Изобретение относится к области технологии обработки оптических деталей и может быть использовано для формообразования торических поверхностей преимущественно крупногабаритных оптических деталей.
Техническим результатом предлагаемого способа является повышение точности и производительности процесса формообразования торических поверхностей крупногабаритных оптических деталей, преимущественно высокоточных астрономических зеркал малым инструментом при автоматизированном управлении процессом формообразования.
Торические поверхности наряду с цилиндрическими образуют особую группу поверхностей, в которых кривизна в их главных сечениях, содержащих оптическую ось, различна, хотя и постоянна.
На практике кривизна торических (сфероцилиндрических) линз распределяется по тем же принципам, как и в случае сферических линз. Кривизна линзы должна обеспечивать лучшее качество изображения при внеосевом направлении взгляда через линзу. Цилиндр изогнут таким образом, что бывший прямым осевой меридиан становится изогнутым. Такая поверхность называется торической. У торической поверхности две разные главные силы, ни одна из которых не равна нулю. Меньшая из этих сил обычно называется базовой кривизной поверхности, а большая сила называется скрещенной кривизной. В случае простой цилиндрической поверхности базовая кривизна, расположенная вдоль оси, равняется нулю, а скрещенная кривизна просто равна силе цилиндрической поверхности. В случае торической поверхности осевой меридиан изогнут и цилиндрическая сила поверхности соответствует разности значений скрещенной и базовой кривизны. Торическая поверхность образуется вращением дуги окружности вокруг оси, лежащей в плоскости круга, но вне этого круга. В настоящее время существуют поверхности торической формы, у которых образующие не являются круговыми дугами.
Астигматические линзы имеют одну поверхность торической формы, другую - в виде сферы. Профиль у торической поверхности в главном (меридиональном) сечении есть дуга окружности, а сагиттальном - дуга окружности другого радиуса. Иногда кривизна поверхности в этих сечениях различна не только по величине, но и по знаку.
Такие поверхности, подобно сферическим, обрабатываются посредством алмазного фрезерования, шлифования и полирования при взаимном притирании сегментного торического инструмента и обрабатываемой поверхности на специальных станках. Так как размер обрабатываемой поверхности вдоль образующей не равен поперечному размеру, то в процессе изготовления должна быть обеспечена возможность раздельной регулировки величин возвратно-поступательного перемещения инструмента и вращения блока с закрепленными на нем линзами.
Обработка неполных поверхностей как выпуклых, так и вогнутых возможна торическим сегментным инструментом на станках типа ШПА, где величины штриха в направлении перпендикулярном к оси тора выбирают в соответствии с общими рекомендациям, а в направлении оси тора величина перемещения инструмента должна быть минимальной во избежание искажения поверхностей при обработке.
При такой обработке применяют специальный инструмент (1) уменьшенной длины, например пластины с формой рабочей грани в виде дуги с радиусом равным сагиттальному радиусу тора. Обработка ведется инструментом, имеющим поперечное перемещение посредством возвратно поступательного перемещения тяги, в сочетании с продольным перемещение его или обрабатываемой детали в меридиональном направлении. Точность изготовления торической поверхности несколько повышается, однако такой инструмент имея меньшую площадь контакта, подвержен износу и требует большего внимания от оператора.
Наиболее близким к предлагаемому способу формообразования является способ линейного соприкосновения, который обеспечивает большую точность, чем способ точечного соприкосновения, но уступает ему по поверхности. Этот метод, который единственный допускает обработку достаточно разнообразных асферических поверхностей (параболических, конических и поверхностей однополостных гиперболоидов) с одновременным взаимоисправлением инструмента и поверхности.
Для изготовления торических поверхностей астигматических очковых линз наиболее широко применяется трубчатый инструмент: фреза или кольцевой алмазный круг (2-прототип). Оси инструмента 2 и заготовки 1 не должны лежать в одной плоскости (е≠0), так как при е=0 получится сферическая поверхность. Трубчатый инструмент (алмазное кольцо) вращается вокруг своей оси, и его рабочая кромка во время обработки непрерывно правится.
Основным недостатком данной схемы формообразования торических поверхностей является:
- невозможность формообразования торических поверхностей крупногабаритных оптических деталей (линз и особенно зеркал);
- невозможность обеспечить достижение в результате формообразования по данной схеме высокой точности формы оптической поверхности.
Задачей предлагаемого изобретения является разработка способа, позволяющего обеспечить возможность формообразования именно торических поверхностей (как выпуклых, так и вогнутых) крупногабаритной оптики и повысить точность формообразования торических поверхностей крупногабаритных оптических деталей.
Техническим результатом предлагаемого способа является максимальное устранение зависимости предлагаемого способа формообразования от величин значений размеров меридионального и сагиттального радиусов формируемых торических поверхностей на практике при реализации его именно для крупногабаритной оптики, а также выпуклой или вогнутой формы требуемой торической поверхности.
Кроме того использование на конечной стадии процесса управляемого программой формообразования торической поверхности малым инструментом - притиром способствует повышению точности.
Технический результат достигается тем что, согласно предлагаемому способу формообразования торических поверхностей оптических деталей с использованием инструмента, устанавливаемого над поверхностью заготовки оптической детали при перемещении их относительно друг друга, в начале формируют с радиусом равным меньшему по величине значению сагиттального или меридионального радиуса формируемой торической поверхности сферическую поверхность на заготовке оптической детали, которую приводят во вращение вокруг оси формируемой сферической поверхности, лежащей в центре на пересечении меридионального и сагиттального сечений формируемой торической поверхности, после чего в качестве инструмента используют притир, которому сообщают плоскопараллельное круговое движение, и осуществляют управляемое по программе формообразование торической поверхности малым инструментом - притиром, перемещаемым относительно предварительно сформированной сферической поверхности заготовки, при отсутствии вращения последней вокруг своей оси, с образованием при этом соответственно меридионального или сагиттального радиуса торической поверхности.
При этом на стадии формирования сферической поверхности в качестве инструмента могут использовать вращаемый вокруг своей оси кольцевой алмазный круг, устанавливают его под углом α к поверхности заготовки, перемещают упомянутый круг в центр заготовки до контакта с обрабатываемой поверхностью, создавая постоянный контакт обрабатываемой поверхности с кругом.
Технический результат достигается также тем, что:
- траектория перемещения малого инструмента проходит по линейным зонам частота и количество которых корректируются;
- припуск на обработку требуемого радиуса формируют как в центральной зоне, так и на краевых зонах симметричных относительно центрального сечения;
- время прохождения каждой линейной зоны определяют пропорционально припуску на обработку.
Сопоставительный анализ с прототипом показывает, что заявленный способ отличается наличием новой совокупностью существенных признаков, заключающихся в том, что согласно предлагаемому способу формообразования торических поверхностей оптических деталей с использованием инструмента, устанавливаемого над поверхностью заготовки оптической детали при перемещении их относительно друг друга, в начале формируют с радиусом равным меньшему по величине значению сагиттального или меридионального радиуса формируемой торической поверхности сферическую поверхность на заготовке оптической детали, которую приводят во вращение вокруг оси формируемой сферической поверхности, лежащей в центре на пересечении меридионального и сагиттального сечений формируемой торической поверхности, после чего в качестве инструмента используют притир, которому сообщают плоскопараллельное круговое движение, и осуществляют управляемое по программе формообразование торической поверхности малым инструментом - притиром, перемещаемым относительно предварительно сформированной сферической поверхности заготовки, при отсутствии вращения последней вокруг своей оси, с образованием при этом соответственно меридионального или сагиттального радиуса торической поверхности.
На стадии формирования сферической поверхности методом принудительного формообразования в качестве инструмента используют вращаемый вокруг своей оси кольцевой алмазный круг, устанавливаемый под углом α к поверхности заготовки, перемещают упомянутый круг в центр заготовки до контакта с обрабатываемой поверхностью, создавая постоянный контакт обрабатываемой поверхности с кругом.
Технический результат достигается также тем, что:
- траектория перемещения малого инструмента проходит по линейным зонам, частота и количество которых корректируются;
- припуск на обработку требуемого радиуса формируют как в центральной зоне, так и на краевых зонах симметричных относительно центрального сечения;
- время прохождения каждой линейной зоны определяют пропорционально припуску на обработку.
При исследовании отличительных признаков описываемого способа не выявлено каких-либо аналогичных технических решений, касающихся предложенных вариантов выполнения предложенного способа.
Таким образом, заявленные технические решения соответствуют условию " НОВИЗНА".
Кроме того, заявленные технические решения не вытекают явным образом из известного уровня техники (1, 2) и в них не выявлены признаки, отличающие данные решения от прототипа и не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
Следовательно, заявленные технические решения соответствуют условию "ИЗОБРЕТАТЕЛЬСКИЙ УРОВЕНЬ".
Существо заявленного способа формообразования торических поверхностей оптических деталей поясняется чертежами, где:
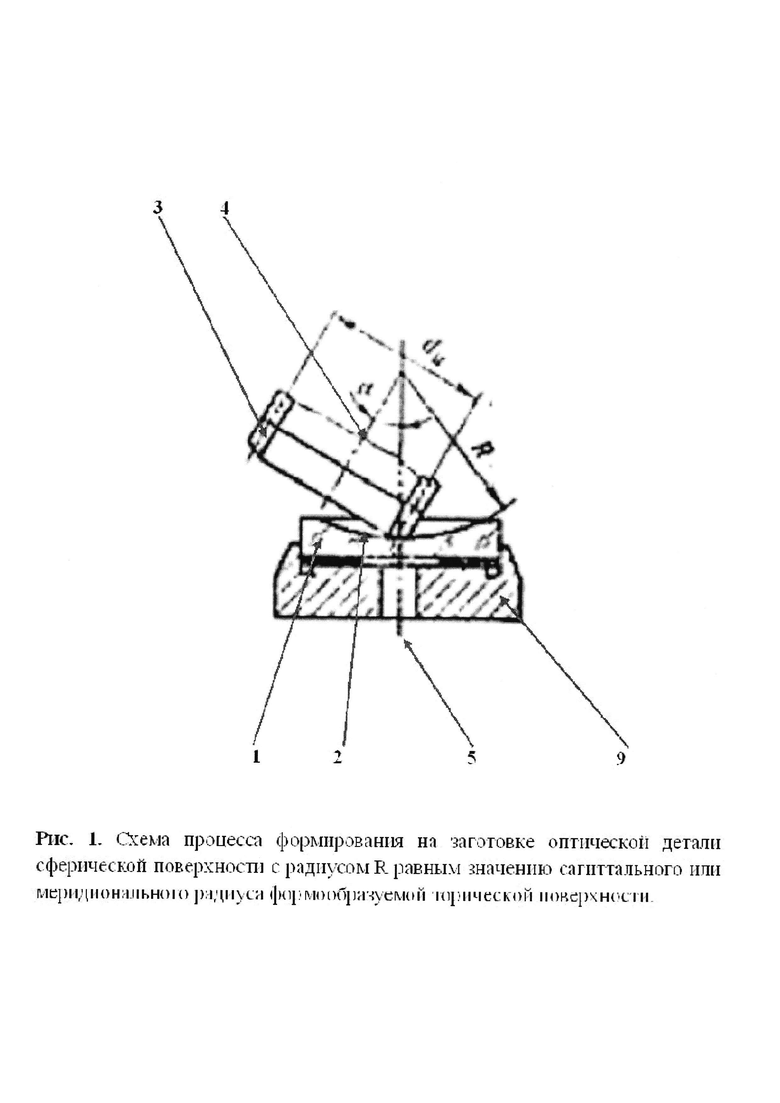
- на рис. 1 представлена схема процесса формирования на заготовке оптической детали сферической поверхности с радиусом R равным значению сагиттального или меридионального радиуса формообразуемой торической поверхности;
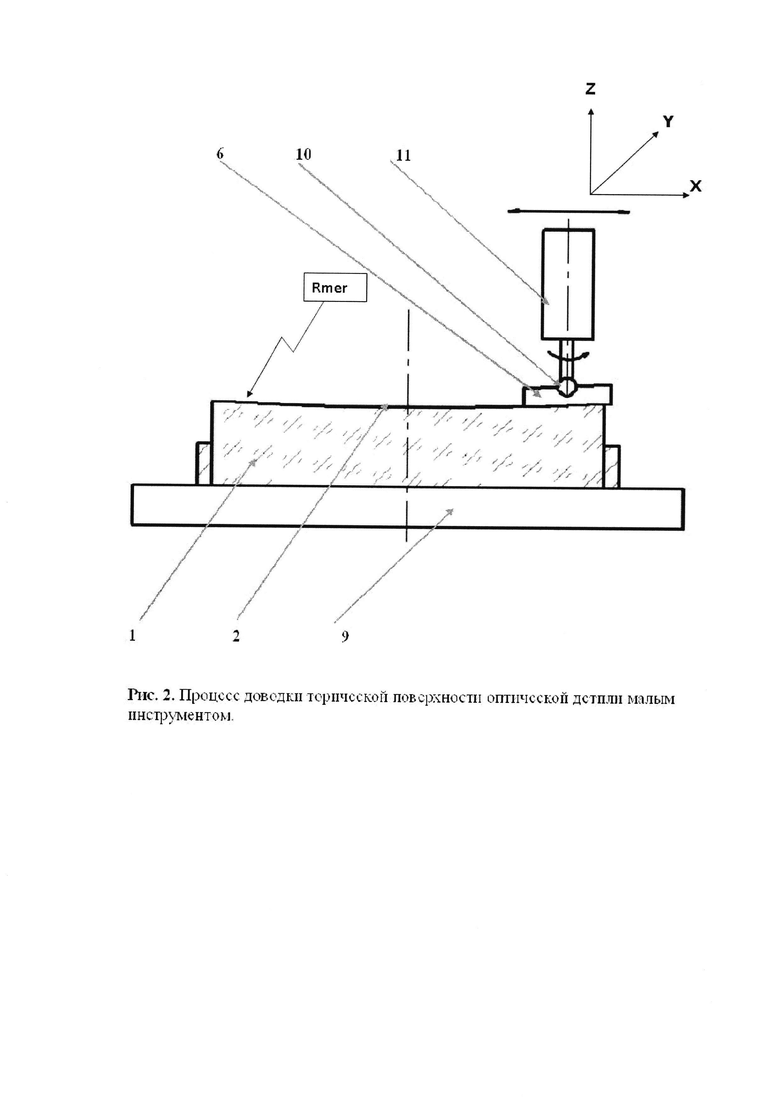
- на рис. 2 показан процесс доводки торической поверхности оптической детали малым инструментом;
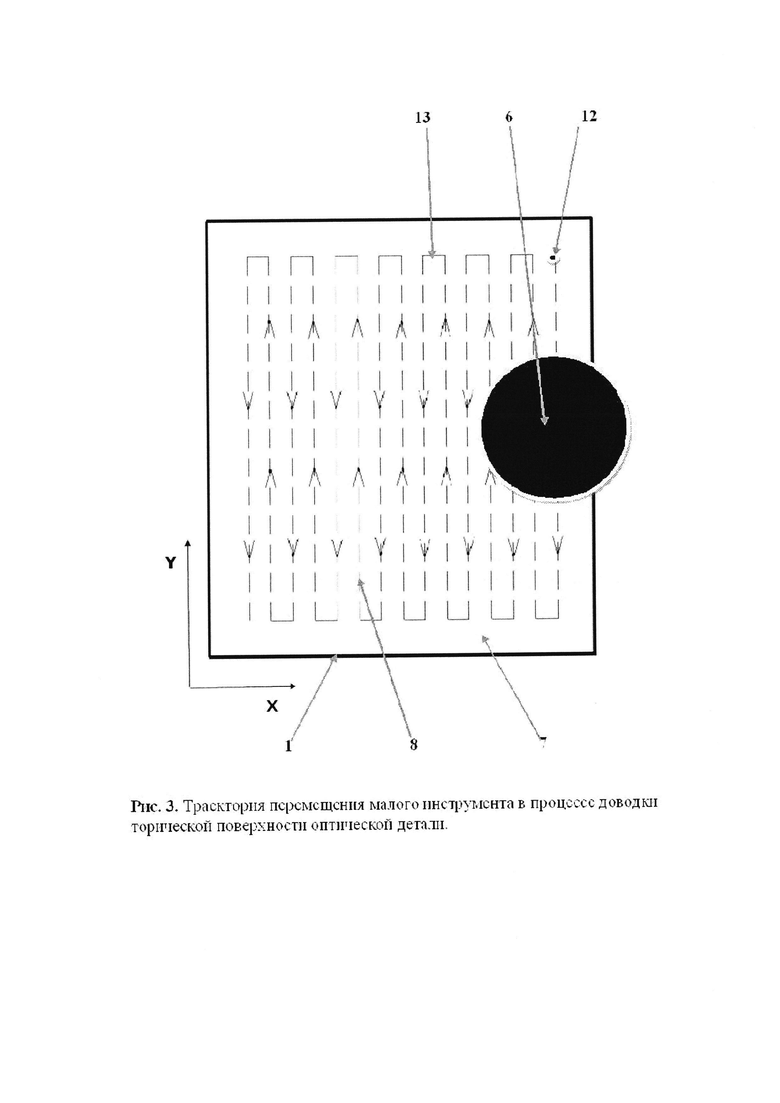
- на рис. 3 представлена траектория перемещения малого инструмента в процессе доводки торической поверхности оптической детали;
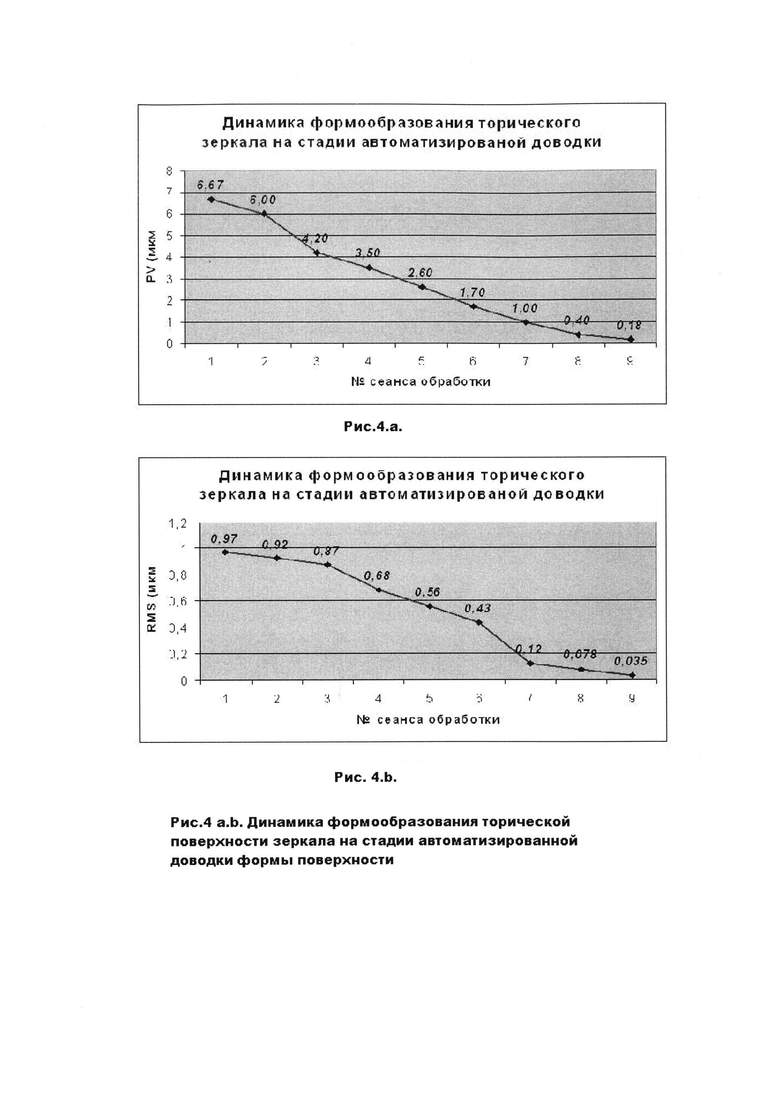
- на рис. 4 (а и b) представлена динамика формообразования торической поверхности на стадии автоматизированной доводки формы поверхности. Изменение значений параметров PV и RMS обработки поверхности в процессе автоматизированной доводки формы поверхности.
Исходными данными для расчета технологических процессов автоматизированного формообразования являлись интерферограммы волнового фронта отраженного от торической поверхности изготавливаемого зеркала.
Способ формообразования торических поверхностей оптических деталей осуществляют следующим образом:
На первой стадии процесса формообразования торической поверхности оптической детали осуществляют формирование на заготовке 1 оптической детали сферической поверхности 2 с радиусом R равным меньшему по величине значению сагиттального rsag или меридионального Rmer радиуса формируемой торической поверхности.
В качестве инструмента на этой стадии могут использовать, как вариант, кольцевой алмазный круг 3, устанавливаемый под углом α к поверхности заготовки 1. Данный круг 3 приводят во вращение вокруг своей оси 4 и по оси Z перемещают в центр заготовки 1 до контакта с обрабатываемой поверхностью заготовки 1, создавая постоянный контакт обрабатываемой поверхности с кругом 3. При этом заготовку 1 оптической детали приводят во вращение вокруг оси 5 формируемой в процессе алмазного шлифования сферической поверхности 2, лежащей в центре на пересечении меридионального и сагиттального сечений формируемой торической поверхности.
На следующей стадии процесса производят формообразование требуемой торической поверхности, для чего в качестве инструмента используют малый инструмент - притир 6 с помощью которого осуществляют управляемое по программе формообразование торической поверхности упомянутым притиром 6, перемещаемым относительно предварительно сформированной сферической поверхности 2 заготовки 1, при отсутствии вращения последней вокруг своей оси 5, с образованием при этом соответственно меридионального или сагиттального радиуса торической поверхности 7.
Траектория 8 перемещения малого инструмента-притира 6 проходит по линейным зонам частота и количество последних корректируется программой. При этом время прохождения каждой линейной зоны определяют пропорционально припуску на обработку, причем припуск на обработку требуемого радиуса формируют как в центральной зоне, так и на краевых зонах симметричных относительно центрального сечения.
В качестве примера реализации способа формообразования торических поверхностей оптических деталей выбрано торическое зеркало с габаритными параметрами 360-314 мм (параметры зеркала приведены в таблице ниже).
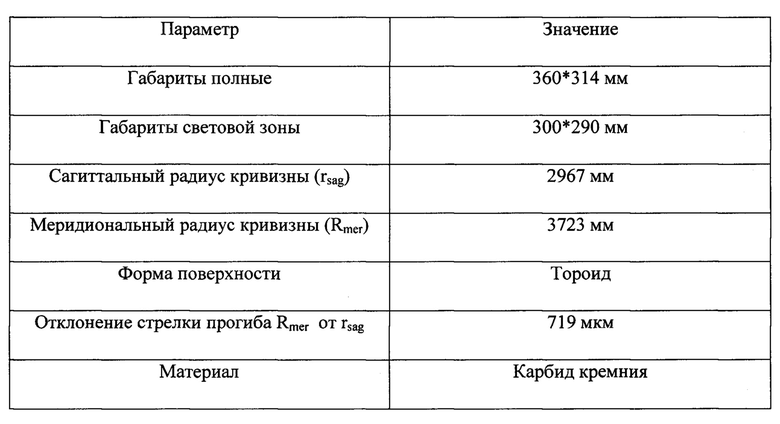
После предварительного формирования на заготовке 1 сферической поверхности 2 оптической детали с радиусом R равным сагиттальному rsag радиусу формируемой торической поверхности был смоделирован припуск на обработку путем расчета отклонений стрелки прогиба Rmer от rsag для дальнейшего разбиения припуска на необходимое количество линейных зон. Для формообразования торической поверхности 7 предлагаемым способом использовался автоматизированный доводочный комплекс АПД 1000В.
Оптическая деталь устанавливается в оправу 9 на столе АПД 1000В таким образом, что грани оптической детали располагаются параллельно осям X и Y станка. Поводок 10 рабочей головки 11 станка устанавливается в центр обрабатываемой оптической детали 1 путем перемещения каретки станка по координатам X, Y. Далее необходимо установить поводок 10 рабочей головки 11 станка в точку 12 начала траектории перемещения инструмента по линейным зонам путем перемещения по координатам X, Y в заданную точку 12. Затем инструмент 6 устанавливается на поверхность 2 детали 1. Перемещая каретку станка по оси Z, приводим поводок 10 рабочей головки 11 в зацепление с инструментом 6. На рабочей головке 11 устанавливается требуемый эксцентриситет относительно оси шпинделя (например 14 мм.) для сообщения плоскопараллельного кругового движения в процессе обработки, причем величина эксцентриситета составляет не менее 0.7 от расстояния 13 (Рис, 3.) между линейными зонами, по которым проходит траектория 8 перемещения инструмента 6. Скорость перемещения инструмента 6 в каждой линейной зоне задается программно и пропорционально припуску на обработку. Скорость вращения рабочей головки 11 осуществляющей плоскопараллельное круговое движение в процессе обработки также задается программно.
При проведении обработки оптической поверхности были выбраны следующие технологические параметры:
- эксцентриситет относительно оси шпинделя для сообщения плоскопараллельного кругового движения 14 мм.
- скорость вращения рабочей головки осуществляющей плоскопараллельное круговое движение в процессе обработки 300 об/мин.
- частота линейных зон вдоль припуска осцилляции на обработку 16 зон на 300 мм.
- диаметр инструмента 100 мм.
- время обработки 300 мин.
- полное усилие на инструмент (давление) 10000 г.
После проведения обработки необходимо провести измерения формы торической поверхности путем измерения меридионального радиуса Rmer полученного в результате обработки и построить его профиль для последующей обработки (при необходимости). Технологический цикл продолжается до получения заданных параметров формы поверхности.
Предложенный процесс формообразования прошел опробирование в АО "НПО" Оптика" при изготовлении торических (тороидальных) зеркал с нижеуказанными габаритными параметрами от 80*80 мм до 360*314 мм. и асферичностью (отклонением от заданной асферической поверхности) 500-700 мкм.
В процесс изготовления зеркал были достигнуты следующие результаты:
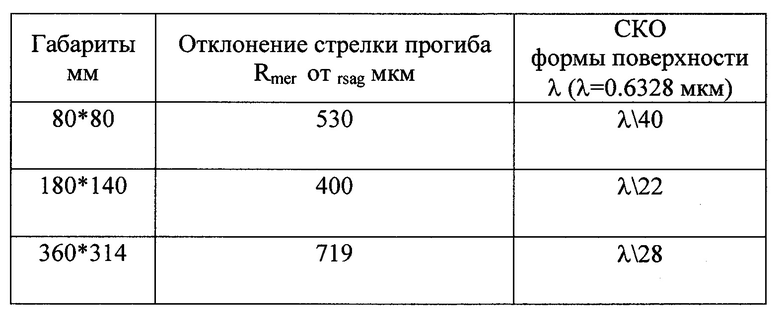
Следовательно, заявленные технические решения соответствуют условию "ПРОМЫШЛЕННАЯ НОВИЗНА".
Источники информации
1. Справочник технолога-оптика под редакцией М.А. Окатова, Издательство Политехника, Санкт-Петербург, 2004 г. с. 360.
2. Справочник технолога - оптика под общей редакцией С.М. Кузнецова и М.А. Окатова, Издательство Машиностроение, Ленинград, 1983 г., с. 235. (прототип).
Изобретение относится к области технологии обработки оптических деталей и может быть использовано для формообразования торических поверхностей крупногабаритной оптики. Сначала формируют сферическую поверхность на заготовке оптической детали, которую приводят во вращение вокруг оси, лежащей в центре на пересечении меридионального и сагиттального сечений формируемой торической поверхности. При этом в качестве инструмента используют вращаемый вокруг своей оси кольцевой алмазный круг, который устанавливают под углом α к поверхности заготовки и перемещают в центр заготовки до контакта с обрабатываемой поверхностью. После чего в качестве инструмента используют малый инструмент-притир, которому сообщают плоскопараллельное круговое движение, и осуществляют управляемое по программе формообразование торической поверхности. Малый инструмент-притир перемещают относительно предварительно сформированной сферической поверхности заготовки при отсутствии ее вращения и с образованием меридионального или сагиттального радиуса торической поверхности. Траектория перемещения малого инструмента проходит по линейным зонам. В результате повышается точность формообразования торических поверхностей крупногабаритной оптики. 2 з.п. ф-лы, 4 ил., 2 табл.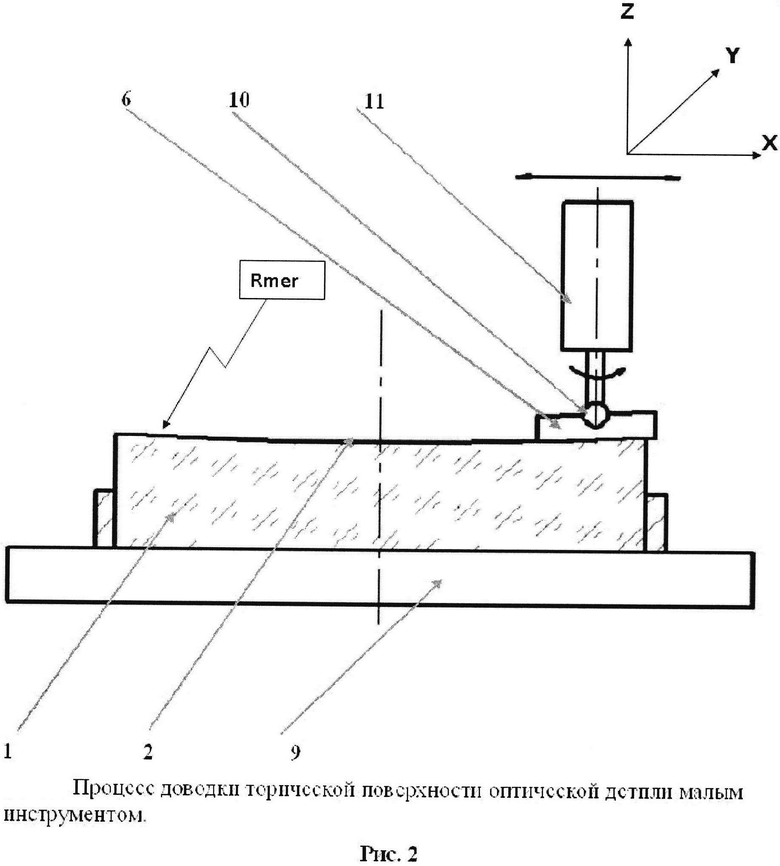
1. Способ формообразования торических поверхностей оптических деталей, включающий использование в качестве инструмента вращаемого вокруг своей оси кольцевого алмазного инструмента, который устанавливают под углом α к поверхности заготовки оптической детали и перемещают в центр заготовки до контакта с обрабатываемой поверхностью с обеспечением их постоянного контакта, и приведение заготовки во вращение вокруг оси формируемой сферической поверхности, лежащей в центре на пересечении меридионального и сагиттального сечений формируемой торической поверхности, отличающийся тем, что после формирования сферической поверхности в качестве инструмента используют малый инструмент-притир, которому сообщают плоскопараллельное круговое движение и программно управляемое перемещение относительно предварительно сформированной сферической поверхности заготовки при отсутствии ее вращения вокруг своей оси, осуществляемое по траектории, проходящей по линейным зонам, частоту расположения и количество которых корректируют, с образованием меридионального или сагиттального радиуса торической поверхности.
2. Способ по п. 1, отличающийся тем, что время прохождения каждой линейной зоны определяют пропорционально припуску на обработку.
3. Способ по п. 2, отличающийся тем, что припуск на обработку требуемого радиуса формируют как в центральной зоне, так и на краевых зонах, симметричных относительно центрального сечения.
| Способ обработки торических поверхностей | 1952 |
|
SU105178A1 |
| 0 |
|
SU221530A1 | |
| Способ обработки поверхностей оптических деталей | 1987 |
|
SU1577942A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

