ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к композиции для обработки поверхности металлов, способной формировать пленки, которые могут придавать превосходную устойчивость к коррозии металлическим материалам, в частности металлическим конструкциям, имеющим сложные формы, на единичной стадии погружения, способу поверхностной обработки металлов с использованием этой композиции и пленке, полученной обработкой поверхности металлов с использованием этой композиции.
УРОВЕНЬ ТЕХНИКИ
Традиционно нанесение покрытий электролитическим осаждением, имеющим высокую эффективность переноса материала (рассеивающую способность электролита) типично использовали как технологию для придания превосходной коррозионной стойкости разнообразным металлическим материалам, в особенности металлическим конструкциям со сложными формами. Однако поскольку желательная устойчивость к коррозии во многих случаях может быть не достигнута только с помощью электроосажденных пленок, полученных электролитическим осаждением, обычно на стадии перед таким нанесением электроосажденных покрытий проводили поверхностную обработку типа химической конверсии, такую как обработка методом химической конверсии на основе фосфата цинка.
Нанесение покрытий электролитическим осаждением можно приблизительно классифицировать на анионное электролитическое осаждение покрытий, в котором пленки осаждают на объекты в анодном электролитическом процессе, на которые наносят покрытия на водной основе, содержащие эмульсию анионной смолы, и катионное электролитическое осаждение покрытий, в котором пленки электролитически осаждают на подключенные к катоду изделия, на которые наносят покрытия на водной основе, содержащие эмульсию катионной смолы. Для повышения коррозионной стойкости материалов на основе железа преимущественным является катионное электролитическое осаждение покрытий, в котором базовые металлы не могут вымываться в покрывающие материалы во время электролитической обработки, и его широко применяют для металлических конструкций, сформированных главным образом из материалов на основе железа, таких как корпуса автомобилей, автомобильные детали, бытовые электрические приборы и строительные материалы.
Коммерческое распространение катионного электролитического осаждения покрытий имеет длинную историю, и в прошлом устойчивость к ржавлению обеспечивали введением соединений хрома и/или свинца. Однако этим нельзя было получить достаточную стойкость к ржавлению, и поэтому большое значение имела обработка поверхности, такая как обработка методом химической конверсии на основе фосфата цинка.
В настоящее время, поскольку применение соединений хрома и/или свинца по существу запрещено законодательными постановлениями, в частности, в Европе законом ELV (European End-of-Live Vehicle; закон о конечном сроке жизни транспортных средств), были исследованы альтернативные компоненты, и была обнаружена эффективность соединений висмута. Более конкретная информация раскрыта в упомянутых ниже Патентных Документах.
Патентный Документ 1 (Японская Нерассмотренная Патентная Публикация №5-32919) представляет полимерную композицию для нанесения электроосажденного покрытия, содержащую по меньшей мере один пигмент, покрытый соединением висмута.
Патентный Документ 2 (WO 99/31187) раскрывает композицию для катионного электролитического осаждения покрытий, состоящую из пасты на основе водной дисперсии, которая образована из дисперсии на водной основе, в которой модифицированное органической кислотой соединение висмута находится в нерастворимой в воде форме.
Патентный Документ 3 (Японская Нерассмотренная Патентная Публикация №2004-137367) представляет материал для катионного электролитического осаждения покрытий, состоящий из коллоидального металлического висмута и полимерной композиции, имеющей сульфониевые и пропаргильные группы.
Патентный Документ 4 (Японская Нерассмотренная Патентная Публикация №2007-197688) раскрывает материал для электролитического осаждения покрытий, включающий частицы по меньшей мере одного металлического соединения, выбранного из гидроксида висмута, соединений циркония и соединений вольфрама, в котором частицы металлического соединения имеют размер от 1 до 1000 нм.
Патентный Документ 5 (Японская Нерассмотренная Патентная Публикация №11-80621) представляет композицию для катионного электролитического осаждения покрытий, содержащую водный раствор соли висмута и алифатической алкоксикарбоновой кислоты.
Патентный Документ 6 (Японская Нерассмотренная Патентная Публикация №11-80622) раскрывает композицию для катионного электролитического осаждения покрытий, содержащую водный раствор солей висмута и двух или более органических кислот, причем по меньшей мере одна из органических кислот представляет собой алифатическую гидроксикарбоновую кислоту.
Патентный Документ 7 (Японская Нерассмотренная Патентная Публикация №11-100533) представляет композицию для катионного электролитического осаждения покрытий, содержащую лактат висмута, полученный с использованием молочной кислоты, в которой содержание L-формы оптических изомеров составляет 80% или более.
Патентный Документ 8 (Японская Нерассмотренная Патентная Публикация №11-106687) раскрывает композицию для катионного электролитического осаждения покрытий, содержащую водный раствор солей висмута с двумя или более органическими кислотами, в которой по меньшей мере одна из органических кислот представляет собой алифатическую алкоксикарбоновую кислоту.
Эти патентные документы можно в общих чертах классифицировать на Патентные Документы 1-4 и Патентные Документы 5-8. Другими словами, Патентные Документы 1-4 относятся к покрытиям на водной основе, в которых диспергированы нерастворимое соединение висмута или металлический висмут, тогда как Патентные Документы 5-8 включают по меньшей мере растворение соединения висмута вплоть до отсутствия содержания твердого вещества, то есть перевод его в ионы Bi до добавления его в покровные материалы.
Однако соединения висмута в этих патентных документах действуют только вместо соединений хрома и/или свинца, и поэтому достаточная устойчивость к коррозии может быть не достигнута без поверхностной обработки, такой как обработка методом химической конверсии на основе фосфата цинка. Фактически эти патентные документы раскрывают только действующие примеры, основанные на допущении, что их используют в сочетании с обработкой методом химической конверсии на основе фосфата цинка.
С другой стороны, теперь в стадии исследования находятся способы дополнительного повышения коррозионной устойчивости с использованием иных методов, нежели применение соединений висмута, способные обеспечивать достаточную устойчивость к коррозии однократным нанесением покрытия, без проведения поверхностной обработки, такой как обработка методом химической конверсии на основе фосфата цинка.
Например, Патентный Документ 9 (Японская Нерассмотренная Патентная Публикация №2008-274392) раскрывает способ образования пленки при обработке поверхности, включающий стадии, на которых формируют пленку поверх металлической подложки нанесением покрытия из пленкообразующего средства выполнением многостадийного процесса, имеющего по меньшей мере две стадии, в котором (i) пленкообразующее средство включает от 30 до 20000 ч./млн, в общем содержании металлов (по массе), соединения циркония, и, при необходимости, соединение, содержащее по меньшей мере один металл (а), выбранный из титана, кобальта, ванадия, вольфрама, молибдена, меди, цинка, индия, алюминия, висмута, иттрия, лантаноидных металлов, щелочных металлов и щелочноземельных металлов, и от 1 до 40% по массе полимерного компонента, (ii) нанесение покрытия на стадии 1 проводят подведением напряжения (V1) от 1 до 50 В в течение времени от 10 до 360 секунд, с использованием металлической подложки в качестве катода, и затем проводят нанесение покрытия на стадиях 2 и далее подведением напряжения (V2) от 50 до 400 В в течение времени от 60 до 600 секунд, с использованием металлической подложки в качестве катода, и (iii) разность между напряжениями (V2) и (V1) составляет по меньшей мере 10 В.
Кроме того, Патентный Документ 10 (Японская Нерассмотренная Патентная Публикация №2008-538383) представляет способ получения многослойной пленки, который включает стадию погружения, на которой покрываемый объект погружают в покровную композицию на водной основе, содержащую (А) соединение редкоземельного металла, (В) базовую смолу, имеющую катионную группу, и (С) отвердитель, в котором количество соединения редкоземельного металла (А), содержащегося в покровной композиции на водной основе, составляет от 0,05 до 10% по весу, в отношении редкоземельного металла, в расчете на содержание твердого вещества в покровной композиции, стадию предварительной обработки, в которой подводят напряжение менее 50 В с использованием объекта в качестве катода в покровной композиции на водной основе, и стадию электролитического осаждения, в которой подводят напряжение от 50 до 450 В с использованием объекта в качестве катода в покровной композиции на водной основе.
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный Документ 1: Японская Нерассмотренная Патентная Публикация №5-32919
Патентный Документ 2: WO 99/31187
Патентный Документ 3: Японская Нерассмотренная Патентная Публикация №2004-137367
Патентный Документ 4: Японская Нерассмотренная Патентная Публикация №2007-197688
Патентный Документ 5: Японская Нерассмотренная Патентная Публикация №11-80621
Патентный Документ 6: Японская Нерассмотренная Патентная Публикация №11-80622
Патентный Документ 7: Японская Нерассмотренная Патентная Публикация №11-100533
Патентный Документ 8: Японская Нерассмотренная Патентная Публикация №11-106687
Патентный Документ 9: Японская Нерассмотренная Патентная Публикация №2008-274392
Патентный Документ 10: Японская Нерассмотренная Патентная Публикация №2008-538383
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РАЗРЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
Авторы настоящего изобретения разнообразными путями исследовали эти способы уровня техники и пришли к выводу, что применение Bi является наиболее эффективным, чтобы сформировать пленки, придающие достаточную устойчивость к коррозии, на металлических материалах без предварительной обработки, такой как обработка методом химической конверсии на основе фосфата цинка. Авторы настоящего изобретения затем решили повторно исследовать действие и эффекты висмута (Bi).
Традиционно отмечалось, что висмут (Bi) проявляет эффективное действие как катализатор отверждения для смол и средство предотвращения коррозии базовых металлов. Однако в уровне техники, в то время как могло предполагаться действие в качестве катализаторов отверждения, эффекты предотвращения коррозии для металлов являются совершенно неудовлетворительными. Поэтому авторы настоящего изобретения провели исследования с учетом того, что максимизация таких эффектов приведет к разрешению проблем.
Было сделано допущение, что хотя эффекты предотвращения коррозии базовых металлов должны проявляться на поверхностях, где Bi контактирует с металлами, то есть на поверхностях раздела между поверхностями базовых металлов и пленками, висмутовые (Bi) компоненты, согласно уровню техники, равномерно распределены в объеме пленок, так что на поверхностях базовых металлов может не наличествовать количество Bi, достаточное для влияния на устойчивость к коррозии.
Как упомянуто выше, в Патентных Документах 1-4 нерастворимые соединения висмута или металлический висмут диспергированы в покрытиях на водной основе, и там, где из таких композиций осаждают пленки, Bi будет равномерно распределен во всем объеме пленок подобно прочим пигментам.
Патентные Документы 5-8 предусматривают растворение соединений висмута вплоть до отсутствия содержания твердого вещества, то есть перевод его в ионы Bi до добавления его в покровные материалы. Однако хелатирующая способность органических кислот как стабилизаторов для Bi настолько низка, что Bi будет постепенно гидролизоваться при введении в композиции, превращаясь в оксид или гидроксид, и поэтому нельзя ожидать долговременной стабилизации в форме ионов Bi. Тем самым Bi будет также равномерно диспергирован в объеме пленок. Вышеупомянутое предположение подтверждается тем фактом, что в этих Патентных Документах используют обработку методом химической конверсии на основе фосфата цинка в качестве поверхностной обработки.
С другой стороны, Патентные Документы 9 и 10 представляют способы осаждения неорганических пленок на базовые металлы перед наслоением на них полимерных пленок. Хотя они являются полезными в плане предотвращения коррозии базовых металлов, поскольку как неорганические пленки, так и полимерные пленки осаждают путем повышения величины рН на поверхностях базовых металлов в результате катодного электролитического процесса, формирование наслоенных пленок не будет простым.
Для разрешения вышеописанных проблем уровня техники авторы настоящего изобретения открыли механизм реакции, в которой применяется аминополикарбоновая кислота, имеющая высокую хелатирующую способность, чтобы еще больше стабилизировать ионы Bi в композиции для восстановительного осаждения Bi в ходе низковольтного катодного электролитического процесса и затем на стадии, где диффузия ионов Bi становилась недостаточной вследствие высоковольтного катодного электролитического процесса, осаждают смолу таким повышением величины рН.
Затем авторы настоящего изобретения подтвердили, что пленки, полученные таким образом, могут в достаточной мере повышать не только каталитическую активность в отношении отверждения смолы, каковой обладает Bi, но и устойчивость базовых металлов к коррозии в силу того, что Bi присутствует на поверхностях базовых металлов в высокой концентрации, и тем самым успешно выполнили настоящее изобретение.
Более конкретно, настоящие изобретения изложены ниже в пунктах (1)-(4).
(1) Композиция для обработки поверхности металлов (композиция для поверхностной обработки металлов осаждением органической и неорганической композитной пленки путем электролиза), содержащая от 5 до 30% по весу эмульсии неионной и/или катионной смолы, от 100 до 1000 ч./млн ионов трехвалентного Bi, и аминополикарбоновую кислоту в количестве, составляющем 0,5-10-кратное значение молярной концентрации ионов Bi.
(2) Композиция для обработки поверхности металлов согласно вышеприведенному пункту (1), содержащая от 20 до 500 ч./млн ионов трехвалентного Al.
(3) Способ поверхностной обработки металлов, включающий стадии, на которых погружают металлический материал с очищенной поверхностью в композицию согласно вышеприведенным пунктам (1) или (2), затем последовательно проводят стадию (1) электролиза, на которой с использованием металлического материала в качестве катода выполняют электролиз при напряжении от 0 до 15 В в течение времени от 10 до 120 секунд, и стадию (2) электролиза, на которой электролиз проводят при напряжении от 50 до 300 В в течение времени от 30 до 300 секунд, причем стадию (1) электролиза проводят перед стадией (2) электролиза, и после этого проводят промывание водой и обжиг для осаждения пленки поверх металлического материала. Здесь понятие «напряжение от Х до Y (В)» на стадиях (1) и (2) электролиза включает такие варианты исполнения, в которых как прилагают постоянное напряжение в пределах диапазона от Х до Y, так и подводят напряжение, которое варьирует со временем в пределах диапазона от Х до Y. Кроме того, значение нижнего предела «0 В» в выражении «напряжение от 0 до 15 В» в стадии (1) электролиза имеет отношение к напряжению в определенный момент времени в варианте исполнения, в котором приложенное напряжение варьирует со временем, а не в варианте исполнения, в котором подводят постоянное напряжение.
(4) Пленка, полученная поверхностной обработкой металла с использованием композиции согласно вышеприведенным пунктам (1) или (2) и соответственно способу обработки по пункту (3) изобретения, причем металлический Bi и окисленный Bi осаждают в расчете на Bi, в количестве от 20 до 250 мг/м2, при общей толщине пленки от 5 до 40 мкм и при таком распределении осажденного Bi, что величина В, то есть количество осажденного Bi от центра пленки по толщине к стороне, обращенной к металлическому материалу, составляет 55% или более в расчете на А, то есть общее количество осажденного Bi (В/А≥55%).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[Фиг.1]
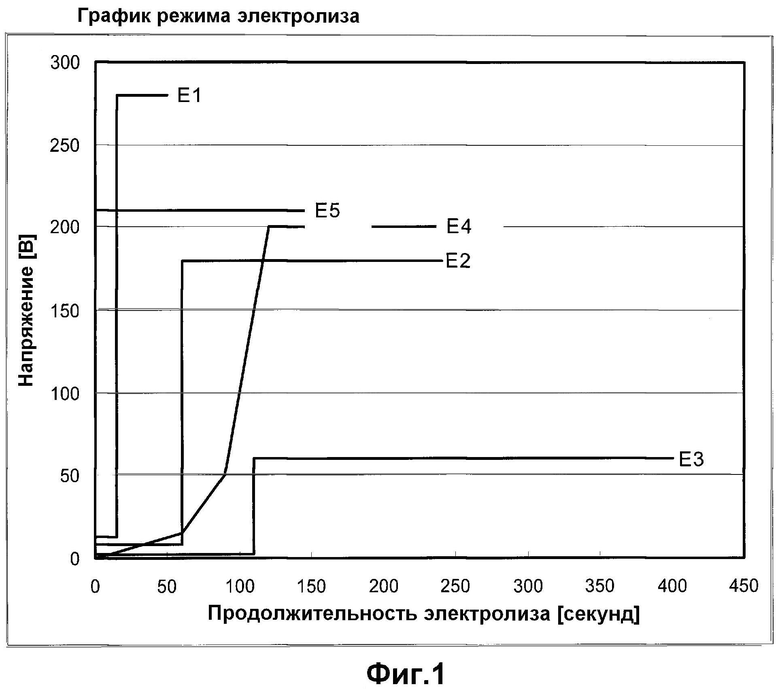
Фиг.1 показывает графики режима электролиза в Примерах и Сравнительных Примерах.
[Фиг.2]
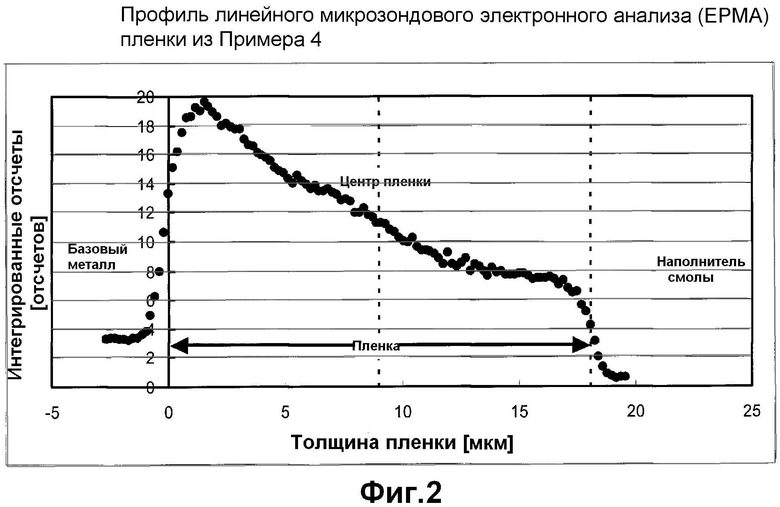
Фиг.2 показывает профиль линейного микрозондового электронного анализа (EPMA) пленки из Примера 3.
[Фиг.3]
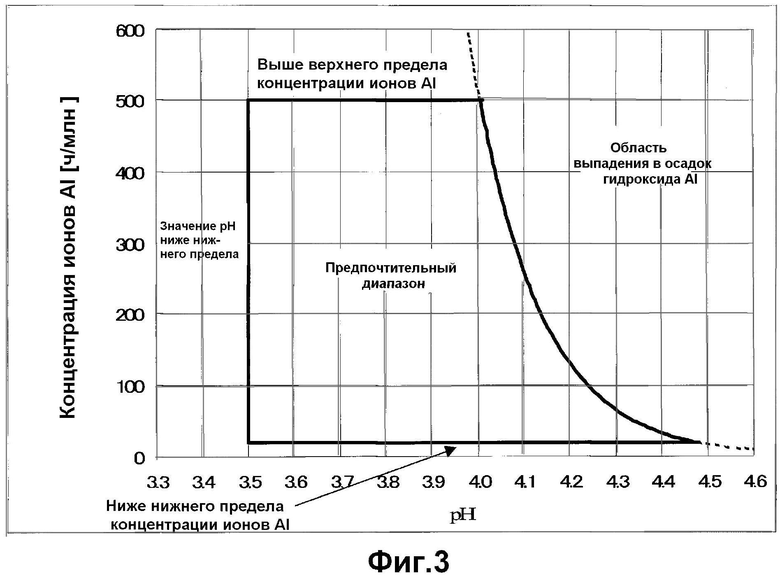
Фиг.3 показывает надлежащий диапазон концентраций ионов Al и величины рН.
НАИЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Композицию для обработки поверхности металлов, способ поверхностной обработки металлов и пленку, полученную при поверхностной обработке металлов, согласно настоящему изобретению, применяют в целях предотвращения коррозии разнообразных металлов. Металлические материалы не являются в особенности ограниченными, и примеры их могут включать стальные материалы, такие как холоднокатаные стальные листы, горячекатаные стальные листы, отливки и стальные трубы, такие стальные материалы, имеющие на них металлическое покрытие на основе цинка и/или металлическое покрытие на основе алюминия, листы из алюминиевых сплавов, отливки на основе алюминия, листы из магниевых сплавов и отливки на основе магния. Они в особенности пригодны для применения в металлических конструкциях, имеющих сложные формы, например, корпусах автомобилей, автомобильных деталях, бытовых электрических приборах и строительных материалах, как металлических конструкциях, главным образом изготовленных из материалов на основе железа.
Композиция для обработки поверхности металлов согласно настоящему изобретению предпочтительно содержит от 5 до 30% по весу неионной и/или катионной смолы на водной основе в расчете на общий вес композиции. Более предпочтительное содержание составляет от 7 до 25% по весу, и наиболее предпочтительное содержание варьирует от 10 до 20% по весу. Когда содержание смолы слишком низкое, осаждение пленок будет недостаточным, и, когда содержание слишком высокое, это будет становиться экономически невыгодным. Здесь неионные или катионные смолы не являются в особенности ограниченными. Примеры получения каждой смолы будут обсуждены ниже.
Эмульсия неионной смолы может быть получена с использованием одного или обоих способов, включающих самоэмульгирование, то есть подход, в котором в базовую смолу вводят неионные функциональные группы, такие как этиленоксидные группы, и стимулированное эмульгирование, то есть подход, в котором эмульгирование проводят с использованием неионного поверхностно-активного вещества. Эмульсия катионной смолы может быть получена с использованием одного или одновременно обоих способов, включающих самоэмульгирование, то есть процедуру, в которой в базовую смолу вводят катионные функциональные группы, такие как аминогруппы, и стимулированное эмульгирование, то есть процедуру, в которой эмульгирование выполняют с использованием катионного поверхностно-активного вещества. Кроме того, после введения катионных функциональных групп может быть применено неионное поверхностно-активное вещество для способствования эмульгированию. Кроме того, когда молекулярная масса полученной самоэмульгированием эмульсии низка, это будет уже не дисперсная эмульсия, а водорастворимая смола. Однако, даже если имеет место водорастворимая смола, это не будет оказывать негативного влияния на результаты настоящего изобретения. Смола на водной основе согласно настоящему изобретению представляет родовое наименование для эмульсий на основе водных дисперсий и водорастворимых смол.
В то время как без ущерба результатам настоящего изобретения могут быть применены базовые смолы любых типов, более предпочтительными являются эпоксидные, уретановые и акриловые смолы.
Кроме того, в составе смолы на водной основе необязательно может присутствовать отвердитель, включающий блокированный полиизоцианат.
Композиция для обработки поверхности металлов согласно настоящему изобретению предпочтительно содержит от 100 до 1000 ч./млн (частей на миллион) ионов трехвалентного Bi. Более предпочтительная концентрация составляет от 150 до 800 ч./млн, и наиболее предпочтительная концентрация варьирует от 200 до 600 ч./млн. Когда концентрация ионов Bi слишком низка, достаточное осаждение Bi, необходимое для повышения коррозионной устойчивости, может быть не достигнуто, и, когда концентрация слишком высока, электрическая проводимость композиции будет чрезмерно высокой, что может ухудшить эффективность переноса материала пленок на металлические материалы, имеющие сложные формы, и, вследствие избыточного осаждения Bi, может ухудшать характеристики адгезии пленки. Концентрация ионов Bi в композиции может быть определена разделением композиции на твердую и жидкостную фазы с использованием ультрацентрифуги и количественным определением жидкостной фазы с помощью атомно-эмиссионной спектроскопии с высокочастотной индуктивно-связанной плазмой (ICP) или атомно-абсорбционной спектрофотометрии (АА).
Ионы Bi, как используемые здесь, имеют отношение к висмутовым (Bi) компонентам, которые не являются твердыми и полностью растворены в композиции, и, более конкретно, это означает, что они образуют хелаты с аминополикарбоновой кислотой, описанной далее, и являются стабильно растворенными в воде.
Композиция дополнительно содержит аминополикарбоновую кислоту. Термин «аминополикарбоновая кислота» представляет родовое наименование хелатирующих реагентов, имеющих в молекуле аминогруппу и многочисленные карбоксильные группы, конкретные примеры которых могут включать EDTA (этилендиаминтетрауксусную кислоту), HEDTA (гидроксиэтилэтилендиаминтриуксусную кислоту), NTA (нитрилотриуксусную кислоту), DTPA (диэтилентриаминпентауксусную кислоту) и TTHA (триэтилентетрамингексауксусную кислоту). С точки зрения стабильности хелатов с ионами Bi более предпочтительными являются EDTA, HEDTA и NTA.
Концентрация аминополикарбоновой кислоты предпочтительно составляет 0,5-10-кратное, более предпочтительно 0,7-5,0-кратное и наиболее предпочтительно 1,0-3,0-кратное значение молярной концентрации ионов Bi. Когда концентрационное соотношение в расчете на ионы Bi слишком мало, ионы Bi будут гидролизоваться в композиции при окислении, что снижает эффективные концентрации ионов Bi и в результате делает невозможным получение достаточного количества осажденного Bi. Напротив, когда соотношение слишком велико, ионы Bi будут чрезмерно стабилизированы, что также делает невозможным получение достаточного количества осажденного Bi.
Кроме того, при необходимости композиция согласно настоящему изобретению может быть применена с добавками, типично используемыми в области покровных материалов, такими как пигменты, катализаторы, органические растворители, диспергаторы пигментов и поверхностно-активные вещества. Примеры пигментов могут включать цветные пигменты, такие как титановый белый и технический углерод, пигментные наполнители, такие как глина, тальк и оксид бария, антикоррозионные пигменты, такие как триполифосфат алюминия и фосфат цинка, органические соединения олова, такие как дибутилоловооксид и диоктилоловооксид, и соединения олова, такие как соль диалкилолова с алифатической кислотой или ароматической карбоновой кислотой, такая как дибутилоловолаурат и дибутилоловодибензоат.
В качестве жидкостной среды в композиции для обработки поверхности металлов согласно настоящему изобретению предпочтительна среда на водной основе и более предпочтительна вода. Когда жидкостная среда представляет собой воду, она может содержать другие водные растворители (например, водорастворимые спирты) в качестве жидкостной среды.
Хотя значение рН композиции не является в особенности ограниченным, типично его устанавливают для применения в диапазоне от 2,0 до 7,0 и предпочтительно от 3,0 до 6,5.
Хотя температура композиции также не является в особенности ограниченной, она может варьировать в пределах диапазона от 15 до 40°С и предпочтительно от 20 до 35°С для применения в осаждении пленок электролитической обработкой.
Здесь композиция согласно настоящему изобретению содержит аминополикарбоновую кислоту, и, когда ее объединяют в особенности с катионной смолой, иногда может происходить гелеобразование катионной смолы вследствие присутствия избыточной аминополикарбоновой кислоты. В таком случае предпочтительно сокращать количество катионных групп в катионной смоле или применять неионную смолу вместо катионной (или сочетать катионную смолу с неионной смолой для относительного уменьшения общего количества катионных групп). Между прочим, в таком случае может возникнуть еще одна проблема, состоящая в том, что смола больше не будет осаждаться, несмотря на возрастание величины рН. Здесь проблема может быть разрешена введением ионов Al. Чтобы сделать это, ионы Al должны содержаться в концентрации от 20 до 500 ч./млн. Более предпочтительная концентрация составляет от 50 до 400 ч./млн, и наиболее предпочтительная концентрация варьирует от 100 до 300 ч./млн. Ниже нижнего предела действие ионов Al будет недостаточным для улучшения осаждения пленки, тогда как выше верхнего предела будет чрезмерной электрическая проводимость композиции, что может неблагоприятно ухудшить эффективность переноса материала.
Здесь ниже будет описан вышеупомянутый механизм действия ионов Al. А именно, по оценкам при повышении значения рН в условиях катодного электролитического процесса ионизированный Al превращается в тонкодисперсный коллоидный гидроксид на поверхности металла, который, при полной потере дзета-потенциала при величине рН 9 и начале быстрого хлопьеобразования, будет осаждаться, захватывая окружающую смолу.
Серия реакций, начиная с ионов Al и до потери заряда на коллоидном гидроксиде вследствие катодного электролитического процесса, должна завершаться мгновенно. Если Al-компонент превращается в гидроксид преждевременно, со временем начнется хлопьеобразование, причем способность к флокуляции предельно сокращается при величине рН около 9. Поэтому настоятельно необходимо, чтобы Al-компонент в этом варианте исполнения присутствовал в композиции в виде ионов.
Кроме того, в то время как металлические ионы обычно стабилизированы в присутствии хелатирующего реагента, для ионов Al доступны немногие, если это вообще имеет место, хелатирующие реагенты, которые обеспечивают стабильность, так что образование коллоидного гидроксида вследствие повышения величины рН может быть предотвращено. По меньшей мере органические кислоты, такие как уксусная кислота, муравьиная кислота, сульфаминовая кислота и молочная кислота, и аминополикарбоновые кислоты, которые обычно вводят в композиции для электролитического осаждения покрытий, не обладают такой хелатирующей способностью, чтобы стабилизировать ионы Al.
Ионы Al могут быть добавлены с использованием соединений алюминия. Соединения алюминия не являются в особенности ограниченными и могут быть добавлены в форме солей с неорганическими кислотами, таких как нитрат и сульфат, или солей с органическими кислотами, таких как лактат и ацетат.
В дополнение к содержанию ионов Al в вышеупомянутом диапазоне, значение рН композиции согласно этому варианту исполнения предпочтительно удовлетворяет математической формуле:
3,5≤рН≤-Log((A×1,93×10-15)1/3)
в которой А представляет концентрацию ионов Al в ч./млн.
Более предпочтительно, она удовлетворяет математической формуле:
3,6≤рН≤-Log((A×1,93×10-15)1/3).
Наиболее предпочтительно, она удовлетворяет математической формуле:
3,7≤рН≤-Log((A×1,93×10-15)1/3)
Когда величина рН является меньшей нижнего предела, эффективность осаждения и рассеивающая способность электролита будут ухудшаться. Когда значение рН превышает верхний предел, ионы Al будут неблагоприятно подвергаться гидролизу.
Член «-Log((A×1,93×10-15)1/3)» выводится из произведения растворимости гидроксида алюминия при температуре 25°С, составляющей 1,92×10-32. А именно при этом значении рН или более высоком ионы Al будут выпадать в осадок и осаждаться в виде гидроксида, больше не оставаясь в виде ионов. Здесь температура 25°С представляет типичную температуру во время хранения и применения композиции.
Кроме того, в дополнение к ионам Bi и ионам Al композиция согласно настоящему изобретению может содержать такие металлические ионы, как ионы Fe, ионы Zn и ионы Се, без ущерба результатам настоящего изобретения. Ионы этих металлов до некоторой степени проявляют действие, стимулирующее осаждение смол на водной основе, хотя не столь эффективное, как ионы Al. Ионы трехвалентного Fe являются более предпочтительными, чем ионы двухвалентного Fe.
Для более подробной информации надлежащий диапазон концентрации ионов Al и значений рН показан в фиг.3.
После погружения металлического материала в композицию согласно настоящему изобретению, чтобы сформировать пленку на поверхности металлического материала, нужно провести катодный электролитический процесс с использованием металлического материала в качестве катода. Катодный электролитический процесс включает две стадии электролиза: (1) на которой электролиз проводят при напряжении от 0 до 15 В в течение времени от 10 до 120 секунд и (2), на которой электролиз проводят при напряжении от 50 до 300 В в течение времени от 30 до 300 секунд, причем стадию (1) электролиза необходимо проводить перед стадией (2) электролиза.
Стадия (1) электролиза представляет собой стадию, которую предпочтительно проводят для осаждения Bi, и стадия (2) электролиза представляет собой стадию, которую проводят главным образом для осаждения смолы. Для получения достаточной устойчивости к коррозии требуется присутствие Bi в непосредственном контакте с металлическим материалом, то есть присутствие межфазного Bi на поверхности раздела между металлическим материалом и пленкой, для чего исключительно большое значение имеют порядок и условия стадий (1) и (2) электролиза.
Напряжение для стадии (1) электролиза составляет от 0 до 15 В, и электролиз предпочтительно проводят в течение времени от 10 до 120 секунд. Когда напряжение является ниже нижнего предела, другими словами, когда электролиз проводят с использованием металлического материала в качестве анода, металлический материал будет вымываться в композицию, не только ухудшая стабильность композиции, но и препятствуя достаточному осаждению межфазного Bi для повышения коррозионной стойкости. Сверх верхнего предела смола начнет осаждаться, прежде чем произойдет преимущественное осаждение Bi на металлическую поверхность, также препятствуя достижению достаточной устойчивости к коррозии.
Когда продолжительность обработки является меньшей, чем нижний предел, не будет осаждаться достаточное количество межфазного Bi, и, когда продолжительность обработки превышает верхний предел, количество осажденного межфазного Bi будет избыточным, возможно, ухудшая характеристики адгезии пленки.
Напряжение для стадии (2) электролиза составляет от 50 до 300 В, и электролиз предпочтительно проводят в течение времени от 30 до 300 секунд. Когда напряжение является ниже нижнего предела, количество осажденной смолы будет недостаточным, и, когда напряжение превышает верхний предел, это становится экономически невыгодным вследствие избыточного осаждения пленки из смолы, и также может быть ухудшен внешний вид готовой пленки.
При переходе от стадии (1) электролиза к стадии (2) электролиза не следует повышать напряжение скачком, но вместо этого оно может быть повышено постепенно, без ущерба результатам настоящего изобретения.
Висмут (Bi), присутствующий в пленке, полученной с использованием композиции согласно настоящему изобретению и в соответствии со способом обработки согласно настоящему изобретению, существует в форме металла или оксида. Bi, осажденный в катодном электролитическом процессе, представляет собой в основном полученный восстановительным осаждением металлический Bi, часть которого окисляется до оксида, в особенности в стадии обжига пленки. Кроме того, когда в стадии (2) электролиза подводят высокое напряжение, стабилизация висмута (Bi) аминополикарбоновой кислотой будет недостаточной вследствие повышения величины рН на поверхности пленки, так что Bi может быть также осажден как оксид висмута, в особенности на поверхностной стороне пленки.
Количество осажденного Bi предпочтительно варьирует от 20 до 250 мг/м2, более предпочтительно от 30 до 200 мг/м2 и наиболее предпочтительно от 50 до 150 мг/м2. Когда количество осажденного Bi слишком мало, может быть не получена достаточная устойчивость к коррозии, и, когда количество слишком велико, нельзя ожидать дальнейшего улучшения коррозионной стойкости, и могут быть также ухудшены характеристики адгезии пленки. Количество осажденного Bi может быть количественно определено методом рентгеновской флуоресцентной спектрометрии. Выражения «количество осажденного металлического Bi» и «количество осажденного оксида висмута» в ПУНКТАХ ПАТЕНТНОЙ ФОРМУЛЫ и ОПИСАНИИ имеют отношение к значениям, количественно измеренным согласно рентгеновской флуоресцентной спектрометрии. Когда количественное определение касается «металлического Bi» или «оксида Bi», значение должно относиться к «количеству осажденного металлического Bi» или «количеству осажденного оксида Bi», даже если нельзя будет свести на нет присутствие гидроксида как еще одной формы.
Общая толщина полученной пленки предпочтительно составляет от 3 до 40 мкм, более предпочтительно от 5 до 30 мкм и наиболее предпочтительно от 7 до 25 мкм. Когда толщина слишком мала, может быть не получена достаточная коррозионная стойкость, и, когда толщина слишком велика, это не только ухудшает экономические показатели, но и может снизиться эффективность переноса материала. Толщины пленок могут быть измерены с помощью прибора для измерения толщины пленки типа, основанного на электромагнитной индукции, когда базовый металл имеет магнитные свойства, и прибора для измерения толщины пленки типа, основанного на вихревых токах, когда базовый металл является немагнитным.
Bi в пленке должен присутствовать в большем количестве на стороне, обращенной к базовому металлу, чем на стороне поверхности пленки. Более конкретно, распределение осажденного Bi предпочтительно является таким, что величина В, то есть количество осажденного Bi от центра пленки по толщине к стороне, обращенной к металлическому материалу, составляет 55% или более в расчете на величину А, то есть общее количество осажденного Bi (В/А≥55%). Более предпочтительное распределение составляет 58% или более, и наиболее предпочтительное распределение составляет 60% или более. Когда распределение слишком мало, может не быть достигнута достаточная устойчивость к коррозии. Распределение сверх 90% не является предпочтительным, поскольку концентрация Bi в поверхностной стороне пленки будет предельно низкой, так что может быть утрачена функция Bi как катализатора отверждения.
Распределение осажденного Bi в пленке может быть определено анализом по линии поперечного сечения пленки с использованием EPMA (микрозондового электронного анализа). Положение поверхности раздела между базовым металлом и пленкой и поверхности пленки можно идентифицировать по одновременно сфотографированным изображениям отраженных электронов, так что величина А, то есть интегрированное значение интенсивности Bi в пленке согласно линейному анализу EPMA, и величина В, то есть интегрированное значение таковой только от центра пленки по толщине к стороне, обращенной к металлическому материалу, могут быть получены для расчета отношения «В/А».
ПРИМЕРЫ
Варианты осуществления настоящего изобретения будут конкретно описаны ниже со ссылкой на Примеры и Сравнительные Примеры.
Эмульсии смол
В качестве двух эмульсий смол использовали «Lugalvan EDC», катионную эпоксидную смолу, производимую фирмой BASF (содержание нелетучего вещества 34%, далее сокращенно обозначенную как «R1»), и «VONDIC 2220», неионную уретановую смолу, производимую фирмой DIC Corporation (содержание нелетучего вещества 40%, далее сокращенно обозначенную как «R2»).
Паста с диспергированным пигментом
К 1010 частям продукта «jER828EL», эпоксидной смолы, производимой фирмой Japan Epoxy Resins Co., Ltd., добавили 390 частей бисфенола А, «PLACCEL 212», поликапролактондиол, производимый фирмой Daicel Chemical Industries, Ltd., и 0,2 части диметилбензиламина, и реакцию проводили при температуре 130°С, пока эпоксидный эквивалент не достиг значения приблизительно 1090.
Затем добавили 134 части диметилэтаноламина и 150 частей молочной кислоты (приблизительно 90%-ной), и реакцию проводили при температуре 120°С в течение четырех часов. Затем добавили метилизобутилкетон для корректирования содержания твердого вещества, чтобы получить смолу для пигментной дисперсии с содержанием нелетучего вещества 60% по весу.
К 8,3 части полученной выше смолы для пигментной дисперсии добавили 15 частей оксида титана, 7,0 частей очищенной глины, 0,3 части технического углерода, 1,0 часть диоктилоловооксида, 3,0 части фосфата цинка и 18 частей деминерализованной воды, и диспергирование проводили в шаровой мельнице в течение 20 часов для получения пасты с диспергированным пигментом с 50%-ным по весу содержанием неорганического твердого вещества, которую добавляли к каждой из композиций Примеров и Сравнительных Примеров до содержания 5,0% по весу неорганического твердого вещества.
Bi-Добавки
Соединения висмута и аминополикарбоновые кислоты смешали для получения разнообразных Bi-добавок с концентрацией ионов Bi на уровне 10000 ч./млн.
Bi-Добавка 1 (далее сокращенно обозначенная как «В1»)
8,38 г EDTA растворили в 500 г дистиллированной воды, и смесь нагрели до температуры 60°С. Затем добавили 23,21 г пентагидрата нитрата висмута, и проводили перемешивание до полного растворения содержащегося твердого вещества. После этого добавили дополнительное количество дистиллированной воды, чтобы довести общее количество до конечного объема 1,0 л с получением «В1». В этом случае количество EDTA соответствует 0,6-кратной молярной концентрации Bi.
Bi-Добавка 2 (далее сокращенно обозначенная как «В2»)
13,30 г HEDTA растворили в 500 г дистиллированной воды, и смесь нагрели до температуры 60°С. Затем добавили 11,15 г оксида висмута, и проводили перемешивание до полного растворения содержащегося твердого вещества. Добавили дополнительное количество дистиллированной воды, чтобы довести общее количество до конечного объема 1,0 л с получением «В2». В этом случае количество HEDTA соответствует 1,0-кратной молярной концентрации Bi.
Bi-Добавка 3 (далее сокращенно обозначенная как «В3»)
39,90 г HEDTA растворили в 500 г дистиллированной воды и смесь нагрели до температуры 60°С. Затем добавили 11,15 г оксида висмута и проводили перемешивание до полного растворения содержащегося твердого вещества. Добавили дополнительное количество дистиллированной воды, чтобы довести общее количество до конечного объема 1,0 л с получением «В3». В этом случае количество HEDTA соответствует 3,0-кратной молярной концентрации Bi.
Bi-Добавка 4 (далее сокращенно обозначенная как «В4»)
73,12 г NTA растворили в 500 г дистиллированной воды и смесь нагрели до температуры 60°С. Затем добавили 11,15 г оксида висмута и проводили перемешивание до полного растворения содержащегося твердого вещества. Добавили дополнительное количество дистиллированной воды, чтобы общее конечное количество достигло 1,0 л с получением «В4». В этом случае количество NTA соответствует 8,0-кратной молярной концентрации Bi.
Получение композиций
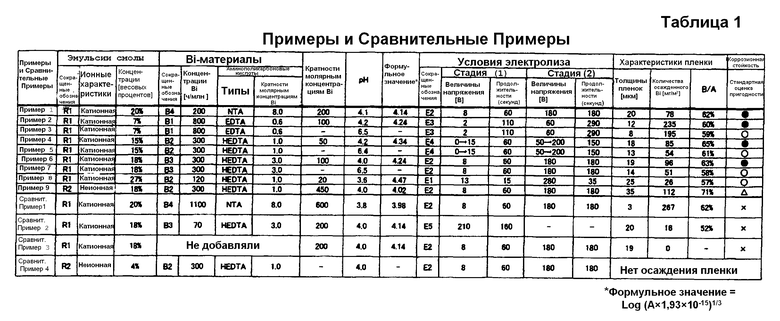
Пасту с диспергированным пигментом, количество которой составляет 5,0% по весу содержания неорганического твердого вещества, смешали с эмульсиями смол и Bi-добавками в комбинациях, показанных в Таблице 1, для получения композиций. Концентрацию каждой регулировали разбавлением и корректировали с использованием деминерализованной воды. Кроме того, при необходимости, значение рН каждой композиции корректировали с использованием азотной кислоты или раствора аммиака.
Условия электролиза
Для анодного электрода в качестве противоэлектрода применяли сталь SUS 304, и предварительно заданное напряжение подводили с использованием выпрямителя, с соотношением полюсов между анодом и катодом 1,0. Для катодной электролитической обработки температуру каждой композиции поддерживали при 30°С с использованием теплообменника, и проводили перемешивание с использованием лопастной мешалки. Подробно условия электролиза в каждом случае показаны ниже. Кроме того, график режима электролиза для каждой композиции иллюстрирован на фиг.1.
Условия 1 электролиза (далее сокращенно обозначенные как «Е1»)
В качестве стадии (1) электролиза электролиз проводили при напряжении 13 В в течение 15 секунд, и непосредственно после этого, в качестве стадии (2) электролиза, проводили электролитическую обработку при напряжении 280 В в течение 45 секунд.
Условия 2 электролиза (далее сокращенно обозначенные как «Е2»)
В качестве стадии (1) электролиза электролиз проводили при напряжении 8 В в течение 60 секунд, и непосредственно после этого, в качестве стадии (2) электролиза, проводили электролитическую обработку при напряжении 180 В в течение 180 секунд.
Условия 3 электролиза (далее сокращенно обозначенные как «Е3»)
В качестве стадии (1) электролиза электролиз проводили при напряжении 2 В в течение 110 секунд, и непосредственно после этого, в качестве стадии (2) электролиза, проводили электролитическую обработку при напряжении 60 В в течение 290 секунд.
Условия 4 электролиза (далее сокращенно обозначенные как «Е4»)
В качестве стадии (1) электролиза напряжение повышали от 0 В до 15 В в течение 60 секунд, и далее повышали до 50 В в течение 30 секунд, и, в качестве стадии (2) электролиза, напряжение повышали до 200 В в течение 30 секунд и выдерживали при 200 В в течение 120 секунд. Поэтому в пункте 4 патентной формулы стадия (1) электролиза проходит в течение 60 секунд, и стадия (2) электролиза занимает 150 секунд.
Условия 5 электролиза (далее сокращенно обозначенные как «Е5»)
В качестве стадии (1) электролиза электролитическую обработку проводили при напряжении 210 В в течение 160 секунд и стадию (2) электролиза не проводили.
Получение испытательных листов
Холоднокатаные стальные листы SPCC (Японский Промышленный Стандарт JIS 3141) с размерами 70×150×0,8 мм (далее сокращенно обозначенные как SPC), в качестве испытательных листов, заблаговременно обезжирили обрызгиванием поверхностей в течение 120 секунд «FC-E 2001», сильнодействующим щелочным обезжиривающим средством, производимым фирмой Nihon Parkerizing Co., Ltd. После обезжиривания листы промыли набрызгиванием воды в течение 30 секунд и погрузили в композиции, показанные в Примерах и Сравнительных Примерах, для проведения катодной электролитической обработки в условиях электролиза, показанных в Примерах и Сравнительных Примерах. Испытательные листы после электролиза немедленно промыли набрызгиванием деминерализованной воды в течение 30 секунд и подвергли обжигу в электрической печи при температуре 180°С в течение 20 минут.
Исследование характеристик пленок
Характеристики пленок, осажденных на испытательных листах, исследовали описанными ниже методами.
Толщина пленки: измеряли с использованием прибора для измерения толщины пленки типа, основанного на электромагнитной индукции.
Количество осажденного Bi: количественно определяли методом рентгеновской флуоресцентной спектрометрии.
Распределение осажденного Bi: анализировали линейным анализом ЕРМА поперечного сечения образцов. Для конкретных методик смотри нижеприведенное описание.
Распределение осажденного Bi в пленке анализировали с использованием ЕРМА. Металлический материал после обработки с нанесением пленочного покрытия зафиксировали заливкой в смолу и отполировали на поперечном сечении для получения профилей линейного анализа Bi вдоль направления от базового металла до поверхности осажденной пленки. Профиль линейного анализа представляет собой рассчитанное среднее значение характеристической интенсивности рентгеновского излучения по произвольной ширине в одномерном направлении анализируемой области на основе картированных аналитических данных и может быть интерпретирован как линейный анализ, имеющий ширину. Условия измерения являются следующими.
Прибор: тип ЕРМА-1610 производства фирмы Shimadzu Corporation.
Электронная пушка: катод типа Се В6
Ток электронного луча: 50 нА
Напряжение электронного луча: 15 кВ
Диаметр электронного луча: 1 мкм или менее
Число точек интегрирования: одна
Время замера на точку: 100 мс
Диспергирующий кристалл: PET (Bi Mα)
Положения поверхности раздела между базовым металлом и пленкой и поверхности пленки идентифицировали по одновременно сфотографированным изображениям отраженных электронов таким образом, чтобы получить величину А, то есть интегрированное значение интенсивности Bi в пленке, и величину В, то есть интегрированное значение интенсивности Bi только от центра пленки по толщине к стороне, обращенной к металлическому материалу, для расчета отношения «В/А».
Для более подробной информации результат анализа пленки, полученной в Примере 4, как показательный профиль иллюстрирован на фиг. 2.
Метод испытания коррозионной стойкости и метод оценки
На снабженных электроосажденным покрытием листах сделали поперечный разрез, и затем провели испытание на устойчивость к соляному туману (стандарт JIS-Z 2371) для измерения максимальной ширины пузырей на одной стороне частей поперечного сечения после 1000 часов. Результаты измерения оценивали по  : менее 2 мм,
: менее 2 мм,  : 2 мм или более, но менее 3 мм. Δ: 3 мм или более, но менее 4 мм, и ×: 4 мм или более. Результаты показаны в Таблице 1.
: 2 мм или более, но менее 3 мм. Δ: 3 мм или более, но менее 4 мм, и ×: 4 мм или более. Результаты показаны в Таблице 1.
Из Примеров 1-9 в Таблице 1 понятно, что пленки согласно настоящему изобретению, способные обеспечивать достаточную устойчивость к коррозии в отношении металлических материалов, были получены при использовании композиции согласно настоящему изобретению и способа нанесения при обработке согласно настоящему изобретению.
Напротив, в то время как Сравнительный Пример 1 находится наравне с Примером 1, за исключением избыточного добавления ионов Bi и ионов Zn, общая концентрация металлических ионов в композиции была чрезмерной, так что количество осажденного Bi было избыточным. Кроме того, достаточная толщина пленки не была получена, и устойчивость к коррозии была недостаточной.
В то время как Сравнительный Пример 2 находится на уровне, на котором концентрация ионов Bi Примера 4 была снижена, и условия электролиза были изменены, достаточное количество осажденного Bi не было получено вследствие недостаточного покрытия висмутом (недостаточное отношение «В/А») поверхности базового металла, достаточная устойчивость к коррозии не была получена.
Кроме того, в Сравнительном Примере 3, в котором не добавляли ни Bi, ни аминополикарбоновую кислоту, эффекты Bi не были получены совсем, с неудовлетворительной устойчивостью к коррозии.
Далее, для Сравнительного Примера 4, в котором концентрация смолы из Примера 6 была снижена, и не вносили добавочных металлов, в дополнение к недостаточной концентрации смолы, эффекты дополнительных металлов как стимуляторов осаждения пленки не были получены, и пленки не были осаждены совсем.
Как описано выше, было подтверждено, что осаждение пленок, способных придавать достаточную устойчивость к коррозии в отношении металлических материалов, то есть пленок, имеющих достаточное и эффективное количество осажденного Bi и распределение осажденного Bi, обеспечивалось катодным электролитическим процессом при надлежащих условиях электролиза с использованием водных растворов эмульсий смолы, составленных с ионами Bi и аминополикарбоновыми кислотами, характеристическими для настоящего изобретения.
Изобретение относится к области гальванотехники и может быть использовано при изготовлении автомобильных, строительных деталей и бытовых электрических приборов. Композиция для электролитического осаждения пленки, содержащей висмут и смолу, на металлическую поверхность содержит от 5 до 30% по весу неионной и/или катионной смолы на водной основе, от 100 до 1000 ч./млн ионов трехвалентного Bi и аминополикарбоновую кислоту в количестве, 0,5-10-кратном молярной концентрации ионов Bi. Способ включает погружение металлического материала с очищенной поверхностью в композицию, проведение стадии (1) электролиза, на которой с использованием металлического материала в качестве катода выполняют электролиз при напряжении от 0 до 15 В в течение от 10 до 120 с, и затем стадии (2) электролиза при напряжении от 50 до 300 В в течение от 30 до 300 с, промывку и отверждение осадка нагреванием. Полученная пленка содержит висмут и смолу, причем металлический Bi и окисленный Bi осаждают, в расчете на Bi, в количестве от 20 до 250 мг/м2. Общая толщина пленки составляет от 5 до 40 мкм, а количество осажденного Bi от центра пленки по толщине к стороне, обращенной к металлическому материалу, составляет ≥55% от общего количества осажденного Bi. Технический результат - формирование пленок, придающих устойчивость к коррозии металлическим материалам, в особенности металлическим конструкциям сложной формы, единичной стадией погружения. 3 н. и 1 з.п. ф-лы, 1 табл., 3 ил.
1. Композиция для электролитического осаждения пленки, содержащей висмут и смолу, на металлическую поверхность, содержащая от 5 до 30% по весу неионной и/или катионной смолы на водной основе, от 100 до 1000 млн-1 ионов трехвалентного Bi и аминополикарбоновую кислоту в количестве, 0,5-10-кратном молярной концентрации ионов Bi.
2. Композиция по п.1, которая содержит от 20 до 500 млн-1 ионов трехвалентного Al.
3. Способ электролитического осаждения пленки, содержащей висмут и смолу, включающий стадии, на которых погружают металлический материал с очищенной поверхностью в композицию по п.1 или 2, затем проводят стадию (1) электролиза, на которой с использованием металлического материала в качестве катода выполняют электролиз при напряжении от 0 до 15 В в течение времени от 10 до 120 с, и стадию (2) электролиза, на которой электролиз проводят при напряжении от 50 до 300 В в течение времени от 30 до 300 с, причем стадию (1) электролиза проводят перед стадией (2) электролиза, и после этого проводят промывание водой и отверждение нагреванием осадка поверх металлического материала.
4. Пленка, содержащая висмут и смолу, полученная способом электролитического осаждения по п.3, причем металлический Bi и окисленный Bi осаждают, в расчете на Bi, в количестве от 20 до 250 мг/м2, при общей толщине пленки от 5 до 40 мкм и при таком распределении осажденного Bi, что количество осажденного Bi от центра пленки по толщине к стороне, обращенной к металлическому материалу, составляет ≥55% от общего количества осажденного Bi.
| JP 2008274392 А, 13.11.2008 | |||
| JP 2008088551 A, 17.04.2008 | |||
| Лакокрасочная композиция | 1970 |
|
SU509247A3 |

