Изобретение относится к технологии обработки оптических деталей и может быть использовано для формообразования оптических поверхностей малым инструментом и автоматизированного управления процессом формообразования.
Цель изобретения - повышение точности и производительности процесса формообразования крупногабаритных оптических деталей,
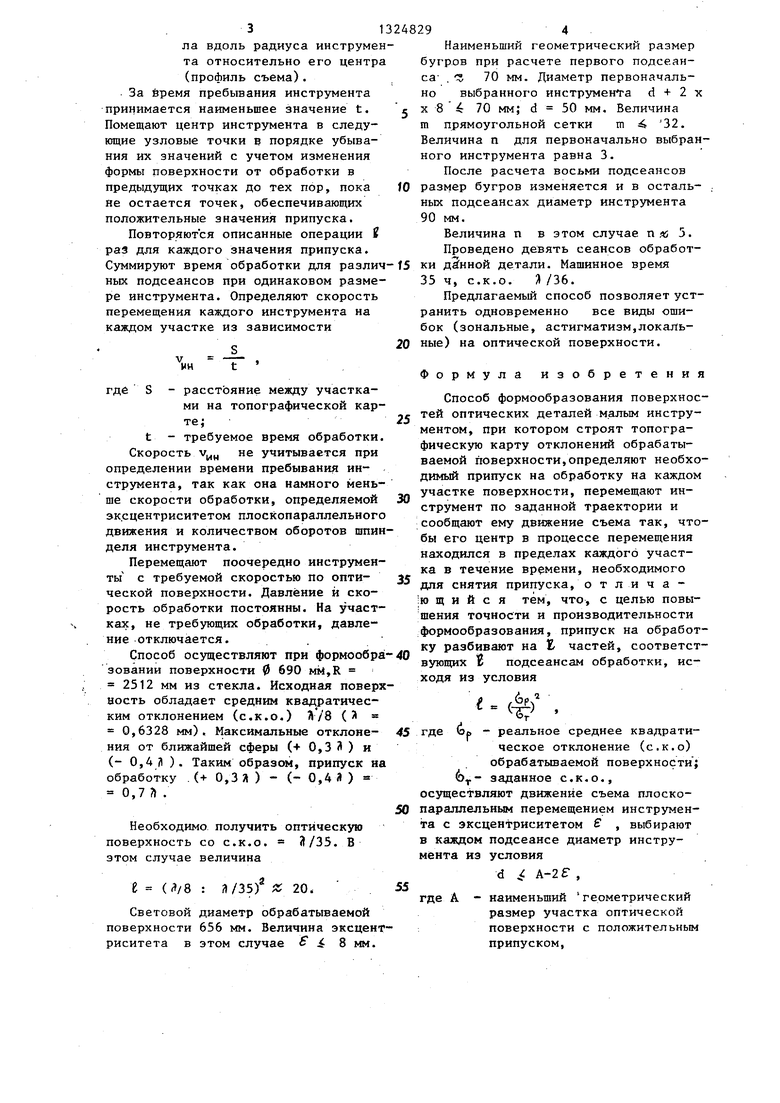
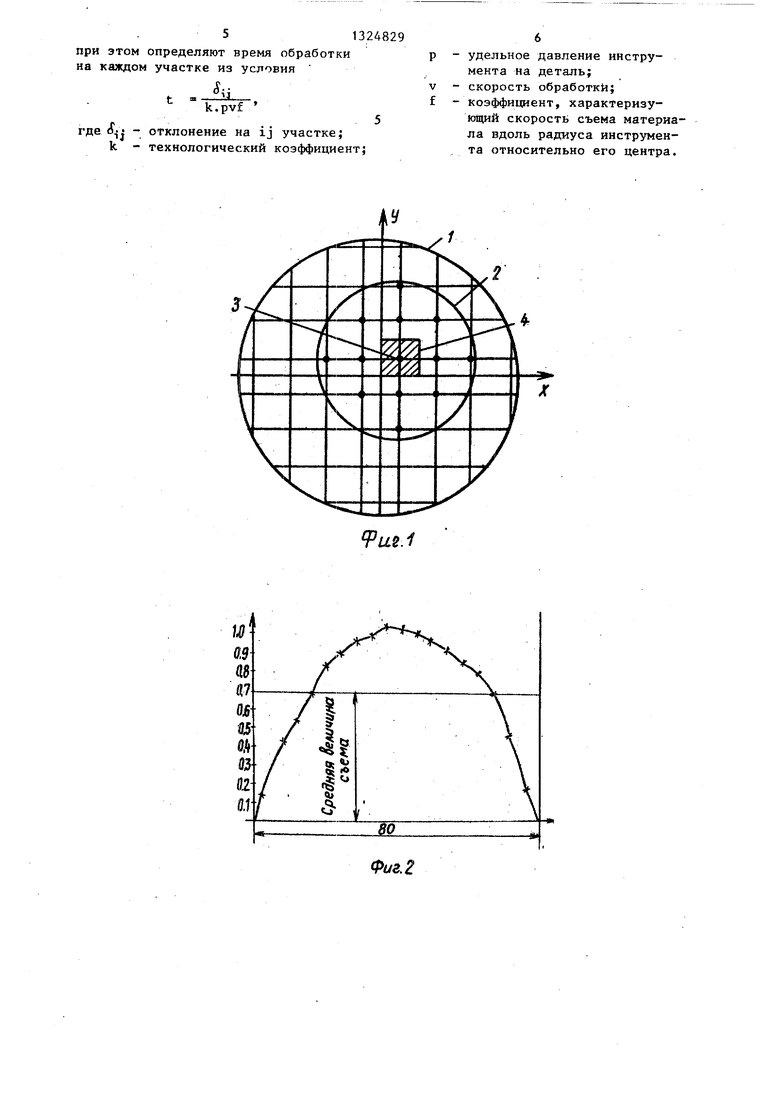
На фиг. 1 изображена схема разбиения поверхности детали и инструмента на элементарные участки, на фиг, 2 - профиль съема инструмента при плоскопараллельном движении (d 70 мм, G 5)j на фиг, 3 - топографическая карта оптической поверхности.
Способ осуществляется следующим образом.
Поверхность детали 1 и зона, перекрываемая инструментом 2 при плоскопараллельном движении, условно представляются в виде прямоугольном сетк с одинаковым шагом. Значения отклонений обрабатываемой по;верхности образуют матрицу mxm, где m - ко.гшчество узлов 3 по диаметру детали, которое определяется из соотношения
D
ип
где Dq. - диаметр детали;
- диаметр первонача-льно выбранного инструмента. Значения, характеризующие скорость съема материала вдоль радиуса инструмента относительно его центра (про филь съема),, образуют матрицу пхп, где п - колич1ество узлов 3 по диаметру зоны, перекрываемой инструментом, определяемое по формуле
п m-(D -t-2) .
где D - текущий диаметр инструмента Указанное деление на элементарные участки 4 позволяет иметь подробную информацию о форме поверхности детали, о профиле съема и применять инструменты различного диаметра. На фиг, 2 показан профиль съема инструмента, при представлении его тремя узловыми точками. За единицу принят средний уровень съема. На топографи
ческой карте оптической поверхности в узловых точках указаны отклонения обрабатываемой поверхности, которые приписываютсд элементарным участкам 4,
Определяют припуск на обработку, как алгебраическую разность максимальных положительных и отрицательных отклонений на топографической карте. Разбивают полученный припуск на t частей. Выбирают значение зксцентри- ситета смещения центра инструмента относительно оси вращения инструмента, обеспечивающее его плоскопарал- , лельное движения, из условия
С
D - DC.
где. Dj, - световой диаметр детали,
Такой выбор значения позволяет обрабатывать всю поверхность детали, избегая опрокидывания инструмента на ее краю. Наличие эксцентриситета обеспечивает удобный для обработки профиль съема с максимумом в центре,
Выбирают размер инструмента для каждого из t значений припуска из условия
d + 2е А,
где А - наименьший геометрический размер участка оптической поверхности с положительным припуском.
Обработка разными инструментами ведет к повьшению Производительности. Помещают центральную узловую точку инструмента в узловую точку максимального положительного отклонения на поверхности детали. При наличии под инструментом узловых точек детали только с положительными отклонениями определяют время пребывания инструмента в .каждой из данных узловых точек по формуле
t
50
llL
k.pvf
где (f, j
5
kPVf- отклонение на ij участке; технологический коэффициент;
удельное давление инструмента на деталь; скорость обработки; коэффициент, характеризующий скорость съема материала вдоль радиуса инструмента относительно его центра (профиль съема). За время пребывания инструмента принимается наименьшее значение t. Помещают центр инструмента в следующие узловые точки в порядке убывания их значений с учетом изменения формы поверхности от обработки в предыдущих точках до тех пор, пока не остается точек, обеспечивающих положительные значения припуска.
Повторяются описанные операции S раз для каждого значения припуска. Суммируют время обработки для различ ных подсеансов при одинаковом размере инструмента. Определяют скорость перемещения каждого инструмента на каждом участке из зависимости
ин
S t
где S - расстояние между участками на топографической карте;t - требуемое время обработки.
Скорость не учитывается при определении времени пребывания инструмента, так как она намного меньше скорости обработки, определяемой эксцентриситетом плоскопараллельного движения и количеством оборотов шпинделя инструмента.
Перемещают поочередно инструменты с требуемой скоростью по опти- ческой поверхности. Давление и скорость обработки постоянны. На участках, не требующих обработки, давление отключается .
Способ осуществляют при формообра зовании поверхности 0 690 Mi4,R 2512 мм из стекла. Исходная поверхность обладает средним квадратичес- ким отклонением (с.к.о.) V/S (Я 0,6328 мм). Максимальные отклоне- ния от ближайшей сферы (+ 0,3 Я ) и (- 0,4 ). Таким образсм, припуск на обработку . ( 0,33) - (-0,4) 0,7 7 .
Необходимо получить оптическую поверхность со с.к.о. Я/35. В этом случае величина
е (,/8 : Я/35) X 20.
Световой диаметр обрабатываемой поверхности 656 мм. Величина эксцентриситета в этом случае 8 мм.
Наименьший геометрический размер бугров при расчете первого подсеан- са- . :; 70 мм. Диаметр первоначально выбранного инструмента d + 2 х X 8 4 70 мм; d 50 мм. Величина m прямоугольной сетки m 32. Величина п для первоначально выбранного инструмента равна 3.
После расчета восьми подсеансов размер бугров изменяется и в остальных подсеансах диаметр инструмента 90 мм.
Величина п в этом случае п ,« 5.
Проведено девять сеансов обработки дЗнной детали. Машинное время 35 ч, с.к.о. Я/36.
Предлагаемый способ позволяет устранить одновременно все виды ошибок (зональные, астигматизм,локальные) на оптической поверхности.
Формула изобретения
Способ формообразования поверхностей оптических деталей малым инструментом, при котором строят топографическую карту отклонений обрабатываемой поверхности,определяют необходимый припуск на обработку на каждом участке поверхности, перемещают инструмент по заданной траектории и сообщают ему движение съема так, чтобы его центр в процессе перемещения находился в пределах каждого участка в течение времени, необходимого для снятия припуска, о т л и ч а - ;Ю щ и и с я тем, что, с целью повышения точности и производительности формообразования, припуск на обработку разбивают на частей, соответствующих В подсеансам обработки, исходя из условия
i
Ф
где ов - реальное среднее квадратическое отклонение (с.к.о) обрабатываемой поверхности; заданное с.к.о., осуществляют движение съема плоскопараллельным перемещением инструмента с эксцентриситетом , выбирают в каждом подсеансе диаметр инструмента из условия
d А-2 ,
где А - наименьший геометрический размер участка оптической поверхности с положительным припуском,
при этом определяют время обработки на каждом участке из условия
JiL
k.pvf
где Г j отклонение на ij участке; k - технологический коэффициент;
- удельное давление инструмента на деталь;
- скорость обработки;
- коэффициент, характеризуклций скорость съема материала вдоль радиуса инструмен- , та относительно его центра.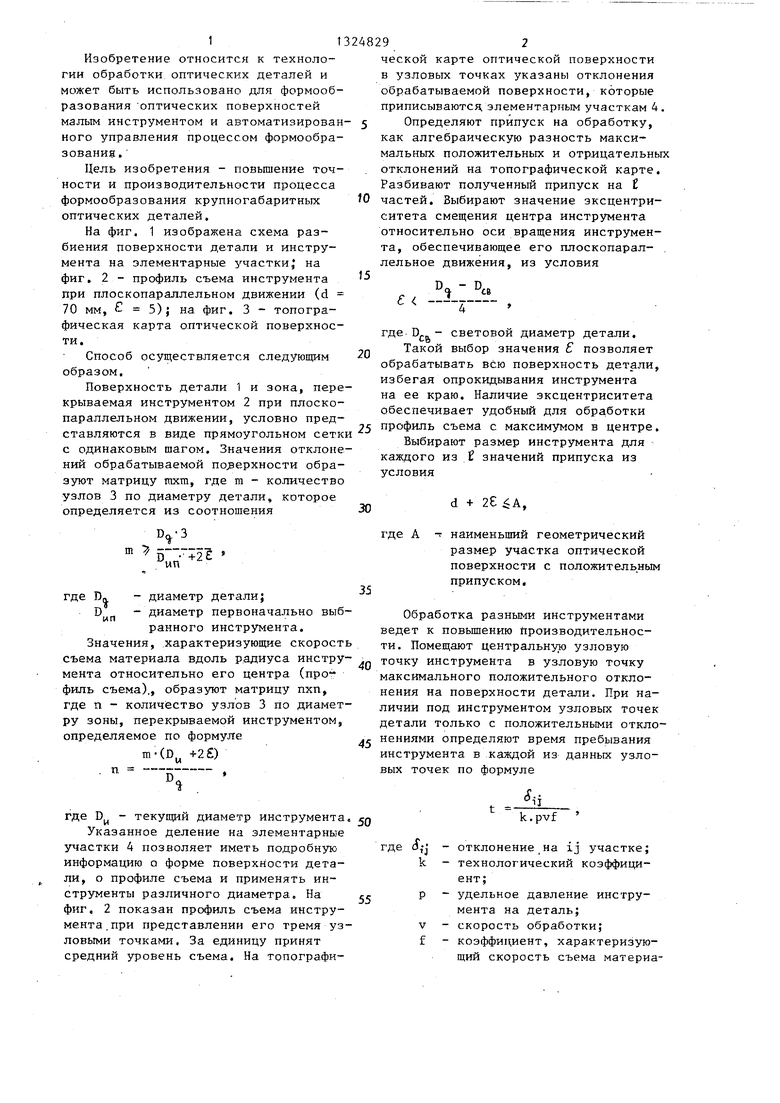
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхностей оптических деталей | 1987 |
|
SU1577942A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 1992 |
|
RU2111106C1 |
| Способ формообразования поверхностей крупногабаритных оптических деталей | 1991 |
|
SU1776544A1 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| Способ обработки крупногабаритных оптических деталей | 1987 |
|
SU1563946A1 |
| СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 2014 |
|
RU2592337C2 |
| Способ формообразования поверхностей крупногабаритных оптических деталей малым инструментом | 1988 |
|
SU1650395A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИСТОРСИИ В ИНТЕРФЕРОГРАММЕ ОПТИЧЕСКОЙ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2021 |
|
RU2773806C1 |
| Способ исследования сопротивления стекол оптических деталей истиранию при полировании | 1986 |
|
SU1458173A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
Изобретение касается технологии обработки оптических деталей и может быть использовано при формообразовании высокоточных крупногабаритных оптических noaepxHocTeii. Цель изобретения состоит в повышении точности и производительности формообразования оптических поверхностей. По топографической карте отклонений обрабатываемой поверхности определяют необходимый припуск на обработку на каждом участке поверхности. Разбивают его на несколько частей, регулируют время пребывания инструмента . путем изменения скорости его перемещения, изменяют размер инструмента в процессе обработки, сообщают ему плоско- параллельное движение, обеспечивающее максимальный съем под центром инструмента, суммируют время обработки для различных подсеансов. 3 ил. I Л Ю 4 эо N СО
.1
80
Фиг, 2
0.0
02 0.1 (L2Q.1 0.1
o.z о.г 0,1
0.1 -0.2 -0.3
аз а -0,0 -0.1 Z3 ai -о/ o.f
i 0.3 02 0.1
«f fli at ai
0.4 0.2 M Р.Ч 0.3 -0.0
0.1 az
-OJ -0.1
-0.1-0.2-0.3 -0.3 -0.2 -0.2-д., -0.1 -0.2-0.2-0.1 . -0.1
-0.3 -at -0.5-€.5-0..3 -0.3 -u2-aг
-03 -О.Ц. -«V -0.3-0.2-0.1-Of -0.3-0
-0.2 -аг -0.2 -аг -ai -0.1 - йо an 0.20.3
-0.1 -0.0 ao Й/ 0.1 0,1 -0.0 at 0.2аз
-0.0-0.1 0,1 u2 0.2 0.1 -00-at -аго.з o.i
0.1 0.1 0.2 аз 0.3 0.3 ai-Qi-a20.3 оз
аг аз аз о.г иг аг o.d-o.e-o.iQ2 о.з
-0.1 ai ai (К U1 0.1 и/ 0,0 aio.f o.i
-0.0 0.0 ai 0.1 oj 4J.O-0.1-0,0 dfui
-a/ 0.9 fl(-«f-flf-w-dJ-w агo. -0.0 -ft2 .3 w flf -fi -u; -« --«a-w -«v-«j-i j
-6.2 ЧИ -Af -Ai -US -u) -Л -UI-ul-uf-AI M M 9.L
ФегаЗ
Редактор И.Горная
Составитель А.Козлова Техред Н.Глущенко
Заказ 3002/12Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л.Пилипенко
| Витриченко Э.А | |||
| и др | |||
| Методы изготовления астрономической оптики.- М.: Наука, 1980, с | |||
| Счетная таблица | 1919 |
|
SU104A1 |
