Данное предложение относится к области технологии обработки оптических деталей и может быть использовано для финишной обработки прецизионных поверхностей оптических деталей.
Техническим результатом предлагаемого способа является повышение точности и производительности процесса финишной обработки поверхностей оптических деталей, преимущественно прецизионных поверхностей, например линз или оптических зеркал, малым инструментом (рабочая поверхность инструмента меньше площади поверхности обрабатываемой детали) при автоматизированном управлении процессом формообразования.
Известен способ (1) механической финишной обработки прецизионных поверхностей оптических деталей перемещением малого инструмента, например торцом малого инструмента (алмазного инструмента при шлифовании и смоляного полировальника при доводке и полировании) относительно обрабатываемой поверхности оптической детали по расчетным кольцевым зонам, при котором малому инструменту сообщают плоскопараллельное круговое движение с эксцентриситетом относительно оси шпинделя инструмента и перемещение относительно обрабатываемой детали, определяя время пребывания инструмента на каждом участке с учетом коэффициента, характеризующего скорость съема материала вдоль радиуса инструмента относительно его центра, причем оптическую поверхность представляют в виде кольцевых зон одинаковой ширины, перемещение инструмента относительно детали осуществляют по кольцевым зонам, последовательно помещая центр инструмента в середины кольцевых зон, имеющих самые большие значения припуска.
Диаметр инструмента может варьироваться в широком диапазоне в зависимости от характера обрабатываемой поверхности, причем в случае узких зональных ошибок размер круговой площадки перекрываемой инструментом при заданном эксцентриситете плоскопараллельного кругового движения может равняться ширине одной зоны. При определении времени пребывания инструмента в каждой перекрываемой инструментом зоне коэффициент, характеризующий скорость съема, рассчитывают для каждой такой зоны, при этом скорость перемещения инструмента по кольцевым зонам определяют по формуле:
Vij=Lij/tij,
где Lij - длина дуги окружности, перекрываемой инструментом в i-й зоне;
tij - требуемое время обработки в i-й зоне;
i - текущий номер зоны, перекрываемой инструментом;
j - текущий номер зоны, в которой находится центр инструмента,
и выбирают ее максимальное значение.
Эксцентриситет плоскопараллельного кругового движения обычно составляет 0,1 диаметра выбранного инструмента и остается постоянным в течение всего времени обработки, при этом скорость обработки определяется величиной эксцентриситета и угловой скоростью вращения шпинделя инструмента и в процессе обработки остается постоянной.
При этом обработку ведут при сообщении обрабатываемой оптической детали вращения вокруг своей оси.
Данный способ реализован в ОАО «НПО «Оптика» на практике при обработке оптических деталей на компьютеризированных доводочных станках серии АД (например, АД-1000).
Данный способ формообразования позволяет осуществлять асферизацию оптических поверхностей, убирая определенную часть припуска в каждой требуемой зоне обрабатываемой оптической поверхности в процессе формообразования и устраняя зональные ошибки.
Компьютерно-управляемая обработка поверхностей оптических деталей по данному методу в настоящий момент позволяет получать:
- величину отклонения профиля поверхности (RMS) - 30 нм;
- величину шероховатости (RZ) обработанной поверхности - 0,5 мкм.
Основной недостаток - контакт инструмента с обрабатываемой поверхностью и износ инструмента.
Наиболее близким к предлагаемому способу является нашедший в настоящее время широкое применение способ магнитореологической обработки (доводка и полировка) поверхностей оптических деталей (2), появление которого связано с возросшими требованиями к бездефектности оптических поверхностей и их шероховатости, что при классическом полировании не получается в стабильно воспроизводимом режиме.
Заложенный в данном способе магнитореологической обработки принцип прост: обрабатываемую деталь приводят во вращение вокруг своей оси, в зону обработки посредством вращающегося колеса или ролика через сопло подается под давлением содержащая железный порошок магнитореологическая жидкость (МРЖ). Магнитная система (например, электромагнит), расположенная внутри колеса, создает в вершине колеса сильное магнитное поле, которое обеспечивает перевод МРЖ в зоне обработки в вязкопластическое состояние в виде компактного сгустка МРЖ на поверхности колеса под обрабатываемой деталью, выполняющего роль "малого инструмента", а обрабатываемая деталь закрепляется на вращающемся шпинделе и погружается на 0,5 мм в МРЖ, где под воздействием магнитного поля и создается обрабатывающий "малый инструмент", формируемый из находящейся в зоне обработки и переводимой в вязкопластическое состояние МРЖ под действием постоянного магнитного поля, накладываемого на нее в зоне обработки.
Этим "малым инструментом", пятно контакта которого с обрабатываемой поверхностью близко к точечному, и ведут обработку.
За счет вращения колеса обеспечивается необходимая скорость съема, а также производится смена МРЖ в зоне обработки. За счет этого возможна целенаправленная обработка заготовки, так как жидкость образует постоянную зону действия в точке соприкосновения с заготовкой.
Система обеспечения МРЖ включает в себя подающий насос, связанный с соплом подачи МРЖ к колесу в зону обработки, насос для отбора МРЖ из рабочей зоны инструмента со съемником МРЖ, систему перемешивания, расположенную в резервуаре с МРЖ, датчик давления, систему термостатирования, дозатор и систему трубопроводов с электромагнитными клапанами в ней.
Система автоматизированного управления управляет датчиком рабочего зазора, который отслеживает положение инструмента относительно обрабатываемой поверхности детали, и системы подачи МРЖ.
Предварительно обработанная заготовка точно обмеривается и на основании данных измерений станок рассчитывает время обработки, обеспечивая прецизионный и привязанный к конкретному месту съем материала. Обычно весь процесс финишного формообразования осуществляется в несколько последовательных технологических обработки сеансов с чередованием процессов промежуточного контроля поверхности обработанной во время предыдущего сеанса детали и корректировки программы обработки на последующий сеанс. У большинства современных измерительных комплексов и станков программное обеспечение взаимно связано.
Компьютерно-управляемая обработка поверхностей оптических деталей по методу магнитореологической обработки позволяет получать малую погрешность формы Ν<λ/50 и ΔΝ<λ/50 (λ=0,63 мкм), шероховатость RZ=3 нм, микрошероховатость менее 1 нм, что позволяет увеличить лучевую стойкость в (3-5) раз.
Кроме того, обрабатываемые магнитореологической обработкой детали имеют минимальную толщину нарушенного слоя вследствие минимального термического воздействия на деталь.
Итак, преимущества технологии магнитореологического обработки следующие:
- минимальная шероховатость и толщина разрушенного слоя;
- малая погрешность формы (Ν<λ/50 и ΔΝ<λ/50);
- отсутствие износа полировального инструмента;
- отсутствие термического воздействия инструмента на деталь;
- минимальное давление на деталь;
Однако этот способ имеет свои границы. Если при обработке выпуклых поверхностей границ почти нет, при обработке вогнутых поверхностей граница достигается очень быстро, так как радиус кривизны должен быть больше радиуса колеса, который не может быть очень малым.
Другим существенным недостатком является время процесса. Чем больше диаметр оптической детали и отклонение формы исходной заготовки, тем больше время доводки. В некоторых случаях все время финишной обработки может составлять до 6 часов. Несмотря на оптимизацию и подгонку процессов шлифования и предварительного полирования время МРЖ обработки еще очень велико. Длительность процесса повышает стоимость обработки асферических поверхностей оптических деталей. Вместе с тем растянутость процесса во времени и управляемость величиной съема позволяет добиться очень точной корректировки формы поверхности.
Задачей предлагаемого изобретения является расширение технологических возможностей предложенного способа обработки, повышение его производительности, а также упрощение и удешевление его аппаратной реализации.
Техническим результатом предлагаемого способа является максимальное устранение ограничений по величине радиуса кривизны обрабатываемых вогнутых поверхностей, возможность распространения преимуществ уже используемой в промышленности технологической системы автоматизированного формообразования (ТЕСАФ) оптических поверхностей на магнитореологическое формообразование поверхностей прецизионных оптических деталей и удешевление требуемого для реализации этой технологии станочного оборудования.
Технический результат достигается тем, что в ходе процесса магнитореологической обработки поверхностей оптических деталей малым инструментом, при котором предварительно обработанную заготовку точно обмеривают, на основании данных измерений составляя программу обработки, весь процесс обработки разбивают на несколько последовательных технологических сеансов с корректировкой на каждый сеанс программы обработки после получения результатов контроля предыдущего сеанса, обрабатываемую деталь приводят во вращение вокруг своей оси, в зону обработки попеременно подают под давлением и отводят МРЖ, а обработку ведут инструментом, формируемым в виде сгустка МРЖ, находящейся в зоне обработки и переведенной в вязкопластическое состояние под действием накладываемого на нее в зоне обработки магнитного поля, а в ходе каждого технологического сеанса обработки производят чередование периодов наложения магнитного поля и периодов его снятия, причем в процессе обработки на поверхность обрабатываемой детали воздействуют торцевой поверхностью инструмента, представляющего образующий площадное пятно контакта своей торцевой поверхности с поверхностью обрабатываемой детали сгусток МРЖ, заключенный в ограниченной по объему внутренней полости в корпусе инструмента.
Технический результат достигается также тем, что:
- на зону обработки воздействуют прерывистыми импульсами постоянного магнитного поля;
- чередование периодов наложения магнитного поля и периодов его снятия производят посредством включения и выключения питания рабочим током обмоток электромагнита постоянного тока;
- малому инструменту сообщают во время обработки плоскопараллельное движение относительно обрабатываемой детали;
- в процессе обработки контролируют и поддерживают постоянным положение инструмента относительно обрабатываемой поверхности детали;
- малый инструмент располагают над обрабатываемой деталью.
При исследовании отличительных признаков описываемого способа не выявлено каких-либо аналогичных технических решений, касающихся предложенных вариантов выполнения предложенного способа.
Таким образом, заявленное техническое решение соответствует условию "НОВИЗНА".
Кроме того, заявленное техническое решение не вытекает явным образом из известного уровня техники (1, 2) и в нем не выявлены признаки, отличающие данное решение от прототипа, и не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
Следовательно, заявленное техническое решение соответствует условию "ИЗОБРЕТАТЕЛЬСКИЙ УРОВЕНЬ".
Сущность заявленного способа магнитореологической обработки поверхностей оптических деталей малым инструментом поясняется иллюстрациями, где:
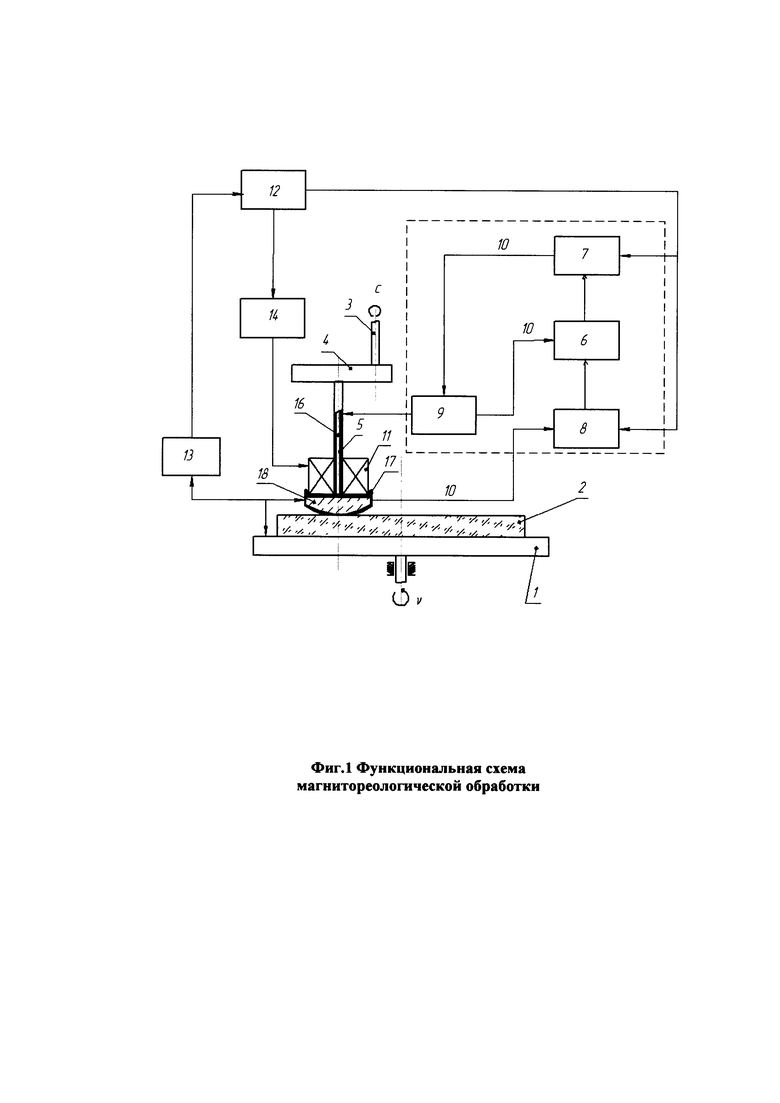
- на Фиг. 1. представлена заявленная функциональная схема магнитореологической обработки;
- на Фиг. 2. представлена фотография макетного образца устройства для магнитореологической обработки.
Устройство для магнитореологической обработки представляет собой установленные на станине стол 1 для крепления обрабатываемой детали 2 с приводом его вращения (не показан) вокруг собственной вертикальной оси (координата U); вращающийся шпиндель 3 (координата C) через механизм 4 плоскопараллельного кругового движения (координата S) с эксцентриситетом относительно оси шпинделя 3 связан с рабочей головкой 5, установленной на станине с помощью кареток с возможностью перемещения по координатам Χ, Y и Ζ относительно стола 1; систему обеспечения устройства МРЖ, включающую в себя резервуар 6 для подготовки и хранения МРЖ, который обеспечивает непрерывное перемешивание жидкости, поддержание необходимой температуры; перистальгический насос 7 для подачи МРЖ под давлением 5÷10 КПа в рабочую головку 5, насос 8 для откачки МРЖ из рабочей головки 5, который обеспечивает сбор отработанной жидкости в рабочей головке 5 и подачу ее в резервуар 6; электромагнитный клапан 9 и трубопроводы 10, соединяющие насос подачи 7, резервуар 6 и рабочую головку 5; установленный на рабочей головке 5 источник 11 импульсного (прерывистого) магнитного поля с магнитной индукцией 250 мТл и блок управления работой устройства, включающего в себя промышленный компьютер 12, управляющий рабочими перемещениями рабочей головки 5 и стола 1 станка по заданной программе и сигналам с датчика 13 перемещения, который отслеживает положение инструмента относительно обрабатываемой поверхности детали; а также работой блока 14 питания источника 11 магнитного поля и работой системы подготовки и подачи МРЖ.
В корпусе рабочей головки 5 со стороны, обращенной к столу 1, выполнена замкнутая ограниченная по площади внутренняя полость 15 (диаметром ⌀=40÷200 мм), соединенная выполненными в корпусе каналами подвода 16 и отвода 17 и трубопроводами соответственно с резервуаром 6 и насосами подачи 7 и откачки 8 МРЖ.
Формирование малого инструмента осуществляют в установленной на шпинделе 3 станка рабочей головке 5 посредством подачи МРЖ (взвешенной суспензии) насосом 7 из резервуара 6 посредством клапана 9 по трубопроводу через подводящий канал 16 в замкнутую ограниченную по площади полость 15 в корпусе рабочей головки 5, в которой при наложении на зону обработки магнитного поля источника 11, закрепленного на корпусе рабочей головки 5 над полостью 15, МРЖ переходит в вязкопластическое состояние, принимая в полости 15 форму сгустка 18 МРЖ, имеющего площадное пятно контакта с поверхностью обрабатываемой детали и поджимаемого своей торцевой рабочей поверхностью под давлением МРЖ к поверхности обрабатываемой детали 2.
Источник 11 импульсного (прерывистого) магнитного может представлять собой электромагнит постоянного тока, содержащий выполненный из магнитомягкого материала тороидальный сердечник 1, охватывающий корпус рабочей головки над полостью 15, тороидальную катушку медного провода и электрические выводы, подключенные к блоку 14 питания источника 11 магнитного поля. При этом компьютер 12, подавая периодически команды на включение на требуемый промежуток времени электромагнита, затем на отключение последнего, создает, таким образом, в зоне обработки импульсы прерывистого магнитного поля, тем самым создавая условия для управляемого существования в полости 15 рабочего сгустка 18 МРЖ со временем жизни, определяемым временем действия на него магнитного поля, причем в процессе обработки производят чередование периодов наложения магнитного поля и периодов его снятия, при этом время наложения магнитного поля соответствует сеансу обработки, а время его отсутствия - сеансу замены в зоне обработки МРЖ.
Отсос из полости 15 отработавшей МРЖ производится после снятия магнитного поля, когда сгусток 18 МРЖ при отсутствии магнитного поля переходит снова из вязкопластического состояния в жидкотекучее и по отводу 17 в корпусе рабочей головки 5 и соединяющему трубопроводу насосом 8 откачки отводится в резервуар 6.
Способ магнитореологической обработки поверхностей оптических деталей малым инструментом реализуется в следующей последовательности.
Весь процесс финишной обработки обычно осуществляется в несколько последовательных технологических сеансов обработки с чередованием процессов промежуточного контроля поверхности обработанной во время предыдущего сеанса детали и корректировки программы обработки на последующий сеанс.
В ходе каждого технологического сеанса обработки производят чередование периодов наложения магнитного поля и периодов его снятия.
При проведения интерферометрического контроля качества поверхности предварительно обработанной оптической детали 2 строится топография поверхности, на основании которой рассчитывается программа последующего технологического сеанса обработки оптической детали на автоматизированном доводочном станке серии АД.
После интерферометрического контроля обрабатываемую деталь 2 устанавливают на столе 1 станка, а в компьютер 12 вводится необходимая программа рассчитанного технологического сеанса формообразования поверхности оптической детали 2. Рабочая головка 5 по команде от компьютера 12 подводится к поверхности обрабатываемой детали 2 до получения от датчика 13 перемещения команды на остановку рабочей головки 5, после чего компьютером 12 подается команда на электромагнитный клапан 9 и МРЖ из резервуара 6 насосом 7 подачи поступает через канал 19 в полость 15, следующая команда от компьютера 12 отключает клапаном 9 подачу МРЖ в рабочую головку 5, замыкая насос 7 напрямую на резервуар 6, и включает источник 11 импульсного (прерывистого) магнитного поля, после чего МРЖ в полости 15 переходит в вязкопластическое состояние, принимая форму сгустка 18, прижимаемого своей торцевой рабочей поверхностью под давлением МРЖ создаваемым насосом 7 подачи в систему подготовки и подачи МРЖ к поверхности обрабатываемой детали с созданием площадного пятна контакта с ней. Процесс обработки ведется при сообщении рабочей головке 5 от механизма 4 плоскопараллельного кругового движения (координата S) с эксцентриситетом относительно оси шпинделя 3 и перемещения относительно приводимой во вращение обрабатываемой детали 2 по заданной программе технологического сеанса обработки, при этом сгусток 18 МРЖ в течение времени действия импульса магнитного поля выполняет функцию малого инструмента с площадным пятном контакта с обрабатываемой поверхностью и производит рабочий съем материала с подлежащей обработке поверхности обрабатываемой детали 2.
В процессе обработки в ходе каждого технологического сеанса обработки производят чередование периодов наложения магнитного поля и периодов его снятия, причем в процессе обработки на поверхность обрабатываемой детали воздействуют торцевой поверхностью инструмента, представляющего образующий площадное пятно контакта своей торцевой поверхности с поверхностью обрабатываемой детали сгусток МРЖ, заключенный в ограниченной по объему внутренней полости в корпусе инструмента.
Процесс обработки с помощью МРЖ жидкости сформированным малым инструментом производится методом «свободного притира».
По окончании времени действия импульса магнитного поля (промежуток времени 5-30 мин) магнитное поле исчезает, процесс обработки прерывается, сгусток 18 МРЖ при отсутствии магнитного поля переходит снова из вязкопластического состояния в жидкотекучее и по соединяющему трубопроводу насосом 8 откачки отводится в резервуар 6, а в полость 15 одновременно поступает по подводящему каналу 16 из резервуара 6 под давлением свежая МРЖ, которая при приходе следующего импульса магнитного поля переходит также в вязкопластическое состояние с образованием под действием магнитного поля на время действия импульса нового сгустка 18, который выполняет функции локального инструмента, и процесс обработки возобновляется и продолжается до окончания действия магнитного поля.
Процессы включения магнитного поля и отключения отсоса МРЖ из полости 15 и наоборот отключения магнитного поля и подачи МРЖ в полость 15 из резервуара 6 синхронизированы по времени.
Дальше процесс повторяется в соответствии с заложенной в компьютере станка программой технологического сеанса обработки. Такой цикл повторяется с периодичностью, зависящей от длительности сеанса обработки поверхности, размеров инструмента и обрабатываемой детали, а также от заданных параметров качества поверхности обрабатываемой детали.
В процессе обработки система управления работой станка через промышленный компьютер 12 с помощью датчика 13 перемещения в зоне обработки постоянно отслеживает и поддерживает постоянной заданную величину рабочего зазора, управляя перемещением рабочей головки 5 по координате Z. Во время обработки происходит растаскивание МРЖ по обрабатываемой поверхности, вследствие этого уменьшается зазор между инструментом и обрабатываемой поверхностью. Величину зазора отслеживает датчик 13 перемещений, который в соответствии с заданными параметрами выдает сигнал на систему управления и система выдает вышеуказанную последовательность управляющих команд.
В ОАО «НПО «Оптика» были проведены сравнительные исследования взаимодействия МРЖ при точечном и площадном пятнах контакта с обрабатываемой оптической поверхностью. Исследования проводились на детали ⌀160 мм, материал стекло К8.
При исследовании взаимодействия МРЖ при точечном пятне контакта с обрабатываемой поверхностью было проведено несколько технологических сеансов обработки на станке АД-1К.
Полученные результаты позволяют сделать вывод, что предложенный способ магнитореологической обработки оптической поверхности с использованием электромагнитного инструмента с площадным пятном контакта по сравнению с методом точечного контакта:
- сокращает время доводки оптических деталей;
- использование набора электромагнитных инструментов различных диаметров в процессе технологических сеансов обработки дает возможность получения оптических поверхностей дифракционного качества (с.к.о. λ/100 и выше, RZ до 5 A°);
- позволяет производить доводку высокоточных крупногабаритных оптических деталей диаметром до 3-х метров на автоматизированных станках серии АД;
- данный метод не критичен к использованию прецизионных станков.
Таким образом, заявленное техническое решение соответствует условию "ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ".
Источники информации
1. Патент РФ №1776544, МПК: B24B 13/06, 1991 г. "Способ формообразования поверхностей крупногабаритных оптических деталей".
2. Патент США №5795212, МПК: B24B 1/00; B24B 37/04; B24B 39/02; H01F 1/44, Опубл. 18.08.1998 г. ((Deterministic magnetorheological finishing». (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОГО ПОЛИРОВАНИЯ ТОРЦОВ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2014 |
|
RU2569877C1 |
| Состав магнитореологической суспензии для финишной обработки оптических элементов на основе водорастворимых кристаллов | 2023 |
|
RU2808226C1 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| СПОСОБ ОБРАБОТКИ МАГНИТОРЕОЛОГИЧЕСКОЙ ЖИДКОСТИ-ТЕПЛОНОСИТЕЛЯ | 2016 |
|
RU2644900C2 |
| ГАСИТЕЛЬ НИЗКОЧАСТОТНЫХ КОЛЕБАНИЙ ПРОВОДОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ (ВАРИАНТЫ) | 2014 |
|
RU2570347C1 |
| Способ формообразования поверхностей крупногабаритных оптических деталей малым инструментом | 1988 |
|
SU1650395A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| ТЕКУЧАЯ КОМПОЗИЦИЯ С МАГНИТОРЕОЛОГИЧЕСКИМИ СВОЙСТВАМИ | 2011 |
|
RU2461087C1 |
| Способ формообразования поверхностей крупногабаритных оптических деталей | 1991 |
|
SU1776544A1 |
| Инструмент для обработки оптических деталей | 1989 |
|
SU1720838A1 |

Изобретение относится к области технологии обработки оптических деталей и может быть использовано для финишной магнитореологической обработки прецизионных поверхностей оптических деталей. Обрабатываемую деталь приводят во вращение вокруг своей оси, в зону обработки попеременно подают под давлением и отводят магнитореологическую жидкость (МРЖ). Обработку ведут малым инструментом, формируемым в виде сгустка МРЖ, находящейся в зоне обработки и переведенной в вязкопластическое состояние под действием накладываемого на нее магнитного поля. В процессе обработки производят чередование периодов наложения магнитного поля на МРЖ и периодов его снятия. На поверхность обрабатываемой детали воздействуют торцевой поверхностью инструмента в виде сгустка МРЖ, заключенного в ограниченной по объему внутренней полости корпуса инструмента, с образованием площадного пятна контакта с поверхностью обрабатываемой детали. В результате расширяются технологические возможности и повышается производительность обработки. 5 з.п. ф-лы, 2 ил.
1. Способ магнитореологической обработки поверхностей оптических деталей малым инструментом, включающий проведение обработки по заданной программе, составленной по результатам измерения предварительно обработанной детали, с разбивкой процесса обработки на несколько последовательных технологических циклов и с корректировкой программы обработки в каждом цикле после контроля поверхности детали в предыдущем цикле, при этом обрабатываемую деталь приводят во вращение вокруг своей оси, в зону обработки попеременно подают под давлением и отводят магнитореологическую жидкость (МРЖ), а обработку ведут инструментом, формируемым в виде сгустка МРЖ, находящейся в зоне обработки и переведенной в вязкопластическое состояние под действием накладываемого на нее магнитного поля, отличающийся тем, что в ходе каждого технологического цикла обработки производят чередование периодов наложения магнитного поля на МРЖ и периодов его снятия, причем в процессе обработки на поверхность обрабатываемой детали воздействуют торцевой поверхностью инструмента в виде сгустка МРЖ, заключенного в ограниченной по объему внутренней полости корпуса инструмента, с обеспечением контакта с поверхностью обрабатываемой детали, характеризуемого заданной площадью пятна контакта.
2. Способ по п. 1, отличающийся тем, что наложение магнитного поля на МРЖ осуществляют прерывистыми импульсами постоянного магнитного поля, создаваемого электромагнитом постоянного тока.
3. Способ по п. 2, отличающийся тем, что чередование периодов наложения магнитного поля и периодов его снятия производят посредством включения и выключения питания рабочим током обмоток электромагнита постоянного тока.
4. Способ по п. 1, отличающийся тем, что инструмент располагают над обрабатываемой деталью.
5. Способ по п. 1, отличающийся тем, что инструменту во время обработки сообщают плоскопараллельное движение относительно обрабатываемой поверхности.
6. Способ по п. 1, отличающийся тем, что в процессе обработки контролируют и поддерживают постоянным положение инструмента относительно обрабатываемой поверхности детали.
| US 5795212 A, 18.08.1998 | |||
| US 5616066 A, 01.04.1997 | |||
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1988 |
|
SU1783714A1 |
| Способ формообразования поверхностей оптических деталей | 1986 |
|
SU1324829A1 |

