Изобретение относится к сварочным и, в частности, к присадочным материалам для сварки плавлением, которые могут быть использованы для ремонта деталей газотурбинных двигателей, изготовленных из жаропрочных сплавов на основе никеля, кобальта и железа с применением аргонодуговой сварки неплавящимся электродом, лазерной, плазменной и микроплазменной ручной и автоматической сварки.
Несколько поколений жаропрочных сплавов на основе никеля и кобальта было разработано для газотурбинных двигателей за последние десятилетия. Однако, несмотря на уникальные механические свойства и высокую стойкость к окислению, детали двигателей, изготовленные из дисперсионно-твердеющих жаропрочных сплавов, все же подвержены растрескиванию вследствие термической усталости, высокотемпературному окислению и коррозии, а также эрозии.
Для восстановления деталей газотурбинных двигателей со значительным повреждением компания Liburdi Engineering Ltd. разработала и запатентовала процесс порошковой металлургии Liburdi Powder Metallurgy (LPM™), впервые описанный в патенте США 5156321 в 1992 г.
Процесс LPM™ основан на нанесении пасты, полученной из порошков Mar М-247, Inconel 738 и других жаропрочных сплавов и органического связующего, на ремонтируемую область и спекании порошка при температурах, превышающих 1000°С, для получения пористого материала, который металлургически связан с подложкой, с последующей пропиткой пористого материала припоем на основе никеля или кобальта, выдержкой при высокой температуре, обеспечивающей металлургическое взаимодействие расплавленного припоя с жаропрочном порошком, которые после охлаждения и консолидации с основным металлом образуют в ремонтируемой зоне материалы с высокими механическими свойствами и стойкостью к окислению.
Компания General Electric разработала и внедрила подобный процесс, называемый «залечиванием посредством активированной диффузии» (Activated Diffusion Healing, ADH), описанные в статье Wayne A. Demo, Stephen Ferrigno, David Budinger, and Eric Huron "Improving Repair Quality of Turbine Nozzles Using SA650 Braze Alloy", Superalloys 2000, Edited by T.M. Pollock, R.D. Kissinger, R.R. Bowman, KA. Green, M. McLean, S. Olson, and J.J. Schim, TM.5, The Minerals, Metals &Materials Society, 2000, pp.713-720.
При ремонте по процессу ADH на ремонтируемую зону наносится пастообразная смесь из порошка жаропрочного металла, припоя, который обладает более низкой температурой плавления, обеспечиваемой благодаря добавкам бора (В) и кремния (Si), и органической связки (далее ADH паста).
ADH материалы имеют низкую температуру плавления, главным образом, за счет использования бора. Уровень бора сбалансирован между минимумом, который необходим для пропитки пористого материала и залечивания трещин, с одной стороны, и негативным влиянием бора на механические свойства, с другой стороны. В обоих процессах (ADH и LPM™) ремонтируемая зона содержит значительное количество легкоплавкого материала, что делает чрезвычайно трудным выполнение последующего ремонта или устранения любых дефектов с помощью сварки плавлением, используя стандартные присадочные материалы. В результате для ремонта даже незначительных дефектов LPM™ и ADH циклы необходимо повторять, что увеличивает стоимость ремонта и снижает свойства исходного материала из-за избыточной диффузии бора.
Джо Либурди (Joe Liburdi) и др. сообщили о некотором прогрессе при использовании аргонодуговой сварки с присадочной проволокой Inconel 625 для ремонта материалов LPM™ в статье "Novel Approaches to the Repair of Vane Segments" на Международном конгрессе и выставке газовых турбин и авиадвигателей в Цинциннати, штат Огайо, 24-27 мая 1993 г., опубликованной Американским обществом инженеров-механиков (American Society of Mechanical Engineers), 93-GT-230. Однако, практическое применение этого способа ограничено из-за высокой температуры плавления Inconel 625, что приводит к расплавлению LPM™ материалов в зоне сплавления.
Кроме того, применение сварки плавлением для ремонта деталей двигателей, изготовленных из Inconel 738, Inconel 713, Rene 77 и других жаропрочных сплавов с общим содержанием алюминия и титана, превышающим 8%, приводит к растрескиванию зоны термического влияния (ЗТВ).
Как следует из статьи Banerjee К., Richards N.L., and Chaturvedi М.С."Effect of Filler Alloys on Heat Affected Zone Cracking in Pre-weld Heat Treated IN-738 LC Gas-Tungsten-Arc Welds", Metallurgical and Materials Transactions, Volume 36A, July 2005, pp. 1881-1890, в которой приведены результаты изучения влияния сварочной проволоки Hastelloy С-263 на основе никеля, изготовленной по техническим условиям на авиационно-космические материалы (Aerospace Materials Specification) AMS 5966 и содержащей 0,4% Si среди прочих легирующих элементов, и сварочных проволок на основе никеля, не содержащих кремния и бора, AMS 5832 (также известных как Inconel 718), AMS 5800 (Rene 41), AMS 5675 (FM-92), имеющих различные температуры плавления и химические составы, попытки получить сварные швы без трещин при сварке Inconel 738 с использованием стандартных присадочных проволок были безуспешными. По данным этой работы было показано, что все образцы, полученные с использованием вышеупомянутых присадочных материалов, были подвержены интенсивному растрескиванию в ЗТВ из-за того, что интервал температуры кристаллизации сварочной ванны превышал температуру плавления эвтектик по границам зерен. Перегрев ЗТВ вдоль линии сплавления вызывал ликвационное растрескивание основного металла по границам зерен.
Для проверки вышеприведенных результатов авторы настоящего изобретения в ходе текущей разработки провели оценку свариваемости Inconel 738, используя другую группу сварочных материалов, включающую стандартные сварочные проволоки AMS 5786 (Hastelloy W) и AMS 5798 (Hastelloy X) на основе никеля, которые включали на ряду с другими легирующими элементами до 1% Si по массе, а также с использованием сварочной проволоки Haynes HR-160 на основе никеля с содержанием кремния 2,75% по массе и других сварочных проволок, в которых объемное содержание кремния колебалось от 0,05% до 2% по массе, подобно сплаву, описанному в патенте США 2515185.
Независимо от химического состава, во всех сварных швах, полученных с использованием стандартных сварочных проволок, были обнаружены межкристаллитные микротрещины в ЗТВ вдоль линии сплавления между основным металлом и швом. Образование трещин в ЗТВ сплава Inconel 738 было связано с плавлением низкотемпературных эвтектик, карбидов и других выделений вдоль границ зерен во время сварки с последующим распространением трещин вследствие непрерывно растущего уровня остаточных сварочных растягивающих напряжений в ЗТВ в процессе кристаллизации и охлаждения сварного шва.
Низкое содержание низкотемпературных эвтектик и быстрое охлаждение металла шва было достаточным для зарождения трещин, но недостаточным для залечивания этих трещин расплавленным материалом эвтектик, как показано в публикации Alexandrov В.Т., Hope А.Т., Sowards J.W., Lippold J.C., and McCracken S.S. Weldability Studies of High-Cr, Ni-base Filler Metals for Power Generation Applications, Welding in the World, Vol. 55, n. 3/4, pp. 65-76, 2011 (Doc. IIW-2111, ex Doc. IX-2313-09).
Высокие температуры плавления стандартных сварочных материалов на основе кобальта с общим содержанием Si вплоть до 2,75%, которые превышали температуру начала плавления Inconel 738, увеличивали перегрев и усиливали растрескивание в ЗТВ. Термообработка сварных швов приводила к дополнительному образованию трещин. Некоторые трещины распространялись в сварные швы.
Поэтому в настоящее время только предварительный подогрев сплавов Inconel 738, Inconel 713, GDT 111, GDT 222, Rene 80 и других дисперсионно-твердеющих поликристаллических сплавов, а также сплавов, полученных направленной кристаллизацией, жаропрочных сплавов с высоким содержанием гамма-прим фазы, а также Rene 80, CMSX 4, CMSX 10, Rene N5 и других монокристаллических материалов, до температур, превышающих 900°С, позволяет выполнять сварные швы без трещин. Способы сварки, использующие предварительный подогрев, изложены в патентах США 5897801, 6659332 и Канады 1207137. Однако, предварительный подогрев деталей перед сваркой увеличивает стоимость ремонта и снижает производительность труда.
Кроме стандартных сварочных проволок сплошного сечения известны также различные композиционные проволоки. Композиционные сварочные проволоки с покрытием или поверхностным слоем наиболее распространены. Например, композиционная сварочная проволока, описанная в патенте США 5569546, содержит 1,5-2,5% В, 2-5% Al, 2-4% Та, 14-17% Cr, 8-12% Со и Ni с помесями до баланса. Бор используется как депрессант температуры плавления, обеспечивающий сваривание изделий, изготовленных из сплавов на основе кобальта. Однако бор снижает пластичность сплавов на основе кобальта, никеля и железа. Поэтому данный патент раскрывает изготовление такой присадочной проволоки путем спекания порошков. Для применения на практике данный процесс является дорогим и трудоемким.
Полые и порошковые сварочные проволоки с флюсовым наполнителем и сплошные проволоки, описанные в справочнике по сварке, пайке твердым припоем и пайке AMS Handbook, Welding, Brazing and Soldering, Volume 6, pp. 719, а также патентах Франции 2746046, Канады 2442335 и Китая 1408501 тоже относятся к композиционным присадочным материалам общего назначения. Порошковые сварочные проволоки с флюсовым наполнителем содержат металлическую оболочку, которая заполнена различными шлакообразующими материалами, стабилизаторами дуги, восстановителями и металлическими порошками. Композиционная проволочная основа может быть изготовлена из самых разных порошков с использованием высокопроизводительных процессов. К сожалению, диаметр этих присадочных материалов составляет от 4 до 8 мм, что не позволяет использовать их для ремонта и изготовления элементов газотурбинных двигателей с толщиной стенки от 1 до 3 мм.
Биметаллическая композиционная сварочная проволока согласно патенту России 2122908 имеет хорошую металлургическую связь между основой и оболочкой, но она может быть изготовлена волочением с использованием лишь материалов с высокой пластичностью, таких как медь и коррозионно-стойкая сталь.
Композиционные сварочные проволоки с медным покрытием, описанные в патентах Японии 2007331006, 2006281315, 62199287 и Кореи 20090040856, имеют различные химические составы и доступны на мировом рынке. Однако медь значительно снижает рабочую температуру сварных соединений жаропрочных сплавов на основе никеля. Поэтому они не могут быть использованы для ремонта элементов газотурбинных двигателей.
Присадочные проволоки с покрытием на основе серебра и меди согласно патенту Китая 1822246 также не пригодны для сварки элементов газотурбинных двигателей вследствие специфики металлургического взаимодействия серебра с жаропрочными сплавами на основе никеля и кобальта.
Титановое покрытие проволоки по патентам Китая 101407004, 201357293 и Японии 2007245185 не достаточно эффективно для снижения температуры плавления присадочных материалов на основе никеля.
Покрытие сварочной проволоки активными веществами, такими как MnCl2, CaCl2, MnO2, и ZnO по патенту Китая 101244489, не эффективно для предотвращения трещинообразования в ЗТВ дисперсионно-твердеющих жаропрочных сплавов.
Композиционные сварочные проволоки, изготовленные по патентам Китая 1822246 и России 2415742, 2294272, имеют внутреннее и наружное покрытия, содержащие активирующие флюсы, предназначены для снижения гигроскопичности. Эти композиционные проволоки могут также содержать металлическое покрытие. Однако эти присадочные проволоки не позволяют обеспечивать бездефектные швы при сварке дисперсионно-твердеющих жаропрочных сплавов на основе никеля и кобальта вследствие высокой температуры плавления и перегрева зоны термического влияния, так как гигроскопические компоненты не снижают температуру плавления присадочной проволоки.
Таким образом, вследствие технологических трудностей в изготовлении и использовании известных присадочных проволок, содержащих бор и кремний в необходимых количествах, аргонодуговая сварка жаропрочных никелевых сплавов без предварительного подогрева затруднена и во многих случаях практически не возможна.
Исходя из вышеизложенного, существует острая необходимость в разработке нового присадочного материала для сварки плавлением и аргонодуговой пайки дисперсионно-твердеющих жаропрочных сплавов, которые склонны к растрескиванию ЗТВ, а также для ремонта деталей двигателей турбин, которые ранее подвергались ремонту с применением высокотемпературной пайки, LPM™ или ADH.
Цель изобретения достигается тем, что композиционная сварочная проволока содержит пластичную металлическую основу (сердечник), изготовленную из сплавов на основе железа, никеля или кобальта, и поверхностный слой на основе бора, кремния или бора с кремнием при суммарном содержании бора и кремния в сварочной проволоке приблизительно 0,1-10% по массе, причем суммарное содержание бора и кремния в проволоке регулируется толщиной покрытия и содержанием бора и кремния в этом покрытии.
В результате экспериментов было установлено, что пониженная температура плавления этих присадочных материалов снижает растрескивание ЗТВ, а расширение температурного интервала кристаллизации приводит к самозалечиванию образовавшихся трещин благодаря присутствию большого количества междендритной эвтектики с пониженной температурой кристаллизации.
Кроме того, легирование присадочных проволок с использованием бора и кремния в оптимальном диапазоне концентраций не снижало пластичность сварных швов, что позволяло использовать эти материалы для наплавки промежуточных слоев перед заключительным наложением высокопрочных материалов с низкой пластичностью при восстановлении узлов и деталей, изготовленных из высокопрочных хрупких материалов.
Композиционную присадочную проволоку, описанную в настоящем изобретении, можно получить путем сочетания стандартного высокотехнологичного холодного или горячего волочения пластичной металлической основы с последующим нанесением на поверхность этой основы необходимого количества бора, кремния или обоих этих элементов в виде различных покрытий.
Предшествующие попытки производства присадочной проволоки с повышенным содержанием бора и кремния были безуспешными вследствие резкого снижения пластичности, вызываемого добавками бора и кремния. Как результат, присадочные проволоки с высоким содержанием бора и кремния могли быть изготовлены только с помощью литья или спекания, что неэкономично при промышленном производстве.
Композиционные присадочные проволоки, описанные в настоящем изобретении, могут быть получены путем нанесения краски, содержащей бор и кремний, или различных методов напыления на стандартные сварочные проволоки с последующей их термообработкой. Использование стандартных сварочных проволок сокращает производственные затраты. Поэтому разработанный метод обеспечивает низкую стоимость изготовления присадочной проволоки и высокую производительность процесса.
Поверхностное легирование металлической основы бором и кремнием понижает температуру плавления присадочных материалов и увеличивает интервал кристаллизации сварочной ванны.
Предел прочности сварных соединений, полученных с использованием композиционных сварочных проволок, модифицированных бором и кремнием, часто превосходит прочность сварных швов, полученных с использованием стандартных материалов при температуре 982°С (1800°F).
Использование разработанной сварочной проволоки для аргонодуговой сварки сплава Inconel 738 исключило образование трещин в ЗТВ. Также удалось значительно снизить стоимость ремонта различных деталей газотурбинных двигателей.
Согласно другому варианту осуществления изобретения, присадочная проволока может содержать переходный слой между пластичной металлической основой и покрытием, при этом содержание депрессантов температуры плавления постепенно снижается от максимального на наружной поверхности покрытия до исходного уровня этих элементов в материале проволоки.
Полые присадочные проволоки с диаметром, превышающим 4 мм, могут также содержать депрессанты температуры плавления, нанесенные на внутреннюю поверхность.
В соответствии с другим вариантом изобретения, полые порошковые присадочные проволоки могут содержать депрессанты температуры плавления, порошковые материалы, изготовленные из материала присадочной проволоки такие, как Ni, Со, Fe, а также легирующие элементы, выбранные из группы элементов Al, Ti, Zr, Hf, V, Nb, Та, Cr, Мо, W, Cu, Y, Re, С, N.
Способ изготовления композиционной присадочной проволоки включает в себя подготовку металлической основы, нанесение поверхностного слоя с депрессантами температуры плавления, выбранными из бора и кремния, используя один из следующих процессов: нанесения суспензии и красителей, борирования, электростатического порошкового напыления, жидкостного борирования, химического борирования, электрохимического борирования, диффузионного борирования в твердой фазе, химического осаждения из паровой фазы, физического осаждения из паровой фазы, электронно-лучевого напыления и электронно-лучевого физического осаждения из паровой фазы, таким образом, что общее содержание бора и кремния в композиционной сварочной проволоке составляет от 0,1% до 10% по массе и связывание поверхностного слоя с металлической основой.
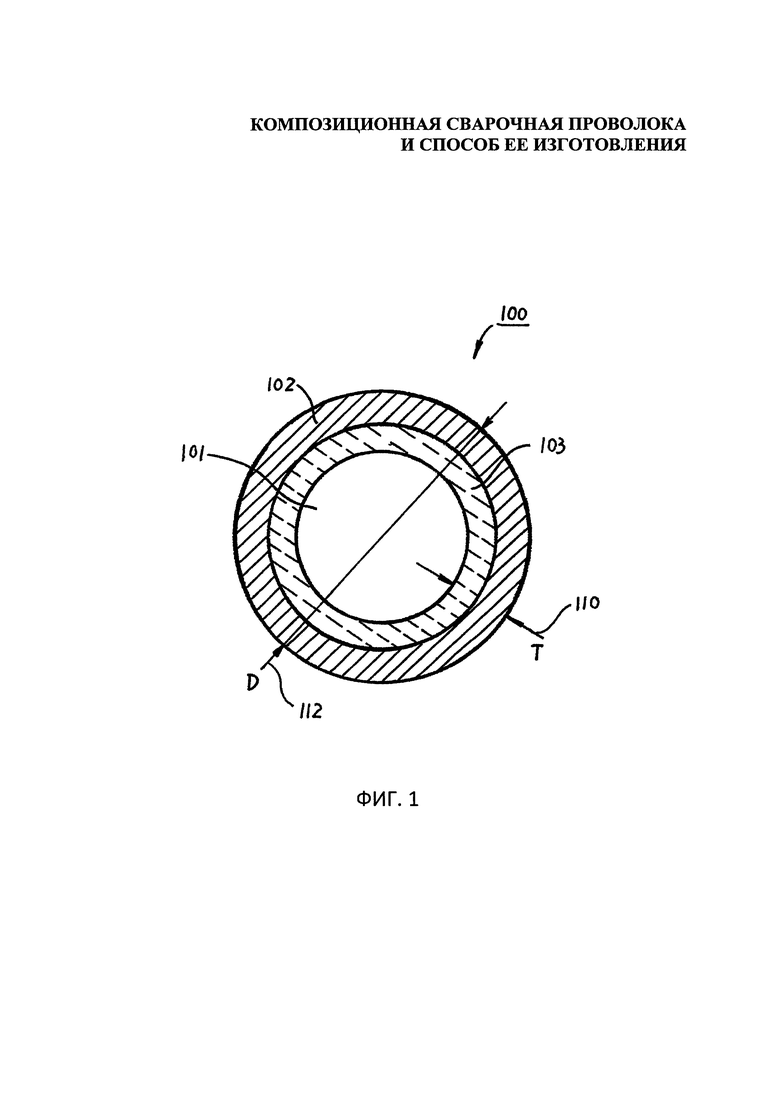
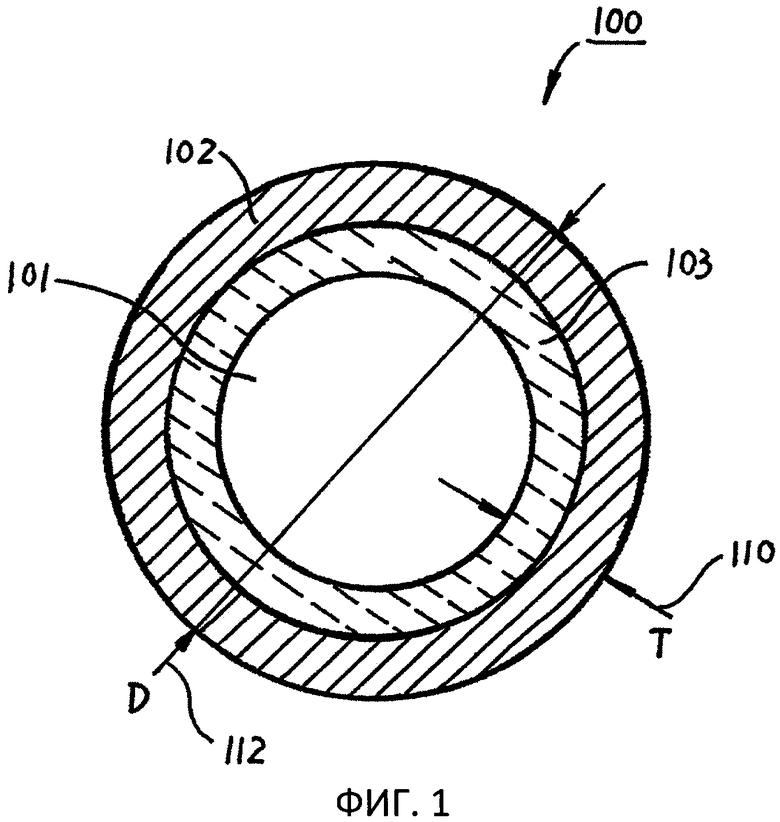
На фиг. 1 изображен поперечный разрез композиционной сварочной проволоки, содержащей пластичную металлическую основу (сердечник) в виде проволоки 100, наружный поверхностный слой 102 которой обогащен депрессантами температуры плавления, и переходный слой 103, при этом наружный диаметр проволоки 'D' 112, а 110 есть толщина 'Т' наружного поверхностного слоя 102.
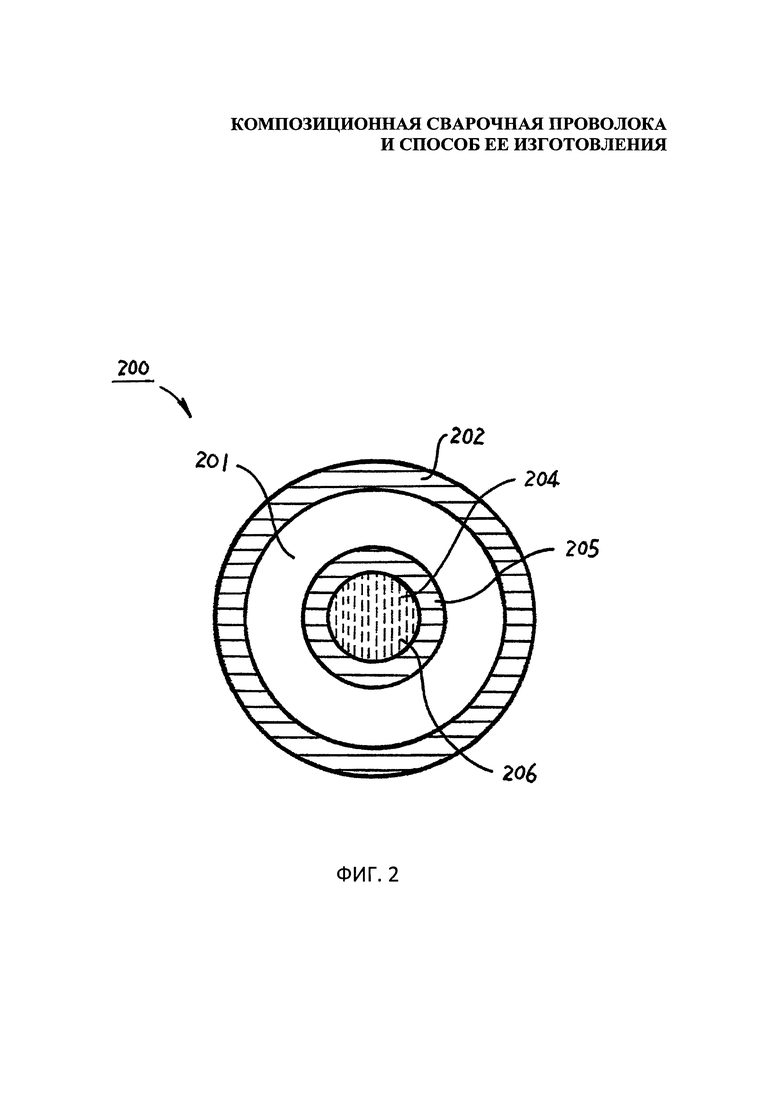
На фиг. 2 изображен поперечный разрез порошковой композиционной сварочной проволоки 200 с порошковым присадочным наполнителем, которая содержит пластичную металлическую основу в виде полой проволоки 201 с наружным поверхностным слоем 202, обогащенным депрессантами температуры плавления, коаксиальное отверстие 204, внутренний поверхностный слой 205 с депрессантами температуры плавления, и наполнитель 206, который заполняет полую часть проволоки.
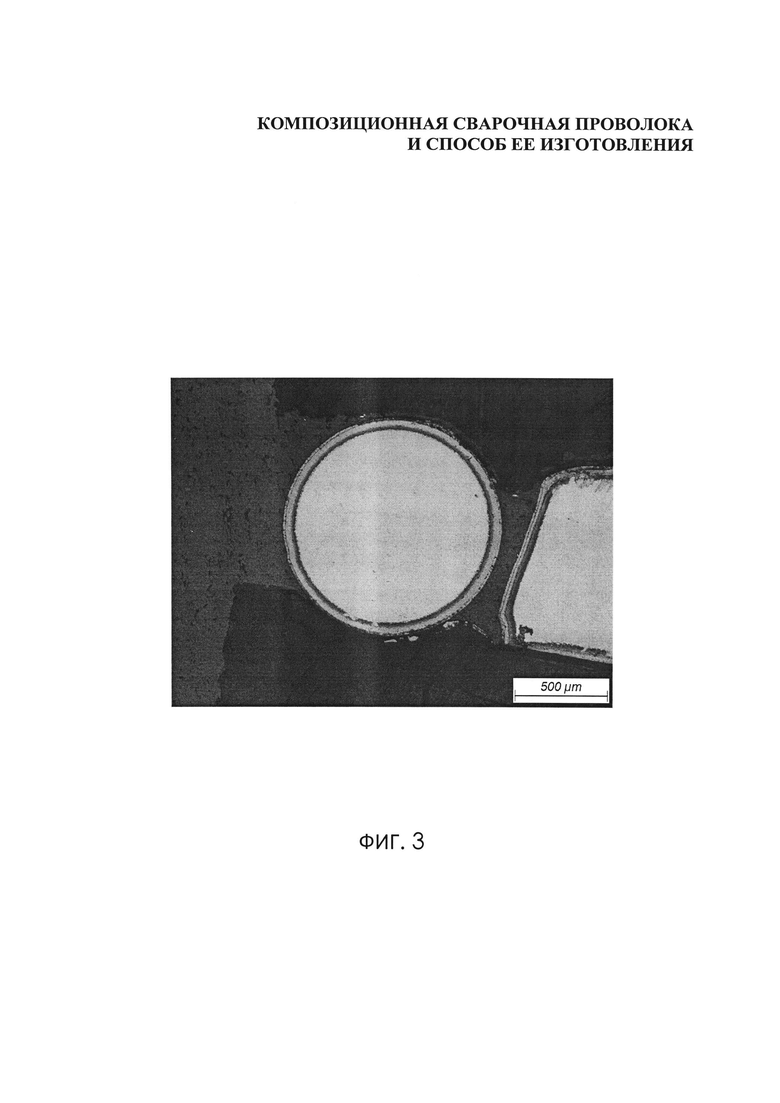
На фиг. 3 представлена микрофотография поперечного сечения композиционной сварочной проволоки на основе никеля, содержащей обогащенный бором поверхностный слой, полученный путем электрохимического борирования.
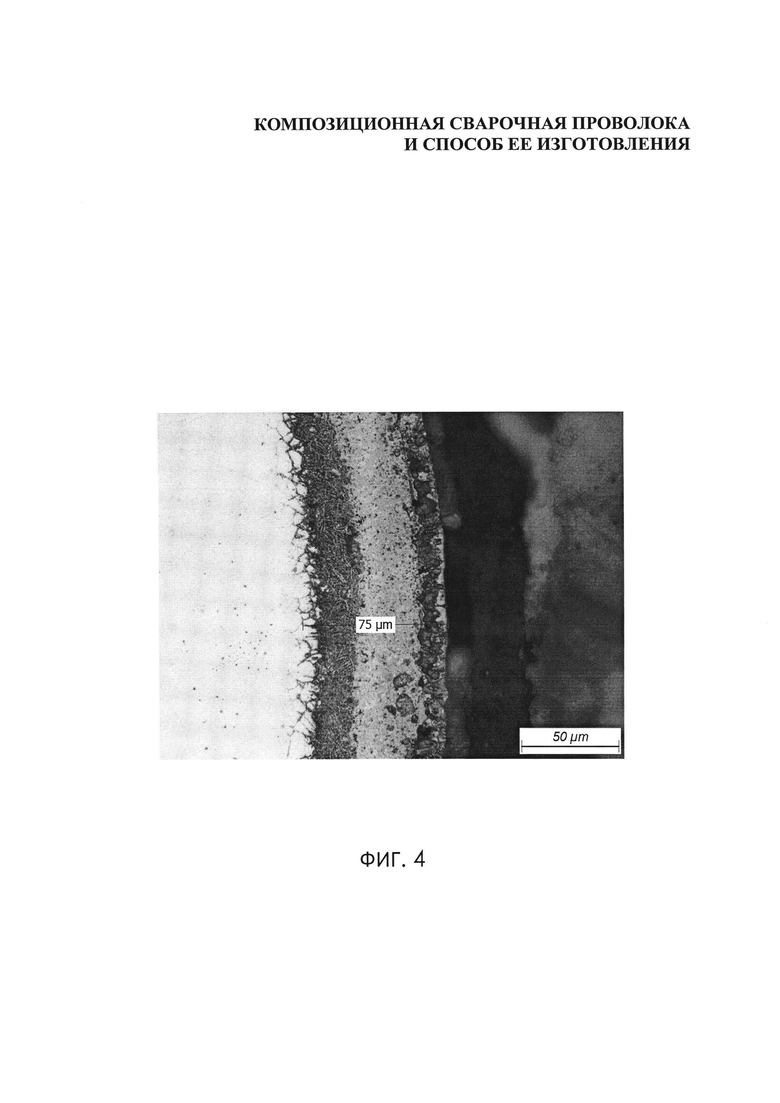
На фиг. 4 представлена микрофотография поперечного сечения композиционной сварочной проволоки на основе никеля с обогащенным бором поверхностным слоем, полученным путем борирования.
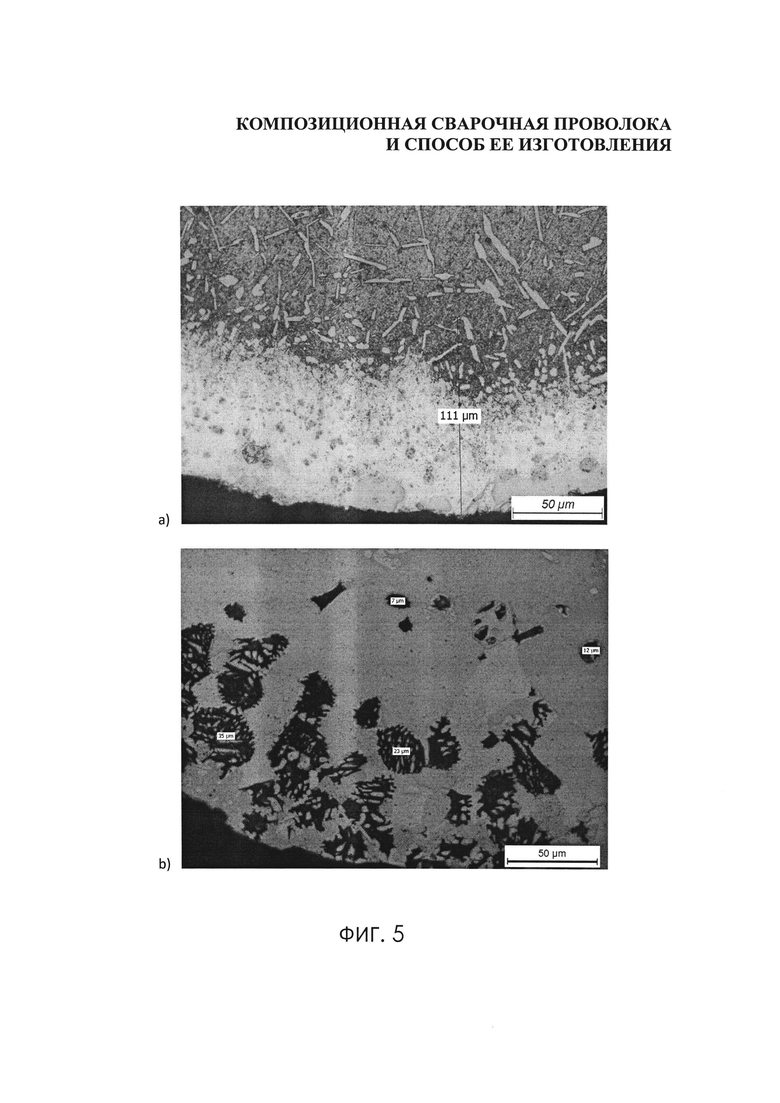
На фиг. 5 представлена микрофотография поперечного сечения композиционной сварочной проволоки на основе никеля с обогащенным бором поверхностным слоем (а) и обогащенным кремнием поверхностным слоем (b), полученными путем нанесения лакокрасочного покрытия на основе бора и кремния соответственно на поверхность проволоки с последующей вакуумной термообработкой при температуре 1200°С.
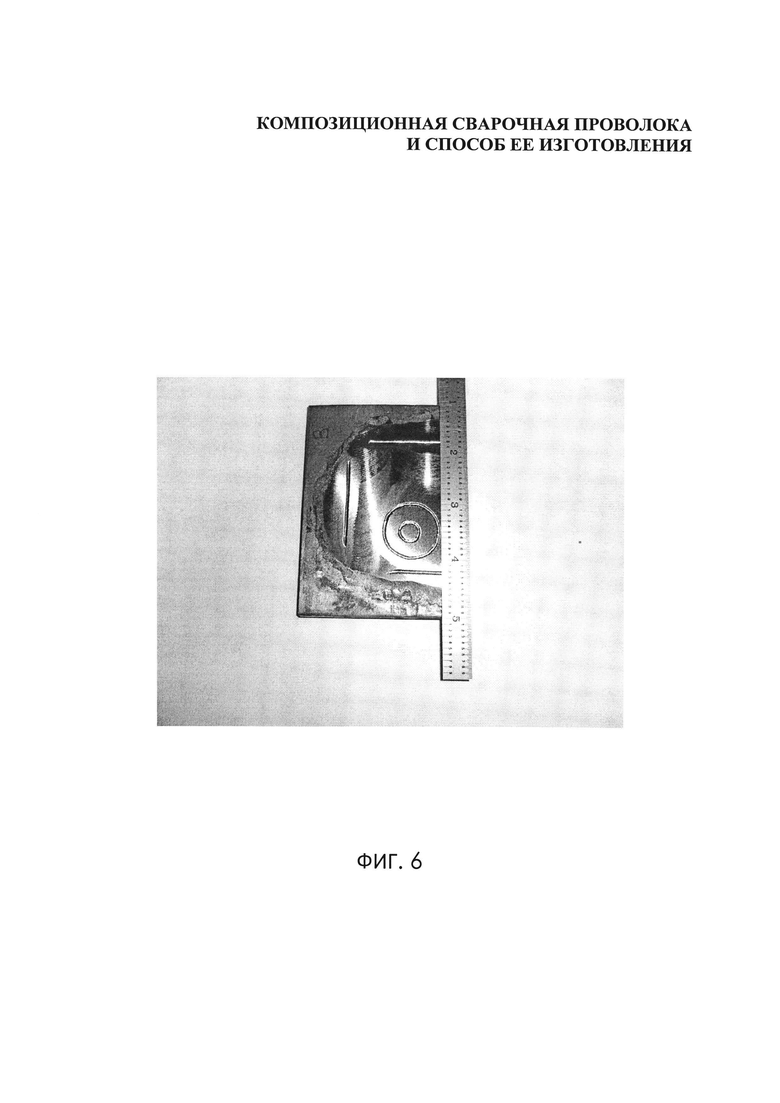
На фиг. 6 изображена пластина, изготовленная из коррозионно-стойкой стали 304, с поверхностным LPM™ слоем на основе никеля, полученным в соответствии с патентом США 5156321.
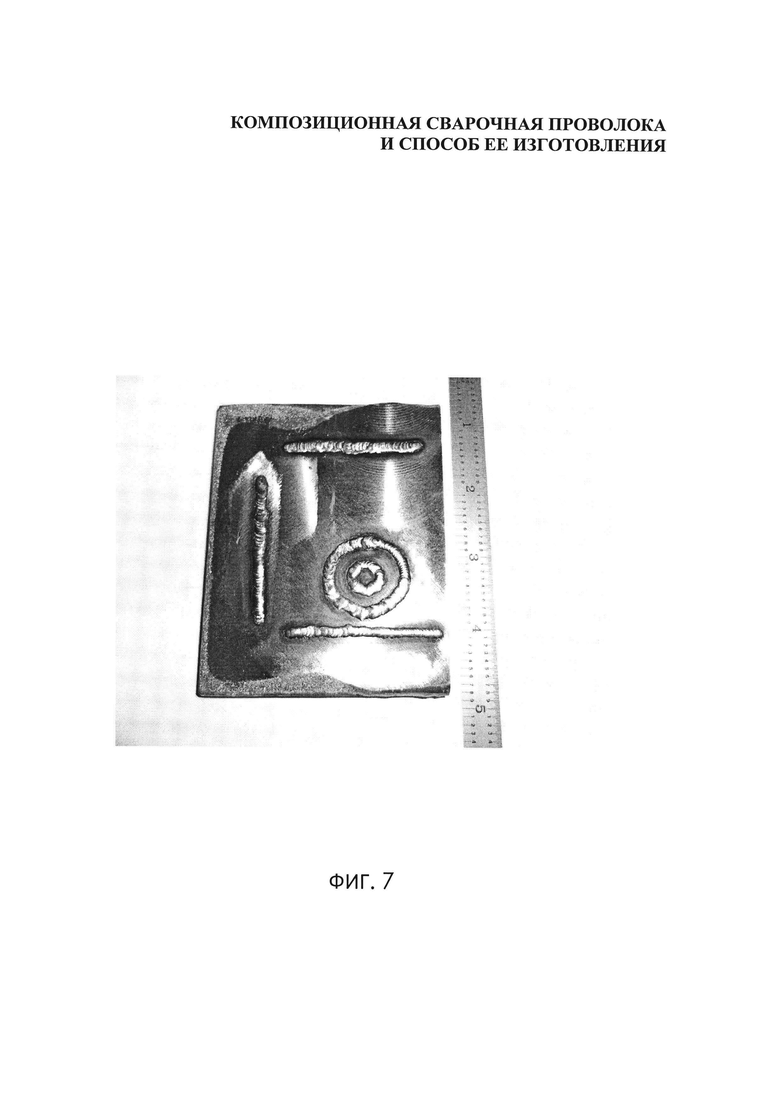
На фиг. 7 изображен тот же образец после аргонодуговой наплавки с применением модифицированной бором композиционной сварочной проволоки А, химический состав которой дан в примерах наплавки на LPM™.
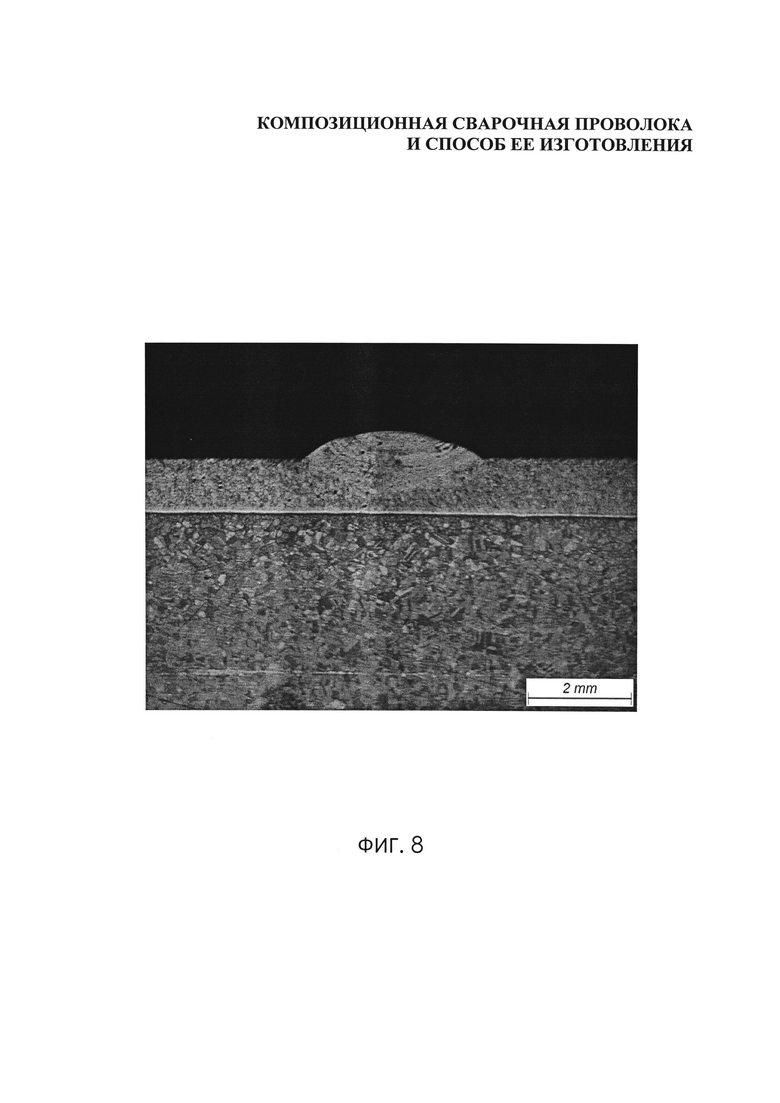
На фиг. 8 представлена микрофотография образца, показанного на фиг. 7.
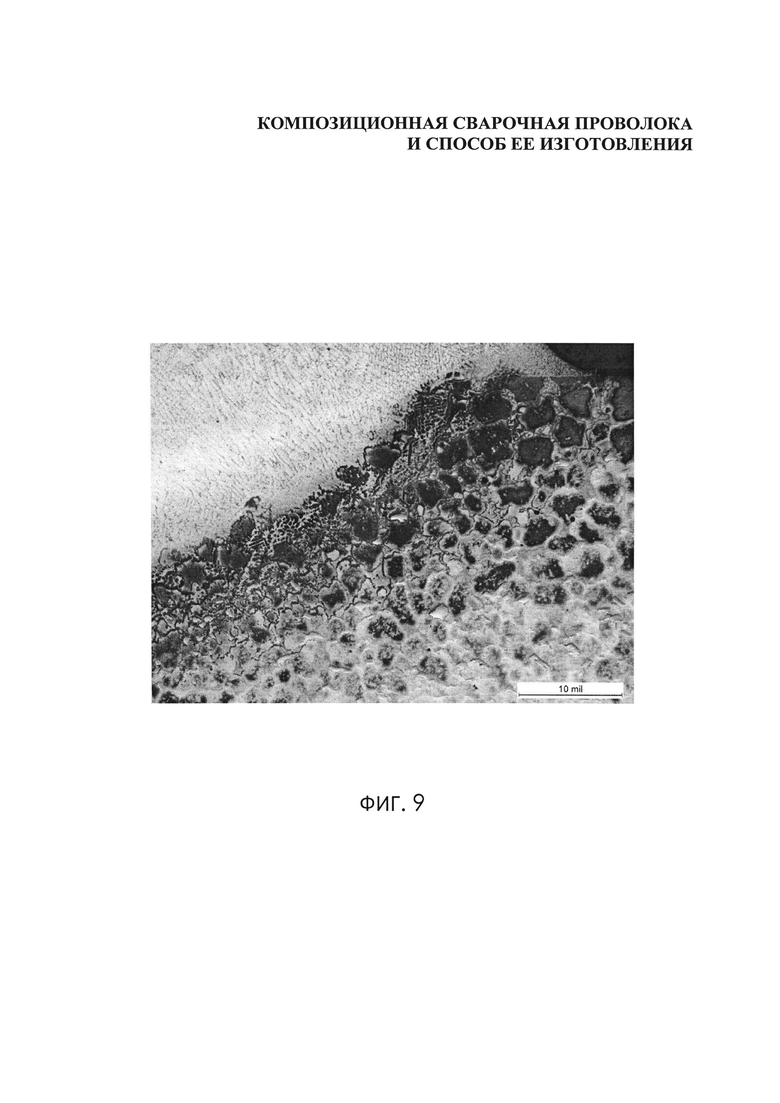
На фиг. 9 представлена микрофотография зоны сплавления между покрытием LPM™ и металлом наплавки, полученной аргонодуговой наплавкой с использованием модифицированной бором композиционной сварочной проволокой 'А', химический состав которой дан в примерах сварки.
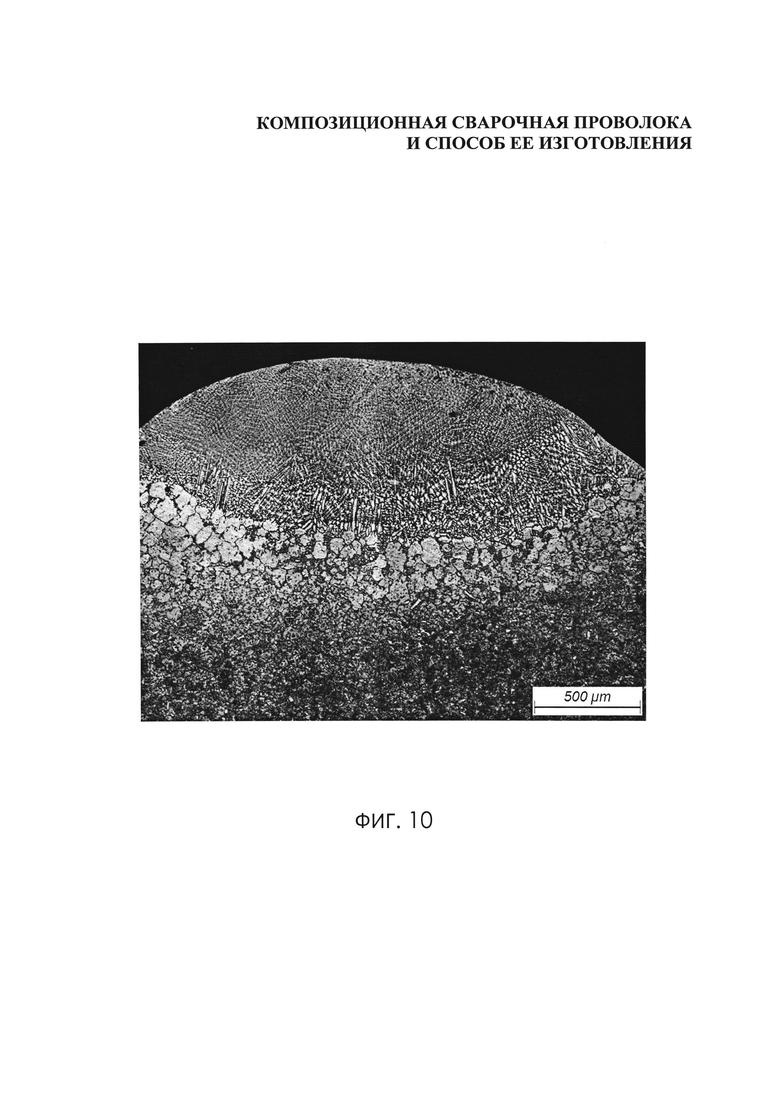
На фиг. 10 представлена микрофотография сварных швов, полученных на покрытии LPM™ с использованием модифицированной бором композиционной сварочной проволоки 'В' с химическим составом, показанным в примерах.
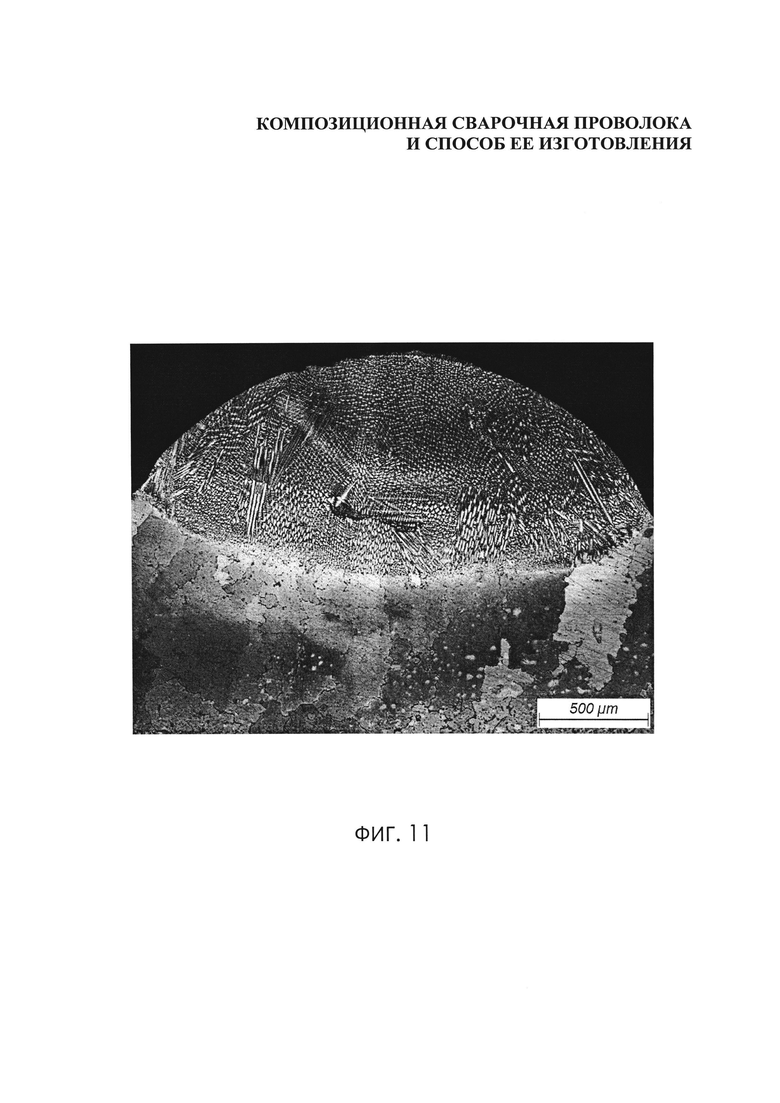
На фиг. 11 изображены сварные швы, полученные на сплаве Inconel 738 с использованием модифицированной бором композиционной сварочной проволоки 'В' с химическим составом, показанным в примерах.
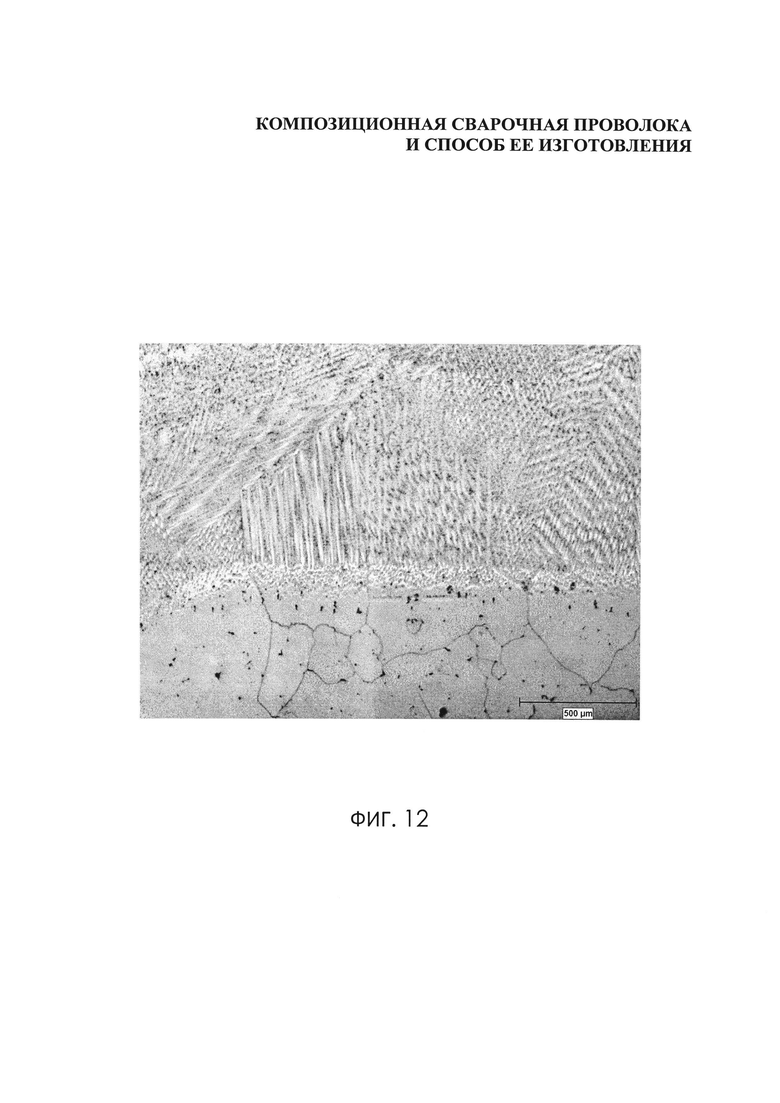
На фиг. 12 представлена микрофотография сварного шва, полученного с использованием модифицированной кремнием композиционной сварочной проволоки 'С' с химическим составом, показанным в примерах, касающихся сварки сплава Rene 77.
На фиг. 13 показана секция композиционной сварочной проволоки с поверхностным слоем, содержащим 40% бора, и сварочный пруток в нижней части фотографии с поверхностным слоем, содержащим 12% бора и связки из полиэстера.
Настоящее изобретение представляет собой композиционную сварочную проволоку или пруток для сварки плавлением 100, показанную на фиг. 1.
Композиционная сварочная проволока 100, с требуемым химическим составом, предназначена, преимущественно, для ремонта деталей газотурбинных двигателей, изготовленных из жаропрочных сплавов на основе поликристаллических сплавов Ni, Со и Fe, а также сплавов, полученных направленной кристаллизации и монокристаллов, которые прежде подвергались ремонту с использованием ADH, LPM™ или высокотемпературной пайки, а также жаропрочных сплавов, которые склонны к образованию трещин в зоне ЗТВ при сварке с использованием стандартных сварочных материалов.
Композиционная сварочная проволока 100 содержит пластичную проволочную основу (сердечник) 101, показанную на фиг. 1, полученную, например, путем горячего или холодного волочения из стандартных или изготовленных по специальному заказу пластичных сплавов на основе никеля, кобальта и железа, имеющих необходимый химический состав. Композиционная сварочная проволока 100 также содержит поверхностный слой 102, обогащенный депрессантами температуры плавления, такими как бор, кремний или комбинация этих двух химических элементов. В зависимости от процесса изготовления, композиционная сварочная проволока может содержать переходный слой 103.
На фиг. 1 'Т' отражает суммарную толщину покрытия с толщиной промежуточного, обычно диффузионного, слоя 103. Диаметр композиционной сварочной проволоки, включая поверхностный слой или покрытие 'D', обозначен 112.
На фиг. 2 в поперечном сечении изображена порошковая композиционная сварочная проволока 200, которая содержит пластичную полую основу 201 с наружным поверхностным слоем 202, обогащенным депрессантами температуры плавления, коаксиальное отверстие 204, внутреннее покрытие 205, содержащим депрессанты температуры плавления, и порошковый наполнитель 206.
Для изготовления композиционных сварочных проволок для сварки и ремонта деталей двигателей, изготовленных из жаропрочных сплавов, содержащих ADH, LPM™ и паянные соединения, стандартные сварочные проволоки на основе сплавов железа, никеля и кобальта могут быть использованы наряду с проволоками, изготовленными из специальных сплавов.
Далее описано несколько примеров нанесения борсодержащих покрытий 102 и 202 требуемой толщины, показанных на фиг. 1 и 2.
Например, суспензия, приготовленная из смеси мелкодисперсного бора с летучим растворителем, таким как спирт, или метанол, или вода, наносится на поверхность проволочной основы с помощью кисти, распыления или погружения с последующей термической обработкой для закрепления краски на проволочной основе. Для улучшения адгезии суспензия может содержать также органическую связку, которая полностью или частично дезинтегрируется либо в процессе термообработки, либо в процессе сварки. Наиболее эффективным является электростатическое порошковое напыление.
Нанесение борсодержащих покрытий можно производить методами жидкостного борирования, при котором металлическая основа, изготовленная из стандартной проволоки, погружается в солевую ванну при высоких температурах аналогично электрохимическому борированию или диффузионным борированием в твердых порошковых смесях.
Газовое борирование в смесях борсодержащих газов, например, В2Н2-Н2, также может быть использовано для промышленного изготовления композиционной сварочной проволоки.
Плазменное борирование, при котором также используются богатые бором газы, позволяет снизить температуру процесса изготовления композиционной сварочной проволоки.
Борирование в псевдоожиженном слое, при котором используются специальные порошки в сочетании с не содержащими кислород газами, такими как водород, азот и их смеси, также может быть использовано для изготовления композиционной сварочной проволоки.
Другими методами изготовления композиционной сварочной проволоки с борсодержащими покрытиями являются борирование проволочной основы путем: химического осаждения из паровой фазы, при котором атомы бора диффундируют в основу, образуя интерметаллические соединения на поверхности проволочных основ; физического осаждения из паровой фазы, при котором богатый бором материал испаряется с помощью электрической дуги в вакууме при рабочем давлении 10-2 торр или меньшем; электронно-лучевого осаждения из паровой фазы, которое аналогично процессу физического осаждения из паровой фазы, но нагревание и испарение распыляемого материала выполняются посредством электронного луча; а также электроннолучевым напылением.
Лакокрасочное и электролитическое борирование, а также электростатическое порошковое напыление, являются наиболее экономичными для производства композиционных сварочных материалов по предлагаемому способу.
Требуемая толщина покрытия зависит от диаметра проволочной заготовки и требуемой концентрации депрессантов температуры плавления, бора и кремния, в сварочной проволоке.
Содержание бора, кремния или бора с кремнием в поверхностном слое и толщина этого слоя должны обеспечивать общее содержание депрессантов температуры плавления в композиционной присадочной проволоке в диапазоне 0,1-10%, для того, чтобы снизить температуру плавления этой сварочной проволоки и предотвратить образование трещин в LPM™, ADH, а также сплавах Inconel 713, Inconel 738, Rene 77 и других жаропрочных сплавах с высоким содержанием гамма-прим (γ') фазы при их сварке и наплавке.
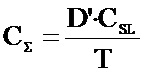
Общее содержание депрессантов температуры плавления в композиционной сварочной проволоке зависит от диаметра проволоки, толщины поверхностного слоя или покрытия и содержания депрессанта температуры плавления в покрытии или поверхностном слое, которое можно рассчитать, используя следующее уравнение:
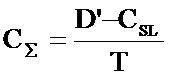
где C∑ - общее содержание депрессантов температуры плавления в присадочной проволоке;
D' - диаметр сварочной проволоки;
CSL - содержание депрессанта температуры плавления в покрытии или поверхностном слое;
Т - толщина поверхностного слоя или покрытия.
После сушки присадочная проволока или пруток с нанесенным на него покрытием на основе бора, кремния или бора с кремнием подвергается термообработке в среде защитных газов (аргона, гелия или водорода) или в вакууме при температуре выше 900°С, но ниже температуры плавления материала проволочной основы. Температуру термообработки можно выбрать, используя стандартные справочные данные для каждого типа сплава. Однако, лучшие результаты были достигнуты при термообработке в интервале температур 1180-1205°С. При термообработке бор диффундирует в проволоку, образуя прочную связь с основой, а органические добавки в виде связующего разлагаются и удаляются из поверхностного слоя в виде газов.
Как показано на фиг. 4 и 5, термообработка сварочных проволок в пределах этого интервала температур приводит к образованию диффузионного слоя с высоким содержанием бора толщиной 'Т' от 75 мкм до 111 мкм, включая переходный слой 103. Содержание бора уменьшается от максимума на поверхности до нуля или до начального содержания бора в исходном материале.
Увеличение времени борирования с 2 до 6 часов увеличивает толщину борированного слоя до 140-250 мкм. Эти результаты близки к ранее опубликованным в статье X. Dong et al "Microstructure and Properties of Boronizing Layer of Fe-based Powder Metallurgy Compacts Prepared by Boronizing and Sintering Simultaneously", Science of Sintering, 41 (2009) 199-207 данным по зависимости параметров процесса борирования на глубину борированного слоя.
Покрытия или поверхностные слои, содержащие бор и кремний, имеют хорошую адгезионную и диффузионную связь с проволочной основой. Толщина борированного слоя зависит от времени и температуры термообработки. Во время термообработки бор диффундирует в подложку через поверхность проволоки, образуя так называемое диффузионное покрытие, которое имеет превосходную металлургическую связь с подложкой, что обеспечивает их удобное использование при сварке.
В соответствии с другим вариантом предложенного способа изготовления композиционной сварочной проволоки, формирование наружного поверхностного слоя, содержащего бор, выполняется с использованием электрохимического процесса, в котором заготовка из проволоки с требуемым химическим составом погружается в расплавленную борную кислоту при температуре приблизительно 950°С. Во время борирования, борная кислота диссоциирует, высвобождая атомы бора, которые диффундируют в поверхностный слой проволоки, образуя Ni2B и другие бориды. Во время термообработки после борирования метастабильные бориды Ni2B преобразуются в стабильные соединения Ni3B. Выделение боридов из обогащенных бором твердых растворов и фаз, содержащих до 10% бора, происходит также на поверхности композиционного сварочного материала и вдоль границ зерен. Экспериментальным путем было обнаружено, что во время электрохимического борирования, сопровождающегося последующей термообработкой в диапазоне температур 900-1000°С, на поверхности присадочных проволок образуется относительно тонкий слой борида. Толщина борированного слоя, показанного на фиг. 3 и 4, составляет приблизительно 75 мкм.
Согласно другому варианту разработанного способа, наружный поверхностный слой, содержащий депрессанты температуры плавления, получают с помощью диффузионного борирования в боросодержащих порошках Ekabor™ или аналогичного порошка, содержащего 90% SiC, 5% В4С, 5% KBF4. Во время диффузионного борирования с использованием порошкообразных материалов, таких как В4С, карбид бора распадается на бор и углерод, обеспечивая диффузию бора в проволоку. Пластичные проволочные заготовки помещают в контакт с порошком Ekabor™, а затем нагревают до температуры от 820°С до 980°С в защитной атмосфере аргона и выдерживают в оптимальном температурном диапазоне, который выбирают экспериментально для каждого материала проволочной основы, а также необходимой толщины поверхностного слоя. После цикла диффузии и охлаждения избыточный порошок Ekabor™ удаляют, используя мягкую проволочную щетку из коррозионно-стойкой стали или другой способ очистки сварочной проволоки.
Кремний не обладает таким же коэффициентом диффузии, как бор. Поэтому, наиболее эффективным способом изготовления композиционной присадочной проволоки с покрытием на основе кремния является нанесение лакокрасочных покрытий кистью, распылением или погружение заготовок, в суспензии, содержащие мелкодисперсный порошок Si, органические связующие и растворители, с последующей диффузионной термообработкой при температуре 1100-1200°С.
По другому варианту реализации разработанного способа, нанесение покрытий бора, кремния или бора с кремния производится с использованием электростатического напыления, известного также как электростатическая покраска. Порошки для электростатических покрытий или покраски изготавливаются на основе мелкодисперсных порошков бора и кремния и полимерных, например, акриловых, материалов с последующей термообработкой этой проволоки при температуре от 140°С до 200°С, что улучшает адгезию этих покрытий с подложкой и придает покрытиям необходимую прочность и износостойкость. Пример такой проволоки показан на фиг. 13. Полученная с помощью электростатического порошкового напыления сварочная проволока может быть использована для ручной и автоматической сварки сплавов на основе никеля и кобальта, которые не чувствительны к углеводородам или для которых дополнительное легирование сварных швов углеродом является существенным преимуществом, например, для твердосплавных наплавок, повышающих износостойкость. Во время сварки органические связующие разлагаются, высвобождая бор и кремний, которые поглощаются сварочной ванной.
В качестве примера различных вариантов изготовления композиционных сварочных проволок были использованы покрытия на основе порошков бора, кремния и бора с кремнием с чистотой 99% и размером частиц 1-5 мкм и органических связующих. Покрытия наносились с помощью кисти и электростатическим напылением порошков на стандартные сварочные проволоки AMS 5837, AMS 5839, AMS 5801, Rene 80 и Rene 142 диаметром 1,0-1,5 мм, где AMS означает «Технические Требования к Аэрокосмическим Материалам» (Aerospace Material Specification))). Новое обозначение композиционных проволок и общее содержание легирующих элементов в этих проволоках в процентах по массе представлено ниже:
композиционная сварочная проволока 'А' (изготовленная из проволоки AMS 5837), содержит: 20-22% Cr, 9-11% Мо, 3,5-4% Nb, 0,5-0,8% В, Ni и примеси – остальное;
композиционная сварочная проволока 'В' (изготовленная из проволоки AMS 5839) содержит: 21-23% Cr, 1,5-2,5% Мо, 13-15% W, 0,3-0,5% А1, 1,5-1,8% Si, 0,5-0,8% Mn, Ni и примеси – остальное;
композиционная сварочная проволока 'С' (изготовленная из проволоки AMS 5801) содержит: 21-23% Cr, 21-23% Ni, 14-15% W, 0,05-0,08% La, 0,5-0,8% В, 1,2-1,5% Si, Со и примеси – остальное;
композиционная сварочная проволока 'D' (изготовленная из проволоки AMS 5694) содержит: 23-25% Cr, 11-13% Ni, 1-2,5% В, 1,2-1,5% Si, Fe и примеси - остальное.
После сушки присадочные проволоки подвергали термообработке в вакууме 10-4 торр или ниже в диапазоне температур от 1120°С до 1205°С при времени выдержки два часа с последующим охлаждением в вакуумной печи.
Визуальный и металлографический анализ полученных композиционных присадочных проволок подтвердил образование непрерывного борированного слоя с толщиной в пределах от 105 мкм до 175 мкм. Типичная микроструктура сварочной проволоки, полученной с использованием данного способа, показана на фиг. 4 и 5.
Для демонстрации способа изготовления композиционных сварочных проволок с помощью окрашивания, 100 граммов порошка бора чистотой 99% смешивали со 100 граммами связующего на основе акрила и 150 граммами растворителя марки Dowanol™. Смесь тщательно перемешивали для получения однородной суспензии с необходимой для нанесения кистью вязкостью. Суспензию наносили на сварочные проволоки диаметром 1 мм кистью в два слоя и оставляли для высыхания в течение двух часов. В процессе сушки Dowanol™ испарялся образуя плотное покрытие на основе бора и акрила, отлично сцепленное с проволочной основой.
В другом примере изготовления композиционных сварочных проволок 60 граммов акрила были растворены в 150 граммах чистого ацетона. Этот раствор интенсивно перемешивали до полного растворения акрила с последующим добавлением 40 граммов порошка Si с размером частиц от 1 мкм до 5 мкм. Перемешивание продолжали с введением, при необходимости, дополнительного количества ацетона для получения необходимой для нанесения лакокрасочного покрытия кистью вязкости. Далее, заготовки из сварочной проволоки окрашивали, используя мягкую кисть, и оставляли на воздухе для высыхания при температуре окружающей среды в течение 15-30 минут. После испарения ацетона Si и акрил образовывали однородный поверхностный слой с хорошей адгезией к проволочной основе, что обеспечивало требуемую подачу присадочной проволоки в сварочную ванну без нарушения поверхностного слоя на основе кремния.
Композиционные сварочные проволоки в катушках с акриловым порошковым покрытием, содержащим 10-45% боа, остальное - акрил, были получены с помощью электростатического напыления, известного также как электростатическая покраска, с последующей полимеризацией покрытия в печи при температуре 140-160°С. Толщина поверхностного слоя составляла от 15 мкм до 500 мкм. Стандартное оборудование для электростатического порошкового напыления было использовано для изготовления этой присадочной проволоки. Фрагмент спиральной сварочной проволоки для автоматической аргонодуговой сварки показан на фиг. 13.
Для демонстрации аргонодуговой сварки и пайки с применением разработанных композиционных сварочных проволок были выполнены эксперименты на образцах, содержащих подложки из коррозионно-стойкой стали 304 и сплава Inconel 738 с LPM™ покрытием толщиной 1-4 мм. Показанные на фиг. 8. LPM™ покрытия были получены с помощью высокотемпературной пайки в вакуумной печи с использованием припоя из сплава AMS 4777.
Процесс ручной аргонодуговой сварки с применением разработанных композиционных присадочных проволок диаметром 1-1,5 мм выполняли, используя стандартную сварочную горелку СК с неплавящимся вольфрамовым электродом диаметром 1/16 дюйма. Сварочный ток регулировался в диапазоне 20-40А, напряжение дуги изменялось от 9В до 12В в зависимости от расстояния между вольфрамовым электродом и образцами. После образования сварочной ванны дальнейший нагрев и плавление LPM™ материала выполняли через слой расплавленного присадочного материала, что предотвращало перегрев и растрескивание последнего.
Пример сварки 1.
Для создания высоких сварочных напряжений и инициирования образования трещин в покрытии из LPM™ материала, которое было нанесено на пластину из коррозионно-стойкой стали 304, были выполнены прямые и кольцевые коаксиальные V-образные канавки глубиной 1-1,5 мм, как показано на фиг. 6, аналогично испытаниям стандартных материалов с низкой пластичностью на склонность к образованию трещин. По канавкам была выполнена наплавка с использованием аргонодуговой сварки и композиционных присадочных проволок А и В. Как показано на фиг. 7, наплавка не привела к растрескиванию поверхности LPM™ материала. Металлографический анализ также не выявил растрескивания LPM™ материала в состоянии «после сварки», как показано на фиг. 8. Глубина ЗТВ составила 7-8 мкм. Термообработка наплавок после сварки при температуре 1120°С также не привела к образованию трещин в ЗТВ, как показано на фиг. 9.
Пример сварки 2.
Аргонодуговая сварка была выполнена на лопатке высокого давления, содержащей слой LPM™ материал, чтобы установить пригодность разработанных композиционных присадочных материалов для ремонта LPM™ материалов и жаропрочного сплава Inconel 738 с дисперсионным упрочнением. Металлографический анализ не выявил трещин в наплавках и ЗТВ LPM™ и основного металла в исходном состоянии и после термообработки при температуре 1120°С, как показано на фиг. 11.
Пример сварки 3.
Успешный ремонт трещин на сопловых лопатках, изготовленных из сплава Rene 77, выполнялся с использованием ручной аргонодуговой сварки, композиционной сварочной проволоки 'С' и сварочного тока 50-60А. Неразрушающий контроль качества и металлографический анализ не обнаружили трещин вдоль зоны сплавления в состоянии «после сварки» и после термообработки при температуре 1205°С в течение двух (2) часов с последующим охлаждением в аргоне. Типичная структура сварного шва приведена на фиг. 12.
Пример сварки 4.
Успешная аргонодуговая наплавка на коррозионно-стойкую сталь 304 была выполнена с применением композиционной присадочной проволоки 'D' на сварочных токах 40-50А для демонстрации применимости композиционных присадочных проволок для сварки и наплавки сталей и сплавов на основе железа. Неразрушающий контроль качества и металлографический анализ не обнаружили трещин вдоль зоны сплавления и наплавках в состоянии «после сварки».
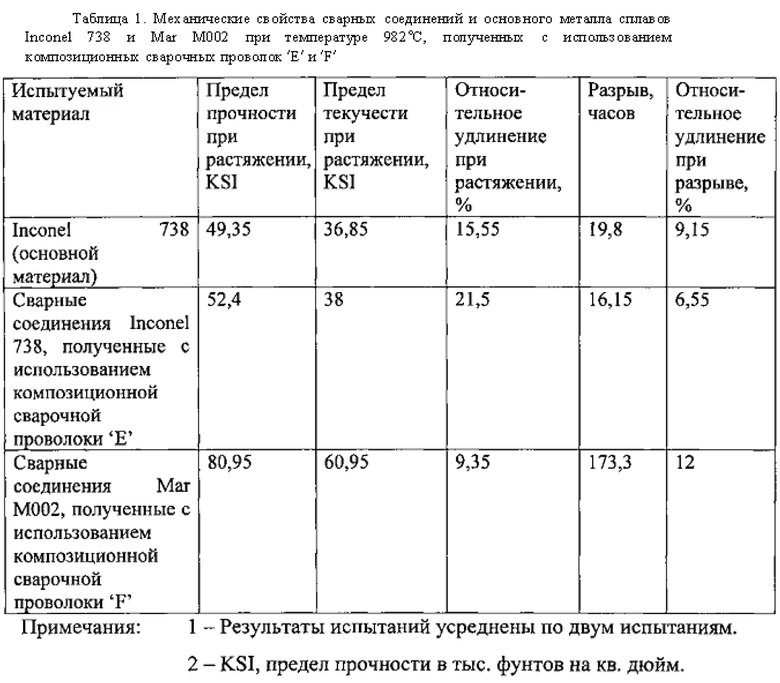
Примеры сварки 5 и 6.
Композиционные присадочные проволоки 'Е' и 'F' изготавливались путем нанесения суспензии на основе кремния на стандартные сварочные проволоки Rene 80 и Rene 142, с последующей их термообработкой при температуре 1200°С в течение двух часов в вакууме. После термообработки композиционные присадочные проволоки содержали следующие химические элементы:
- композиционная сварочная проволока 'Е': 9,5% по массе Со, 14% по массе Cr, 4% по массе W, 4% по массе Мо, 3% по массе Al, 3,3% по массе Та, 0,06% по массе Zr, 0,17% по массе С, 5% по массе Ti, 0,3% по массе Fe, 2,1% по массе Si, Ni и примеси - остальное;
- композиционная сварочная проволока 'F': 12% по массе Со, 6,8% по массе Cr, 4,9% по массе W, 1,5% по массе Мо, 6,1% по массе Al, 6,3% по массе Та, 0,02% по массе Zr, 0,02% по массе С, 2,8% по массе Re, 1,0% по массе Ti, 1,2% по массе Hf, 0,2% по массе Mn, 1,88% по массе Si, Ni и примеси - остальное.
Присадочные проволоки 'Е' и 'F' в форме прутков использовались для ручной аргонодуговой сварки встык прутков из Inconel 738 и Mar М002 диаметром 0,5 дюйма. Сварка выполнялась при температуре окружающей среды, без предварительного подогрева. Параметры сварки подбирались экспериментально таким образом, чтобы обеспечить содержание основного металла в швах не более 40%.
Сварные соединения подвергали двухступенчатому стандартному старению в вакууме при температуре 1120°С в течение двух часов с последующей выдержкой при 845°С в течение двадцати четырех часов и охлаждением в аргоне.
Стандартные круглые образцы были изготовлены и подвергнуты испытаниям на растяжение при температуре 982°С согласно ASTM Е21. Испытания образцов на длительную прочность проводили при температуре 982°С и при напряжении 22 тыс. фунтов на кв. дюйм, согласно стандарту США для механических испытаний образцов ASTM Е-139. Перед механическими испытаниями образцы сварных соединений были подвергнуты радиографическому контролю качества, который не выявил дефектов, превышающих 0,1 мм.
Механические свойства стандартного сплава Inconel 738 и сварных соединений приведены в таблице 1. Как следует из таблицы 1, сварные соединения, полученные с использованием композиционных сварочных проволок 'Е' и 'F' при температуре окружающей среды, не содержали трещин и имели высокие механические свойства, тогда как аргонодуговая сварка встык сплава Inconel 738 с использованием стандартных присадочных материалов без предварительного подогрева приводила к интенсивному растрескиванию ЗТВ.
Настоящее изобретение описано с использованием наиболее характерных примеров и допускает другие варианты и модификации без отклонения от объема изобретения, отраженного в формуле изобретения.
Изобретение относится к присадочным материалам для сварки плавлением, которые могут быть использованы для ремонта деталей газотурбинных двигателей, изготовленных из жаропрочных сплавов на основе никеля. Композиционная сварочная проволока для ремонта сваркой плавлением деталей газотурбинных двигателей, изготовленных из жаропрочных сплавов на основе никеля, кобальта или железа, содержит сердечник и нанесенный и связанный с ним поверхностный слой, содержащие бор и/или кремний. Общее содержание бора и/или кремния в композиционной сварочной проволоке, рассчитано по выражению 
1. Композиционная сварочная проволока для ремонта сваркой плавлением деталей газотурбинных двигателей, изготовленных из жаропрочных сплавов на основе никеля, кобальта или железа, содержащая сердечник и нанесенный и связанный с ним поверхностный слой, содержащие бор и/или кремний, отличающаяся тем, что общее содержание бора и/или кремния в композиционной сварочной проволоке рассчитано по выражению:
где C∑ - общее содержание бора и/или кремния в сварочной проволоке;
D' - диаметр сварочной проволоки;
CSL - содержание бора и/или кремния в поверхностном слое;
Т - толщина поверхностного слоя, при этом C∑ составляет 0,1-10 мас. %.
2. Сварочная проволока по п. 1, отличающаяся тем, что общее содержание бора в ней не превышает 4 мас. %.
3. Сварочная проволока по п. 1, отличающаяся тем, что содержание бора и/или кремния в поверхностном слое составляет 5-95 мас. %.
4. Сварочная проволока по п. 1, отличающаяся тем, что поверхностный слой содержит 5-50 мас. % бора и/или кремния и органическое связующее.
5. Сварочная проволока по п. 1, отличающаяся тем, что содержание бора и/или кремния в поверхностном слое составляет более 50 мас. %.
6. Сварочная проволока по п. 1, отличающаяся тем, что поверхностный слой соединен с сердечником адгезией.
7. Сварочная проволока по п. 1, отличающаяся тем, что поверхностный слой получен спеканием в твердом состоянии.
8. Сварочная проволока по п. 1, отличающаяся тем, что поверхностный слой соединен с сердечником диффузией.
9. Сварочная проволока по п. 8, отличающаяся тем, что она дополнительно содержит переходный слой, расположенный между сердечником и поверхностным слоем.
10. Сварочная проволока по п. 8, отличающаяся тем, что поверхностный слой связан с сердечником диффузией бора.
11. Сварочная проволока по п. 8, отличающаяся тем, что поверхностный слой связан с сердечником диффузией кремния.
12. Сварочная проволока по п. 1, отличающаяся тем, что сердечник выполнен из материалов, выбранных из сплавов на основе никеля, жаропрочных сплавов никеля, сплавов на основе кобальта, жаропрочных сплавов кобальта, сплавов на основе железа, жаропрочных сплавов железа.
13. Сварочная проволока по п. 1, отличающаяся тем, что сердечник выполнен из стрежня сплошного сечения.
14. Сварочная проволока по п. 1, отличающаяся тем, что сердечник выполнен из полого стрежня.
15. Сварочная проволока по п. 14, отличающаяся тем, что поверхностный слой представляет собой наружный поверхностный слой, внутренний поверхностный слой или внутренний и наружный поверхностный слой.
16. Сварочная проволока по п. 4, отличающаяся тем, что органическое связующее выбрано из синтетических или природных акриловых, полиэфирных, эпоксидных, винил-акриловых, винилацетат-этиленовых, меламиновых, алкидных смол и масел.
17. Сварочная проволока по п. 1, отличающаяся тем, что поверхностный слой нанесен с использованием способа, выбранного из нанесения красителя, электростатического порошкового напыления, покрытия пастообразной смесью, борирования, химического осаждения из паровой фазы, физического осаждения из паровой фазы, электронно-лучевого напыления и электронно-лучевого физического осаждения из паровой фазы.
| US 4185136 A, 22.01.1980 | |||
| US 5332628 A, 26.07.1994 | |||
| НАНОСТРУКТУРИРОВАННАЯ КОМПОЗИЦИОННАЯ ПРОВОЛОКА | 2009 |
|
RU2415742C2 |
| СВАРОЧНАЯ АКТИВИРОВАННАЯ ПРОВОЛОКА | 2005 |
|
RU2294272C1 |
| US 5156321 A, 20.10.1992. | |||

