сплавов соответствует известным специалисту правилам Алюминиевой Ассоциации. Химический состав стандартизованных алюминиевых сплавов определен, например, в стандарте EN 573-3.
Если не упомянуто иное, применяются определения из европейского стандарта EN 12258-1.
Задача усовершенствования способа изготовления недеформированных полуфабрикатов, имеющих низкую плотность микропор размером более примерно 90 мкм, решена способом, содержащим следующие этапы:
(i) приготовление ванны жидкого металла из сплава состава, мас. %:
Zn: 0-12
Cu: 0-6
Mg: 0-6
Li: 0-3
Ag: 0-1
Si<0,5
Fe<0,5
необязательно по меньшей мере один из Cr, Zr, Mn, Hf, Ti, Sc, V, В, с содержанием <0,5, остальное алюминий,
(ii) обработка ультразвуком упомянутой ванны жидкого металла в печи и/или в сосуде с помощью погружного устройства, содержащего по меньшей мере один источник ультразвука,
(iii) перенос упомянутой ванны жидкого металла, обработанной таким образом, в устройство кристаллизации,
(iv) полунепрерывная вертикальная разливка с прямым охлаждением упомянутой обработанной ванны жидкого металла.
Автор настоящего изобретения неожиданно установил, что проведенная до разливки обработка ультразвуком позволяет уменьшить размер микропор в кристаллизовавшемся металле, даже если содержание водорода и зеренная структура не изменяются. Так, автор настоящего изобретения наблюдал не эффект дегазации, связанный с обработкой ультразвуком, а эффект по размеру микропор. Не связывая себя конкретной теорией, автор настоящего изобретения полагает, что этот эффект мог быть связан с более поздним образованием микропор при кристаллизации ввиду лучшего смачивания включений жидким металлом в присутствии ультразвука и с фрагментацией упомянутых включений обработкой ультразвуком.
Неожиданно оказалось, что обработка ультразвуком, проведенная задолго до устройства кристаллизации, за несколько минут или несколько десятков минут до разливки, которая может не оказывать или практически не оказывать никакого влияния на зеренную структуру отливки и на содержание водорода, позволяет, тем не менее, уменьшить микропористость отлитого продукта. Таким образом, сохраняется дендритная структура литых зерен, в отличие от ультразвуковых обработок согласно уровню техники, при которых обработка ультразвуком осуществляется в устройстве кристаллизации.
Приготовление ванны жидкого металла, то есть корректировку состава сплава, можно осуществить известными специалисту методами в подходящей печи. Как известно специалисту, могут присутствовать и другие, не указанные элементы в максимальном содержании 0,05 мас. % в качестве примесей или второстепенных добавок.
Изобретение особенно выгодно для тех сплавов, в которых содержание Mg составляет по меньшей мере 0,1 мас. % и/или содержание Li составляет по меньшей мере 0,1 мас. %. Действительно, для сплава этого типа классическими способами дегазации особенно сложно достичь низкого содержания водорода и, кроме того, из-за их сильной окисляемости содержание включений обычно повышено. Однако неожиданно оказалось, что настоящее изобретение позволяет получить низкую плотность микропор с размеров больше примерно 90 мкм даже в присутствии повышенного содержания водорода. Таким образом, способ по изобретению предпочтительно может быть упрощен по сравнению со способами согласно уровню техники тем, что отсутствует операция дегазации, содержание водорода в ванне жидкого металла при кристаллизации составляет по меньшей мере 0,15 мл/100 г, предпочтительно по меньшей мере 0,25 мл/100 г, а еще предпочтительнее по меньшей мере 0,30 мл/100 г.
Кроме того, в случае литья этого конкретного типа сплава, введение ультразвукового зонда в устройство разливки может оказаться сложным и даже невозможным, в частности, когда должна поддерживаться инертная атмосфера. Способ по изобретению позволяет реализовать обработку ультразвуком без модификации устройства кристаллизации, используемого для полунепрерывной вертикальной разливки с прямым охлаждением.
Способ по изобретению особенно выгоден для сплавов, выбранных из АА2014, АА2017, АА2024, АА2024А, АА2027, АА2139, АА2050, АА2195, АА2196, АА2296, АА2098, АА2198, АА2099, АА2199, АА2214, АА2219, АА2524, АА5019, АА5052, АА5083, АА5086, АА5154, АА5182, АА5186, АА5383, АА5754, АА5911 АА7010, АА7020, АА7040, АА7140, АА7050, АА7055, АА7056, АА7075, АА7449, АА7450, АА7475, АА7081, АА7085, АА7910, АА7975.
Жидкий металл подвергают обработке ультразвуком в печи и/или в сосуде (или «ковше») с помощью погружного устройства, содержащего по меньшей мере один источник ультразвука. Известно, например, из специализированного справочника ASM "Aluminum and Aluminum Alloys", © 1993, страница 530, что сосуд (или «ковш») является непористым резервуаром, в котором металл может находиться в течение контролируемой длительности, зависящей от его размера, причем этот сосуд расположен между печью и устройством кристаллизации и позволяет провести обработку, такую, например, как фильтрация жидкого металла через фильтрующую среду в «ковше фильтрации», или введение в ванну газа, называемого "обрабатывающим", который может быть инертным или реакционно-способным, в "ковше дегазации". Необходимо, чтобы обработка с помощью устройства, содержащего по меньшей мере один источник ультразвука, проводилась в части литейной установки, в которой возможно достаточное время обработки, до устройства кристаллизации, а не в транспортировочном канале, где время пребывания слишком мало. Предпочтительно, одновременно с обработкой ультразвуком не осуществляют обработку газом, таким как аргон, хлор или азот. Аналогично, предпочтительно избегают условий обработки ультразвуком, вызывающих акустическое взбалтывание («acoustic streaming» - акустическое течение). Действительно, обработка газом и/или акустическое взбалтывание вызывают движения металла, увлекающие образовавшиеся на поверхности оксиды в жидкий металл, что отрицательно сказывается на качестве жидкого металла и размере микропор.
Источник ультразвука предпочтительно используется на частоте, составляющей в диапазоне между 18 и 22 кГц.
Продолжительность обработки, необходимая для достижения искомого эффекта на микропористость, зависит, в частности, от мощности используемого источника ультразвука и от количества обрабатываемого металла. Предпочтительно, обработку ультразвуком единицы массы осуществляют при полной мощности ультразвука Р и в течение длительности t, таких, чтобы энергия Р×t была по меньшей мере равна минимальной энергии на единицу массы Emin. Таким образом, минимальная длительность обработки на единицу массы равна tmin=Emin/P. Автор настоящего изобретения установил, что минимальная энергия Emin в 4 кДж/кг, предпочтительно по меньшей мере 10 кДж/кг, а предпочтительнее по меньшей мере 25 кДж/кг, может оказаться достаточной при обработке количества 16 кг в отсутствие перемешивания жидкого металла. Автор настоящего изобретения полагает, что эти минимальные энергии Emin в 4 кДж/кг, предпочтительно 10 кДж/кг, а предпочтительнее 25 кДж/кг, могут быть обобщены на большинство случаев с более высокими количествами, но в некоторых вариантах реализации их можно было бы еще больше снизить, например, изменив форму звукового сигнала и/или улучшив перемешивание жидкого металла, чтобы достичь минимальной энергии Emin в 1 кДж/кг или, предпочтительно, 2 или 3 кДж/кг.
Предпочтительно, полная мощность Р по меньшей мере равна 400 Вт, и/или длительность t по меньшей мере равна 60 с.
В одном варианте реализации изобретения обработку ультразвуком осуществляют во время разливки, то есть при неразрывном течении в устройство кристаллизации жидкого металла через сосуд (или «ковш») обработки. Предпочтительно, сосуд рассчитан по размерам так, чтобы среднее время пребывания единицы массы было по меньшей мере равно tmin.
В другом предпочтительном варианте реализации изобретения обработку с помощью устройства, содержащего по меньшей мере один источник ультразвука, осуществляют до разливки в печи.
Предпочтительно, жидкий металл перемешивают электромагнитным средством так, чтобы вызвать циркуляцию в объеме, возбужденном источником ультразвука. Индукционная печь позволяет получить выгодное электромагнитное перемешивание, причем частоту используемого в индукционной печи тока можно регулировать, чтобы получить желаемый эффект перемешивания.
При желании эти два варианта реализации могут также комбинироваться.
Выгодно, чтобы во время обработки ультразвуком ванна жидкого металла находилась при температуре, по меньшей мере равной 690°С, а предпочтительно по меньшей мере равной 700°С. Действительно, обработка ультразвуком тем более эффективна, чем менее вязок жидкий металл. В том варианте реализации, в котором ультразвуковая обработка осуществляется в печи, ванна жидкого металла во время обработки ультразвуком может предпочтительно иметь температуру, по меньшей мере равную 740°С, а предпочтительно по меньшей мере равную 750°С.
Перенос обработанной таким образом ванны жидкого металла в кристаллизатор осуществляется в по меньшей мере одном канале (или «желобе»); действительно, различные печи, сосуды и устройства кристаллизации соединены между собой каналами, по которым может транспортироваться жидкий металл.
Длительность, истекающая между концом обработки ванны жидкого металла ультразвуком и введением этой же ванны жидкого металла в устройство кристаллизации, составляет по меньшей мере несколько минут, обычно по меньшей мере три минуты, в частности, когда обработка ультразвуком проводится в сосуде, или даже по меньшей мере несколько десятков минут, обычно по меньшей мере один час, в частности, когда обработка ультразвуком проводится в печи.
Способ по изобретению позволяет, при заданном содержании водорода в жидком металле, уменьшить плотность микропор большого размера, что особенно выгодно для некоторых сплавов, таких как сплавы, содержащие по меньшей мере 0,1% Mg и/или 0,1% Li, у которых сложно снизить содержание водорода.
В рамках настоящего изобретения размером микропоры называется максимальный размер наименьшего эллипсоида, который содержит микропору.
Способ по изобретению может включать некоторое число дополнительных и/или классических этапов обработки жидкого металла, таких как фильтрация и/или дегазация, причем эта обработка может состоять в фильтрации жидкого металла через фильтрующую среду в «ковше фильтрации» или во введении в ванну газа, называемого «обрабатывающим», который может быть инертным или реакционно-способным, в «ковше дегазации».
Способ по изобретению осуществляют в установке полунепрерывной вертикальной разливки с прямым охлаждением, включающей в себя по меньшей мере одну печь, необходимую для расплавления металла и/или для его выдержки при температуре, и/или для операций приготовления жидкого металла и корректировки его состава, по меньшей мере один сосуд (или «ковш»), предназначенный для осуществления обработки с удалением примесей, растворенных и/или суспендированных в жидком металле, устройство кристаллизации жидкого металла полунепрерывной вертикальной разливкой с прямым охлаждением, содержащее по меньшей мере один кристаллизатор, ложное днище, опускное устройство, по меньшей мере одно устройство снабжения жидким металлом и систему охлаждения, причем эти различные печи, сосуды и устройства кристаллизации соединены между собой каналами, по которым может транспортироваться жидкий металл, отличающейся тем, что она также включает в себя по меньшей мере одно погружное устройство, содержащее по меньшей мере один источник ультразвука, расположенный в печи и/или в сосуде.
Предпочтительно, в установке разливки по изобретению устройство, содержащее источник ультразвука, расположено в индукционной печи.
Недеформированные полуфабрикаты, полученные способом по изобретению, преимущественно имеют на середине толщины плотность микропор размером больше 90 мкм менее 50%, а предпочтительно менее 20%, от плотности микропор размером больше 90 мкм, получаемой идентичным способом, но не содержащим этапа (ii) обработки ультразвуком.
Полуфабрикаты, полученные способом по изобретению, особенно выгодны, так как даже когда содержание водорода в них высокое, плотность микропор большого размера особенно низка.
Кроме того, полуфабрикаты, полученные способом по изобретению, особенно выгодны в гомогенизированном состоянии, так как они и в этом состоянии, для которого обычно наблюдается увеличение размера микропор, имеют особенно низкую плотность микропор большого размера. Гомогенизирующая обработка представляет собой термообработку недеформированного полуфабриката, вышедшего с разливки, которую осуществляют перед горячим деформированием, при высокой температуре, обычно при температуре выше 450°С, причем температура зависит от рассматриваемого сплава. При гомогенизации микропоры имеют тенденцию сливаться и, таким образом, максимальный объем микропор склонен увеличиваться и, аналогично, склонен также увеличиваться и их размер, хотя гомогенизация благоприятствует также сфероидизации, то есть уменьшению отношения поверхность/объем.
Гомогенизация позволяет улучшить металлургические свойства продуктов, поэтому особенно выгодно получать гомогенизированный продукт, имеющий низкую плотность микропор большого диаметра.
Так, неожиданно оказалось, что полуфабрикаты, полученные способом по изобретению, необязательно в гомогенизированном состоянии, и у которых содержание водорода составляет выше 0,15 мл/100 г, даже по меньшей мере 0,25 мл/100 г или даже по меньшей мере 0,30 мл/100 г, имеют плотность микропор с размером больше 90 мкм менее 10/мм3 или даже менее 5/мм3.
Особенно выгодны полуфабрикаты, полученные способом по изобретению, у которых содержание лития составляет по меньшей мере 0,1 мас. %, а предпочтительно по меньшей мере 0,8 мас. %.
Так как измерение содержания водорода в твердой фазе является сложным, в рамках настоящего изобретения считается, что удовлетворительное приближение содержания водорода в твердом продукте можно получить, измеряя содержание водорода в жидком металле непосредственно перед разливкой известными способами, такими как Telegas™ или Alscan™.
Полуфабрикаты, полученные способом по изобретению, особенно полезны для тех назначений, в которых важна допускаемая повреждаемость (стойкость к повреждениям) и особенно усталостная прочность продуктов (изделий). Так, полуфабрикаты, полученные способом по изобретению, применяются, в частности, для изготовления прокаткой листов или плит, предназначенных для авиационной промышленности для получения лонжеронов, нервюр, нижних и верхних обшивок крыла, и для изготовления прессованием профилей, предназначенных для авиационной промышленности для получения элементов жесткости. Предпочтительно, полуфабрикаты, полученные способом по изобретению, применяются для изготовления продуктов, полученных с малой степенью деформации и/или с недостаточной сжимающей деформацией (обжатием), таких как деформированные продукты, у которых отношение толщины полуфабриката к толщине продукта после деформации меньше 4 или, предпочтительно 3,5 или 3. Таким образом, полуфабрикаты, полученные способом по изобретению, выгодны для изготовления толстых продуктов, толщина которых составляет по меньшей мере 100 мм, предпочтительно по меньшей мере 125 мм.
Пример
В этом примере 16 кг алюминиевого сплава АА5182 расплавляли в тигле. Во время опыта жидкий металл поддерживали при температуре 700±5°С. Содержание водорода измеряли с помощью прибора Alscan™, используемого всегда вне периодов обработки ультразвуком, чтобы не нарушать работу зонда. Поверхность жидкого металла непрерывно обдували потоком аргона с расходом 5 л/мин. Не осуществляли ни дегазации, ни перемешивания.
Обработки ультразвуком осуществляли с помощью источника ультразвука мощностью 500 Вт на частоте 18 кГц. Отбор образцов осуществляли через несколько минут после каждой обработки. Длительности обработки рассчитываются в совокупности: первая обработка проводится 2 мин, вторая обработка проводится 4 мин, что соответствует длительности обработки 2+4=6 мин, и т.д.
Микропористость отобранных образцов в виде прутков, кристаллизованных со скоростью, характерной для слябов под прокатку или заготовок для прессования, была охарактеризована посредством оптической микроскопии. Микроснимки приведены на фигурах 1а-1е и 2а-2е.
Размер микропор этих образцов измеряли рентгеновской томографией после гомогенизации 12 ч при температуре 505°С, что позволяет рассчитать объемную долю микропор и плотность пор размером больше 90 мкм, 210 мкм или 420 мкм. Результатом гомогенизации является увеличение размера микропор.
Результаты представлены в таблице 1. Гистограмма числа микропор в зависимости от их размера показана на фигуре 3.

Наблюдаемые структуры, представленные на фигурах 1 и 2, показывают, что в исходном состоянии после разливки наблюдается очень явный эффект для 6-минутной обработки при 500 Вт, тогда как для 2-минутной обработки при 500 Вт не наблюдалось никакого эффекта. В гомогенизированном состоянии наблюдается очень явный эффект для 14-минутной обработки при 500 Вт, для которой установлено более чем 75%-ное уменьшение микропор размером больше 90 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВОГО СПЛАВА С УЛУЧШЕННЫМИ УСТАЛОСТНЫМИ СВОЙСТВАМИ | 2014 |
|
RU2674790C1 |
| ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВОГО СПЛАВА С УЛУЧШЕННЫМИ УСТАЛОСТНЫМИ СВОЙСТВАМИ | 2014 |
|
RU2674789C1 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2829376C2 |
| ИЗМЕЛЬЧЕНИЕ ЗЕРНА МЕТАЛЛОВ С ПРИМЕНЕНИЕМ НЕПОСРЕДСТВЕННОЙ ПЕРЕДАЧИ ЭНЕРГИИ КОЛЕБАНИЙ ПРИ ПРОИЗВОДСТВЕ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2018 |
|
RU2764885C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2729003C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ РАСПЛАВА ЗАЭВТЕКТИЧЕСКИХ СИЛУМИНОВ | 1999 |
|
RU2163647C1 |
| СПОСОБ ПЕРЕРАБОТКИ СКРАПА АЛЮМИНИЕВОГО СПЛАВА, ПОСТУПИВШЕГО ИЗ АВИАЦИОННОЙ ПРОМЫШЛЕННОСТИ | 2007 |
|
RU2441926C2 |
| ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА С ПРИМЕНЕНИЕМ УСОВЕРШЕНСТВОВАННОЙ ВИБРОМУФТЫ | 2018 |
|
RU2771417C2 |
| СПОСОБ ИСПОЛЬЗОВАНИЯ ТРУБЧАТОГО СОНОТРОДА | 2015 |
|
RU2702522C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230625C1 |


Изобретение относится к полуфабрикатам из алюминиевого сплава, изготовленным полунепрерывной вертикальной разливкой с прямым охлаждением, которые могут быть использованы для изготовления конструкционных элементов для авиационно-космической промышленности. Способ изготовления недеформированного полуфабриката из алюминиевого сплава, такого как сляб под прокатку или заготовка для прессования, включает: приготовление ванны жидкого металла из сплава, содержащего, мас. %: Zn 0-12, Cu 0-6, Mg 0-6, Li 0-3, Ag 0-1, Si<0,5, Fe<0,5, необязательно по меньшей мере один из Cr, Zr, Mn, Hf, Ti, Sc, V, В, с содержанием <0,5, остальное - алюминий, обработку ультразвуком ванны жидкого металла в печи и/или сосуде с помощью погружного устройства, содержащего по меньшей мере один источник ультразвука, при температуре жидкого металла, по меньшей мере равной 690°С, перенос обработанной ванны жидкого металла в устройство кристаллизации в течение по меньшей мере трех минут с конца обработки ультразвуком и полунепрерывную вертикальную разливку с прямым охлаждением. Изобретение направлено на снижение микропор размером 90 мкм в недеформированном полуфабрикате из алюминиевого сплава. 2 н. и 11 з.п. ф-лы, 3 ил., 1 табл., 1 пр.
1. Способ изготовления недеформированного полуфабриката из алюминиевого сплава, такого как сляб под прокатку или заготовка для прессования, включающий этапы:
(i) приготовление ванны жидкого металла из сплава состава, мас. %:
Zn: 0-12
Cu: 0-6
Mg: 0-6
Li: 0-3
Ag: 0-1
Si<0,5
Fe<0,5
необязательно по меньшей мере один из Cr, Zr, Mn, Hf, Ti, Sc, V, В, с содержанием <0,5,
остальное алюминий,
(ii) обработка ультразвуком упомянутой ванны жидкого металла в печи и/или сосуде с помощью погружного устройства, содержащего по меньшей мере один источник ультразвука, при этом упомянутая ванна жидкого металла находится при температуре, по меньшей мере равной 690°С,
(iii) перенос упомянутой ванны жидкого металла, обработанной таким образом, в устройство кристаллизации, при этом длительность, истекающая между концом обработки ультразвуком ванны жидкого металла и введением этой же ванны жидкого металла в устройство кристаллизации, составляет по меньшей мере три минуты,
(iv) полунепрерывная вертикальная разливка с прямым охлаждением упомянутой обработанной ванны жидкого металла.
2. Способ по п. 1, в котором упомянутую обработку ультразвуком осуществляют при полной мощности ультразвука Р в течение длительности t, таким образом, чтобы энергия P×t была по меньшей мере равна минимальной энергии на единицу массы Emin в 1 кДж/кг, причем минимальная длительность обработки единицы массы, обозначенная tmin=Emin/P.
3. Способ по п. 2, в котором Р по меньшей мере равна 400 Вт и/или t по меньшей мере равно 60 с.
4. Способ по п. 1 или 2, в котором упомянутую обработку ультразвуком осуществляют во время разливки при неразрывном течении в устройство кристаллизации жидкого металла в сосуде, размеры которого рассчитаны таким образом, чтобы среднее время пребывания единицы массы было по меньшей мере равно tmin.
5. Способ по п. 1 или 2, в котором упомянутую обработку ультразвуком осуществляют в печи с перемешиванием электромагнитным средством, преимущественно в индукционной печи.
6. Способ по п. 1 или 2, в котором упомянутая ванна жидкого металла является сплавом, имеющим содержание Mg по меньшей мере 0,1 мас. % и/или содержание Li по меньшей мере 0,1 мас. %.
7. Способ по п. 1 или 2, в котором отсутствует операция дегазации, причем содержание водорода в упомянутой ванне жидкого металла при кристаллизации составляет по меньшей мере 0,15 мл/100 г, предпочтительно по меньшей мере 0,25 мл/100 г, а предпочтительнее по меньшей мере 0,30 мл/100 г.
8. Способ по п. 1 или 2, в котором упомянутый сплав выбран из АА2014, АА2017, АА2024, АА2024А, АА2027, АА2139, АА2050, АА2195, АА2196, АА2296, АА2098, АА2198, АА2099, АА2199, АА2214, АА2219, АА2524, АА5019, АА5052, АА5083, АА5086, АА5154, АА5182, АА5186, АА5383, АА5754, АА5911 АА7010, АА7020, АА7040, АА7140, АА7050, АА7055, АА7056, АА7075, АА7449, АА7450, АА7475, АА7081, АА7085, АА7910, АА7975.
9. Способ по п. 1 или 2, в котором полученный полуфабрикат имеет на середине толщины плотность микропор размером больше 90 мкм менее 50%, предпочтительно менее 20%, от плотности микропор размером больше 90 мкм, получаемой идентичным способом, не включающим этап (ii) обработки ультразвуком.
10. Способ по п. 1 или 2, в котором полученный полуфабрикат применяют для изготовления прокаткой листов или плит, предназначенных для авиационной промышленности для получения лонжеронов, нервюр, нижних и верхних обшивок крыла, или для изготовления прессованием профилей, предназначенных для авиационной промышленности для получения элементов жесткости.
11. Способ по п. 1 или 2, в котором полученный полуфабрикат применяют для изготовления деформированных продуктов, в которых отношение толщины полученного полуфабриката к толщине деформированного продукта составляет менее 4 или, предпочтительно, 3,5 или 3.
12. Установка для изготовления недеформированного полуфабриката из алюминиевого сплава способом по любому из пп. 1-11, включающая по меньшей мере одну печь, необходимую для плавки металла и/или его выдержки при температуре и/или для операций приготовления жидкого металла и корректировки его состава, по меньшей мере один сосуд, предназначенный для осуществления обработки с удалением примесей, растворенных и/или суспендированных в жидком металле, устройство кристаллизации жидкого металла полунепрерывной вертикальной разливкой с прямым охлаждением, содержащее по меньшей мере один кристаллизатор, ложное днище, опускное устройство, по меньшей мере одно устройство снабжения жидким металлом и систему охлаждения, причем эти различные печи, сосуды и устройства кристаллизации соединены между собой каналами, по которым может транспортироваться жидкий металл, при этом упомянутая установка также включает в себя по меньшей мере одно погружное устройство, содержащее по меньшей мере один источник ультразвука, расположенный в печи и/или сосуде.
13. Установка по п. 12, в которой упомянутое погружное устройство, содержащее источник ультразвука, расположено в индукционной печи.
| US 4564059 A1, 14.01.1986 | |||
| US 4564059 A1, 14.01.1986 | |||
| СПОСОБ ФОРМИРОВАНИЯ СТРУКТУРЫ СЛИТКА ЛЕГКОГО СПЛАВА | 0 |
|
SU353790A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ РАСПЛАВА ЗАЭВТЕКТИЧЕСКИХ СИЛУМИНОВ | 1999 |
|
RU2163647C1 |
| WO 00/65109 A1, 02.11.2000 | |||
| US 2007235159 A1, 11.10.2007. | |||

