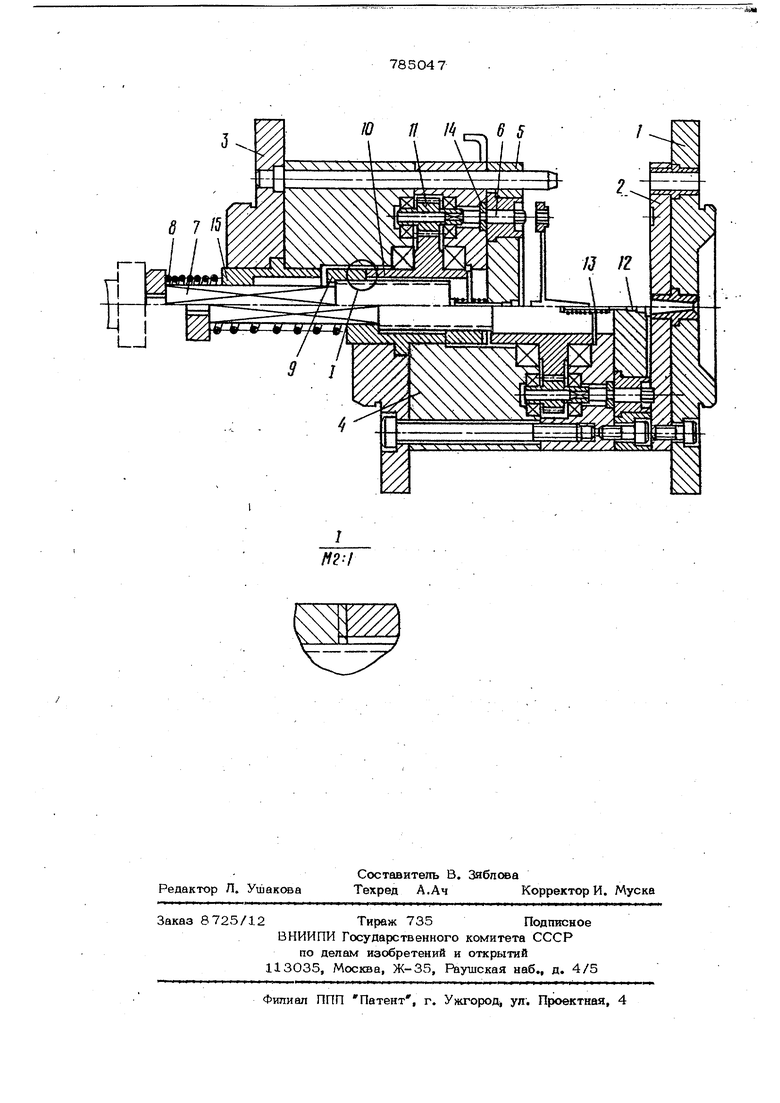
Изобретение относится к переработке пластмасс. Известны литьевые формы для изготовления полимерных резьбовых изделий из плас1масс, содержащие неподвижную литниковую плиту, подвижные плиты матриц и оформляющих знакю, резьбовые знаки, механизм вьшинчивания резьбовых знаков и выталкивающую систему. В известной литьевой форме ходово винт механизма вьшинчивания знаков закреплен в плитах подвижной полуфорыы, а хвостовик винта размещен в гайке, йепод вижнЪ закрепленной во втулке tl Наличие гайки и втулки под JCBOCTOBHK винта усложняет конструкцию формы И увеличивает ее габариты. Наиболее близкая по технической супьности к описываемсвуту изобретению питье вая форма для изготовления полимерных изделий с резьбой, содержащая подвижную и неподвижную полуформы,: резьбовые знаки и механизм вывинчивания резьбовых знаке, включающий установленный в подвижной полуформе ходовой винт, ведущее зубчатое колесо и ведс«дое зубчатое колесо |2,. В ювестной форме ходовой винт нахо дйтся в зацеплении с ведущим зубчатым колесом во время рабочего и холост лч ходов, что снижает долговечность работы фО(4Ы. Цель изобретения - повышение долговечности работы формы. Поставленная цель достигается тем, что в ли1ъевой форме для изгот жления полимерных изделий с резьбой, содержащей подвижную и неподвижную попуформы, респЬ|6овыезнаки и механизм вывинчивания резьбовых знаков, включающий установленный в подвижной полуформе ходовой винт, ведущее ; бчатое колесо и ведомое зубчатой колесо, согласно изобретению, ходовой винт устанс лен свободно в. подвижной полуформе, подпружинен относительно нее и снабжен храпсжиксы с зубьями на торце, а ведущее зубчатое колесо установлено с зазором относлтельно ходового винта и выполнено на торце с зубьями для взаимо дейстеия с зубьями храповика. | Изобретение поясняется чертежом, где над осевой линией показана форма в раскрытом положении, а под линией - в сомкнутом положении, а также узел I. форма содержит неподвижную полуфоркту, включающую литниковую плиту 1 и связанную с ней плиту полуматриц 2 подвижную аолуформу, включающую основа кие 3, жестко связанное с обоймой 4 и плитой полуматриц 5, механизм вьшинчивания резьбсжых знаков 6, включающий свободно устанселенный в подвижной полуформе ходсжой винт 7, подпружиненный относительно нее пружиной 8 и снабженный храповиком 9 с зубьями на торце, взаимодействующим с ведущим зубчатым колесом 10, установленным с зазором от носительно ходового винта и выполненным на торце с зубьями для взаимодействия ( с зубьями храповика, и ведомое зубчатое копесо 11. В плите полуматриц 5 размещен выталкиватель 12 литника с пружщой 13. В плите 5 выполнено поднутрение для удержания в ней тштника при формы. Форма снабжена байонетом 14 для фиксации знаков. В подвижной полут|)О{Муге, в оснсжании 3, закреплена напр авляющая втулка 15, выполненная с чет рехугольным отверстием для предотвраще ния проворота ходового винта. Форма работает следующим образом. Материал заполняет формующие полости попуматрид. В начале раскрытия формы ходовой винт 7 упирается в неподвижный упор термопластавтомата и останавливает ся, а подвижная полуформа продолжает п&ремейгаться. При этом начинает вращаться храповик 9. Ведущее зубчатое колесо 10, перемещаясь с подвижной полуформой, входит в контакт зубьями с зубь ями х{)апааика, который передает вращение На копесо 10, а оно в свою очередь, вращает, ведомое зубчатое колесо 11 и рдзьб с ые знаки 6. Происходит вьшинчиванне резьбовых знаксю из изделий. Одновременно ходовой винт 7 своим торцом приводит в движение толкатетш 12 лит ника, производя сброс изделий вместе с литниковой системой. При смыкании формы происходит разъединение храповика 9 с ведугцим зубчатым копесрм 10, при этом ходовой винт отжимается пружиной 8 и занимает исходное положение. Аналогично пружина 13 возвращает толкатель питника в исходное положение. Таким образом, в предлагаемой форме ходовой винт находится в зацеплений с ведущим зубчатым коленом через храповик только во время рабочего хода, при обратном, холостом ходе он выходит из зацёплен 1Я с ней. Формупаизобретения Литьевая форма для изготовления полимерных изделий с резьбой, содержащая подвижную и неподвижную полуформы, резьбовые знаки и механизм вывиггчивания резьбовых знаков, включающий установленный в подвижной полуформе ходовой винт, ведущее зубчатое колесо и ведомое зубчатое колесо, о т .л и ч а ющ а я с я тем, что, с целью повышения долговечности работы формы, ходовой винт установлен свободно в подвижной полуформе, подпружинен относительно нее и снабжен храповиком с зубьями на торце, а ведущее зубчатое колесо установлено с зазором относительно ходового винта и выполнено на торце с зубьями для взаимодействия с зубьями храпсвика. Источники информации, принятые во внимание цри экспертизе 1.Завгородний В. К. Механизация и автоматизация переработки пластических масс. Машинострое1ше, М., 1964, с. 451-453, рис. 274. 2.Авторскбе свидетельство СССР № ЗО79О5, кл. В 29 С 5/ОО, 1969 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая форма для изготовления полимерных изделий с резьбами | 1982 |
|
SU1115912A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1978 |
|
SU725802A1 |