ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу соединения первой металлической детали со второй металлической деталью с использованием подавляющего плавление состава. Настоящее изобретение также относится к подавляющему плавление составу и к изделиям, которые содержат соединенные металлические детали.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В настоящее время существуют различные способы соединения металлических деталей (металлических объектов или металлических изделий), которые изготовлены из металлических элементов, включающих в себя различные элементарные металлы, а также различные металлические сплавы. Из-за металлических элементов или сплавов, из которых они изготовлены, температура плавления рассматриваемых металлических деталей, составляет по меньшей мере 1100°С, что означает, что такие металлические детали не могут быть изготовлены, например, из чистой меди, чистого алюминия или различных сплавов на основе алюминия. Некоторые примеры металла, из которого могут быть изготовлены такие металлические детали, обычно включают в себя сплавы на основе железа, никеля и кобальта.
Одним из общих способов для соединения таких металлических деталей является сварка, которая представляет собой способ, согласно которому металл в металлической детали, с дополнительным материалом или без него, плавят, т.е. литое изделие формируют в результате плавления и последующего повторного затвердевания.
Другим способом соединения является пайка твердым припоем, которая представляет собой способ соединения металлов, согласно которому присадочный металл вначале наносят по меньшей мере на одну из двух соединяемых металлических деталей, а затем нагревают выше температуры его плавления и распределяют между металлическими деталями в результате капиллярного действия. Присадочный металл доводят до температуры, превышающей температуру его плавления, обычно под защитой соответствующей атмосферы. Затем присадочный металл течет по металлическим деталям по направлению к контактным точкам, где он формирует соединения.
Обычно при пайке твердым припоем присадочный металл наносят с промежутком или зазором между соединяемыми металлическими деталями. Во время процесса нагревания присадочный металл плавится и заполняет соединяемый промежуток. Процесс пайки твердым припоем включает в себя три основных этапа, при этом первый этап называют «физическим этапом». Физический этап включает в себя увлажнение и течение присадочного металла. Второй этап обычно осуществляют при заданной температуре соединения. Во время данного этапа происходит взаимодействие твердых и жидких компонентов, которое сопровождается существенным переносом масс. На данном этапе небольшой объем металлических деталей непосредственно примыкает к жидкому присадочному металлу, либо растворяется, либо взаимодействует с присадочным металлом. В это время небольшое количество элементов из жидких фаз проникает в детали из сплошного металла. Такое перераспределение компонентов в зоне соединения приводит к изменениям состава присадочного металла и, иногда, к затвердеванию присадочного металла. Последний этап, который перекрывает второй этап, характеризуется формированием микроструктуры конечного соединения и протекает во время затвердевания и охлаждения соединения. Объем металлических деталей, который примыкает к жидкому присадочному металлу, является весьма небольшим, т.е. соединение формируется в большей степени присадочным металлом. Обычно при осуществлении пайки твердым припоем по меньшей мере 95% металла в соединении поступает из присадочного металла.
Другим способом соединения двух металлических деталей (исходных материалов) является преходящее диффузионное связывание жидкой фазы (TLP-связывание), при котором диффузия происходит тогда, когда понижающий температуру плавления элемент из промежуточного слоя проникает в решетку и границы зерен металлических деталей при температуре соединения. Затем диффузионные процессы в твердом состоянии приводят к изменению состава на межфазной границе соединения и разнородный промежуточный слой плавится при более низкой температуре, чем исходные материалы. Таким образом, тонкий слой жидкости распределяется вдоль межфазной границы, формируя соединение при более низкой температуре, чем температура плавления каждой из металлических деталей. Снижение температуры связывания приводит к затвердеванию металла, и такая фаза может быть впоследствии диффундирована в металлические детали в результате удерживания при температуре связывания в течение некоторого периода времени.
Способы соединения, такие как сварка, пайка твердым припоем и TLP-связывание, обеспечивают успешное соединение металлических деталей. Однако сварка имеет свои ограничения, поскольку создание большого числа соединений при затрудненном доступе к ним может оказаться весьма дорогостоящим или даже невозможным. Пайка твердым припоем также имеет свои ограничения, например, заключающиеся в том, что иногда трудно нанести или даже определить наиболее подходящий присадочный металл. TLP-связывание является предпочтительным при соединении различных материалов, однако оно имеет свои ограничения. Например, часто затруднительно найти подходящий промежуточный слой, при этом данный способ совсем не подходит для создания соединения в том случае, когда требуется заполнить большой промежуток или когда требуется сформировать относительно большое соединение.
Таким образом, при выборе определенного способа соединения необходимо учитывать множество факторов. Решающими факторами являются стоимость, производительность, безопасность, скорость процесса и свойства соединения, которое соединяет металлические детали, а также свойства металлических деталей как таковых после соединения. Даже несмотря на то, что вышеупомянутые способы имеют свои преимущества, все еще имеется потребность в способе соединения, который мог бы быть использован в качестве дополнения к существующим способам, в частности, при учете таких факторов, как стоимость, производительность, безопасность и скорость процесса.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является улучшение вышеописанных и известных способов. В частности, задачей является разработка способа соединения металлических деталей (металлических изделий, т.е. изделий или объектов, которые изготовлены из металла) простым и надежным способом, при этом с получением прочного соединения между металлическими деталями.
Для решения данных задач разработан способ соединения первой металлической детали со второй металлической деталью. Данный способ может быть использован для металлических деталей, которые имеют температуру солидуса выше 1100°С. Способ включает в себя:
нанесение подавляющего плавление состава на поверхность первой металлической детали, при этом подавляющий плавление состав содержит подавляющий плавление компонент, который содержит по меньшей мере 25 масс.% бора и кремния для снижения температуры плавления первой металлической детали, и, необязательно, связующий компонент для облегчения нанесения подавляющего плавление состава на поверхность;
приведение второй металлической детали в контакт с подавляющим плавление составом в контактной точке на упомянутой поверхности;
нагревание первой и второй металлических деталей до температуры выше 1100°С, при этом упомянутая поверхность первой металлической детали плавится таким образом, что плавится поверхностный слой первой металлической детали и вместе с подавляющим плавление компонентом образует расплавленный металлический слой, который находится в контакте со второй металлической деталью в контактной точке; и
обеспечение затвердевания слоя расплавленного металла с получением соединения в контактной точке.
Металл в металлических деталях может иметь вид, например, металлических сплавов на основе железа, никеля и кобальта, поскольку температура их солидуса обычно составляет более 1100°С. Металлические детали не могут состоять из чистой меди, сплавов на основе меди, чистого алюминия или сплавов на основе алюминия, температура солидуса которых не составляет более 1100°С. Металл в металлической детали или даже металлическая деталь как таковая могут быть названы «исходным металлом» или «исходным материалом». В данном контексте термин сплав «на основе железа» представляет собой сплав, в котором железо имеет наибольшее процентное содержание из всех элементов в сплаве (масс.%). Вышеизложенное также касается сплавов на основе никеля, кобальта, хрома и алюминия.
Как упомянуто выше, подавляющий плавление состав содержит по меньшей мере один компонент, который представляет собой подавляющий плавление компонент. Подавляющий плавление состав необязательно содержит связующий компонент. Все вещества или части подавляющего плавление состава, которые способствуют снижению температуры плавления по меньшей мере первой металлической детали, считаются частью подавляющего плавление компонента. Части подавляющего плавление состава, которые не участвуют в снижении температуры плавления по меньшей мере первой металлической детали, а вместо этого «связывают» подавляющий плавление состав таким образом, что он образует, например, пасту, краску или суспензию, считаются частью связующего компонента. Безусловно, подавляющий плавление компонент может содержать и другие компоненты, такие как небольшие количества присадочного металла. Однако такой присадочный металл не может составлять более 75 масс.% подавляющего плавление компонента, поскольку по меньшей мере 25 масс.% подавляющего плавление компонента содержит бор и кремний. При включении в подавляющий плавление состав присадочного металла он всегда составляет часть подавляющего плавление компонента.
В данном контексте термин «бор и кремний» означает суммарное содержание бора и кремния в подавляющем плавление компоненте, рассчитанное в масс.%. Здесь «масс.%» означает процентное содержание, которое определяют, умножая весовую долю на 100. Как известно, весовая доля вещества в компоненте представляет собой отношение концентрации массы такого вещества (плотность такого вещества в компоненте) к плотности компонента. Так, например, выражение «по меньшей мере 25 масс.% бора и кремния» означает, что общая масса бора и кремния составляет по меньшей мере 25 г в 100-граммовом образце подавляющего плавление компонента. Очевидно, что в том случае, когда связующий компонент входит в состав подавляющего плавление компонента, масс.% бора и кремния в подавляющем плавление компоненте может составлять менее 25 масс.%. Однако по меньшей мере 25 масс.% бора и кремния всегда присутствуют в подавляющем плавление компоненте, который, как указано, также содержит любой возможный присадочный металл, т.е. присадочный металл всегда рассматривается как часть подавляющего плавление состава.
Термин «бор» означает весь бор в подавляющем плавление компоненте, который содержит элементарный бор, а также бор в соединении бора. Соответственно, термин «кремний» означает весь кремний в подавляющем плавление компоненте, который содержит элементарный кремний, а также кремний в соединении кремния. Таким образом, как бор, так и кремний могут быть представлены в подавляющем плавление компоненте бором и кремнием в различных соединениях бора и кремния.
Очевидно, что подавляющий плавление состав сильно отличается от традиционных веществ для твердой пайки, поскольку они содержат намного больше присадочного металла относительно подавляющих плавление веществ, таких как бор и кремний. Обычно вещества для твердой пайки содержат менее 18 масс.% бора и кремния.
Преимущество данного способа заключается в том, что содержание присадочного металла может быть уменьшено или даже исключено и что он может быть использован в металлических деталях, изготовленных из различных материалов. Он также может быть использован для широкого ряда назначений, например, для соединения пластин для теплопередачи или любых соответствующих металлических объектов, которые в противном случае соединяют, например, сваркой или традиционной пайкой твердым припоем.
Безусловно, подавляющий плавление состав может быть также нанесен на вторую металлическую деталь.
Источником бора может служить как элементарный бор, так и бор из соединения бора, выбранного по меньшей мере из любого из следующих соединений: карбид бора, борид кремния, борид никеля и борид железа. Источником кремния может служить как элементарный кремний, так и кремний из соединения кремния, выбранного по меньшей мере из любого из следующих соединений: карбид кремния, борид кремния и ферросилиций.
Подавляющий плавление компонент может содержать по меньшей мере 40 масс.% бора и кремния, или даже может содержать по меньшей мере 85 масс.% бора и кремния. Это означает, что при включении любого присадочного металла его включают в количествах менее 60 масс.%, соответственно, менее 15 масс.%. Подавляющий плавление компонент может даже содержать по меньшей мере 95 масс.% бора и кремния.
Бор может составлять по меньшей мере 10 масс.% содержания бора и кремния в подавляющем плавление соединении. Это означает, что в том случае, если подавляющий плавление компонент содержит по меньшей мере 25 масс.% бора и кремния, подавляющий плавление компонент содержит по меньшей мере 2,5 масс.% бора. Кремний может составлять по меньшей мере 55 масс.% содержания бора и кремния в подавляющем плавление соединении.
Подавляющий плавление компонент может содержать менее 50 масс.% металлических элементов или менее 10 масс.% металлических элементов. Такие металлические элементы соответствуют описанной выше «металлической присадке». Такие небольшие количества металлических элементов или металлической присадки полностью отличают подавляющий плавление состав от, например, известных составов для пайки твердым припоем, поскольку они включают по меньшей мере 60 масс.% металлических элементов. Здесь «металлические элементы» содержат, например, все переходные металлы, которые представляют собой элементы d-блока периодической системы химических элементов, который включает группы 3-12 периодической системы. Это означает, что, например, железо (Fe), никель (Ni), кобальт (Co), хром (Cr) и молибден (Mo) являются «металлическими элементами». Элементы, которые не являются «металлическими элементами» представляют собой благородные газы, галогены и следующие элементы: бор (В), углерод (С), кремний (Si), азот (N), фосфор (Р), мышьяк (As), кислород (О), серу (S), селен (Se) и теллур (Tu). Следует отметить, что, например, в том случае, если бор поступает из такого соединения, как борид никеля, никелевая часть данного соединения представляет собой металлический элемент, который включен в металлические элементы, которые в одном варианте воплощения должны составлять менее 50 масс.%, а в другом варианте воплощения - менее 10 масс.%.
Толщина первой металлической детали может составлять 0,3-0,6 мм, а нанесение подавляющего плавление состава может содержать нанесение в среднем 0,02-0,12 мг бора и кремния на мм2 на поверхность первой металлической детали. Нанесение в среднем 0,02-0,12 мг бора и кремния на мм2 на поверхность первой металлической детали содержит любое непрямое нанесение через, например, вторую металлическую деталь, например, бора и кремния, который переносится со второй металлической детали на первую металлическую деталь. Таким образом, описываемые здесь бор и кремний могут необязательно быть нанесены непосредственно на первую металлическую деталь при условии, что они способствуют плавлению на поверхностном слое первой металлической детали.
Толщина первой металлической детали может составлять 0,6-1,0 мм, а нанесение подавляющего плавление состава может содержать нанесение в среднем 0,02-1,0 мг бора и кремния на мм2 на поверхность первой металлической детали. Как и ранее, такое нанесение также включает в себя непрямое «нанесение» через вторую металлическую деталь.
Толщина первой металлической детали может составлять более 1,0 мм, а нанесение подавляющего плавление состава может содержать нанесение в среднем 0,02-5,0 мг бора и кремния на мм2 на поверхность первой металлической детали.
Поверхность может иметь площадь больше, чем площадь, определяемая контактной точкой на упомянутой поверхностной детали, таким образом, что металл в расплавленном металлическом слое течет к контактной точке при формировании соединения. Такое течение обычно происходит в результате капиллярного воздействия.
Площадь поверхности может быть по меньшей мере в 10 раз больше, чем площадь, определяемая контактной точкой. Площадь поверхности может быть еще больше (или контактная точка относительно меньше), например, по меньшей мере в 20 или 30 раз больше, чем площадь, определяемая контактной точкой. Площадь поверхности относится к площади поверхности, откуда расплавленный металл течет для формирования соединения.
Площадь поверхности может быть по меньшей мере в 3 раза больше, чем площадь поперечного сечения соединения. Площадь поверхности может быть еще больше (или площадь поперечного сечения соединения относительно меньше), например, по меньшей мере в 6 или 10 раз больше, чем площадь, определяемая контактной точкой. Площадь поперечного сечения соединения может быть определена как площадь поперечного сечения, которую имеет соединение поперек плоскости, которая параллельна поверхности, на которой расположена контактная точка, в месте, где соединение имеет наименьшую протяженность (площадь поперечного сечения соединения).
Соединение может содержать по меньшей мере 50 масс.% или по меньшей мере 85 масс.%, или даже 100 масс.% металла (металлического элемента), который, до нагревания, являлся частью как первой металлической детали, так и второй металлической детали. Это достигается благодаря тому, что металл металлических деталей течет к контактной точке и формирует соединение. Соединение, которое формируется таким образом, сильно отличается от соединений, сформированных пайкой твердым припоем, поскольку такие соединения включают в себя по меньшей мере 90 масс.% металла, который до пайки твердым припоем являлся частью присадочного металла вещества для твердого припоя, которое было использовано для формирования соединения.
Как первая металлическая деталь, так и вторая металлическая деталь имеет множество выступов, которые проходят по направлению к другой металлической детали таким образом, что при контакте второй металлической детали с упомянутой поверхностью на такой поверхности формируется множество контактных точек. Это обычно происходит в том случае, когда металлические детали имеют форму гофрированных листов, которые сложены и соединены вместе для формирования теплообменников.
Первая металлическая деталь может включать любой из следующих металлов:
i) >50 масс.% Fe, <13 масс.% Cr, <1 масс.% Mo, <1 масс.% Ni и <3 масс.% Mn;
ii) >90 масс.% Fe;
iii) >65 масс.% Fe и >13 масс.% Cr;
iv) >50 масс.% Fe, >15,5 масс.% Cr и >6 масс.% Ni;
v) >50 масс.% Fe, >15,5 масс.% Cr, 1-10 масс.% Mo и >8 масс.% Ni;
vi) >97 масс.% Ni;
vii) >10 масс.% Cr и >60 масс.% Ni;
viii) >15 масс.% Cr, >10 масс.% Mo и >50 масс.% Ni;
ix) >70 масс.% Co; и
x) >10 масс.% Fe, 0,1-30 масс.% Mo, 0,1-30 масс.% Ni и >50 масс.% Co.
Вышеизложенное означает, что первая металлическая деталь, а также вторая металлическая деталь может быть изготовлена из большого числа различных сплавов. Очевидно, что приведенные выше примеры сбалансированы с другими металлами или элементами, как принято в данной отрасли промышленности.
Согласно другому аспекту разработано изделие, включающее в себя первую металлическую деталь, которая соединена со второй металлической деталью соединением. Температура солидуса металлических деталей составляет более 1100°С, а соединение содержит по меньшей мере 50 масс.% металлических элементов, которые были извлечены с участка, окружающего соединение, при этом такой участок являлся частью первой металлической детали или второй металлической детали.
Согласно другому аспекту разработано изделие, включающее в себя первую металлическую деталь, которая соединена со второй металлической деталью согласно описанному выше способу или любому из вариантов его воплощения.
Согласно другому аспекту разработан подавляющий плавление состав, т.е. специально создан и сконфигурирован, для соединения первой металлической детали со второй металлической деталью согласно описанному выше способу или любому из вариантов его воплощения, при этом подавляющий плавление состав содержит i) подавляющий плавление компонент, который содержит по меньшей мере 25 масс.% бора и кремния для снижения температуры плавления, и ii) необязательно, связующий компонент для облегчения нанесения подавляющего плавление состава на первую металлическую деталь.
Различные цели, отличительные признаки, аспекты и преимущества данного способа, изделий и подавляющего плавление состава станут очевидными из следующего подробного описания, а также из чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты воплощения настоящего изобретения описаны далее с помощью примеров и со ссылкой на прилагаемые схематические чертежи, на которых:
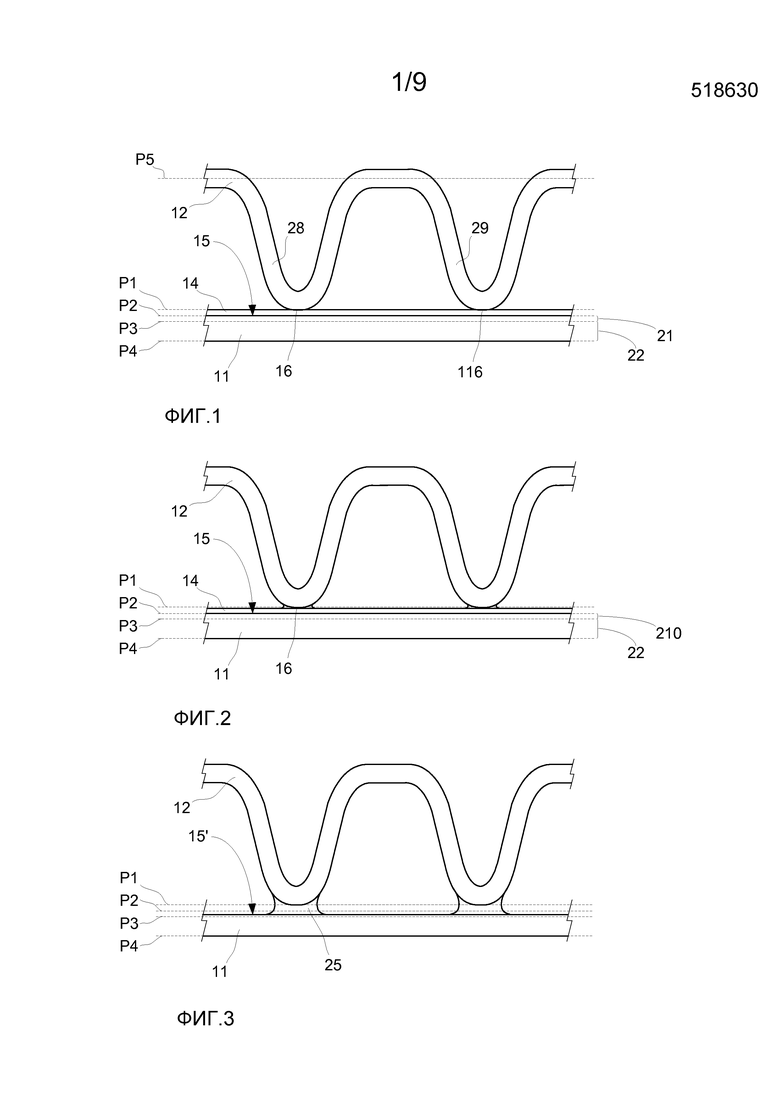
Фиг. 1 представляет собой вид в поперечном разрезе первой и второй металлической детали, при этом подавляющий плавление состав наносят непосредственно на детали;
Фиг. 2 показывает металлические детали с фиг. 1 во время нагревания;
Фиг. 3 показывает металлические детали с фиг. 1 при формировании соединения;
Фиг. 4 представляет собой вид в поперечном разрезе первой и второй металлической детали, при этом подавляющий плавление состав наносят непосредственно на компоненты, а вторая металлическая деталь примыкает к первой металлической детали;
Фиг. 5 показывает металлические детали с фиг. 4 во время нагревания;
Фиг. 6 показывает металлические детали с фиг. 4 при формировании соединения;
Фиг. 7 показывает металлические детали при формировании соединения и прижимание деталей одна к другой во время формирования соединения;
Фиг. 8 представляет собой вид, соответствующий фиг. 7, показывающий плавление материала обеих металлических деталей и формирование соединения;
Фиг. 9 соответствует фиг. 1 и показывает распределение контактной точки между металлическими деталями;
Фиг. 10 показывает площадь контактной точки между металлическими деталями;
Фиг. 11 соответствует фиг. 3 и показывает распределение соединения между металлическими деталями;
Фиг. 12 показывает площадь поперечного сечения соединения;
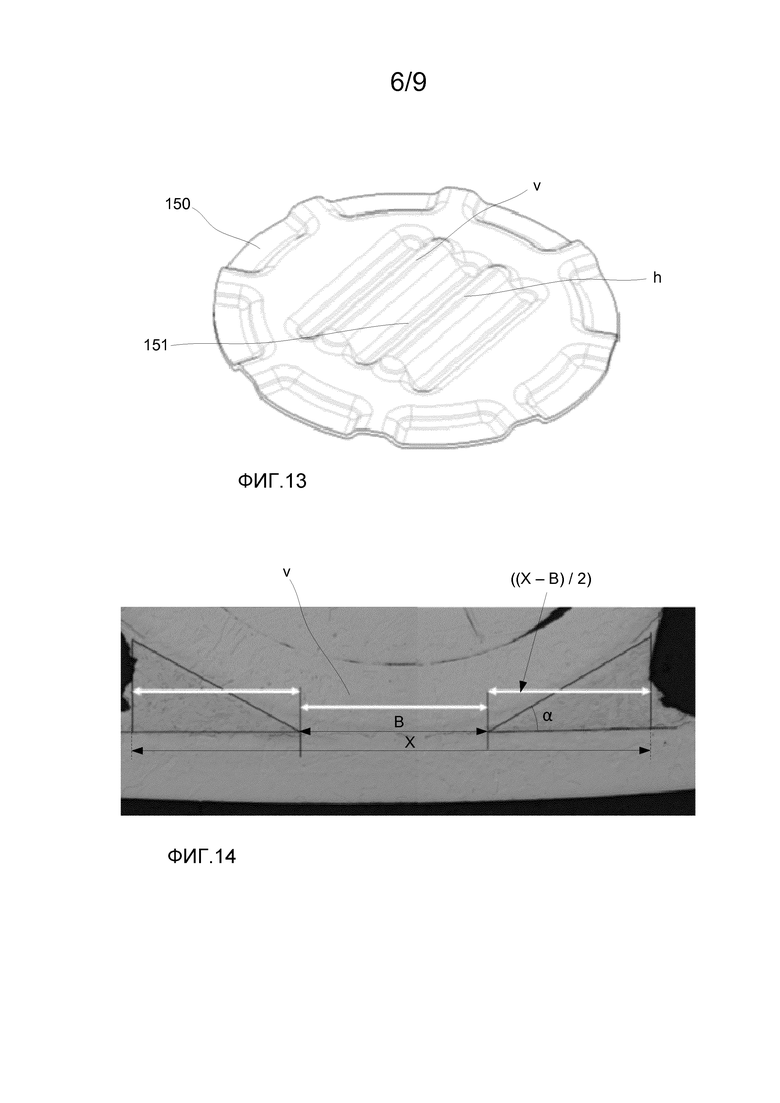
Фиг. 13 показывает прижатую плиту, используемую в ряде примеров, которые описывают то, как две металлические детали могут быть соединены;
Фиг. 14 представляет собой фотографию поперечного сечения соединения между плитой, показанной на фиг. 13, и плоской плитой;
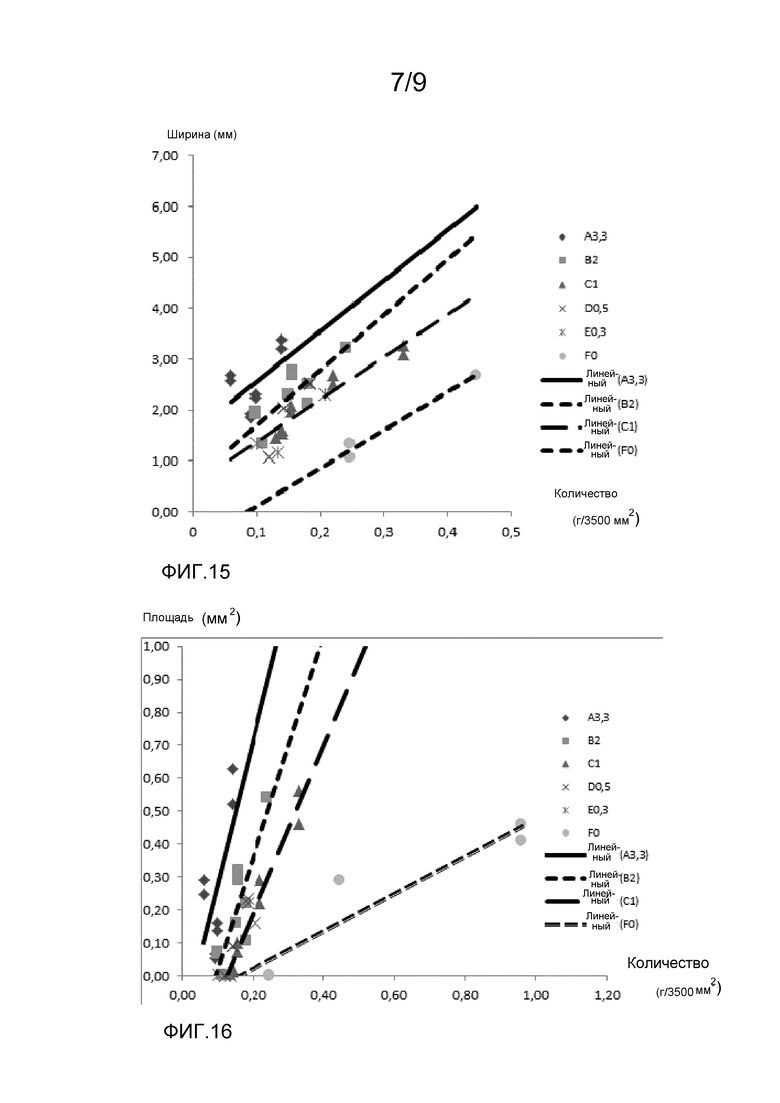
Фиг. 15 показывает диаграмму, на которой измеренная ширина соединения отложена в зависимости от нанесенного количества (г/3500 мм2) подавляющего плавление состава, включая линии тренда;
Фиг. 16 показывает другую диаграмму, на которой рассчитанная заполненная площадь соединения на основе измеренной ширины отложена в зависимости от нанесенного количества (г/3500 мм2) подавляющего плавление состава, включая линии тренда;
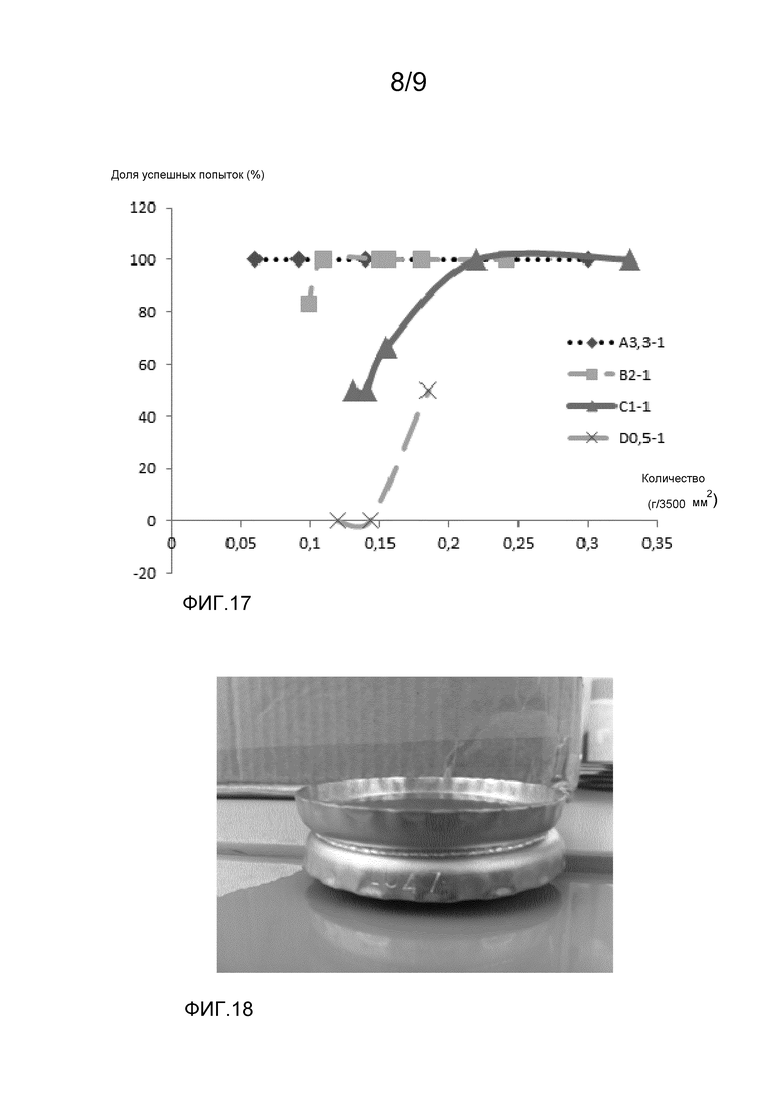
Фиг. 17 показывает другую диаграмму, на которой % подвергнутых испытанию на растяжение образцов, отложен в зависимости от нанесенного количества (г/3500 мм2) подавляющего плавление состава, включая линии тренда;
Фиг. 18 показывает другие образцы испытания, которые были соединены;
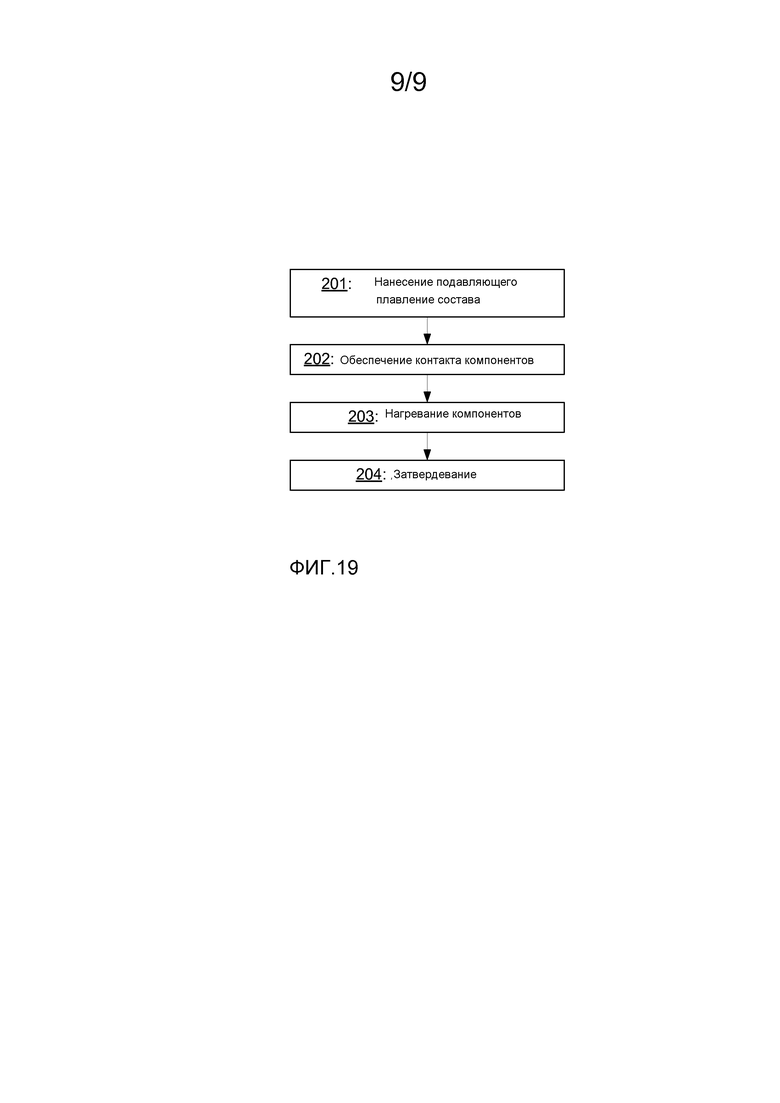
Фиг. 19 показывает схему производственного процесса способа соединения первой и второй металлической детали.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
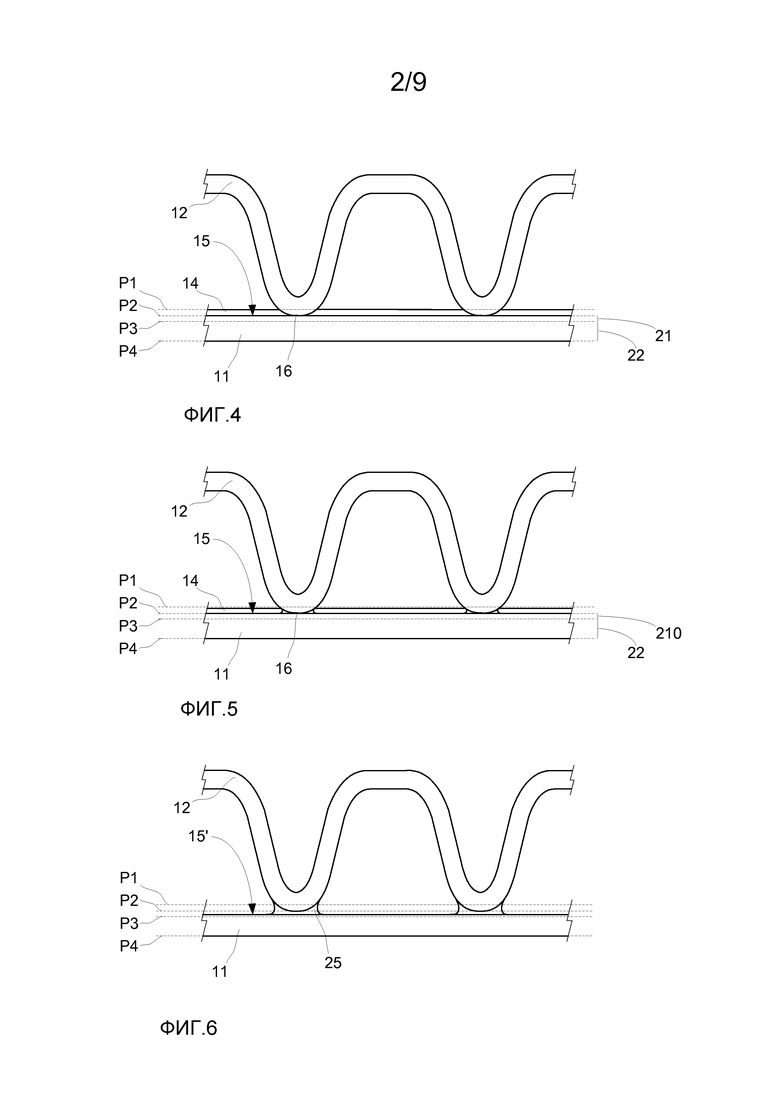
Фиг. 1 показывает первую металлическую деталь 11 и вторую металлическую деталь 12, при этом подавляющий плавление состав 14 наносят на поверхность 15 первой металлической детали 11. Вторая металлическая деталь 12 находится в контактной точке 16 в контакте с подавляющим плавление составом 14 на поверхности 15. Что касается проиллюстрированной второй металлической детали 12, первый выступ 28 находится в контакте с подавляющим плавление составом 14 в контактной точке 16, в то время как второй выступ 29 находится в контакте с подавляющим плавление составом 14 в другой контактной точке 116. Первая металлическая деталь 11 изготовлена из металлического элемента, такого как сплав на основе железа. Больше примеров соответствующих металлических элементов, из которых может быть изготовлена первая металлическая деталь 11, приведено ниже. Вторая металлическая деталь 12 также изготовлена из металлического элемента, который может представлять собой такой же металлический элемент, как и элемент, из которого изготовлена первая металлическая деталь 11. На фиг. 1 первая металлическая деталь 11 и вторая металлическая деталь 12 еще не соединены.
Для описания того, как соединены первая металлическая деталь 11 и вторая металлическая деталь 12 использованы пять плоскостей Р1-Р5. Первая плоскость Р1 определяет границы поверхности подавляющего плавление состава 14. Вторая плоскость Р2 определяет границы поверхности 15 первой металлической детали 11, которая представляет собой «верхнюю» поверхность 15 первой металлической детали 11. Это означает, что подавляющий плавление состав 14 имеет толщину, которая соответствует расстоянию между первой плоскостью Р1 и второй плоскостью Р2 (поверхность 15). Следует отметить, что толщина подавляющего плавление состава 14 на проиллюстрированных фигурах сильно преувеличена. Действительная толщина, т.е. количество подавляющего плавление состава 14 на поверхности 15, а также состав подавляющего плавление состава 14 подробно описаны ниже.
Третья плоскость Р3 определяет границы поверхностного слоя 21 на первой металлической детали 11, при этом поверхностный слой 21 проходит от поверхности 15 до третьей плоскости Р3, которая расположена на первой металлической детали 11. Таким образом, толщина поверхностного слоя 21 соответствует расстоянию между второй плоскостью Р2 (поверхность 15) и третьей плоскостью Р3. Четвертая плоскость Р4 определяет границы нижней поверхности первой металлической детали 11. Толщина первой металлической детали 11 соответствует расстоянию между второй плоскостью Р2 и четвертой плоскостью Р4. Первая металлическая деталь 11 также имеет нижний слой 22, который является частью первой металлической детали 11, которая не содержит поверхностный слой 21 и которая проходит от третьей плоскости Р3 до четвертой плоскости Р4. Пятая плоскость Р5 определяет границы базовой линии второй металлической детали 12, при этом первый выступ 28 и второй выступ 29 выступают из базовой линии по направлению к первой металлической детали 11.
Проиллюстрированные формы первой металлической детали 11 и второй металлической детали 12 являются всего лишь примерами, при этом также возможны иные формы. Например, металлические детали 11, 12 могут иметь изогнутые формы, при которых плоскости Р1-Р5 не имеют вид плоских, двухмерных поверхностей, а имеют вид изогнутых поверхностей.
Фиг. 2 показывает металлические компоненты 11, 12 при их нагревании до температуры, выше которой подавляющий плавление состав 14 вызывает плавление поверхностного слоя 21 и формирование расплавленного металлического слоя 210, но при температуре, которая ниже температуры плавления материала первой металлической детали 11 и второй металлической детали 12. Вкратце, при нагревании металлических деталей 11, 12 бор и кремний в подавляющем плавление составе 14 диффундируют в первую металлическую деталь 11 и вызывают ее плавление при температуре, которая ниже, чем температура плавления материала в первой металлической детали 11 (и второй металлической детали 12). Подавляющий плавление состав 14 наносят на поверхность 15 в количествах, которые вызывают плавление поверхностного слоя 21 и формирование расплавленного металлического слоя 210. Таким образом, количество подавляющего плавление состава 14 выбирают так, чтобы бор и кремний диффундировали только в поверхностный слой 21 (слишком большое количество бора и кремния может расплавить всю первую металлическую деталь 11). Соответствующие количества подавляющего плавление состава 14 описаны в приведенных ниже примерах. Металл в расплавленном металлическом слое 210 затем плавится, обычно под капиллярным воздействием, по направлению к контактной точке 16 (и к другим, подобным контактным точкам, таким как контактная точка 116).
Фиг. 3 показывает металлические компоненты 11, 12 после того, как весь подавляющий плавление состав 14 диффундировал в первую металлическую деталь 11, и после того, как металл в расплавленном металлическом слое 210 перетек по направлению к контактной точке 16, где формируется соединение 25. Соединение теперь включает металл, который ранее являлся частью первой металлической детали 11. Как можно увидеть, подавляющий плавление состав 14 более не присутствует на поверхности 15 первой металлической детали 11, поскольку он диффундировал в первую металлическую деталь 11 и, обычно, в некоторой степени во вторую металлическую деталь 12. Поскольку соединение 25 формируется из металла из первой металлической детали 11, первая металлическая деталь 11 становится тоньше, чем до нагревания. Как можно увидеть, первая металлическая деталь 11 теперь имеет верхнюю поверхность 15', которая не расположена у второй плоскости Р2. Вместо этого верхняя поверхность теперь ближе к четвертой плоскости Р4. Как правило, не весь металл в расплавленном металлическом слое 210 перетекает по направлению к контактной точке 16 для формирования соединения 25, а некоторое его количество остается в виде верхней поверхности первой металлической детали 11 и затвердевает на ней одновременно с затвердеванием соединения 25. Затвердевание происходит при понижении температуры, но также до понижения температуры, например, потому что бор и кремний в подавляющем плавление составе диффундируют в материал первой металлической детали 11 и смешиваются с ним. Физический процесс после плавления металла в первой металлической детали 11, а также последующее затвердевание подобны процессам плавления и затвердевания, которые происходят во время пайки твердым припоем. Однако по сравнению с традиционной пайкой твердым припоем существует большое отличие, заключающееся в том, что подавляющий плавление состав 14 не содержит или содержит весьма небольшие количества присадочного металла; вместо использования присадочного металла для создания соединения 25 металл из первой металлической детали 11 и, необязательно, как будет описано далее, из второй металлической детали 12 используют для создания соединения 25.
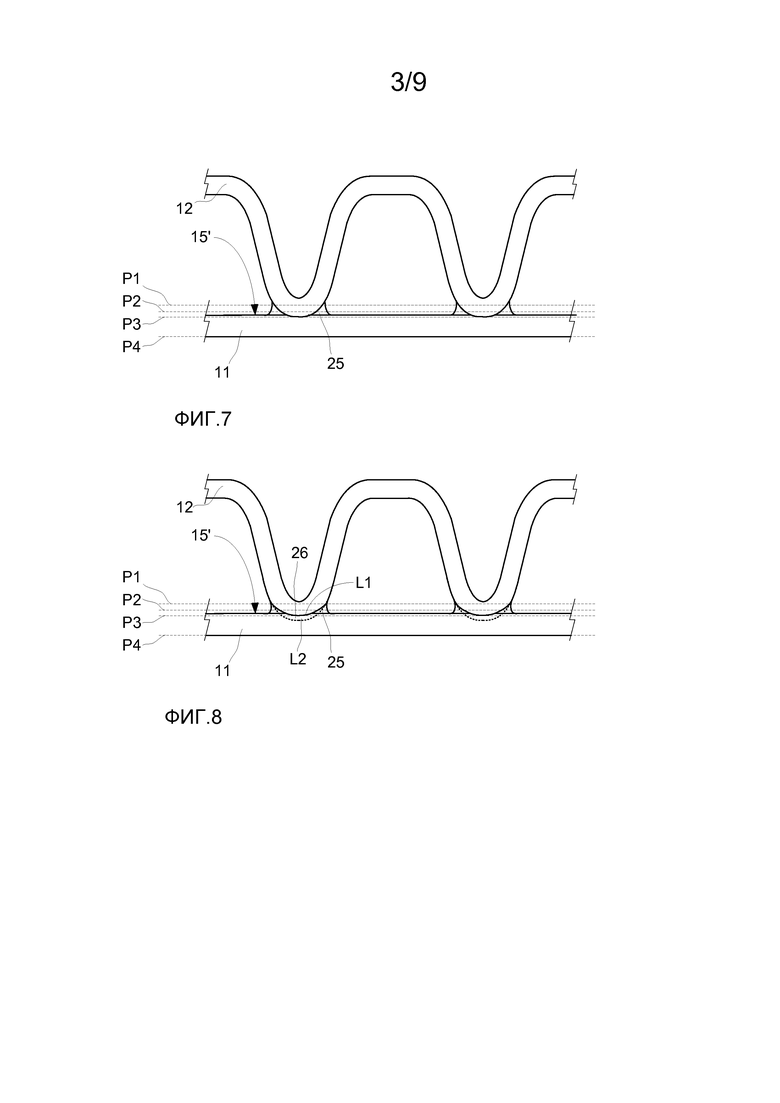
Фиг. 4-6 соответствуют фиг. 1-3 с тем отличием, что вторую металлическую деталь 12 вдавливают в подавляющий плавление состав 14 в такой степени, что он фактически находится в контакте или примыкает к первой металлической детали 11 (некоторые небольшие количества подавляющего плавление состава 14 все еще обычно присутствуют между металлическими деталями 11, 12).
Фиг. 7 соответствует фиг. 3 и 6 с тем отличием, что первая металлическая деталь 11 и вторая металлическая деталь 12 вдавлены по направлению одна к другой во время формирования соединения 25. В результате вторая металлическая деталь 12 имеет в месте расположения соединения 25 углубление в расплавленном металлическом слое 210 первой металлической детали 11.
Фиг. 8 соответствует фиг. 7, на которой материал как из первой металлической детали 11, так и из второй металлической детали 12 расплавился и сформировал соединение 25. На практике так обычно и происходит во время формирования соединения 25, особенно в том случае, если первая металлическая деталь 11 и вторая металлическая деталь 12 изготовлены из одинакового материала, поскольку вторая металлическая деталь 12 также находится в контакте с подавляющим плавление составом.
До нагревания вторая металлическая деталь 12 имеет наружный контур, очерченный линией L2. Во время нагревания поверхностного слоя вторая металлическая деталь 12 формирует расплавленный поверхностный слой, при этом металл из этого слоя течет по направлению к контактной точке 16 и формирует там часть соединения 25. Расплавленный поверхностный слой второй металлической детали 12 представлен слоем между линией L2 и L1, при этом линия L1 определяет границу, за которой металл второй металлической детали 12 не был расплавлен.
Следует отметить, что в действительности не существует четких границ между расплавленным и нерасплавленным металлом первой металлической детали 11 и второй металлической детали 12. Вместо этого существует постепенный переход от «расплавленной» зоны к «нерасплавленной».
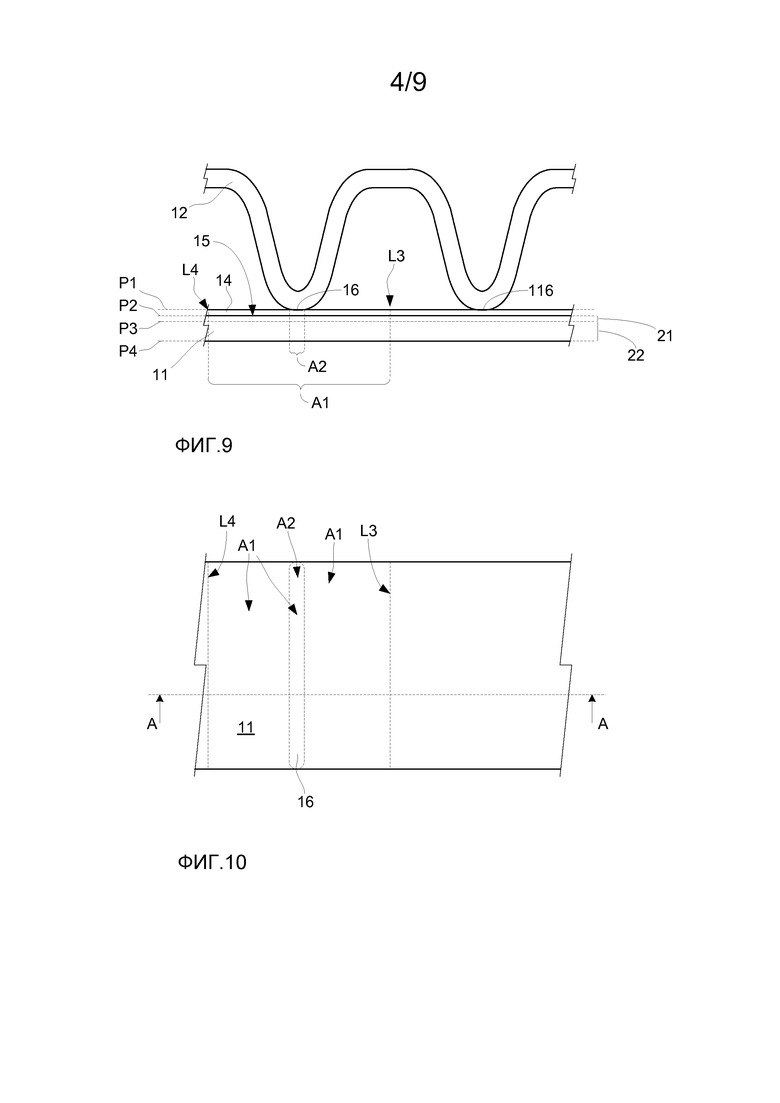
Фиг. 9 соответствует фиг. 1 и показывает распределение контактных точек 16 между первой металлической деталью 11 и второй металлической деталью 12. Фиг. 10 показывает такие же металлические детали 11, 12, но сверху и в первой плоскости Р1. Фиг. 9 представляет собой вид в поперечном сечении вдоль линии А-А на фиг. 10.
Как можно видеть, контактная точка 16 имеет распределение по подавляющему плавление составу 14 на первой металлической детали 11, которое существенно превышает распределение подавляющего плавление состава 14 на поверхности 15. Распределение контактной точки 16 имеет площадь А2, которая существенно меньше, чем площадь А1 подавляющего плавление состава 14 на поверхности 15. Площадь А1 включает площадь А2. Площадь А1 простирается между двумя линиями L3, L4, расположенными на соответствующей стороне контактной точки 16. Линия L3 расположена между контактной точкой 16 и другой контактной точкой 116, поскольку расплавленный металл первой металлической детали 11 обычно течет по направлению к ближайшей контактной точке. Площадь А1 на поверхности 15, на которую нанесен подавляющий плавление состав 14, по меньшей мере в 10 раз больше, чем площадь А2, очерченной контактной точкой 16. Площадь А1 может быть определена как площадь на поверхности 15, на которую нанесен подавляющий плавление состав 14 и из которой извлекают металл для формирования соединения 25. Площадь А1 может быть определена как площадь контактной точки 16, т.е. площадь контакта между подавляющим плавление составом 14 и второй металлической деталью 12, необязательно включающая площадь контакта (если таковой имеется) между первой металлической деталью 11 и второй металлической деталью 12 в контактной точке 16. Площадь А1 обычно по меньшей мере в 10 раз больше, чем площадь А2.
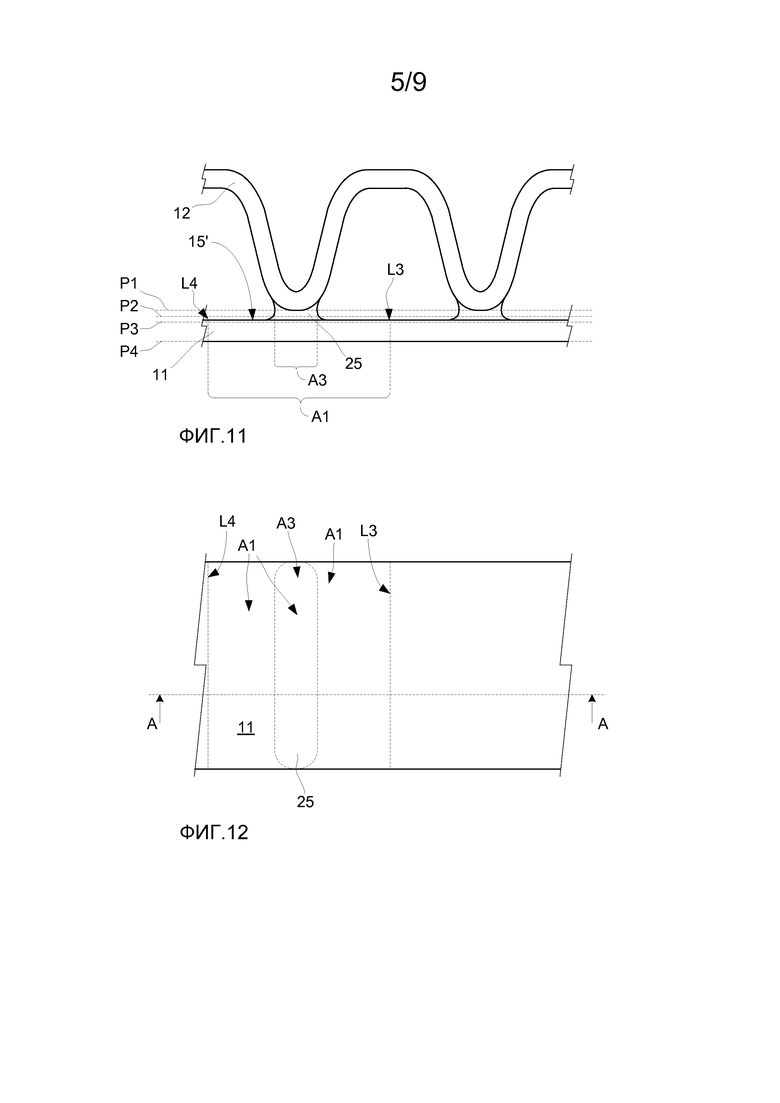
Фиг. 11 соответствует фиг. 3 и показывает площадь А3 поперечного сечения соединения 25. Площадь А1 на поверхности 15, на которую нанесен подавляющий плавление состав 14, по меньшей мере в 3 раза больше, чем площадь А3 поперечного сечения соединения 25. Фиг. 12 показывает такие же металлические детали 11, 12, но сверху и во второй плоскости Р2. Фиг. 11 представляет собой вид в поперечном сечении вдоль линии А-А на фиг. 12.
Как можно видеть, площадь А3 поперечного сечения соединения 25 существенно меньше, чем площадь А1 подавляющего плавление состава 14 на поверхности 15. Как и ранее, площадь А1 может быть определена как площадь на поверхности 15, на которую нанесен подавляющий плавление состав 14 и из которой извлекают металл для формирования соединения 25. Площадь А3 поперечного сечения соединения 25 может быть определена как наименьшая площадь, которую имеет соединение 25, между первой металлической деталью 11 и второй металлической деталью 12. Площадь А3 поперечного сечения может иметь форму изогнутой поверхности. Очевидно, что площади А1 и А2 могут иметь форму изогнутых поверхностей в зависимости от соответствующей формы первой металлической детали 11 и второй металлической детали 12.
Далее представлен ряд экспериментов и примеров для описания соответствующих материалов для первой металлической детали 11, второй металлической детали 12, композиции подавляющего плавление состава 14, того, какие количества подавляющего плавление состава 14 должны быть использованы, соответствующих температур для нагревания, того, как долго должно продолжать нагревание и т.д. Таким образом, результаты приведенных экспериментов и примеров относятся к описанным ранее определениям, таким как первая металлическая деталь 11, вторая металлическая деталь 12, подавляющий плавление состав 14, контактная точка 16, соединение 25, т.е. все ранее приведенные определения могут включать соответственно связанные между собой отличительные признаки, описанные в связи с приведенными ниже экспериментами и примерами. Далее подавляющий плавление состав называется «смесью». Металлическая деталь может быть названа «исходным металлом».
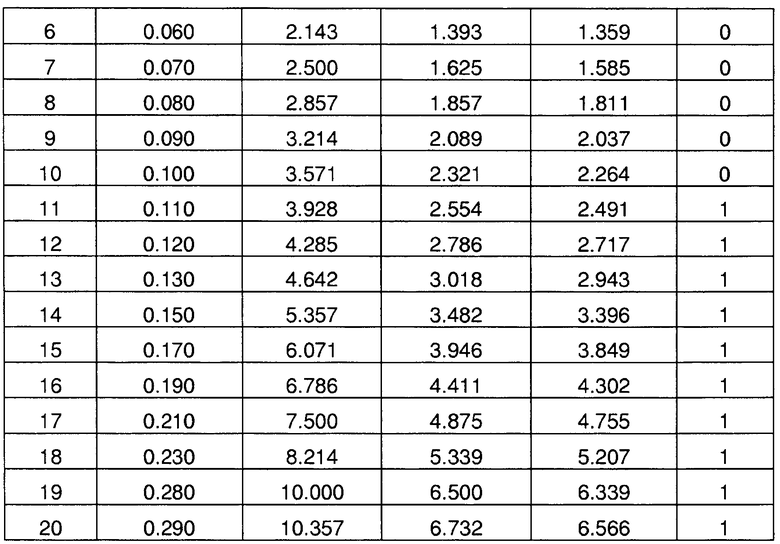
На фиг. 13 показана пластина 150, используемая для иллюстрации того, как могут быть соединены две металлические детали. Пластина 150 представляет собой круглую, прижатую пластину, диаметр которой составляет 42 мм, толщина - 0,4 мм, которая изготовлена из нержавеющей стали 316L (класс стали SAE). К прижатой пластине 150 прижаты два бруска v и h, каждый длиной примерно 20 мм. Брусок v расположен слева, а брусок h расположен справа. Обозначения «v» и «h» используются в приведенных ниже примерах 5 и 9.
Фиг. 14 показывает поперечное сечение соединения между пластиной 150 показанного на фиг. 13 типа и плоской пластиной. В точке контакта между брусками пластины 150 и плоской пластины существует соединение. Для определения количества металла, который формирует соединение, были произведены следующие приближения и расчеты.
Было установлено, что объем в центре соединения является незначительным. Поэтому объем металла для соединений по ширине, такой как ширина В (в примере 1,21 мм или менее), принят на ноль. На внешних сторонах бруска v, который имеет расстояние (Х-В)/2, аккумулируется металл. После нанесения смеси (подавляющий плавление состав) на плоскую пластину пластины прижимают одна к другой, их нагретые поверхностные слои плавятся и металл в расплавленном виде перемещается под капиллярным воздействием из соседних участков на участок соединения, таким образом формируя объемы металла, составляющего соединение.
Площадь может быть рассчитана на основании того, что на каждой стороне центра соединения формируются два треугольника. Угол α в треугольнике измеряют до 28°. Общая измеренная ширина обозначена как Х, а ширина центра обозначена как В. Следовательно, общая площадь А двух треугольников составляет А=2·(((Х-В)/2)·((Х-В)/2)·tan(α))/2. При измерении В до 1,21 мм А=2·(((Х-1,21)/2)·((Х-1,21)/2)·tan(28))/2. Площадь общего созданного объема сплава для твердой пайки, который перетек в щели для формирования соединения, в разы больше длины двух брусков v, h. Некоторая часть сформировавшегося сплава для твердой пайки не затекает в щели, а остается на поверхности, на которую была нанесена смесь.
Фиг. 15 представляет собой диаграмму, показывающую измеренную ширину в зависимости от нанесенного количества различных вариантов смеси (г/3500 мм2, т.е. грамм на 3500 кв. мм) с линиями тренда. Результаты проведенных испытаний показаны в таблицах 8 и 9 (см. описанный ниже пример 5) и на фиг. 15. Линии тренда фиг. 3 являются основаниями на функции Y=K·X+L, где Y означает площадь, K означает наклон линии, X означает количество нанесенной смеси, а L означает постоянную. Результаты измеренной ширины и найденных площадей проиллюстрированы фиг. 15. Нанесенные количества смеси, как указано в таблицах 8 и 9, составляют от 0,06 г/3500 мм2 до 0,96 г/3500 мм2, что соответствует величинам примерно от 0,017 мг/мм2 до 0,274 мг/мм2.
Измеряют линию тренда Y=K·X+L смеси, где Y означает ширину точки, K означает наклон линии, X означает количество нанесенной смеси, а L означает постоянную (см. поверхность 3 фиг. 15). Таким образом, ширина соединения пайкой твердым припоем составляет:
Y (ширина для А3,3)=1,554+9,922·(нанесенное количество смеси А3,3)
Y (ширина для В2)=0,626+10,807·(нанесенное количество смеси В2)
Y (ширина для С1)=0,537+8,342·(нанесенное количество смеси С1)
Y (ширина для F0)=0,636+7,456·(нанесенное количество смеси F0)
Как следует из фиг. 15, смесь А3,3 из смесей А3,3, С1, D0,5, E0,3 и F0 дает наибольшее количество сплава для пайки твердым припоем в соединении в зависимости от нанесенного количества смеси. Образец F0 не обеспечил получение каких-либо существенных соединений, содержащих менее 0,20 грамм на 3500 мм2.
Фиг. 16 показывает другую диаграмму, на которой отложена рассчитанная заполненная площадь соединения пайкой твердым припоем на основании измеренной ширины в зависимости от нанесенного количества смеси (грамм на 3500 мм2) с линиями тренда. Измеряют линию тренда Y=K·X-L смеси, где Y означает площадь, K означает наклон линии, X означает количество нанесенной смеси, а L означает постоянную (см. фиг. 16). На фиг. 16 площадь соединения пайкой твердым припоем составляет:
Y (площадь для А3,3)=4,361·(нанесенное количество смеси А3,3) - 0,161
Y (площадь для В2)=3,372·(нанесенное количество смеси В2) - 0,318
Y (площадь для С1)=2,549·(нанесенное количество смеси С1) - 0,321
Y (площадь для F0)=0,569·(нанесенное количество смеси F0) - 0,093
Оценка созданного объема на основании диаграммы, представленной на фиг. 16, например, для количества, составляющего 0,18 грамм на 3500 мм2, за исключением образца F0 по причине соединений без пайки твердым припоем, и образца D0,5 по причине слишком небольшого количества данных, дает следующие величины для образцов для следующего созданного объема сплава для пайки твердым припоем в соединении между пластинами:
Объем (А3,3)=0,63·длину 40(20·2)=25,2 мм3
Объем (В2)=0,30·длину 40(20·2)=12,0 мм3
Объем (С1)=0,12·длину 40(20·2)=4,8 мм3
Объем (Е0,3)=0,10·длину 40(20·2)=4,0 мм3
Фиг. 17 показывает другую диаграмму, на которой % (процент) выражает долю успешных попыток экспериментов на растяжение, при которых соединение оказалось прочнее или таким же, как и материал пластины, в зависимости от нанесенного количества смеси, т.е. грамм на 3500 мм2. В том случае, если пластина прочнее соединения, приводя к разрушению соединения, результат принимают за ноль. В образцах, в которых соединение прочнее, чем материал пластины, различие в результатах является статистически незначимым.
Фиг. 18 показывает еще один образец соединения посредством формирования соединений с помощью смеси. Изображение показывает наличие соединения, сформированного между двумя пластинами. Образец описан в примере 10.
ПРИМЕРЫ
Следующие примеры включают в себя больше подробностей для иллюстрации настоящего изобретения.
Испытания в данных примерах проводят для того, чтобы исследовать, способен ли кремний, Si, создавать «сплав для пайки твердым припоем» при его нанесении на поверхность испытуемого образца исходного металла (т.е. на металлическую деталь). Также добавляют различные количества бора, В, для снижения температуры плавления сплава для пайки твердым припоем. Исследуют также свойства смесей для испытаний. В приведенных примерах масс.% означает процентное отношение по массе, а атм.% означает процентное содержание атомов. В данном случае «сплав для пайки твердым припоем» означает сплав, сформированный тогда, когда кремний и бор вызывают плавление части или слоя исходного металла (металлической детали). Таким образом, «сплав для пайки твердым припоем» содержит смесь и металлические элементы из исходного металла.
При отсутствии иных указаний образцы для испытаний исходного металла для всех испытаний очищают в посудомоечной машине и ацетоне перед добавлением образцов смесей кремния и бора к образцам для испытаний.
ПРИМЕР 1
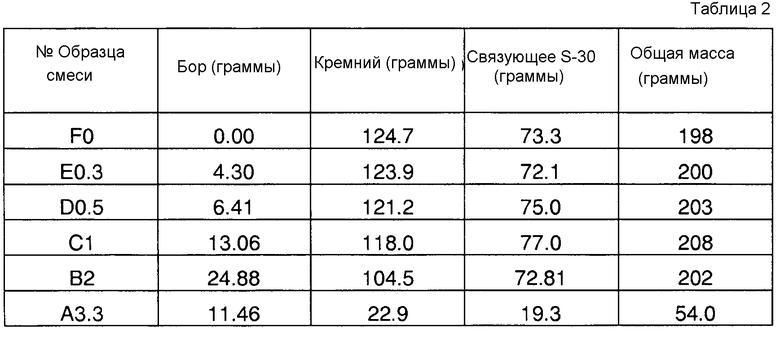
Пример 1 касается получения образцов смесей кремния и бора для испытаний. Образец смеси № С1 получают, смешивая 118,0 граммов порошка кристаллического кремния с размером частиц 325 меш, 99,5% (металлическая основа) 7440-21-3 от Alfa Aesar-Johnsson Matthey Company с 13,06 граммами порошка кристаллического бора с размером частиц 325 меш, 98% (металлическая основа) 7440-42-8 от Alfa Aesar-Johnsson Matthey Company, и 77,0 граммами связующего Nicorobraz S-30 от Wall Colmonoy в Varimixer BEAR от Busch & Holm, получая 208 грамм пасты, см. образец С1. Все образцы для испытаний получают, используя такую же методику, как и для получения образца С1. Образцы суммированы в таблице 2. Приготовленная смесь соответствует описанному ранее «подавляющему плавление составу». Бор и кремний в смеси соответствуют «подавляющему плавление компоненту» подавляющего плавление состава, а связующее в смеси соответствует «связующему компоненту» подавляющего плавление состава.
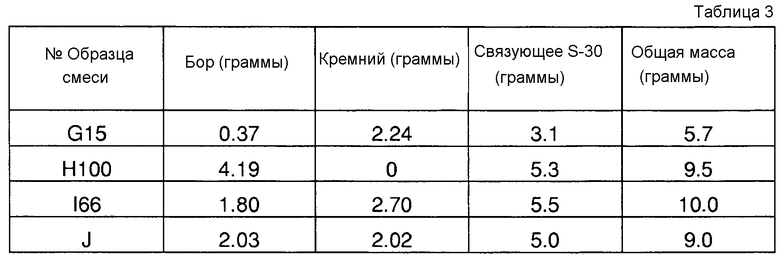
Образцы G15, H100, I66 и J получают таким же способом, как и образцы F0, E0,3, D0,5, C1, В2 и A3,3, с той разницей, что используют другое связующее. Связующее представляет собой Nicorobraz S-30 от Wall Colmonoy. Полученные образцы суммированы в таблице 3.
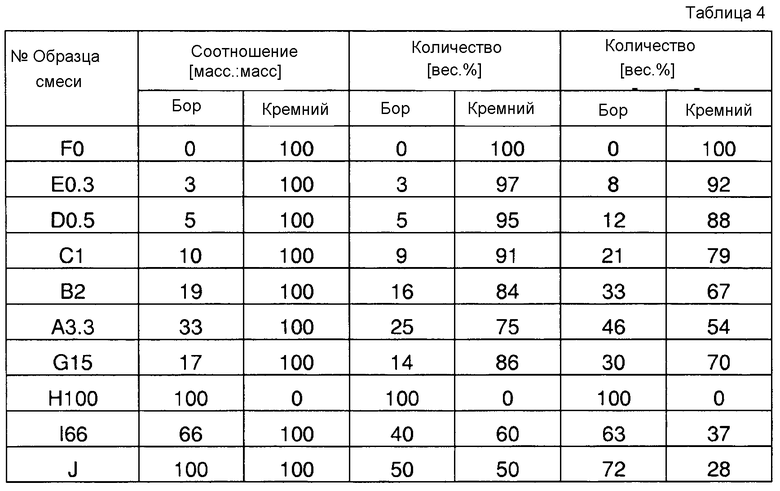
Для образцов смесей были сделаны расчеты, для того чтобы показать соотношение, процентное отношение по массе и процентное атомное отношение, как показано в таблице 4.
СВЯЗУЮЩЕЕ
Измеряют содержание связующего (полимера и растворителя) в связующих S-20 и S-30. Затем исследуют содержание «сухого» материала в гелях. Образцы связующего S-20 и связующего S-30 взвешивают, а затем помещают в печь на 18 часов при 98°С. После удаления образцов из печи их вновь взвешивают; полученные результаты представлены в таблице 5.
[масс.%]
ПРИМЕР 2
Пример 2 касается испытаний на пайку твердым припоем, т.е. испытаний, в которых образцы смесей наносят на металлические детали (детали для испытаний или пластины для испытаний). Металлические детали имеют форму круглых образцов для испытаний диаметром 83 мм и толщиной 0,8 мм, при этом металлические детали изготовлены из нержавеющей стали класса 316L. Используют два различных количества смеси: 0,2 г и 0,4 г. Смесь наносят на металлическую деталь. Все образцы подвергают пайке твердым припоем в обычной вакуумной печи при 1210°С в течение часа. Проводят двойные испытания. Это означает использование двух количеств смеси, двойных образцов и шести различных смесей, 2·2·6=24 образца. Подвергнутыми испытаниям смесями являются F0, E0,3, D0,5, C1, В2 и A3,3. Смеси наносят на круглую площадь металлической детали диаметром примерно от 10 до 14 мм, т.е. поверхность, составляющую от 78 до 154 мм2. Т.е. примерно 1,3-5,1 мг смеси наносят на мм2.
Видно, что металл металлических деталей расплавился, т.е. возникли расплавы. Также видно, что расплавы в некоторых аспектах выглядят как сплав для пайки твердым припоем с течением. Без измерения степени смачивания кажется, что повышенное содержание бора в смесях обеспечивает лучшее смачивание. Однако также видно, что несколько образцов металлических деталей проплавились насквозь таким образом, что в их середине образовались отверстия. В пяти из двенадцати 0,2-граммовых образцов для испытаний образовались отверстия, отверстия также образовались в десяти из двенадцати 0,4-граммовых образцов. Дальнейшие испытания показали, что для того чтобы избежать отверстий на металлической детали толщиной 0,3-0,6 мм, необходимо в среднем наносить 0,02-0,12 мг бора и кремния на мм2. В том случае, если толщина металлической детали составляет 0,6-1,0 мм, необходимо наносить 0,02-1,0 мг бора и кремния на мм2. Еще более соответствующие количества могут быть определены эмпирическим путем.
ПРИМЕР 3
Пример 3 касается нанесения смеси на поверхность. В данном примере пластины для испытаний (металлические детали) одновременно подготавливают для испытаний сварного углового шва, испытаний на коррозию и испытаний на удлинение. Из примера 2 был сделан вывод о том, что может быть рискованно наносить смесь кремния и бора в виде точек или линий на тонкостенные пластины, поскольку в пластинах могут возникнуть отверстия. Поэтому для нанесения различных смесей Si и B в испытаниях сварного углового шва, испытаниях на коррозию и испытаниях на удлинение используют новые образцы для испытаний, т.е. пластины для испытаний.
Новые образцы для испытаний представляют собой пластины, изготовленные из нержавеющей стали класса 316L. Пластины имеют следующие размеры: ширину 100 мм, длину от 180 до 200 мм и толщину - 0,4 мм. Все пластины очищают в посудомоечной машине и ацетоне перед нанесением образцов смесей Si и B. Измеряют массу. На каждой пластине заклеивают часть на расстоянии 35 мм от короткой стороны.
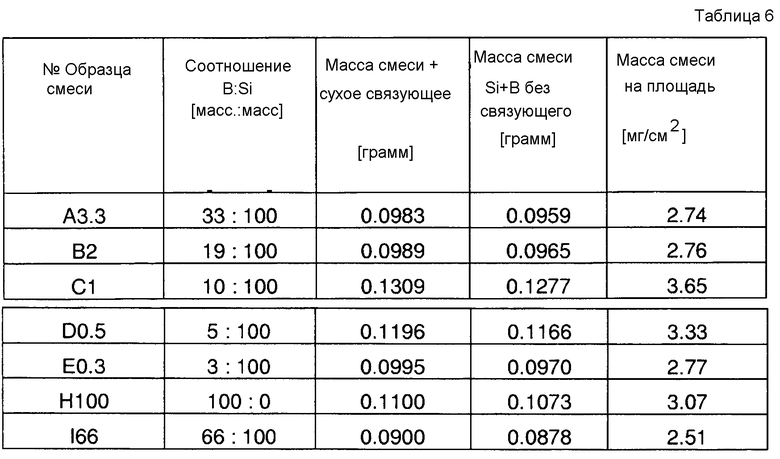
Используют различные смеси для испытаний: A3,3, В2, C1, D0,5, E0,3, F0, G15, H100 и I66. Смеси наносят на незакленную часть пластин для испытаний (с помощью обычной кисти), площадь поверхности которых составляет 100 мм ×35 мм. Связующее представляет собой S-30. После сушки в течение более 12 часов при комнатной температуре наклеенную ленту удаляют и измеряют массу каждой пластины. Масса, указанная в приведенной ниже таблице 6, представляет собой массу общего количества смесей на площади 100 мм ×35 мм =3500 мм2 =35 см2. Данный пример показывает, что смесь может быть легко нанесена на металлические поверхности.
ПРИМЕР 4
Пример 4 касается испытаний на коррозию-изгиб. Из пластин для испытаний вырезают тонкие слои шириной 35 мм, т.е. площадь поверхности для нанесения смеси которых составляет 35 мм ×35 мм. На полученную площадь поверхности помещают круглую прижатую пластину (см. фиг. 13), имеющую следующие размеры: диаметр 42 мм и толщину 0,4 мм, изготовленную из нержавеющей стали класса 316L. Образцы для испытаний нагревают («подвергают пайке твердым припоем») в течение часа при 1210С. На пластины, подвергнутые испытаниям на коррозию, наносят образцы смесей A3,3, В2, C1, D0,5, E0,3, F0, G15, H100, I66 и J, см. таблицу 4.
Образцы подвергают испытаниям согласно методу ASTM A262 испытаний на коррозию “Standard Practices for Detecting Susceptibility to Inter-granular Attack in Austenitic Stainless Steels”. Из методов испытаний был выбран “Practice E - Copper - Copper Sulfate - Sulfuric Acid. Test for Detecting Susceptibility to Inter-granular Attack in Austenitic Stainless Steels”. Причина выбора данных испытаний на коррозию заключается в том, что существует вероятность того, что бор может взаимодействовать с хромом в стали с образованием боридов хрома, в основном на границах зерен, а затем повысить вероятность межкристаллитной коррозии; используют то, что в Стандарте называется «практикой», т.е. осуществляют кипячение 16% серной кислоты вместе с сульфатом меди в течение 20 часов, а затем испытание на изгиб в соответствии с главой 30 в Стандарте.
Далее приведены результаты испытаний на коррозию-изгиб и секционирование образцов для испытаний. Образцы для испытаний подвергают испытаниям на изгиб согласно методике проведения испытания на коррозию, описанному в главе 30.1 Стандарта. Ни один из образцов не показал признаков межкристаллитной коррозии при визуальном осмотре изогнутых поверхностей. После исследования ASTM изогнутые образцы для испытаний вырезают, грунтуют и полируют, после чего исследуют их поперечное сечение под световым оптическим микроскопом в EDS, т.е. при помощи спектроскопии методом энергетической дисперсии. Полученные результаты суммированы в таблице 7.
Поверхностный слой толщиной прибл. макс. 8 мкм с несколькими трещинами. Растрескавшаяся фаза имеет высокое содержание Cr и В, наиболее вероятно - фазы борида хрома.
Поверхностный слой толщиной прибл. макс. 8 мкм с несколькими трещинами. Растрескавшаяся фаза имеет высокое содержание Cr и В, наиболее вероятно - фазы борида хрома.
Поверхностный слой толщиной прибл. макс. 60 мкм с несколькими трещинами. Растрескавшаяся фаза имеет высокое содержание Si, обычно <5 масс.%.
Поверхностный слой толщиной прибл. макс. 12 мкм с несколькими трещинами. Растрескавшаяся фаза имеет высокое содержание Cr и В, наиболее вероятно - фазы борида хрома.
Поверхностный слой толщиной прибл. макс. 20 мкм с несколькими трещинами. Растрескавшаяся фаза имеет высокое содержание Cr и В, наиболее вероятно - фазы борида хрома.
Очевидно, при введении больших количеств бора, как в образцах H100, J, I66, на поверхности формируется хрупкая фаза, наиболее вероятно - фаза борида хрома, увеличивающаяся с количеством брома. Хрупкая фаза не наблюдается в образце Н100, наиболее вероятно, из-за коррозии на поверхности. Количество боридов также повышается с количеством бора, что означает, что необходимо учитывать тот факт, что коррозионные свойства могут снижаться при добавлении больших количеств бора, как в образце Н100, который был поражен в испытании на коррозию. Такое «отрицательное» действие бора может быть снижено благодаря использованию более толстых исходных металлов и/или более длительных диффузионных периодов (времени, отводимого на формирование соединения). Бор может быть также разбавлен в исходном металле. При нормальном содержании бора, как в образцах А3,3 и В2, также формируется более тонкий, хрупкий поверхностный слой. Видно, что при низком содержании бора в образцах в образце Е0,3 формируется вполне толстый, хрупкий поверхностный слой с высоким содержанием кремния, обычно >5 масс.% кремния, с иной характеристикой, чем у хрупких поверхностей A3,3, В2, H100, I66 и J. «Отрицательное» действие кремния может быть снижено благодаря использованию более толстых исходных металлов и/или более длительных диффузионных периодов. Кремний может быть также разбавлен в исходном металле.
ПРИМЕР 5
Пример 5 касается испытаний сварного углового шва некоторых образцов. Из образцов для испытаний, полученных согласно примеру 3, вырезают слои пластин шириной 35 мм, т.е. площадь их поверхности для нанесения смеси составляет 35 мм ×35 мм. На полученную площадь поверхности помещают круглую прижатую пластину, см. фиг. 13, диаметром 0,4 мм и толщиной 0,4 мм, изготовленную из нержавеющей стали класса 316L. На прижатой пластине находятся два прижатых бруска, каждый длиной 20 мм. Образцы подвергают пайке твердым припоем примерно в течение часа и примерно при 1210°С.
Результаты испытаний сварного углового шва показывают, что в зоне соединения, созданной между плоской поверхностной зоной (на которую наносят смесь) и прижатым бруском образца для испытаний, показанным на фиг. 13, присутствует некоторое количество сплава для пайки твердым припоем. Количество сплава для пайки твердым припоем рассчитывают с помощью приближения, см. фиг. 14, рассчитывая площадь с допущением, что на каждой стороне центра соединения формируются два треугольника. В средней части дополнительный сформировавшийся «сплав для пайки твердым припоем» отсутствует или присутствуют его весьма небольшие количества. Площадь треугольников может быть определена после измерения высоты (h) и основания (b), при этом общая площадь двух треугольников составляет (h)·(b), поскольку треугольников два. Проблема с таким расчетом заключается в том, что трудно измерить высоту. Поэтому для расчета площадей двух треугольников используют следующее уравнение:
А=((Х-В)/2)·((Х-В)/2)·tan(α))
где А представляет собой общую площадь двух треугольников, Х представляет собой общую ширину сформированного соединения, В представляет собой часть сформированного соединения, в котором объем сформированного сплава для пайки твердым припоем в центре соединения является пренебрежительно малым. Таким образом, основание каждого треугольника равно (Х-В)/2. Высоту определяют, измеряя угол α, который представляет собой угол между касательными прижатого бруска и основанием.
Для того чтобы рассчитать объем сформировавшегося сплава для пайки твердым припоем, который затек в щели, длину соответствующих двух брусков, находящихся в контакте с измеряемой поверхностью, измеряют до 20 мм. Общую длину брусков умножают на общую площадь.
Площадь двух треугольников представляет собой предполагаемую площадь после пайки твердым припоем, указанную в таблицах 8 и 9. Объем представляет собой объем сформировавшегося сплава для пайки твердым припоем на одном из брусков. Результаты испытания сварного углового шва показаны в таблицах 8 и 9 и на фиг. 15. В таблице 8 и таблице 9 v и h означают: v= левый брусок, а h= правый брусок.
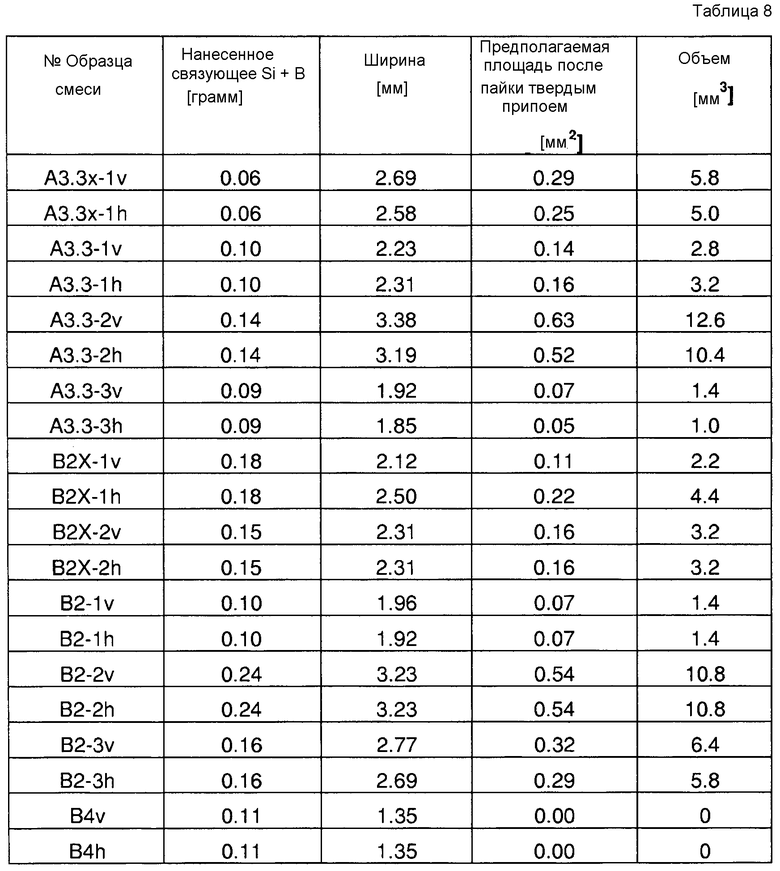
Таблица 8 (измеренные величины для испытания сварного углового шва, образцы А3,3-В2/В4)
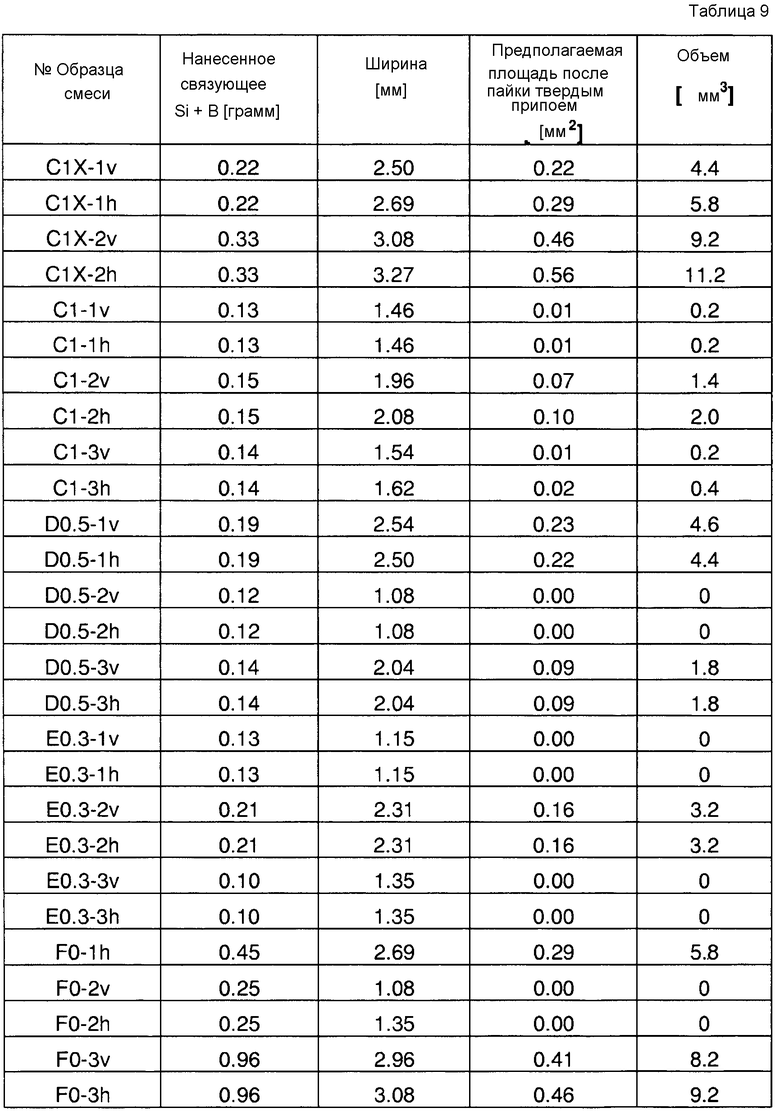
Таблица 9 (измеренные величины для испытания сварного углового шва для образцов С1-F0)
Результаты измеренной ширины и найденных площадей представлены в таблицах 8 и 9 и проиллюстрированы на диаграмме, показанной на фиг. 15. Нанесенные количества (см. таблицы 8 и 9) составляют от 0,06 грамм/3500 мм2 до 0,96 грамм/3500 мм2, что соответствует примерно от 0,017 мг/м2 до 0,264 мг/м2.
Измеряют линии тренда смесей Y=K·X+L, где Y означает ширину соединения, K означает наклон линии, X означает количество нанесенной смеси, а L означает постоянную (см. фиг. 15). Таким образом, ширина соединения пайкой твердым припоем составляет:
Y (ширина для А3,3)=1,554+9,922·(нанесенное количество смеси А3,3)
Y (ширина для В2)=0,626+10,807·(нанесенное количество смеси В2)
Y (ширина для С1)=0,537+8,342·(нанесенное количество смеси С1)
Y (ширина для F0)=0,636+7,456·(нанесенное количество смеси F0)
Как следует из диаграммы, смесь А3,3 из смесей А3,3, В2, С1, D0,5, E0,3 и F0 дает наибольшее количество сплава для пайки твердым припоем в соединении в зависимости от нанесенного количества смеси. Образец F0 не обеспечил получение каких-либо существенных соединений, содержащих менее 0,20 грамм на 3500 мм2.
Измеряют линии тренда Y=K·X-L смеси, где Y означает площадь, K означает наклон линии, X означает количество нанесенной смеси, а L означает постоянную (см. фиг. 16).
Y (площадь для А3,3)=4,361·(нанесенное количество смеси А3,3) - 0,161
Y (площадь для В2)=3,372·(нанесенное количество смеси В2) - 0,318
Y (площадь для С1)=2,549·(нанесенное количество смеси С1) - 0,321
Y (площадь для F0)=0,569·(нанесенное количество смеси F0) - 0,093
Оценка созданного объема на основании диаграммы, представленной на фиг. 16, например, для количества, составляющего 0,18 грамм на 3500 мм2, за исключением образца F0 по причине соединений без пайки твердым припоем, и образца D0,5 по причине слишком небольшого количества данных, дает следующие величины для образцов для следующего созданного объема сплава для пайки твердым припоем в соединении между двумя брусками (см. ниже).
Объем (А3,3)=0,63·длину 40(20·2)=25,2 мм3
Объем (В2)=0,30·длину 40(20·2)=12,0 мм3
Объем (С1)=0,12·длину 40(20·2)=4,8 мм3
Объем (Е0,3)=0,10·длину 40(20·2)=4,0 мм3
Испытаниям также подвергают смеси с более высоким содержанием бора, например, образцы G15, H100, I66 и J. Подвергнутые испытаниям образцы дали такие же результаты, как и смеси А3,3 и В2, относительно созданного объема сплава для пайки твердым припоем. Однако металлургическое поперечное сечение подвергнутых пайке твердым припоем сплавов показывает, что количество боридов больше, а на поверхности образца Н100 из чистого бора там, где смесь была нанесена ранее, были также найдены хрупкие фазы с высоким содержанием бора. Твердые фазы наиболее вероятно представляют собой бориды хрома, что снижает содержание хрома в окружающем материале, снижая сопротивление коррозии. Это может быть выход в том случае, когда требуется высокое сопротивление коррозии, но не выход для некоррозионных сред. Действие бора может быть снижено в результате изменения термической обработки или использования более толстого исходного металла, способного «абсорбировать» большое количество бора. Для материала большей толщины (≥1 мм) такое действие на поверхности также будет менее сильным, поскольку доля объема поверхности по сравнению с объемом исходного металла является намного меньшей, чем для тонкого материала толщиной <1 мм или <0,5 мм. Бориды хрома могут быть предпочтительными в том случае, когда требуется более высокое сопротивление износу. Металлургические исследования также показывают, что в образце F0 из чистого кремния было найдена толстая, хрупкая кремнийсодержащая фаза толщиной >50% от толщины пластины на некоторых участках исследованного образца. Подобная фаза была также найдена в соединении. В данной фазе были найдены трещины длиной >30% от толщины плиты. Такие трещины снижают механические свойства соединенного изделия и могут стать инициирующими точками для коррозионных или усталостных трещин. Средняя измеренная твердость фазы составляет более 400 Hv (викерсов). Содержание такой хрупкой фазы, вероятно, снизить труднее, чем боридной фазы, используя исходный металл большей толщины или изменение термической обработки. Для исходного металла большей толщины такое действие может оказаться менее сильным.
ПРИМЕР 6
Пример 6 касается испытаний соединений на растяжение. С пластин для испытаний, соответствующих пластинам, используемым в примере 3, снимают срезы. Срезанные образцы имеют следующие приблизительные размеры: ширина 10 мм, длина от 180 до 200 мм и толщина 0,4 мм. Поэтому площадь нанесения для каждого среза составляет 10 мм ×35 мм=350 мм2. На нанесенную площадь помещают более толстую часть, 4 мм, нержавеющей стали класса 316L, покрывающую 30 мм из всех 35 мм нанесенной поверхности. Более толстую часть помещают в конце среза, оставляя 5 мм нанесенной поверхности не покрытой толстой пластиной. Это приводит к тому, что во время испытания на растяжение обнаруживается снижение прочности материала пластины из-за нанесенной смеси в том случае, если соединение прочнее пластины. Более толстая пластина также шире 10-мм срезов. Все образцы для испытаний подвергают пайке твердым припоем (нагревают) примерно при 1200°С в течение примерно часа.
После нагревания толстую деталь устанавливают горизонтально в машине для испытаний на растяжение. Срез твердо сгибают до 90 до вертикального направления. Образцы устанавливают таким образом, что они могут двигаться в горизонтальном направлении. Затем образцы загружают и соединения раскалывают.
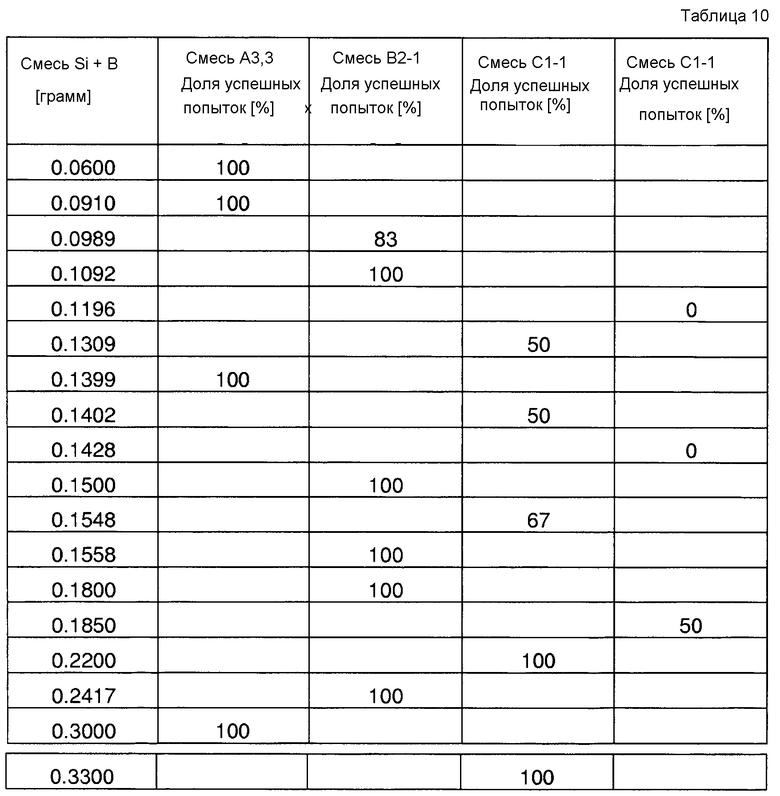
В том случае, если пластина прочнее соединения, при раскалывании соединения результат принимают за ноль. В образцах, в которых соединение оказалось прочнее, чем материал пластины, различие в результатах оказалось статистически незначимым. Полученные результаты показаны как процент (%) подвергнутых испытаниям образцов, соединения которых оказались прочнее или такими же, как пластина, в зависимости от нанесенного количества при условии, что соединение не раскололось при испытании. Полученные результаты суммированы в таблице 10 и на диаграмме, представленной на фиг. 17.
ПРИМЕР 7
Для того чтобы установить связь между нанесенным количеством смеси и опасностью возникновения сквозных отверстий в пластинах, были проведены новые испытания. Во всех испытаниях использовали смесь В2, см. таблицу 6. Смесь В2 также содержит связующее S-30. Подвергнутые испытаниям образцы являются круглыми, имеют толщину 0,8 мм и диаметр 83 мм. Исходный металл в пластинах для испытаний представляет собой нержавеющую сталь класса 316. Смесь наносят в центр всех образцов для испытаний. Площадь нанесения составляет 28 мм2, т.е. круглое пятно диаметром 6 мм. Все образцы для испытаний взвешивают до нанесения и после него; полученные результаты суммированы в таблице 11. Затем образцы для испытаний помещают в печь при комнатной температуре на 12 часов. Образцы вновь взвешивают.
Все образцы для испытаний помещают в печь и нагревают (т.е. подвергают пайке твердым припоем) при 1210°С в течение примерно 1 часа. Во время пайки твердым припоем только наружные края каждого образца находятся в контакте с закрепляющим материалом, предотвращая нижнюю поверхность центра пластины от контакта с каким-либо материалом во время пайки твердым припоем. Причиной удерживания нижней поверхности центра пластины от контактов является предотвращение разрушения или сквозного прожигания в том случае, если центральный материал поддерживается снизу закрепляющим материалом.
Количества нанесенной смеси и результаты сквозного прожигания 0,8-мм образцов суммированы в таблице 11.
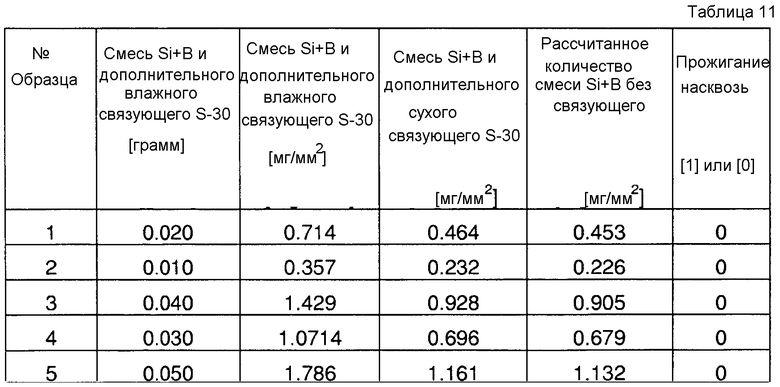
Испытания показывают, что имеется выгорание (отверстие) между образцами 10 и 11 в пластине толщиной 0,8 мм. На образец 10 было нанесено 2,265 мг/мм2 смеси, а на образец 11-2,491 мг/мм2. При соединении пластин толщиной менее 1 мм существует опасность, что количество смеси в диапазоне примерно от 2,830 мг/мм2 до примерно 3,114 мг/мм2 прожжет пластины насквозь, при этом количество в середине данного диапазона составляет 2,972 мг/мм2. Поэтому для пластины толщиной менее 1 мм подходящим является количество смеси менее 2,9 мг/мм2, предотвращающее прожигание пластины насквозь.
ПРИМЕР 8
В примере 8 соединение пайкой твердым припоем между двумя сжатыми пластинами теплообменника получают тремя различными способами. Толщина пластин теплообменника составляет 0,4 мм.
В первом и втором образцах для испытаний используют наполнитель для пайки твердым припоем, имеющий состав, близкий к нержавеющей стали класса 316. Наполнитель для пайки твердым припоем описан в WO 2002/38327. Наполнитель для пайки твердым припоем имеет повышенное содержание кремния - примерно до 10 масс.%, содержание бора - примерно до 0,5 масс.%, и пониженное содержание Fe - примерно до 10,5 масс.%. На первый образец для испытаний наполнитель для пайки твердым припоем наносят в виде линий, а на второй образец для испытаний наполнитель для пайки твердым припоем наносят равномерно после прижимания.
Пайка твердым припоем образца 1 показывает, что наполнитель для пайки твердым припоем, нанесенный в виде линий, переместился к соединениям пайкой твердым припоем. Некоторое количество наполнителя для пайки твердым припоем не перетекло к соединению пайкой твердым припоем и в результате локально увеличило толщину по нанесенной линии. В образце 2 для испытаний наполнитель для пайки твердым припоем перетек к соединениям пайкой твердым припоем, однако некоторое количество наполнителя для пайки твердым припоем осталось на поверхности и увеличило толщину. В образцах 1 и 2 для испытаний количество наполнителя для пайки твердым припоем соответствует количеству примерно 15 масс.% материала пластины.
В образце для испытаний 3 используют смесь А3,3; см. таблицу 6. Смесь наносят до равномерного прижимания пластины. Смесь наносят в количестве, обеспечивающем получение соединения пайкой твердым припоем таких же размеров, как и в образцах 1 и 2 для испытаний.
На образец для испытаний 3 наносят слой толщиной, соответствующей массе примерно 1,5 масс.% материала пластины. Нанося смесь А3,3, из исходного металла (металлическая деталь) формируют сплав для пайки твердым припоем, и сформированный сплав для пайки твердым припоем перетекает к соединениям пайкой твердым припоем. Соответственно, толщина пластины снижается, поскольку большее количество материала перетекло к соединению пайкой твердым припоем, чем нанесенное на поверхность количество.
ПРИМЕР 9
Пример 9 касается испытаний с различными источниками бора и кремния. Его целью является исследование альтернативных источников бора и кремния. Смесь 2 (см. таблицу 6) выбрана в качестве сравнения для испытаний. Альтернативные источники подвергают испытаниям относительно их способности создавать соединение. В каждом эксперименте испытаниям подвергают либо альтернативный источник бора, либо альтернативный источник кремния. При использовании альтернативного источника влияние другого элемента принимают за ноль, что означает, что «измеряют» массу только бора или кремния в альтернативном компоненте; см. таблицу 12. В сравнительной смеси В2 весовое соотношение между кремнием и бором составляет от 10 грамм до 2 грамм, в сумме до 12 грамм. Каждая смесь содержит связующее S-30, при этом смесь наносят на стальную пластину согласно примеру 1. Все образцы подвергают пайке твердым припоем в вакуумной печи при 1210°С в течение часа.

Измеряют линию тренда Y=K·X+L для смеси В2, где Y означает ширину соединения, K означает наклон линии для В2, X означает количество нанесенной смеси, а L означает постоянную для ненасенного количества смеси В2; см. фиг. 15. Таким образом, ширина соединения пайкой твердым припоем Y=0,626+10,807 · (нанесенное количество смеси).
В таблице 13 v и h означают: v= левый брусок, а h= правый брусок, как и в примере 5.
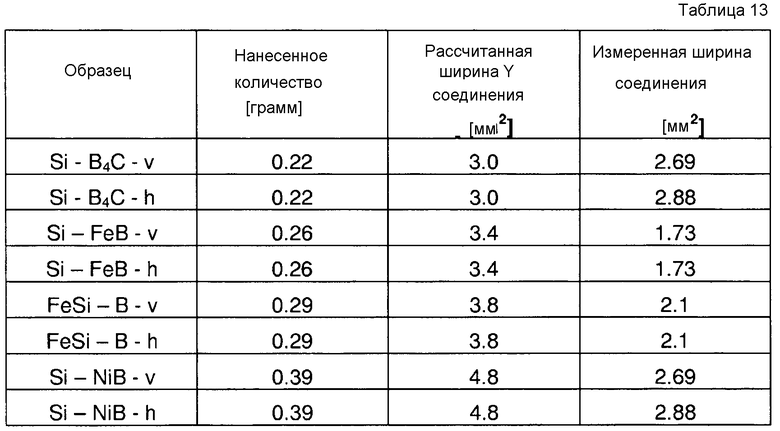
Результаты, приведенные в таблице 13, показывают, что В4С, NiB и FeB могут быть использованы в качестве альтернативного источника бора. При использовании NiB получаемое количество смеси меньше, чем при использовании чистого бора. Однако NiB может быть использован в том случае, если требуется легирующее действие Ni.
ПРИМЕР 10
В примере 10 испытывают большое количество различных исходных металлов, т.е. металлов, которые могут быть использованы для металлических деталей 11 и 12, показанных на фиг. 1. Все испытания, за исключением мягкой стали и Ni-Cu сплава проводят согласно «испытанию Y» (см. ниже).
Для испытания Y два круглых прижатых образца для испытаний толщиной примерно 0,8 мм помещают один поверх другого. Каждый образец имеет прижатый к нему круглый брусок. Верхние стороны брусков размещают по направлению одна к другой, создавая круглую щель между образцами. На каждый образец кистью наносят смесь В2, которая в данном примере включает связующее S-20. Массу нанесенного количества смеси не измеряют, поскольку покрытие при нанесении кистью не было однородным. Изображение одного из образцов после соединения представлено на фиг. 18.
На образцы из мягкой стали и Ni-Cu образцы смесь наносят таким же способом, но мягкую сталь согласно испытаниям, проведенным в примере 5, подвергают «испытанию на сварной угловой шов», а Ni-Cu сплав - испытанию с двумя плоскими образцами для испытаний. Образцы, за исключением Ni-Cu, подвергают «пайке твердым припоем» в печи примерно при 1200°С, т.е. 1210°С в течение часа в печи с вакуумной атмосферой. Образец из Ni-Cu подвергают пайке твердым припоем примерно при 1130°С примерно в течение часа в такой же вакуумной печи. После «пайки твердым припоем» между образцами во всех испытаниях формируется соединение. Во всех подвергнутых испытаниям образцах также наблюдается течение сформированного «сплава для пайки твердым припоем» (состоящего из исходного металла) по направлению к соединению. Результаты показаны в таблице 14.
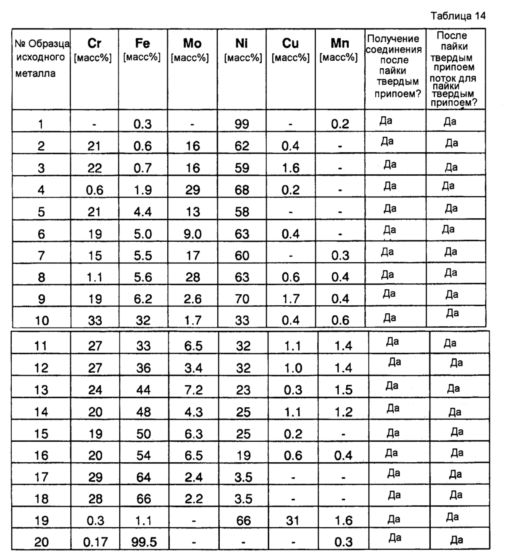
Результаты, представленные в таблице 14, показывают, что сплавы для пайки твердым припоем формируются между смесью и исходным металлом в каждом образце 1-20. Полученные результаты также показывают, что соединения формируются в каждом из подвергнутых испытаниям образцов.
Примеры показывают, что использование бора требует получения существенного количества сплава для пайки твердым припоем, который мог бы заполнить соединения, а также придать им прочность. Примеры также показывают, что бору требуется микроструктура, поскольку в образцах без бора было обнаружена хрупкая фаза большой толщины.
Из вышеизложенного следует, что исходный металл, т.е. металлические детали, описанные в связи, например, с фиг. 1, могут состоять из сплава, содержащего такие элементы, как железо (Fe), хром (Cr), никель (Ni), молибден (Mo), марганец (Mn), медь (Cu) и т.д. Некоторые примеры сплавов, которые могут быть использованы для металлических деталей, перечислены в таблице 15.
Смесь, т.е. подавляющий плавление состав, может быть нанесен окрашиванием, как описано выше. Смесь может быть также нанесена методом физического осаждения из паровой фазы (PVD) или химического осаждения из паровой фазы (CVD), при этом смесь не должна включать связующий компонент. Кремний может быть нанесен одним слоем и бор одним слоем окраской либо PVD или CVD. Даже будучи нанесенными в виде слоев, как бор, так и кремний считаются включенными в подавляющий плавление состав, поскольку они вступят в реакцию во время нагревания, как если бы они были смешаны с составом до его нанесения.
СПОСОБ
На фиг. 19 проиллюстрирована схема последовательности способа соединения первой и второй металлической детали. Металлические детали могут быть изготовлены из различных материалов, как описано выше.
На первом этапе 201 подавляющий плавление состав наносят на поверхность одной из металлических деталей (здесь: первая металлическая деталь). Нанесение как таковое может быть осуществлено традиционными методами, например, напылением или окрашиванием в то случае, если подавляющий плавление состав включает в себя связующий компонент, и PVD или CVD в том случае, если связующий компонент не используется.
На следующем этапе 202 вторую металлическую деталь приводят в контакт с подавляющим плавление составом в контактной точке на поверхности. Это может быть сделано вручную или автоматически с использованием традиционных автоматизированных производственных систем.
На следующем этапе 303 металлические детали нагревают до температуры выше 1100°С. Точная температура указана в вышеприведенных примерах. Во время нагревания поверхность по меньшей мере первой металлической детали плавится и вместе с подавляющим плавление составом формирует расплавленный металлический слой, который находится в контакте со второй металлической деталью в точке контакта между первой металлической деталью и второй металлической деталью. Когда это происходит, металл расплавленного металлического слоя течет по направлению к точке контакта.
На конечном этапе 204 расплавленному металлическому слою позволяют затвердеть таким образом, что в точке контакта образуется соединение, т.е. металл, который притек к точке контакта, затвердевает. Затвердевание обычно включает в себя понижение температуры до нормальной комнатной температуры. Однако затвердевание также происходит во время физического процесса перераспределения компонентов (бора и кремния) на участке соединения до понижения температуры.
Из вышеизложенного описания следует, что, несмотря на описанные и показанные различные варианты воплощения настоящего изобретения, данное изобретение не ограничивается ими, но также может быть воплощено другими способами в рамках объема предмета, определенного в следующей формуле изобретения. Различные подавляющие плавление составы также могут быть скомбинированы с различными металлами для металлических деталей. Например, подавляющий плавление состав (смесь) А3,3 может быть скомбинирована с металлическими деталями, изготовленными из стали 316.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОКРЫТОЕ СЛОЕМ ТУГОПЛАВКОГО ПРИПОЯ ИЗДЕЛИЕ | 2013 |
|
RU2581937C1 |
| НОВАЯ КОНЦЕПЦИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2585888C2 |
| НОВАЯ КОНЦЕПЦИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2585886C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2020 |
|
RU2784149C1 |
| НОВАЯ КОНЦЕПЦИЯ ПОКРЫТИЯ | 2013 |
|
RU2585146C1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2013 |
|
RU2602693C2 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2013 |
|
RU2583204C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТЕЙ | 2014 |
|
RU2633171C1 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |
| ТВЕРДЫЙ ПРИПОЙ, СПОСОБ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ, ПАЯНОЕ ИЗДЕЛИЕ И ПАСТА, СОДЕРЖАЩАЯ ЭТОТ ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2458770C2 |
Изобретение может быть использовано для соединения металлических деталей, имеющих температуру солидуса выше 1100°C. На поверхность (15) первой металлической детали (11) наносят подавляющий плавление состав (14), содержащий подавляющий плавление компонент, включающий по меньшей мере 25 мас.% бора и кремния для снижения температуры плавления первой металлической детали (11). Приводят вторую металлическую деталь (12) в контакт с подавляющим плавление составом (14) в контактной точке (16). Нагревают металлические детали (11, 12) до температуры выше 1100°C. Обеспечивают плавление поверхностного слоя первой металлической детали с образованием вместе с упомянутым компонентом металлического слоя в контакте со второй металлической деталью. Получают соединение (25) в контактной точке (16). Изобретение обеспечивает получение простым и надежным способом прочного соединения между металлическими деталями. 3 н. и 25 з.п. ф-лы, 19 ил., 14 табл., 5 пр.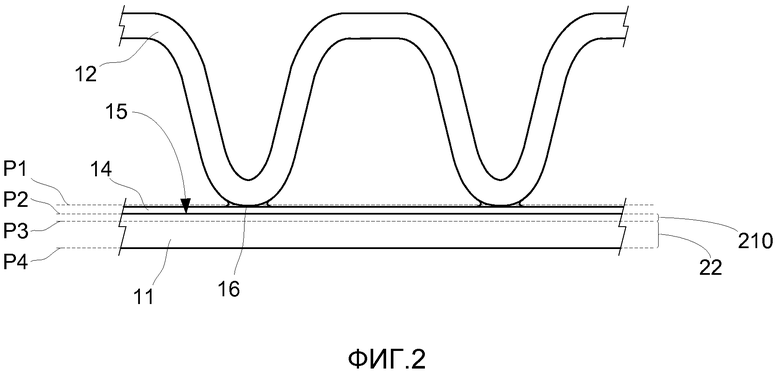
1. Способ соединения первой металлической детали (11) со второй металлической деталью (12), при этом металлические детали (11, 12) имеют температуру солидуса выше 1100°С, включающий в себя этапы, на которых:
наносят (201) подавляющий плавление состав (14) на поверхность (15) первой металлической детали (11), при этом подавляющий плавление состав (14) содержит:
подавляющий плавление компонент, который содержит по меньшей мере 25 мас.% бора и кремния для снижения температуры плавления первой металлической детали (11), и,
необязательно, связующий компонент для облегчения нанесения (201) подавляющего плавление состава (14) на поверхность (15);
приводят (202) вторую металлическую деталь (12) в контакт с подавляющим плавление составом (14) в точке контакта (16) на упомянутой поверхности (15);
нагревают (203) первую и вторую металлические детали (11, 12) до температуры выше 1100°С, при этом упомянутая поверхность (15) первой металлической детали (11) плавится так, что плавится поверхностный слой (21) первой металлической детали (11) и вместе с подавляющим плавление компонентом образует расплавленный металлический слой (210), который находится в контакте со второй металлической деталью (12) в точке контакта (16); и
обеспечивают (204) затвердевание слоя (210) расплавленного металла с получением соединения (25) в точке контакта (16).
2. Способ по п. 1, в котором источником бора служит любое из элементарного бора, бора из соединения бора, выбранного по меньшей мере из любого из следующих соединений: карбид бора, борид кремния, борид никеля и борид железа.
3. Способ по п. 1 или 2, в котором источником кремния служит любое из элементарного кремния, кремния из соединения кремния, выбранного по меньшей мере из любого из следующих соединений: карбид кремния, борид кремния и ферросилиций.
4. Способ по п. 1, в котором подавляющий плавление компонент включает по меньшей мере 40 мас.% бора и кремния.
5. Способ по п. 1, в котором подавляющий плавление компонент включает по меньшей мере 85 мас.% бора и кремния.
6. Способ по п. 1, в котором бор составляет по меньшей мере 10 мас.% содержания бора и кремния в подавляющем плавление соединении.
7. Способ по п. 1, в котором кремний составляет по меньшей мере 55 мас.% содержания бора и кремния в подавляющем плавление соединении.
8. Способ по п. 1, в котором подавляющий плавление компонент включает менее 50 мас.% металлических элементов.
9. Способ по п. 1, в котором подавляющий плавление компонент включает менее 10 мас.% металлических элементов.
10. Способ по п. 1, в котором толщина первой металлической детали составляет 0,3-0,6 мм, а нанесение (201) подавляющего плавление состава (14) содержит нанесение в среднем 0,02-0,12 мг бора и кремния на мм2 на поверхность (15) первой металлической детали (11).
11. Способ по п. 1, в котором толщина первой металлической детали составляет 0,6-1,0 мм, а нанесение (201) подавляющего плавление состава (14) содержит нанесение в среднем 0,02-1,0 мг бора и кремния на мм2 на поверхность (15) первой металлической детали (11).
12. Способ по п. 1, в котором поверхность (15) имеет площадь (А1) большую, чем площадь (А2), определяемая контактной точкой (16) на упомянутой поверхности (15), таким образом, что металл в расплавленном металлическом слое (21') течет к контактной точке (16) при формировании (204) соединения (25).
13. Способ по п. 12, в котором площадь (А1) поверхности (15) по меньшей мере в 10 раз больше площади (А2), определяемой контактной точкой (16).
14. Способ по п. 12 или 13, в котором площадь (А1) поверхности (15) по меньшей мере в 3 раза больше площади поперечного сечения (А3) соединения (25).
15. Способ по п. 1, в котором соединение (25) содержит по меньшей мере 50 мас.% металла, который до нагревания (203) являлся частью любой из первой металлической детали (11) и второй металлической детали (12).
16. Способ по п. 1, в котором любая из первой металлической детали (11) и второй металлической детали (12) имеет множество выступов (28, 29), которые проходят по направлению к другой металлической детали таким образом, что при приведении (202) второй металлической детали (12) в контакт с упомянутой поверхностью (15) на данной поверхности (15) формируется несколько контактных точек (16, 26).
17. Способ по п. 1, в котором первая металлическая деталь содержит >50 мас.% Fe, <13 мас.% Cr, <1 мас.% Mo, <1 мас.% Ni и <3 мас.% Mn.
18. Способ по п. 1, в котором первая металлическая деталь включает >90 мас.% Fe.
19. Способ по п. 1, в котором первая металлическая деталь включает >65 мас.% Fe и <13 мас.% Cr.
20. Способ по п. 1, в котором первая металлическая деталь включает >50 мас.% Fe, >15,5 мас.% Cr и >6 мас.% Ni.
21. Способ по п. 1, в котором первая металлическая деталь содержит >50 мас.% Fe, >15,5 мас.% Cr, 1-10 мас.% Mo и >8 мас.% Ni.
22. Способ по п. 1, в котором первая металлическая деталь включает >97 мас.% Ni.
23. Способ по п. 1, в котором первая металлическая деталь включает >10 мас.% Cr и >60 мас.% Ni.
24. Способ по п. 1, в котором первая металлическая деталь включает >15 мас.% Cr, >10 мас.% Mo и >50 мас.% Ni.
25. Способ по п. 1, в котором первая металлическая деталь включает >70 мас.% Co.
26. Способ по п. 1, в котором первая металлическая деталь включает >10 мас.% Fe, 0,1-30 мас.% Mo, 0,1-30 мас.% Ni и >50 мас.% Co.
27. Изделие, включающее первую металлическую деталь (11), которая соединена со второй металлической деталью (12) соединением (25), при этом температура солидуса металлических деталей (11, 12) составляет более 1100°С, а соединение (25) содержит по меньшей мере 50 мас.% металлических элементов, которые были привлечены с участка (А1), окружающего соединение и являвшегося частью любой из первой металлической детали (11) и второй металлической детали (12).
28. Изделие, содержащее первую металлическую деталь (11), которая соединена со второй металлической деталью (12) согласно способу по любому из пп. 1-27.
29. Подавляющий плавление состав для соединения первой металлической детали (11) со второй металлической деталью (12) согласно способу по любому из пп. 1-26, при этом подавляющий плавление состав содержит i) подавляющий плавление компонент, который содержит по меньшей мере 25 мас.% бора и кремния для снижения температуры плавления, и ii) необязательно, связующий компонент для облегчения нанесения (201) подавляющего плавление состава (14) на первую металлическую деталь (11).

