ОБЛАСТЬ ТЕХНИКИ
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Упаковочная тара из прессованной целлюлозы широко применяется в разнообразных областях и обеспечивает биоразлагаемую упаковку, не наносящую вреда окружающей среде. Изделия из прессованной целлюлозы часто используются в качестве защитной упаковки для товаров широкого потребления, таких как, например, сотовые телефоны, вычислительное оборудование, DVD-плееры, а также другие электронные потребительские товары, которые нуждаются в защитной упаковке. Более того, объекты из спрессованной целлюлозы могут применяться в пищевой промышленности в качестве оболочек для гамбургеров, стаканов для жидкостей, обеденных тарелок и т.д. Кроме того, объекты из спрессованной целлюлозы могут применяться для составления структурных сердечников в облегченных многослойных панелях или других облегченных несущих конструкциях. Указанные изделия часто имеют сложную форму и во многих случаях небольшой ожидаемый срок пребывания на рынке продаж. Более того, данные изделия могут выпускаться сравнительно малыми партиями, поэтому преимуществом является низкая себестоимость пресс-формы для целлюлозы, а также быстрый и экономически эффективный способ изготовления указанной пресс-формы.
В обычных линиях по прессованию целлюлозы (см., например, патентный документ США №6210531) содержащую волокно суспензию подают в пресс-форму, например, с помощью вакуума. Волокна удерживаются проволочной сеткой, наложенной на формообразующую поверхность пресс-формы, при этом некоторое количество воды отсасывается через указанную пресс-форму, как правило, путем использования дополнительного источника создания вакуума, расположенного у нижней части пресс-формы. Затем пресс-форму аккуратно прижимают к комплементарному охватывающему элементу, при этом на завершающем этапе прижатия вакуум в пресс-форме может быть заменен слабым потоком воздуха, и в это же время прикладывают пониженное давление к комплементарно обратной конструкции с содействием тем самым переносу объекта из спрессованной целлюлозы к комплементарному охватывающему элементу. На следующем этапе объект из спрессованной целлюлозы переносят на конвейерную ленту, которая обеспечивает его транспортировку в печь для сушки.
Обычные пресс-формы для целлюлозы, которые применяются в вышеописанном процессе, как правило, выполнены из основного корпуса, покрытого проволочной сеткой для формообразующей поверхности. Проволочная сетка препятствует высасыванию волокон через пресс-форму, но при этом обеспечивает возможность вытекания воды. Указанный основной корпус обычно изготавливают путем соединения алюминиевых блоков, в которых высверлены отверстия, предназначенные для прохода воды, с получением тем самым предпочтительной формы. Проволочную сетку, как правило, присоединяют к основному корпусу с помощью сварки. Однако этот процесс является сложным, требует больших затрат времени и денежных средств. Более того, решетка проволочной сетки, также как и места сварки, часто отпечатывается в поверхностной структуре полученного изделия, придавая готовому изделию нежелательный грубый вид. Кроме того, способ наложения проволочной сетки накладывает ограничения на степень сложности контуров пресс-формы, что делает невозможным создание некоторых конфигураций контура.
В международном патентном документе №2006057610 описан другой вид линий по прессованию целлюлозы, в которых изделие формируют на формообразующем инструменте, а затем спрессовывают под воздействием нагревания и вакуум-отсоса на протяжении нескольких этапов прессования. Затем изделие высушивают в микроволновой печи, после чего оно готово для последующей обработки. Пресс-форма, подходящая для таких линий по прессованию целлюлозы, описана в международном патентном документе №2006057609. Формообразующая поверхность может быть нагрета до 200°С и выше с помощью нагревательной пластины, прилегающей к нижней части пресс-формы. В нагревательной пластине просверлено несколько отверстий, которые связывают пресс-форму с вакуумной камерой, расположенной с противоположной стороны нагревательной пластины. Однако высверливание отверстий в нагревательной пластине может требовать больших затрат и приводить к нежелательному расходу материала. Еще одна проблема заключается в том, что для нагревания формообразующих поверхностей с помощью нагревательной пластины требуется много энергии.
Другая проблема, связанная с конструкцией инструмента, которая описана в международных патентных документах №№2006057609 и 2006057610, заключается в том, что конструкция пресс-формы для целлюлозы и ее изготовление предусматривают некоторые этапы/особенности, которые влекут за собой высокую стоимость и/или нежелательные побочные эффекты.
ЦЕЛИ ИЗОБРЕТЕНИЯ
Цель изобретения заключается в создании высококачественной пресс-формы для целлюлозы, которая сравнительно экономически эффективна с точки зрения изготовления.
Другая цель изобретения заключается в создании пресс-формы для целлюлозы, которая может быть изготовлена способом, не требующим больших временных затрат.
Еще одна цель изобретения заключается в создании пресс-формы для целлюлозы, которая требует сравнительно небольшого количества энергии для нагревания формообразующей поверхности.
Еще одна цель изобретения заключается в создании пресс-формы для целлюлозы, которая может быть изготовлена с небольшим количеством отходов.
Дополнительные аспекты изобретения станут понятны из нижеследующего описания.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
По меньшей мере одна из вышеуказанных целей и/или проблем решается путем создания пресс-формы для целлюлозы и/или способа, которые описаны в независимых пунктах формулы изобретения.
В результате данного изобретения обеспечивается получение пресс-формы для целлюлозы, а также инструмента (отчасти благодаря новой пресс-форме), которые могут быть изготовлены более экономичным способом, предусматривают меньшее энергопотребление в процессе предполагаемого использования и могут обеспечивать получение высококачественных изделий из целлюлозы, изготовленных усовершенствованным способом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 изображает схематический вид, иллюстрирующий процесс изготовления изделия из спрессованного волокна согласно изобретению,
фиг.2 изображает вид в аксонометрии формообразующего и прессующего инструментов,
фиг.3 изображает вид в аксонометрии передней части опорной пластины формообразующего инструмента согласно изобретению,
фиг.4 изображает вид сзади указанной опорной пластины,
фиг.5 изображает вид сверху в аксонометрии охватываемой пресс-формы для целлюлозы согласно изобретению,
фиг.6 изображает вид в аксонометрии одной охватываемой пресс-формы для целлюлозы согласно изобретению в частично разобранном виде,
фиг.6А изображает типичный вариант выполнения отдельной опорной пластины согласно изобретению,
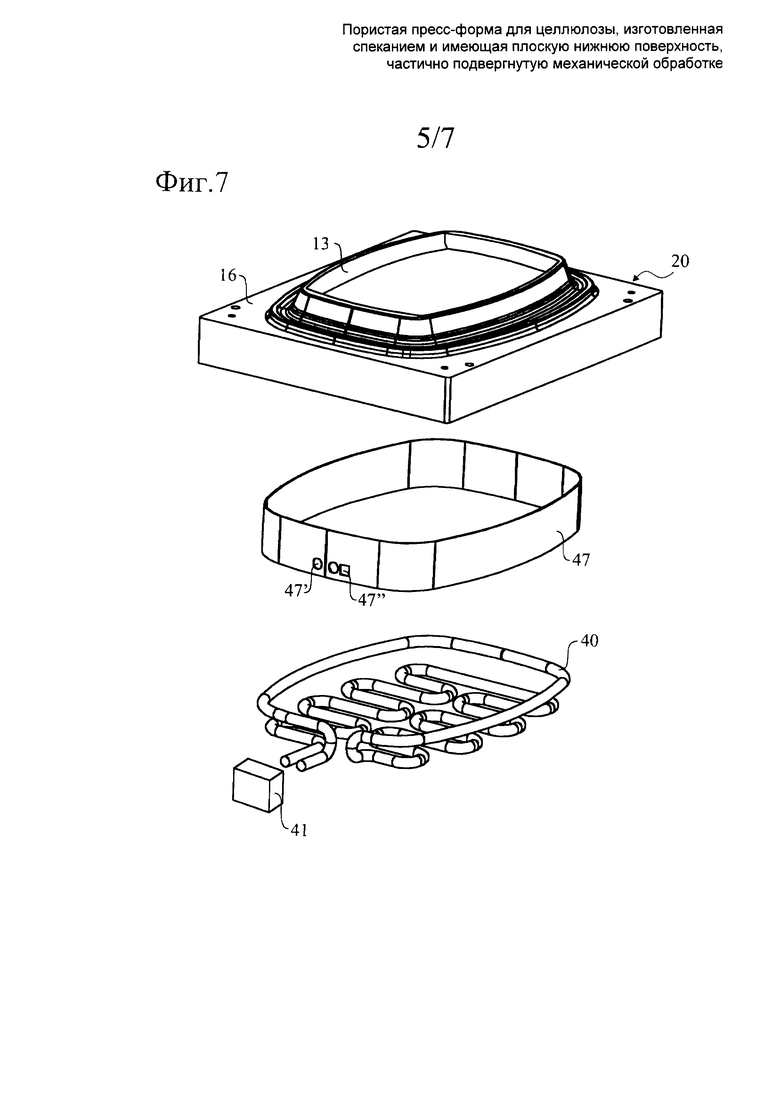
фиг.7 изображает охватывающую пресс-форму для целлюлозы, выполненную согласно изобретению, в разобранном виде,
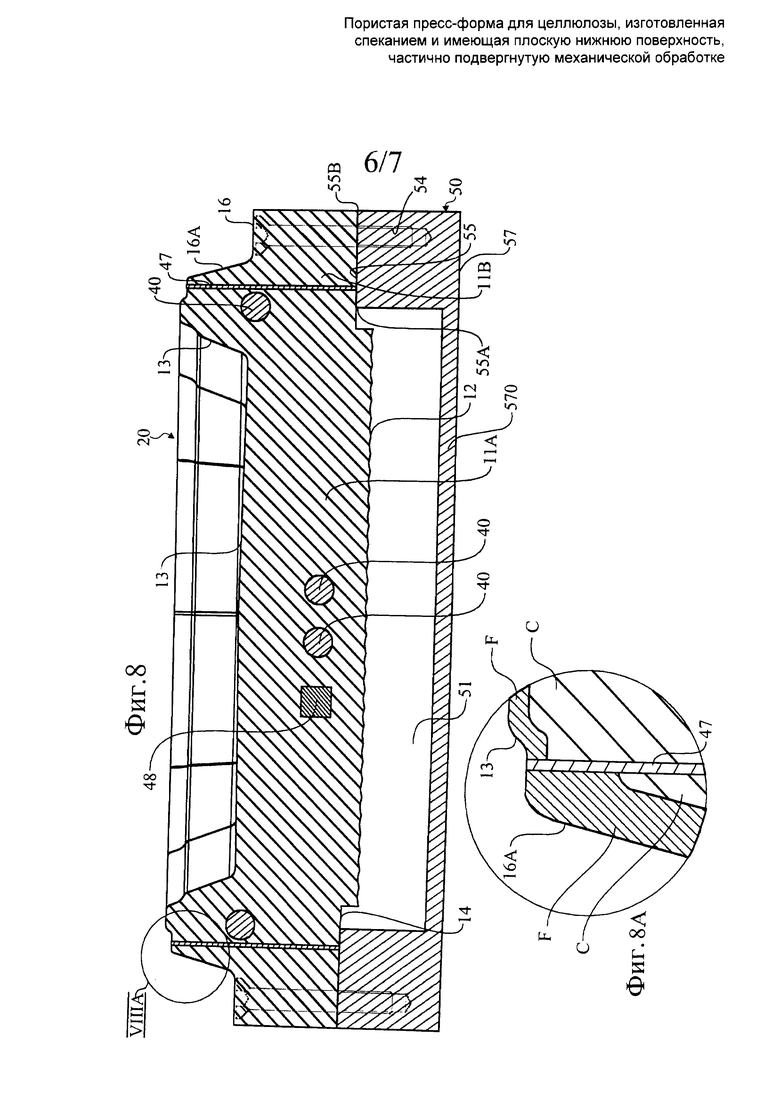
фиг.8 изображает разрез пресс-формы для целлюлозы и опорной пластины согласно изобретению,
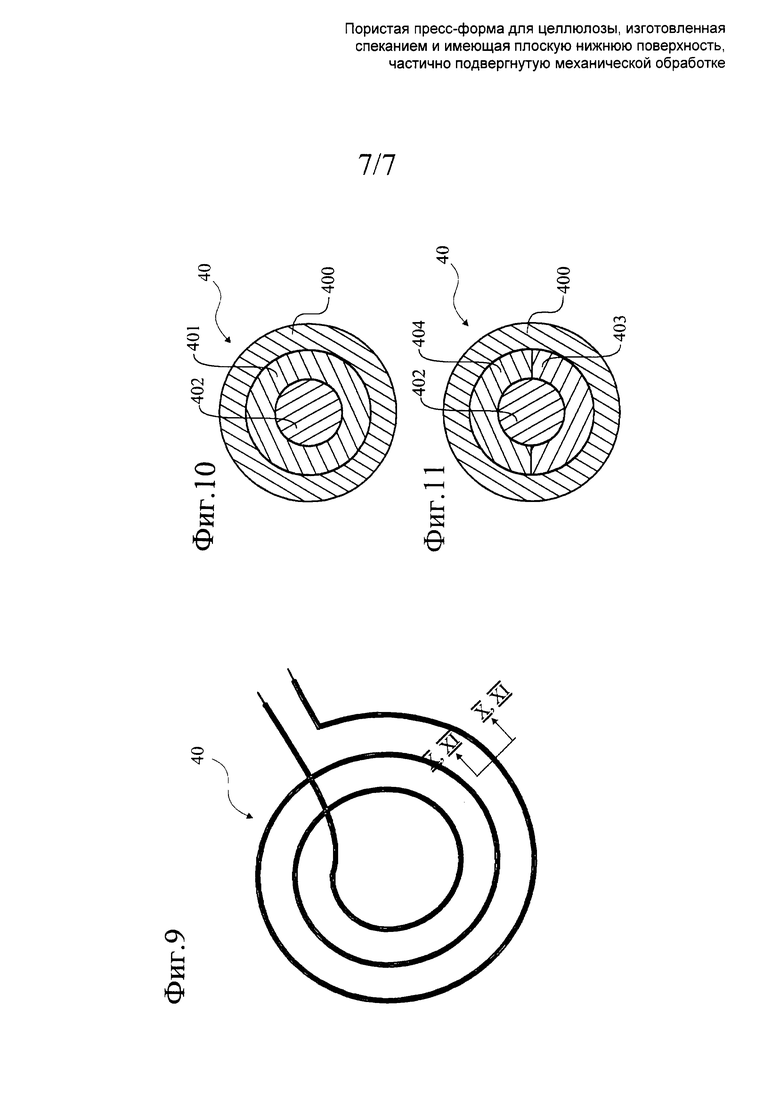
фиг.9 изображает типичный вариант выполнения нагревательного устройства согласно изобретению,
фиг.10 изображает разрез первого варианта выполнения нагревательного элемента, показанного на фиг.9,
фиг.11 изображает еще один вариант выполнения указанного нагревательного элемента.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
При использовании в нижеследующем описании выражений «верхний» или «нижний», указывающих на направление, применительно к пресс-форме для целлюлозы формообразующая поверхность указанной пресс-формы считается верхом, а опорная пластина - низом.
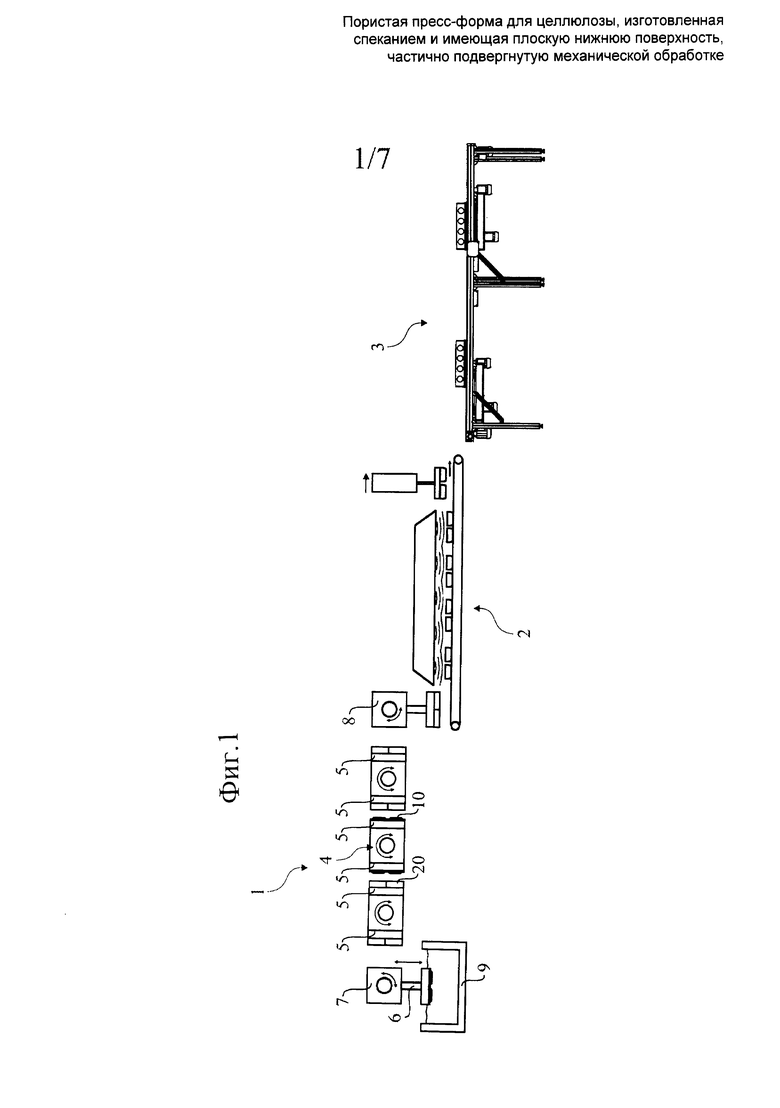
На фиг.1 изображен схематический вид, который иллюстрирует процесс изготовления изделий из спрессованного волокна и на котором показаны формирующая секция 1, предназначенная для формирования объекта из прессованной целлюлозы, сушильная секция 2, предназначенная для сушки указанного объекта, и секция 3 последующей обработки, предназначенная для выполнения этапов последующей обработки высушенного объекта из прессованной целлюлозы, таких как ламинирование, чистовая обработка кромок объектов из целлюлозы, упаковка указанных объектов и т.д. Формирующая секция 1 содержит выполненные с возможностью поворота держатели 4, каждый из которых содержит две противолежащие инструментальные оправки 5. На инструментальных оправках 5 держателя 4 с чередованием установлена охватывающая пресс-форма (пресс-формы) 20 или охватываемая пресс-форма (пресс-формы) 10 для целлюлозы, например, если первый держатель содержит охватываемые пресс-формы, то второй держатель содержит охватывающие пресс-формы, а третий - охватываемые пресс-формы и т.д. Инструментальная оправка 5 может быть выдвинута и втянута относительно держателя 4 с обеспечением тем самым взаимного сопряжения противолежащих пресс-форм в процессе работы. Средство для выдвигания и втягивания инструментальных оправок 5 может содержать, например, телескопический рычаг 6 с гидравлическим приводом.
В процессе работы пресс-форму (пресс-формы) 10 первого держателя 7 погружают в бумажную массу, которая находится в резервуаре 9, для обеспечения формования изделия (изделий) из волокна на указанной пресс-форме (пресс-формах). После этого указанное изделие (изделия) обезвоживают между противолежащими парами пресс-форм 10, 20 держателей 4 до тех пор, пока при помощи последнего держателя 8 изделие не будет передано в сушильную секцию 2. Обезвоживание изделия между противолежащими парами пресс-форм 10, 20 выполняют путем сталкивания противолежащих инструментальных оправок 5 с прилеганием друг к другу их соответствующих охватывающих/охватываемых пресс-форм, как более подробно описано в международных патентных документах №№2006057609 и 2006057610, которые включены в данный документ посредством ссылки. Операции по обезвоживанию предпочтительно выполняют под воздействием присасывания и нагревания. В процессе работы первый держатель 7 и последний держатель 8 поворачиваются на 90° в направлении вперед и назад, тогда как каждый промежуточный держатель поворачивается на 180°, так что объект (объекты) из волокна может быть передан от пресс-формы (пресс-форм) первого держателя 7 к пресс-форме (пресс-формам) второго держателя и так далее до последнего держателя 8. Передача объекта (объектов) из волокна между противолежащими пресс-формами 10, 20 пары может быть осуществлена путем отключения присасывания объекта через передающую пресс-форму (пресс-формы) 10, 20 и дополнительного воздействия слабым воздушным импульсом с одновременным приложением присасывающего усилия через принимающую пресс-форму (пресс-формы) 20, 10.
Обращенные друг к другу поверхности противолежащих пресс-форм 10, 20 имеют комплементарные геометрические формы с точки зрения их формообразующих поверхностей, однако другие характеристики пресс-форм могут отличаться в зависимости от их порядкового расположения, например, пресс-форма (пресс-формы) первого держателя 7 могут иметь формообразующие поверхности с более грубой структурой по сравнению с противолежащей пресс-формой (пресс-формами) второго держателя 4, а следующие пресс-формы 20, 10 последующих держателей могут иметь все более и более тонкодисперсные структуры поверхностей. Более того, присасывающие средства и/или нагревательные средства также могут изменяться от держателя к держателю, например, пресс-форма (пресс-формы) первого держателя 7 может содержать присасывающие средства, но не содержать нагревательных средств.
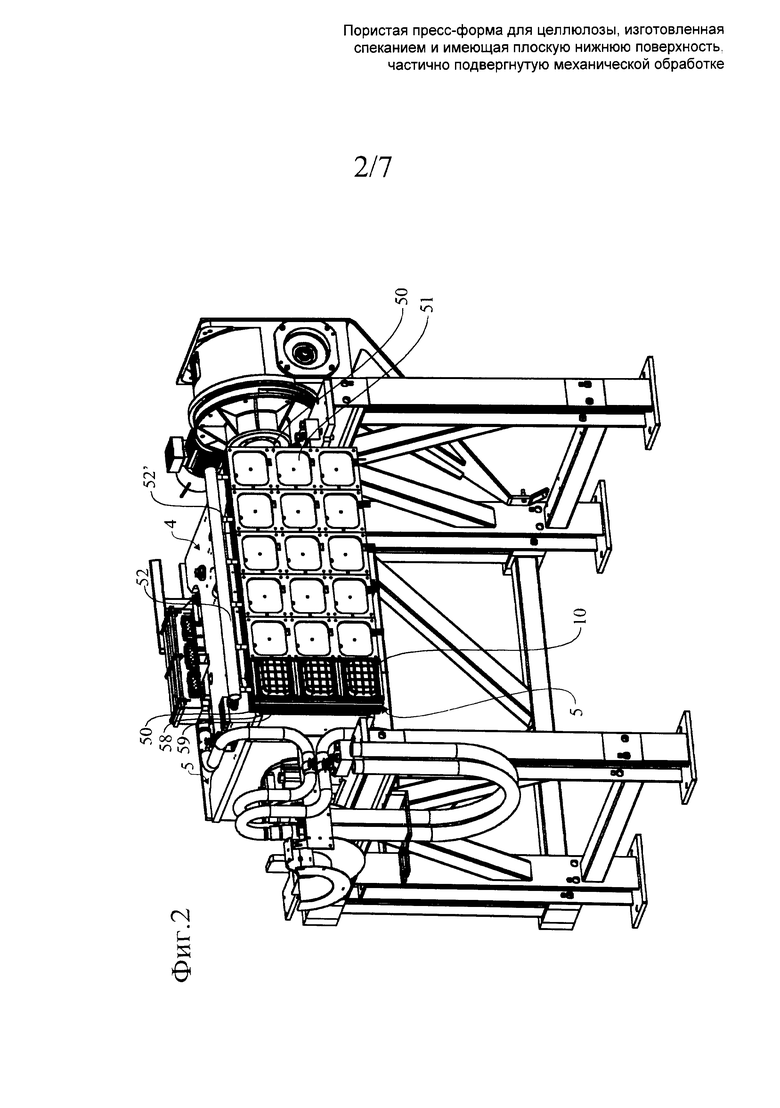
На фиг.2 изображен держатель 4, расположенный в его опорной конструкции, и соответствующее вспомогательное оборудование, более подробное описание которого не приводится, например, средства для поворота держателя вокруг своей оси и средства, выдвигающие и втягивающие инструментальную оправку 5 в наружном и внутреннем направлениях. На держателе 4 расположены две инструментальные оправки 5, имеющие особенности согласно одному варианту выполнения изобретения. Оправка 5, изображенная на данном чертеже, содержит шесть вертикальных стоек, каждая из которых может удерживать три пресс-формы для целлюлозы, в данном примере показанные в виде охватываемых пресс-форм 10 на первой вертикальной стойке, при этом остальные вертикальные стойки изображены только с опорной пластиной 50, имеющей камеры 51, на которые может быть установлена охватывающая пресс-форма 20 или охватываемая пресс-форма 10. Указанные две оправки 5 также содержат изоляционный слой 58, расположенный с обратной стороны опорной пластины 50, и крепежную пластину 59, расположенную на противоположной стороне относительно опорной пластины 50. Вдоль одной торцевой стороны инструментальной оправки 5 расположен вакуумопровод 52, который проходит по существу вдоль всей длины оправки 5. От вакуумопровода 52 отходят отводные трубки 52', соединенные с каждой стойкой инструментальных пластин 50 для обеспечения создания вакуума в каждой из вакуумных камер 51, как описано ниже более подробно. Соответственно, вакуумопровод 52 неподвижно прикреплен к инструментальной оправке 5, что неизбежно требует гибкого соединения (не показано на чертеже) с вакуумным насосом для обеспечения возможности заданного перемещения оправки 5.
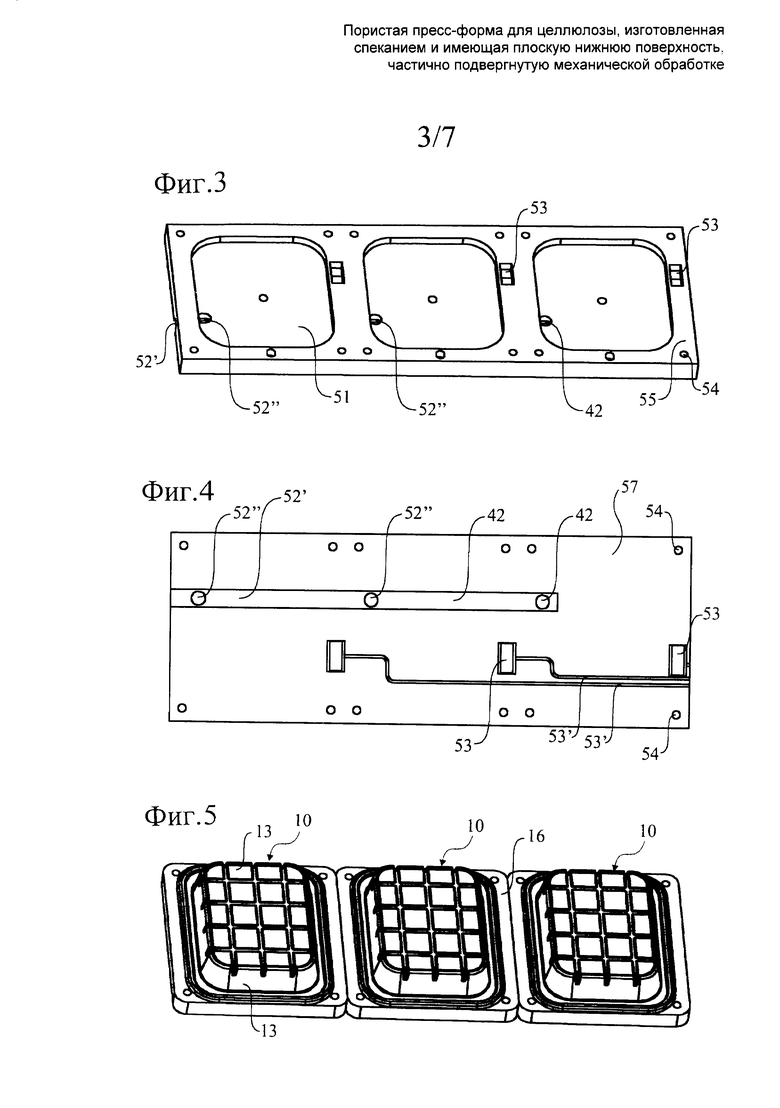
На фиг.3 изображен более подробный вид в аксонометрии одной из инструментальных пластин 50, показанных на фиг.2. Пластина 50 выполнена в виде жесткого корпуса 50 и имеет группу отверстий 54, предназначенных для прикрепления пресс-форм 10, 20, например трех пресс-форм. Для каждой пресс-формы 10/20 предусмотрена центрально расположенная полость 51, образующая вакуумную камеру для каждой пресс-формы 10/20. Как правило, вакуумная камера 51 имеет максимально возможную протяженность с учетом необходимости наличия окружной опорной поверхности 55 для обеспечения надежного крепления и уплотнения вдоль области установки пресс-формы. Также в соединении с каждой вакуумной камерой 51 выполнен вакуумный выпуск 52", ведущий к каналу 52', соединяющему каждую камеру 51 с вакуумопроводом 52. Кроме того, имеются проходы 53 для подключения электричества и предпочтительно датчиков для каждой из пресс-форм 10/20. Пластина 50 может быть изготовлена практически из любого материала, но предпочтительно выполнена из какого-либо облегченного материала, вполне удовлетворяющего всем требованиям, например из алюминия.
На фиг.4 изображена обратная сторона 57 инструментальной пластины 50. На чертеже хорошо виден соединительный вакуумный канал 52', выполненный в виде канала в задней поверхности пластины 50. Кроме того, предусмотрены небольшие каналы 53' для проводки электрических кабелей (не показаны) к электрическим контактам (и возможному датчику/возможным датчикам 48, см. фиг.8), устанавливаемым в проходы 53. На фиг.5 изображен набор из трех охватываемых пресс-форм 10, предназначенных для сопряжения с инструментальной пластиной 50, как описано со ссылкой на фиг.3 и 4. Каждая пресс-форма 10 имеет формообразующую поверхность 13, которая выполнена пористой для обеспечения возможности пропускания вакуума. Кроме того, имеется опорная часть 16, окружающая зону формообразующей поверхности 13 и имеющая непроницаемые зоны 16. Сопряжение пластины 50 и пресс-формы 10/20 описано более подробно ниже со ссылкой на фиг.8.
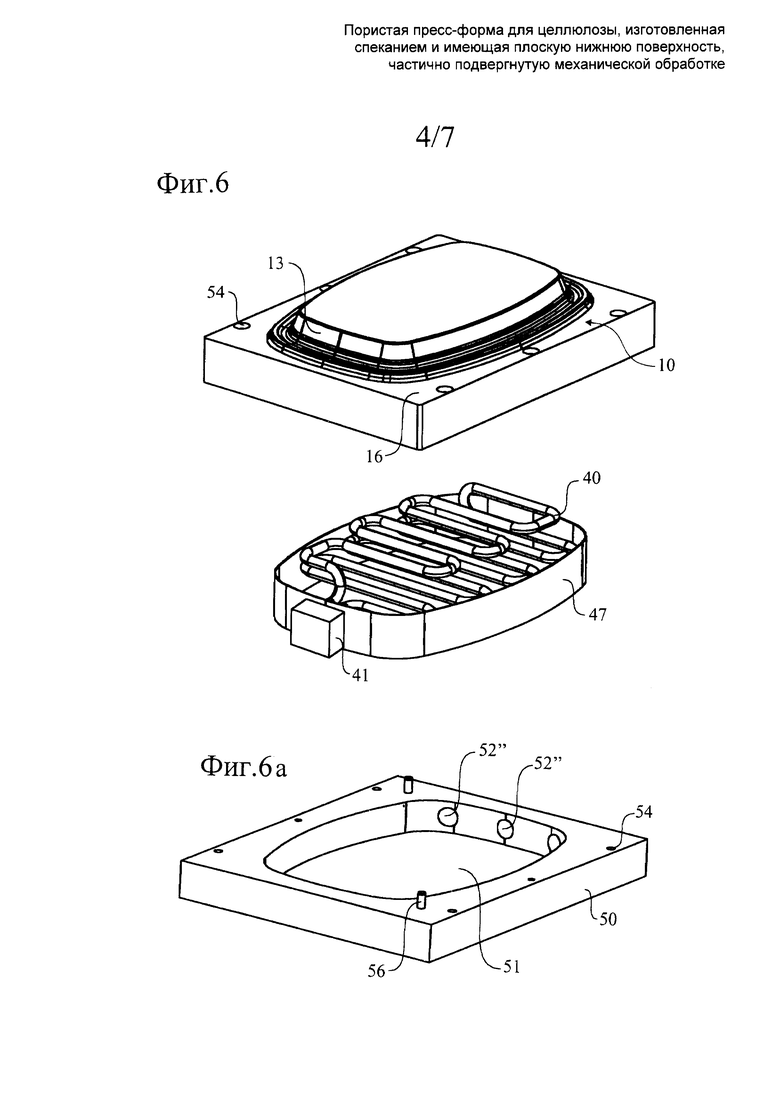
На фиг.6 и 7 изображены в разобранном виде соответственно охватываемая пресс-форма 10 и охватывающая пресс-форма 20 согласно одному варианту выполнения изобретения. Для специалиста должно быть очевидно, что одни и те же характерные особенности изобретения, разумеется, применимы как к охватываемой, так и к охватывающей пресс-форме. Пресс-форма 10/20 образует выполненный за одно целое корпус 11 (см. фиг.8), в который для спекания пресс-формы 10/20 встраивают нагревательную спираль 40 и изолирующий экран 47. В изолирующем экране 47 выполнены отверстия 47', 47", размер и форма которых соответствуют поперечному сечению проходящего через них элемента (нагревательного провода и/или корпуса датчика). Также имеется интерфейсный блок 41, предназначенный для присоединения нагревательных средств 40 и, возможно, датчика. На фиг.6А изображен вид в аксонометрии пластины 50, предназначенной для установки только одной пресс-формы 10/20 для целлюлозы. Данный чертеж приведен в основном для того, чтобы показать, что в действительности имеется большое разнообразие модификаций, находящихся в рамках объема изобретения, например, поверх каждой опорной пластины 50 может быть расположена только одна пресс-форма. Кроме того, данный чертеж иллюстрирует другой способ создания вакуума в вакуумной камере 51, который осуществляют с помощью высверленных отверстий 52', ведущих в камеру 51 через соответствующие соединительные каналы 52 (не показаны), например с помощью отводных трубок 52', ведущих в общий ваккумопровод 52. На чертеже также показаны установочные штифты 56, служащие для упрощения установки пресс-формы 10/20 на опорную пластину 50. Кроме того, показано, что опорная пластина 50 может быть выполнена с вакуумной камерой 51, имеющей вид сквозного прохода, и, соответственно, в этом случае для обеспечения надежного уплотнения и опоры используют крепежную пластину в соединении с изолирующим слоем на задней стороне опорной пластины 50.
На фиг.8 изображен разрез охватывающей пресс-формы 20 для целлюлозы, прикрепленной к инструментальной пластине 50, согласно изобретению, причем для инструментальной пластины применяют жесткий корпус 50, имеющий вакуумную камеру 51, выполненную за одно целое в нем, так что задняя стенка 570 образует выполненную за одно целое часть. На чертеже показано, что изолирующая полоса 47 расположена в пределах указанной наружной зоны 16 или между указанной наружной зоной 16 и центральной частью 11А указанного пористого корпуса 11.
Ниже приведено подробное описание изобретения со ссылкой на фиг.6-11. Пресс-форма 10 для целлюлозы содержит пористый корпус 11, имеющий внутреннюю проницаемую поверхность 12 и наружную проницаемую формообразующую поверхность 13. Пористый корпус 11 предпочтительно представляет собой корпус, изготовленный путем неплотного спекания металлического порошка. В частности, очень хорошие результаты показали порошки на основе меди, предпочтительно бронзовые порошки. Пористый корпус 11 может быть образован из металлических частиц, имеющих одинаковые размеры по всему корпусу, или может быть покрыт слоем порошка с другим размером частиц и/или другим содержимым для обеспечения соответствия различным требованиям и в большинстве случаев имеет на наружной формообразующей поверхности слой более высокодисперсного порошка. (В том, что касается спекания, ссылка сделана на вышеуказанный международный патентный документ).
Пресс-форма 10 для целлюлозы содержит нагревательные средства 40, предпочтительно в виде нагревательных спиралей 40 сопротивления, обычно используемых в электрических печах. Нагревательные спирали содержат внутренний сердечник 402 (см. фиг.10), который нагревается вследствие электрического сопротивления. Внутренний сердечник 402 окружен промежуточным слоем 401. Промежуточный слой 401 предпочтительно не является электропроводным, но является хорошим проводником тепла для передачи теплоты к пористому корпусу 11. Однако, как показано на фиг.11, промежуточный слой может иметь верхнюю часть 404 и нижнюю часть 403, причем материал верхней части 404 намного лучше проводит тепло по сравнению с нижней частью 403, которая обеспечивает теплоизоляцию, так что тепло направляется к формообразующей поверхности 13. Промежуточный слой 401 предпочтительно окружен наружным слоем 400 из металлического материала. Наружный слой 400 прикреплен спеканием к указанному пористому корпусу с образованием перемычек с частицами пористого корпуса 11, что обеспечивает хорошую передачу тепла к пористому корпусу 11.
Поскольку пресс-форма 10/20 для целлюлозы нагревается в процессе использования, желательно, чтобы степень нагрева частиц порошка и материала наружного слоя 400 была одинакова. Было выявлено, что при использовании в материале корпуса бронзового порошка подходящим материалом для наружного слоя 400 является медный сплав или сплав на основе меди. Медь и бронза также могут быть спечены при гораздо более низкой температуре, чем при использовании стального порошка в сочетании со стальными нагревательными элементами 40, однако такая комбинация также возможна. Поперечное сечение нагревательных спиралей 40 сопротивления может быть круглым, как показано на фиг.10 и 11, однако оно также может быть прямоугольным или иметь любую другую форму.
На фиг.6 и 7 показано, что в пресс-форме 10/20 предпочтительно расположена изолирующая полоса 47, предпочтительно изготовленная из меди и обеспечивающая уплотнение между проницаемой зоной (включающей наружную формообразующую поверхность 13) и зоной 16, где желательно обеспечить непроницаемость формы для вакуума. Согласно предпочтительному варианту выполнения как нагревательный элемент 40, так и изолирующую полосу 47 устанавливают в базовую пресс-форму (не показана) при изготовлении пресс-формы 10/20 путем спекания. Было выявлено, что при использовании в материале корпуса бронзового порошка подходящим материалом для изолирующей полосы 47 является медный сплав или сплав на основе меди, однако в качестве материала для полосы 47 также могут использоваться другие сплавы.
Как ясно видно из разреза, изображенного на фиг.8, нагревательные средства 40 и изолирующая полоса 47 выполнены за одно целое с корпусом 11 пресс-формы 20 или встроены в него. На чертеже также показано, что полоса 47 расположена между указанной наружной зоной 16 и центральной частью 11А пористого корпуса 11. Предложенная характерная особенность, проиллюстрированная на фиг.8, заключается в использовании ограниченной механически обработанной окружной задней поверхности 14 пресс-формы. Указанная задняя поверхность 14 является единственной частью внутренней формообразующей поверхности 12, которую подвергают механической обработке после спекания. Соответственно, механической обработке подвергают только зону, достаточную для обеспечения возможности соответствующей посадки инструментальной пластины 50 на опорную поверхность 55. Благодаря такой конфигурации достигается ряд преимуществ. Во-первых, это означает, что в отходы уходит лишь незначительная часть материала, используемого при спекании, по сравнению с обычным способом, в котором вся обратная сторона пресс-формы 20 была бы подвергнута механической обработке для обеспечения ее плоскостности. Более того, это обеспечивает возможность улучшения проницаемости внутренней поверхности 12 пресс-формы, поскольку механическая обработка оказывает негативное влияние на данную поверхность вследствие по меньшей мере частичного запирания пор в поверхности 12. Специалисту должно быть очевидно, что для получения установочной поверхности 14 могут применяться разнообразные способы механической обработки с использованием хорошо известных принципов (сверление, токарная обработка, шлифовка и/или полировка), и что различные способы могут по-разному влиять на проницаемость.
Существенные преимущества также обеспечивает применение изолирующей полосы 47. Полоса 47 эффективным образом обеспечивает уплотнение наружной части поверхности 16 пресс-формы 20, которую в противном случае необходимо уплотнять каким-либо иным способом, который, как было установлено, является дорогостоящим и/или не вполне надежным, Кроме того, это означает, что отверстия 54 или винты, соединяющие пресс-форму 20 с инструментальной пластиной 50, также эффективно изолированы благодаря расположению полосы 47 ближе к внутреннему краю 55А опорной поверхности 55, чем к наружному краю 55 В, что обеспечивает для отверстий 54 относительно широкую зону, смежную с периферией пресс-формы 20.
Еще одно очевидное преимущество, обеспечиваемое принципами предложенных особенностей, заключается в том, что конфигурация подачи вакуума в вакуумные камеры 51 может быть получена очень компактным и экономически эффективным способом путем образования вакуумных камер в виде пространств, выполненных за одно целое в жестком корпусе 50 инструментальной пластины, а также путем выполнения соединительных каналов 52', 52" непосредственно в инструментальной пластине 50. Как ясно видно из фиг.8 и 2, это приводит к получения очень компактной конфигурации.
Как изображено на фиг.8А, которая представляет собой частичный разрез области с изолирующей полосой 47, часть 11В пресс-формы, имеющая поверхность 16А, которая не должна обладать свойством проницаемости, вблизи ее поверхности может быть выполнена с более толстым слоем из более высокодисперсных частиц F порошка с обеспечением тем самым дополнительной гарантии ее непроницаемости, то есть с достаточно толстым слоем из высокодисперсных частиц F для обеспечения непроницаемости указанной поверхности, тогда как на внутренней поверхности полосы 47 данный слой F является очень тонким для получения высокодисперсной и проницаемой поверхности 13. Очевидно, что изолирующая полоса 47 может способствовать эффективному образованию слоев различного типа соответственно на ее наружной и внутренней поверхности. Более того, очевидно, что функциональная возможность последнего типа может быть достигнута путем использования предварительно изготовленной непроницаемой каркасной части (не показана) и установки указанной части в базовой пресс-форме (не показана) с последующим использованием порошка для создания внутреннего проницаемого корпуса 11 пресс-формы 20.
Нагревательные средства 40 предпочтительно расположены вблизи наружной формообразующей поверхности 13 для обеспечения высокой теплопередачи к указанной поверхности. Степень близости расположения зависит от геометрии пресс-формы 10. Однако предпочтительно по меньшей мере одна рабочая секция нагревательного элемента расположена на расстоянии в пределах 20 мм от самой нижней части формообразующей поверхности, предпочтительно в пределах 10 мм, еще более предпочтительно, в пределах 5 мм.
На фиг.7 нагревательное средство 40 изображено расположенным по существу на одном уровне внутри центральной части пористого корпуса 11, тогда как на фиг.6 средство 40 расположено по существу на двух уровнях внутри центральной части. При простых геометрических конфигурациях нагревательные элементы могут повторять контур поверхности 13.
Разумеется, нагревательные средства в виде нагревательных спиралей 40 могут быть свиты в различные формы до их спекания с размещением в пористом корпусе 11. Например, они могут быть уложены круговым образом, как показано на фиг.9, либо в форме меандра, как показано на фиг.6 и 7, однако, разумеется, существует множество способов извива нагревательных элементов.
При наличии нагревательных средств 40, встроенных в пористый корпус 11, требуется гораздо меньше энергии для достижения такой же температуры в области формообразующей поверхности 13, что и при использовании нагревательной пластины, расположенной под пресс-формой и известной из уровня техники. Кроме того, поскольку нагревательная пластина может отсутствовать, пресс-формы для целлюлозы могут быть расположены ближе к центру поворота прессующих инструментов 4, что обеспечивает ряд преимуществ: 1) может быть увеличено контактное расстояние, или все сопряженные прессующие инструменты 4 могут быть расположены ближе друг к другу с сохранением такого же контактного расстояния, 2) момент, требуемый для поворота инструментов 4, уменьшается, поскольку распределение нагрузки смещается ближе к центру их поворота с обеспечением тем самым возможности более быстрого поворота и/или поворота при более низком энергопотреблении. Более того, поскольку энергопотребление снижено, к механизму инструментов 4 поступает меньшее количество тепла. Таким образом, имеется возможность дополнительного уменьшения теплоизолирующей пластины и исключения возможного охлаждающего элемента без риска чрезмерного нагревания механизма прессующих инструментов, что обеспечивает еще лучшее распределение нагрузки.
Благодаря нагревательному элементу нового типа можно добиться существенной экономии, особенно благодаря возможности применения нагревательных средств нового типа в виде стандартного оборудования для сушильных установок и т.д., которое очень дешево в изготовлении. Кроме того, значительная экономия достигается благодаря встраиванию нагревательного элемента, вследствие спекания и исключения необходимости какой-либо механической обработки применительно к нагревательным элементам. Более того, улучшенная проницаемость обеспечивает преимущество, которое заключается в том, что в большинстве случаев может отсутствовать необходимость выполнения более широких дренажных каналов, проходящих через пористый корпус 11. Тем не менее, такие дренажные каналы, которые описаны, например, в международном патентном документе №2006057609 и, таким образом, включены в данный документ посредством ссылки, могут применяться для дополнительного улучшения дренажа через пресс-форму, например, дренажные каналы, которые проходят от внутренней поверхности 12 по направлению к наружной поверхности 13 и диаметр которых предпочтительно уменьшается в направлении наружной поверхности 13. Новый принцип, заключающийся в механической обработке только части внутренней поверхности 12, также приводит к повышению производительности, поскольку выполнение меньшего объема механической обработки отнимает меньше времени по сравнению с известной на сегодняшний день технологией.
Отсутствие крепежной пластины между вакуумной камерой и инструментом также приводит к значительной экономии, поскольку, например, такая пластина требует высверливания большого количества отверстий и т.д.
Изобретение не ограничено вышеприведенным описанием, а может быть изменено в пределах объема прилагаемой формулы изобретения. Например, специалисту должно быть очевидно, что для обеспечения необходимого нагрева непосредственно на этапе прессования могут использоваться нагревательные средства различных типов, то есть по существу известные различные нагревательные устройства, которые могут быть встроены в изготовленный спеканием корпус согласно изобретению. Аналогичным образом, специалисту должно быть очевидно, что в изготовленный спеканием корпус могут быть встроены различные датчики. Кроме того, очевидно, что многие из различных вышеописанных особенностей, например, отсутствие шлифования обратной стороны пресс-формы, отдельная конфигурация, обеспечивающая надлежащее уплотнение в пределах области крепления пресс-формы (исключающее протечку через отверстия под винты), и т.д., в будущем могут стать объектом отдельных выделенных заявок. Кроме того, для облегчения теплопередачи от наружного слоя 400 нагревательных средств к пористому корпусу 11 пресс-формы 10, 20 поверхность наружного слоя 400 может быть выполнена грубой и/или содержать более высокодисперсные частицы металлического порошка вблизи нагревательного средства 40 с содействием тем самым образованию перемычек при спекании между частицами нагревательного средства 40 и пористого корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЕРАМИЧЕСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154361C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ | 2018 |
|
RU2786984C2 |
| ПРЕСС-ФОРМА ДЛЯ ПУЛЬПЫ И ЕЕ ПРИМЕНЕНИЕ | 2005 |
|
RU2373316C2 |
| СПОСОБ ГИДРАВЛИЧЕСКОГО ФОРМОИЗМЕНЕНИЯ ЛИСТОВОГО МЕТАЛЛА И АВТОНОМНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2088361C1 |
| СПОСОБ ФОРМОВАНИЯ ВОЛОКНИСТОГО ИЗДЕЛИЯ | 2011 |
|
RU2577490C2 |
| ГОРЯЧЕКАНАЛЬНОЕ СОПЛО ДЛЯ ВПРЫСКА РАСПЛАВА В БОКОВОМ НАПРАВЛЕНИИ | 2010 |
|
RU2530103C2 |
| Устройство для изготовления шарнира постоянной угловой скорости | 1988 |
|
SU1831407A3 |
| ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА СО СПИРАЛЕВИДНЫМИ ВИТКАМИ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СО СТРУКТУРИРОВАННОЙ ПОВЕРХНОСТЬЮ | 2002 |
|
RU2311293C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТОГО ИЗДЕЛИЯ | 2011 |
|
RU2586210C2 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2140355C1 |
Изобретения относятся к технологической оснастке, предназначенной для формования изделий из целлюлозы. Устройство для формования содержит пресс-форму и опорную пластину с полостью и плоскими опорными поверхностями. Пресс-форма содержит пористый корпус, изготовленный спеканием и имеющий наружную формообразующую поверхность и внутреннюю поверхность. Внутренняя поверхность пресс-формы выполнена с механически обработанной после спекания порошка зоной. Указанная зона поверхности пресс-формы предназначена для сопряжения с опорными поверхностями опорной пластины с образованием вакуумной камеры. В результате обеспечивается изготовление высококачественной пресс-формы, не требующей большого количества энергии для нагревания формообразующей поверхности, способом, не требующим больших временных затрат. 4 н. и 11 з.п. ф-лы, 11 ил. 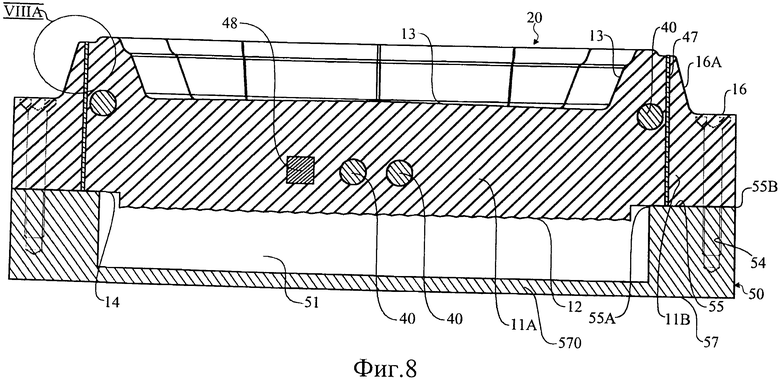
1. Пресс-форма для формования изделий из целлюлозы, содержащая пористый корпус (11), изготовленный спеканием порошка и имеющий наружную формообразующую поверхность (13) и внутреннюю поверхность (12), которая выполнена с зоной, механически обработанной после спекания с получением зоны механически обработанной поверхности (14), предназначенной для сопряжения с опорной пластиной и окружающей часть внутренней поверхности (12), не подвергнутую после спекания механической обработке.
2. Пресс-форма по п. 1, отличающаяся тем, что механически обработанная поверхность (14) расположена в одной плоскости.
3. Пресс-форма по п. 1, отличающаяся тем, что механически обработанная поверхность (14) проходит от наружных боковых краев корпуса к его внутренним частям.
4. Пресс-форма по любому из пп. 1-3, отличающаяся тем, что часть внутренней поверхности (12), не подвергнутая после спекания механической обработке, проходит до более низкого уровня по отношению к механически обработанной поверхности (14).
5. Устройство для формования изделий из целлюлозы, содержащее пресс-форму для формования изделий из целлюлозы по любому из пп. 1-4 и опорную пластину (50), которая выполнена с полостью и имеет опорные поверхности (55), предназначенные для сопряжения с механически обработанной поверхностью (14) внутренней поверхности (12) пресс-формы с образованием вакуумной камеры (51).
6. Устройство по п. 5, отличающееся тем, что часть внутренней поверхности (12) пресс-формы, не подвергнутая после спекания механической обработке, проходит в вакуумной камере (51) опорной пластины (50) до уровня ниже плоскости, в которой расположены опорные поверхности (55).
7. Устройство по п. 5, отличающееся тем, что опорная пластина (50) содержит по меньшей мере одну часть вакуумного канала (52′, 52′′), соединенного с вакуумной камерой (51).
8. Устройство по п. 7, отличающееся тем, что меньшей мере часть вакуумного канала (52′) по меньшей мере частично выполнена в виде открытого канала на задней поверхности (57) опорной пластины (50).
9. Устройство по любому из пп. 5-8, отличающееся тем, что опорная пластина (50) выполнена обеспечивающей образование дополнительно по меньшей мере одной вакуумной камеры (51), причем указанные вакуумные камеры (51) предпочтительно выполнены с общим вакуумным каналом (52′) или с частью указанного канала (52′).
10. Способ изготовления пресс-формы для формования изделий из целлюлозы, включающий этапы получения спеканием из порошка пористого корпуса (11), имеющего наружную формообразующую поверхность (13) и внутреннюю поверхность (12), при этом после спекания осуществляют механическую обработку зоны внутренней поверхности (12) с получением зоны механически обработанной поверхности (14), предназначенной для сопряжения с опорной пластиной и окружающей часть внутренней поверхности (12), не подвергаемой после спекания механической обработке, причем указанную зону механически обработанной поверхности (14) предпочтительно располагают в одной плоскости.
11. Способ по п. 10, отличающийся тем, что механически обработанную поверхность (14) располагают с обеспечением ее прохождения от наружных боковых краев корпуса к его внутренним частям.
12. Способ по п. 10 или 11, отличающийся тем, что часть внутренней поверхности (12), не подвергаемую после спекания механической обработке, располагают с обеспечением ее прохождения до более низкого уровня по отношению к механически обработанной поверхности (14).
13. Способ изготовления устройства для формования изделий из целлюлозы по любому из пп. 5-9, характеризующийся тем, что изготавливают пресс-форму для формования изделий из целлюлозы способом по любому из пп. 10-12, получают опорную пластину (50) с полостью и сопряженными опорными поверхностями, образующими плоскую опорную поверхность (55), которую сопрягают с зоной механически обработанной поверхности (14) пресс-формы, при этом часть внутренней поверхности (12) пресс-формы, не подвергаемую после спекания механической обработке, размещают в полости опорной пластины (50) ниже плоской опорной поверхности (55) с образованием вакуумной камеры (51).
14. Способ по п. 13, отличающийся тем, что получают базовую пластину (50) по меньшей мере с одной частью вакуумного канала (52′, 52′′), соединенного с вакуумной камерой (51), при этом предпочтительно по меньшей мере одну часть указанного вакуумного канала (52′) по меньшей мере частично выполняют в виде открытого канала на задней поверхности (57) опорной пластины (50).
15. Способ по п. 13 или 14, отличающийся тем, что опорную пластину (50) выполняют обеспечивающей образование дополнительно по меньшей мере одной вакуумной камеры (51), причем указанные вакуумные камеры (51) предпочтительно выполняют с общим вакуумным каналом (52′) или с частью указанного канала (52′).
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2240393C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА | 1992 |
|
RU2085646C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

