Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к металлическому листу с предварительным покрытием для применения в автомобилях, который имеет превосходную пригодность к контактной сварке, коррозионную стойкость и формуемость, и который покрыт по меньшей мере на части его поверхности покрытием, которое содержит органическую смолу, частицы неоксидного керамического материала с удельным электрическим сопротивлением в заданном диапазоне и антикоррозионный пигмент.
Уровень техники
[0002] Ниже будет разъяснен уровень техники в отношении настоящего изобретения.
[0003] Многие детали, используемые в автомобильных шасси, выполнены из стального листа или других металлических листов в качестве материалов, и изготавливаются на многочисленных стадиях, таких как [1] стадия вырубки заготовок, в которой разрезают металлический лист до предварительно заданного размера, [2] стадия масляной очистки, в которой металлический лист очищают маслом, [3] стадия прессования заготовки, [4] стадия сварки для сборки отформованных материалов контактной сваркой, склеиванием и т.д., с приданием желаемой формы деталям, [5] стадия удаления штамповочного масла и очистки поверхности детали, [6] стадия химической конверсии и [7] стадия нанесения покрытия электролитическим осаждением. Детали для применения в шасси, которые используются в качестве наружных панелей, как правило, подвергают дополнительной обработке на стадии [8] нанесения промежуточного покрытия, [9] стадии нанесения верхнего покрытия и других стадиях нанесения покрытия. Поэтому в автомобильной промышленности существует огромная потребность в снижении затрат устранением или оптимизацией производственного процесса, в частности, стадии химической конверсии или стадиях нанесения покрытий.
[0004] Кроме того, коррозионная стойкость автомобильных деталей часто обеспечивается указанным выше химическим конверсионным покрытием и последующим гальваническим покрытием. Однако на участках соединения металлических листов (перекрывающихся участках), в частности, перекрывающихся участках на внутренних поверхностях, кромочных участках в местах подгиба и т.д., коробчатых деталей, иногда имеются участки, которых покрытие или краска не достигают. В этом случае возрастает вероятность того, что участки соединения металлических деталей окажутся под воздействием коррозионно-агрессивной среды, будучи в обнаженном состоянии. По этой причине, для придания этим деталям устойчивости к коррозии используют кузовной герметик, грунтовку, клеевой материал, воск для коробчатой детали или другой вторичный материал для предотвращения ржавления. Эти вторичные материалы для предотвращения ржавления представляют собой не только факторы, которые увеличивают стоимость производства автомобиля, но также факторы, которые снижают производительность и увеличивают массу шасси, так что возникает потребность в покрытом стальном листе для применения в автомобилях, где может быть обеспечена коррозионная стойкость, даже если отказаться от этих вторичных материалов.
[0005] Для удовлетворения этих потребностей были проведены многочисленные исследования и разработки на металлическом листе с предварительным покрытием, который позволяет одновременно достигнуть устранения стадии химической конверсии, исключения или оптимизации стадии нанесения покрытия электролитическим осаждением и устранения или резкого сокращения использования вторичных материалов во время производства автомобилей. Такой металлический лист с предварительным покрытием подвергают формованию прессованием, затем точечной сварке и т.д., для сборки в желаемые формы, затем наносят покрытие электролитическим осаждением или покрывают промежуточным покрытием, когда стадия нанесения гальванического покрытия исключена. По этой причине необходимо улучшить формуемость при прессовании и сделать покрытие электропроводным для обеспечения контактной сварки или нанесения дополнительного гальванического покрытия, или придать достаточную коррозионную стойкость.
[0006] Например, в патентном документе (PLT) 1 (Японская патентная публикация №55-17508А) раскрыт сорт отожженного оцинкованного стального листа, который имеет электропроводное покрытие на основе смолы, которое содержит цинковый порошок, и имеет высокую коррозионную стойкость и свариваемость. В нем описан цинковый порошок, предпочтительно присутствующий в покрытии в количестве от 30 до 90% масс., и толщина покрытия предпочтительно составляет от 2 до 30 мкм.
[0007] Например, в патентном документе (PLT) 2 (Японская патентная публикация №9-276788А) предоставлен сорт стального листа с органическим композитным покрытием, имеющего превосходную коррозионную стойкость и пригодного к контактной сварке, который имеет предохраняющий от ржавления слой, который главным образом состоит из соединения хрома, поверх которого нанесено покрытие из органической смолы, которое содержит 3-59% об. электропроводного порошка и антикоррозионного пигмента, до толщины 0,5-20 мкм. Тип электропроводного порошка не ограничивается, но в примерах в качестве электропроводного порошка использованы фосфид железа, Fe-Si-сплав, Fe-Co-сплав и т.д. Коррозионная стойкость и пригодность к контактной сварке рассматриваются как превосходные.
[0008] В патентном документе (PLT) 3 (Японская патентная публикация №2000-70842А) предложен сорт Ni-содержащего стального листа с покрытием, нанесенным методом электролитического цинкования, для применения в автомобильных запасных частях, который имеет превосходную коррозионную стойкость, пригодность к контактной сварке и т.д., и который имеет хроматную грунтовку для улучшения коррозионной стойкости и адгезии покрытия, поверх которой нанесен слой органической смолы, который содержит 25-45% масс. электропроводного пигмента, который главным образом состоит из фосфида железа и антикоррозионного пигмента, до толщины 2-8 мкм. Примеры иллюстрируют покровные смолы как на водной основе, так и на основе растворителя, так что покровная композиция для формирования покровного слоя из смолы может быть композицией как на водной основе, так и на основе растворителя.
[0009] В патентном документе (PLT) 4 (Японская патентная публикация №2003-513141А) предложен покровный материал на водной основе в качестве средства для покрытия металлической поверхности, который позволяет сформировать устойчивое к коррозии покрытие, которое имеет электропроводность после отверждения на поверхности металла и может быть подвергнуто сварке, и которое содержит специфический органический связующий материал: 10-30% масс., и электропроводный порошок: 30-60% масс. В качестве примеров электропроводного порошка, который пригоден для получения этого покровного материала, могут быть приведены цинк, алюминий, графит, сажа, сульфид молибдена и фосфид железа.
[0010] В патентном документе (PLT) 5 (Японская патентная публикация №2005-288730А) и патентном документе (PLT) 6 (Японская патентная публикация №2005-325427А) предложен сорт стального листа с органическим покрытием для применения в автомобилях, который достигает как превосходной коррозионной стойкости, так и свариваемости нанесением покрытия на поверхность оцинкованного стального листа или плакированного алюминием стального листа, состоящего из первого покровного слоя, который усиливает адгезию к плакирующему слою, и, посредством него, ко второму покровному слою на основе смолы, который включает электропроводный пигмент и антикоррозионную добавку, для достижения как превосходной коррозионной стойкости, так и свариваемости. Покровная композиция для формирования первого покровного слоя представляет собой состав на водной основе. Кроме того, покровная композиция для формирования второго покровного слоя показана в документах в форме состава как на водной основе, так и на основе растворителя, так что могут быть применены композиции как на водной основе, так и на основе растворителя. Электропроводный пигмент содержится во втором покровном слое с толщиной 1-30 мкм в количестве 5-70% об. В качестве предпочтительного электропроводного пигмента могут быть проиллюстрированы металл, сплав, электропроводный углерод, фосфид железа, карбиды и полупроводящие оксиды.
[0011] В патентном документе (PLT) 7 (Японская патентная публикация №2004-42622А) предложен сорт покрытого металлического материала, который имеет высокую коррозионную стойкость и может быть подвергнут сварке, и который включает частицы электропроводного материала, составленные сплавом или соединением металлического и полуметаллического элемента, и специальную смолу на уретановой основе. Как описано, частицы электропроводного материала предпочтительно представляют собой сплавы или соединения, которые содержат по меньшей мере 50% масс. Si, и более предпочтительно ферросилиций, который содержит по меньшей мере 70% масс. Si.
[0012] В качестве образца, в котором используют частицы электропроводного керамического материала среди электропроводных частиц, других, чем металлические частицы, например, в патентном документе (PLT) 8 (Японская патентная публикация №2003-268567А) предложен сорт коррозионно-стойкого металлического материала, покрытого электропроводным материалом, который имеет превосходную коррозионную стойкость и электропроводность, и который получают нанесением на базовый металл покрытия в виде плакирующего слоя, состоящего из коррозионно-стойкого металла, который выбирают из титана, циркония, тантала, ниобия или их сплавов, и, кроме того, нанесением поверх него слоя для поверхностной обработки, состоящего по меньшей мере из одного электропроводного материала, который выбирают из углеродного материала, электропроводного керамического материала или металлического порошка, и любой смолы для их связывания.
Список цитированной литературы
Патентная литература
[0013] Патентный документ 1: Японская патентная публикация №55-17508А
Патентный документ 2: Японская патентная публикация №9-276788А
Патентный документ 3: Японская патентная публикация №2000-70842А
Патентный документ 4: Японская патентная публикация №2003-513141А
Патентный документ 5: Японская патентная публикация №2005-288730А
Патентный документ 6: Японская патентная публикация №2005-325427А
Патентный документ 7: Японская патентная публикация №2004-42622А
Патентный документ 8: Японская патентная публикация №2003-268567А
Сущность изобретения
Техническая задача
[0014] Как указано в разделе "Уровень техники", чтобы сделать покрытие электропроводным для обеспечения контактной сварки или создать возможность нанесения электропроводного покрытия с приданием достаточной коррозионной стойкости, когда используют подход патентного документа 1, в патентном документе 1 описано, что, поскольку отожженный цинковый слой и покрытие прочно связаны, устойчивость к отслоению во время формования является превосходной, но на практике возникала проблема значительного отслоения покрытия во время формования прессованием и снижения коррозионной стойкости деталей, от которых отслаивалось покрытие.
[0015] При использовании такого варианта, как описано в патентном документе 2 или патентном документе 3, для получения желаемой коррозионной стойкости должен быть создан антикоррозионный слой в качестве грунтовки, который содержит соединение хрома. Это не согласуется с современным требованием избегать применения токсичного шестивалентного хрома и загрязнения окружающей среды. Кроме того, такой порошок, как фосфид железа, или Fe-Si-сплав и т.д., который используют в качестве электропроводного пигмента, имеет гораздо худшую электропроводность по сравнению с металлическим порошком, так что для придания покрытию электропроводности необходимо добавлять большое количество электропроводного порошка. Возникали такие проблемы, что значительное отслоение покрытия и истирание происходили во время формования прессованием, и падала коррозионная стойкость деталей, от которых отслаивалось покрытие.
[0016] В вариантах, которые описаны в патентном документе 4, патентном документе 5 и патентном документе 6, при применении цинкового, алюминиевого и прочих металлических порошков среди предпочтительных электропроводных порошков, если содержание металлического порошка в покрытии возрастает, электропроводность (пригодность к контактной сварке) улучшается, но существует противоречащая тенденция к значительному снижению коррозионной стойкости. Как свариваемость, так и коррозионная стойкость не могут быть достигнуты. Кроме того, при использовании порошков электропроводного углерода, сульфида молибдена, фосфида железа, полупроводящих оксидов и т.д., они значительно уступают металлическим порошкам в электропроводности, так что аналогично ситуации с вариантами, которые описаны в патентных документах 2 и 3, чтобы сделать покрытие электропроводным, необходимо добавлять порошок в большом количестве. Имела место проблема, что во время формования прессованием происходило значительное отслоение и истирание покрытия, и ухудшалась коррозионная стойкость.
[0017] В варианте, который описан в патентном документе 7, при использовании металлов или их сплавов таким же образом, как в указанном выше случае, повышение содержания частиц в покрытии вызывает улучшение электропроводности, но проявляется тенденция к значительному снижению коррозионной стойкости. Кроме того, при применении частиц ферросилиция электропроводность становится значительно хуже по сравнению с металлическими частицами, поэтому, чтобы сделать покрытие электропроводным, должно быть добавлено большое количество частиц. Таким же образом, как выше, возникали проблемы с тем, что во время формования прессованием происходило значительное отслоение и истирание покрытия, и ухудшалась коррозионная стойкость.
[0018] Вариант, который описан в патентном документе 8, представляет собой подход, который предложен для специальных условий применения, таких как сепараторы топливных элементов или электроды электрохимических устройств, поэтому коррозионно-стойкий металл, который был использован для плакирующего слоя, был исключительно дорогостоящим, и его применение для деталей шасси автомобиля было затруднительным.
[0019] Таким образом, в предшествующем уровне техники для возможности достижения как достаточной электропроводности, так и коррозионной стойкости было необходимо совместно использовать хроматное основание (патентные документы 2 и 3). При традиционном добавлении частиц электропроводного материала ухудшалась коррозионная стойкость и формуемость (патентные документы 2-7), недорогой металлический лист с предварительным покрытием, который может быть использован для деталей хордовой части автомобиля, не мог быть получен (патентный документ 8), и возникали разнообразные другие проблемы.
[0020] Как описано выше, для одновременного устранения стадии химической конверсии, исключения или упрощения стадии нанесения электролитического покрытия и устранения или сокращения вторичных материалов во время производства автомобилей, требуется создание металлического листа с предварительным покрытием, который обеспечивает все характеристики из превосходной формуемости при прессовании, электропроводности и коррозионной стойкости. Для создания такого металлического листа с предварительным покрытием было необходимо найти частицы электропроводного материала, которые совокупно обладают всеми следующими характеристиками, а именно, (а) долговременной стабильностью покровной композиции для применения в покрытии, (b) проявлением превосходной электропроводности даже при добавлении в покрытие относительно малого количества, и (с) небольшого снижения коррозионной стойкости или формуемости, даже если увеличивается добавленное количество в покрытии.
[0021] Настоящее изобретение было создано с учетом указанных выше проблем, и относится к металлическому листу с предварительным покрытием для применения в автомобилях, который имеет превосходство в контактной сварке, коррозионной стойкости и формуемости, и который имеет бесхроматное покрытие, которое содержит частицы неоксидного керамического материала, которые обладают удельным электрическим сопротивлением, ограниченным до исключительно низкого диапазона, и которое покрывает по меньшей мере часть его поверхности.
Решение задачи
[0022] Авторы настоящего изобретения и т.д. провели обстоятельное исследование для достижения такой цели, и в результате обнаружили, что если на металлической поверхности сформировать покрытие, которое содержит частицы неоксидного керамического материала с удельным электрическим сопротивлением от 0,1×10-6 до 185×10-6 Ом·см, и антикоррозионный пигмент в органической смоле, которые могут быть получены в промышленном масштабе относительно недорого, получается металлический лист с предварительным покрытием для применения в автомобилях, обладающий всеми превосходными характеристиками электропроводности, коррозионной стойкости и формуемости.
[0023] Настоящее изобретение было создано на основе указанных выше обнаруженных фактов и, более конкретно, представляет собой следующее:
(1) Металлический лист с предварительным покрытием для применения в автомобилях, включающий металлический лист и покрытие (α) по меньшей мере на одной поверхности металлического листа, где покрытие (α) включает органическую смолу (А), частицы (В) неоксидного керамического материала, выбранные по меньшей мере из одного типа боридов, карбидов, нитридов и силицидов, и которые имеют удельное электрическое сопротивление при температуре 25°С от 0,1×10-6 до 185×10-6 Ом·см, и антикоррозионный пигмент (С).
(2) Металлический лист с предварительным покрытием для применения в автомобилях согласно пункту (1), в котором органическая смола (А) включает органическую смолу (А1), которая имеет по меньшей мере один тип гидрофильной функциональной группы.
(3) Металлический лист с предварительным покрытием для применения в автомобилях согласно пункту (1), в котором органическая смола (А) включает органическую смолу (А1), имеющую по меньшей мере один тип гидрофильной функциональной группы, и производное (А2) смолы (А1).
(4) Металлический лист с предварительным покрытием для применения в автомобилях согласно пунктам (2) или (3), в котором органическая смола (А1) имеет по меньшей мере один тип функциональной группы, которую выбирают из карбоксильной группы (-СООН), карбоксилатной группы (-СОО-М+, где М+ представляет собой одновалентный катион), группы сульфоновой кислоты (-SO3H), сульфонатной группы (-SO3 -M+, где М+ представляет собой одновалентный катион), первичной аминогруппы (-NH2), вторичной аминогруппы (-NHR1, где R1 представляет собой углеводородную группу), третичной аминогруппы (-NR1R2, где R1 и R2 представляют собой углеводородные группы), группы четвертичной аммониевой соли (-N+R1R2R3X-, где R1, R2 и R3 представляют собой углеводородные группы, и X- представляет собой одновалентный анион), группы сульфониевой соли (-S+R1R2X-, где R1 и R2 представляют собой углеводородные группы, и X- представляет собой одновалентный анион), группы фосфониевой соли (-P+R1R2R3X-, где R1, R2 и R3 представляют собой углеводородные группы, и X- представляет собой одновалентный анион).
(5) Металлический лист с предварительным покрытием для применения в автомобилях согласно пункту (3), в котором производное (А2) смолы (А1) представляет собой смолу (A2Si) следующей общей формулы (I):
[0024]
Общая формула (I):
[0025] (где "А1" обозначает органическую смолу (A1), "Z-" обозначает углеводородную цепь, имеющую C1-C9, N0-N2 и О0-О2, и "A1~Z" обозначает "А1" и "Z", которые ковалентно связаны через общие для двоих функциональные группы. Кроме того, "-O-" представляет собой простую эфирную связь, "-ОН" представляет собой гидроксильную группу, "-Х" представляет собой гидролизуемую С1-С3алкоксигруппу, гидролизуемую группу галогена или гидролизуемую ацетоксигруппу, "-R" представляет собой C1-С3алкильнуюгруппу, и "а", "b", "с" и "d", которые показывают число заместителей, все равны целым числам 0-3, где a+b+c+d=3).
(6) Металлический лист с предварительным покрытием для применения в автомобилях согласно любому из пунктов (1)-(5), в котором частицы (В) неоксидного керамического материала имеют удельное электрическое сопротивление при температуре 25°С от 0,1×10-6 до 100×10-6 Ом·см.
(7) Металлический лист с предварительным покрытием для применения в автомобилях согласно любому из пунктов (1)-(6), в котором среди частиц (В) неоксидного керамического материала частицы (В1) с диаметром частиц от 1 мкм до 24 мкм размещены по меньшей мере на одной поверхности металлического листа в количестве от 0,8/мм2 до 40000/мм2.
(8) Металлический лист с предварительным покрытием для применения в автомобилях согласно любому из пунктов (1)-(7), в котором частицы (В) неоксидного керамического материала представляют собой смесь одной или более частиц, выбранных из группы, состоящей из боридных керамических материалов: ВаВ6, СеВ6, Со2В, СоВ, FeB, GdB4, GdB6, LaB4, LaB6, Mo2B, MoB, MoB2, Mo2B5, Nb3B2, NbB, Nb3B4, NbB2, NdB4, NdB6, PrB4, PrB6, SrB6, TaB, TaB2, TiB, TiB2, VB, VB2, W2B5, YB4, YB6, YB12 и ZrB2, карбидных керамических материалов: MoC, Мо2С, Nb2C, NbC, Та2С, ТаС, TiC, V2C, VC, WC, W2C и ZrC, нитридных керамических материалов: Mo2N, Nb2N, NbN, ScN, Ta2N, TiN и ZrN, и силицидных керамических материалов: CoSi2, Mo3Si, Mo5Si3, MoSi2, NbSi2, Ni2Si, Ta2Si, TaSi2, TiSi, TiSi2, V5Si3, VSi2, W3Si, WSi2, ZrSi и ZrSi2.
(9) Металлический лист с предварительным покрытием для применения в автомобилях согласно любому из пунктов (1)-(8), в котором антикоррозионный пигмент (С) включает соединения одного или более типов, выбранные из силикатных соединений, фосфатных соединений, ванадатных соединений и металлоксидных микрочастиц (D).
(10) Металлический лист с предварительным покрытием для применения в автомобилях согласно пункту (9), в котором металлоксидные микрочастицы (D) включают металлические элементы одного или более типов, выбранные из группы, состоящей из Si, Ti, Al и Zr.
(11) Металлический лист с предварительным покрытием для применения в автомобилях согласно любому из пунктов (1)-(10), в котором среди металлоксидных микрочастиц (D) отношение (D1/B) совокупного объема металлоксидных наночастиц (D1) с диаметром частиц от 1 нм до 100 нм в покрытии (α) к совокупному объему частиц (В) неоксидного керамического материала составляет 20 или менее.
(12) Металлический лист с предварительным покрытием для применения в автомобилях согласно любому из пунктов (1)-(11), в котором содержание частиц (В) неоксидного керамического материала в покрытии (α) при температуре 25°С составляет от 0,5 до 65% об.
(13) Металлический лист с предварительным покрытием для применения в автомобилях согласно любому из пунктов (1)-(12), в котором покрытие (α) имеет толщину от 2 до 30 мкм.
(14) Металлический лист с предварительным покрытием для применения в автомобилях согласно любому из пунктов (1)-(13), в котором покрытие (α) формируют нанесением покрытия из покровной композиции на водной основе.
Преимущественные эффекты изобретения
[0026] Согласно настоящему изобретению, простым добавлением конкретных частиц электропроводного материала и антикоррозионного пигмента к покрытию может быть создан металлический лист с достаточным предварительным покрытием для применения в автомобилях, который обладает превосходством в контактной сварке, коррозионной стойкости и формуемости. Кроме того, указанные выше частицы электропроводного материала стабильны в течение длительного периода времени в кислотном или щелочном водном растворе, нейтральной воде и разнообразных неводных средах, так что можно неограниченно выбирать подходящую покровную композицию на водной основе или на основе растворителя для получения покрытия согласно настоящему изобретению.
Краткое описание фигур
[0027] [ФИГ. 1] На фиг. 1 представлен схематический вид поперечного сечения металлического листа с предварительным покрытием для применения в автомобилях согласно настоящему изобретению.
[ФИГ. 2] На фиг. 2 приведены фотографии металлических листов с предварительным покрытием. На фиг. 2(а) представлено полученное в сканирующем электронном микроскопе (SEM) изображение поперечного сечения поверхностного слоя металлического листа с предварительным покрытием, тогда как на фиг. 2(b) представлена SEM-фотография поперечного сечения перекрывающегося участка металлических листов с предварительным покрытием, по которой делается вывод о давлении, приложенном на сварочном электроде.
[ФИГ. 3] На фиг. 3 представлен схематический вид, который показывает состояние металлических листов с предварительным покрытием для применения в автомобилях во время сварки.
[ФИГ. 4] На фиг. 4 представлен схематический вид, который показывает металлоксидные микрочастицы (D), которые осаждены вокруг частиц (В) неоксидного керамического материала или сэндвичеобразно зажаты между частицами (В) неоксидного керамического материала и препятствуют пропусканию электрического тока.
Описание вариантов осуществления изобретения
[0028] Ниже настоящее изобретение будет описано подробно.
[0029] Металлический лист
Металлический лист с предварительным покрытием согласно настоящему изобретению представляет собой металлический лист, в котором специальное электропроводное покрытие занимает по меньшей мере часть поверхности. Этот металлический лист в соответствии с вариантом применения может быть покрыт покрытием на обеих поверхностях металлического листа или покрыт только на одной поверхности. Кроме того, может быть покрыта часть поверхности или может быть покрыта вся поверхность. Участок металлического листа, который покрыт покрытием, обладает превосходством в контактной сварке, коррозионной стойкости и формуемости.
[0030] Металл, который образует металлический лист, который может быть использован для металлического листа с предварительным покрытием согласно настоящему изобретению, может содержать, например, алюминий, титан, цинк, медь, никель, сталь и т.д. Состав металла не является конкретно ограниченным. Например, в случае применения стали, это может быть обычная сталь или сталь, которая содержит хром или другие добавленные элементы. Однако металлический лист согласно настоящему изобретению подвергают формованию прессованием, так что в случае каждого металлического листа предпочтительно надлежащим образом контролировать тип и количество добавленных элементов и металлографической структуры для обеспечения желаемой формуемости.
[0031] Кроме того, при использовании стального листа в качестве металлического листа, его поверхность может иметь покровный плакирующий слой, но тип не является конкретно ограниченным. Например, в качестве используемого плакирующего слоя может быть указано плакирующее покрытие, которое содержит любой металл из цинка, алюминия, кобальта, олова или никеля, и плакирующий сплав, который содержит эти металлические элементы, и другие металлические элементы и неметаллические элементы, и т.д. В частности, в качестве цинкового слоя, например, может быть указан плакирующий слой, состоящий из цинка, плакирующий сплав цинка и по меньшей мере одного типа элемента из алюминия, кобальта, олова, никеля, железа, хрома, титана, магния и марганца, или разнообразные отожженные цинковые плакирующие покрытия, которые содержат дополнительные другие металлические элементы и неметаллические элементы (например, четвертичный плакирующий сплав цинка, алюминия, магния и кремния), но иные компоненты сплава, нежели цинк, не являются конкретно ограниченными. Кроме того, эти плакирующие слои могут дополнительно содержать небольшие количества различных металлических элементов или загрязняющих примесей, составленных кобальтом, молибденом, вольфрамом, никелем, титаном, хромом, алюминием, марганцем, железом, магнием, свинцом, висмутом, сурьмой, оловом, медью, кадмием, мышьяком и т.д., или оксидом кремния, оксидом алюминия, оксидом титана или другими неорганическими веществами в дисперсиях.
[0032] В качестве плакирующего слоя на основе алюминия может быть указан алюминиевый плакирующий слой или плакирующий сплав алюминия и по меньшей мере одного типа элемента из кремния, цинка и магния (например, плакирующий сплав алюминия и кремния, плакирующий сплав алюминия и цинка, и тройной плакирующий сплав алюминия, кремния и магния), и т.д.
[0033] Кроме того, также может быть нанесено двухслойное плакирующее покрытие, состоящее из плакирующего слоя и плакирования еще одного типа, например, плакирование железом, плакирующий сплав железа и фосфора, никелевый плакирующий слой и кобальтовый плакирующий слой, объединенные друг с другом.
[0034] Способ формирования плакирующего слоя не является конкретно ограниченным. Например, могут быть применены электролитическое осаждение, плакирование методом химического восстановления, нанесение покрытия погружением в горячую ванну, плакирование осаждением из паровой фазы, дисперсионное плакирование и т.д. Способ плакирования может быть осуществлен либо в непрерывном режиме, либо в периодическом режиме. Кроме того, при использовании стального листа в качестве обработки после плакирования возможно проведение обработки для получения равномерного внешнего вида после нанесения покрытия погружением в горячую ванну, то есть, обработки "zero spangle" ("матовый вид без рисунка"), обработки для модификации плакирующего слоя, то есть, отжиговой обработки, дрессировки для корректирования состояния поверхности или свойств материала и т.д., но настоящее изобретение не является конкретно ограниченным в этом отношении. Может быть применен любой подход.
[0035] Покрытие (α)
Покрытие (α), которое покрывает металлический лист согласно настоящему изобретению, сформировано по меньшей мере на одной поверхности металлического листа и включает органическую смолу (А), частицы (В) неоксидного керамического материала, которые выбраны из боридов, карбидов, нитридов и силицидов, и которые имеют удельное электрическое сопротивление при температуре 25°С от 0,1×10-6 до 185×10-6 Ом·см, и антикоррозионный пигмент (С).
[0036] Покрытие не ограничено типом покровного растворителя и способом формирования на поверхности металлического листа, и способом отверждения, в той мере, насколько оно пригодно для изготовления в условиях промышленного производства путем нанесения покровной композиции. Ниже в настоящем изобретении покровная композиция для получения покрытия (α) будет называться покровной композицией (β). В качестве покровной композиции (β) могут быть приведены покровная композиция на водной основе и покровная композиция на основе органического растворителя.
[0037] В настоящем изобретении "покровная композиция на водной основе" означает композицию, которая составлена с использованием "среды на водной основе", которая содержит воду в количестве по меньшей мере 50% масс. среды. Кроме того, "покровная композиция на основе органического растворителя" означает композицию, которая составлена с использованием "среды на основе органического растворителя", которая содержит органический растворитель в количестве по меньшей мере 50% масс. от всей среды в целом.
[0038] В качестве компонентов указанной выше "среды на водной основе", других, чем вода, например, могут быть приведены такие, которые могут неограниченно смешиваться с водой, такие как серная кислота, азотная кислота, хлористоводородная кислота, фосфорная кислота, борная кислота, фтористоводородная кислота и другие неорганические кислоты, металлические соли или аммониевые соли, или другие неорганические соли этих неорганических кислот, которые растворяются в воде, силикаты, тиосульфаты, тиоцианаты и другие неорганические соединения, которые растворяются в воде, и органические соединения, которые могут смешиваться с водой. Кроме того, сообразно необходимости, также возможно добавление органической среды к указанной выше "среде на водной основе". Однако из соображений охраны здоровья на рабочем месте в "покровной композиции на водной основе" согласно настоящему изобретению предпочтительно регулировать типы и количества добавляемой органической среды таким образом, чтобы покровная композиция не попадала в разряд органических растворителей, которые определены исполнительным листом Японского закона об охране труда и санитарии (Japanese Labor Safety and Sanitation Law Enforcement Order (Предписания для предотвращения отравлений органическими растворителями, Глава 1, Статья 1), и т.д. (органические растворители типа 1, органические растворители типа 2, органические растворители типа 3 и органические растворители, содержащиеся в прочих средах в количестве свыше 5% масс.).
[0039] В качестве способа формирования пленки на металлическом листе, например, в случае покровной композиции на водной основе или на основе растворителя, предпочтителен способ с использованием нанесения покрытия валиком, покрытия желобчатым валком, нанесение покрытия поливочным способом, нанесение покрытия поливом с раскатыванием валиком, погружением, с использованием воздушного ракеля, или другого известного способа нанесения покрытий для покрытия металлического листа покровной композицией (β), затем сушки для удаления влаги или растворителя из влажного покрытия. В качестве способа отверждения предпочтительны такие, как сушка покрытия, полимеризация и отверждение нагреванием и обжигом органической смолы в покрытии. Если смола в покрытии может быть полимеризована при ультрафиолетовом облучении, может быть применена полимеризация или отверждение ультрафиолетовым облучением, тогда как если смола в покрытии может быть полимеризована воздействием электронных пучков, может быть применена полимеризация или отверждение облучением электронными пучками.
[0040] С целью дополнительного улучшения адгезии покрытия (α) к металлическому листу, коррозионной стойкости и т.д., может быть предусмотрена бесхроматная грунтовочная пленка между покрытием и поверхностью металлического листа. Когда предусматривается грунтовочная пленка, число и состав слоев не ограничиваются, но для предотвращения ухудшения обрабатываемости и коррозионной стойкости покрытия (α) при формовании металлического листа, грунтовочная пленка должна иметь превосходную адгезию к металлическому листу и верхнему слою покрытия (α). Кроме того, для обеспечения достаточной электропроводности по направлению толщины пленки, толщину грунтовочной пленки предпочтительно делают равной 0,5 мкм или менее.
[0041] Когда предусматривается грунтовочная пленка, способ формирования грунтовочной пленки не является ограниченным в той мере, насколько способ формирования пленки может быть применен в промышленном масштабе. В качестве способа формирования грунтовочной пленки может быть проиллюстрирован такой способ, как нанесение покрытия из композиции для использования в грунтовке, осаждение из паровой фазы, наклеивание пленки и т.д., но из соображений стоимости формирования пленки (производительности), общей применимости и т.д., предпочтительным является способ нанесения покрытия и сушки композиции на водной основе или на основе растворителя для применения в грунтовке. При использовании композиции на водной основе или на основе растворителя для применения в грунтовке возможно формирование двухслойного покрытия повторным нанесением покрытия и сушкой каждого слоя от самого нижнего слоя до самого поверхностного слоя из многочисленных покрытий, включающих грунтовочную пленку. Кроме того, в качестве способа формирования покрытия на поверхности металлического листа простым и эффективным путем также можно образовывать пленку методом наслоения, включающим стадию, в которой последовательно или одновременно формируют двойные слои покрытий из различных слоев от самого нижнего слоя, который соприкасается с поверхностью металлического листа, до самого поверхностного слоя, во влажном состоянии (нанесение покрытия способом "влажным по влажному", или стадия одновременного многослойного нанесения покровной композиции), стадию сушки, в которой одновременно сушат пленочные слои во влажном состоянии для удаления влаги или растворителя, и стадию формирования пленки, в которой отверждают двухслойное покрытие, в этом порядке. В данном описании "способ влажным по влажному" представляет собой способ нанесения покрытия на металлический лист, затем нанесения еще одного покрытия поверх первого, когда оно находится в содержащем среду состоянии (влажном состоянии), до сушки покрытия, и одновременного удаления среды из многослойного покрытия, которое получено, и отверждения покрытия для получения пленки. Кроме того, "способ одновременного нанесения многослойного покрытия" представляет собой способ с использованием поливного устройства для нанесения многослойных покрытий скользящего типа или устройства для нанесения покрытий с помощью щелевой фильеры и т.д., чтобы одновременно наносить многочисленные слои покрытия в многослойном состоянии на металлический лист, затем с одновременной сушкой для удаления среды из многослойного покрытия и отверждением покрытия с образованием пленки.
[0042] Покрытие (α), которое покрывает металлический лист согласно настоящему изобретению, включает описанные ниже органическую смолу (А), частицы (В) неоксидного керамического материала, которые имеют удельное электрическое сопротивление в заданном диапазоне, антикоррозионный пигмент (С) или, кроме того, сообразно необходимости, поверхностно-активное вещество и т.д., которое подробно описано в разделе "Получение покровной композиции (β)". Содержание частиц (В) неоксидного керамического материала в таком покрытии (α) при температуре 25°С предпочтительно составляет от 0,5 до 65% об. Для обеспечения электрической проводимости во время контактной сварки, коррозионной стойкости и формуемости, более предпочтительным является содержание от 1 до 40% об., тогда как еще более предпочтительно от 2 до 20% об. Для обеспечения достаточной коррозионной стойкости и формуемости, плюс достаточной пригодности к контактной сварке, в особенности предпочтительным является диапазон от 4 до 20% об.
[0043] Как полагают, причиной того, что в металлическом листе с предварительным покрытием согласно настоящему изобретению покрытие (α) проявляет хорошую электропроводность, заключается в том, что в покрытии (α) частицы электропроводного материала, состоящие из частиц (В) неоксидного керамического материала, по существу не агрегированы, но в достаточной мере равномерно диспергированы по всей поверхности покрытия, и пути электрической проводимости к нижележащему металлическому листу не разделены внутри покрытия. Если бы частицы электропроводного материала агрегировались в покрытии, было затруднительно сформировать пути электрической проводимости внутри покрытия в состоянии однородного рассеяния по поверхности покрытия в целом, и внутри покрытия легко возникали участки вообще без путей электрической проводимости, препятствующие контактной сварке. В таком случае, для обеспечения путей проводимости следует добавлять большее количество электропроводного материала, и будет возрастать вероятность того, что невозможно поддерживать хорошие коррозионную стойкость и формуемость. В металлическом листе с предварительным покрытием согласно настоящему изобретению возможность возникновения такой проблемы исключительно низка.
[0044] Если содержание (В) в покрытии (α) превышает 65% об., может поддерживаться достаточная электропроводность, но во время формования прессованием легко происходит отслоение покрытия и истирание, хорошая формуемость не может быть сохранена, и участки, от которых покрытие отслаивается, подвержены ухудшению коррозионной стойкости. Кроме того, если оно превышает 65% об., количество частиц электропроводного материала, которые диспергированы в покрытии, становится увеличенным, так что слишком сильно возрастает число точек электрических соединений, исключительно легко протекают токи коррозии, и коррозионная стойкость покрытия в целом склонна становиться недостаточной даже при совместном присутствии антикоррозионного пигмента (С).
[0045] Следует отметить, что при добавлении к покрытию частиц электропроводного материала в количестве от 0,5% об. до менее 1% об. существует возможность того, что электрическая проводимость будет становиться недостаточной во время контактной сварки. Кроме того, при добавлении к покрытию частиц электропроводного материала в количестве от 40% об. до 65% об. формуемость и коррозионная стойкость иногда становятся недостаточными, так что более предпочтительным является добавление (В) при объемном отношении от 1% об. до менее 40% об. Кроме того, даже при добавлении к покрытию частиц электропроводного материала в количестве от 1% об. до менее 2% об. существует возможность того, что электрическая проводимость во время контактной сварки будет становиться несколько недостаточной. Кроме того, даже при добавлении к покрытию частиц электропроводного материала в количестве от 20% об. до менее 40% об. существует возможность того, что формуемость и коррозионная стойкость будут становиться несколько недостаточными, так что более предпочтительным является добавление от 2% об. до менее 20% об. Однако при добавлении к покрытию частиц электропроводного материала в количестве от 2% об. до менее 4% об., если резко изменяются условия контактной сварки, становится невозможным обеспечение постоянно высокой стабильной пригодности к сварке, так что в особенности предпочтительным является добавление от 4% об. до менее 20% об.
[0046] Если содержание (В) в покрытии (α) составляет менее 0,5% об., количество частиц неоксидного керамического материала, которые диспергированы в покрытии, является небольшим, так что хорошая электропроводность не может быть обеспечена. В зависимости от толщины покрытия (α), покрытие оказывается неспособным к достаточной пригодности к контактной сварке. В данном описании электропроводность подробно описана с позиции количества частиц неоксидного керамического материала, введенных в покрытие (α) в качестве наполнителя (в % об.), но во время контактной сварки на электропроводность (то есть, свариваемость) также влияет количество (число) частиц неоксидного керамического материала в поверхности металлического листа с предварительным покрытием. Этот момент будет подробно описан ниже.
[0047] Толщина покрытия (α), которое покрывает металлический лист согласно настоящему изобретению, предпочтительно составляет величину в диапазоне от 2 до 30 мкм толщины, более предпочтительно величину в диапазоне от 3 до 15 мкм. Если толщина составляет менее 2 мкм, покрытие становится слишком тонким, и достаточная коррозионная стойкость иногда не может быть получена. Если толщина покрытия превышает 30 мкм, возрастает количество покровной композиции (β), которую используют, и увеличивается стоимость изготовления. Имеет место не только это, покрытие иногда растрескивается вследствие агрегации или отслаивается во время формования прессованием. Кроме того, толстая пленка создает усиление характеристики электрической изоляции по направлению толщины пленки и затрудняет контактную сварку. Кроме того, при использовании покровной композиции на водной основе возрастает вероятность возникновения точечных отверстий или прочих дефектов покрытия. Затруднительным оказывается стабильное получение внешнего вида, требуемого для промышленного продукта.
[0048] Толщина покрытия (α) может быть измерена обследованием поперечного сечения покрытия и т.д. Кроме того, может быть рассчитана масса покрытия, которое осаждено, на единицу площади металлического листа, делением на удельный вес покрытия или удельный вес покровной композиции (β) после сушки. Масса осажденного покрытия может быть надлежащим образом определена существующими способами, такими как разность масс до и после нанесения покрытия, разность масс до и после отслоения покрытия после его нанесения, количество элементов, содержащихся в покрытии, заранее известных по измерениям покрытия с помощью анализа рентгеновской флуоресценции, и т.д. Удельный вес покрытия или удельный вес покровной композиции (β) после сушки может быть надлежащим образом определен существующими методами, такими как измерение объема и массы изолированного покрытия, измерение объема и массы после помещения подходящего количества покровной композиции (β) в контейнер и ее сушки, или расчетом по количеству компонентов покрытия и известным удельным весам компонентов.
[0049] Органическая смола (А)
Органическая смола (А) согласно настоящему изобретению представляет собой связующий компонент покрытия (α). Она может представлять собой смолу либо на водной основе, либо на основе органического растворителя. Она включает подробно описанную ниже смолу (А1) или дополнительно добавленное реакционное производное (А2) смолы (А1).
[0050] Покровная композиция (β), которую используют для формирования покрытия (α) в настоящем изобретении, может быть применена либо на водной основе, либо на основе органического растворителя, и включает подробно описанную ниже смолу (А1) с содержанием от 50 до 100% масс. нелетучих компонентов. Смола (А1) постоянно присутствует в покровной композиции (β). Если на металлический лист наносят такую покровную композицию (β) и нагревают ее, то во многих случаях смола (А1) высыхает как таковая без взаимодействия. Когда покровная композиция (β) содержит силановый связующий реагент, отверждающий реагент, сшивающий реагент и т.д., то по меньшей мере часть смолы (А1) взаимодействует с ними с образованием производного (А2) смолы (А1). Поэтому в таком случае содержатся непрореагировавшая смола (А1) и реакционное производное (А2) смолы (А1). Они становятся связующим ингредиентом покрытия (α), то есть, органической смолой (А).
[0051] Тип смолы (А) не является конкретно ограниченным. Например, могут быть приведены полиуретановая смола, сложнополиэфирная смола, эпоксидная смола, (мет)акриловая смола, полиолефиновая смола, фенольная смола или их модифицированные продукты и т.д. Также может быть смешана одна или более из них для применения в качестве смолы (А), или одна или более органических смол, которые получены модификацией по меньшей мере органической смолы одного типа, также могут быть смешаны для использования в качестве смолы (А). Обоснование тому, почему нет необходимости конкретно ограничивать тип смолы (А1) в настоящем изобретении этим путем, состоит в том, что даже если сделать покрытие (α) электропроводным и обеспечить легкое протекание токов коррозии, совместно присутствует антикоррозионный пигмент (С), так что не требуется создавать связующего ингредиента покрытия из специальной коррозионно-стойкой смолы.
[0052] В качестве смолы (А1) могут быть использованы разнообразные смолы. В качестве смолы (А1) предпочтительно используют полиуретановую смолу, модифицированную полиуретановую смолу, смешанную полиуретановую смолу, смеси их с другими смолами и т.д. Уретановая группа (-NHCOO-) в полиуретановой смоле имеет более высокую молекулярную энергию когезии (8,74 ккал/моль (36,6 кДж/моль)) по сравнению со многими другими органическими группами, так что если смола (А1) включает полиуретановую смолу, проявляется такой эффект, что покрытие становится более плотным, и во время формования прессованием будет затрудняться отслоение покрытия и истирание, и, кроме того, относительно высокая энергия когезии обусловливает улучшение в плане распространенности факторов коррозии (плотности покрытия) и повышает коррозионную стойкость. Другие органические группы, чем уретановые группы, например, метиленовые группы (-СН2-), простые эфирные группы (-O-), вторичные аминогруппы (иминогруппы, -NH-), сложноэфирные группы (-COO-) и бензольные кольца имеют молекулярную энергию когезии 0,68 ккал/моль (2,85 кДж/моль), 1,00 ккал/моль (4,19 кДж/моль), 1,50 ккал/моль (6,28 кДж/моль), 2,90 ккал/моль (12,14 кДж/моль), и 3,90 ккал/моль (16,33 кДж/моль), соответственно. Уретановые группы (-NHCOO-) имеют значительно более высокую молекулярную энергию когезии сравнительно с этими группами. На этом основании, во многих случаях покрытие, которое включает полиуретановую смолу, является более прочным и более коррозионно-стойким по сравнению со многими другими смолами, например, покрытиями, состоящими из сложнополиэфирных смол, (мет)акриловых смол, полиолефиновых смол, фенольных смол и т.д.
[0053] Если смола (А1), как описано выше, постоянно присутствует в покровной композиции (β), ее тип не является конкретно ограниченным. Предпочтительна смола, которая включает в структуре смолы (А1) по меньшей мере один тип функциональной группы, выбранной из карбоксильной группы (-СООН), карбоксилатной группы (-СОО-М+, где М+ представляет собой одновалентный катион), группы сульфоновой кислоты (-SO3H), сульфонатной группы (-SO3 -M+; где М+ представляет собой одновалентный катион), первичной аминогруппы (-NH2), вторичной аминогруппы (-NHR1; где R1 представляет собой углеводородную группу), третичной аминогруппы (-NR1R2; где R1 и R2 представляют собой углеводородные группы), группы четвертичной аммониевой соли (-N+R1R2R3X-; где R1, R2 и R3 представляют собой углеводородные группы, X- представляет собой одновалентный анион), группы сульфониевой соли (-S+R1R2X-; где R1 и R2 представляют собой углеводородные группы, X- представляет собой одновалентный анион), группы фосфониевой соли (-P+R1R2R3X-; где R1, R2 и R3 представляют собой углеводородные группы, X- представляет собой одновалентный анион). Подробности и конкретные примеры будут описаны ниже.
[0054] Следует отметить, что в настоящем изобретении смола, которую используют в покровной композиции (β) для получения покрытия (α), может включать смолу растворимого в воде или растворимого в растворителе типа, которая полностью растворяется в воде или в органическом растворителе, и смолу, которая однородно тонко диспергирована в воде или в растворителе в форме эмульсии, суспензии и т.д. (водно-дисперсионная смола или сольвент-дисперсионная смола). Кроме того, в данном описании "(мет)акриловая смола" означает акриловую смолу и метакриловую смолу.
[0055] Среди смол (А1) полиуретановая смола не является конкретно ограниченной. Например, может быть указана смола, которая получена взаимодействием полиольного соединения и полиизоцианатного соединения, и затем подвергнута обработке удлинителем цепи для удлинения цепей, и т.д. Полиольное соединение не является конкретно ограниченным в такой мере, насколько представляет собой соединение, которое содержит две или более гидроксильных групп на молекулу. Например, могут быть приведены этиленгликоль, пропиленгликоль, диэтиленгликоль, 1,6-гександиол, неопентилгликоль, триэтиленгликоль, глицерин, триметилолэтан, триметилолпропан, поликарбонат полиола, сложный полиэфир полиола, гидроксипропиловый простой эфир бисфенола и другие сложные полиэфиры полиолов, сложный полиамидоэфир полиола, акрилат полиола, полиуретановое производное полиола или их смеси. Полиизоцианатные соединения не являются конкретно ограниченными в такой мере, насколько представляют собой соединения, которые имеют две или более изоцианатных групп на молекулу. Например, могут быть приведены гексаметилендиизоцианат (HDI) и другие алифатические изоцианаты, изофорондиизоцианат (IPDI) и другие алициклические диизоцианаты, толуилендиизоцианат (TDI) и другие ароматические диизоцианаты, дифенилметандиизоцианат (MDI) и другие арилалифатические диизоцианаты или их смеси. Удлинитель цепи не является конкретно ограниченным в такой мере, насколько представляет собой соединение, которое содержит один или более активных атомов водорода в молекуле. Могут быть приведены этилендиамин, пропилендиамин, гексаметилендиамин, диэтилентриамин, дипропилентриамин, триэтилентетрамин, тетраэтиленпентамин и другие алифатические полиамины, толуилендиамин, ксилилендиамин, диаминодифенилметан и другие ароматические полиамины, диаминоциклогексилметан, пиперазин, 2,5-диметилпиперазин, изофорондиамин и другие полиамины алициклического типа, гидразин, дигидразид янтарной кислоты, дигидразид адипиновой кислоты, дигидразид фталевой кислоты и другие гидразины, гидроксиэтилдиэтилентриамин, 2-[(2-аминоэтил)амино]этанол, 3-аминопропандиол и другие алканоламины, и т.д.
[0056] Когда желательно получение полиуретановой смолы на водной основе, например, во время получения смолы, то может быть указана смола, которую получают на стадиях, в которых заменяют по меньшей мере часть полиольного соединения полиольным соединением, содержащим карбоксильную группу, подвергают взаимодействию с полиизоцианатным соединением для введения карбоксильной группы в цепь смолы, затем нейтрализуют карбоксильную группу основанием для получения смолы на водной основе. Альтернативно, во время получения смолы можно заменить по меньшей мере часть полиольного соединения полиольным соединением, которое имеет вторичную аминогруппу или третичную аминогруппу в его молекуле, подвергнуть взаимодействию с полиизоцианатным соединением для введения вторичной аминогруппы или третичной аминогруппы в цепь смолы, затем нейтрализовать ее кислотой для получения смолы на водной основе. Когда цепь смолы имеет третичную аминогруппу, то можно ввести алкильную группу в третичную аминогруппу для кватернизации ее и получения катионной смолы на водной основе, которая имеет группу четвертичной аммониевой соли. Эти соединения могут быть использованы по отдельности или в смеси двух или более типов.
[0057] Таким образом, полиуретановая смола, которая может быть использована в качестве смолы (А1), не является конкретно ограниченной. В качестве смолы (А1) предпочтительно использование полиуретановой смолы, которая не имеет ароматических колец, или имеет мало ароматических колец. Такая полиуретановая смола имеет температуру стеклования, которая является более низкой, чем у полиуретановой смолы, которая содержит многочисленные ароматические кольца, благодаря более высокой подвижности молекулярных цепей, и обеспечивается превосходная формуемость пленки во время формования пленки. Кроме того, скорость деформации при растяжении покрытия является высокой, так что обрабатываемость во время формования прессованием часто является лучшей, чем в случае полиуретановой смолы, которая содержит многочисленные ароматические кольца. Поэтому полиольное соединение, полиизоцианатное соединение и удлинитель цепи, которые используют для получения смолы, не являются конкретно ограниченными, но предпочтительно использование алифатических или алициклических соединений, не содержащих ароматических колец, или арилалифатических или арилалициклических, или прочих соединений с низким содержанием ароматических колец.
[0058] Среди смол (А1) сложнополиэфирная смола не является конкретно ограниченной. Например, может быть указана смола, полученная дегидратацией и поликонденсацией этиленгликоля, 1,3-пропандиола, 1,2-пропандиола, пропиленгликоля, диэтиленгликоля, 1,6-гександиола, неопентилгликоля, триэтиленгликоля, простого гидроксипропилового эфира бисфенола, 2-метил-1,3-пропандиола, 2,2-диметил-1,3-пропандиола, 2-бутил-2-этил-1,3-пропандиола, 1,4-бутандиола, 2-метил-1,4-бутандиола, 2-метил-3-метил-1,4-бутандиола, 1,5-пентандиола, 3-метил-1,5-пентандиола, 1,6-гександиола, 1,4-циклогександиметанола, 1,3-циклогександиметанола, 1,2-циклогександиметанола, гидрированного бисфенола А, димерного диола, триметилолэтана, триметилолпропана, глицерина, пентаэритрита или других полиолов, фталевой кислоты, ангидрида фталевой кислоты, тетрагидрофталевой кислоты, ангидрида тетрагидрофталевой кислоты, гексагидрофталевой кислоты, ангидрида гексагидрофталевой кислоты, метилтетрагидрофталевой кислоты, ангидрида метилтетрагидрофталевой кислоты, изофталевой кислоты, терефталевой кислоты, ангидрида янтарной кислоты, адипиновой кислоты, себациновой кислоты, малеиновой кислоты, ангидрида малеиновой кислоты, итаконовой кислоты, фумаровой кислоты, ангидрида гуминовой кислоты, тримеллитовой кислоты, ангидрида тримеллитовой кислоты, пиромеллитовой кислоты, ангидрида пиромеллитовой кислоты, азелаиновой кислоты, янтарной кислоты, ангидрида янтарной кислоты, молочной кислоты, додеценилянтарной кислоты, ангидрида додеценилянтарной кислоты, циклогексан-1,4-дикарбоновой кислоты, ангидрида ненасыщенной кислоты, и других многоосновных карбоновых кислот. Кроме того, могут быть приведены смолы, которые получают нейтрализацией их аммиаком или аминным соединением и т.д., для получения смол на водной основе, и т.д.
[0059] Среди смол (А1) эпоксидная смола не является конкретно ограниченной. Например, она может быть получена взаимодействием эпоксидной смолы типа бисфенола А, эпоксидной смолы типа бисфенола F, эпоксидной смолы резорцинового типа, эпоксидной смолы типа гидрированного бисфенола А, эпоксидной смолы типа гидрированного бисфенола F, эпоксидной смолы резорцинового типа, эпоксидной смолы новолачного типа или другой эпоксидной смолы с диэтаноламином, N-метилэтаноламином или еще одним аминным соединением. Кроме того, могут быть приведены смолы, которые получены нейтрализацией их органической кислотой или неорганической кислотой, с получением смол на водной основе, смолы, которые получены свободнорадикальной полимеризацией акриловых смол с высоким кислотным числом в присутствии указанных выше эпоксидных смол, затем нейтрализацией их аммиаком или аминным соединением и т.д., для получения смол на водной основе и т.д.
[0060] Среди смол (А1) (мет)акриловая смола не является конкретно ограниченной. Например, может быть указана смола, которая получена свободнорадикальной полимеризацией этил(мет)акрилата, 2-этилгексил(мет)акрилата, н-бутил(мет)акрилата и других алкил(мет)акрилатов, 2-гидроксиэтил(мет)акрилата и других гидроксиалкил(мет)акрилатов, алкоксисилана и (мет)акрилата, и других сложных эфиров (мет)акриловой кислоты вместе с (мет)акриловой кислотой в воде с использованием инициатора полимеризации. Инициатор полимеризации не является конкретно ограниченным. Например, могут быть использованы персульфат калия, персульфат аммония и другие персульфаты, азобисциановалериановая кислота, азобисизобутиронитрил и другие азосоединения, и т.д. В данном описании "(мет)акрилат" означает акрилат и метакрилат, тогда как "(мет)акриловая кислота" означает акриловую кислоту и метакриловую кислоту.
[0061] Среди смол (А1) полиолефиновая смола не является конкретно ограниченной. Например, может быть указана смола, которая получена свободнорадикальной полимеризацией этилена и метакриловой кислоты, акриловой кислоты, малеиновой кислоты, фумаровой кислоты, итаконовой кислоты, кротоновой кислоты и других ненасыщенных карбоновых кислот, при высокой температуре и высоком давлении. Кроме того, может быть указана смола, которая получена дополнительной нейтрализацией их аммиаком или аминным соединением, KOH, NaOH, LiOH или другим основным соединением металла, или аммония или аминного соединения и т.д., содержащего соединения металлов, с получением смол на водной основе и т.д.
[0062] Среди смол (А1) фенольная смола не является конкретно ограниченной. Например, может быть указана смола, которая получена взаимодействием фенола, резорцина, крезола, бисфенола А, пара-ксилилендиметилового простого эфира и других ароматических соединений с формальдегидом в присутствии катализатора реакции в реакции конденсации, с получением смолы на основе гидроксиметилированного фенола или другой фенольной смолы, и взаимодействием ее с диэтаноламином, N-метилэтаноламином или еще одним аминным соединением, и т.д. Кроме того, может быть указана смола, которая получена нейтрализацией их органической кислотой или неорганической кислотой, с получением смолы на водной основе и т.д.
[0063] Смола (А1) может быть использована в качестве единственного компонента или в виде смеси двух или более типов. Кроме того, в качестве основного ингредиента покровной композиции (β) можно модифицировать по меньшей мере часть смолы (А1) в присутствии смолы (А1) по меньшей мере одного типа, с получением комбинированной смолы, и объединить один или более типов, с получением смолы (А1).
[0064] Кроме того, сообразно необходимости, при получении покровной композиции (β), которая содержит смолу (А1), что будет подробно описано ниже, возможно добавление отвердителя или сшивающего реагента для смолы (А1), или введение сшивающего реагента в структуру смолы. Сшивающий реагент не является конкретно ограниченным. Например, может быть указан сшивающий реагент по меньшей мере одного типа, который выбран из группы, включающей аминосмолу, полиизоцианатное соединение, блокированный полиизоцианат, эпоксидное соединение, содержащее карбодиимидную группу соединение и т.д. При смешивании этих сшивающих реагентов можно повысить плотность сшивания покрытия (α) или улучшить адгезию к поверхности металла и коррозионную стойкость и гибкость покрытия во время обработки. Эти сшивающие реагенты могут быть использованы по отдельности или могут быть использованы совместно два или более типов.
[0065] Аминосмола не является конкретно ограниченной. Например, могут быть приведены меламиновая смола, бензогуанаминовая смола, мочевинная смола, гликольуриловая смола и т.д.
[0066] Полиизоцианатное соединение не является конкретно ограниченным, но, например, могут быть приведены гексаметилендиизоцианат, изофорондиизоцианат, ксилилендиизоцианат, толуилендиизоцианат и т.д. Кроме того, блокированный полиизоцианат представляет собой блокированную форму полиизоцианатного соединения.
[0067] Эпоксидное соединение не является конкретно ограниченным в такой мере, насколько представляет собой соединение, которое имеет многочисленные трехчленные циклические простые эфирные группы, то есть, эпоксигруппы (оксирановые группы). Например, могут быть приведены сложный диглицидиловый эфир адипиновой кислоты, сложный диглицидиловый эфир фталевой кислоты, сложный диглицидиловый эфир терефталевой кислоты, простой полиглицидиловый эфир сорбита, простой полиглицидиловый эфир пентаэритрита, простой полиглицидиловый эфир глицерина, простой полиглицидиловый эфир триметилолпропана, простой полиглицидиловый эфир неопентилгликоля, простой диглицидиловый эфир этиленгликоля, простой диглицидиловый эфир полиэтиленгликоля, простой диглицидиловый эфир пропиленгликоля, простой диглицидиловый эфир полипропиленгликоля, 2,2-бис-(4′-глицидилоксифенил)пропан, трис(2,3-эпоксипропил)изоцианурат, простой диглицидиловый эфир бисфенола А, простой диглицидиловый эфир гидрированного бисфенола А и т.д. Многие из этих эпоксисоединений имеют глицидильные группы, образованные эпоксигруппами, к которым добавлены простые группы -СН2-, так что названия соединений включают термин "глицидил".
[0068] В качестве содержащего карбодиимидную группу соединения, например, может быть указано соединение, которое получено синтезом поликарбодиимида, имеющего изоцианатную концевую группу, реакцией конденсации, при которой из ароматического диизоцианата, алифатического диизоцианата, алициклического диизоцианата и других соединений отщепляется диоксид углерода, затем добавлением фрагментов гидрофильного характера, которые имеют функциональные группы, способные взаимодействовать с изоцианатными группами, и т.д.
[0069] Для формирования покрытия (α) количество сшивающего реагента предпочтительно составляет от 1 до 40 частей по массе на 100 частей по массе смолы (А1). При количестве менее 1 части по массе величина добавления является недостаточной, и эффект от добавления может быть не получен, тогда как если количество превышает 40 частей по массе, покрытие становится хрупким вследствие чрезмерного сшивания, и коррозионная стойкость или обрабатываемость во время обработки могут снижаться.
[0070] Как описано выше, согласно настоящему изобретению в покрытии (α) совместно присутствует антикоррозионный пигмент (С), так что наряду с электропроводностью покрытия нет конкретной необходимости в том, чтобы делать смолу, которая образует покрытие, специальной смолой с высокой коррозионной стойкостью. Однако для повышения коррозионной стойкости покрытия и расширения области применения металлического листа с предварительным покрытием согласно настоящему изобретению, органическая смола (А), в частности, предпочтительно содержит смолу (А1) как таковую отдельно или дополнительно содержит, кроме того, ее производное, описываемое следующей общей формулой (I) смолы (A2Si), в целом от 50 до 100% масс. органической смолы (А).
[0071]
Общая формула (I):
[0072] (где символ "А1" обозначает смолу (A1), "Z-" обозначает углеводородную цепь, имеющую C1-C9, N0-N2, О0-О2, и символ "A1~Z" обозначает ковалентную связь "А1" и "Z", через общие для двоих функциональные группы. Кроме того, "-О-" представляет собой простую эфирную связь, "-ОН" представляет собой гидроксильную группу, "-X" представляет собой гидролизуемую C1-С3алкоксигруппу, гидролизуемую группу галогена или гидролизуемую ацетоксигруппу, "-R" представляет собой С1-С3алкильную группу, и "а", "b", "с" и "d", которые показывают число заместителей, все равны целым числам 0-3, где a+b+c+d=3).
[0073] Как описано выше, покровная композиция (β), которую используют для формирования покрытия (α) согласно настоящему изобретению, включает смолу (А1) в количестве от 50 до 100% масс. нелетучих компонентов. Нелетучие компоненты, другие, чем смола (А1), которые содержатся в покровной композиции (β), представляют собой антикоррозионный пигмент (С), силановый связующий реагент (s), отвердитель, сшивающий реагент и т.д., которые подробно описаны ниже. Содержание этих соединений в покрытии (α) после формирования, как подробно описано ниже, составляет предпочтительный диапазон относительно смолы (А1) как таковой по отдельности, или в целом с (A2Si), так что при получении покровной композиции (β), которая содержит эти соединения, уровни содержания корректируют таким образом, чтобы они находились в предпочтительном диапазоне содержания в покрытии (α) после формирования.
[0074] В настоящем изобретении смолу (A2Si), которая содержится в органической смоле (А), получают, например, нанесением в качестве покрытия и сушкой покровной композиции (β), которая содержит смолу (А1) и силановый связующий реагент (s), на металлическом листе, который применяют в настоящем изобретении. Как правило, силановый связующий реагент может химически связываться с поверхностью металла, которая имеет гидроксильные группы или другие функциональные группы, и может химически связываться с многообразными функциональными группами органической смолы, тем самым обеспечивая возможность сшивания поверхности металла с функционализированными органическими смолами, и сшивания между молекулами или в молекулах функционализированных органических смол при совместном присутствии поверхности металла, функционализированной органической смолы и силанового связующего реагента. В настоящем изобретении нанесением в качестве покрытия и сушкой покровной композиции (β), которая содержит смолу (А1) и силановый связующий реагент (s), на металлическом листе, по меньшей мере часть функциональных групп смолы (А1) и по меньшей мере часть функциональных групп поверхности металла взаимодействуют с силановым связующим реагентом (s), в результате чего образуется смола (A2Si). Часть фрагментов "-O-" (простых эфирных связей) или "-ОН" (гидроксильных групп) смолы (A2Si), которая показана в общей формуле (I), связываются с поверхностью металла. Когда между покрытием (α) и поверхностью металлического листа предусматривается грунтовочная пленка, по меньшей мере часть фрагментов "-O-" (простых эфирных связей) или "-ОН" (гидроксильных групп) смолы (A2Si), которая показана в общей формуле (I), связываются с поверхностью грунтовочной пленки. Связи между простыми эфирными группами и поверхностью металла, и связи между простыми эфирными группами и образующими грунтовку компонентами, представляют собой ковалентные связи, тогда как связи между гидроксильными группами и поверхностью металла, и связи между гидроксильными группами и образующими грунтовку компонентами во многих случаях представляют собой водородные связи или координационные связи. Благодаря таким химическим связям между пленкообразующей смолой и поверхностью металла или химическим связям между верхним слоем пленкообразующей смолы и грунтовочной пленкой, адгезия между ними обоими возрастает, и пленка проявляет превосходную обрабатываемость, когда металлический лист деформируют в процессе формования, так что внешний вид обработанных деталей не ухудшается, и повышается коррозионная стойкость обработанных частей.
[0075] Когда между покрытием (α), которое получают нанесением в виде покрытия и сушкой покровной композиции (β), которая содержит силановый связующий реагент (s), и поверхностью металлического листа предусматривается грунтовочная пленка, как описано выше, также можно сформировать двухслойные пленки способом последовательного нанесения с повторяющимся нанесением покрытия и сушкой каждого слоя от грунтовочного слоя до самого поверхностного слоя. Кроме того, в качестве простого и эффективного способа формирования пленки на поверхности металлического листа может быть применен указанный выше способ "влажным по влажному" или способ одновременного многослойного нанесения. Этими способами многослойную структуру между самым нижним слоем и самым поверхностным слоем формируют однократно на металлическом листе в состоянии содержания воды и содержания растворителя (влажном состоянии). В таком состоянии высока подвижность силанового связующего реагента (s), который содержится в самом поверхностном слое, так что по меньшей мере часть силанового связующего реагента (s) эффективно взаимодействует с функционализированными соединениями, которые содержатся в грунтовочном слое непосредственно ниже. Благодаря этим химическим связям (стимулированию межслойного сшивания) адгезия между самым поверхностным слоем и грунтовочным слоем проявляет тенденцию к возрастанию, по сравнению с применением способа последовательного нанесения покрытия. Гибкость пленки, когда металлический лист деформируют в процессе формования, и коррозионная стойкость обработанных частей улучшаются по сравнению с вариантом формирования пленки способом последовательного нанесения покрытия.
[0076] В настоящем изобретении силановый связующий реагент (s), который используют для формирования смолы (A2Si) общей формулы (I), может представлять собой реагент одного или многих типов, которые выбирают из силановых связующих реагентов, которые имеют молекулярные структуры, показанные общей формулой Y-Z-SiXmR3-m. Среди функциональных групп в молекулярной структуре, группы "-Х", которые становятся центрами взаимодействий с поверхностью металла и другими силановыми связующими реагентами, представляют собой гидролизуемые С1-С3алкоксигруппы или гидролизуемые группы галогена (группы фтора (-F), группы хлора (-Cl), группы брома (-Br) и т.д.), или гидролизуемые ацетоксигруппы (-O-СО-СН3). Из них предпочтительны гидролизуемые С1-С3ацилоксигруппы, поскольку их способность гидролизоваться легко регулируется изменением числа атомов углерода в алкоксигруппах. В особенности предпочтительны метоксигруппа (-ОСН3) или этоксигруппа (-ОСН2СН3). Силановый связующий реагент, где группа "-Х" представляет собой другую функциональную группу, чем указанные выше, имеет низкую гидролизуемость группы "-Х" или слишком высокую гидролизуемость, так что это не является предпочтительным в настоящем изобретении. Следует отметить, что если покровная композиция (β) имеет неводную основу, то, чтобы разрушить гидролизуемую функциональную группу силанового связующего реагента, также можно заблаговременно добавить небольшое количество воды и дополнительно катализатор для гидролиза покровной композиции (β).
[0077] Группа "-R" в молекулярной структуре представляет собой С1-С3алкильную группу. Если группа "-R" представляет собой метильную группу или этильную группу, то, по сравнению с объемистой н-пропильной группой или изопропильной группой, она не препятствует доступу молекул воды к группе "-Х" в композиции, и группа "-Х" гидролизуется относительно легко, так что это является предпочтительным. Из них в особенности предпочтительна метильная группа. Силановый связующий реагент, где группа "-R" представляет собой другую функциональную группу, чем указанные выше, имеет исключительно низкую гидролизуемость группы "-Х" или чрезмерно высокую реакционную способность, так что это не является предпочтительным в настоящем изобретении.
[0078] В молекулярной структуре индекс "m", который показывает количество заместителей, представляет собой целое число 1-3. Чем больше число гидролизуемых групп "-Х", тем больше количество центров взаимодействия с поверхностью металла, так что "m", который показывает количество заместителей, предпочтительно равен 2 или 3.
[0079] Фрагмент "-Z-" в молекулярной цепи указанного выше силанового связующего реагента (s) представляет собой С1-С9 углеродную цепь, с гетероатомами от N0 до N2, от О0 до O2. Из них предпочтительны С2-С5 углеродные цепи, с гетероатомами N0 или N1, O0 или O1, ввиду хорошего баланса диспергируемости и реакционной способности силанового связующего реагента в воде или в растворителе. Если число атомов углерода в "-Z-" составляет 10 или более, число атомов азота составляет 3 или более, или число атомов кислорода составляет 3 или более, баланс диспергируемости и реакционной способности силанового связующего реагента в воде или в растворителе становится плохим, так что это не является предпочтительным в настоящем изобретении.
[0080] В молекулярной структуре Y-Z-SiXmR3-m силанового связующего реагента (s) группа "-Y", которая служит в качестве реакционного центра функциональной группы смолы (А1) или другой совместно присутствующей смолы, не является конкретно ограниченной в такой мере, насколько она взаимодействует со смолой (А1) или другой совместно присутствующей смолой, но с позиции степени реакционной способности, предпочтительна эпоксигруппа, аминогруппа, меркаптогруппа или метилиденовая группа (Н2С=), тогда как в особенности предпочтительна эпоксигруппа или аминогруппа.
[0081] При формировании покровного слоя согласно настоящему изобретению, группы "-SiXm" в молекуле силанового связующего реагента (s), которая изображена молекулярной структурой Y-Z-SiXmR3-m, взаимодействуют с поверхностью металла и т.д. Кроме того, если группы "-Y" взаимодействуют со смолой (А1) и т.д., результатом является смола (A2Si), которая показана общей формулой (I). То есть, по меньшей мере часть концевых групп "-Si-X" в молекуле силанового связующего реагента (s) является гидролизуемыми до образования "-Si-OH" (силанольных групп). По меньшей мере часть их взаимодействует с поверхностью металла или гидроксильными группами еще одной молекулы силанового связующего реагента (s) в условиях дегидратации и конденсации. Ковалентная связь "-Si-O-Me" ("Me" представляет собой атом металла) или "-Si-O-Si*-" ("Si*" представляет собой атом Si, происходящий из еще одной молекулы силанового связующего реагента) формируется через простую эфирную связь. Группы "-Y" на других концах молекул силанового связующего реагента (s) взаимодействуют с функциональными группами смолы (А1) с образованием связей "A1~Z". В результате получают смолу (A2si), которая имеет структуру, которая показана следующей общей формулой (I). После завершения этих реакций и образования смолы (A2Si), если количества групп "-O-", "-ОН", "-Х" и "-R", которые связаны с атомами Si в этой (A2Si), составляют "а", "b", "с" и "d", то a+b+c+d=m. Кроме того, группы "-R" силанового связующего реагента (s) остаются в смоле (А2) без участия во взаимодействии, так что число групп "-R" составляет d=3-m=3-(a+b+c), a+b+c+d=3. Следует отметить, что символ "A1-Z" в общей формуле (I) показывает, что А1 и Z ковалентно связаны через свои функциональные группы.
[0082] В качестве конкретных примеров силанового связующего реагента (s) могут быть приведены такие, которые имеют молекулярную структуру, показанную указанной выше общей формулой:
Y-Z-SiXmR3-m
(группа "-Х" представляет собой гидролизуемую С1-С3алкоксигруппу, гидролизуемую группу галогена или гидролизуемую ацетоксигруппу, группа "-R" представляет собой С1-С3алкильную группу, индекс "m", который показывает количество заместителей, равен целому числу 1-3, "-Z-" представляет собой С1-С9 углеродную цепь, с гетероатомами от N0 до N2, от О0 до O2, и группа "-Y" представляет собой функциональную группу, которая взаимодействует со смолой (А1)),
например, могут быть приведены винилтриметоксисилан,
винилтриэтоксисилан, 3-аминопропилтриметоксисилан,
3-метакрилоксипропилметилдиметоксисилан,
3-метакрилоксипропилтриметоксисилан,
3-метакрилоксипропилметилдиэтоксисилан,
3-метакрилоксипропилтриэтоксисилан,
3-глицидоксипропилтриэтоксисилан,
3-глицидоксипропилметилдиэтоксисилан,
3-глицидоксипропилтриметоксисилан,
N-2-(аминоэтил)-3-аминопропилтриметоксисилан,
N-2-(аминоэтил)-3-аминопропилтриэтоксисилан,
N-2-(аминоэтил)-3-аминопропилметилдиметоксисилан,
2-(3,4-эпоксициклогексил)этилтриметоксисилан,
N-фенил-3-аминопропилтриметоксисилан,
3-меркаптопропилтриметоксисилан и т.д.
[0083] В настоящем изобретении при формировании покрытия (α), которое содержит органическую смолу (А) на поверхности металла, покровная композиция (β), которую используют, предпочтительно содержит силановый связующий реагент (s) в количестве от 1 до 100 частей по массе относительно 100 частей по массе смолы (А1). Если количество составляет менее 1 части по массе, количество силанового связующего реагента (s) мало, и сшитая силановым связующим реагентом структура не развивается настолько обширно, что возникает вероятность того, что достаточно плотное покрытие не может быть получено, и коррозионная стойкость будет становиться несколько недостаточной, и такая возможность, что адгезия к поверхности металла во время формования будет становиться недостаточной для обработки. Если количество превышает 100 частей по массе, то эффект улучшения адгезии становится насыщенным, и дорогостоящий силановый связующий реагент должен быть использован в большем количестве, чем требуется, так что это оказывается неэкономичным. Но наряду с этим, покровная композиция (β) иногда становится менее стабильной.
[0084] Органическая смола (А) согласно настоящему изобретению предпочтительно содержит смолу (А1) по отдельности или, кроме того, дополнительно смолу (A2Si), в целом от 50 до 100% масс. смолы (А), более предпочтительно в целом смолы (А1) и смолы (A2Si) от 75 до 100% масс. органической смолы (А). Если совокупное содержание смолы (А1) и смолы (A2Si) составляет менее 50% масс. органической смолы (А), то плотность покрытия и адгезия к поверхности металла могут быть недостаточными, и будет невозможно получить желаемую коррозионную стойкость или адгезию покрытия и гибкость покрытия во время формования.
[0085] В настоящем изобретении покрытие (α), которое включает смолу (А1) и смолу (A2Si), предпочтительно включает атомы Si, которые образуют связи "-C-Si-O-" в смоле (A2Si), в количестве от 0,1 до 30 частей по массе на 100 частей по массе совокупного количества смолы (А1) и смолы (A2Si). Если количество составляет менее 0,1 части по массе, число связей "-C-Si-O-", которые ответственны за плотность покрытия, адгезию к поверхности металла и т.д., и гибкость покрытия при формовании металлического листа является низким, то достаточная коррозионная стойкость или адгезия могут быть не получены. Кроме того, если количество превышает 30 частей по массе, то эффект улучшения адгезии к поверхности металла и т.д. достигает насыщения, и дорогостоящий силановый связующий реагент должен быть использован для формирования покрытия в большем количестве, чем требуется, так что это оказывается неэкономичным и обусловливает снижение стабильности покровной композиции (β). Следует отметить, что атомы Si, которые формируют связи "-C-Si-O-", могут быть идентифицированы и количественно оценены с использованием FT-IR-спектров (инфракрасных спектров с Фурье-преобразованием) покрытия на металлическом листе или с помощью 29Si-ЯМР, или другими методами анализа.
[0086] Как описано выше, смола (А1) содержится в качестве одного ингредиента покровной композиции (β), которую используют для формирования покрытия (α) согласно настоящему изобретению, в количестве от 50 до 100% масс. нелетучих компонентов. После формирования покрытия (α) нанесением ее на металлический лист, органическая смола (А) в покрытии содержит смолу (А1) или, кроме того, дополнительно содержит ее реакционное производное (А2). Смола (А1), как описано выше, не является конкретно ограниченной в отношении типа или структуры в такой мере, насколько представляет собой смолу, которая постоянно присутствует в покровной композиции (β) на водной основе или на основе органического растворителя. Ее структура предпочтительно содержит по меньшей мере один тип функциональной группы, которую выбирают из карбоксильной группы (-СООН), карбоксилатной группы (-COO-M+, где М+ представляет собой одновалентный катион), группы сульфоновой кислоты (-SO3H), сульфонатной группы (-SO3 -M+; где М+ представляет собой одновалентный катион), первичной аминогруппы (-NH2), вторичной аминогруппы (-NHR1; где R1 представляет собой углеводородную группу), третичной аминогруппы (-NR1R2; где R1 и R2 представляют собой углеводородные группы), группы четвертичной аммониевой соли (-N+R1R2R3X-; где R1, R2 и R3 представляют собой углеводородные группы, и X- представляет собой одновалентный анион), группы сульфониевой соли (-S+R1R2X-; где R1 и R2 представляют собой углеводородные группы, и X- представляет собой одновалентный анион), группы фосфониевой соли (-P+R1R2R3X-; где R1, R2 и R3 представляют собой углеводородные группы, и X- представляет собой одновалентный анион). То есть, органическая смола (А) в покрытии (α) предпочтительно включает смолу (А1), которая включает по меньшей мере один тип функциональной группы, выбранной из указанных выше карбоксильной группы, карбоксилатной группы, группы сульфоновой кислоты, сульфонатной группы, вторичной аминогруппы, третичной аминогруппы, группы четвертичной аммониевой соли, группы сульфониевой соли и группы фосфониевой соли (ниже, в настоящем изобретении, совокупно называемых "группой из ряда полярных функциональных групп") в своей структуре, или, кроме того, производное (А2) этой смолы.
[0087] Ниже будет описана причина, почему предпочтительно, чтобы смола (А1) содержала группу из ряда полярных функциональных групп в своей структуре.
[0088] Покровная композиция (β) содержит смолу (А1), которая образует по меньшей мере часть органической смолы (А) после формирования пленки. Когда покровная композиция (β) представляет собой композицию на водной основе, то если имеется группа из ряда полярных функциональных групп в низкополярной структуре смолы (А1), главным образом состоящей из углеродной цепи, во время хранения покровной композиции (β) или в среде с высоким содержанием воды сразу после нанесения покрытия, группа из ряда полярных функциональных групп, которая проявляет высокую полярность и исключительно высокую гидрофильность, контактирует с водой и гидратируется окружающей водой. В результате этого смола (А1) без труда стабильно диспергируется в покровной композиции (β). Кроме того, эта группа из ряда полярных функциональных групп адсорбируется на поверхностях частиц (В) неоксидного керамического материала, которые присутствуют в покровной композиции, и проявляет действие, состоящее в предотвращении агрегации частиц (В) неоксидного керамического материала и сохранении дисперсии.
[0089] Как правило, покровная композиция на водной основе отличается от покровной композиции на основе органического растворителя тем, что во время хранения покровной композиции или сразу после нанесения покрытия она содержит большое количество воды и является высокополярной, но если вода испаряется в процессе формирования покрытия, полярность среды в покровной композиции значительно изменяется от высокой полярности до низкой полярности. В случае настоящего изобретения, в структуре смолы (А1) имеется группа из ряда полярных функциональных групп, так что если вода испаряется во время процесса формирования покрытия, и полярность резко снижается, по меньшей мере часть групп из ряда полярных функциональных групп будет терять гидратную воду и десорбироваться с поверхности металла, и сжиматься с образованием скрученной формы. С другой стороны, части цепи низкополярной смолы в смоле (А1) расширяются, образуется трехмерный барьерный слой, и это вызывает предотвращение агрегации частиц (В) неоксидного керамического материала.
[0090] Таким образом, если имеется группа из ряда полярных функциональных групп, которые имеют высокую полярность и проявляют исключительно высокую гидрофильность в низкополярной структуре смолы (А1), главным образом состоящей из углеродной цепи, то согласно изменению полярности в покровной композиции (покрытии) во время хранения покровной композиции на водной основе или во время формирования покрытия, группы или цепи, которые согласуются с такой полярностью, расширяются, и легко поддерживается диспергируемость частиц неоксидного керамического материала.
[0091] Когда покровная композиция (β) представляет собой композицию на основе органического растворителя, то если присутствует группа из ряда полярных функциональных групп, которые имеют высокую полярность и проявляют исключительно высокую гидрофильность в низкополярной структуре смолы (А1), главным образом состоящей из углеродной цепи, они адсорбируются на поверхностях частиц (В) неоксидного керамического материала, которые присутствуют в покровной композиции. Кроме того, в органическом растворителе часть цепи низкополярной смолы в смоле (А1) расширяется, и группы из ряда полярных функциональных групп в структуре смолы отделяются друг от друга, так что проявляется такой эффект, при котором агрегация частиц (В) неоксидного керамического материала предотвращается, и сохраняется диспергируемость в покровной композиции или в процессе формирования покрытия.
[0092] В качестве других достоинств смолы (А1), содержащей указанную выше группу из ряда полярных функциональных групп, благодаря введению этих функциональных групп можно назвать улучшение адгезии к базовому материалу, состоящему из металлического листа (когда имеется грунтовочная пленка, то к пленке), и улучшение коррозионной стойкости покрытия (α), обрабатываемости покрытия во время формования (адгезия покрытия, устойчивость к растрескиванию, устойчивость к выцветанию и т.д. обработанных деталей во время формования прессованием металлического листа), устойчивости к процарапыванию и т.д.
[0093] Группа сульфоновой кислоты представляет собой функциональную группу, которая описывается структурной формулой -SO3H. Кроме того, сульфонатная группа представляет собой функциональную группу, которая изображается структурной формулой -SO3 -M+ (М+ представляет собой одновалентный катион) и образуется нейтрализацией группы сульфоновой кислоты щелочными металлами, аминами, включая аммиак, и т.д.
[0094] Когда смола (А1) представляет собой сложнополиэфирную смолу, которая содержит в своей структуре группу сульфоновой кислоты или сульфонатную группу, то нет ограничений в отношении полиола, многоосновной карбоновой кислоты, содержащего группу сульфоновой кислоты соединения или содержащего сульфонатную группу соединения, которые используются в качестве материала для синтеза смолы. В качестве полиола и многоосновной карбоновой кислоты могут быть использованы уже проиллюстрированные соединения. Кроме того, в качестве соединения, содержащего группу сульфоновой кислоты, например, могут быть использованы 5-сульфоизофталевая кислота, 4-сульфонафталин-2,7-дикарбоновая кислота, 5-(4-сульфофенокси)изофталевая кислота или другие дикарбоновые кислоты, содержащие группу сульфоновой кислоты, или 2-сульфо-1,4-бутандиол, 2,5-диметил-3-сульфо-2,5-гександиол или другие диолы и т.д. В качестве содержащего сульфонатную группу соединения, например, может быть использована натриевая соль 5-сульфоизофталевой кислоты, диметил-5-сульфоизофталат натрия и т.д. Если желательно получение смолы, где группы сульфоновой кислоты нейтрализованы, то можно ввести уже нейтрализованные группы сульфоновой кислоты в смолу или ввести группы сульфоновой кислоты в смолу, затем их нейтрализовать. Если покровная композиция (β) представляет собой композицию на водной основе, то чтобы сделать смолу однородно и тонко диспергированной в воде, предпочтительно, чтобы число сульфонатных групп, которые получены нейтрализацией щелочными металлами, аминами, включая аммиак, и т.д., было больше, чем число сульфогрупп, которые не нейтрализованы. Обоснование этому состоит в том, что сульфонатные группы, которые получены нейтрализацией щелочными металлами, аминами, включая аммиак, и т.д., легко диссоциируют и гидратируются в воде, так что смолы, которые содержат большое число этих групп в структуре, без труда равномерно и тонко диспергируются в воде. Среди них сульфонатные группы с металлами, которые получены нейтрализацией Li, Na, K и другими щелочными металлами, особенно предпочтительны, поскольку они подавляют агрегацию частиц (В) неоксидного керамического материала во время хранения покровной композиции (β) на водной основе или в среде с большим количеством воды сразу после нанесения покрытия и повышают адгезию покрытия (α) к базовому материалу. Наиболее предпочтительным является сульфатная группа с натрием.
[0095] Количество используемой дикарбоновой кислоты, которая содержит группы сульфоновой кислоты или сульфонатные группы, или диола предпочтительно представляет собой сумму дикарбоновой кислоты, которая содержит группы сульфоновой кислоты или сульфонатные группы, или диола от 0,1 до 10 мольных процентов относительно всех компонентов многоосновных карбоновых кислот или всех полиольных компонентов. Если количество составляет менее 0,1 мольного процента, то во время хранения покровной композиции (β) на водной основе или в среде с большим количеством воды сразу после нанесения покрытия, имеется малая часть групп сульфоновой кислоты и сульфонатных групп для стабилизации дисперсии смолы, которая содержит карбоксильные группы или группы сульфоновой кислоты, или сульфонатные группы. Существует возможность того, что достаточная диспергируемость смолы не может быть получена. Кроме того, ввиду малого количества групп сульфоновой кислоты и сульфонатных групп, которые адсорбируются на частицах (В) неоксидного керамического материала, которые совместно присутствуют в покровной композиции, иногда эффект предотвращения агрегации частиц неоксидного керамического материала является недостаточным. Кроме того, поскольку количество групп сульфоновой кислоты и сульфонатных групп, которые действуют на базовый материал металлического листа (на грунтовочный слой, если присутствует грунтовка), мало, иногда эффект улучшения адгезии или коррозионной стойкости не может быть получен. Если количество превышает 10 мольных процентов, то из-за групп сульфоновой кислоты и сульфонатных групп иногда возрастает количество влаги, которую удерживает покрытие, и снижается коррозионная стойкость. Если рассматривать баланс технических характеристик, то более предпочтительным является количество в диапазоне от 0,5 до 5 мольных процентов.
[0096] Карбоксильная группа представляет собой функциональную группу, которая описывается структурной формулой "-СООН". Кроме того, карбоксилатная группа представляет собой функциональную группу, которая изображается структурной формулой -СОО-М+ (М+ представляет собой одновалентный катион), которую получают нейтрализацией карбоксильной группы щелочным металлом, амином, включая аммиак, и т.д.
[0097] Когда смола (А1) представляет собой сложнополиэфирную смолу, которая содержит в своей структуре карбоксильную группу или карбоксилатную группу, способ введения карбоксильной группы или карбоксилатной группы в сложнополиэфирную смолу не является конкретно ограниченным. Например, может быть указан способ, в котором проводят полимеризацию сложнополиэфирной смолы, затем при обычном давлении в атмосфере азота добавляют одно или более соединений, выбранных из ангидрида тримеллитовой кислоты, ангидрида фталевой кислоты, ангидрида пиромеллитовой кислоты, ангидрида янтарной кислоты, ангидрида 1,8-нафталевой кислоты, ангидрида 1,2-циклогександикарбоновой кислоты, 3,4-ангидрида циклогексан-1,2,3,4-тетракарбоновой кислоты, диангидрида бис-тримеллитата этиленгликоля, ангидрида 5-(2,5-диоксотетрагидро-3-фуранил)-3-метил-3-циклогексен-1,2-дикарбоновой кислоты, диангидрида нафталин-1,4,5,8-тетракарбоновой кислоты и т.д., способ, в котором вводят эти ангидриды кислот в полиэфир в олигомерном состоянии перед его полимеризацией, затем проводят его полимеризацию реакцией поликонденсации при пониженном давлении и т.д.
[0098] При использовании смолы, где карбоксильные группы нейтрализованы, можно ввести уже нейтрализованные карбоксильные группы в смолу или ввести в смолу карбоксильные группы, затем их нейтрализовать. Когда покровная композиция (β) представляет собой композицию на водной основе, то чтобы сделать смолу однородно и тонко диспергированной в воде, предпочтительно, чтобы число карбоксилатных групп, которые получены нейтрализацией щелочными металлами, аминами, включая аммиак, и т.д., было больше, чем число карбоксильных групп, которые не нейтрализованы. Обоснованием является то, что карбоксилатные группы, которые получены нейтрализацией щелочными металлами, аминами, включая аммиак, и т.д., легко диссоциируют и гидратируются в воде, так что смолы, которые содержат большое число этих групп в структуре, без труда равномерно и тонко диспергируются в воде.
[0099] Количество вводимых карбоксильных групп или карбоксилатных групп не является конкретно ограниченным. Кислотное число, которое соответствует совокупному количеству карбоксильных групп или карбоксилатных групп, предпочтительно варьирует в диапазоне от 0,1 до 50 мг КОН/г. Если оно является меньшим, чем 0,1 мг КОН/г, имеется малая доля карбоксильных групп для стабилизации дисперсии смолы, которая содержит карбоксильные группы или группы сульфоновой кислоты, и существует возможность того, что достаточная диспергируемость смолы не может быть получена во время хранения покровной композиции (β) на водной основе или в среде с большим количеством воды сразу после нанесения покрытия. Кроме того, ввиду малого количества карбоксильных групп или карбоксилатных групп, которые адсорбируются на частицах (В) неоксидного керамического материала, которые совместно присутствуют в покровной композиции, иногда эффект предотвращения агрегации частиц неоксидного керамического материала является недостаточным. Кроме того, поскольку количество карбоксильных групп или карбоксилатных групп, которые действуют на базовый материал металлического листа (на грунтовочный слой, если присутствует грунтовка), мало, иногда эффект улучшения адгезии или коррозионной стойкости не может быть получен. Если кислотное число превышает 50 мг КОН/г, то благодаря карбоксильным группам или карбоксилатным группам иногда возрастает количество влаги, которую удерживает покрытие, и снижается коррозионная стойкость. Если рассматривать баланс технических характеристик, то более предпочтительным является кислотное число в диапазоне от 50,5 до 25 мг КОН/г.
[0100] Первичная аминогруппа, вторичная аминогруппа, третичная аминогруппа и группа четвертичной аммониевой соли представляют собой функциональные группы, описываемые формулами "-NH2", "-NHR1", "-NR1R2" и "-N+R1R2R3X-", соответственно. Радикалы R1, R2 и R3 представляют собой углеводородные группы, тогда как X- представляет собой одновалентный анион.
[0101] Когда смола (А1) включает первичную аминогруппу или вторичную аминогруппу (иминогруппу), способ введения этих групп в структуру смолы не является конкретно ограниченным. Например, может быть указан способ, в котором осуществляют конденсационную полимеризацию мочевины, меламина, гексаметоксиметилмеламина, бензогуанамина или другого соединения, которое имеет две или более первичных аминогрупп, с формальдегидом, и осуществляют этерификацию части или всех метилольных групп полученного продукта метанолом, этанолом, бутанолом или другим низшим спиртом, с получением смолы и т.д.
[0102] Когда смола (А1) представляет собой катионную смолу, которая содержит вторичную аминогруппу, третичную аминогруппу или группу четвертичной аммониевой соли, способ, каким вводят функциональные группы в структуру смолы, не является конкретно ограниченным. Например, может быть указан способ, в котором первичное, вторичное или третичное аминосоединение подвергают взаимодействию с трехчленной простой циклической эфирной группой, то есть, эпоксигруппой (оксирановой группой) в цепи эпоксидной смолы, и вводят вторичную аминогруппу, третичную аминогруппу или группу четвертичной аммониевой соли в цепь смолы и т.д. Кроме того, может быть указана смола, где эти группы нейтрализованы органической кислотой, неорганической кислотой и т.д., с получением смолы на водной основе и т.д.
[0103] Структурные формулы вторичной аминогруппы, третичной аминогруппы, группы четвертичной аммониевой соли, группы сульфониевой соли и группы фосфониевой соли имеют вид -NHR1, -NR1R2, -N+R1R2R3X-, -S+R1R2X- и -P+R1R2R3X-, соответственно, где R1, R2 и R3 представляют собой углеводородные группы, и X- представляет собой одновалентный анион. Фрагменты R1, R2, R3 и X- не являются конкретно ограниченными в такой мере, насколько смола, которая имеет функциональные группы, постоянно присутствует в покровной композиции (β), способность создавать покрытие на металлическом листе и формуемость пленки являются превосходными, и металлический лист с предварительным покрытием после формирования пленки имеет превосходство в контактной сварке, коррозионной стойкости и формуемости.
[0104] В качестве радикалов R1, R2 и R3, например, может быть указана С1-С18алкильная группа с линейной или разветвленной цепью, алкильная группа, которая замещена арильной группой, гидроксильной группой или алкоксигруппой, арильная группа или аралкильная группа. В качестве конкретных примеров могут быть приведены метильная, этильная, пропильная, бутильная, пентильная, гексильная, гептильная, октильная, додецильная группа или другая алкильная группа, фенильная, толильная, ксилильная группа или другая арильная группа, бензильная, фенетильная или другая аралкильная группа, группа, замещенная гидроксильной группой, алкоксильной группой и т.д. Радикалы R1, R2 и R3 могут быть одинаковыми группами или различными группами. Например, в качестве X- может быть указан фторидный, хлоридный, бромидный, иодидный или другие галогенидные ионы, ионы серной кислоты, ионы фосфорной кислоты, ионы хлорной кислоты и т.д.
[0105] Органическая смола (А) предпочтительно представляет собой смолу, которая отверждается отвердителем. Отвердитель не является конкретно ограниченным в такой мере, насколько представляет собой такой, который отверждает органическую смолу (А). Из тех, которые уже проиллюстрированы в качестве сшивающих реагентов смолы (А1), сшивающий реагент по меньшей мере одного типа, который выбран из одной аминосмолы, то есть, меламиновой смолы, или полиизоцианатного соединения, может быть использован в качестве отвердителя.
[0106] Меламиновая смола представляет собой смолу, в которой часть или все метилольные группы продуктов, которые получены конденсацией меламина и формальдегида, этерифицированы метанолом, этанолом, бутанолом или другим низшим спиртом. Полиизоцианатное соединение не является конкретно ограниченным. Например, могут быть приведены гексаметилендиизоцианат, изофорондиизоцианат, ксилилендиизоцианат, толуилендиизоцианат и т.д., которые уже были проиллюстрированы в качестве сшивающих реагентов для смолы (А1). Кроме того, в качестве блокированного продукта, может быть указано блокированное полиизоцианатное соединение, то есть, блокированный гексаметилендиизоцианат, блокированный изофорондиизоцианат, блокированный ксилилендиизоцианат, блокированный толуилендиизоцианат. Эти отвердители могут быть использованы по отдельности или могут быть использованы в комбинации двух или более типов.
[0107] Содержание отвердителя предпочтительно составляет от 5 до 35% масс. органической смолы (А). Если содержание составляет меньше чем 5% масс., обжиговое отверждение является недостаточным, и коррозионная стойкость и устойчивость к процарапыванию иногда ухудшаются, тогда как если превышает 35% масс., способность отверждаться при нагревании становится чрезмерно высокой, и иногда снижаются коррозионная стойкость и обрабатываемость.
[0108] С позиции устойчивости покрытия (α) к процарапыванию, отвердитель предпочтительно содержит меламиновую смолу. Содержание меламиновой смолы предпочтительно составляет от 30 до 100% масс. отвердителя. Если содержание меньше 30% масс., полученное покрытие (α) иногда имеет худшую устойчивость к процарапыванию.
[0109] Частицы (В) неоксидного керамического материала
В настоящем изобретении в качестве частиц электропроводного материала в покрытии (α) используют частицы (В) неоксидного керамического материала. В настоящем изобретении, даже когда покровная композиция (β) для получения покрытия (α) представляет собой композицию на водной основе, эти частицы (В) неоксидного керамического материала не разрушаются в композиции, и высокая проводимость сохраняется постоянно. На этом основании превосходная пригодность к контактной сварке может поддерживаться в течение исключительно длительного периода времени, по сравнению с частицами электропроводного материала, которые разлагаются под действием влаги, например, частицы базового металла, частицы ферросилиция и т.д.
[0110] Неоксидный керамический материал, который образует частицы (В) неоксидного керамического материала, которые содержатся в покрытии (α) согласно настоящему изобретению, представляет собой боридный керамический материал, карбидный керамический материал, нитридный керамический материал или силицидный керамический материал, с удельным электрическим сопротивлением при температуре 25°С (объемное удельное сопротивление, удельное сопротивление) в диапазоне от 0,1×10-6 до 185×10-6 Ом·см. Приведенный в данном описании "неоксидный керамический материал" представляет собой керамический материал, состоящий из элементов или соединений, не содержащих кислород. Кроме того, указанный в данном описании боридный керамический материал, карбидный керамический материал, нитридный керамический материал или силицидный керамический материал представляет собой неоксидные керамические материалы, имеющие бор (В), углерод (С), азот (N) и кремний (Si), соответственно, в качестве основных неметаллических составляющих элементов. Из них ни для одного не показаны величины удельного электрического сопротивления при температуре 25°С менее 0,1×10-6 Ом·см. Кроме того, когда удельное электрическое сопротивление при температуре 25°С неоксидного керамического материала (объемное удельное сопротивление, удельное сопротивление) превышает 185×10-6 Ом·см, необходимо добавлять в покрытие большое количество керамического материала, чтобы придать покрытию из смолы достаточную электропроводность. При формовании прессованием металлического листа с предварительным покрытием согласно настоящему изобретению происходит значительное отслоение покрытия или истирание, снижается коррозионная стойкость, так что это недопустимо.
[0111] Частицы (В) неоксидного керамического материала, которые содержатся в покрытии (α) согласно настоящему изобретению, обладают высокой электропроводностью, так что добавляемое количество для придания покрытию из смолы достаточной электропроводности может быть сделано меньшим, и в результате оказывается вредное воздействие на коррозионную стойкость и формуемость металлического листа с предварительным покрытием. Следует отметить, что, для сведения, удельное электрическое сопротивление чистого металла составляет величину в диапазоне от 1,6×10-6 Ом·см (Ag в чистом виде) до 185×10-6 Ом·см (Mn как таковой). Показано, что неоксидный керамический материал, который используют в качестве частиц электропроводного материала в настоящем изобретении (удельное электрическое сопротивление от 0,1×10-6 до 185×10-6 Ом·см), имеет превосходную электропроводность до такой же степени, как чистый металл.
[0112] В отношении неоксидного керамического материала, который может быть использован в настоящем изобретении, может быть проиллюстрировано следующее. То есть, в качестве боридных керамических материалов могут быть проиллюстрированы бориды переходных металлов Группы IV (Ti, Zr, Hf), Группы V (V, Nb, Та) и Группы VI (Cr, Mo, W) Периодической Таблицы, Mn, Fe, Со, Ni, редкоземельные элементы или щелочноземельные металлы, другие, чем Be и Mg (Са, Sr, Ва). Однако среди боридов бериллия (Be), бориды с удельным электрическим сопротивлением при температуре 25°С свыше 185×10-6 Ом·см (например, Ве2В, ВеВ6 и т.д.) обладают недостаточной электропроводностью, так что они непригодны для применения в настоящем изобретении. Кроме того, бориды магния (Mg) (Mg3B2, MgB2 и т.д.) неустойчивы к действию воды или кислоты, поэтому непригодны для применения в настоящем изобретении. В качестве карбидных керамических материалов могут быть проиллюстрированы карбиды переходных металлов Группы IV, Группы V и Группы VI, и Mn, Fe, Со и Ni. Однако карбиды редкоземельных элементов или щелочноземельных металлов (например, YC2, LaC2, СеС2, PrC2, Ве2С, Mg2C3, SrC2 и т.д.), которые склонны гидролизоваться во влажной окружающей среде, непригодны для применения в настоящем изобретении. В качестве нитридных керамических материалов могут быть проиллюстрированы нитриды переходных металлов Группы IV, Группы V и Группы VI, или Mn, Fe, Со и Ni. Однако нитриды редкоземельных элементов или щелочноземельных металлов (например, LaN, Mg3N2, Ca3N2 и т.д.), которые склонны гидролизоваться во влажной окружающей среде, непригодны для применения в настоящем изобретении. В качестве силицидных керамических материалов могут быть проиллюстрированы силициды переходных металлов Группы IV, Группы V и Группы VI, или Mn, Fe, Со и Ni. Однако силициды редкоземельных элементов или щелочноземельных металлов (например, LaSi, Mg2Si, SrSi2, BaSi2 и т.д.), которые склонны реагировать с водой и образовывать водород во влажной окружающей среде, непригодны для применения в настоящем изобретении. Кроме того, могут быть проиллюстрированы смеси соединений двух или более типов, которые выбраны из этих боридов, карбидов, нитридов и силицидов, или металлокерамические материалы и т.д., полученные смешиванием этих керамических материалов с металлическими связующими материалами и их спеканием.
[0113] При получении покрытия (α) из покровной композиции на водной основе стандартный электродный потенциал металла, который образует часть металлокерамического материала, предпочтительно составляет -0,3 В или более. Предпочтительным является устойчивость к разложению водой. Если стандартный электродный потенциал металла, который образует часть металлокерамического материала, составляет менее -0,3 В, то если частицы металлокерамического материала присутствуют в покровной композиции на водной основе в течение длительного периода времени, на поверхностях частиц образуется слой ржавчины или толстый слой изолирующего оксида, и частицы склонны утрачивать электропроводность. В качестве примеров частиц металлокерамических материалов, которые устойчивы к разложению водой, могут быть приведены WC-12Co, WC-12Ni, TiC-20TiN-15WC-10Mo2C-5Ni и т.д. Стандартные электродные потенциалы Со и Ni составляют -0,28 В и -0,25 В, соответственно, или оба ближе к благородным металлам, чем при -0,3 В. Каждый металл устойчив к разложению водой.
[0114] Среди указанных выше неоксидных керамических материалов неблагоприятны керамические материалы на Cr-основе (CrB, CrB2, Cr3C2, Cr2N, CrSi и т.д.), из опасения за загрязнение окружающей среды. Кроме того, керамические материалы на Hf-основе (HfB2, HfC, HfN и т.д.) и многие керамические материалы на основе редкоземельных элементов, образованные редкоземельными элементами тяжелее Tb, являются дорогостоящими и, кроме того, недоступными на рынке, так что в настоящем изобретении предпочтительно применение неоксидного керамического материала без привлечения этих материалов из указанной выше группы или смеси выбранных из них двух или более типов.
[0115] Кроме того, из соображений наличия промышленных продуктов и устойчивого распределения на внутреннем и международном рынках, цен, удельного электрического сопротивления и т.д., более предпочтительны следующие неоксидные керамические материалы, то есть, ВаВ6 (удельное электрическое сопротивление 77×10-6 Ом·см), СеВ6 (то же, 30×10-6 Ом·см), Со2В (то же, 33×10-6 Ом·см), СоВ (то же, 76×10-6 Ом·см), FeB (то же, 80×10-6 Ом·см), GdB4 (то же, 31×10-6 Ом·см), GdB6 (то же, 45×10-6 Ом·см), LaB4 (то же, 12×10-6 Ом·см), LaB6 (то же, 15×10-6 Ом·см), Мо2В (то же, 40×10-6 Ом·см), МоВ (то же, 35×10-6 Ом·см), МоВ2 (то же, 45×10-6 Ом·см), Мо2В5 (то же, 26×10-6 Ом·см), Nb3B2 (то же, 45×10-6 Ом·см), NbB (то же, 6,5×10-6 Ом·см), Nb3B4 (то же, 34×10-6 Ом·см), NbB2 (то же, 10×10-6 Ом·см), NdB4 (то же, 39×10-6 Ом·см), NdB6 (то же, 20×10-6 Ом·см), PrB4 (то же, 40×10-6 Ом·см), PrB6 (то же, 20×10-6 Ом·см), SrB6 (то же, 77×10-6 Ом·см), ТаВ (то же, 100×10-6 Ом·см), ТаВ2 (то же, 100×10-6 Ом·см), TiB (то же, 40×10-6 Ом·см), TiB2 (то же, 28×10-6 Ом·см), VB (то же, 35×10-6 Ом·см), VB2 (то же, 150×10-6 Ом·см), W2B5 (то же, 80×10-6 Ом·см), YB4 (то же, 29×10-6 Ом·см), YB6 (то же, 40×10-6 Ом·см), YB12 (то же, 95×10-6 Ом·см), ZrB2 (то же, 60×10-6 Ом·см), МоС (то же, 97×10-6 Ом·см), Мо2С (то же, 100×10-6 Ом·см), Nb2C (то же, 144×10-6 Ом·см), NbC (то же, 74×10-6 Ом·см), Та2С (то же, 49×10-6 Ом·см), ТаС (то же, 30×10-6 Ом·см), TiC (то же, 180×10-6 Ом·см), V2C (то же, 140×10-6 Ом·см), VC (то же, 150×10-6 Ом·см), WC (то же, 80×10-6 Ом·см), W2C (то же, 80×10-6 Ом·см), ZrC (то же, 70×10-6 Ом·см), Mo2N (то же, 20×10-6 Ом·см), Nb2N (то же, 142×10-6 Ом·см), NbN (то же, 54×10-6 Ом·см), ScN (то же, 25×10-6 Ом·см), Ta2N (то же, 135×10-6 Ом·см), TiN (то же, 22×10-6 Ом·см), ZrN (то же, 14×10-6 Ом·см), CoSi2 (то же, 18×10-6 Ом·см), Mo3Si (то же, 22×10-6 Ом·см), Mo5Si3 (то же, 46×10-6 Ом·см), MoSi2 (то же, 22×10-6 Ом·см), NbSi2 (то же, 6,3×10-6 Ом·см), Ni2Si (то же, 20×10-6 Ом·см), Ta2Si (то же, 124×10-6 Ом·см), TaSi2 (то же, 8,5×10-6 Ом·см), TiSi (то же, 63×10-6 Ом·см), TiSi2 (то же, 123×10-6 Ом·см), V5Si3 (то же, 115×10-6 Ом·см), VSi2 (то же, 9,5×10-6 Ом·см), W3Si (то же, 93×10-6 Ом·см), WSi2 (то же, 33×10-6 Ом·см), ZrSi (то же, 49×10-6 Ом·см), ZrSi2 (то же, 76×10-6 Ом·см), или смеси двух или более керамических материалов, которые выбраны из них.
[0116] Из них в особенности предпочтительны неоксидные керамические материалы с удельным электрическим сопротивлением при температуре 25°С от 0,1×10-6 до 100×10-6 Ом·см. Обоснованием является то, что они имеют более высокую электропроводность, чем неоксидные керамические материалы с удельным электрическим сопротивлением при температуре 25°С в диапазоне от более 100×10-6 Ом·см до 185×10-6 Ом·см, так что количество частиц, добавляемых для придания достаточной электропроводности покрытию из смолы, может быть сделано меньшим, формируются только немногие пути проводимости тока коррозии, которые проходят через покрытие, и коррозионная стойкость вообще не снижается. Кроме того, поскольку добавляемое количество частиц мало, отслоение покрытия или истирание не возникают во время формования прессованием, и формуемость вообще не ухудшается.
[0117] Величины удельного электрического сопротивления в скобках для неоксидных керамических материалов показывают репрезентативные значения керамических материалов, которые продаются на рынке и используются как промышленные материалы (документированные значения). Эти величины удельного электрического сопротивления изменяются соответственно типам и количествам загрязняющих элементов, которые внедряются в кристаллическую решетку неоксидных керамических материалов, так что во время реализации настоящего изобретения, например, достаточно измерить удельное электрическое сопротивление при температуре 25°С четырехзондовым методом на четырех контактах при постоянном токе с использованием резистивиметра Loresta ЕР (фирмы Mitsubishi Chemical Analytech Co., Ltd., модель MCP-T360) и ESP-зонда (диаметр плоской головки контакта 2 мм), и системы подведения постоянного тока на основе Японского промышленного стандарта JIS К 7194, и перед применением подтвердить, что оно составляет величину в диапазоне от 0,1×10-6 до 185×10-6 Ом·см.
[0118] По своей форме частицы (В) неоксидного керамического материала предпочтительно представляют собой сферические частицы или квази-сферические частицы (например, с эллипсоидной формой, яйцевидной формой, формой мяча для регби и т.д.) или многогранные частицы (например, с формой футбольного мяча, формой игральной кости, формой грани ювелирного алмаза и т.д.), или другой такой формой, близкой к сфере. Удлиненная форма (например, стержневидная форма, пальцеобразная форма, волокнистая форма и т.д.) или плоская форма (например, чешуйчатая форма, пластинчатая форма, дискообразная форма и т.д.), непригодны для применения в настоящем изобретении, поскольку частицы становятся выстроенными параллельно поверхности покрытия в процессе нанесения покрытия, частицы скапливаются вблизи поверхности раздела между базовым материалом для нанесения покрытия, состоящего из металлического листа (грунтовочного слоя, когда имеется грунтовочный слой на поверхности металла), и покрытия, и становится затруднительным сформировать эффективные пути проводимости, которые проходят сквозь покрытие по направлению его толщины.
[0119] Частицы (В) неоксидного керамического материала не являются конкретно ограниченными в отношении среднего диаметра частиц. В покровной композиции (β) согласно настоящему изобретению предпочтительно присутствие частиц со среднеобъемным размером от 0,2 до 20 мкм, более предпочтительно присутствие частиц со среднеобъемным размером от 0,5 до 12 мкм, и в особенности предпочтительно присутствие частиц со среднеобъемным размером 1-8 мкм. Если диспергированные частицы, которые имеют среднеобъемный размер, постоянно присутствуют в покровной композиции (β) в процессе получения покровной композиции (β), то во время хранения и транспортировки, и в процессе нанесения покрытия на базовый материал, предназначенный для покрытия и состоящий из металлического листа (грунтовочного слоя, когда имеется грунтовочный слой на поверхности металла), частицы могут быть одиночными частицами или многочисленными одиночными частицами, которые интенсивно агрегируются с образованием вторичных частиц. В процессе нанесения на базовый материал покрытия из покровной композиции частицы (В) агрегируются во время сушки и формирования покрытия, и среднеобъемный размер в покрытии может возрастать.
[0120] Следует отметить, что "среднеобъемный размер", на который ссылаются в данном описании, представляет собой среднее значение, основанное на объеме, который находят из характеристик объемного распределения частиц. Это может быть найдено с использованием любого общеизвестного метода измерения распределения частиц по диаметрам, но предпочтительным является применение среднего значения распределения эквивалентного диаметра сферы равного объема, измеренного методом Коултера (метод измерения электрического сопротивления при прохождении частицы через пору). Причина состоит в том, что с помощью метода Коултера, по сравнению с другими методами измерения распределения частиц по диаметрам (например, (a) расчет по объемному распределению, полученному методом рассеяния лазерного излучения, (b) преобразование распределения эквивалентного диаметра площади круга, полученного методом анализа изображений, в объемное распределение, (с) расчет из массового распределения, полученного методом центрифугирования и т.д.), почти нет различия со значениями, измеренными на измерительном оборудовании изготовителя или по модели, и возможно надежное, высокоточное измерение. В методе Коултера измеряемые частицы суспендируют в водном растворе электролита, через поры в стеклянной ампуле пропускают постоянный ток и создают пониженное давление, чтобы вызвать прохождение частиц через поры. Когда частицы проходят через поры, удельное электрическое сопротивление в порах возрастает вследствие вытеснения частицами объема водного раствора электролита (равного объему частиц). Когда подводят постоянный ток, изменение удельного сопротивления при проходе частиц проявляется в изменении импульса напряжения, так что можно непосредственно измерить объем индивидуальных частиц измерением высоты импульса напряжения для одной частицы в данный момент времени. Частицы часто имеют неправильные формы, так что принимают в расчет сферу равного объема, и значение преобразовывают в диаметр этой сферы (равный эквивалентному диаметру сферы равного объема). Метод измерения эквивалентного диаметра сферы равного объема по методу Коултера хорошо известен. Например, он подробно описан на веб-странице официального сайта в интернете фирмы Beckman Coulter (http://www.beckmancoulter.co.jp/product/product03/Multisizer3.html (Precision Particle diameter Distribution Measuring System Multisizer 3)).
[0121] Частицы неоксидного керамического материала со среднеобъемным размером менее 0,2 мкм, как правило, являются более дорогостоящими, чем частицы неоксидного керамического материала со среднеобъемным размером больше этого, и реже доступны на рынке в качестве промышленных продуктов. Кроме того, удельная площадь поверхности является относительно большой, так что при получении покровной композиции на водной основе или на основе органического растворителя, даже если используют влажный диспергатор, затруднительно смочить всю поверхность частиц в целом и обеспечить диспергирование, поэтому в результате часто образуются комки, не смешанные с водой или с органическим растворителем, и это не должно использоваться в настоящем изобретении. Кроме того, частицы неоксидного керамического материала со среднеобъемным размером свыше 20 мкм оседают в покровной композиции на водной основе или на основе органического растворителя легче и быстрее по сравнению с частицами неоксидного керамического материала со среднеобъемным размером меньше чем этот (что ясно из закона Стокса). Поэтому, даже если проводить разбавление диспергатором, затруднительно обеспечить стабильность дисперсии, и иногда частицы не остаются во взвешенном состоянии, но оседают в течение короткого времени с агрегацией, затвердеванием, и повторное диспергирование является затруднительным и создает другие проблемы, так что это недопустимо в настоящем изобретении.
[0122] Если обозначить среднеобъемный размер частиц (В) неоксидного керамического материала, которые диспергированы в покрытии (α), как "с мкм", и толщину покрытия (α) как "b мкм", то предпочтительно, чтобы удовлетворялось отношение "0,5≤c/b≤1,5". На фиг. 1 представлен схематический вид поперечного сечения металлического листа с предварительным покрытием для применения в автомобилях согласно настоящему изобретению. (А) обозначает органическую смолу, (В) и (В′) частицы неоксидного керамического материала, и (С) антикоррозионный пигмент, тогда как (γ) обозначает металлический лист. (В) обозначает частицы с отношением "с/b" диаметра частицы к толщине 0,5 или более. В этом случае, обеспечивается электропроводность по направлению толщины. (В′) обозначает частицы с отношением "с/b" диаметра частицы к толщине менее 0,5. В этом случае, электропроводность иногда обеспечивается недостаточно. Если отношение "с/b" диаметра частицы к толщине превышает 1,5, иногда будут снижаться коррозионная стойкость и формуемость при прессовании.
[0123] Доступные частицы (В) неоксидного керамического материала, как правило, получают обычно до предварительно заданных диаметров частиц на стадиях, в которых распыляют сырьевые материалы и просеивают их сообразно необходимости, чтобы иметь распределение частиц по диаметрам, в котором будут смешаны друг с другом частицы с различными диаметрами частиц. Поэтому, даже если среднеобъемный размер частиц находится в указанном выше диапазоне диаметра частиц, в зависимости от распределения частиц по диаметрам, это может влиять на свариваемость. В частицах (В) неоксидного керамического материала частицы (В1) с диаметрами в диапазоне среднеобъемного размера 1-24 мкм являются особенно эффективными для получения хорошей свариваемости.
[0124] Кроме того, на свариваемость также оказывает влияние количество частиц (В) неоксидного керамического материала на поверхности металлического листа с предварительным покрытием. В настоящем изобретении для свариваемости металлического листа с предварительным покрытием предпочтительно размещение частиц (В1) неоксидного керамического материала с диаметром частиц от 1 мкм до 24 мкм на поверхности металлического листа с предварительным покрытием в количествах от 0,8/мм2 до 40000/мм2. Частицы (В) с диаметром частиц менее 1 мкм мало содействуют свариваемости, тогда как частицы (В) с размером частиц свыше 24 мкм легко выпадают из покрытия и не проявляют какого-либо действия на сварку, в особенности когда пленка является тонкой. Если число их составляет менее 0,8/мм2, то эффект улучшения свариваемости является слабым, тогда как если свыше 40000/мм2, эффект улучшения свариваемости относительно добавленного количества является небольшим.
[0125] Антикоррозионный пигмент (С)
Антикоррозионный пигмент (С), который используется в настоящем изобретении, не является конкретно ограниченным по типу, но предпочтительно он включает соединения одного или более типов, которые выбраны из силикатных соединений, фосфатных соединений, ванадатных соединений и металлоксидных микрочастиц (D).
[0126] Силикатные соединения, фосфатные соединения и ванадатные соединения могут выделять ионы кремниевой кислоты, ионы фосфорной кислоты, ионы ванадиевой кислоты и противокатионы этих анионов (например, ионы щелочноземельных металлов, Zn-ионы, Al-ионы и т.д.) в покровной композиции (β) или в покрытии (α) при контакте с влагой или совместно присутствующими веществами в композиции или в покрытии, и в соответствии с изменениями условий окружающей среды, таких как рН. Из этих ионов во время формирования покрытия в покрытие (α) попадают ионы, которые уже вымыты в покровную композицию (β). Как полагают, вследствие изменения влажности в покрытии, контакта с совместно присутствующими веществами и с поверхностью базового материала, изменения рН и т.д., они образуют нерастворимые соли и пленку оксида с другими атомами или группами атомов, которые совместно присутствуют, и подавляют коррозию. Кроме того, силикатные соединения, фосфатные соединения и ванадатные соединения, которые попадают в покрытие (α), также постепенно высвобождают анионы и катионы в соответствии с изменениями среды после формирования покрытия, образуют нерастворимые соли и пленку оксида, и подавляют коррозию.
[0127] В качестве силикатных соединений, которые могут быть использованы в настоящем изобретении, могут быть приведены, например, силикат магния, силикат кальция или другие силикаты щелочноземельных металлов, силикат лития, силикат натрия, силикат калия и другие силикаты щелочных металлов, силикат алюминия и т.д. Из них, в качестве силиката лития, силиката натрия и силиката калия, могут быть проиллюстрированы силикат лития с молярным соотношением оксида кремния (SiO2) и оксида лития (Li2O) 0,5≤(SiO2/Li2O)≤8, силикат натрия с молярным соотношением оксида кремния (SiO2) и оксида натрия (Na2O) 0,5≤(SiO2/Na2O)≤4, и силикат калия с молярным соотношением оксида кремния (SiO2) и оксида калия (K2O) 0,5≤(SiO2/K2O)≤4, и гидраты этих силикатов. В качестве конкретных примеров, могут быть приведены ортосиликат лития (Li4SiO4; 2Li2O·2SiO2), ортодисиликат гексалития (Li6Si2O7; 3Li2O·2SiO2), метасиликат лития (Li2SiO4; Li2O·SiO2), дисиликат лития (Li2Si2O5; Li2O·2SiO2), гептасиликат тетралития (2Li2O·7SiO2), тетрасиликат лития (Li2Si4O9; Li2O-4SiO2), нонасиликат тетралития (2Li2O·9SiO2), квиндецисиликат тетралития (2Li2O·15SiO2) и ортосиликат натрия (Na4SiO4; 2Na2O·SiO2), метасиликат натрия (Na2SiO3; Na2O·SiO2), бисиликат натрия (Na2Si2O5; Na2O·2SiO2), тетрасиликат натрия (Na2Si4O9; Na2O·4SiO2), ортосиликат калия (K4SiO4; 2K2O·SiO2), метасиликат калия (K2SiO3; K2O·SiO2), бисиликат калия (K2Si2O5; K2O·2SiO2), тетрасиликат калия (K4Si4O9; K2O·4SiO2) и гидраты силикатов. Следует отметить, что большинство гидратов этих силикатов легко образуют гели в гидратированном состоянии вследствие изменения рН, температуры и неподвижной среды, и иногда они частично полимеризуются с образованием полисиликатов. Силикатные соединения, которые могут быть использованы в настоящем изобретении, включают также такие полисиликаты.
[0128] В качестве фосфатного соединения, которое может быть использовано в настоящем изобретении, могут быть приведены, например, ортофосфорная кислота, полифосфорная кислота (линейный полимер со степенью полимеризации ортофосфорной кислоты вплоть до 6, как таковой по отдельности или в смеси двух или более типов), метафосфорная кислота (циклический полимер со степенью полимеризации ортофосфорной кислоты от 3 до 6, как таковой по отдельности или в смеси двух или более типов), тетраметафосфорная кислота, гексаметафосфорная кислота или другие соли с металлами, пентаоксид фосфора, монетит, трифилит, витлокит, ксенотим, стеркорит, струвит, вивианит и другие фосфатные руды, полифосфат и триполифосфат с кремнеземом, и другие коммерчески доступные комбинированные фосфатные пигменты, соли металлов и фитиновой кислоты, фосфоновой кислоты, фосфиновой кислоты и т.д., или смеси двух или более из них и т.д. Приведенная в данном описании соль ортофосфорной кислоты включает такие соли, как гидрофосфат (HPO4 2-) и дигидрофосфат (H2PO4 -). Кроме того, соль полифосфорной кислоты включает водородсодержащую соль. Катионные частицы, которые образуют соль фосфорной кислоты, не являются конкретно ограниченными. Например, могут быть приведены Со, Cu, Fe, Mn, Nb, Ni, Sn, Ti, V, Y, Zr, Al, Ba, Ca, Mg, Sr, Zn и другие ионы металлов, ванадил, титанил, цирконил и другие оксокатионы, но предпочтительно используют Al, Ca, Mg, и Ni. Производные солей фосфорной кислоты могут быть использованы по отдельности или как смесь двух или более типов.
[0129] В качестве катионных частиц, которые образуют фосфат, применение больших количеств щелочного металла не является предпочтительным. Когда используют фосфат щелочного металла, продукт, который получают обжигом в процессе промышленного производства, слишком склонен растворяться в воде. Однако когда используют фосфат щелочного металла, если можно контролировать растворение в воде во время получения антикоррозионного пигмента, во время получения покровной композиции, во время формирования пленки на металлическом листе, во время применения металлического листа с предварительным покрытием и т.д., также возможно использование несколько большего количества. Такой контроль, например, осуществляют регулированием совместного присутствия антикоррозионного пигмента с еще одной добавкой, которая предотвращает растворение в воде, или регулируют совместное присутствие полимера на основе смолы с высокой степенью сшивания или на неорганической основе, для регулирования скорости вымывания в воду.
[0130] Ванадатные соединения, которые могут быть использованы в настоящем изобретении, представляют собой сложные соединения, которые имеют степень окисления ванадия из одного или более значений 0, 2, 3, 4 или 5. Например, могут быть приведены эти оксиды, гидроксиды, оксопроизводные разнообразных металлов, ванадильные соединения, галогениды, сульфаты, металлический порошок и т.д. Они разрушаются во время нагревания или в присутствии воды, и взаимодействуют с совместно присутствующим кислородом. Например, металлический порошок ванадия или двухвалентные соединения, в конечном счете, изменяются до одного из значений 3, 4, 5. Ванадий в степени окисления 0, например, ванадиевый металлический порошок, может быть использован по указанным выше соображениям, но существуют такие проблемы, как недостаточная реакция окисления и т.д., так что это не практикуется. Соединения шестивалентного ванадия имеют ионы ванадиевой кислоты, взаимодействуют с ионами фосфорной кислоты при нагревании и легко образуют гетерополимеры, которые содействуют защите от коррозии, так что является предпочтительным введение соединений пятивалентного ванадия в качестве одного из ингредиентов. В качестве конкретных примеров ванадиевого соединения могут быть приведены оксид ванадия(II), гидроксид ванадия(II) или другие соединения ванадия(II), оксид ванадия(III) и другие соединения ванадия(III), оксид ванадия(IV), галогениды ванадила или другие соединения ванадия(IV), оксид ванадия(V), ванадаты (ортованадат, метаванадат, пированадат и т.д. разнообразных металлов) и другие соединения ванадия(V) или их смеси. Предпочтительные металлические частицы, которые образуют ванадат, являются такими же, как металлы, которые показаны для фосфатов.
[0131] При использовании ванадата щелочного металла, продукт, который получают при обжиге в процессе промышленного производства, склонен иметь весьма высокую растворимость в воде, поэтому точно так же, как для фосфата, не является предпочтительным применение большого количества ванадата щелочного металла. Однако, таким же образом, как при использовании фосфата щелочного металла, если можно контролировать растворение в воде, это может быть применимо. То же справедливо в случае галогенидов и сульфонатов ванадия.
[0132] В металлическом листе с предварительным покрытием в настоящем изобретении совокупное количество силикатного соединения, фосфатного соединения и ванадатного соединения составляет от 1 до 40% об. покрытия (α), предпочтительно от 1 до 20% об., более предпочтительно от 2 до 15% об. При содержании менее 1% об. силикатное соединение, фосфатное соединение и ванадатное соединение действуют недостаточно, так что коррозионная стойкость иногда снижается. Если выше 20% об., покрытие становится хрупким, и происходит когезионное разрушение покрытия, поэтому адгезия покрытия и гибкость покрытия во время формования ухудшаются, и иногда снижается свариваемость.
[0133] Антикоррозионный пигмент (С) предпочтительно включает пигмент одного или более типов из силикатного соединения, фосфатного соединения и ванадатного соединения, но более предпочтительно совместное присутствие соединений по меньшей мере одного типа из фосфатных соединений (источники ионов фосфорной кислоты), силикатных соединений (источники ионов кремниевой кислоты) или ванадатных соединений (источники ионов ванадиевой кислоты), в плане повышения эффекта защиты от ржавления. Соотношение совокупного количества смешанных источников ионов фосфорной кислоты, источников ионов кремниевой кислоты и источников ионов ванадиевой кислоты более предпочтительно представляет собой отношение [число молей P2O5] : [общее число молей SiO2 и V2O5] от 25:75 до 99:1. Если молярное отношение общего количества источников ионов кремниевой кислоты и источников ионов ванадиевой кислоты к совокупному количеству источников ионов фосфорной кислоты, источников ионов кремниевой кислоты и источников ионов ванадиевой кислоты превышает 75%, то эффект защиты от ржавления, обусловленный ионами фосфорной кислоты, иногда снижается. Если молярное соотношение общего количества источников ионов кремниевой кислоты и источников ионов ванадиевой кислоты меньше 1%, иногда окисление окружающих химических веществ или эффект закрепления, обусловленный ионами кремниевой кислоты (и ионами ванадиевой кислоты), становится недостаточным.
[0134] В качестве антикоррозионного пигмента (С), который используют в настоящем изобретении, могут быть использованы металлоксидные микрочастицы (D), которые состоят из металлических элементов одного или более типов, которые выбраны из группы, состоящей из Si, Ti, Al и Zr. При использовании этих металлоксидных микрочастиц (D) по отдельности или смешением их вместе с силикатным соединением, фосфатным соединением и ванадатным соединением, может быть еще больше повышена коррозионная стойкость. Если обеспечить совместное присутствие силикатного соединения, фосфатного соединения и ванадатного соединения с кремнеземом, то может быть дополнительно улучшена коррозионная стойкость, так что это является предпочтительным. В качестве кремнезема могут быть приведены, например, пирогенный кремнезем, коллоидальный кремнезем, агрегированный кремнезем и т.д. Кроме того, также может быть использован осажденный кальцием кремнезем.
[0135] В качестве металлоксидных микрочастиц (D), которые могут быть использованы в настоящем изобретении, могут быть приведены, например, микрочастицы кремнезема, микрочастицы оксида алюминия, микрочастицы оксида титана, микрочастицы оксида циркония и т.д. Более предпочтительны металлоксидные наночастицы (D1) со среднеобъемным размером частиц от 1 до 100 нм или подобные. Они могут быть использованы по отдельности или в комбинации двух или более типов. Из них наночастицы кремнезема могут быть добавлены, когда требуется как улучшение коррозионной стойкости покрытия, так и повышенная ударная вязкость.
[0136] В качестве металлоксидных наночастиц (D1) с диаметром частиц от 1 нм до менее 100 нм может быть использован, например, коллоидальный кремнезем, коллоидальный оксид титана и коллоидальный оксид циркония. Они по способу получения отличаются от оксидов металлов, которые измельчаются в порошок для получения микрочастиц. Поэтому мелкие первичные частицы (частицы с диаметром от 1 нм до 100 нм) легко диспергируются в покрытии покрытого металлического материала при нанесении покрытия, и после нанесения покрытия остаются такими, как были. Эти металлоксидные наночастицы (D1) проявляют более выраженное противокоррозионное действие по сравнению с металлоксидными микрочастицами с таким же составом, но с большим диаметром частиц. Однако такие металлоксидные наночастицы (D1), например, иногда препятствуют свариваемости при контактной сварке, такой как точечная сварка, при которой к электродам прилагается нагрузка во время сварки посредством джоулевой теплоты.
[0137] На фиг. 2 показаны фотографии поперечных сечений металлического листа с предварительным покрытием. На фиг. 2(a) представлена SEM-фотография поперечного сечения поверхности металлического листа с предварительным покрытием. На фиг. 2(b) представлена SEM-фотография поперечного сечения соединительного участка металлических листов с предварительным покрытием во время приложения давления сварочными электродами, и показано поперечное сечение соединенных участков металлических листов с предварительным покрытием в состоянии под давлением во время электрической сварки. Как выяснено, в показанном стрелкой положении частицы (В) неоксидного керамического материала проходят сквозь покрытие и контактируют с образованием путей проводимости.
[0138] На фиг. 3 представлен схематический вид, который иллюстрирует состояние, где металлические листы с предварительным покрытием для применения в автомобилях перекрываются во время электрической сварки, и электроды используются для приложения нагрузки. Положение участка соединения металлических листов с предварительным покрытием, которое показано на фиг. 2(b), изображено в прямоугольной рамке на фиг. 3. В случае металлического листа с предварительным покрытием для применения в автомобилях во время сварки, два или более металлических листов с предварительным покрытием перекрываются, и с помощью сварочных электродов прилагается нагрузка. В это время контактируют электроды и частицы (В) неоксидного керамического материала, и контактируют частицы (В) неоксидного керамического материала в покрытии (α), или частицы (В) неоксидного керамического материала контактируют с металлическим листом, с образованием путей проводимости, и тем самым обеспечивают электрическую контактную сварку.
[0139] На фиг. 4 представлен схематический вид, который показывает состояние, когда металлоксидные наночастицы (D1) осаждаются вокруг частиц (В) неоксидного керамического материала, или сэндвичеобразно зажаты между частицами (В) неоксидного керамического материала и препятствуют проводимости. Таким образом, если в покрытии (α) в большом количестве присутствуют металлоксидные наночастицы (D1) с диаметром частиц от 1 нм до менее 100 нм, металлоксидные наночастицы (D1) препятствуют проводимости между электродами и частицами (В) неоксидного керамического материала, между частицами (В) неоксидного керамического материала или между частицами (В) неоксидного керамического материала и металлическим листом, и оказывают вредное влияние на свариваемость. Например, иногда электрическое сопротивление во время сварки становится слишком высоким, приводя к выделению чрезмерного количества теплоты и разбрызгиванию металлического материала или покрытия, и, следовательно, недостаточной прочности сварного шва, или ухудшению внешнего вида вследствие осаждения набрызганных материалов и прочим вредным эффектам. В более существенной ситуации электрическое сопротивление иногда становится настолько высоким, что сварка невозможна. Поэтому количество (D1) становится слишком большим относительно (В) в покрытии. Это не является предпочтительным для обеспечения свариваемости.
[0140] Количество металлоксидных наночастиц (D1) предпочтительно является таким, чтобы давать отношение (D1/B) общего объема металлоксидных наночастиц (D1) в покрытии к общему объему частиц (В) неоксидного керамического материала на уровне 20 или менее. При особом акценте на свариваемость более предпочтительным является значение 10 или менее. В качестве нижнего предела отношения (D1/В) предпочтительна величина 0,1 или более. Если отношение (D1/В) составляет менее 0,1, количество частиц (В) неоксидного керамического материала в покрытии слишком велико или количество металлоксидных наночастиц (D1) слишком мало. В первом случае, если количество частиц (В) неоксидного керамического материала в покрытии слишком велико, покрытие становится хрупким, и иногда покрытие растрескивается или происходит отслоение покрытия во время формования. Растрескивание покрытия или отслоение покрытия ведет к снижению коррозионной стойкости из-за покрытия и к ухудшению внешнего вида металлического листа с предварительным покрытием. В последнем случае, количество металлоксидных наночастиц (D1) в покрытии недостаточно, так что эффект улучшения коррозионной стойкости иногда не может быть получен в достаточной мере. Особенно предпочтительный диапазон отношения (D1/В) составляет от 0,5 до 6. Для обеспечения свариваемости противокоррозионное действие, которое снижается вследствие уменьшения количества металлоксидных наночастиц (D1), может быть скорректировано добавлением антикоррозионного пигмента (С) с частицами диаметром 100 нм или более. Весь антикоррозионный пигмент (С) с частицами диаметром 100 нм или более или его часть могут быть составлены металлоксидными микрочастицами (D2) из частиц с диаметром 100 нм или более. Антикоррозионный пигмент (С) из частиц с диаметром 100 нм или более едва ли поступает между электродами и (В), между частицами (В′) или между (В) и металлическим листом в состоянии, где покрытие нанесено на металлический лист, или в состоянии, где нагрузка, прилагаемая сварочными электродами, вызывает деформацию покрытия, так что вредное влияние на электрическое сопротивление является меньшим по сравнению с металлоксидными наночастицами (D1).
[0141] Количество антикоррозионного пигмента (С) составляет от 1 до 40% об. покрытия (α). Сумма с количеством частиц (В) неоксидного керамического материала предпочтительно не превышает 80% об. Когда особое внимание уделяют свариваемости металлического листа с предварительным покрытием, количество антикоррозионного пигмента (С) более предпочтительно составляет от 1 до 20% об., еще более предпочтительно от 2 до 15% об. Когда особое внимание уделяют коррозионной стойкости металлического листа с предварительным покрытием, количество антикоррозионного пигмента (С) более предпочтительно составляет от 3 до 40% об., еще более предпочтительно от 7,5 до 40% об. Когда требуется еще более высокая коррозионная стойкость металлического листа с предварительным покрытием, количество антикоррозионного пигмента (С) более предпочтительно составляет от 13 до 40% об. При содержании менее 1% об. количество антикоррозионного пигмента (С) является недостаточным, так что эффект улучшения коррозионной стойкости иногда не может быть получен в достаточной степени. При содержании свыше 40% об. покрытие становится хрупким, и адгезия покрытия к поверхности металла снижается, так что во время формования покрытие растрескивается или покрытие отслаивается, тем самым обнажая металлический лист, в результате чего ухудшается внешний вид металлического листа с предварительным покрытием, и действие покрытия для повышения коррозионной стойкости иногда снижается.
[0142] Количество частиц (В) неоксидного керамического материала, количество металлоксидных наночастиц (D1) с диаметром частиц от 1 нм до менее 100 нм, количество антикоррозионного пигмента (С) с диаметром частиц 100 нм или более и количество металлоксидных микрочастиц (D2) с диаметром частиц 10 0 нм или более может быть рассчитано по результатам обследования поперечного сечения покрытия с помощью электронного микроскопа для различения частиц, затем подсчетом их числа в расчете на поперечное сечение и преобразованием числа в число на объем покрытия. В этом случае, сообразно необходимости, для дифференциации частиц можно использовать EDX-спектрометрическую систему (рентгеноспектрального электронно-зондового микроанализа) и т.д. Можно рассчитать количества частиц в покрытии по количествам (В), (С), (D1) и (D2), которые содержатся в покрытии до нанесения, и удельный вес покрытия на единицу площади металлического листа. Если введенные в покрытие количества (В), (С), (D1) и (D2) до нанесения известны, можно рассчитать количества частиц в покрытии по введенным количествам и удельному весу покрытия на металлическом листе. Если введенные количества неизвестны, например, количества могут быть рассчитаны с использованием системы анализа изображений Malvern Particle Image Analysis Morphology G3 или другой системы, для индивидуального распознавания и подсчета частиц в покрытии, которое было разбавлено до надлежащей концентрации. Этот способ также может быть использован в случае растворения покрытия, осажденного на металлический лист, и подсчета числа частиц.
[0143] Разнообразные антикоррозионные пигменты растворяют или диспергируют в подходящих количествах в покровной композиции (β) и вводят в органическую смолу (А) покрытия (α).
[0144] Получение покровной композиции (β)
Способ получения покровной композиции (β), которую используют для формирования покрытия (α) согласно настоящему изобретению, не является конкретно ограниченным. Например, может быть указан способ, в котором компоненты для формирования покрытия (α) добавляют в воду или органический растворитель с использованием диспергатора или другого диспергирующего устройства для их перемешивания, и растворяют их, диспергируют, или измельчают и диспергируют. В случае покровной композиции на водной основе, для улучшения растворимости или диспергируемости компонентов для формирования покрытия (α), сообразно необходимости, может быть также добавлен известный гидрофильный растворитель и т.д.
[0145] В частности, в случае покровной композиции (β) на водной основе, в дополнение к смоле (А1), частицам (В) неоксидного керамического материала и антикоррозионному пигменту (С), если необходимо, могут быть добавлены разнообразные водорастворимые или диспергируемые в воде добавки, в количестве, не ухудшающем водную основу или пригодность к созданию покрытия. Например, могут быть добавлены разнообразные водорастворимые или диспергируемые в воде противокоррозионные агенты, которые не принимают форму пигментов, пеногаситель, средство для предотвращения седиментации, выравнивающее средство, водный диспергатор или другое поверхностно-активное вещество, и загуститель, регулятор вязкости и т.д. Кроме того, для стабилизации смолы и других органических соединений или прочих компонентов покровной композиции (β) возможно добавление небольшого количества органического растворителя в диапазоне, не попадающим под действие условий исполнительного листа Японского закона об охране труда и санитарии (Japanese Labor Safety and Sanitation Law Enforcement Order (Предписания для предотвращения отравлений органическими растворителями, Глава 1, Статья 1)) и т.д. (органические растворители типа 1, органические растворители типа 2, органические растворители типа 3 и органические растворители, содержащиеся в прочих средах в количестве свыше 5% масс.).
[0146] При формировании покрытия (α) согласно настоящему изобретению из покровной композиции (β) на водной основе, поскольку она имеет водную основу, поверхностное натяжение является более высоким по сравнению с покровной композицией на основе органического растворителя. Когда базовый материал состоит из металлического листа (грунтовочного слоя, когда имеется грунтовка), частицы (В) неоксидного керамического материала или антикоррозионный пигмент (С) имеют худшую смачиваемость, и базовый материал покрывают предварительно заданным количеством, иногда однородная способность образовывать покрытие и диспергируемость частиц не могут быть получены. В таком случае, может быть добавлен указанный выше водный диспергатор или загуститель. В качестве водного диспергатора может быть использовано поверхностно-активное вещество, которое снижает поверхностное натяжение, но должно быть использовано высокомолекулярное поверхностно-активное вещество (диспергатор с высокой молекулярной массой) с молекулярной массой 2000 или более. Поверхностно-активное вещество с низкой молекулярной массой может относительно легко мигрировать в смолу покрытия, которая содержит влагу, поэтому легко привлекает воду, которая была адсорбирована на полярных группах поверхностно-активного вещества, или растворенный кислород, растворенные соли и другие коррозионно-активные факторы, к поверхности металла с водой, кроме того, просачивается на нее саму и легко вымывается, так что часто ухудшает противокоррозионное действие покрытия. В отличие от этого, поверхностно-активное вещество с высокой молекулярной массой может адсорбироваться в многочисленных местах на поверхности металла, частицах керамического материала или пигменте таким образом, что его трудно отделить после того, как оно адсорбировалось. Это является эффективным для улучшения смачиваемости при низкой концентрации. Сверх того, поскольку молекулы являются объемистыми, поверхностно-активное вещество едва ли может мигрировать через смолу покрытия и не без труда привлекает коррозионно-активные факторы к поверхности металла. Некоторые из акриловых смол, для которых добавление к органической смоле (А) рекомендовано в разделе "Органическая смола (А)", действуют в качестве такого поверхностно-активного вещество с высокой молекулярной массой, и проявляют эффект подавления осаждения частиц (В) неоксидного керамического материала и антикоррозионного пигмента (С) в покровной композиции на водной основе, и обеспечивают однородное диспергирование.
[0147] Загуститель может быть добавлен к водоотталкивающим участкам поверхности базового материала в качестве контрмеры, когда одного только водного диспергатора недостаточно для получения должного покрытия поверхности или когда покровная композиция на водной основе имеет слишком низкую вязкость, и необходимая толщина покрытия не может быть получена. Преобладающими являются загустители с молекулярной массой от нескольких тысяч до нескольких десятков тысяч. Возможна адсорбция его на многочисленных местах на поверхности пигмента и т.д. Сам загуститель связывается с образованием слабой сетчатой структуры и может повышать вязкость покровной композиции.
[0148] Когда покровная композиция (β) содержит частицы (В) неоксидного керамического материала, антикоррозионный пигмент (С) с высоким удельным весом и т.д., то сообразно необходимости может быть добавлен регулятор вязкости, который может придавать покрытию свойство тиксотропности (тиксотропии). Регулятор вязкости, точно так же, как в случае с указанным выше загустителем, адсорбируется на многочисленных местах поверхности пигмента и т.д., в покровной композиции на водной основе и образует сетчатую структуру. Регулятор вязкости имеет чрезвычайно высокую молекулярную массу, от нескольких сотен тысяч до нескольких миллионов, поэтому образует прочную сетчатую структуру, которая имеет высокое динамическое сопротивление сдвигу в покровной композиции (β) на водной основе. Поэтому покровная композиция (β) проявляет устойчивость к деформации при низкой скорости сдвига и имеет высокую вязкость. Если к покровной композиции (β) прилагают высокую сдвиговую нагрузку, которая превышает динамическое сопротивление сдвигу, то сетчатая структура разрушается, и вязкость быстро падает. Поэтому, если добавляют регулятор вязкости, во время хранения или во время транспортировки, когда покровная композиция (β) поддерживается по существу в спокойном состоянии, вязкость покровной композиции (β) возрастает с предотвращением оседания тяжелых пигментов и т.д. Когда при протекании через трубопровод в установке для нанесения покрытия или при нанесении покрытия на базовый материал, или когда иным образом прилагается высокая сдвиговая нагрузка (высокая скорость сдвига), вязкость покровной композиции (β) снижается для облегчения течения.
[0149] В случае покровной композиции (β) на основе органического растворителя, покровная композиция, состоящая из органического растворителя, в котором растворена смола, имеет относительно высокую вязкость, и ее вязкость легко регулируется. По этой причине вязкость покровной композиции может легко и стабильно поддерживаться на уровне 100 мПа·сек или выше, что рассматривается как преимущество для предотвращения седиментации пигмента. Кроме того, неоксидный керамический материал, который используют в качестве электропроводного материала, представляет собой вещество, которое имеет гидрофобные участки на его поверхности, так что, как правило, легко диспергируется в покровной композиции (β) на основе органического растворителя, и может быть нанесен в виде покрытия без осаждения частиц (В) неоксидного керамического материала в покровной композиции (β) во время нанесения покрытия, что является предпочтительным.
[0150] Если покровную композицию с вязкостью покровной композиции (β) на основе органического растворителя, которая образует покрытие, на уровне от 100 до 2000 мПа·сек, наносят на металлический лист валиковым устройством для нанесения покрытий или устройством для нанесения покрытий путем полива, затем подвергают обжигу для его сушки, частицы (В) неоксидного керамического материала будут оседать с трудом, так что это является предпочтительным. Если вязкость покровной композиции (β) составляет менее 100 мПа·сек, частицы (В) неоксидного керамического материала будут легко оседать, тогда как, если она превышает 2000 мПа·сек, вязкость будет слишком высокой, и могут возникать дефекты внешнего вида во время нанесения покрытия, обычно называемые "рябью". Более предпочтительно, она составляет от 250 до 1000 мПа·сек. Вязкость покровной композиции (β) на основе органического растворителя может быть измерена с использованием вискозиметра В-типа при такой же температуре, как температура покровной композиции во время нанесения покрытия валиковым устройством для нанесения покрытий или устройством для нанесения покрытий путем полива.
[0151] Вязкость может быть отрегулирована органическим растворителем такого типа, который используется, и сообразно количеству среды. В качестве органического растворителя может быть использован общеизвестный растворитель, но предпочтителен органический растворитель с высокой температурой кипения. На технологической линии для производства металлического листа согласно настоящему изобретению время обжига является коротким, так что если используют растворитель с низкой температурой кипения, могут возникать дефекты покрытия, обычно называемые "вспучиванием". Температура кипения растворителя предпочтительно составляет 120°С или более. В качестве таких органических растворителей с высокой температурой кипения могут быть использованы известные растворители, например, циклогексан, органический растворитель на основе ароматических углеводородов "Sorbesso" (название продукта фирмы Exxon Mobil) и т.д.
[0152] Формирование покрытия (α)
Покрытие (α) согласно настоящему изобретению, как описано в разделе "Покрытие (α)", предпочтительно получают нанесением покровной композиции (β) на металлический лист с использованием нанесения покрытия валиком, нанесения покрытия серией валиков, нанесение покрытия поливочным способом, нанесение покрытия поливом с раскатыванием валиком, погружением, с использованием воздушного ракеля или другого известного способа нанесения покрытий, затем сушат влажное покрытие для сокращения содержания воды или содержания растворителя, когда покровная композиция (β) представляет собой композицию на водной основе или композицию на основе органического растворителя. Из них, в случае композиции на водной основе или на основе органического растворителя, отверждаемой УФ-облучением, или композиции с отверждением электронным пучком, предпочтительно применение указанного выше способа нанесения покрытия для покрытия металлического листа, затем сушки для сокращения содержания воды или содержания растворителя, и облучения покрытия УФ-лучами или электронными пучками для инициирования полимеризации.
[0153] Будет более конкретно описан способ сушки обжигом в случае, где покровная композиция (β) представляет собой композицию на водной основе или композицию на основе органического растворителя, отверждаемую путем обжига. Когда покровная композиция (β) представляет собой композицию на водной основе или композицию на основе органического растворителя, отверждаемую путем обжига, способ сушки обжигом не является конкретно ограниченным. Металлический лист может быть нагрет заблаговременно или металлический лист может быть нагрет после нанесения покрытия, или эти подходы могут комбинироваться для сушки. Способ нагревания не является конкретно ограниченным. Может быть использован горячий воздух, индукционный нагрев, нагревание ближним инфракрасным облучением, нагревание прямым пламенем и т.д., по отдельности или в комбинации.
[0154] Что касается температуры сушки обжигом, когда покровная композиция (β) представляет собой композицию на водной основе, отверждаемую путем обжига, максимальная температура поверхности металлического листа предпочтительно составляет от 120°С до 250°С, более предпочтительно составляет от 150°С до 230°С, и наиболее предпочтительно составляет от 180°С до 220°С. Если максимальная температура составляет менее 120°С, покрытие отверждается недостаточно, и коррозионная стойкость иногда будет снижаться, тогда как если превышает 250°С, сушка обжигом будет становиться чрезмерной, и иногда будут ухудшаться коррозионная стойкость и формуемость. Продолжительность сушки обжигом предпочтительно составляет от 1 до 60 секунд, более предпочтительно от 3 до 20 секунд. Если менее 1 секунды, сушка обжигом недостаточна, и коррозионная стойкость иногда будет снижаться, тогда как если свыше 60 секунд, иногда будет падать производительность.
[0155] Когда покровная композиция (β) представляет собой композицию на основе органического растворителя, отверждаемую путем обжига, максимальная температура поверхности металлического листа предпочтительно составляет от 180°С до 260°С, более предпочтительно составляет от 210°С до 250°С. Если максимальная температура составляет менее 180°С, покрытие отверждается недостаточно, и коррозионная стойкость иногда будет снижаться. Если превышает 260°С, сушка обжигом становится чрезмерной, и иногда будут ухудшаться коррозионная стойкость и формуемость. Продолжительность сушки обжигом предпочтительно составляет от 10 до 80 секунд, более предпочтительно от 40 до 60 секунд. Если менее 10 секунд, сушка обжигом недостаточна, и коррозионная стойкость иногда снижается, тогда как если свыше 80 секунд, иногда падает производительность.
[0156] Будет более конкретно описан способ формирования, когда покровная композиция (β) представляет собой композицию на водной основе или композицию на основе органического растворителя, отверждаемую УФ-облучением или электронным пучком. Покрытие из этой композиции наносят способом, подобно тому, как в случае указанной выше композиции на водной основе или композиции на основе органического растворителя, сушат влажное покрытие для снижения содержания воды или содержания растворителя, затем покрытие облучают ультрафиолетовыми лучами или электронными пучками. Покрытие отверждается и образует пленку, что инициируется свободными радикалами, которые генерируются облучением ультрафиолетовыми лучами или электронными пучками, так что температура сушки также может быть такой температурой сушки, которая является более низкой, чем в случае композиции, отверждаемой обжигом. В процессе сушки предпочтительно, чтобы большая часть влаги или растворителя испарялась при относительно низкой максимальной температуре поверхности металла от около 80 до 120°С, и затем проводилось облучение покрытия ультрафиолетовыми лучами или электронными пучками.
[0157] Облучение ультрафиолетовыми лучами для свободнорадикальной полимеризации и отверждение смолы УФ-отверждаемого типа в покрытии действием ультрафиолетовых лучей обычно осуществляют в воздушной атмосфере, атмосфере инертного газа, смешанной атмосфере воздуха и инертного газа и т.д. При отверждении ультрафиолетовым облучением согласно настоящему изобретению, предпочтительно облучение ультрафиолетовыми лучами в смешанной газовой атмосфере воздуха и инертного газа, которая отрегулирована на концентрацию кислорода 10% об. или менее, или в атмосфере инертного газа. Кислород является ингибитором свободнорадикальной полимеризации, так что когда концентрация атмосферного кислорода во время облучения ультрафиолетовым лучами является низкой, имеет место слабая дезактивация вследствие присоединения кислорода к генерированным свободным радикалам и препятствования реакции сшивания. Композиция УФ-отверждаемого типа, которую используют в настоящем изобретении, в достаточной мере полимеризуется в условиях свободнорадикальной полимеризации и сшивания. На этом основании адгезия к частицам (В) неоксидного керамического материала и поверхности металлического листа возрастает, и в результате этого коррозионная стойкость покрытия улучшается, по сравнению с ультрафиолетовым отверждением в воздушной атмосфере. В качестве инертного газа, который используют в данном случае, могут быть показаны газообразный азот, газообразный диоксид углерода, газообразный аргон и газовые смеси из них.
[0158] В качестве источника ультрафиолетовых лучей, например, для излучения ультрафиолетовых лучей, возможно применение высоковольтной ртутной лампы газоразрядного типа, металлогалогенной лампы или ксеноновой лампы газоразрядного типа на основе инертного газа, или другой безэлектродной лампы с использованием микроволнового излучения и т.д. Для металлического листа с предварительным покрытием согласно настоящему изобретению может быть использована любая лампа, насколько она способна в достаточной мере отверждать покрытие Уф-отверждаемого типа и обеспечивать желаемую пригодность к контактной сварке, коррозионную стойкость и формуемость. Кроме того, как правило, отверждаемость покрытия определяется максимальной яркостью и интегральной дозой радиации ультрафиолетовых лучей, которую принимает покрытие, но условия облучения ультрафиолетовыми лучами не являются конкретно ограниченными в той мере, насколько они способны достаточно отверждать покрытие УФ-отверждаемого типа и давать желаемые коррозионную стойкость и формуемость.
[0159] Когда покровная композиция (β) представляет собой композицию, отверждаемую электронным пучком, то для отверждения электронным пучком возможно использование обычных систем генерирования электронного пучка, которые применяются в области печати, окрашивания, нанесения пленочных покрытий, упаковки, стерилизации и т.д. В них применяется высокое напряжение для горячих электронов, которые генерируются из раскаленной нити в глубоком вакууме для их ускорения, причем полученные электроны выводятся в атмосферу инертного газа и их используют для облучения полимеризуемого материала. Для металлического листа с предварительным покрытием согласно настоящему изобретению возможно применение любой системы в такой мере, насколько она способна достаточно отверждать покрытие, отверждаемое электронным пучком, и достигать желаемой пригодности к контактной сварке, коррозионной стойкости и формуемости. Кроме того, как правило, ускоряющее напряжение электронного пучка, который поглощается покрытием, определяет глубину, на которую электронный пучок проникает в покрытие, тогда как количество поглощенного пучка определяет скорость полимеризации (отверждаемость покрытия), но условия облучения электронным пучком не являются конкретно ограниченными в такой мере, насколько возможно достаточное отверждение покрытия, отверждаемого электронным пучком, и получение желаемой коррозионной стойкости и формуемости. Однако в случае свободнорадикальной полимеризации действием электронного пучка, даже если присутствует небольшое количество кислорода, происходит дезактивация вследствие присоединения кислорода к генерированным свободным радикалам и подавление реакции сшивания, и отверждение становится недостаточным, так что облучение электронными пучками предпочтительно проводят в атмосфере инертного газа с концентрацией кислорода 500 млн-1 или менее. В качестве инертного газа, который в данном случае используют, могут быть приведены газообразный азот, газообразный диоксид углерода, газообразный аргон и газовые смеси из них, и т.д.
Примеры
[0160] Пример I
Ниже настоящее изобретение будет более конкретно описано в примере I с использованием покровной композиции на водной основе.
[0161] 1. Изготовление металлического листа
Изготавливали оцинкованные металлические листы следующих пяти типов, погружали в водный раствор, содержащий 2,5% масс. щелочного обезжиривающего средства на водной основе (производства фирмы Ninon Parkerizing Co., Ltd., FC-301), при температуре 40°C в течение 2 минут, для обезжиривания поверхностей, затем промывали и сушили, с получением готовых к нанесению покрытия металлических листов.
[0162] EG: полученный электролитическим цинкованием в расплаве стальной лист (толщина листа 0,8 мм, удельный вес плакирующего покрытия 40 г/м2)
ZL: электролитически плакированный сплавом Zn-10%Ni стальной лист (толщина листа 0,8 мм, удельный вес плакирующего покрытия 40 г/м2)
GI: плакированный горячим погружным цинкованием стальной лист (толщина листа 0,8 мм, удельный вес плакирующего покрытия 60 г/м2)
SD: стальной лист, плакированный погружением в горячую ванну для цинкования сплавом Zn-11%Al-3%Mg-0,2%Si (толщина листа 0,8 мм, удельный вес плакирующего покрытия 60 г/м2)
GA: отожженный оцинкованный погружением в горячую ванну стальной лист (толщина листа 0,8 мм, 10% Fe, удельный вес плакирующего покрытия 45 г/м2)
[0163] 2. Формирование грунтовочного обработанного покрытия
Как описано в разделе "Покрытие (α)", в настоящем изобретении нет необходимости в создании грунтовочного обработанного покрытия между покрытием (α) и поверхностью металлического листа, но иногда это используется для дополнительного улучшения адгезии покрытия (α) к металлическому листу, коррозионной стойкости и т.д. В данном случае некоторые из готовых к нанесению покрытия металлических листов снабжены грунтовочными обработанными покрытиями.
[0164] В качестве покровных композиций для формирования грунтовочных обработанных покрытий получали следующее:
p1: покровную композицию на водной основе, состоящую из Zr-соединения, силанового связующего реагента и микрочастиц кремнезема,
р2: покровную композицию на водной основе, состоящую из сложнополиэфирной смолы, микрочастиц кремнезема и силанового связующего реагента.
[0165] Композиции "p1" и "р2" наносили на указанный выше металлический лист с помощью удаляющей излишки покрытия планки для создания покрытия с образованием пленки толщиной 0,08 мкм. Ее сушили в печи с горячим воздухом при максимальной температуре поверхности металлического листа 70°С, затем досушивали на воздухе.
[0166] 3. Получение покровной композиции на водной основе и формирование пленки
Для получения покровной композиции на водной основе сначала получали смолу (А1), частицы (В) неоксидного керамического материала, частицы электропроводного материала, другого, чем (В), антикоррозионный пигмент (С) и силановый связующий реагент (s).
[0167] (1) Смола (А1)
Синтезировали смолы А11-А13, и дополнительно получали коммерчески доступные смолы А14 и А15. Все эти смолы были такими, которые использовали в настоящем изобретении.
[0168] А11: содержащая карбоксильные группы уретановая смола на сложнополиэфирной основе (синтезированная в примере 1 получения и выделенная в виде водной дисперсии)
[Пример получения 1] В стойкий к давлению реакционный сосуд емкостью 10 литров, который оборудован перемешивающим устройством, обратным холодильником, трубкой для подачи газообразного азота, термометром и термостатом, помещали 2,2-диметилолмасляную кислоту: 1628 г, и ε-капролактон: 387 2 г. Добавляли катализатор, состоящий из хлорида двухвалентного олова: 27,5 мг, и температуру внутри реакционного сосуда поддерживали при 120°С для взаимодействия в течение 3 часов. В результате получали содержащий карбоксильные группы жидкий сложный полиэфир диола (a11) с гидроксильным числом 225,5 мг КОН/г и кислотным числом 114,6 мг КОН/г.
[0169] Затем в реакционный сосуд емкостью 2 литра, который оборудован перемешивающим устройством, обратным холодильником, трубкой для подачи газообразного азота, термометром и термостатом, помещали 2,4-толуилендиизоцианат: 149,9 г, и ацетон: 140,0 г. При перемешивании в токе азота добавляли содержащий карбоксильные группы сложный полиэфир диола (a11): 124,6 г, поликапролактондиол со среднечисленной молекулярной массой 1000 (производства фирмы Daicel Corp., PLACCEL 210): 273,1 г, и 1,4-бутандиол: 12,4 г. Температуру внутри реакционного сосуда поддерживали при 60°С в течение 4 часов для проведения реакции уретанизации, и получали уретановый форполимер, имеющий концевую NCO-группу. Полученный уретановый форполимер: 168,3 г, перемешивали при добавлении очищенной ионным обменом воды: 230 г, к смеси добавляли триэтиламин: 6,1 г, и дополнительно очищенную ионным обменом воду: 230 г, затем добавляли гексаметилендиамин: 1,67 г. Затем ацетон отгоняли при пониженном давлении при температуре 60°С в течение 3 часов, с получением водной дисперсии, содержащей карбоксильные группы уретановой смолы (А11) на сложнополиэфирной основе с содержанием твердого вещества 35%, кислотным числом 24,6 мг КОН/г (в расчете на содержание твердого вещества).
[0170] А12: содержащая группы сульфоновой кислоты уретановая смола на сложнополиэфирной основе (синтезированная в примере получения 2 и выделенная в виде водной дисперсии)
[Пример получения 2] В стойкий к давлению реакционный сосуд, который оборудован перемешивающим устройством, обратным холодильником, трубкой для подачи газообразного азота, термометром и термостатом, при перемешивании в токе азота помещали адипиновую кислоту: 1100 г, 3-метил-1,5-пентандиол: 900 г, и тетрабутилтитанат: 0,5 г. Температуру в реакционном сосуде поддерживали при 170°С, реакцию проводили, пока кислотное число не снизилось до 0,3 мг КОН/г или менее. Затем реакцию проводили при температуре 180°С при пониженном давлении 5 кПа или менее в течение 2 часов, с получением сложного полиэфира с гидроксильным числом 112 мг КОН/г и кислотным числом 0,2 мг КОН/г.
[0171] Затем в отдельный реакционный сосуд, оснащенный таким же образом, как указанный выше реакционный сосуд, помещали полученный сложный полиэфир полиола: 500 г, диметил-5-сульфоизофталат натрия: 134 г, и тетрабутилтитанат: 2 г. Таким же путем, как выше, смесь перемешивали в токе азота, поддерживая температуру реакционного сосуда при 180°С для реакции этерификации, с получением в итоге содержащего группы сульфоновой кислоты полиэфира (а12) с молекулярной массой 2117, гидроксильным числом 53 мг КОН/г и кислотным числом 0,3 мг КОН/г.
[0172] В реакционный сосуд, оснащенный перемешивающим устройством, обратным холодильником, трубкой для подачи газообразного азота, термометром и термостатом, в токе азота помещали содержащий группы сульфоновой кислоты сложный полиэфир (а12): 280 г, полибутиленадипат: 200 г, 1,4-бутандиол: 35 г, гексаметилендиизоцианат: 118 г, и метилэтилкетон: 400 г. Смесь перемешивали, поддерживая температуру жидкости при 75°С для реакции уретанизации, с получением уретанового форполимера с содержанием NCO-групп 1%. Затем температуру реакционного сосуда снижали до 40°С, и смесь энергично перемешивали с одновременным равномерным добавлением по каплям очищенной ионным обменом воды: 955 г, для эмульгирования с переносом фаз. Затем внутреннюю температуру снижали до комнатной температуры, и добавляли водный раствор гидразида адипиновой кислоты, полученный смешением гидразида адипиновой кислоты: 13 г, и очищенной ионным обменом воды: 110 г, для аминного удлинения цепи. Растворитель отогнали при несколько пониженном давлении при температуре 60°С, затем добавляли очищенную ионным обменом воду, с получением водной дисперсии, содержащей группы сульфоновой кислоты уретановой смолы (А12) на сложнополиэфирной основе с содержанием твердого вещества 35% и кислотным числом 11 мг КОН/г (в расчете на содержание твердого вещества).
[0173] А13: содержащая группы сульфоновой кислоты сложнополиэфирная смола (синтезированная в примере получения 3 и выделенная в виде водной дисперсии)
[Пример получения 3] В стойкий к давлению реакционный сосуд, который оборудован перемешивающим устройством, обратным холодильником, трубкой для подачи газообразного азота, термометром и термостатом, при перемешивании в токе азота помещали терефталевую кислоту: 199 г, изофталевую кислоту: 232 г, адипиновую кислоту: 199 г, натриевую соль 5-сульфоизофталевой кислоты: 33 г, этиленгликоль: 312 г, 2,2-диметил-1,3-пропандиол: 125 г, 1,5-пентандиол: 187 г, и тетрабутилтитанат: 0,41 г. Температуру в реакционном сосуде повышали от 160°С до 230°С в течение 4 часов для проведения реакции этерификации. Затем давление внутри сосуда постепенно снижали до 5 мм рт.ст. (666,5 Па) в течение 20 минут, и дополнительно проводили реакцию поликонденсации при давлении 0,3 мм рт.ст. (40 Па) или менее при температуре 260°С в течение 40 минут. К полученной сополимерной сложнополиэфирной смоле: 100 г, добавляли бутилцеллозольв: 20 г, и метилэтилкетон: 42 г, затем смесь перемешивали при температуре 80°С в течение 2 часов до растворения компонентов. Кроме того, добавляли 213 г очищенной ионным обменом воды, и смесь диспергировали в воде. После этого раствор нагревали с одновременной отгонкой растворителя, с получением водной дисперсии содержащей группы сульфоновой кислоты сложнополиэфирной смолы (А13) с содержанием твердого вещества 30%.
[0174] А14: содержащая аминогруппы эпоксидная смола (производства фирмы ADEKA Corp., Adeka Resin ЕМ-0718, водный раствор)
А15: уретановая смола на основе неионного простого полиэфира (производства фирмы DIC Corp., Bondic 1520, водная дисперсия)
[0175] (2) Частицы (В) неоксидного керамического материала
Использовали коммерчески доступные микрочастицы (реагент). Среднеобъемный размер измеряли с использованием анализатора Beckman Coulter Multisizer 3 (прибор для точного измерения распределения частиц по диаметрам с использованием принципа Коултера). Удельное электрическое сопротивление определяли с использованием микрочастиц, с получением спеченного листа длиной 80 мм, шириной 50 мм, толщиной от 2 до 4 мм, и измерением его четырехзондовым методом на четырех контактах с использованием резистивиметра Loresta ЕР (фирмы Mitsubishi Chemical Analytech Co., Ltd., модель MCP-T360) и ESP-зонда (диаметр плоской головки контакта 2 мм), и системы подведения постоянного тока, на основе стандарта JIS K 7194, при температуре 25°С.
[0176] TiN: микрочастицы TiN (производства фирмы Wako Pure Chemical Industries, Ltd., среднеобъемный размер 1,6 мкм, удельное электрическое сопротивление 20×10-6 Ом·см)
TiB: микрочастицы TiB2 (производства фирмы Kojundo Chemical Laboratory Co., Ltd., TII11PB, среднеобъемный размер 2,9 мкм, удельное электрическое сопротивление 30×10-6 Ом·см)
VC: микрочастицы VC (производства фирмы Wako Pure Chemical Industries, Ltd., среднеобъемный размер 2,3 мкм, удельное электрическое сопротивление 140×10-6 Ом·см)
ZrB: микрочастицы ZrB2 (производства фирмы Wako Pure Chemical Industries, Ltd., среднеобъемный размер 2,2 мкм, удельное электрическое сопротивление 70×10-6 Ом·см)
МоВ: микрочастицы Мо2В (производства фирмы Mitsuwa Chemicals Co., Ltd., борид димолибдена, среднеобъемный размер 5,2 мкм, удельное электрическое сопротивление 30×10-6 Ом·см)
LaB: микрочастицы LaB6 (производства фирмы Soekawa Chemical Co., Ltd., гексаборид лантана, среднеобъемный размер 2,8 мкм, удельное электрическое сопротивление 20×10-6 Ом·см)
NiSi: микрочастицы Ni2Si (полученные добавлением воды к NII11PB производства фирмы Kojundo Chemical Laboratory Co., Ltd., перемешиванием и их суспендированием, и выделением фильтрованием микрочастиц, которые всплывали по истечении 5 минут, среднеобъемный размер 4,8 мкм, удельное электрическое сопротивление 40×10-6 Ом·см)
TiC: микрочастицы TiC (производства фирмы Wako Pure Chemical Industries, Ltd., среднеобъемный размер 3,2 мкм, удельное электрическое сопротивление 180×10-6 Ом·см)
TiN+VC: смесь TiN и VC (объемное отношение: 1:1)
VC+ZrB: смесь VC и ZrB (объемное отношение: 1:1)
ZrB+TiC: смесь ZrB и TiC (объемное отношение: 1:1)
[0177] (3) Частицы электропроводного материала, другие, чем (В)
Использовали коммерчески доступные микрочастицы (реагент). Среди них для частиц TaN, VN и CrSi2 (неоксидные керамические материалы) среднеобъемный размер и удельное электрическое сопротивление измеряли таким же путем, как в указанном выше разделе (2). Среднеобъемный размер частиц Al (алюминия), С (изотропного графита), ZnO (электропроводного оксида цинка) и FeSi2 (ферросилиция №2, с компонентами, предписанными стандартом JIS G 2302) измеряли таким же путем, как в указанном выше разделе (2). Что касается удельного электрического сопротивления, было описано документированное значение.
[0178] TaN: микрочастицы TaN (производства фирмы Soekawa Chemical Co., Ltd., нитрид тантала, среднеобъемный размер 3,7 мкм, удельное электрическое сопротивление 205×10-6 Ом·см)
VN: микрочастицы VN (производства фирмы Soekawa Chemical Co., Ltd., нитрид ванадия, среднеобъемный размер 5,8 мкм, удельное электрическое сопротивление 220×10-6 Ом·см)
CrSi: микрочастицы CrSi2 (полученные добавлением воды к силициду хрома производства фирмы Soekawa Chemical Co., Ltd., перемешиванием и их суспендированием, и выделением фильтрованием микрочастиц, которые всплывали по истечении 5 минут, среднеобъемный размер 4,2 мкм, удельное электрическое сопротивление 900×10-6 Ом·см)
Al: частицы Al (производства фирмы Kojundo Chemical Laboratory Co., Ltd., ALE11PB, среднеобъемный размер 3,3 мкм, удельное электрическое сопротивление 2,7×10-6 Ом·см)
С: частицы изотропного графита (производства фирмы Kojundo Chemical Laboratory Co., Ltd., CCE03PB, среднеобъемный размер 6,5 мкм, удельное электрическое сопротивление 1200×10-6 Ом·см)
ZnO: частицы электропроводного оксида цинка (производства фирмы Hakusui Tech, Pazet 23-K, среднеобъемный размер 6,6 мкм, удельное электрическое сопротивление 190×10-6 Ом·см)
FeSi2: частицы ферросилиция №2 (комкообразный продукт, приобретенный у фирмы Japan Metals and Chemicals (размер от 5 до 50 мм, содержание Si 78% масс.), преобразованные в микрочастицы с использованием струйной мельницы. Среднеобъемный размер 4,4 мкм, удельное электрическое сопротивление 1000×10-6 Ом·см)
[0179] (4) Антикоррозионный пигмент (С)
Использовали коммерчески доступный реагент, промышленный продукт или их смесь.
i1: пирофосфат магния (реагент производства фирмы Soekawa Chemical, Mg2P2O7)
i2: силикат кальция (реагент производства фирмы Wako Pure Chemical Industries, Ltd., CaSiO3)
i3: смесь гидрофосфата магния (производства фирмы Kanto Chemical Co., Inc., MgHPO4) : микрочастиц кремнезема (производства фирмы Nissan Chemical Industries Ltd., Snowtex N) = 50:50 (молярное отношение)
i4: гидрофосфат магния (производства фирмы Kanto Chemical Со., Inc., MgHPO4)
i5: смесь трикальцийфосфата (производства фирмы Kanto Chemical Co., Inc., Ca3(PO4)2) : пентаоксида ванадия (производства фирмы Kanto Chemical, V2O5) : микрочастиц кремнезема (производства фирмы Nissan Chemical Industries Ltd., Snowtex N) = 25:25:50 (молярное отношение)
[0180] (5) Силановый связующий реагент (s)
s1: 3-глицидоксипропилтриметоксисилан (производства фирмы Shin-Etsu Chemical Co., Ltd., KBM-403)
s2: 3-аминопропилтриметоксисилан (производства фирмы Shin-Etsu Chemical Co., Ltd., KBM-903)
[0181] Затем смолу (A1), частицы (В) неоксидного керамического материала, частицы электропроводного материала, другие, чем (В), антикоррозионный пигмент (С), силановый связующий реагент (s) и дистиллированную воду использовали в разнообразных смесевых соотношениях, с получением покровных композиций на водной основе.
[0182] Частицы (В) неоксидного керамического материала, частицы электропроводного материала, другие, чем (В), и антикоррозионный пигмент (С) смешивали в желаемых объемных отношениях в расчете на совокупное количество смолы (А1), частиц (В) неоксидного керамического материала, частиц электропроводного материала, других, чем (В), и антикоррозионного пигмента (С), которые содержатся в нелетучих компонентах покровной композиции на водной основе. Кроме того, при использовании силанового связующего реагента "s1" или "s2", покровную композицию на водной основе добавляли к 5 частям по массе относительно 100 частей по массе смолы (А1) в нелетучих компонентах. Концентрацию нелетучих компонентов покровной композиции на водной основе надлежащим образом регулировали изменением количества добавляемой воды, для получения заданного удельного веса покрытия на единицу площади и хорошей степени покрытия. В данном случае, "нелетучие компоненты" означают компоненты, которые остаются после испарения воды или органического растворителя, которые были примешаны в покрытие или в композицию в качестве среды.
[0183] В таблицах 1-6 и таблице 8 показаны типы смолы (А), частиц (В) неоксидного керамического материала, частиц электропроводного материала, других, чем (В), антикоррозионного пигмента (С), силанового связующего реагента (s), которые содержатся в нелетучих компонентах покровной композиции на водной основе. Также показаны уровни содержания в покрытии (в % об.) частиц (В) неоксидного керамического материала, частиц электропроводного материала, других, чем (В), и антикоррозионного пигмента (С).
[0184] Получали покровную композицию на водной основе, однородно диспергировали компоненты, затем композицию наносили на металлический лист для использования в качестве покрытия, или металлический лист снабжали грунтовочной пленкой с использованием валикового устройства для нанесения покрытий. Ее сушили в печи с горячим воздухом при максимальной температуре поверхности металла 200°С, охлаждали водой, затем сушили на воздухе. В таблицах 1-5 и таблице 8 показана толщина покрытия после формирования пленки (единица: мкм). Следует отметить, что толщину покрытия рассчитывали делением разности масс до и после отслоения покрытия после нанесения покрытия на удельный вес покрытия. Удельный вес покрытия рассчитывали из количеств компонентов, которые образуют покрытие, и известных удельных весов компонентов.
[0185] 4. Получение покровной композиции на основе органического растворителя и формирование пленки
Для получения покровной композиции на основе органического растворителя получали следующую органическую смолу (А).
[0186] Аморфную сложнополиэфирную смолу растворимого в органическом растворителе типа (производства фирмы Toyobo Co., Ltd., Vylon GK140) растворяли в смешанном растворителе фирмы Exxon Mobil, составленном растворителем Sorbesso 150 на основе ароматического углеводорода с высокой температурой кипения и циклогексаноном в отношении 50:50 (массовое соотношение). Затем к раствору добавляли отвердитель (гексаметоксиметилмеламин, производства фирмы Mitsui-Cytec Co., Cymel 303): 15 частей по массе относительно 100 частей по массе смолы, и кислотный катализатор (блокированного типа из додецилбензолсульфоновой кислоты, производства фирмы Mitsui-Cytec Co., Catalyst 6003 В): 0,5 части по массе, и перемешивали, с получением раствора сложнополиэфирной смолы (А*) отверждаемого меламином типа.
[0187] Затем раствор полученной смолы (А*) и компоненты, которые были получены в указанном выше разделе "3. Покровная композиция на водной основе", такие как частицы (В) неоксидного керамического материала, частицы электропроводного материала, другого, чем (В), антикоррозионный пигмент (С) и указанный выше смешанный растворитель из Sorbesso 150 : циклогексанона = 50:50 (массовое соотношение), использовали для получения покровной композиции на основе органического растворителя с разнообразными соотношениями состава.
[0188] Таким же образом, как в случае покровной композиции на водной основе, смешали частицы (В) неоксидного керамического материала, частицы электропроводного материала, другие, чем (В), и антикоррозионный пигмент (С) в желаемых объемных отношениях в расчете на совокупное количество смолы (А*), частиц (В) неоксидного керамического материала, частиц электропроводного материала, других, чем (В), и антикоррозионного пигмента (С), которые содержатся в нелетучих компонентах покровной композиции на основе органического растворителя. Плотность нелетучих компонентов покровной композиции на основе органического растворителя надлежащим образом регулировали изменением количества добавляемого смешанного растворителя, для получения удельного веса покрытия на единицу площади и хорошей степени покрытия.
[0189] В таблице 7 показаны типы смолы (А*), частиц (В) неоксидного керамического материала, частиц электропроводного материала, других, чем (В), и антикоррозионного пигмента (С), которые содержатся в нелетучих компонентах покровной композиции на основе органического растворителя. Также показаны уровни содержания в покрытии (в % об.) частиц (В) неоксидного керамического материала, частиц электропроводного материала, других, чем (В), и антикоррозионного пигмента (С).
[0190] Получали покровную композицию на основе органического растворителя, однородно диспергировали компоненты, затем композицию наносили на металлический лист для использования в качестве покрытия с использованием валикового устройства для нанесения покрытий. Ее сушили в печи с горячим воздухом при максимальной температуре поверхности металла 230°С, охлаждали водой, затем сушили на воздухе. В таблице 7 показана толщина покрытия после формирования пленки (единица: мкм). Толщину покрытия рассчитывали таким же путем, как в случае покрытия покровной композицией на водной основе, делением разности масс до и после отслоения покрытия после нанесения покрытия на удельный вес покрытия. Удельный вес покрытия рассчитывали из количеств компонентов, которые образуют покрытие, и известных удельных весов компонентов.
[0191] 5. Оценка технических характеристик
Каждый металлический лист с предварительным покрытием, который получали способом указанных выше разделов 3 и 4, использовали для оценки свариваемости, формуемости и коррозионной стойкости. Ниже показаны методы испытаний и оценки.
[0192] (1) Свариваемость
Проводили испытание на длительность свариваемости в условиях точечной сварки с использованием Cr-Cu-электродов с размером наконечника 5 мм типа R40 CF при давлении сварки 1,96 кН и продолжительности сварки 12 циклов/50 Гц. Находили число точек сварки непосредственно перед тем, как размер ядра сварной точки пересекал 3√t ("t" представляет собой толщину листа). Нижеследующие показатели применяли для оценки уровня пригодности к точечной сварке.
[0193] 5: 2000 или более сварных соединений
4: от 1000 до менее 2000 сварных соединений
3: от 500 до менее 1000 сварных соединений
2: менее 500 сварных соединений
1: ядра сварных точек не образовывались. Не образовано ни одно точечное сварное соединение.
[0194] (2) Формуемость
Для выполнения испытания на формование трубчатого колпачка, который покрыт рабочей жидкостью на масляной основе, использовали испытательное устройство для гидравлического формования, в условиях, где диаметр пуансона составлял 50 мм, радиус заплечика пуансона 3 мм, диаметр матрицы 50 мм, радиус заплечика матрицы 3 мм, степень вытяжки 1,8, и давление для устранения складок 1 тонна. Формуемость оценивали следующим показателем:
[0195] 5: нет матовых пятен или поверхностных дефектов, трещин, отслоения или прочих дефектов покрытия, видимых на всех обработанных участках покрытия после формования.
4: формование возможно, и на обработанных участках покрытия видны небольшие дефекты или изменения цвета, но трещины или отслоения вообще не обнаруживаются.
3: формование возможно, но на обработанных участках покрытия различимы явные дефекты и некоторые трещины или отслоения.
2: формование возможно, но на обработанных участках покрытия заметны крупные дефекты или большие трещины или отслоения.
1: формование невозможно.
[0196] (3) Коррозионная стойкость
Для каждого металлического листа с предварительным покрытием, который был изготовлен способом согласно указанным выше разделам 3 и 4, вырезали прямоугольный тестируемый образец с размером 150×70 мм. Концы герметизировали смолой, с получением образца для испытания на коррозионную стойкость плоскостной части. Кроме того, деталь в форме трубчатого колпачка из указанного выше раздела (2) погружали в водный раствор, содержащий 2% масс. обезжиривающего средства на водной основе (производства фирмы Nippon Paint, ЕС-92), при температуре 40°С, обезжиривали его поверхность, промывали и сушили, с получением тестируемого образца для оценки коррозионной стойкости обработанной части после формования.
[0197] Эти тестируемые образцы подвергали испытаниям на циклическую коррозию с использованием в целом 8 часов из 2 часов распыления солевого раствора, 4 часов сушки и 2 часов смачивания в качестве одного цикла. Условия испытания с распылением солевого раствора основывались на стандарте JIS-Z2371. Условиями сушки были температура 60°С и относительная влажность (RH) 30% или менее, тогда как условиями смачивания были температура 50°С и относительная влажность (RH) 90% или более. Авторы настоящего изобретения исследовали состояние образования красной ржавчины обработанных деталей и использовали следующие балльные показатели для оценки уровня коррозионной стойкости обработанных частей.
[0198] 5: без образования красной ржавчины на протяжении 600 циклов
4: без образования красной ржавчины на протяжении 450 циклов
3: без образования красной ржавчины на протяжении 300 циклов
2: без образования красной ржавчины на протяжении 150 циклов
1: образование красной ржавчины в течение 150 циклов
[0199] В таблицах 1-8 показаны результаты оценки.
[0200]
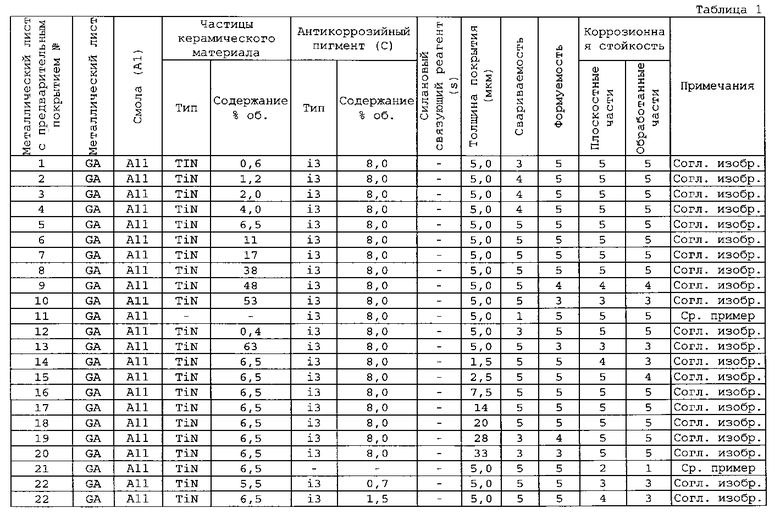
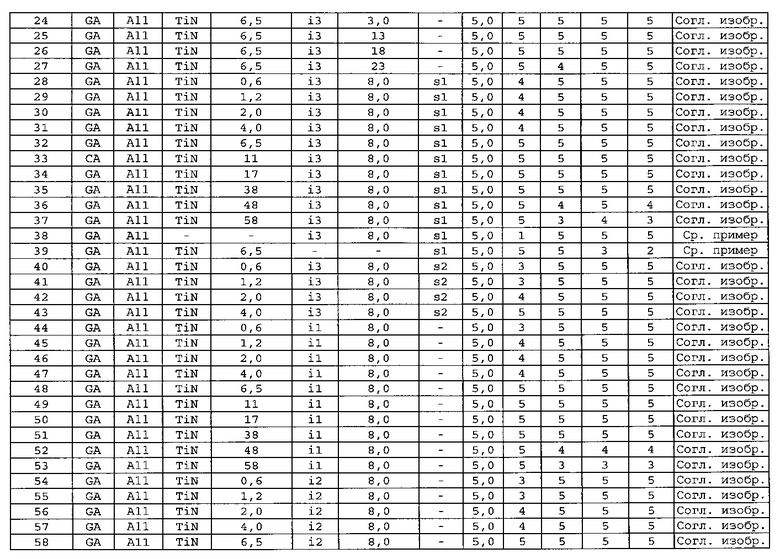
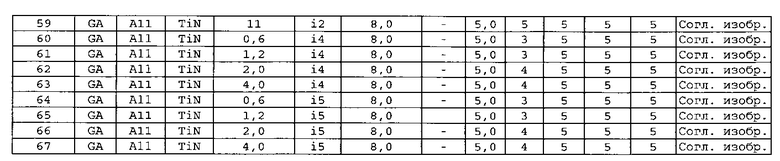
[0201]
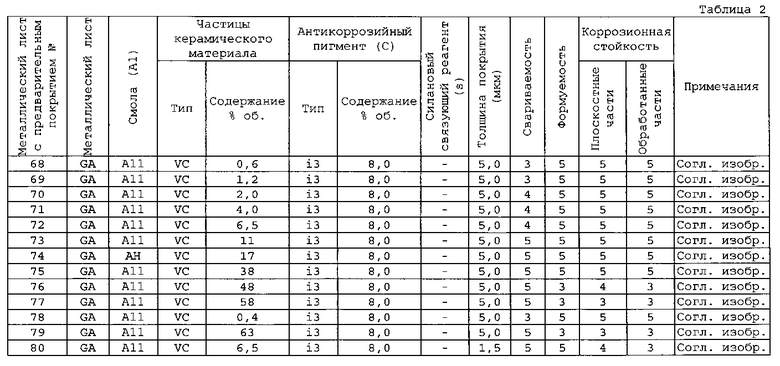
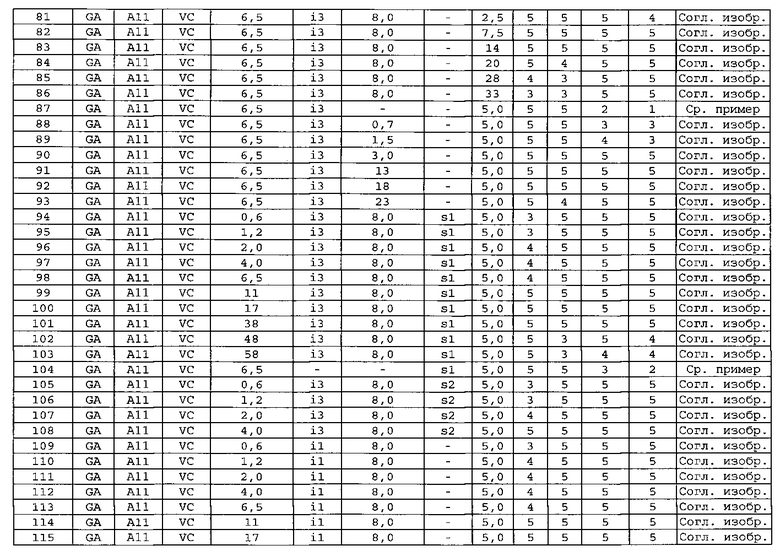
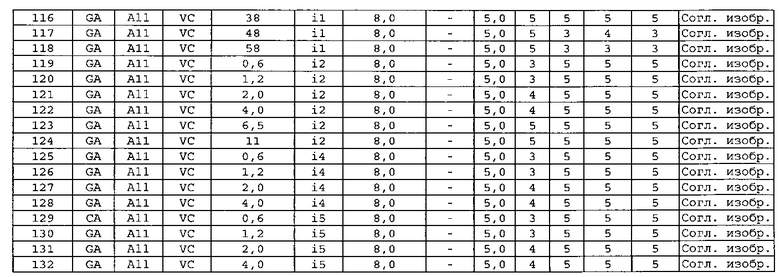
[0202]
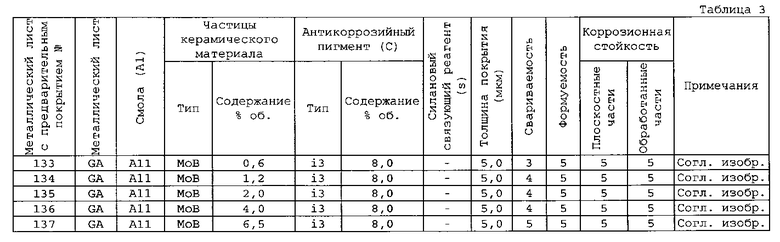
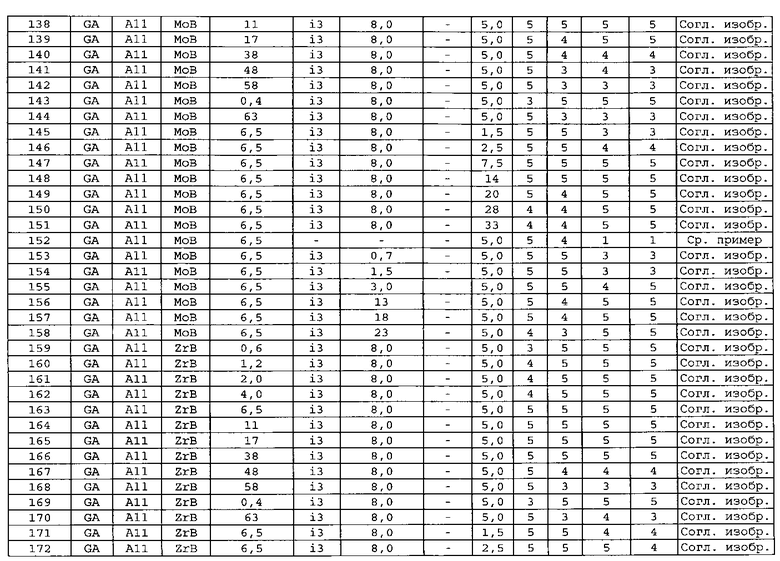
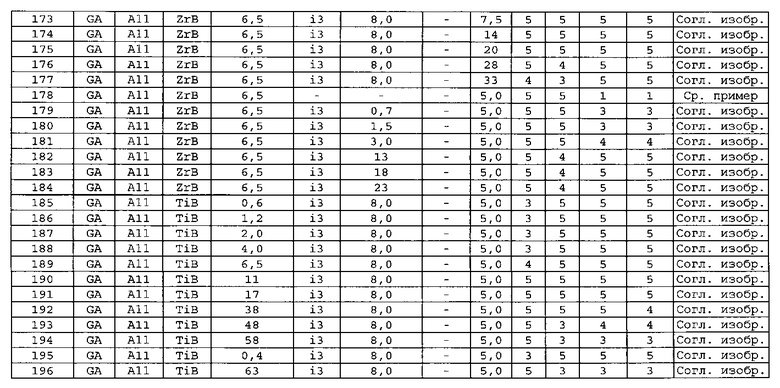
[0203]
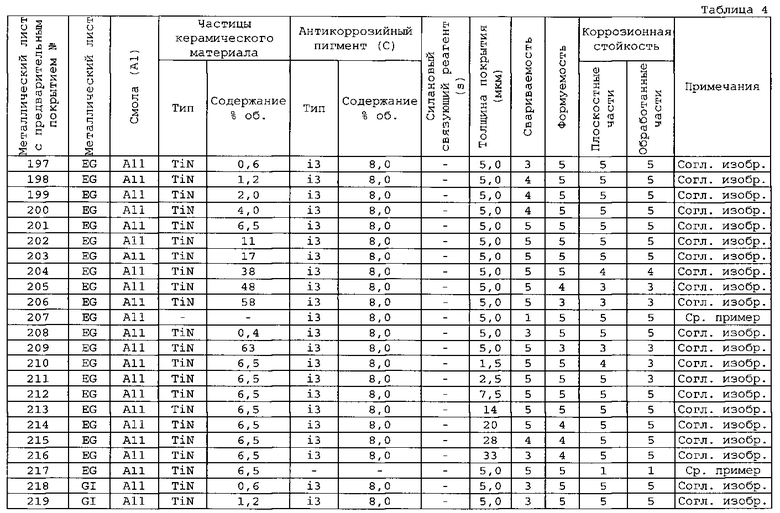
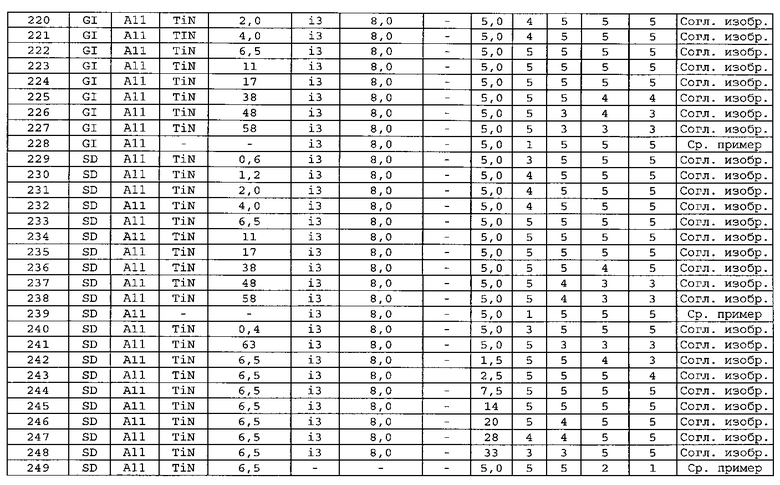
[0204]
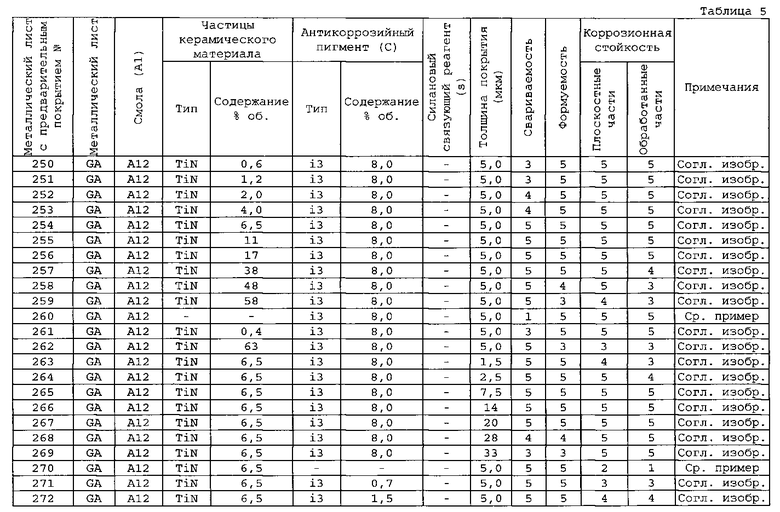
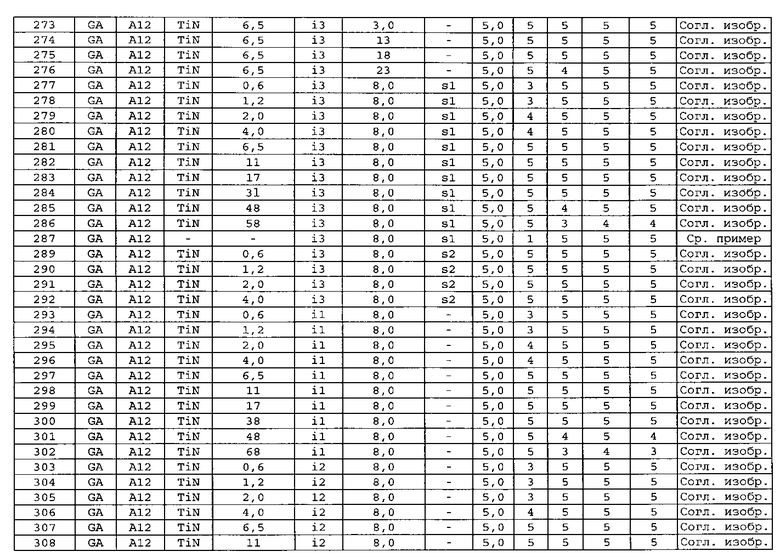

[0205]
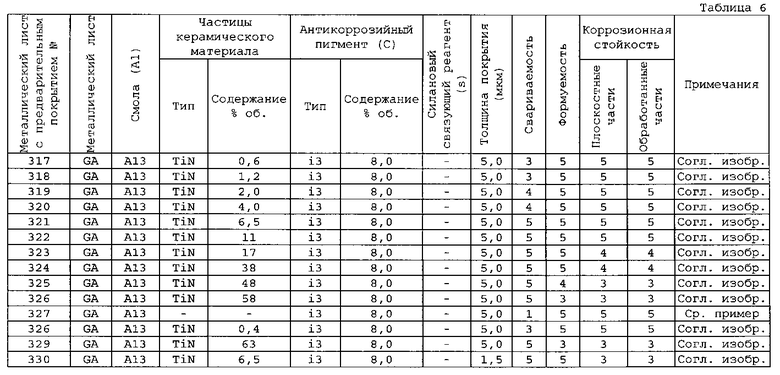
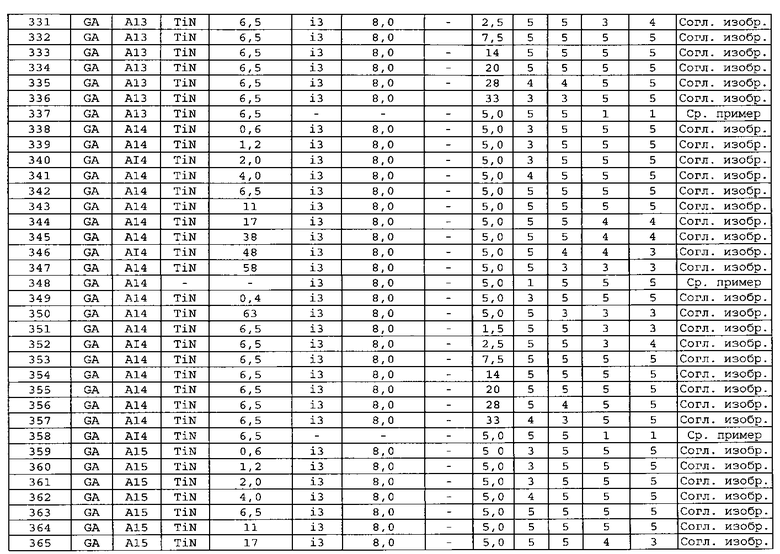
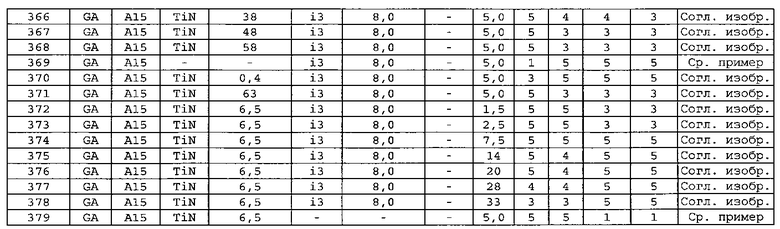
[0206]
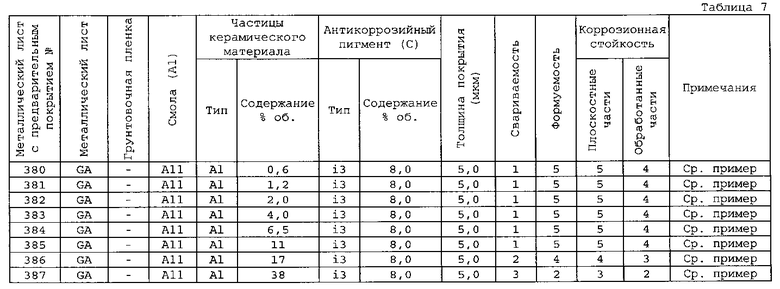
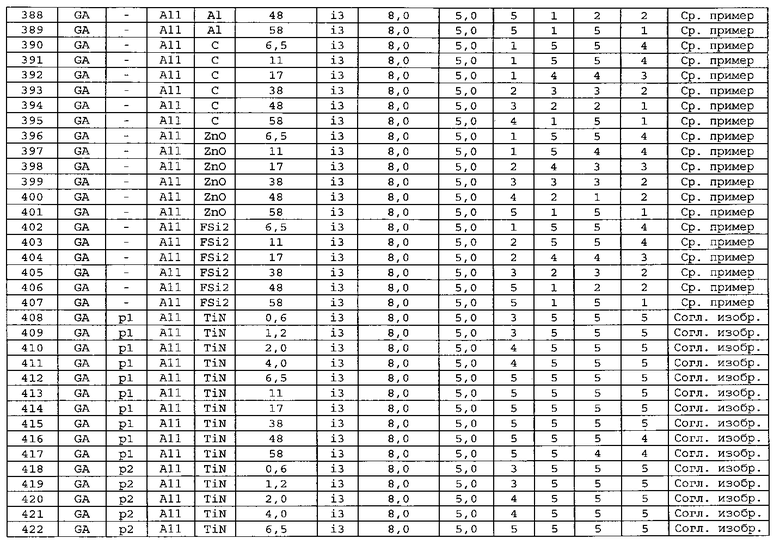
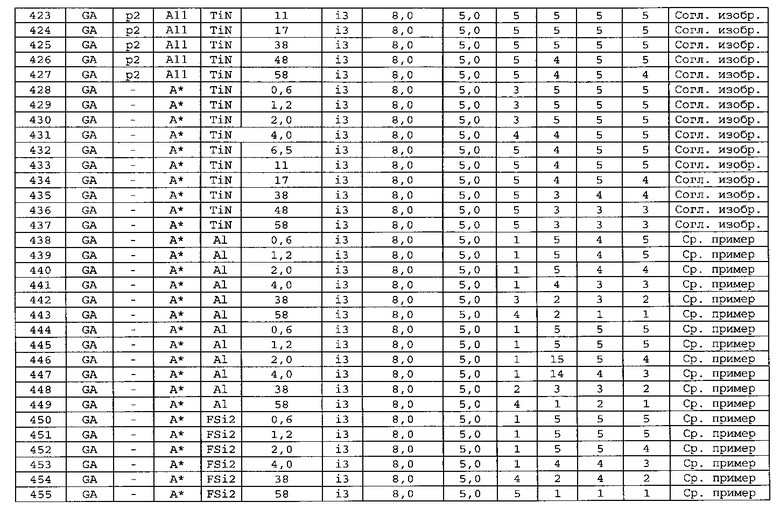
[0207]
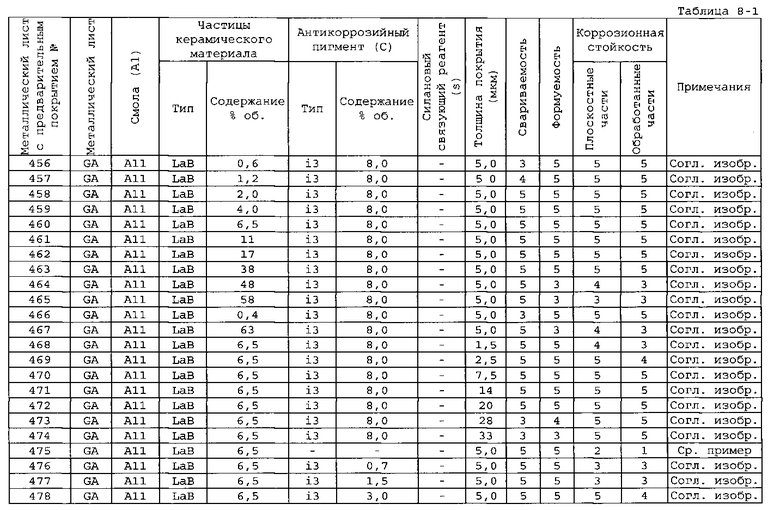
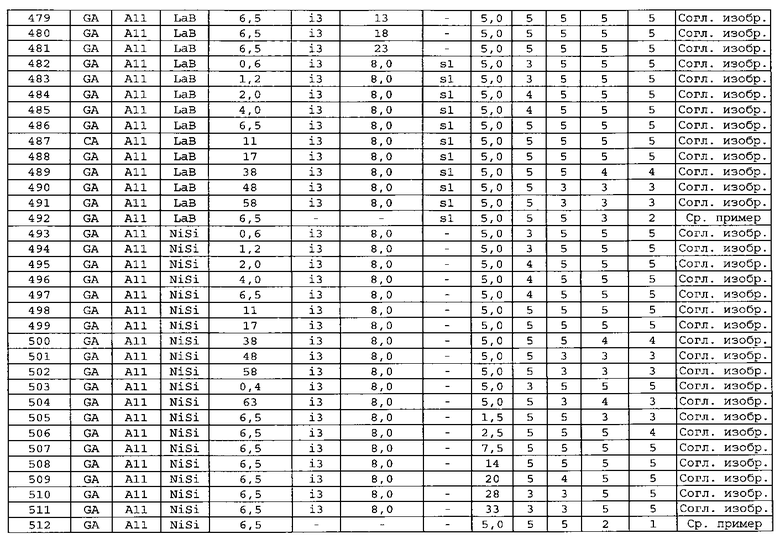
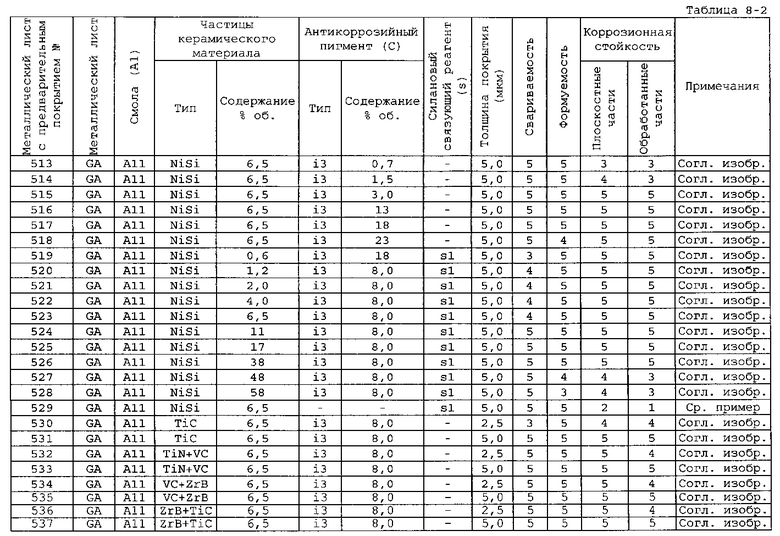
[0208] В металлическом листе с предварительным покрытием примеров согласно изобретению, независимо от типов металлического листа, смолы (А1) и частиц (В) неоксидного керамического материала, во всех случаях может быть достигнута превосходная свариваемость, формуемость и коррозионная стойкость. Что должно быть особенно отмечено в отношении технических характеристик металлического листа с предварительным покрытием в примерах согласно изобретению, так это следующее:
[0209] В примерах, при использовании смол А11 (содержащей карбоксильные группы уретановой смолы на сложнополиэфирной основе) и А12 (содержащей группы сульфоновой кислоты уретановой смолы на сложнополиэфирной основе), сравнительно с ситуацией, когда используют смолы А13 (содержащую группы сульфоновой кислоты сложнополиэфирную смолу), А14 (содержащую аминогруппы эпоксидную смолу) и А15 (уретановую смолу на основе неионного простого полиэфира), формуемость и коррозионная стойкость оказываются превосходными. Как полагают, причина этого может быть в следующем: как подробно описано в разделе "Органическая смола (А)", если структура смолы (А1) содержит карбоксильную группу, группу сульфоновой кислоты, аминогруппу или другие группы из ряда полярных функциональных групп, улучшается адгезия к базовому материалу, составленному металлическим листом (где имеется грунтовка, к грунтовочному слою), и может быть улучшена гибкость покрытия (α) при формовании (адгезия покрытия, устойчивость к растрескиванию и т.д.) и коррозионная стойкость. Кроме того, как указано в том же разделе "Органическая смола (А)", если смола (А1) представляет собой полиуретановую смолу или модифицированную полиуретановую смолу, то поскольку уретановые группы (-NHCOO-) в структуре имеют значительно более высокую молекулярную энергию когезии по сравнению с другими органическими группами, это проявляется в том, что покрытие становится более прочным, и во время формования прессованием отслоение покрытия и истирание затрудняются, и, в дополнение, относительно высокая энергия когезии обусловливает улучшение в плане устранения коррозионных факторов (плотность покрытия) и повышает коррозионную стойкость. Таким образом, механизм отличается, но когда структура смолы содержит карбоксильные группы, группы сульфоновой кислоты, аминогруппы или другие группы из ряда полярных функциональных групп, и когда структура смолы содержит уретановую группу (-NHCOO-), формуемость и коррозионная стойкость возрастают. Обе смолы А11 и А12 имеют группу из ряда полярных функциональных групп и уретановые группы в структуре смолы, так что по сравнению со смолами А13, А14 и А15, которые имеют только одну группу, формуемость и коррозионная стойкость оказываются превосходными.
[0210] При примешивании силанового связующего реагента в покровную композицию или при создании грунтовочной пленки между покрытием и поверхностью металлического листа, сравнительно с иной ситуацией, коррозионная стойкость покрытия проявляет тенденцию к улучшению. Если содержание частиц (В) неоксидного керамического материала в покрытии выше чем предпочтительный диапазон (от 0,5 до 60% об.), это легко оказывает вредное воздействие на формуемость и коррозионную стойкость. Когда толщина покрытия меньше, чем предпочтительный диапазон толщины (от 2 до 30 мкм толщины), коррозионная стойкость становится низкой, тогда как если оно является более толстым, проявляется тенденция к ухудшению свариваемости и формуемости. При использовании частиц неоксидного керамического материала (TaN, VN и CrSi2) с удельным электрическим сопротивлением свыше 185×10-6 Ом·см желаемая свариваемость не может быть получена.
[0211] В случае металлического листа с предварительным покрытием, который получен с использованием частиц материала с высокой электропроводностью (частиц алюминия, частиц изотропного графита, частиц электропроводного оксида цинка, частиц ферросилиция №2), которые используют в предшествующем уровне техники (группа патентных документов, показанных в разделе "Уровень техники"), необходимо добавлять большое количество этих частиц электропроводного материала, чтобы получить достаточную пригодность к контактной сварке. В этом случае, формуемость при прессовании или коррозионная стойкость заметно снижаются.
[0212] Следует отметить, что документированное значение удельного электрического сопротивления алюминия является несколько меньшим, чем удельное электрическое сопротивление частиц (В) неоксидного керамического материала, которые применяются в настоящем изобретении, но таким же образом, как для частиц изотропного графита, частиц электропроводного оксида цинка и частиц ферросилиция №2, большое количество должно быть добавлено в покрытие для получения достаточной пригодности к контактной сварке. Это обусловлено тем, что частицы алюминия легко образуют изолирующие слои оксида алюминия (байерита) с толщиной в несколько сотен нанометров на поверхностях частиц под действием влаги в атмосфере при хранении, так что если их хранят не в абсолютно сухой атмосфере, удельное электрическое сопротивление частиц возрастает.
[0213] Даже при использовании частиц (В) неоксидного керамического материала, состоящего из смеси частиц неоксидного керамического материала из компонентов согласно настоящему изобретению в любом соотношении, проявляются благоприятные эффекты, подобные ситуации применения их по отдельности.
[0214] Пример II
Далее в примере II будут более конкретно описаны влияния, которые оказывает на свариваемость диаметр частиц (В) неоксидного керамического материала и число, в котором они размещены на поверхности металлического листа, и влияния, которые оказывает на свариваемость отношение (D1/В) общего объема (D1) металлоксидных наночастиц в форме первичных частиц (от 1 нм до 100 нм) к общему объему частиц (В) неоксидного керамического материала.
[0215] 1. Изготовление металлического листа
Получали оцинкованные металлические листы следующих пяти типов, таких, как использовали в примере I, и обрабатывали их таким же способом, как в примере I, с получением готовых к нанесению покрытия металлических листов:
[0216] EG: полученный электролитическим цинкованием в расплаве стальной лист (толщина листа 0,8 мм, удельный вес плакирующего покрытия 40 г/м2)
ZL: электролитически плакированный сплавом Zn-10%Ni стальной лист (толщина листа 0,8 мм, удельный вес плакирующего покрытия 40 г/м2)
GI: плакированный горячим погружным цинкованием стальной лист (толщина листа 0,8 мм, удельный вес плакирующего покрытия 60 г/м2)
SD: стальной лист, плакированный погружением в горячую ванну для цинкования сплавом Zn-11%Al-3%Mg-0,2%Si (толщина листа 0,8 мм, удельный вес плакирующего покрытия 60 г/м2)
GA: отожженный оцинкованный погружением в горячую ванну стальной лист (толщина листа 0,8 мм, 10% Fe, удельный вес плакирующего покрытия 45 г/м2)
[0217] 2. Грунтовочная пленка
В примере II металлический лист для нанесения покрытия, который использовали, оценивали без создания грунтовочной пленки.
[0218] 3. Получение покровной композиции на водной основе и формирование пленки
Для получения покровной композиции на водной основе сначала получали смолу (А1), частицы (В) неоксидного керамического материала, частицы электропроводного материала, другие, чем (В), и антикоррозионный пигмент (С).
[0219] (1) Смола (А1)
В примере II использовали смолу А11, которую синтезировали в примере I.
[0220] (2) Частицы (В) неоксидного керамического материала Использовали коммерчески доступные микрочастицы (реагент). Среднеобъемный размер измеряли с использованием анализатора Beckman Coulter Multisizer 3 (прибор для точного измерения распределения частиц по диаметрам с использованием принципа Коултера). Удельное электрическое сопротивление определяли с использованием микрочастиц для изготовления спеченного листа длиной 80 мм, шириной 50 мм, толщиной от 2 до 4 мм, и измерением его четырехзондовым методом на четырех контактах с использованием резистивиметра Loresta ЕР (фирмы Mitsubishi Chemical Analytech Co., Ltd., модель MCP-T360) и ESP-зонда (диаметр плоской головки контакта 2 мм), и системы подведения постоянного тока, на основе стандарта JIS K 7194, при температуре 25°С.
[0221] (производства фирмы Wako Pure Chemical Industries, Ltd., среднеобъемный размер 1,6 мкм, удельное электрическое сопротивление 20×10-6 Ом·см)
ZrB: микрочастицы ZrB2 (производства фирмы Wako Pure Chemical Industries, Ltd., среднеобъемный размер 2,2 мкм, удельное электрическое сопротивление 70×10-6 Ом·см)
NiSi: микрочастицы Ni2Si (полученные добавлением воды к NII11PB производства фирмы Kojundo Chemical Laboratory Co., Ltd., перемешиванием и их суспендированием, и выделением фильтрованием микрочастиц, которые всплывали по истечении 5 минут, среднеобъемный размер 4,8 мкм, удельное электрическое сопротивление 40×10-6 Ом·см)
[0222] (3) Антикоррозионный пигмент (С)
i4: использовали гидрофосфат магния (производства фирмы Kanto Chemical Co., Inc., MgHPO4).
[0223] (4) Силановый связующий реагент (s)
В примере II силановый связующий реагент не использовали.
[0224] (5) Металлоксидные наночастицы (D1) с диаметром частиц от 1 нм до менее 100 нм, которые включают металлические элементы одного или более типов, которые выбраны из Si, Ti, Al, и Zr:
on1: наночастицы кремнезема со средним диаметром частиц от 10 до 20 нм (производства фирмы Nissan Chemical Industries Ltd., Snowtex N)
on2: наночастицы кремнезема со средним диаметром частиц от 70 до 100 нм (производства фирмы Nissan Chemical Industries Ltd., Snowtex ZL)
on3: коллоидальный оксид алюминия (производства фирмы Nissan Chemical Industries Ltd., Aluminasol 100)
on4: дисперсия наночастиц оксида циркония со средним диаметром частиц 40 нм (производства фирмы Sumitomo Osaka Cement).
[0225] (6) Оксид металла (D2) с диаметром частиц 100 нм или более, который включает металлические элементы одного или более типов, которые выбраны из Si, Ti, Al и Zr:
o1: микрочастицы оксида титана со средним диаметром частиц 0,25 мкм (производства фирмы Ishihara Sangyo Kaisha, Ltd., CR-EL)
o2: микрочастицы кремнезема со средним диаметром частиц 0,7 мкм (производства фирмы Denki Kagaku Kogyo Kabushiki Kaisha, SFP-30M)
о3: микрочастицы кремнезема со средним диаметром частиц 1,5 мкм (производства фирмы Corefront Corporation, Sicastar 43-00-153).
[0226] Затем смолу (A1), частицы (В) неоксидного керамического материала, антикоррозионный пигмент (С) и дистиллированную воду использовали, с получением покровных композиций на водной основе с разнообразными соотношениями состава.
[0227] Из частиц (В) неоксидного керамического материала число частиц (В1) с диаметром частиц от 1 до 24 мкм, которые размещены на поверхности металлического листа, определяли следующим образом: сначала использовали приведенный выше анализатор Beckman Coulter Multisizer 3, чтобы найти распределение частиц по диаметрам на основе объема частиц (В) неоксидного керамического материала, и определить число частиц с диаметром частиц 1-24 мкм, которые содержатся на единицу объема частиц (В) керамического материала (число (В1)/объем (В1)) (единица: /мкм3). Это рассчитывали как частное, полученное делением числа (число (В1)) частиц (В1) с диаметром частиц 1-24 мкм, которое может быть найдено из плотности распределения числа частиц относительно диаметра частиц в указанном выше распределении частиц по диаметрам, на общий объем (объем (В)) частиц (В) неоксидного керамического материала, которые использовали для измерения распределения частиц по диаметрам. Общий объем (объем (В)) частиц (В) неоксидного керамического материала рассчитывали суммированием среднего объема частиц в каждом классе диаметра частиц в плотности распределения и совокупной суммы частиц. Для расчета числа частиц (В1) с диаметром частиц 1-24 мкм, которые размещены на поверхности металлического листа, применяли следующую формулу, включающую отношение (число (В1)/объем (В1), среднюю толщину покрытия (aveT) (единица: мкм) и объемную долю частиц (В) неоксидного керамического материала в покрытии (доля (В)).
[0228] Число частиц (В1) с диаметром частиц 1-24 мкм, которые размещены на поверхности металлического листа (единица: /мм2) = (число (В1)/объем (B1) × (aveT) × (доля (В) × 106
[0229] В примере II указанный выше метод использовали для расчета числа частиц (В1) с диаметром частиц 1-24 мкм, которые размещены на поверхности металлического листа, но в случае металлического листа с предварительным покрытием, который уже покрыт, и поэтому состав покрытия неизвестен, металлический лист с предварительным покрытием может быть проанализирован, как подробно описано ниже, для расчета числа частиц (В1), которые размешены на поверхности металлического листа.
[0230] Количество частиц (В) неоксидного керамического материала (включая частицы (В1) неоксидного керамического материала с диаметром частиц 1-24 мкм) и количество антикоррозионного пигмента (С) (включая количество металлоксидных микрочастиц (D1) с диаметром частиц от 1 нм до менее 100 нм, и металлоксидных микрочастиц (D2) с диаметром частиц более 100 нм), могут быть рассчитаны по результатам обследования поперечного сечения покрытия с помощью электронного микроскопа, дифференцирования частиц, подсчета их числа на величину поперечного сечения и преобразованием этого в число на объем покрытия. В этом случае, если необходимо, возможно применение EDX-спектрометрической системы (рентгеноспектрального электронно-зондового микроанализа) и т.д., для дифференциации частиц.
[0231] Также возможно применение количеств частиц (В) (включая (В1)) и пигмента (С) (включая (D1) и (D2)), которые содержатся в покрытии до нанесения, и удельного веса покрытия на единицу площади металлического листа (произведение удельного веса покрытия на металлическом листе и доли нелетучих компонента в покрытии), для расчета количеств частиц в покрытии. В этом случае, например, для индивидуального различения и подсчета по анализу изображений частиц в покрытии, которое было разбавлено до надлежащей концентрации, могут быть использованы системы анализа изображений Malvern Particle Image Analysis Morphology G3 или другие системы. Этот способ также может быть использован в случае растворения покрытия, которое было осаждено на металлический лист, чтобы подсчитать число частиц.
[0232] В таблицах 9 показаны типы и уровни содержания в покрытии (единица: % об.) смолы (А1), частиц (В) неоксидного керамического материала (включая (В1)) и антикоррозионного пигмента (С) (включая (D1) и (D2)), которые содержатся в нелетучих компонентах покровной композиции на водной основе. В таблицах 9 также показано отношение (D1/В).
[0233] Получали покровную композицию на водной основе, однородно диспергировали компоненты, затем композицию наносили на металлический лист для использования в качестве покрытия или на металлический лист, снабженный грунтовочной пленкой, с использованием валикового устройства для нанесения покрытий. Ее сушили в печи с горячим воздухом при максимальной температуре поверхности металла 200°С, охлаждали водой, затем сушили на воздухе. В таблицах 9 показана толщина покрытия после формирования пленки (единица: мкм) и число частиц (В), которые размещены на поверхности металлического листа (единица: /мм2). Следует отметить, что толщину покрытия рассчитывали делением разности масс до и после отслоения покрытия после нанесения покрытия на удельный вес покрытия. Удельный вес покрытия рассчитывали из количеств компонентов, которые образуют покрытие, и известных удельных весов компонентов.
[0234] 4. Оценка технических характеристик
Каждый металлический лист с предварительным покрытием, который получали указанным выше способом, оценивали в отношении свариваемости, формуемости и коррозионной стойкости. Ниже будут показаны методы испытаний и оценки.
[0235] (1) Приемлемая свариваемость
Два металлических листа с предварительным покрытием с одинаковыми техническими характеристиками подвергали точечной сварке в испытании с использованием Cr-Cu-электродов с размером наконечника 5 мм типа R40 CF при давлении сварки 1,96 кН и продолжительности сварки 12 циклов/50 Гц, в то же время с изменением сварочного тока. Сварочный ток повышали от 3 кА с приращениями на 0,1 кА для сварки. Наблюдали наличие явления расплавления или термического разложения металлического листа и покрытия во время сварки, которые сопровождаются взрывным выбросом между металлическим листом с предварительным покрытием и электродами (взрывное разбрызгивание). При формировании ядра сварной точки измеряли размер ядра сварной точки (усредненное значение длинной оси и короткой оси ядра сварной точки). Минимальный ток, при котором размер ядра сварной точки достигал 3√t ("t" представляет собой толщину листа) или более, рассматривали как "минимальный ток для формирования ядра сварной точки", тогда как минимальный ток, где возникало взрывное разбрызгивание, рассматривали как "минимальный ток для взрывного разбрызгивания". Разность (минимальный ток для взрывного разбрызгивания) - (минимальный ток для формирования ядра сварной точки) рассматривали как "применимый диапазон сварочного тока". Для оценки уровня приемлемой свариваемости использовали следующие балльные показатели. Применимый диапазон сварочного тока представляет собой показатель того, достигается ли достаточный размер ядра сварной точки для обеспечения прочности сварного шва, и осаждаются ли вновь разбросанные взрывным разбрызгиванием компоненты на металлический лист с предварительным покрытием, ухудшая тем самым внешний вид или снижая коррозионную стойкость, или создавая другие проблемы, и поэтому легко ли достигается хорошая сварка (металлический лист с предварительным покрытием, имеющий широкий применимый диапазон сварочного тока, будет легко свариваться). В этом методе измерения применимый диапазон сварочного тока приобретает дискретное значение с интервалами 0,1 кА. Даже если балльная оценка оказывается низкой, прочность сварного шва обеспечивается, если формируется ядро сварной точки, но, как было описано выше, могут возникать такие проблемы, как ухудшение внешнего вида или снижение коррозионной стойкости, и иногда зона сварки должна быть подвергнута дополнительной отделке и т.д.
[0236] 5: применимый диапазон сварочного тока 2 кА или более
4: применимый диапазон сварочного тока от 1,5 кА до менее 2 кА
3: применимый диапазон сварочного тока от 1,0 кА до менее 1,5 кА
2: применимый диапазон сварочного тока от 0,5 кА до менее 1,0 кА
1: применимый диапазон сварочного менее 0,5 кА (в том числе ситуация, когда минимальный ток для возникновения взрывного разбрызгивания является меньшим, чем минимальный ток для формирования ядер сварных точек)
[0237] (2) Метод оценки формуемости был таким же, как в примере I.
[0238] (3) Коррозионная стойкость
Для каждого металлического листа с предварительным покрытием, который был изготовлен указанным выше способом, вырезали прямоугольный тестируемый образец размером 150×70 мм. Концы герметизировали смолой, с получением образца для испытания на коррозионную стойкость плоскостной части. Кроме того, деталь в форме трубчатого колпачка из указанного выше раздела (2) погружали в водный раствор, содержащий 2% масс. обезжиривающего средства на водной основе (производства фирмы Nippon Paint, ЕС-92), при температуре 40°С, обезжиривали его поверхность, промывали и сушили, с получением тестируемого образца для оценки коррозионной стойкости обработанной детали после формования. Кроме того, вырезали квадратный тестируемый образец размером 70×70 мм, подвергали изгибанию 1Т (тестируемый образец сэндвичеобразно зажимали между пластинами такой же толщины и изгибали на 180 градусов), и герметизировали концы смолой, с получением тестируемого образца для испытания на коррозионную стойкость в 1Т-изогнутой части.
[0239] Полученные тестируемые образцы подвергали испытаниям на циклическую коррозию с использованием в целом 8 часов из 2 часов распыления солевого раствора, 4 часов сушки и 2 часов смачивания в качестве одного цикла. Условия испытания с распылением солевого раствора основывались на стандарте JIS-Z2371. Условиями сушки была температура 60°С и относительная влажность (RH) 30% или менее, тогда как условиями смачивания была температура 50°С и относительная влажность (RH) 90% или более. Для части стандартных образцов испытание продлевали до 1000 циклов. Авторы настоящего изобретения исследовали состояние образования красной ржавчины обработанных деталей и использовали следующие балльные показатели для оценки уровня коррозионной стойкости обработанных частей.
[0240] 6: без образования красной ржавчины на протяжении 1000 циклов
5: без образования красной ржавчины на протяжении 600 циклов
4: без образования красной ржавчины на протяжении 450 циклов
3: без образования красной ржавчины на протяжении 300 циклов
2: без образования красной ржавчины на протяжении 150 циклов
1: образование красной ржавчины в течение 150 циклов
[0241] В таблицах 9 совместно показаны результаты оценки.
[0242]
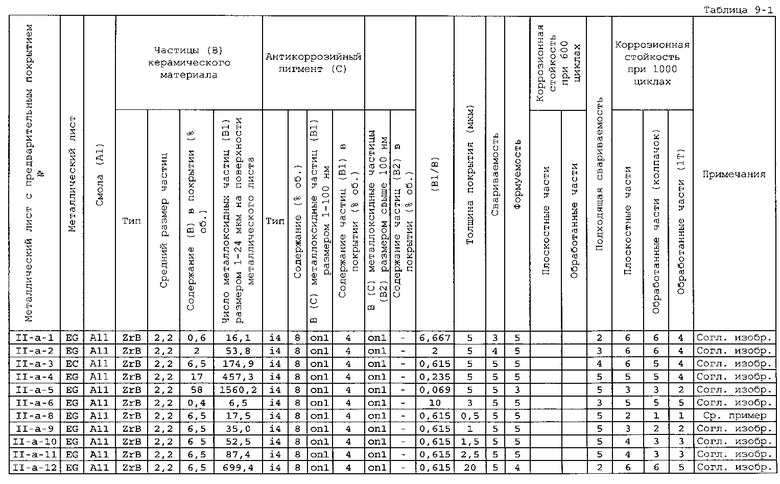
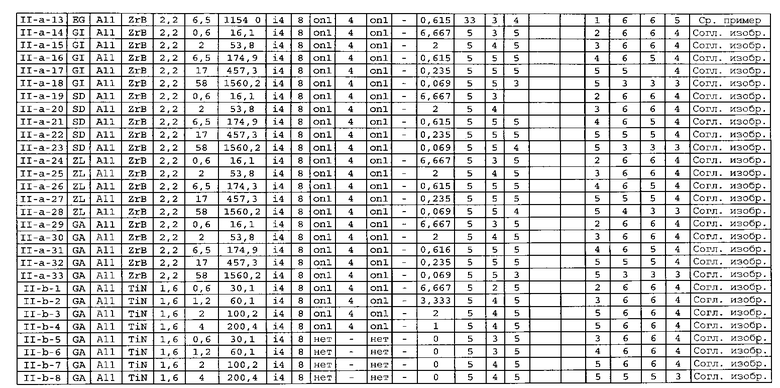
[0243]
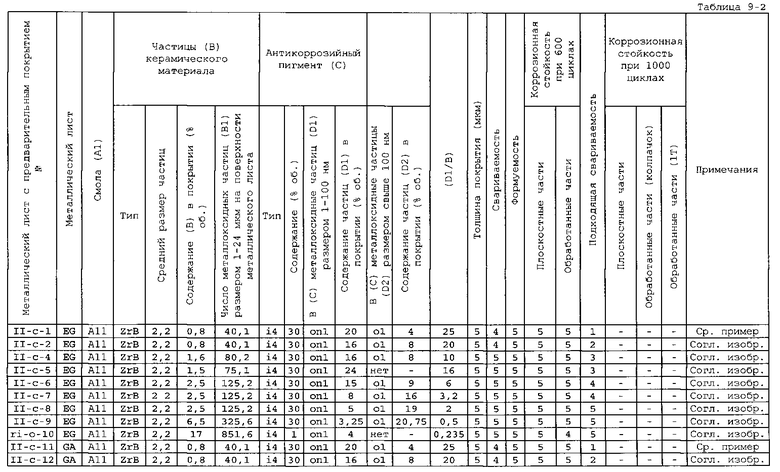
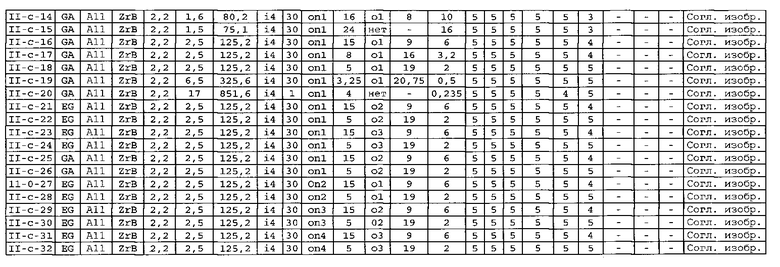
[0244]
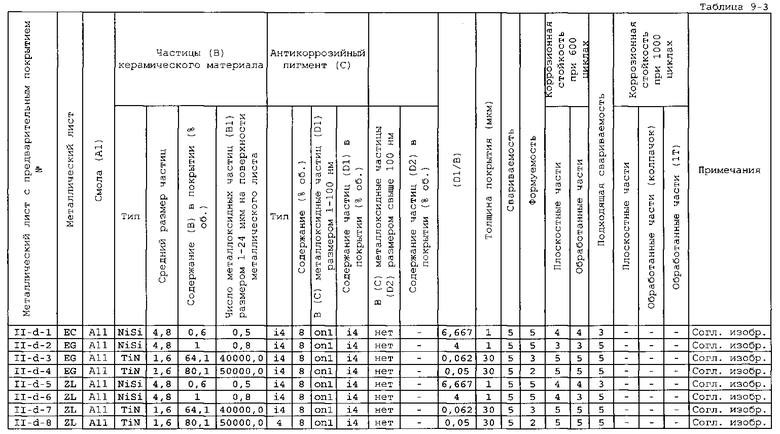
[0245] Как описано выше, в примере II удалось подтвердить следующие благоприятные эффекты. Покрытые стальные листы примеров согласно изобретению, где среди частиц (В) неоксидного керамического материала число частиц (В1) с диаметром частиц 1-24 мкм, которые размещены на поверхности металлического листа, отношение (D1)/B) и толщина покрытия были в диапазонах, которые были предписаны в настоящем изобретении, и где толщина покрытия находится в диапазоне согласно настоящему изобретению, имели применимую свариваемость с хорошей оценкой от 2 или более.
[0246] Чем больше число частиц (В1) неоксидного керамического материала с диаметром частиц от 1 мкм до 24 мкм, которые размещены на поверхности металлического листа, тем лучшей оказывается приемлемая свариваемость. Кроме того, если отношение (D1)/B) является малым, или чем тоньше покрытие по толщине, тем лучшей становится приемлемая свариваемость.
[0247] Покрытые стальные листы с содержанием антикоррозионного пигмента (С) и толщиной покрытия в пределах диапазонов, которые предписаны в настоящем изобретении, имели превосходную коррозионную стойкость плоскостных частей, формованных частей (колпачков) и формованных частей (1Т-изгиб). Среди антикоррозионных пигментов (С), если содержание металлоксидных частиц (D1) с диаметром частиц 1-100 нм является высоким, несколько снижается приемлемая свариваемость, тогда как коррозионная стойкость дополнительно улучшается в качестве общей тенденции. В антикоррозионном пигменте (С), если содержание металлоксидных частиц (D1) с диаметром частиц 1-100 нм является равным, при добавлении металлоксидных частиц (D2) с диаметром частиц свыше 100 нм или более, проявляется такой эффект, что улучшается коррозионная стойкость. В этом случае,, если отношение (D1)/B) является таким же, снижение приемлемой свариваемости мало. Если число частиц (В) неоксидного керамического материала на единицу площади находится в диапазоне согласно настоящему изобретению, проявляется такой эффект, что улучшается приемлемая свариваемость. Когда число на единицу площади мало, то, сравнительно с высоким уровнем, приемлемая свариваемость снижается. С другой стороны, если оно слишком велико, улучшение приемлемой свариваемости достигает насыщения, и формуемость или коррозионная стойкость снижаются. Следует отметить, что приведенные выше частицы неоксидного керамического электропроводного материала имеют долговременную стабильность в кислотных или щелочных водных растворах, нейтральной воде и разнообразных неводных растворителях, так что можно без ограничений выбрать покровную композицию на водной основе или на основе растворителя, которая пригодна для получения покрытия согласно настоящему изобретению.
[0248] Как описано выше, согласно настоящему изобретению просто добавлением специальных частиц электропроводного материала и антикоррозионного пигмента к покрытию на основе смолы, получают металлический лист с предварительным покрытием для применения в автомобилях, который имеет превосходную пригодность к контактной сварке, коррозионную стойкость и формуемость. Указанные выше частицы электропроводного материала имеют долговременную стабильность в кислотных или щелочных водных растворах, нейтральной воде и разнообразных неводных растворителях, так что можно без ограничений выбрать покровную композицию на водной основе или на основе растворителя, которая пригодна для получения покрытия согласно настоящему изобретению.
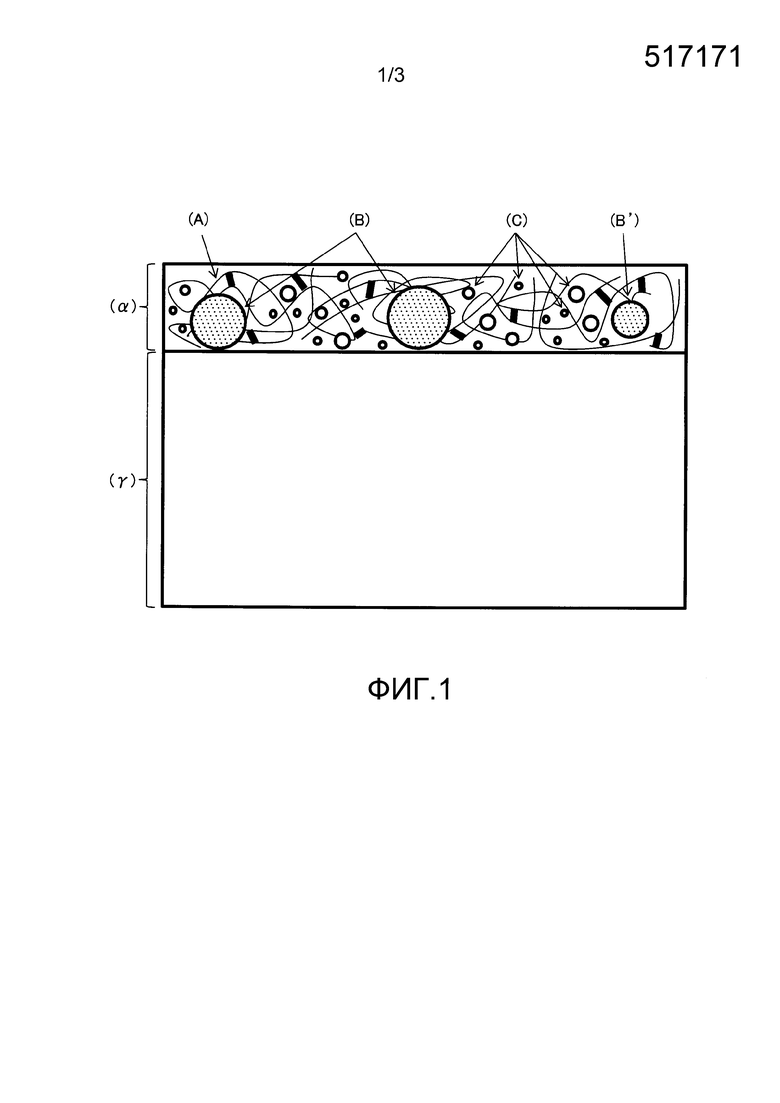
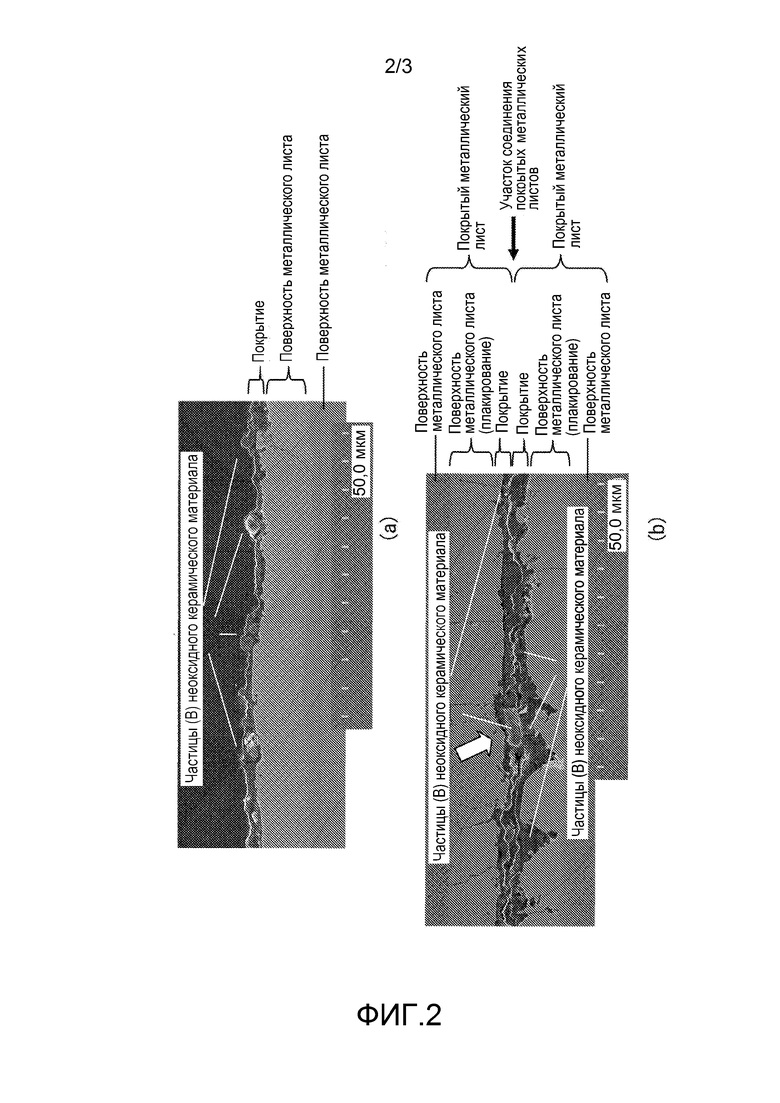
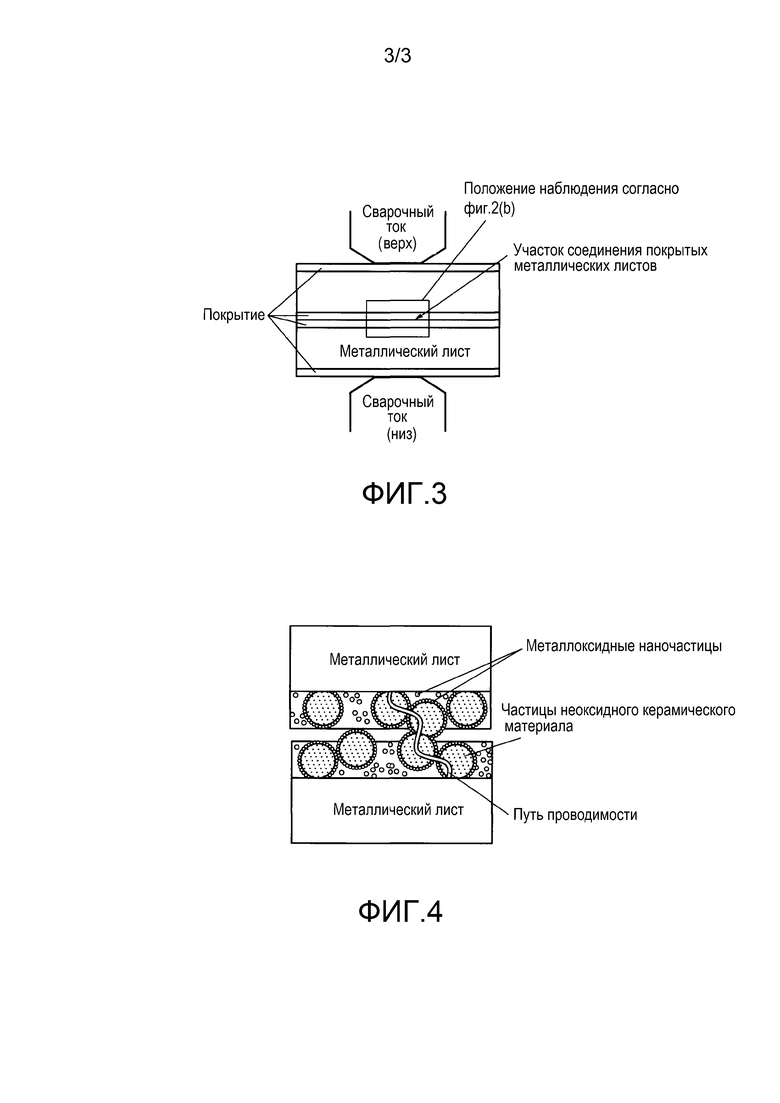
Изобретение относится к металлическому листу с предварительным покрытием для применения в автомобилях, который имеет превосходную пригодность в контактной сварке, коррозионную стойкость и формуемость. Металлический лист с предварительным покрытием для применения в автомобилях включает металлический лист и покрытие (α) по меньшей мере на одной поверхности металлического листа, причем покрытие (α) включает органическую смолу (А), имеющую по меньшей мере один тип полярной функциональной группы, частицы (В) неоксидного керамического материала, выбранные по меньшей мере из одного типа боридов, карбидов, нитридов и силицидов, и которые имеют удельное электрическое сопротивление при температуре 25°С от 0,1×10-6 до 185×10-6 Ом·см, и антикоррозионный пигмент (С), при этом содержание указанных частиц (В) неоксидного керамического материала в покрытии (α) составляет от 0,5 до 65 об.%. 12 з.п. ф-лы, 4 ил., 9 табл.
1. Металлический лист с предварительным покрытием для применения в автомобилях, включающий металлический лист и покрытие (α) по меньшей мере на одной поверхности указанного металлического листа, где указанное покрытие (α) включает органическую смолу (А), имеющую по меньшей мере один тип полярной функциональной группы, частицы (В) неоксидного керамического материала, выбранные по меньшей мере из одного типа боридов, карбидов, нитридов и силицидов, и которые имеют удельное электрическое сопротивление при температуре 25°С от 0,1×10-6 до 185×10-6 Ом·см, и антикоррозионный пигмент (С),
при этом содержание указанных частиц (В) неоксидного керамического материала в покрытии (α) составляет от 0,5 до 65 об.%.
2. Металлический лист с предварительным покрытием для применения в автомобилях по п. 1, в котором указанная органическая смола (А) включает органическую смолу (А1), имеющую по меньшей мере один тип гидрофильной функциональной группы.
3. Металлический лист с предварительным покрытием для применения в автомобилях по п. 1, в котором указанная органическая смола (А) включает органическую смолу (А1), имеющую по меньшей мере один тип гидрофильной функциональной группы, и производное (А2) указанной смолы (А1).
4. Металлический лист с предварительным покрытием для применения в автомобилях по п. 2, в котором указанная органическая смола (А1) имеет по меньшей мере один тип функциональной группы, которую выбирают из карбоксильной группы (-СООН), карбоксилатной группы (-СОО-М+, где М+ представляет собой одновалентный катион), группы сульфоновой кислоты (-SO3H), сульфонатной группы (-SO3 -M+, где М+ представляет собой одновалентный катион), первичной аминогруппы (-NH2), вторичной аминогруппы (-NHR1, где R1 представляет собой углеводородную группу), третичной аминогруппы (-NR1R2, где R1 и R2 представляют собой углеводородные группы), группы четвертичной аммониевой соли (-N+R1R2R3X-, где R1, R2 и R3 представляют собой углеводородные группы, и X- представляет собой одновалентный анион), группы сульфониевой соли (-S+R1R2X-, где R1 и R2 представляют собой углеводородные группы, и X- представляет собой одновалентный анион), группы фосфониевой соли (-P+R1R2R3X-, где R1, R2 и R3 представляют собой углеводородные группы, и X- представляет собой одновалентный анион).
5. Металлический лист с предварительным покрытием для применения в автомобилях по п. 3, в котором производное (А2) указанной смолы (А1) представляет собой смолу (A2Si) следующей общей формулы (I):
Общая формула (I):
где "А1" обозначает органическую смолу (A1), "Z-" обозначает углеводородную цепь, имеющую C1-C9, N0-N2 и О0-О2, и "A1~Z" обозначает "А1" и "Z", которые ковалентно связаны через общие для двоих функциональные группы, кроме того, "-O-" представляет собой простую эфирную связь, "-ОН" представляет собой гидроксильную группу, "-Х" представляет собой гидролизуемую С1-С3алкоксигруппу, гидролизуемую группу галогена или гидролизуемую ацетоксигруппу, "-R" представляет собой C1-С3 алкильную группу, и "а", "b", "с" и "d", которые показывают число заместителей, все равны целым числам 0-3, где a+b+c+d=3.
6. Металлический лист с предварительным покрытием для применения в автомобилях по любому из пп. 1-5, в котором указанные частицы (В) неоксидного керамического материала имеют удельное электрическое сопротивление при температуре 25°С от 0,1×10-6 до 100×10-6 Ом·см.
7. Металлический лист с предварительным покрытием для применения в автомобилях по любому из пп. 1-5, в котором среди указанных частиц (В) неоксидного керамического материала частицы (В1) с диаметром частиц от 1 мкм до 24 мкм размещены по меньшей мере на одной поверхности указанного металлического листа в количестве от 0,8/мм2 до 40000/мм2.
8. Металлический лист с предварительным покрытием для применения в автомобилях по любому из пп. 1-5, в котором указанные частицы (В) неоксидного керамического материала представляют собой смесь одной или более частиц, выбранных из группы, состоящей из боридных керамических материалов: ВаВ6, СеВ6, Со2В, СоВ, FeB, GdB4, GdB6, LaB4, LaB6, Mo2B, MoB, MoB2, Mo2B5, Nb3B2, NbB, Nb3B4, NbB2, NdB4, NdB6, PrB4, PrB6, SrB6, TaB, TaB2, TiB, TiB2, VB, VB2, W2B5, YB4, YB6, YB12 и ZrB2, карбидных керамических материалов: MoC, Мо2С, Nb2C, NbC, Та2С, ТаС, TiC, V2C, VC, WC, W2C и ZrC, нитридных керамических материалов: Mo2N, Nb2N, NbN, ScN, Ta2N, TiN и ZrN, и силицидных керамических материалов: CoSi2, Mo3Si, Mo5Si3, MoSi2, NbSi2, Ni2Si, Ta2Si, TaSi2, TiSi, TiSi2, V5Si3, VSi2, W3Si, WSi2, ZrSi и ZrSi2.
9. Металлический лист с предварительным покрытием для применения в автомобилях по любому из пп. 1-5, в котором указанный антикоррозионный пигмент (С) включает соединения одного или более типов, выбранные из силикатных соединений, фосфатных соединений, ванадатных соединений и металлоксидных микрочастиц (D).
10. Металлический лист с предварительным покрытием для применения в автомобилях по п. 9, в котором указанные металлоксидные микрочастицы (D) включают металлические элементы одного или более типов, выбранные из группы, состоящей из Si, Ti, Al и Zr.
11. Металлический лист с предварительным покрытием для применения в автомобилях по любому из пп. 1-5, в котором среди указанных металлоксидных микрочастиц (D) отношение (D1/B) совокупного объема металлоксидных наночастиц (D1) с диаметром частиц от 1 нм до 100 нм в указанном покрытии (α) к совокупному объему указанных частиц (В) неоксидного керамического материала составляет 20 или менее.
12. Металлический лист с предварительным покрытием для применения в автомобилях по любому из пп. 1-5, в котором указанное покрытие (α) имеет толщину от 2 до 30 мкм.
13. Металлический лист с предварительным покрытием для применения в автомобилях по любому из пп. 1-5, в котором указанное покрытие (α) формируют нанесением покрытия из покровной композиции на водной основе.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| МАТЕРИАЛ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛИ, ОТ КОРРОЗИИ И/ИЛИ ОКАЛИНООБРАЗОВАНИЯ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛЫ, МЕТАЛЛИЧЕСКИЙ ЭЛЕМЕНТ | 2006 |
|
RU2425853C2 |

