Область техники
Изобретение относится к способу соединения первой металлической детали со второй металлической деталью с использованием понижающей температуру плавления композиции. Изобретение также относится к понижающей температуру плавления композиции и к изделиям, которые содержат соединенные металлические детали.
Предпосылки изобретения
В настоящее время существуют различные способы соединения металлических деталей (металлических объектов или металлических заготовок), которые выполнены из металлических элементов, причем металлические элементы включают различные элементарные металлы, а также различные металлические сплавы. Рассматриваемые металлические детали, благодаря металлическим элементам или сплавам, из которых они выполнены, имеют температуру плавления по меньшей мере 1100°C, что означает, что металлические детали не могут быть выполнены, например, из чистой меди, чистого алюминия или различных сплавов на основе алюминия. Некоторые примеры металла, из которого могут быть выполнены металлические детали, обычно включают в себя сплавы на основе железа, никеля и кобальта.
Одним общепринятым способом соединения таких металлических деталей является сварка, которая представляет собой способ, при котором металл в металлической детали плавится с дополнительным материалом или без него, т.е. образуется литое изделие за счет плавления и последующего повторного затвердевания.
Другим способом соединения является высокотемпературная пайка, которая представляет собой процесс соединения металлов, при котором вначале на по меньшей мере одну из двух соединяемых металлических деталей наносится присадочный металл, а затем нагревается выше его температуры плавления и распределяется между металлическими деталями за счет капиллярного действия. Присадочный металл доводят до температуры, превышающей его температуру плавления, обычно под защитой подходящей атмосферы. Затем присадочный металл растекается по металлическим деталям к точкам контакта, где он образует паяные соединения.
В общем, при высокотемпературной пайке присадочный металл наносится в контакте с зазором или промежутком между соединяемыми металлическими деталями. Во время процесса нагрева присадочный металл плавится и заполняет соединяемый зазор. В процессе высокотемпературной пайки имеется три основных стадии, причем первую стадию называют физической стадией. Физическая стадия включает в себя смачивание и растекание присадочного металла. Вторая стадия обычно происходит при заданной температуре соединения. Во время данной стадии происходит взаимодействие твердое тело-жидкость, которое сопровождается значительным массопереносом. На этой стадии небольшой объем металлических деталей, который непосредственно примыкает к жидкому присадочному металлу, либо растворяется, либо вступает в реакцию с присадочным металлом. В то же время, небольшое количество элементов из жидких фаз проникает в твердые металлические детали. Такое перераспределение компонентов в зоне соединения приводит к изменениям в составе присадочного металла и, иногда, к началу затвердевания присадочного металла. Последняя стадия, которая перекрывается со второй, характеризуется образованием конечной микроструктуры соединения и продолжается во время затвердевания и охлаждения этого соединения. Объем металлических деталей, который примыкает к жидкому присадочному металлу, очень мал, т.е. паяное соединение образуется в наибольшей степени присадочным металлом. Обычно при высокотемпературной пайке по меньшей мере 95% металла в паяном соединении поступает из присадочного металла.
Еще одним способом соединения двух металлических деталей (исходных материалов) является диффузионное соединение в исчезающей жидкой фазе (от англ. «transient liquid phase diffusion bonding», сокращенно TLP-соединение), при котором диффузия происходит, когда понижающий температуру плавления (ПТП) элемент из прокладки проникает в кристаллическую решетку и границы зерен металлических деталей при температуре соединения. Затем процессы твердофазной диффузии приводят к изменению состава на границе раздела соединения, и отличающаяся от деталей прокладка плавится при более низкой температуре, чем исходные материалы. Таким образом, тонкий слой жидкости распределяется по границе раздела, образуя соединение при более низкой температуре, чем температура плавления любой из металлических деталей. Снижение температуры соединения приводит к затвердеванию расплава, и эта фаза может впоследствии диффундировать в металлические детали при выдержке при температуре соединения в течение некоторого периода времени.
Способы соединения, такие как сварка, высокотемпературная пайка и TLP-соединение, обеспечивают успешное соединение металлических деталей. Однако сварка имеет свои ограничения, поскольку она может быть очень дорогостоящей или даже невозможной при создании большого числа соединений в труднодоступных местах. Высокотемпературная пайка также имеет свои ограничения, например, заключающиеся в том, что иногда трудно правильно нанести или даже определить наиболее подходящий присадочный металл. TLP-соединение выгодно тогда, когда речь идет о соединении разных материалов, но и оно имеет свои ограничения. Например, часто бывает трудно найти подходящую прокладку, и этот способ на самом деле не подходит для создания соединения в тех случаях, когда необходимо заполнить большой зазор или когда необходимо сформировать относительно большое соединение.
Таким образом, при выборе определенного способа соединения учитываются многочисленные факторы. Также критически важными факторами являются стоимость, производительность, безопасность, скорость процесса и свойства соединения, которое соединяет металлические детали, а также свойства самих металлических деталей после осуществления соединения. Несмотря на то, что вышеописанные способы имеют свои преимущества, все еще сохраняется потребность в способе соединения, который использовался бы в дополнение к существующим способам, в частности, если такие должны учитываться такие факторы, как стоимость, производительность, безопасность и скорость процесса.
В частности, было отмечено, что в наиболее часто используемой системе понижения температуры плавления (ПТП), в системе Si-B, такой как, например, раскрытая в WO2013/144211 A1, обычно используемым источником бора является чистый В. Чистый бор (B) может давать технически хорошие результаты, но он не является оптимальным с точки зрения безопасности труда, доступности и является дорогостоящим. Поэтому, в дополнение к совершенствованию вышеуказанных методов и уровня техники, имеется потребность найти улучшенные источники бора с точки зрения безопасности работы, подбора источников и совместимости с нержавеющей сталью для систем понижения температуры плавления (ПТП).
Сущность изобретения
Таким образом, принимая во внимание уровень техники, по-прежнему существует необходимость в совершенствовании вышеуказанных методов и уровня техники. Обычно используемым источником бора является чистый В. Чистый бор (B) может давать технически хорошие результаты, но не является оптимальным с точки зрения безопасности труда и является дорогостоящим.
Поэтому задача изобретения состоит в том, чтобы предложить усовершенствованную систему ПТП или понижающую температуру плавления композицию. В частности, задача состоит в том, чтобы предложить способ соединения металлических деталей (металлических заготовок, т.е. заготовок или объектов, которые выполнены из металла) простым и надежным образом, при этом с получением прочного соединения между металлическими деталями.
Кроме того, задача состоит в том, чтобы предложить источник бора для понижающей температуру плавления композиции, который дает хорошие результаты при соединении, причем такое химическое соединение является менее вредным с точки зрения безопасности труда и экономически выгодным.
Для решения данных задач предложен способ соединения первой металлической детали со второй металлической деталью. Способ применяется для металлических деталей, которые имеют температуру солидуса выше 1100°C. Способ включает в себя:
нанесение по меньшей мере на поверхность первой металлической детали понижающей температуру плавления композиции, содержащей понижающий температуру плавления компонент, содержащий по меньшей мере 25 мас.% бора и кремния в сумме, для снижения температуры плавления первой металлической детали и, необязательно, связующий компонент для облегчения нанесения понижающей температуру плавления композиции на поверхность;
приведение второй металлической детали в контакт с понижающей температуру плавления композицией в точке контакта на упомянутой поверхности;
нагревание первой и второй металлических деталей до температуры выше 1100°С, при этом упомянутая поверхность первой металлической детали плавится так, что поверхностный слой первой металлической детали плавится и вместе с понижающим температуру плавления компонентом образует расплавленный металлический слой, который находится в контакте со второй металлической деталью в точке контакта; и
обеспечение затвердевания расплавленного металлического слоя с получением соединения в точке контакта. В соответствии с настоящим изобретением, упомянутый бор по меньшей мере частично происходит из химического соединения бора, или источник бора содержит химическое соединение бора, выбранное из любого из следующих соединений: борная кислота (H3BO3), бура (Na2B4O7), диборид титана (TiB2) и нитрид бора (BN), и/или их комбинаций. Эти химические соединения более безопасны с точки зрения безопасности труда, чем, например, элементарный бор, хотя они обеспечивают прочные соединения. Кроме того, эти химические соединения оказывают не более чем лишь небольшое негативное влияние на соединяемые металлические детали, они имеют низкую стоимость, они стабильны и безопасны в использовании.
Упомянутый бор может происходить из любого из борной кислоты, буры, диборида титана, нитрида бора и/или их комбинаций в количестве 15-100 мас.%, или 50-100 мас.%, в расчете на общую массу бора. Таким образом, упомянутый бор может дополнительно происходить из других источников бора или химических соединений бора, или же составлять их. Примерами таких других источников или соединений бора могут быть элементарный бор (B), карбид бора (B4C), борид кремния (например, в виде гексаборида кремния SiB6), борид никеля (Ni2B) и/или борид железа (Fe2B). Однако, поскольку элементарный бор не является оптимальным с точки зрения безопасности труда и является дорогостоящим, упомянутый бор может дополнительно происходить из или содержать элементарный бор до 10 мас.%, в расчете на общую массу бора, что означает, что элементарный бор исключается на 90 мас.% или более из бора как источника бора. Согласно одному варианту, упомянутый бор не происходит из или не содержит совсем элементарного бора, т.е. элементарный бор как источник бора исключается. Кроме того, для обеспечения как можно более прочного соединения между металлическими деталями, например, из нержавеющей стали, целесообразно понижать количество углерода. Это связано с тем, что углерод образует карбиды хрома с хромом в нержавеющей стали, что может повлиять на коррозионные свойства металлических деталей. Поэтому количество карбида бора не должно превышать 85 мас.% в расчете на общую массу бора, что означает, что карбид бора исключается на 15 мас.% или более из бора как источника бора. Источники бора, выбранные из борида кремния (например, в виде гексаборида кремния SiB6), борида никеля (Ni2B) и/или борида железа (Fe2B), могут присутствовать в количестве до 85 мас.%, в расчете на общую массу бора.
Однако, предпочтительно, количество присутствующего источника бора, выбранного из борной кислоты (H3BO3), буры (Na2B4O7), диборида титана (TiB2), нитрида бора (BN) и/или их комбинаций, составляет по меньшей мере 15 мас.%, предпочтительно 50 мас.%, или 60 мас.%, или 70 мас.%, или 80 мас.%, или 90 мас.%, или 100 мас.%, т.е. источник бора состоит из любого из данных источников бора или из их комбинаций, в расчете на общую массу бора. Чем выше количество данных источников бора, тем более безопасная рабочая среда может быть обеспечена по сравнению, например, с использованием одного только элементарного бора, при этом достигаются хорошие результаты при соединении. Например, диборид титана обладает очень хорошими высокотемпературными свойствами, что выгодно в способах соединения металлических деталей. Нитрид бора может быть предусмотрен в различных формах, таких как гексагональная форма (h-BN), которая представляет собой стабильную кристаллическую форму нитрида бора. Нитрид бора стабилен и безопасен с точки зрения рабочей среды. Борная кислота и бура также безопаснее для использования в производственной среде и дешевле, чем, например, элементарный бор.
Металл в металлических деталях может иметь вид, например, металлических сплавов на основе железа, никеля и кобальта, поскольку они обычно имеют температуру солидуса выше 1100°C. Металлические детали не могут быть из чистой меди, сплавов на основе меди, чистого алюминия или сплавов на основе алюминия, которые не обладают температурой солидуса выше 1100°C. Металл в металлической детали или даже сама металлическая деталь может называться «исходным металлом» или «исходным материалом». В данном контексте термин сплав «на основе железа» представляет собой сплав, в котором железо имеет наибольшее процентное содержание из всех элементов в сплаве (мас.%). Вышеизложенное также применимо к сплавам на основе никеля, кобальта, хрома и алюминия.
Как было указано, понижающая температуру плавления композиция содержит по меньшей мере один компонент, который является понижающим температуру плавления компонентом. Необязательно, понижающая температуру плавления композиция содержит связующий компонент. Все вещества или части понижающей температуру плавления композиции, которые способствуют снижению температуры плавления по меньшей мере первой металлической детали, считаются частью понижающего температуру плавления компонента. Части понижающей температуру плавления композиции, которые не участвуют в снижении температуры плавления по меньшей мере первой металлической детали, а вместо этого «связывают» понижающую температуру плавления композицию, так что она образует, например, пасту, краску или суспензию, считаются частью связующего компонента. Безусловно, понижающий температуру плавления компонент может включать в себя и другие компоненты, такие как, например, небольшие количества присадочного металла. Однако такой присадочный металл не может составлять более 75 мас.% понижающего температуру плавления компонента, поскольку по меньшей мере 25 мас.% понижающего температуру плавления компонента включает бор и кремний. Если присадочный металл включается в состав понижающей температуру плавления композиции, то он всегда представляет собой часть понижающего температуру плавления компонента.
В данном контексте термин «бор и кремний» означает сумму бора и кремния в понижающем температуру плавления компоненте, рассчитанную в массовых процентах (мас.%), или, альтернативно, выраженную в % по массе. Здесь мас.% означает массовое процентное содержание, которое определяют умножением массовой доли на 100. Как известно, массовая доля вещества в компоненте – это отношение массовой концентрации данного вещества (плотности данного вещества в компоненте) к плотности компонента. Так, например, по меньшей мере 25 мас.% бора и кремния означает, что общая масса бора и кремния составляет по меньшей мере 25 г в образце 100 г понижающего температуру плавления компонента. Очевидно, что в том случае, если в понижающей температуру плавления композиции содержится связующий компонент, то мас.% бора и кремния в понижающей температуру плавления композиции может составлять менее 25 мас.%. Однако по меньшей мере 25 мас.% бора и кремния всегда присутствуют в понижающем температуру плавления компоненте, который, как указано, также включает любой присадочный металл, который может быть включен в состав, т.е. присадочный металл всегда рассматривается как часть понижающей температуру плавления композиции.
Упомянутый «бор» включает в себя весь бор в понижающем температуру плавления компоненте, причем этот бор по меньшей мере частично происходит из химического соединения бора, выбранного из любого из следующих соединений: борная кислота (H3BO3), бура (Na2B4O7), диборид титана (TiB2) и нитрид бора (BN) и/или их комбинации, и может дополнительно включать элементарный бор (B), карбид бора (B4C), борид кремния (например, в виде гексаборида кремния SiB6), борид никеля (Ni2B) и/или борид железа (например, Fe2B). Количество бора, происходящего из источника, выбранного из борной кислоты (H3BO3), буры (Na2B4O7), диборида титана (TiB2), нитрида бора (BN) и/или их комбинаций, предпочтительно составляет по меньшей мере 15 мас.%, более предпочтительно – по меньшей мере 50 мас.%, или 60 мас.%, или 70 мас.%, или 80 мас.%, или 90 мас.%, или 100 мас.%, как описано выше, т.е. источник бора может состоять из любого из данных источников бора или из их комбинаций, в расчете на общую массу бора. Соответственно, упомянутый «кремний» включает в себя весь кремний в понижающем температуру плавления компоненте, что включает элементарный кремний, а также кремний в химическом соединении кремния. Таким образом, упомянутые бор и кремний оба могут быть представлены в понижающем температуру плавления компоненте бором и кремнием в различных химических соединениях бора и кремния.
Очевидно, что понижающая температуру плавления композиция очень отличается от традиционных веществ для высокотемпературной пайки, поскольку они содержат намного больше присадочного металла относительно понижающих температуру плавления веществ, таких как бор и кремний. Обычно вещества для высокотемпературной пайки содержат менее 18 мас.% бора и кремния.
Предложенный способ выгоден тем, что содержание присадочного металла может быть уменьшено или даже исключено, и тем, что он может применяться для металлических деталей, которые выполнены из различных материалов. Он также может быть использован в широком спектре применений, например, для соединения теплопередающих пластин или любых подходящих металлических объектов, которые в противном случае соединяют, например, сваркой или традиционной высокотемпературной пайкой.
Конечно, понижающая температуру плавления композиция может быть дополнительно нанесена также и на вторую металлическую деталь.
Кремний может происходить из любого из элементарного кремния и кремния из химического соединения кремния, выбранного из по меньшей мере любого из следующих соединений: карбид кремния, борид кремния и ферросилиций.
Понижающий температуру плавления компонент может содержать по меньшей мере 40 мас.% бора и кремния, или может даже содержать по меньшей мере 85 мас.% бора и кремния. Это означает, что если присутствует какой-либо присадочный металл, то он присутствует в количествах менее 60 мас.% и, соответственно, менее 15 мас.%. Понижающий температуру плавления компонент может даже содержать по меньшей мере 95 мас.% бора и кремния.
Бор может составлять по меньшей мере 10 мас.% содержания бора и кремния в понижающем температуру плавления соединении. Это означает, что когда понижающий температуру плавления компонент содержит по меньшей мере 25 мас.% бора и кремния, тогда понижающий температуру плавления компонент содержит по меньшей мере 2,5 мас.% бора. Кремний может составлять по меньшей мере 55 мас.% содержания бора и кремния в понижающем температуру плавления соединении.
Понижающий температуру плавления компонент может содержать менее 50 мас.% металлических элементов, или менее 10 мас.% металлических элементов. Такие металлические элементы соответствуют обсуждавшемуся выше «присадочному металлу». Такие небольшие количества металлических элементов или металлической присадки резко отличают понижающую температуру плавления композицию от, например, известных композиций для высокотемпературной пайки, поскольку они содержат по меньшей мере 60 мас.% металлических элементов. Здесь «металлические элементы» включают в себя, например, все переходные металлы, которые являются элементами в d-блоке Периодической таблицы, в который входят группы с 3 по 12 Периодической таблицы. Это значит, что, например, железо (Fe), никель (Ni), кобальт (Co), хром (Cr) и молибден (Mо) являются «металлическими элементами». Элементами, которые не являются «металлическими элементами», являются благородные газы, галогены и следующие элементы: бор (B), углерод (С), кремний (Si), азот (N), фосфор (P), мышьяк (As), кислород (O), сера (S), селен (Se) и теллур (Te). Следует отметить, например, что если металл поступает из соединения борида никеля, то никель-часть этого соединения представляет собой металлический элемент, который включается в металлические элементы, которые в одном варианте осуществления должны составлять менее 50 мас.%, а в другом варианте осуществления – менее 10 мас.%.
Первая металлическая деталь может иметь толщину 0,1-1,0 мм или 0,3-0,6 мм, и нанесение понижающей температуру плавления композиции может в этом случае включать нанесение в среднем 0,02-0,12 или 0,02-0,08 мг бора и кремния на мм2 поверхности первой металлической детали. Нанесение в среднем 0,02-0,12 мг бора и кремния на мм2 поверхности первой металлической детали и, необязательно, второй металлической детали включает любой способ прямого нанесения, например, нанесение покрытия распылением, окрашивание или печать в случае, если понижающая температуру плавления композиция содержит связующий компонент, и методом физического осаждения из газовой фазы (PVD) или химического осаждения из газовой фазы (CVD) в случае, если связующий компонент не используется. Способ печати может быть любым подходящим, например, трафаретной печатью. Можно наносить кремний в один слой и бор в один слой, окрашиванием или методом PVD или CVD. Опять же, даже при нанесении слоями, как бор, так и кремний считаются входящими в понижающую температуру плавления композицию, поскольку они будут взаимодействовать во время нагревания, как если бы они были смешаны до нанесения. Нанесение также может быть выполнено методом непрямого нанесения, например, путем переноса со второй металлической детали на первую металлическую деталь или наоборот. Так, непрямое нанесение может быть осуществлено, например, для бора и кремния путем переноса со второй металлической детали на первую металлическую деталь. Таким образом, упоминаемые здесь бор и кремний не обязательно должны быть нанесены непосредственно на первую металлическую деталь, при том условии, что они все еще способствуют плавлению поверхностного слоя первой металлической детали.
Первая металлическая деталь может иметь толщину 0,1-1,0 или 0,6-1,0, или 0,3-0,6 мм, и нанесение понижающей температуру плавления композиции может в этом случае включать нанесение в среднем 0,02-1,0 мг бора и кремния на мм2 поверхности первой металлической детали. Как и выше, нанесение также включает любое прямое или непрямое «нанесение» посредством второй металлической детали.
Первая металлическая деталь может, альтернативно, иметь толщину более 1,0 мм, и нанесение понижающей температуру плавления композиции может в этом случае включать нанесение в среднем 0,02-5,0 мг бора и кремния на мм2 на поверхность первой металлической детали.
Вторая металлическая деталь может иметь толщину в тех же диапазонах, что и первая металлическая деталь, или может быть толще или тоньше первой металлической детали.
Поверхность металлической детали может иметь площадь, которая больше, чем площадь, определяемая точкой контакта на упомянутой поверхности, так что металл в расплавленном металлическом слое затекает в точку контакта при обеспечении образования соединения. Такое затекание обычно вызывается капиллярным действием.
Площадь поверхности может быть по меньшей мере в 10 раз больше, чем площадь, определяемая точкой контакта. Площадь поверхности может быть еще больше (или точка контакта относительно меньше), например, по меньшей мере в 20 или 30 раз больше, чем площадь, определяемая точкой контакта. Площадь поверхности относится к площади поверхности, с которой расплавленный металл растекается, образуя соединение.
Площадь поверхности может быть по меньшей мере в 3 раза больше, чем площадь сечения соединения. Площадь поверхности может быть еще больше (или площадь сечения соединения относительно меньше), например, по меньшей мере в 6 или 10 раз больше, чем площадь, определяемая точкой контакта. Площадь сечения соединения может быть определена как площадь сечения, которую имеет соединение, рассеченное плоскостью, которая параллельна той поверхности, где расположена точка контакта, в том месте, где соединение имеет наименьшую протяженность (площадь сечения).
Соединение может содержать по меньшей мере 50 мас.% или по меньшей мере 85 мас.%, или даже 100 мас.% металла (металлического элемента), который, до нагревания, являлся частью любой из первой металлической детали и второй металлической детали. Это достигается за счет обеспечения возможности металлу металлических деталей затекать в точку контакта и образовывать соединение. Соединение, которое формируется таким путем, очень сильно отличается от соединений, формируемых высокотемпературной пайкой, поскольку такие соединения обычно содержат по меньшей мере 90 мас.% металла, который до высокотемпературной пайки являлся частью присадочного металла вещества припоя, которое было использовано для формирования соединения.
Любая из первой металлической детали и второй металлической детали может содержать множество выступов, которые простираются к другой металлической детали, так что при приведении второй металлической детали в контакт с упомянутой поверхностью образуется множество точек контакта на упомянутой поверхности. Это обычно имеет место в том случае, когда металлические детали имеют форму гофрированных пластин, которые укладывают друг на друга и соединяют для формирования теплообменников.
Первая металлическая деталь может содержать любое из:
i) >50 мас.% Fe, <13 мас.% Cr, <1 мас.% Mo, <1 мас.% Ni и <3 мас.% Mn;
ii) >90 мас.% Fe;
iii) >65 мас.% Fe и >13 мас.% Cr;
iv) >50 мас.% Fe, >15,5 мас.% Cr и >6 мас.% Ni;
v) >50 мас.% Fe, >15,5 мас.% Cr, 1-10 мас.% Mo и >8 мас.% Ni;
vi) >97 мас.% Ni;
vii) >10 мас.% Cr и >60 мас.% Ni;
viii) >15 мас.% Cr, >10 мас.% Mo и >50 мас.% Ni;
ix) >70 мас.% Co; и
x) >10 мас.% Fe, 0,1-30 мас.% Mo, 0,1-30 мас.% Ni и >50 мас.% Co.
Вышеизложенное означает, что первая металлическая деталь, также как и вторая металлическая деталь, может быть выполнена из большого числа различных сплавов. Очевидно, что остальное в приведенных выше примерах составляют другие металлы или элементы, как общепринято в данной отрасли промышленности.
В соответствии с другим аспектом изобретения предлагается изделие, содержащее первую металлическую деталь, которая соединена со второй металлической деталью соединением. Металлические детали имеют температуру солидуса выше 1100°C, а соединение содержит по меньшей мере 50 мас.% металлических элементов, которые поступили из области, которая окружает это соединение и которая была частью любой из первой металлической детали и второй металлической детали.
В соответствии с еще одним аспектом предлагается изделие, содержащее первую металлическую деталь, которая соединена со второй металлической деталью в соответствии с вышеуказанным способом или любым из его вариантов осуществления.
В соответствии с еще одним аспектом предложена понижающая температуру плавления композиция, т.е. специально разработанная и предназначенная для соединения первой металлической детали со второй металлической деталью в соответствии с вышеуказанным способом или любым из его вариантов осуществления, причем эта понижающая температуру плавления композиция содержит:
i) понижающий температуру плавления компонент, который содержит по меньшей мере 25 мас.% бора и кремния, для снижения температуры плавления, и
ii), необязательно, связующий компонент для облегчения нанесения понижающей температуру плавления композиции на первую металлическую деталь, причем упомянутый бор происходит из химического соединения бора, выбранного из любого из следующих соединений: борная кислота, бура, диборид титана и нитрид бора.
Различные задачи, признаки, аспекты и преимущества способа, изделий и понижающей температуру плавления композиции будут понятны из нижеследующего подробного описания, а также из чертежей.
Краткое описание чертежей
Теперь будут описаны варианты осуществления настоящего изобретения в качестве примера, со ссылкой на прилагаемые схематические чертежи, на которых:
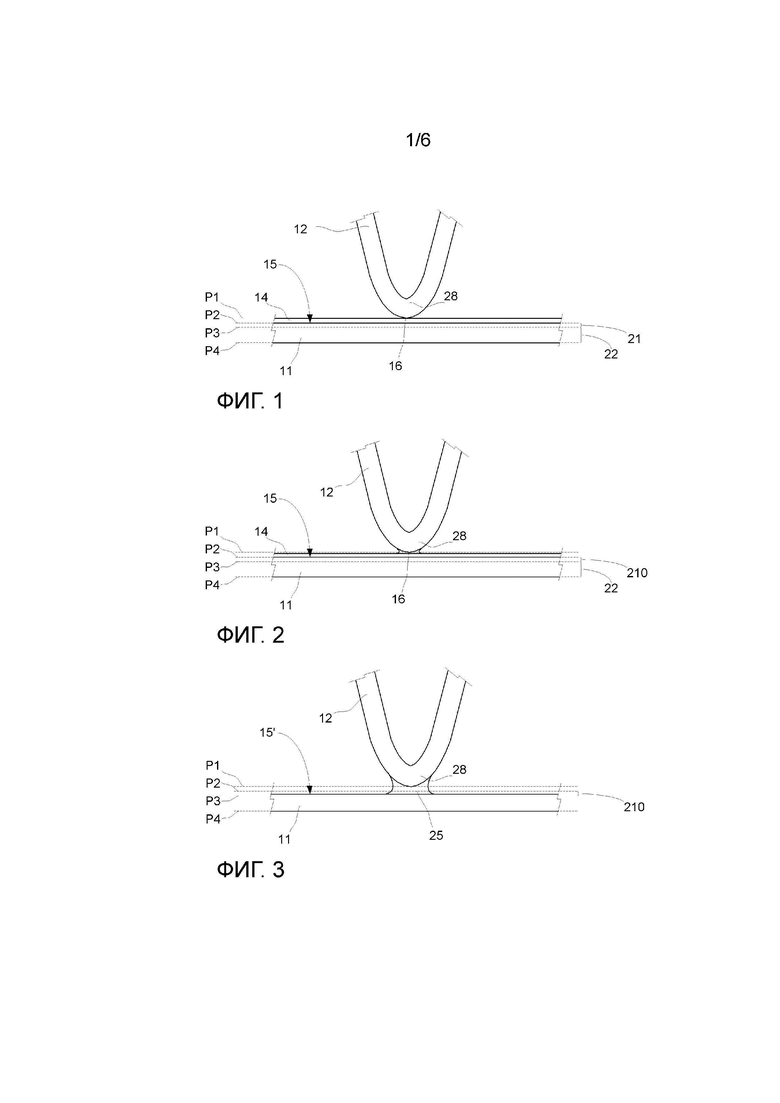
на фиг.1 представлен вид в разрезе первой и второй металлических деталей, где понижающая температуру плавления композиция нанесена в промежутке между деталями;
на фиг.2 показаны металлические детали по фиг.1 во время нагревания;
на фиг.3 показаны металлические детали по фиг.1 при формировании соединения;
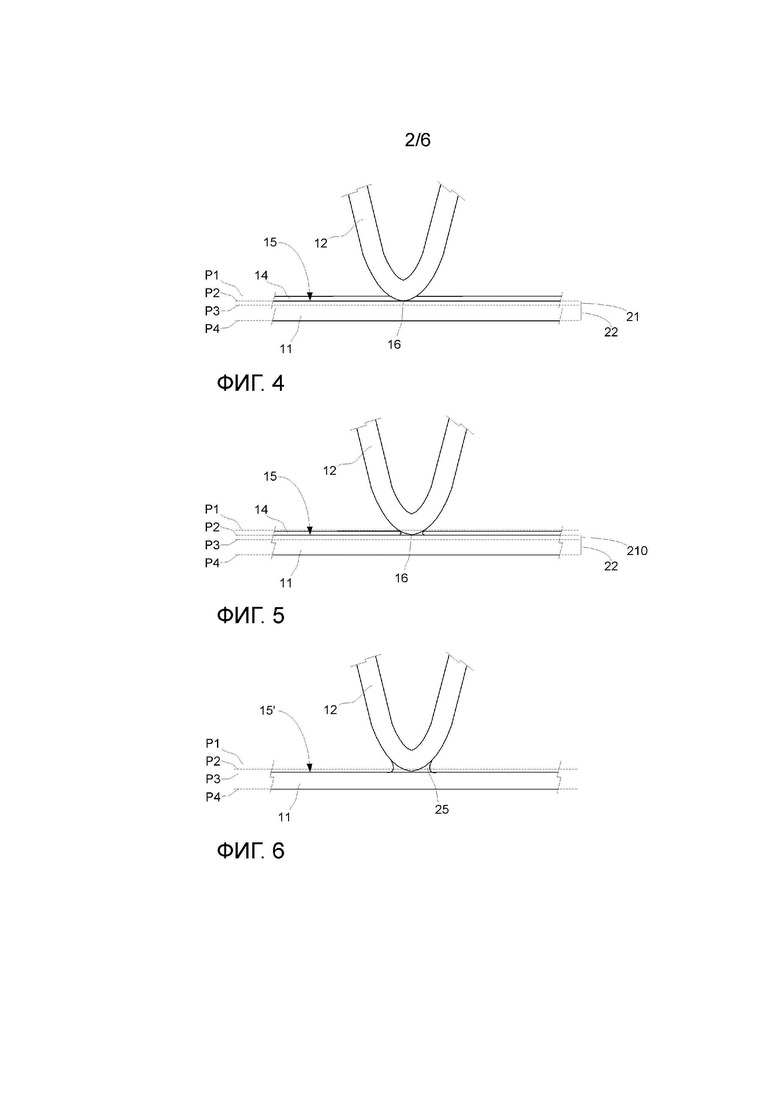
на фиг.4 представлен вид в разрезе первой и второй металлических деталей, где понижающая температуру плавления композиция нанесена в промежутке между компонентами и когда вторая металлическая деталь упирается в первую металлическую деталь;
на фиг.5 показаны металлические детали по фиг.4 во время нагревания;
на фиг.6 показаны металлические детали по фиг.4 при формировании соединения;
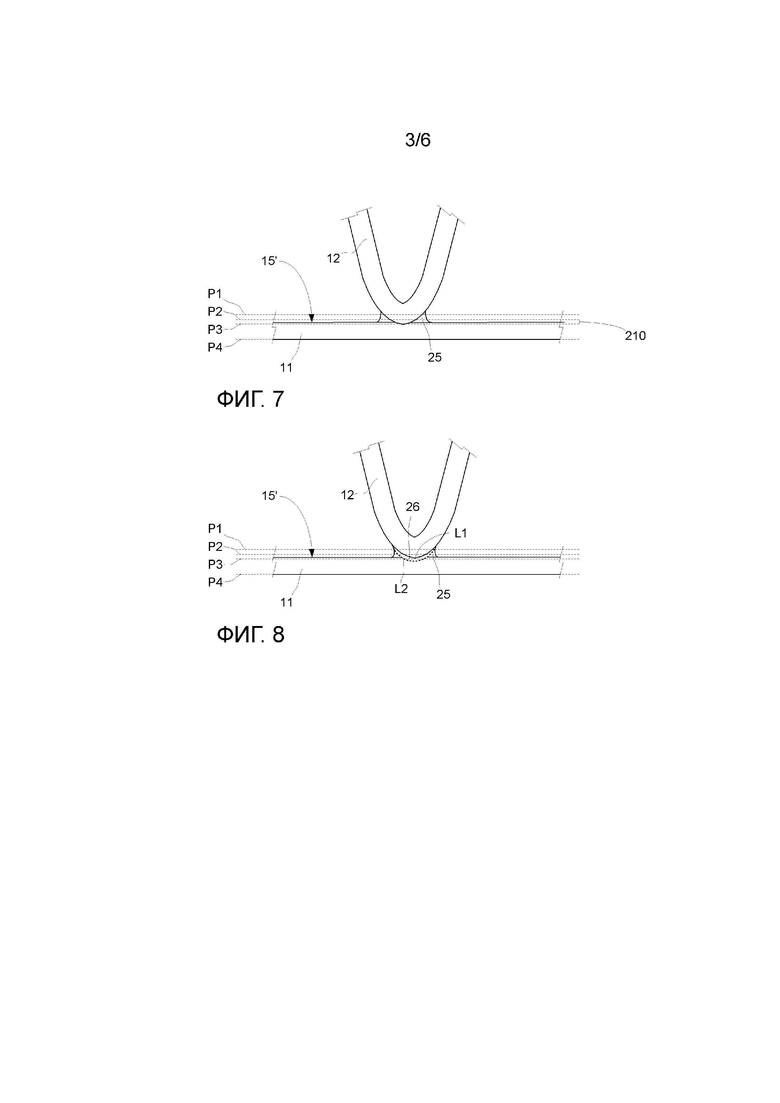
на фиг.7 показаны металлические детали, когда соединение сформировано и когда детали были прижаты друг к другу во время формирования соединения;
на фиг.8 представлен вид, соответствующий фиг.7, где материал из обеих металлических деталей расплавился и образовал соединение;
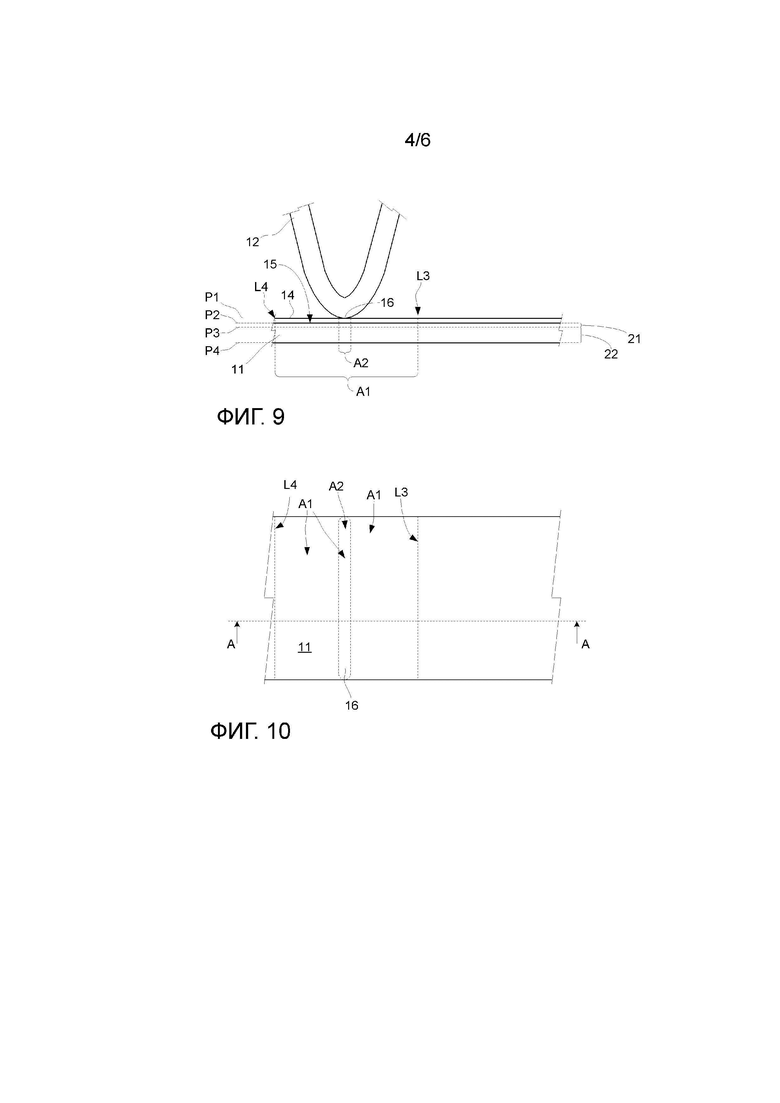
на фиг.9, соответствующей фиг.1, показано распределение точки контакта между металлическими деталями;
на фиг.10 показана площадь точки контакта между металлическими деталями;
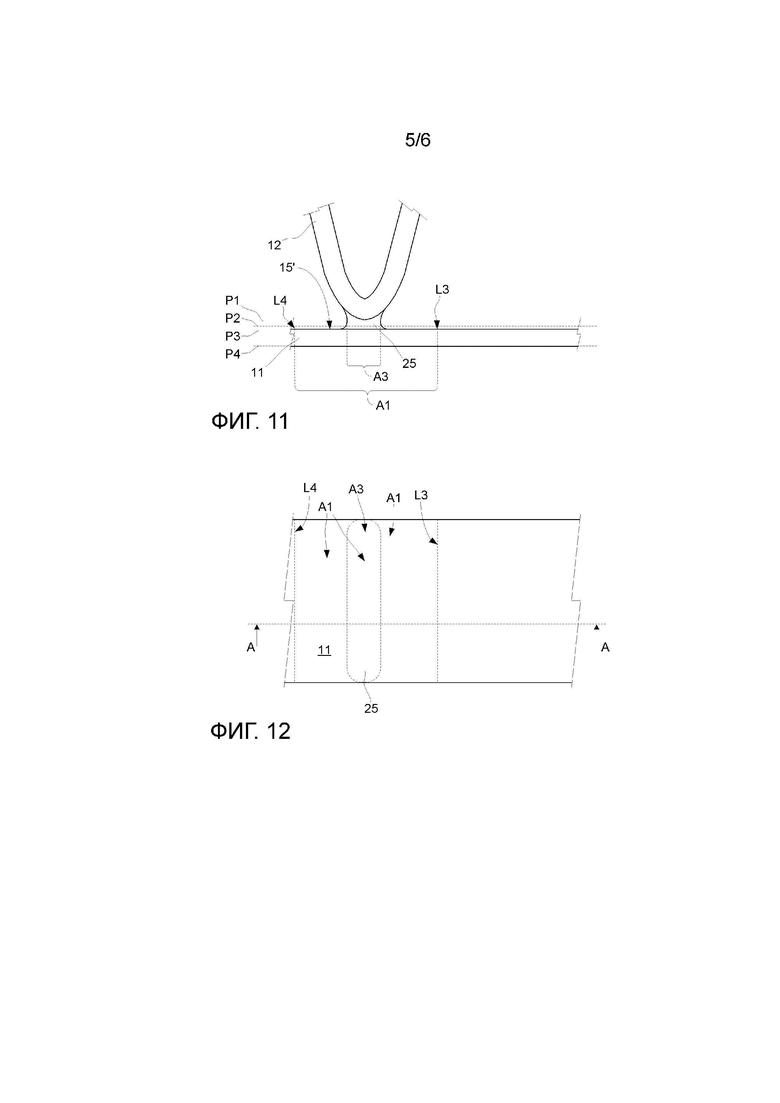
на фиг.11, соответствующей фиг.3, показано распределение соединения между металлическими деталями;
на фиг.12 показана площадь сечения соединения;
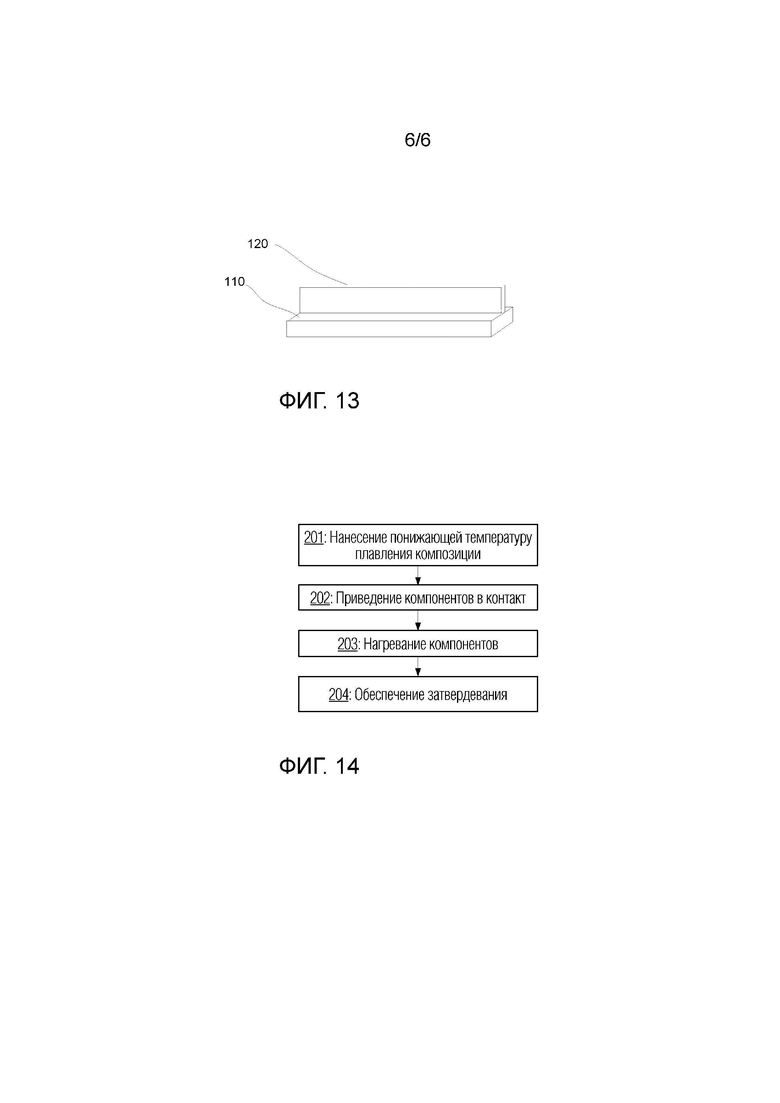
на фиг.13 показаны металлические детали, используемые в примерах, и
на фиг.14 представлена блок-схема способа соединения первой и второй металлических деталей.
Подробное описание
На фиг.1 показана первая металлическая деталь 11 и вторая металлическая деталь 12, причем описанная выше понижающая температуру плавления композиция 14 расположена на поверхности 15 первой металлической детали 11. Вторая металлическая деталь 12 находится, в точке 16 контакта, в контакте с понижающей температуру плавления композицией 14 на поверхности 15. У проиллюстрированной второй металлической детали 12, которая имеет U-образную форму, выступ 28 находится в контакте с понижающей температуру плавления композицией 14 в точке 16 контакта. Вторая металлическая деталь 12 может содержать дополнительные выступы, а значит, могут соответственно быть дополнительные точки контакта. Первая металлическая деталь 11 может быть изготовлена из металлического элемента, выполненного из сплава, содержащего такие элементы, как железо (Fe), хром (Cr), никель (Ni), молибден (Mo), марганец (Mn), и может быть, например, сплавом на основе железа. Примерами подходящих металлических элементов, из которых может быть изготовлена первая металлическая деталь 11, являются, например, сплавы Nickel 200/201, Nicrofer 5923hMo, сплав Hastelloy® C-2000, Hastelloy B3, Alloy C22, Iconel 625, Alloy C 276, Nicrofer 3033, Nicrofer 3127HMo, AL6XN, 254SMO, Monel 400, мягкая сталь, нержавеющая сталь типа 316, нержавеющая сталь типа 304, но сплавы не ограничены данными сплавами. Вторая металлическая деталь 12 также изготовлена из металлического элемента, который может представлять собой такой же металлический элемент, как и тот, из которого изготовлена первая металлическая деталь 11. На фиг.1 первая металлическая деталь 11 и вторая металлическая деталь 12 еще не соединены.
Четыре плоскости Р1-Р4 используются для описания того, как соединяются первая металлическая деталь 11 и вторая металлическая деталь 12. Первая плоскость P1 определяет поверхность понижающей температуру плавления композиции 14. Вторая плоскость P2 определяет поверхность 15 первой металлической детали 11, которая является «верхней» поверхностью 15 первой металлической детали 11. Это означает, что понижающая температуру плавления композиция 14 имеет толщину, которая соответствует расстоянию между первой плоскостью Р1 и второй плоскостью Р2 (поверхностью 15). Следует отметить, что толщина понижающей температуру плавления композиции 14 сильно преувеличена на проиллюстрированных фигурах. Реальная толщина, т.е. количество понижающей температуру плавления композиции 14 на поверхности 15, а также состав понижающей температуру плавления композиции 14, подробно описаны ниже.
Третья плоскость Р3 определяет границу поверхностного слоя 21 первой металлической детали 11, причем этот поверхностный слой 21 простирается от поверхности 15 до третьей плоскости Р3, которая находится в первой металлической детали 11. Таким образом, толщина поверхностного слоя 21 соответствует расстоянию между второй плоскостью Р2 (поверхностью 15) и третьей плоскостью Р3. Четвертая плоскость Р4 определяет нижнюю поверхность первой металлической детали 11. Толщина первой металлической детали 11 соответствует расстоянию между второй плоскостью Р2 и четвертой плоскостью Р4. Первая металлическая деталь 11 также имеет нижний слой 22, который является той частью первой металлической детали 11, которая не включает поверхностный слой 21 и которая простирается от третьей плоскости Р3 до четвертой плоскости Р4. Проиллюстрированные формы первой металлической детали 11 и второй металлической детали 12 являются всего лишь приведенными в качестве примера формами, и в равной степени возможны и другие формы. Например, металлические детали 11, 12 могут иметь изогнутые формы, так что плоскости P1-P4 не имеют форму плоских двумерных поверхностей, а вместо этого форму изогнутых поверхностей.
На фиг.2 показаны металлические детали 11, 12 при их нагревании до температуры, выше которой понижающая температуру плавления композиция 14 вызывает плавление поверхностного слоя 21 и формирование расплавленного металлического слоя 210, но при температуре, которая ниже температуры плавления материала в первой металлической детали 11 и во второй металлической детали 12. Вкратце, при нагревании металлических деталей 11, 12 бор и кремний в понижающей температуру плавления композиции 14 диффундируют в первую металлическую деталь 11 и вызывают ее плавление при температуре, которая ниже, чем температура плавления материала в первой металлической детали 11 (и второй металлической детали 12). Понижающую температуру плавления композицию 14 наносят на поверхность 15 в количестве, которое вызывает плавление поверхностного слоя 21 и формирование расплавленного металлического слоя 210. Таким образом, количество понижающей температуру плавления композиции 14 выбирают так, чтобы бор и кремний диффундировали только в поверхностный слой 21 (слишком много бора и кремния может расплавить всю первую металлическую деталь 11). Подходящие количества понижающей температуру плавления композиции 14 описаны ниже в примерах. Металл в расплавленном металлическом слое 210 затем течет, обычно за счет капиллярного действием, по направлению к точке 16 контакта (и к другим подобным точкам контакта, таким как точка 116 контакта).
На фиг.3 показаны металлические детали 11, 12, когда вся понижающая температуру плавления композиция 14 продиффундировала в первую металлическую деталь 11 и когда металл в расплавленном металлическом слое 210 стек к точке 16 контакта, где теперь образовалось соединение 25. Это соединение теперь содержит металл, который ранее являлся частью первой металлической детали 11. Как можно видеть, понижающая температуру плавления композиция 14 больше не присутствует на поверхности 15 первой металлической детали 11, поскольку она продиффундировала в первую металлическую деталь 11 и, как правило, в некоторой степени во вторую металлическую деталь 12. Поскольку соединение 25 формируется из металла из первой металлической детали 11, первая металлическая деталь 11 теперь тоньше, чем до нагревания. Как можно видеть, первая металлическая деталь 11 теперь имеет верхнюю поверхность 15', которая не находится во второй плоскости P2. Вместо этого, верхняя поверхность теперь находится ближе к четвертой плоскости Р4. Как правило, не весь металл в расплавленном металлическом слое 210 стекает к точке 16 контакта для формирования соединения 25, а некоторое его количество остается в виде верхней поверхности первой металлической детали 11 и затвердевает там одновременно с затвердеванием соединения 25. Затвердевание происходит при снижении температуры, но также и до снижения температуры, например, потому что упомянутые бор и кремний в понижающей температуру плавления композиции постепенно диффундируют в материал первой металлической детали 11 и смешиваются с ним. Физический процесс, лежащий в основе плавления металла в первой металлической детали 11 и последующего затвердевания, схож с тем процессом плавления и затвердевания, который происходит во время высокотемпературной пайки. Однако, по сравнению с традиционной высокотемпературной пайкой существует большое отличие, заключающееся в том, что понижающая температуру плавления композиция 14 не содержит или же содержит весьма небольшие количества присадочного металла; вместо использования присадочного металла для создания соединения 25, для создания соединения 25 используются металл из первой металлической детали 11 и, необязательно, как будет описано далее, из второй металлической детали 12. В дополнение, присутствующие источники бора, которые могут быть выбраны из борной кислоты, буры, диборида титана и нитрида бора, являются менее вредными с точки зрения безопасности труда, чем, например, элементарный бор. Кроме того, источники бора по настоящему изобретению не оказывают негативного влияния на коррозионные свойства металлических деталей в такой степени, как источники бора, содержащие углерод (С), благодаря чему могут быть обеспечены прочные соединения с хорошими коррозионными свойствами.
Фиг.4-6 соответствуют фиг.1-3 с той лишь разницей, что вторая металлическая деталь 12 вдавлена в понижающую температуру плавления композицию 14 до такой степени, что она в основном находится в контакте с первой металлической деталью 11 или упирается в нее (некоторое небольшое количество понижающей температуру плавления композиции 14 все еще обычно присутствует между металлическими деталями 11, 12).
Фиг.7 соответствует фиг.3 и 6 с той лишь разницей, что первая металлическая деталь 11 и вторая металлическая деталь 12 были прижаты друг к другу во время формирования соединения 25. В результате вторая металлическая деталь 12 в местоположении соединения 25 «утоплена» в расплавленный металлический слой 210 первой металлической детали 11.
Фиг.8 соответствует фиг.7, причем материал из первой металлической детали 11 и второй металлической детали 12 расплавился и сформировал соединение 25. На практике так обычно и происходит во время формирования соединения 25, особенно в том случае, если первая металлическая деталь 11 и вторая металлическая деталь 12 изготовлены из одинакового материала, поскольку вторая металлическая деталь 12 также находится в контакте с понижающей температуру плавления композицией.
До нагревания вторая металлическая деталь 12 имеет внешний контур, определяемый пунктирной линией L2. Во время нагревания поверхностный слой второй металлической детали 12 формирует расплавленный поверхностный слой 26, причем металл этого слоя затекает в точку 16 контакта и образует там часть соединения 25. Расплавленный поверхностный слой второй металлической детали 12 представлен слоем между линией L2 и линией L1, причем линия L1 определяет границу, за которой металл второй металлической детали 12 не был расплавлен.
Следует отметить, что в действительности не существует четких границ между расплавленным и нерасплавленным металлом первой металлической детали 11 и второй металлической детали 12. Вместо этого существует постепенный переход от «расплавленного» к «нерасплавленному».
Фиг.9 соответствует ситуации формирования соединения по фиг.1 и показывает распределение точки 16 контакта между первой металлической деталью 11 и второй металлической деталью 12. На фиг.10 показаны те же металлические детали 11, 12, но сверху и в первой плоскости P1. На фиг.9 представлен вид в разрезе вдоль линии А-А на фиг.10.
Как можно видеть, точка 16 контакта имеет распределение по понижающей температуру плавления композиции 14 на первой металлической детали 11. Распределение точки 16 контакта имеет площадь А2, которая значительно меньше, чем площадь А1 понижающей температуру плавления композиции 14 на поверхности 15. Площадь А1 включает площадь А2. Площадь А1 простирается между двумя линиями L3, L4, находящимися на соответствующей стороне от точки 16 контакта. Площадь А1 на поверхности 15, на которую нанесена понижающая температуру плавления композиция 14, может быть по меньшей мере в 10 раз больше, чем площадь А2, определяемая точкой 16 контакта. Площадь А1 можно определить как ту область поверхности 15, на которую нанесена понижающая температуру плавления композиция 14 и с которой стягивается металл для формирования соединения 25. Площадь A2 можно определить как площадь точки 16 контакта, т.е. площадь контакта между понижающей температуру плавления композицией 14 и второй металлической деталью 12, необязательно включая площадь контакта (если имеется) между первой металлической деталью 11 и второй металлической деталью 12 в точке 16 контакта. Площадь A1 может быть по меньшей мере в 10 раз больше площади A2.
Фиг.11 соответствует фиг.3 и показывает площадь А3 сечения соединения 25. Площадь А1 поверхности 15, на которую нанесена понижающая температуру плавления композиция 14, может в соответствии с другим вариантом быть по меньшей мере в 3 раза больше, чем площадь А3 сечения соединения 25. На фиг.12 показаны те же металлические детали 11, 12, но сверху и во второй плоскости P2. На фиг.11 представлен вид в разрезе вдоль линии А-А на фиг.12.
Как можно видеть, соединение 25 имеет площадь A3 сечения, которая значительно меньше, чем площадь A1 понижающей температуру плавления композиции 14 на поверхности 15. Как и выше, площадь А1 можно определить как ту область поверхности 15, на которую нанесена понижающая температуру плавления композиция 14 и с которой стягивается металл для формирования соединения 25. Площадь А3 сечения соединения 25 может быть определена как наименьшая площадь, которую имеет соединение 25 между первой металлической деталью 11 и второй металлической деталью 12. Площадь А3 сечения может иметь форму изогнутой поверхности. Очевидно, что площади А1 и А2 могут иметь форму изогнутых поверхностей, в зависимости от соответствующей формы первой металлической детали 11 и второй металлической детали 12.
На фиг.13 показана первая металлическая деталь в виде пластины 110 и вторая металлическая деталь 120, которая представляет собой пластину с такими же внешними размерами, 20×40 мм, но была сжата до U-образной формы. Эти металлические детали используются для примерной иллюстрации того, как могут быть соединены две металлические детали. Пластина 110 представляет собой прямоугольную пластину с толщиной 0,4 мм и размерами 20×40 мм и изготовлена из нержавеющей стали типа 316L (сорт стали по SAE).
Со ссылкой на фиг.14 проиллюстрирована блок-схема способа соединения первой и второй металлических деталей. Металлические детали могут быть изготовлены из любого из материалов, как описано выше.
На первом этапе 201 наносят понижающую температуру плавления композицию на поверхность по меньшей мере одной из металлических деталей (в данном случае – первой металлической детали). Само по себе нанесение может быть выполнено традиционными методами, например, распылением или окрашиванием, в случае, если понижающая температуру плавления композиция содержит связующий компонент, и методом PVD или CVD в случае, если связующий компонент не используется.
На следующем этапе 202 вторую металлическую деталь приводят в контакт с понижающей температуру плавления композицией в точке контакта на поверхности. Это может быть осуществлено вручную или автоматически с использованием традиционных, автоматизированных производственных систем.
На следующем этапе 203 металлические детали нагревают до температуры, которая выше 1100°C. Точную температуру можно найти в примерах, приведенных выше. Во время нагревания поверхность по меньшей мере первой металлической детали плавится и вместе с понижающим температуру плавления компонентом образует расплавленный металлический слой, который находится в контакте со второй металлической деталью в точке контакта между первой металлической деталью и второй металлической деталью. Когда это происходит, металл расплавленного металлического слоя течет к точке контакта.
На конечном этапе 204 расплавленному металлическому слою позволяют затвердеть, так что в точке контакта получается соединение, т.е. металл, который стек к точке контакта, затвердевает. Затвердевание, как правило, включает в себя уменьшение температуры до обычной комнатной температуры. Однако затвердевание также происходит во время физического процесса перераспределения компонентов (бора и кремния) в зоне соединения, до того, как температуру снижают.
Далее представлен ряд экспериментов и примеров для описания подходящих материалов для источника бора понижающей температуру плавления композиции.
Примеры
В следующих примерах представлены более подробные сведения для иллюстрации изобретения.
Испытания в данных примерах проводили для того, чтобы исследовать, способен ли кремний, Si, создавать «припой» при нанесении кремния на поверхность испытуемого образца исходного металла (т.е. на металлическую деталь). Также добавляли различные количества бора, В, для снижения температуры плавления у припоя. Бор также использовали для изменения смачивающего поведения припоя. Также исследовали свойства испытываемых смесей. В приведенных примерах мас.% означает процент по массе. В данном случае термин «припой» относится к сплаву, образовавшемуся тогда, когда упомянутые кремний и бор вызвали плавление части или слоя исходного металла (металлической детали). Таким образом, «припой» содержит смесь и металлические элементы из исходного металла.
Если ничего другого не указано, испытуемые образцы исходного металла для всех испытаний очищали в посудомоечной машине и ацетоном перед тем, как образцы смесей кремния и бора добавляли к испытуемым образцам.
Испытание источников бора.
Испытывали четыре коммерчески доступных новых источника бора: TiB2, Na2B4O7, H3BO3 и BN (гексагональная форма (h-BN)). В качестве контроля использовали SiB6.
Источники бора смешивали с Si в соотношении приблизительно 2:10, B:Si.
Используя молекулярную массу всех компонентов в каждом источнике бора, количество источника рассчитывали так, чтобы было получено данное соотношение. Коэффициент, представленный в таблице, представляет собой соотношение между молекулярной массой источника бора и массой бора в источнике, и он использовался при расчете необходимого для смесей количества источника бора. Расчеты представлены в таблице 1.
Таблица 1, расчеты:
Смешивание порошков
Все используемые источники бора были порошками. Используемый источник Si также представлял собой порошок. После взвешивания порошков для каждой смеси порошки тщательно смешивали. Затем добавляли связующее по массе, и смесь снова тщательно смешивали. Массы компонентов представлены в таблице 2.
Таблица 2, измеренные массы входящего компонента:
Способ нанесения и подготовка образца
Для получения равномерного нанесения использовали небольшое оборудование для ручной трафаретной печати. Смеси наносили трафаретной печатью на образце пластины, изготовленной из стали типа 316L, с толщиной 0,4 мм и размерами 20×40 мм. Площадь трафаретной печати составляла 19×10 мм. Массу всех образцов измеряли до и после трафаретной печати. Нанесенная масса для цикла 1 (А) высокотемпературной пайки представлена в таблице 3, а для цикла 2 (В) высокотемпературной пайки – в таблице 4. Для соединения использовали вторую деталь. Вторая деталь представляла собой пластину с такими же внешними размерами, 20×40 мм, но была сжата до U-образной формы. Образцы размещали с областью трафаретной печати, обращенной к сжатой пластине из нержавеющей стали, так чтобы между областью трафаретной печати и сжатой пластиной было создано 2-мерное соединение. Образцы помещали в зажимное приспособление для обеспечения контакта деталей при высокотемпературной пайке.
Таблица 3. Образцы для первой пайки, цикл высокотемпературной пайки (А)
Таблица 4. Образцы для второй пайки, цикл высокотемпературной пайки (В)
Пайка
Высокотемпературную пайку осуществляли в вакуумной печи. Температура пайки составляла 1225±5°C в течение приблизительно 1 часа при температуре пайки. Выполняли два цикла высокотемпературной пайки, цикл 1 (А) и цикл 2 (В).
Результаты
Образцы анализировали путем визуального осмотра, и результаты представлены в таблицах 5 и 6.
Таблица 5. Результаты цикла 1 высокотемпературной пайки, (А).
Таблица 6. Результаты цикла 2 высокотемпературной пайки, (В).
Выводы
Испытания показали, что паяные соединения были получены при использовании BN, TiB2 и SiB6 в качестве источников бора и, следовательно, они могут использоваться в качестве источников B. Испытание также показало, что H3BO3 и Na2B4O7 обладали потенциалом использования в качестве альтернативных источников бора, но эффект был не настолько высоким, как для других испытанных источников B. Это, возможно, может быть решено путем инвертирования количества наносимой смеси.
Из вышеприведенного описания следует, что хотя выше были описаны и показаны различные варианты осуществления изобретения, изобретение не ограничено ими, но может также быть реализовано другими способами в пределах объема заявленного изобретения, охарактеризованного в следующей формуле изобретения. Различные понижающие температуру плавления композиции можно также комбинировать с различными металлами для металлических деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2013 |
|
RU2583204C1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2013 |
|
RU2602693C2 |
| НОВАЯ КОНЦЕПЦИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2585886C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2013 |
|
RU2592331C2 |
| ПОКРЫТОЕ СЛОЕМ ТУГОПЛАВКОГО ПРИПОЯ ИЗДЕЛИЕ | 2013 |
|
RU2581937C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТЕЙ | 2014 |
|
RU2633171C1 |
| НОВАЯ КОНЦЕПЦИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2585888C2 |
| КОМПОЗИТНЫЙ ПОРОШОК ДЛЯ СОЕДИНЕНИЯ ИЛИ НАПЛАВКИ ПУТЕМ ДИФФУЗИОННОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ СУПЕРСПЛАВОВ | 2011 |
|
RU2572948C2 |
| НОВАЯ КОНЦЕПЦИЯ ПОКРЫТИЯ | 2013 |
|
RU2585146C1 |
| ТВЕРДЫЙ ПРИПОЙ, СПОСОБ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ, ПАЯНОЕ ИЗДЕЛИЕ И ПАСТА, СОДЕРЖАЩАЯ ЭТОТ ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2458770C2 |
Изобретение относится к соединению пайкой металлических деталей (11,12), имеющих температуру солидуса выше 1100°С. На поверхность (15) первой металлической детали (11) наносят понижающую температуру плавления композицию (14), которая содержит понижающий температуру плавления компонент, включающий по меньшей мере 25 мас.% бора и кремния. Вторую металлическую деталь (12) приводят в контакт с понижающей температуру плавления композицией (14) в точке (16) контакта на упомянутой поверхности (15). Нагревают первую и вторую металлические детали (11, 12) до температуры выше 1100°C с обеспечением затвердевания расплавленного металлического слоя (210) первого металлического компонента (11) с получением соединения (25) в точке (16) контакта. Упомянутый бор по меньшей мере частично происходит из химического соединения бора, выбранного из следующих соединений: борная кислота, бура, диборид титана и нитрид бора, которые являются безопасными и способствуют прочному соединению между металлическими деталями. 3 н. и 11 з.п. ф-лы, 14 ил., 6 табл.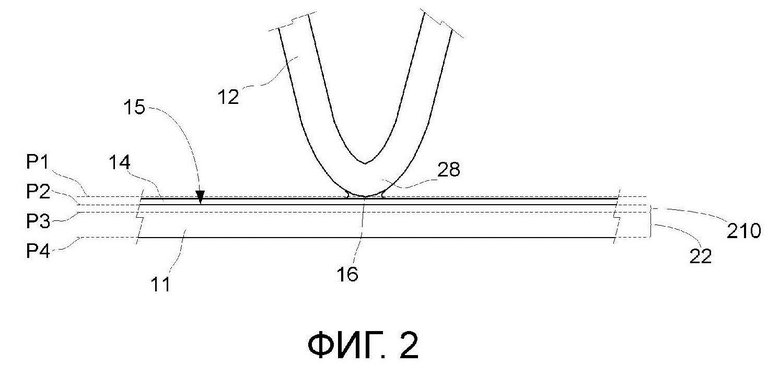
1. Способ соединения первой металлической детали (11) со второй металлической деталью (12), причем металлические детали (11, 12) имеют температуру солидуса выше 1100°С, включающий:
- нанесение (201) понижающей температуру плавления композиции (14) по меньшей мере на поверхность (15) первой металлической детали (11), причем понижающая температуру плавления композиция (14) содержит
• понижающий температуру плавления компонент, содержащий по меньшей мере 25 мас.% бора и кремния в сумме, для снижения температуры плавления первой металлической детали (11), и
• необязательно связующий компонент для облегчения нанесения (201) понижающей температуру плавления композиции (14) на поверхность (15),
- приведение (202) второй металлической детали (12) в контакт с понижающей температуру плавления композицией (14) в точке (16) контакта на упомянутой поверхности (15),
- нагревание (203) первой и второй металлических деталей (11, 12) до температуры выше 1100°С, при этом упомянутая поверхность (15) первой металлической детали (11) плавится так, что поверхностный слой (21) первой металлической детали (11) плавится и вместе с понижающим температуру плавления компонентом образует расплавленный металлический слой (210), который находится в контакте со второй металлической деталью (12) в точке (16) контакта, и
- обеспечение (204) затвердевания расплавленного металлического слоя (210) с получением соединения (25) в точке (16) контакта, отличающийся тем, что
упомянутый бор по меньшей мере частично происходит из химического соединения бора, выбранного из любого из следующих соединений: борная кислота, бура, диборид титана, нитрид бора и/или их комбинаций, так что источник бора может состоять из любого из представленных источников бора или их комбинаций, и
при этом бор составляет по меньшей мере 10 мас.% содержания бора и кремния в понижающем температуру плавления компоненте.
2. Способ по п.1, в котором упомянутый бор происходит из любого из борной кислоты, буры, диборида титана, нитрида бора и/или их комбинаций в количестве 15-100 мас.% или 50-100 мас.%, в расчете на общую массу бора, так что источник бора может состоять из любого из представленных источников бора или их комбинаций, в расчете на общую массу бора.
3. Способ по п.1 или 2, в котором упомянутый кремний происходит из любого из элементарного кремния и кремния из химического соединения кремния, выбранного из по меньшей мере любого из следующих соединений: карбид кремния, борид кремния и ферросилиций, так что кремний включает весь кремний в понижающем температуру плавления компоненте, который включает элементарный кремний, а также кремний в химическом соединении кремния.
4. Способ по любому из предшествующих пунктов, в котором понижающий температуру плавления компонент содержит по меньшей мере 40 мас.% бора и кремния.
5. Способ по любому из предшествующих пунктов, в котором понижающий температуру плавления компонент содержит по меньшей мере 85 мас.% бора и кремния.
6. Способ по любому из предшествующих пунктов, в котором кремний составляет по меньшей мере 55 мас.% содержания бора и кремния в понижающем температуру плавления компоненте.
7. Способ по любому из предшествующих пунктов, в котором понижающий температуру плавления компонент содержит менее 50 мас.% металлических элементов.
8. Способ по любому из предшествующих пунктов, в котором понижающий температуру плавления компонент содержит менее 10 мас.% металлических элементов.
9. Способ по любому из предшествующих пунктов, в котором первая металлическая деталь имеет толщину 0,1-1,0, или 0,6-1,0, или 0,3-0,6 мм, а нанесение (201) понижающей температуру плавления композиции (14) включает нанесение в среднем 0,02-0,12 мг бора и кремния на мм2 на поверхность (15) первой металлической детали (11).
10. Способ по любому из предшествующих пунктов, в котором поверхность (15) имеет площадь (А1), которая больше, чем площадь (А2), определяемая точкой (16) контакта на упомянутой поверхности (15), так что металл в расплавленном металлическом слое (21') затекает в точку (16) контакта при обеспечении (204) формирования соединения (25).
11. Способ по любому из предшествующих пунктов, в котором первая металлическая деталь содержит > 50 мас.% Fe, < 13 мас.% Cr, < 1 мас.% Mo, < 1 мас.% Ni и < 3 мас.% Mn.
12. Способ по любому из пп.1-10, в котором первая металлическая деталь содержит > 10 мас.% Cr и > 60 мас.% Ni.
13. Теплообменник, содержащий первую металлическую деталь (11), которая соединена со второй металлической деталью (12) в соответствии со способом по любому из пп.1-12.
14. Понижающая температуру плавления композиция для соединения первой металлической детали (11) со второй металлической деталью (12) в соответствии со способом по любому из пп.1-12, содержащая i) понижающий температуру плавления компонент, который содержит по меньшей мере 25 мас.% бора и кремния в сумме, для снижения температуры плавления и ii) необязательно связующий компонент для облегчения нанесения (201) понижающей температуру плавления композиции (14) на первую металлическую деталь (11), при этом упомянутый бор происходит из химического соединения бора, выбранного из любого из следующих соединений: борная кислота, бура, диборид титана и нитрид бора, так что источник бора может состоять из любого из представленных источников бора или их комбинаций.
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2013 |
|
RU2592331C2 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТЕЙ | 2014 |
|
RU2633171C1 |
| EP 2853333 A1, 01.04.2015 | |||
| КЛАПАН-ОТСЕКАТЕЛЬ | 2017 |
|
RU2644312C1 |

