Область техники
[001] Настоящее изобретение в целом относится к способам изготовления узла головки щетки с пучками щетинок, удерживаемых в эластомерной матрице.
Уровень техники
[002] Головки как ручных, так и механических зубных щеток содержат щетинки, используемые для чистки зубов, языка и щек. В некоторых зубных щетках щетинки прикреплены скобами или закреплены в шеечной части головки щетки. В других зубных щетках щетинки закреплены в головке без скоб способами, обычно известными как «тафтинг без закрепления» (anchor free tufting). В некоторых зубных щетках щетинки собраны в пучки щетинок, изолированных в удерживающих или несущих элементах. Удерживающие элементы служат для закрепления пучков щетинок в головке щетки. Во время изготовления пучки щетинок вставляют в полую внутреннюю часть удерживающего элемента, и ближние части щетинок сплавляют вместе посредством горячего ножа или нагревательной пластины или горячего воздуха с образованием части головки с ближними концами для закрепления щетинок в удерживающих элементах, которые затем закрепляют в эластомерном материале вместе с шейкой щетки, и затем эластомерному материалу дают остыть для образования законченной головки щетки.
[003] Однако часто горячий нож или нагревательная пластина или горячий воздух не выполняют нагрев равномерно, и поэтому отдельные щетинки или вся грибовидная головка непрочно закрепляются в удерживающих элементах и могут ослабнуть внутри головки щетки, либо щетинки не всегда могут располагаться под углом, оптимальным для чистки. Таким образом, в условиях динамического движения, вызываемого, например, работой механической зубной щетки, щетинки или пучки щетинок могут отделяться от головки щетки.
[004] Соответственно, в данной области техники существует необходимость в способе и устройствах для более эффективного и действенного нагрева концов пучка щетинок для достижения более равномерного плавления и улучшения сцепления щетинок друг с другом, а в некоторых вариантах реализации также и с удерживающими элементами.
Раскрытие сущности изобретения
[005] Настоящее изобретение направлено на оригинальные способы изготовления головки щетки с пучками щетинок в удерживающих элементах. Различные описанные в настоящем документе варианты осуществления и реализации направлены на способы изготовления, использующие более эффективный и действенный способ нагревания на этапе, на котором происходит сплавление пучков щетинок вместе с образованием головки на их ближнем конце, или на котором пучки щетинок и удерживающие элементы сплавляют для закрепления пучков щетинок и удерживающих элементов вместе. Полученные в результате компоненты вместе с шейкой головки щетки затем вкладывают в эластомерную матрицу, в результате чего получается законченная головка щетки. Использование различных описанных в настоящем документе вариантов осуществления и реализации существенно улучшает экономичное и эффективное производство головок щеток.
[006] Например, в некоторых вариантах осуществления способ изготовления включает выполнение вставки пучка щетинок в удерживающий элемент или инструментальную пластину и последующее использование способа отражения тепла для сплавления ближнего конца пучков щетинок с образованием части головки с ближними концами, которая не проходит обратно через удерживающий элемент или пластину инструмента, или посредством сплавления ближнего конца пучка щетинок и части ближней стороны удерживающего элемента или инструментальной пластины, используя способ отражения тепла, который более равномерно нагревает пучки щетинок, чтобы вызвать более устойчивое сплавление. Это может свести к минимуму перемещение пучка щетинок во время использования или разрешить только определенные перемещения пучка щетинок во время использования головки щетки. Раскрытые и описанные в настоящем документе головки щеток можно использовать с любым устройством ручной или механической зубной щетки. После этого сплавленные пучки щетинок могут быть переформованы по меньшей мере с одной эластомерной матрицей и/или другими материалами шейки.
[007] В одном аспекте предложен способ изготовления головки щетки. Способ включает следующие этапы: выполнение вставки ближнего конца по меньшей мере одного пучка щетинок в отверстие по меньшей мере одной инструментальной пластины или держателя пучков, причем инструментальная пластина или держатель пучков имеет по меньшей мере один элемент для удерживания пучков щетинок; приведение в действие теплоотражающего устройства, имеющего по меньшей мере один нагревательный элемент и по меньшей мере одну теплоотражающую поверхность; размещение по меньшей мере одного элемента для удерживания пучков щетинок с вставленным пучком щетинок в теплоотражающем устройстве, имеющем по меньшей мере один нагревательный элемент и по меньшей мере одну теплоотражающую поверхность; направление тепла от указанного по меньшей мере одного нагревательного элемента к указанному по меньшей мере одному элементу для удерживания пучков щетинок с вставленным по меньшей мере одним пучком щетинок для по меньшей мере частичного сплавления по меньшей мере одного ближнего конца пучка щетинок с созданием части головки с ближними концами и охлаждение сплавленной части головки с ближними концами.
[008] В одном варианте осуществления способ дополнительно включает этап размещения части основания шейки головки щетки относительно части головки с ближними концами, при котором расположение части основания шейки образует пространство по отношению к части головки с ближними концами для впрыскивания эластомерного материала, и впрыскивание эластомерного материала в пространство для создания эластомерной матрицы, которая по меньшей мере частично охватывает основание шейки и часть головки с ближними концами.
[009] В одном варианте осуществления удерживающий элемент и пучки щетинок выполнены из одинакового материала или аналогичного материала, имеющего аналогичную температур плавления, так что при сплавлении на этапе размещения ближний конец пучка щетинок и по меньшей мере часть ближней стороны удерживающего элемента частично сплавляются и обединяются вместе с созданием части головки с ближними концами.
[0010] В одном варианте осуществления нагревательный элемент или по меньшей мере одна отражающая тепло поверхность выполнен или выполнена с возможностью по меньшей мере частичной регулировки, например, по расстоянию от инструментальной пластины или удерживающего элемента и углу относительно них в теплоотражающем устройстве для направления тепла.
[0011] В одном варианте осуществления нагревательный элемент представляет собой источник тепла с горячим воздухом. В альтернативном варианте источником тепла может быть спиральный нагревательный элемент с электроприводом или любой другой нагревательный элемент, который обеспечивает достаточно высокую температуру для сплавления пучков щетинок.
[0012] В одном варианте осуществления температура тепла, генерируемого нагревательным элементом, является управляемой и регулируемой.
[0013] В одном варианте осуществления теплоотражающее устройство имеет множество сторон, чтобы по меньшей мере частично удерживать тепло, генерируемое нагревательным элементом.
[0014] В одном варианте осуществления теплоотражающее устройство дополнительно имеет по меньшей мере одно отверстие, выполненное с возможностью использования для вставки в теплоотражающее устройство или удаления из него по меньшей мере одного элемента для удерживания пучков щетинок или инструментальной пластины с вставленным пучком щетинок, для способствования дополнительному сохранению тепла, генерируемого нагревательным элементом, в теплоотражающем устройстве.
[0015] В одном варианте осуществления теплоотражающее устройство дополнительно имеет по меньшей мере одну дверцу, выполненную с возможностью использования по меньшей мере в одном отверстии, выполненном с возможностью открытия для вставки в теплоотражающее устройство или удаления из него по меньшей мере одного элемента для удерживания пучков щетинок с вставленным пучком щетинок, для способствования дополнительному сохранению тепла, генерируемое нагревательным элементом, в теплоотражающем устройстве.
[0016] В одном варианте осуществления этап размещения по меньшей мере одного элемента для удерживания пучков щетинок в теплоотражающем устройстве выполняют с помощью транспортного механизма, выполненного с возможностью перемещения инструментальной пластины, выполненной с возможностью удерживания по меньшей мере одного элемента для удерживания пучков щетинок, снаружи от теплоотражающего устройства во внутреннюю часть теплоотражающего устройства.
[0017] В одном варианте осуществления этап охлаждения сплавленной части головки с ближними концами выполняют путем перемещения инструментальной пластины, выполненной с возможностью удерживания по меньшей мере одного элемента для удерживания пучков щетинок, из внутренней части теплоотражающего устройства наружу от теплоотражающего устройства.
[0018] В другом аспекте предусмотрено теплоотражающее устройство для сплавления ближнего конца пучка щетинок. Устройство содержит: по меньшей мере один нагревательный элемент; по меньшей мере одну теплоотражающую поверхность для отражения тепла от указанного по меньшей мере одного нагревательного элемента в направлении инструментальной пластины, используемой для удерживания пучков щетинок, и по меньшей мере одного удерживающего элемента, используемого в головке щетки; и в котором тепло от указанного по меньшей мере одного нагревательного элемента и отраженное тепло от указанной по меньшей мере одной теплоотражающей поверхности направлено к инструментальной пластине для по меньшей мере частичного сплавления ближнего конца пучка щетинок для создания части головки с ближними концами для закрепления пучка щетинок в удерживающем элементе.
[0019] В одном варианте осуществления устройство дополнительно содержит транспортный механизм для перемещения инструментальной пластины в теплоотражающее устройство и из него. Следует принимать во внимание, что выражение «в и из» в отношении перемещения инструментальной пластины предполагает, что это может включать вариант осуществления, в котором инструментальная пластина перемещается в теплоотражающее устройство через первое отверстие, подводится тепло, и затем инструментальная пластина перемещается из внутренней части устройства наружу от устройства через первое отверстие. Также следует принимать во внимание, что предполагается, что это может включать вариант осуществления, в котором инструментальная пластина перемещается в теплоотражающее устройство через первое отверстие, подводится тепло, и затем инструментальная пластина перемещается из внутренней части устройства наружу от устройства через второе отверстие, расположенное в другом месте на устройстве, например, на противоположной от первого отверстия стороне устройства.
[0020] В одном варианте осуществления устройство дополнительно содержит: первую боковую стенку, имеющую первую теплоотражающую поверхность; вторую боковую стенку, имеющую вторую теплоотражающую поверхность; верхнюю стенку, расположенную между первой боковой стенкой и второй боковой стенкой, причем верхняя стенка имеет третью теплоотражающую поверхность; и по меньшей мере одно отверстие, расположенное между первой боковой стенкой и второй боковой стенкой, причем по меньшей мере одно отверстие функционально выполнено с возможностью приема инструментальной пластины.
[0021] В одном варианте осуществления по меньшей мере одно отверстие содержит дверное устройство.
[0022] Следует принимать во внимание, что все комбинации вышеупомянутых концепций и дополнительных концепций, обсуждаемых более подробно ниже (при условии, что такие концепции не являются взаимно несовместимыми), рассматриваются как часть предмета изобретения, раскрытого в настоящем документе. В частности, все комбинации заявленного предмета изобретения, приведенные в конце этого раскрытия, рассматриваются как часть предмета изобретения, раскрытого в настоящем документе.
Краткое описание чертежей
[0023] На чертежах одинаковые обозначения позиций обычно относятся к одним и тем же частям на разных видах. Кроме того, чертежи не обязательно выполнены в масштабе, и вместо этого, как правило, сделан упор на иллюстрацию принципов изобретения.
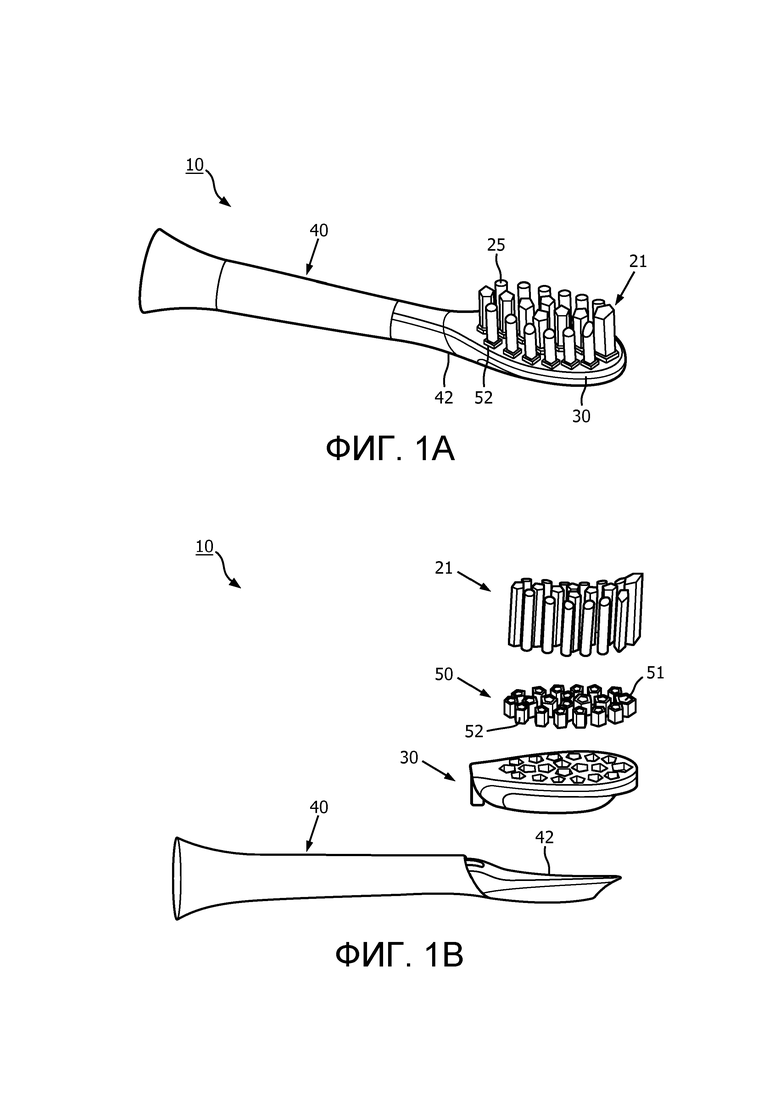
[0024] На ФИГ. 1А схематически показан вид в перспективе узла головки щетки в соответствии с вариантом осуществления настоящего изобретения.
[0025] На ФИГ. 1B показан покомпонентный вид в перспективе узла головки щетки в соответствии с вариантом осуществления настоящего изобретения.
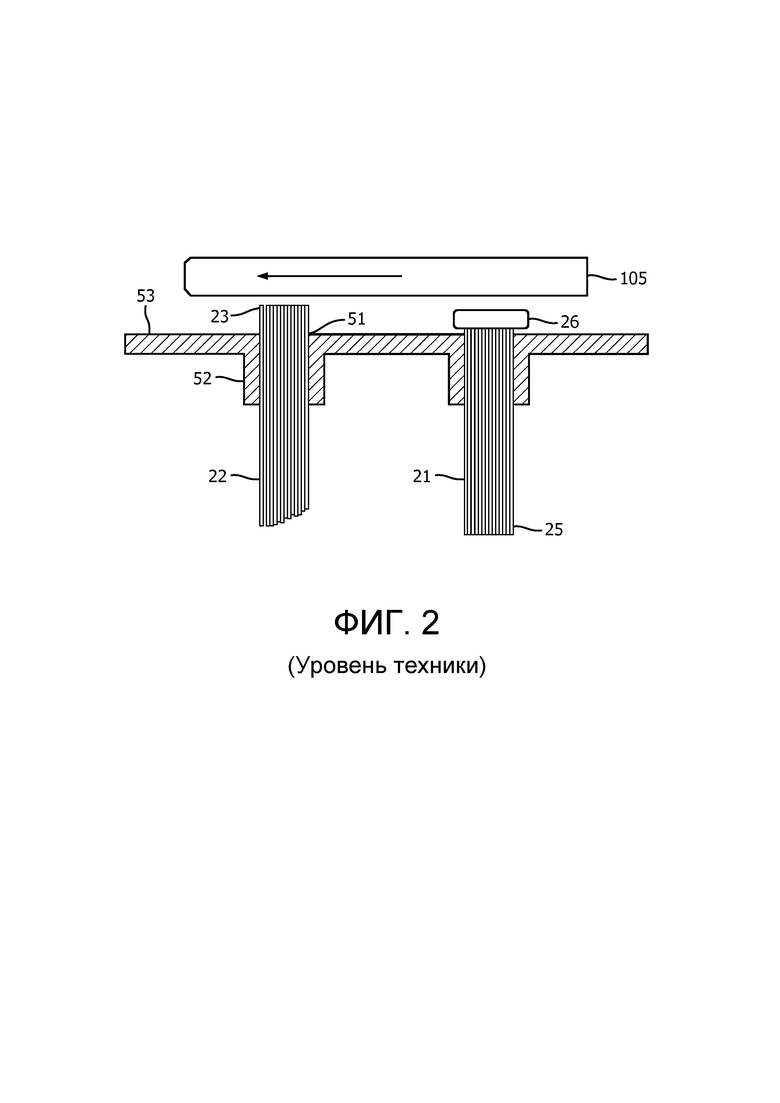
[0026] На ФИГ. 2 схематически показан вид в продольном разрезе сплавления компонентов головки щетки в соответствии с предшествующим уровнем техники.
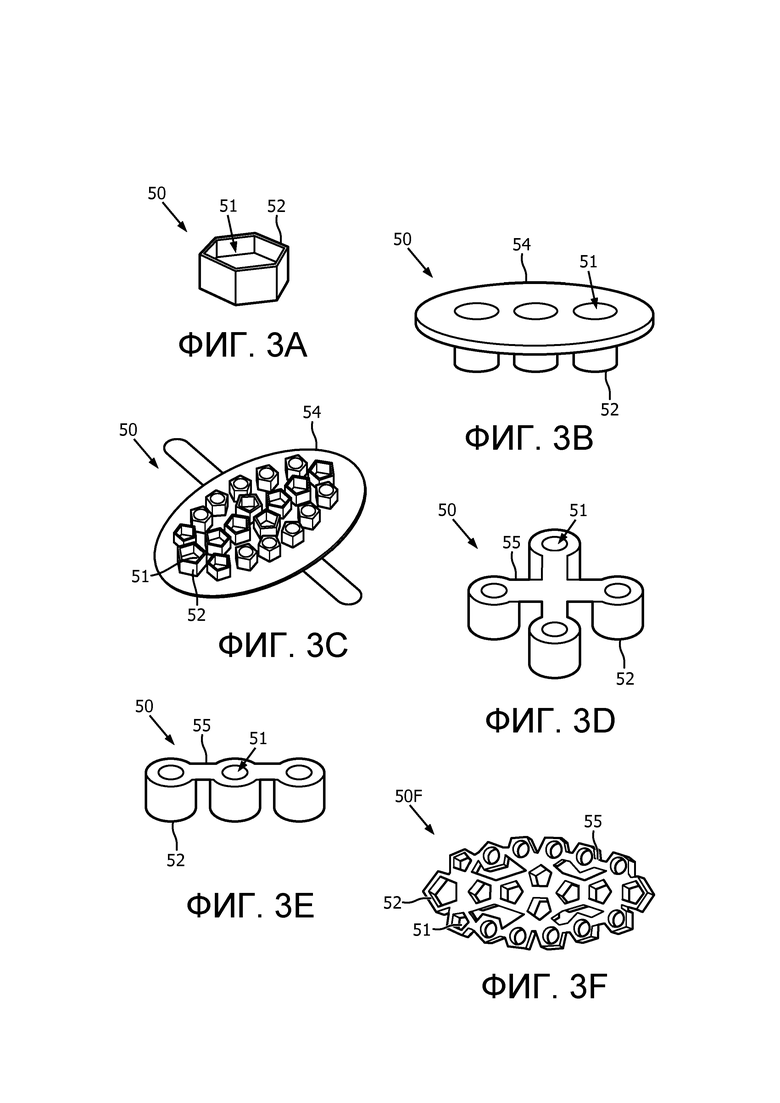
[0027] На ФИГ. 3A-3F схематически показаны виды держателей пучков в соответствии с различными вариантами осуществления, раскрытыми в настоящем документе.
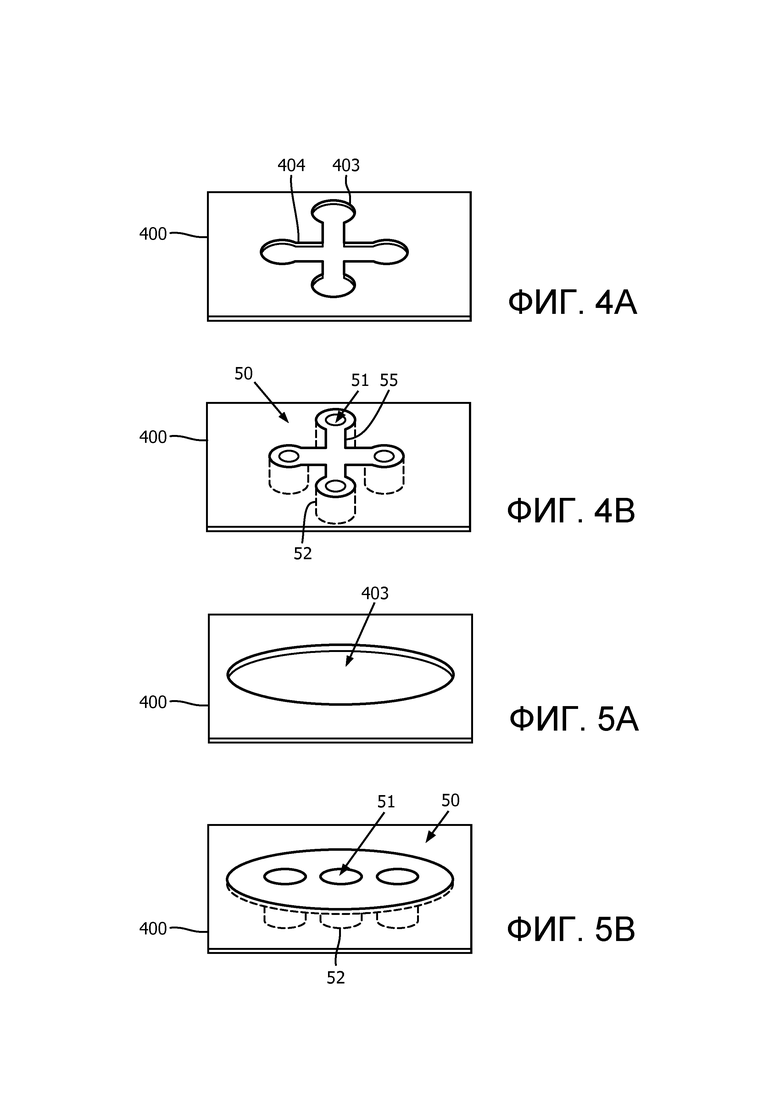
[0028] На ФИГ. 4A-4B показана инструментальная пластина и инструментальная пластина в зацеплении с держателем пучков согласно одному варианту осуществления изобретения.
[0029] На ФИГ. 5A-5B показана инструментальная пластина и инструментальная пластина в зацеплении с держателем пучков согласно одному варианту осуществления настоящего изобретения.
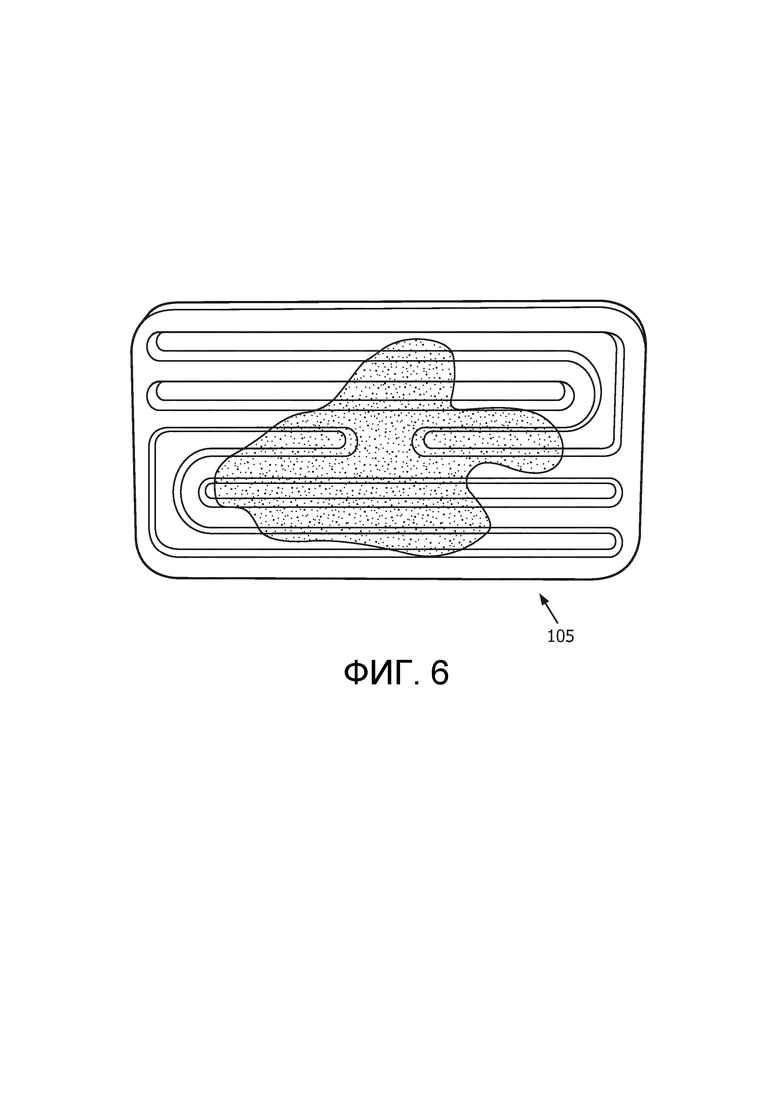
[0030] На ФИГ. 6 показан вид спереди варианта реализации нагревательного элемента, используемого для сплавления компонентов головки щетки.
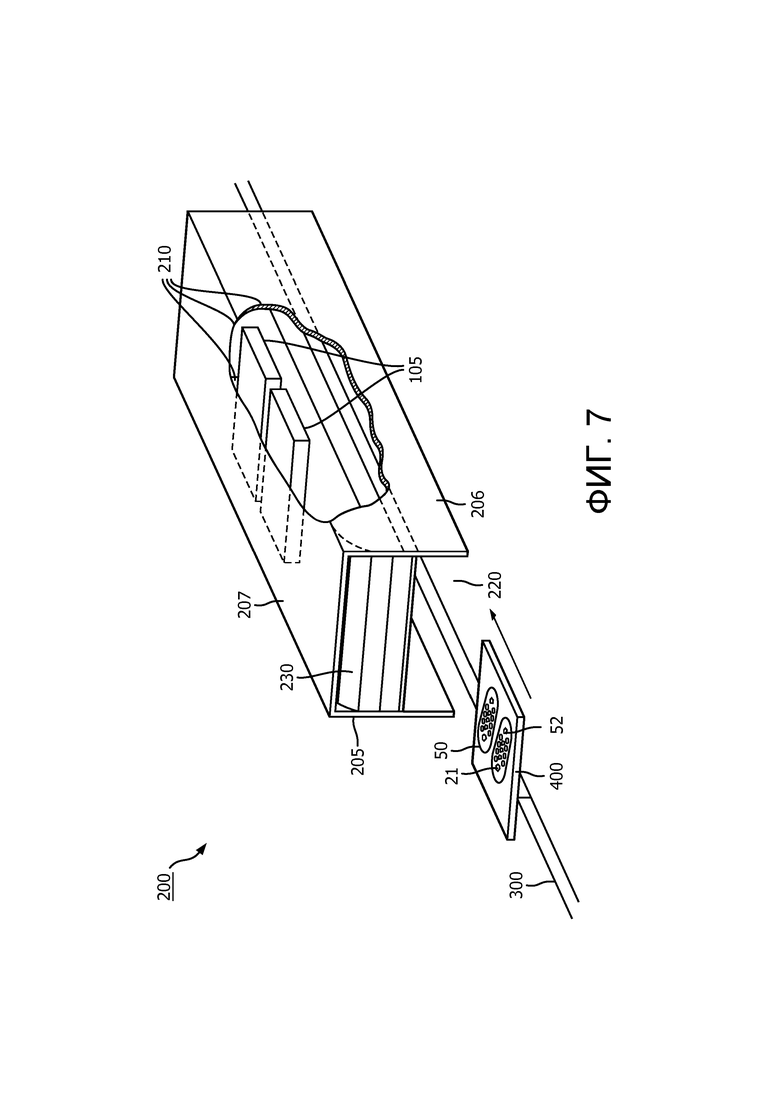
[0031] На ФИГ. 7 показан вид теплоотражающего устройства настоящего изобретения.
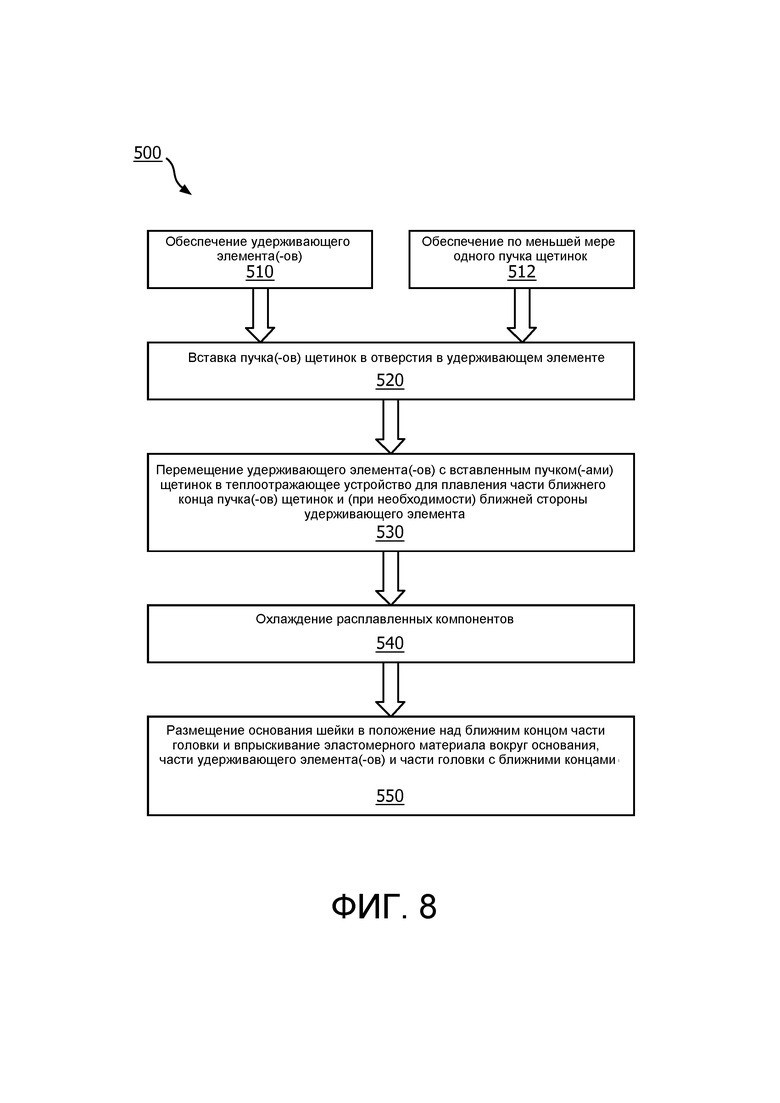
[0032] На ФИГ. 8 показана блок-схема способа изготовления узла головки щетки с нагреванием в теплоотражающем устройстве в соответствии с одним вариантом осуществления.
Осуществление изобретения
[0033] Настоящее изобретение описывает различные варианты осуществления способа изготовления узла головки щетки, который обеспечивает более равномерный и устойчивый нагрев на этапе сплавления вместе ближних концов пучков щетинок или ближнего конца пучков щетинок и ближней стороны удерживающих элементов. Более конкретно, заявители настоящего изобретения обнаружили и оценили, что было бы предпочтительным предложить способ изготовления головки щетки, который реализует улучшенный способ подачи тепла, при котором достигается более устойчивое сплавление ближних концов пучков щетинок или ближнего конца пучков щетинок и ближней стороны удерживающих элементов для получения улучшенных изделий. За счет выполнения этапа нагревания в изолированной области, которая отражает тепло обратно в направлении нагреваемой области, на нагреваемой поверхности(ях) достигается более устойчивая температура сплавления, что приводит к более равномерному сплавлению. Кроме того, снижаются потери тепла, и, в некоторых случаях, может быть уменьшена энергия, необходимая для работы нагревательного устройства. Конкретной целью использования некоторых вариантов осуществления настоящего изобретения является возможность эффективного изготовления головки щеток с улучшенным удерживанием пучка щетинок или пучка щетинок и удерживающего элемента в головке щетки.
[0034] На ФИГ. 1A схематически показан вид узла 10 головки щетки по настоящему изобретению, изготовленной тафтингом без закрепления. На ФИГ. 1B показан покомпонентный вид в перспективе узла 10 головки щетки по настоящему изобретению с тафтингом без закрепления. Головка 10 щетки содержит шейку 40, которая может быть присоединена к любому валу ручной щетки, или, более предпочтительно, к любому исполнительному механизму и приводному валу (не показан), выполненному или подходящему для щеток для ухода за полостью рта или других чистящих или очищающих устройств, известных в настоящее время или находящихся в разработке. Головка щетки также содержит множество пучков 21 щетинок, удерживаемых в отверстии 51 в держателе 50 пучков. Держатель 50 пучков содержит один или более удерживающих элементов 52. Часть удерживающих элементов 52, содержащих пучки щетинок, по меньшей мере с частью шейки 40, которая представляет собой основание 42, впоследствии заключается в гибкую эластомерную матрицу 30 с образованием головки узла 10 головки щетки, как показано на ФИГ. 1A.
[0035] Каждый пучок 21 щетинок содержит множество прядей 22 щетинок и каждый пучок 21 щетинок имеет ближний конец 23 и свободный конец 25, как показано на ФИГ. 2, где ближний конец 23 каждого пучка щетинок вставлен в отверстие 51 в удерживающем элементе 52. Пучки 21 щетинок могут иметь различные формы и размеры, как можно видеть на ФИГ. 1A и 1B. Пучки 21 щетинок могут иметь форму и диаметр, соответствующие размеру и форме отверстий 51 в удерживающем элементе 52, в которые они будут вставлены. Удерживающие элементы 52 и проходящие через них отверстия 51 могут иметь одинаковый размер, форму и вариант реализации, например круглую, треугольную, квадратную, пятиугольную, шестиугольную, семиугольную, восьмиугольную, девятиугольную, десятиугольную или другие формы, некоторые из которых показаны на ФИГ. 1, или могут быть отличны друг от друга. Держатель 50 пучков может быть выполнен с возможностью удерживания одного пучка 21 щетинок, либо держатель 50 пучков может содержать множество удерживающих элементов 52, имеющих отверстия 51, соединенных друг с другом каким-либо способом, как показано на ФИГ. 2.
[0036] Как показано на ФИГ. 2, в предшествующем уровне техники, после того, как пучки 21 щетинок вставлены в удерживающий элемент 52, тепло подводится к ближнему концу 23 множества пучков 21 щетинок для создания части 26 головки с ближними концами. Часть 26 головки с ближними концами образована сплавленным ближним концом 23 пучка 21 щетинок или сплавленным ближним концом 23 пучка 21 щетинок и сплавленной ближней стороной 53 по меньшей мере части держателя 50 пучков. Тепло подается нагревательным элементом 105, например, горячим ножом, который находится либо в прямом физическом контакте с ближним концом пучков щетинок, либо, как показано на ФИГ. 2, перемещается по ближней стороне 53 удерживающих элементов 52, содержащих ближний конец 23 пучков 21 щетинок, чтобы обеспечить достаточный нагрев для сплавления ближнего конца 23 пучка 21 щетинок, или сплавления ближнего конца 23 пучка 21 щетинок и части ближней стороны 53 держателя 50 пучков вместе, и создания части 26 головки с ближними концами. В других вариантах реализации предшествующего уровня техники нагревательным элементом, используемым для подачи тепла, может быть горячий воздух или другой вид источника тепла (не показан), причем горячий воздух направлен вниз на область, подлежащую плавлению, или через нее.
[0037] Как показано на ФИГ. 3A-3F, в различных вариантах осуществления настоящего изобретения могут использоваться различные держатели 50 пучков, как описано в настоящем документе. Держатель 50 пучков на ФИГ. 3A содержит один из удерживающих элементов 52, который удерживает один из пучков 21 щетинок. На ФИГ. 3B и 3C, соответственно, показано, что держатель 50 пучков может содержать несущую пластину 54, имеющую множество удерживающих элементов 52, соединенных вместе, например, расположенных в форме законченной головки щетки или некоторой ее части. На ФИГ. 3D-3F держатель 50 пучков содержит сеть держателей пучков, которая имеет множество отдельных удерживающих элементов 52 соединенный друг с другом посредством ряда прядей или образующих сеть соединений 55. Таким образом, следует принимать во внимание, что удерживающие элементы 52 могут быть отдельными дискретными блоками, либо соединенными вместе, например, посредством несущей пластины 54 или образующими сеть соединениями 55. Аналогично держателям пучков, показанным на ФИГ. 3B и 3C, удерживающие элементы 52 и/или отверстия 51 держателей пучков, показанные на ФИГ. 3D-3F, могут быть размещены по необходимой схеме для пучков 21 при полностью собранной головке щетки или какой-либо ее части. Следует принимать во внимание, что в сочетании с настоящим изобретением также может использоваться множество других конфигураций и вариантов реализации механизмов удерживания пучков, в которых по меньшей мере часть пучков щетинок расплавлена для удерживания пучка в удерживающем механизме.
[0038] Обычно для создания головки щетки используют ряд этапов изготовления, на которых: (а) изготавливают удерживающие элементы; (b) в удерживающие элементы вставляют пучки щетинок; (c) ближнюю сторону удерживающих элементов и/или пучков щетинок плавят для закрепления пучков щетинок в удерживающих элементах; (d) удерживающие элементы с закрепленными в них пучками щетинок и шейкой головки щетки располагают в требуемом положении; и (e) вокруг части шейки и удерживающих элементов, содержащих щетинки, впрыскивают эластомерную матрицу для заключения в оболочку и соединения всех частей вместе. Этап (с) представляет собой этап, к которому относится данное изобретение. Поскольку имеется ряд этапов изготовления, компоненты обычно удерживаются на инструментальной плите 400, к которой компоненты добавляются, удаляются или на которой обрабатываются. Во многих процессах изготовления на всех этапах процесса изготовления используют одну инструментальную пластину 400, так что компоненты могут удерживаться и обрабатываться или перемещаться на последующие этапы обработки, если они выполняются на другом производственном оборудовании. Два примерных варианта осуществления инструментальной пластины 400 показаны на ФИГ. 4А-5В и описаны ниже.
[0039] Для облегчения обработки держателей пучков 50 может использоваться инструментальная пластина 400. Как показано на ФИГ. 4A и 4B, инструментальная пластина 400 содержит отверстия 403, которые по форме, размеру и компоновке соответствуют удерживающим элементам 52 держателя 50 пучков, показанным на ФИГ. 3D. Например, отверстия 403 могут быть выровнены с отверстиями 403 в подушке матрицы или образовывать их, чтобы облегчить штамповку держателя 50 пучков из инструментальной пластины 400 непосредственно в подушку матрицы, или размещение держателя пучков или держателя пучков в инструментальной пластине на другом производственном оборудовании.
[0040] Кроме того, инструментальная пластина 400 может содержать набор канавок или углублений 404, которые имеют форму и размер для приема образующих сеть соединений 55 держателя 50 пучков, показанных на ФИГ. 3D. Таким образом, например, канавки могут помочь в размещении и удерживании держателя 50 пучков во время штамповки. Образующие сеть соединения 55 держателя 50 пучков могут образовывать избыточный материал, который выбрасывается после штамповки держателя 50 пучков при помощи инструментальной пластины 400, либо они могут оставаться прикрепленными к удерживающим элементам 52 в течение всего процесса изготовления. Следует отметить, что инструментальные пластины 400, раскрытые и предусмотренные в настоящем документе, могут быть отделены с возможностью удаления от подушки матрицы или другой опорной пластины или формы, например, для облегчения дальнейшей обработки соответствующего держателя пучков, транспортируемого инструментальной пластиной. Таким образом, инструментальная пластина 400, вместе с образующими сеть соединениями 55, оставленными в канавках 404, может быть отделена от подушки матрицы после штамповки, если это необходимо.
[0041] Инструментальная пластина 400 в соответствии с другим примерным вариантом осуществления настоящего изобретения показана на ФИГ. 5A-5B. В отличие от инструментальной пластины, показанной на ФИГ. 4A-4B, инструментальная пластина 400, показанная на ФИГ. 5A-5B, содержит отверстие 403, которое в целом соответствует форме, размеру и/или компоновке несущей пластины 54 держателя 50 пучков по ФИГ. 3B (в отличие от отдельных удерживающих элементов 52). Таким образом, некоторые или все несущие пластины 54 могут оставаться с удерживающими элементами 52 для различных этапов изготовления, например, в подушке матрицы после штамповки, и/или могут быть включены в головку 10 щетки во время окончательной сборки. Например, вместо штамповки инструментальная пластина 400 может быть использована, чтобы облегчить общую обработку держателя 50 пучков и/или загрузку держателя 50 пучков в другие инструменты, например, блок тафтинга. В одном варианте осуществления штамповочный инструмент может быть выполнен с пуансоном или штамповочным элементом для удаления только части несущей пластины 54, чтобы изменять форму держателя 50 пучков по ФИГ. 3B в форму держателя 50 пучков по ФИГ. 3E. Другими словами, лишние части несущей пластины 54 могут быть удалены, чтобы оставить только образующие сеть соединения 55. В других вариантах осуществления несущая пластина 54 может использоваться без удаления каких-либо лишних частей.
[0042] Как показано на ФИГ. 6, нагревательные элементы 105, используемые в этих процессах, часто имеют неравномерную температуру на нагревающих поверхностях, что приводит к появлению горячих и холодных мест, и тепло не подается устойчиво к области сплавления или к различным компонентам в разные места в области нагрева. Аналогичным образом, горячий воздух может быть подвержен неустойчивой подаче тепла из-за воздушных потоков или циркуляции воздуха в производственной зоне или большей концентрации тепла в центральной области, причем тепло рассеивается дальше от источника тепла. Если тепло не подается равномерно, это может привести к неравномерному сплавлению некоторых областей щетинок 22, либо слишком сильному, что приводит к пережогу, либо слишком слабому, что приводит к тому, что щетинки 22 или пучки 21 щетинок не удерживаются в удерживающих элементах 52, и возможно будут ослаблены во время использования щетки.
[0043] Для решения этих проблем настоящее изобретение содержит теплоотражающее устройство 200, в котором используется один или более нагревательных элементов 105, расположенных на одной линии или в другой компоновке, размещенных на оптимальном расстоянии от поверхности(ей), подлежащей плавлению. В одном примерном варианте осуществления настоящего изобретения внутри теплоотражающего устройства 200 последовательно предусмотрены четыре нагревательных элемента 105. В другом примерном варианте осуществления настоящего изобретения предусмотрены четыре нагревательных элемента 105 в виде квадратной решетки два на два в пределах теплоотражающего устройства 100. Нагревательные элементы 105 полностью или частично окружены теплоотражающими поверхностями 210, изготовленными из термостойкого материала, для фокусировки или отражения тепла от нагревательных элементов 105 в направлении расплавляемой поверхности(ей), так что тепло подается более равномерно и достигается более равномерное плавление. Согласно одному примерному варианту осуществления настоящего изобретения теплоотражающее устройство 200 может иметь форму удлиненного прямоугольного корпуса, имеющего по меньшей мере три соединенные и смежные стороны, причем каждая сторона содержит теплоотражающие поверхности 210. Однако следует принимать во внимание, что, в зависимости от варианта осуществления настоящего изобретения, теплоотражающие поверхности 210 необходимо использовать только на одной или более сторонах внутренней части теплоотражающего устройства 200, например, поверхности непосредственно за нагревательными элементами, поверхности под материалами, которые необходимо обработать, или поверхности по сторонам материалов, которые необходимо обработать. Кроме того, в некоторых устройствах по настоящему изобретению нагревательные элементы 105 имеют изменяемую настройку температуры, так что нагревательные элементы могут быть отрегулированы для отражения соответствующей температуры сплавления материалов, используемых для изготовления пучков 21 щетинок и удерживающих элементов 52, или других различных аспектов процесса изготовления. В некоторых вариантах реализации по настоящему изобретению нагревательные элементы 105 можно перемещать или регулировать, так что можно обеспечить оптимальное расстояние от поверхностей, подлежащих плавлению, в зависимости от сплавляемых материалов и/или скорости процесса изготовления. В некоторых вариантах реализации по настоящему изобретению температура нагревательных элементов 105 находится в диапазоне от 600 до 1000 градусов Цельсия, с предпочтительным диапазоном в пределах от 750 до 850 градусов Цельсия; однако следует понимать, что можно использовать другие температуры в зависимости от расстояния между нагревательными элементами 105 и держателем 52 пучков и сплавляемых материалов. Кроме того, в некоторых вариантах реализации по настоящему изобретению теплоотражающие поверхности 210 являются по меньшей мере частично подвижными/регулируемыми, так что отраженное тепло может быть направлено на конкретную область или области, в зависимости от расплавляемых конкретных компонентов.
[0044] В одном варианте реализации, как показано на ФИГ. 7, теплоотражающее устройство 200 напоминает удлиненный прямоугольный корпус или туннель, имеющий по меньшей мере две боковые стенки, включая первую боковую стенку 205 и вторую боковую стенку 206, одну верхнюю стенку 207 и, при необходимости, нижнюю стенку (не показана), по меньшей мере одна из которых изготовлена из теплоотражающих поверхностей 210 или покрыта ими и имеет отверстие 220 на передней стороне и, при необходимости, на задней стороне (не показано). Кроме того, в некоторых вариантах реализации по настоящему изобретению одно или оба отверстия 220 могут быть дополнительно снабжены дверным устройством 230, которое может открываться и закрываться для обеспечения входа и выхода держателя 50 пучков, содержащего удерживающие элементы 52 и пучки 21 щетинок, для нагревательной части процесса изготовления. Дверные устройства 230, показанные на ФИГ. 7, представляют собой секционные устройства сворачиваемого типа, аналогичные известным гаражным воротам. Однако следует понимать, что могут использоваться многие типы дверей, например, одностворчатые навесные по бокам или сверху, стандартные домашние входные двери или односекционные гаражные ворота или двери с петлями с обеих сторон, открывающиеся посередине, или множество других вариантов реализации. Кроме того, в некоторых вариантах реализации по настоящему изобретению используется дверь, имеющая только одно отверстие такого размера, который обеспечивает возможность входа и выхода обработанных материалов; данный тип дверного устройства не обязательно открывается и закрывается. Назначение этих дверных устройств 230 состоит в том, чтобы способствовать удерживанию тепла внутри теплоотражающего устройства 200, оставляя их закрытыми во время обработки материалов, и открывая для обеспечения возможности входа и выхода обрабатываемых материалов, или, если необходимо, для снижения температуры в теплоотражающем устройстве.
[0045] В одном варианте осуществления процесса изготовления, как изображено на ФИГ. 7, инструментальная пластина 400 установлена на транспортировочной системе 300, которая транспортирует инструментальную пластину 400 с держателем 50 пучков, имеющим удерживающие элементы 52 и пучки 21 щетинок с предыдущего этапа изготовления, на котором пучки 21 щетинок были вставлены в удерживающие элементы 52 или была выполнена другая обработка, в теплоотражающее устройство 200 и через него, так что удерживающие элементы и/или пучки щетинок могут быть сплавлены вместе для закрепления пучков щетинок в удерживающих элементах. Транспортировочная система 300 также обеспечивает способность перемещения инструментальной пластины 400 через теплоотражающее устройство 200 с постоянной скоростью, что обеспечивает равномерное перемещение компонентов через теплоотражающее устройство. Непрерывное перемещение, а не перемещение типа «остановка и ход» помогает обеспечить более равномерную подачу тепла на различные обрабатываемые компоненты. Тем не менее, возможны другие способы последовательных этапов обработки, в том числе сохранение инструментальной пластины 400 в неподвижном положении и перемещение производственного оборудования, включая теплоотражающее устройство 200, необходимого для выполнения различных этапов обработки, к месту размещения инструментальной пластины 400.
[0046] В одном варианте реализации настоящего изобретения механизм 300, используемый для транспортировки инструментальной пластины 400 в теплоотражающее устройство 200, может работать с переменной скоростью, либо автоматически, либо в ответ на данные от датчиков, поэтому обработка компонентов на инструментальной пластине 400 может быть оптимизирована. Например, с учетом окружающей температуры в теплоотражающем устройстве 200, измеряемой термометром, транспортировочную систему 300 можно ускорять/замедлять или приостанавливать перед входом в теплоотражающее устройство 200, так что достигается оптимальное плавление удерживающего элемента 52 и/или пучков 21 щетинок на инструментальной пластине 400. С изменением скорости транспортировочной системы 300 и возможностью регулировки настроек температуры теплоотражающего устройства 200 путем регулировки температуры излучения или регулировки расстояния между инструментальной пластиной или удерживающими элементами и нагревательными элементами, процесс плавления может быть оптимизирован для улучшенного устойчивого плавления. Кроме того, благодаря удержанию тепла в теплоотражающем устройстве и отражению тепла в рабочую зону может быть обеспечен более экономичный процесс изготовления, снижающий энергетические затраты при изготовлении.
[0047] На ФИГ. 8 показан способ 500 изготовления одной или более головок 10 щеток, описанный или иным образом предусмотренный в настоящем документе. На этапе 510 способа изготовления, представленного на ФИГ. 8, предусмотрен держатель 50 пучков, имеющий по меньшей мере один удерживающий элемент 52, как показано на ФИГ. 2. На схематическом виде в продольном разрезе, показанном на ФИГ. 2, каждый из указанных по меньшей мере одного удерживающих элементов 52 содержит по меньшей мере одно отверстие 51, проходящее через него. Держатель 50 пучков имеет ближнюю сторону 53 и дальнюю сторону. В варианте осуществления, показанном на ФИГ. 2, удерживающий элемент 52 имеет более одного отверстия 51.
[0048] На этапе 512 способа предусмотрен по меньшей мере один пучок 21 щетинок, каждый из которых содержит множество прядей 22 щетинок. Пучок (пучки) 21 щетинок имеют форму и размеры, отражающие форму и размер соответствующего отверстия 51 в удерживающих элементах 52, в которые будет вставлен пучок 21 щетинок.
[0049] На этапе 520 способа по меньшей мере один пучок 21 щетинок вставляют в отверстие(я) 51 в удерживающем элементе(ах) 52. Как показано на ФИГ. 2, каждый из пучков 21 щетинок имеет ближний конец 23 и свободный конец 25, причем ближний конец 23 содержится в удерживающем элементе 52.
[0050] На этапе 530 способа держатель 50 пучков, имеющий удерживающий элемент(ы) 52, содержащий пучки 21 щетинок, перемещают в теплоотражающее устройство 200 для плавления компонентов, которые при охлаждении создают часть 26 головки с ближними концами. В зависимости от материалов, используемых для щетинок 22 и держателя 50 пучков и удерживающих элементов 52, а также от тепла, подаваемого в теплоотражающее устройство 200, часть 26 головки с ближними концами может быть создана путем плавления ближнего конца 23 пучков 21 щетинок; либо часть 26 головки с ближними концами может быть создана путем сплавления ближнего конца 23 пучков щетинок вместе с частью ближней стороны 53 держателя 50 пучков. Было обнаружено, что для того, чтобы удерживающие элементы 52 и пучки 21 щетинок могли сплавиться вместе для образования объединенного блока, они предпочтительно должны быть выполнены из одинакового или аналогичного материала, такого как пластмассы (в частности, пластики АБС-сополимер {акрилонитрилбутадиенстирол} ABS {Acrylonitrile Butadiene Styrene}) или нейлоны (в частности, нейлон {полиамид} PA {polyamide}), термопластичный полимер, такой как полипропилен, или аналогичный материал, или вариантов или комбинаций этих материалов, которые имеют сходный коэффициент плавления, так что они будут плавиться и охлаждаться при аналогичной температуре и скорости. Однако следует понимать, что могут использоваться другие материалы при условии, что они могут плавиться. При охлаждении ближний конец 23 пучков 21 щетинок и ближняя сторона 53 удерживающего элемента 52 будут склеиваться или объединяться вместе, образуя объединенную часть 26 головки с ближними концами. В альтернативном варианте, если удерживающий элемент 52 выполнен из материала с более высоким коэффициентом плавления, чем у материала пучков 21 щетинок, ближний конец 23 пучков щетинок будет сплавляться вместе и образовывать часть 26 головки с ближними концами, который будет удерживать пучок щетинок в удерживающем элементе, но удерживающий элемент не будет плавиться, если температура в теплоотражающем устройстве 200 поддерживается ниже температуры плавления удерживающего элемента 52.
[0051] Теплоотражающее устройство 200 имеет один или более нагревательных элементов 105, расположенных на одной линии или в другой компоновке, размещенных на оптимальном расстоянии от поверхности(ей), подлежащей плавлению. Теплоотражающее устройство 200 также имеет по меньшей мере верхнюю стенку, которая выполнена из теплоотражающей поверхности 210 или имеет ее на своей внутренней части, для отражения тепла от нагревательного элемента(ов) в направлении поверхности, подлежащей плавлению, так что более равномерное тепло подается на компоненты, подлежащие плавлению, и достигается более устойчивое сплавление. Теплоотражающее устройство 200 может также иметь боковые и/или нижние стенки, которые могут быть выполнены из теплоотражающей поверхности 210 или иметь ее на своей внутренней части, чтобы дополнительно удерживать и отражать тепло в направлении поверхности, подлежащей плавлению. Теплоотражающее устройство может также иметь по меньшей мере одно отверстие 220, через которое держатель 50 пучков, имеющий удерживающие элементы 52, содержащие пучки 21 щетинок, может быть вставлен в теплоотражающее устройство 200 для сплавления. Теплоотражающее устройство 200 может также иметь другое отверстие 220 на своей противоположной стороне (не показано), через которое сплавленные компоненты могут выходить из теплоотражающего устройства 200. Кроме того, в некоторых вариантах реализации настоящего изобретения отверстия 220 могут быть также снабжены дверными устройствами 230, которые могут открываться и закрываться для обеспечения возможности входа и выхода удерживающих элементов и пучков щетинок для нагревательной части процесса изготовления. Эти дверные устройства 230 способствуют дополнительному сохранению тепла внутри теплоотражающего устройства 200. В некоторых вариантах реализации настоящего изобретения транспортировочная система 300 перемещает удерживающий элемент(ы) 52 и вставленные пучки 21 щетинок с этапа 520 на теплоотражающее устройство 200, так что этап 530 процесса изготовления, сплавление ближнего конца 23 пучка щетинок, или сплавление ближнего конца 23 пучка щетинок и ближней стороны 53 держателя 50 пучков, имеющего удерживающие элементы 52, можно выполнять в теплоотражающем устройстве 200.
[0052] После образования части 26 головки с ближними концами, на этапе 540 ей дают остыть, что можно выполнять в теплоотражающем устройстве 200 или вне теплоотражающего устройства.
[0053] На этапе 550 способа 500 шейку 40 головки щетки устанавливают так, чтобы поместить основание 42 в надлежащее положение относительно части 26 головки с ближними концами пучков 21 щетинок и удерживающего элемента(ам) 52. Основание 42 располагается непосредственно над частями 26 головки с ближними концами. Основание 42 может быть надлежащим образом размещено, например, с использованием пресс-формы или другого механизма размещения. Эластомерный материал впрыскивают в пространство между основанием 42 и вокруг по меньшей мере участка части 26 головки с ближними концами и удерживающего элемента(ов) 52. Эластомерный материал образует формованную эластомерную матрицу 30, которая охватывает по меньшей мере часть основания 42, удерживающий элемент 52 и часть 26 головки с ближними концами с образованием узла 10 головки щетки, как показано на ФИГ. 1A. Согласно одному варианту осуществления, эластомерная матрица 30 предпочтительно выполнена из гибкого термопластичного эластомера. Этап 550 может быть выполнен на том же или другом производственном оборудовании и сразу после этапа 540 или в более позднее время.
[0054] Следует понимать, что все определения, как они определены и использованы в настоящем документе, контролируемы определениями словаря, определениями в документах, включенных посредством ссылки, и/или обычными значениями определенных терминов.
[0055] Указания на единственное число, используемые в настоящем документе в описании и в формуле изобретения, следует, если явно не указано иное, понимать как означающие «по меньшей мере один».
[0056] Выражение «и/или», используемое в настоящем документе в описании и в формуле изобретения, следует понимать как означающее «один или оба» из элементов, соединенных таким образом, то есть элементов, которые конъюнктивно присутствуют в некоторых случаях и дизъюнктивно присутствует в других случаях. Несколько элементов, перечисленных с использованием термина «и/или», должны быть истолкованы одинаково, то есть «один или более» элементов, соединенных таким образом. При необходимости могут присутствовать другие элементы, отличные от элементов, специально обозначенных посредством термина «и/или», независимо от того, связаны они или не связаны с теми элементами, которые конкретно определены.
[0057] Используемый в настоящем документе в описании и формуле изобретения термин «или» следует понимать как имеющий то же значение, что и термин «и/или», как определено выше. Например, при разделении элементов в списке термины «или» или «и/или» должны быть интерпретированы как включающие, то есть описывающие включение по меньшей мере одного элемента, но также включение более чем одного элемента из числа или списка элементов, и, при необходимости, включение дополнительных неперечисленных элементов. Только те термины, что четко обозначены как противоположные, такие как «только один из» или «точно один из» или, при использовании в формуле изобретения, «состоящий из» будут относиться к включению ровно одного элемента из числа или списка элементов. В целом, используемый в настоящем документе термин «или» должен быть истолкован только как указывающий на исключающие альтернативы (то есть «один или другой, но не оба»), когда ему предшествуют термины исключительности, такие как «либо», «один из», «только один из» или «ровно один из».
[0058] Используемое в настоящем документе в описании и формуле изобретения выражение «по меньшей мере один» в отношении списка из одного или более элементов следует понимать как означающий по меньшей мере один элемент, выбранный из любого одного или более элементов из списка элементов, но не обязательно включающий по меньшей мере один из всех без исключения элементов, специально указанных в списке элементов, и не исключающий любые комбинации элементов из списка элементов. Это определение также допускает, что при необходимости могут присутствовать элементы, отличные от элементов, конкретно определенных в списке элементов, к которым относится выражение «по меньшей мере один», независимо от того, связаны они или не связаны с теми элементами, которые конкретно определены.
[0059] Следует также понимать, что, если явно не указано иное, в любых способах, заявленных в настоящем документе, которые включают в себя более одного этапа или действия, порядок этапов или действий способа не обязательно ограничен порядком, в котором изложены этапы или действия способа.
[0060] В формуле изобретения, а также в приведенном выше описании все переходные выражения, такие как «содержащий», «включающий», «несущий», «имеющий», «охватывающий», «относящийся», «удерживающий», «составленный из» и т.п., следует понимать как неисчерпывающие, то есть означающие «включающий, но не ограниченный ими». Только переходные выражения «состоящий из» и «состоящий по существу из» должны считаться закрытыми или полузакрытыми переходными выражениями, соответственно.
[0061] Хотя несколько вариантов реализации настоящего изобретения были описаны и проиллюстрированы в настоящем документе, специалисты в данной области техники способны легко предвидеть множество других средств и/или структур для выполнения функции и/или получения результатов и/или одного или более из описанных в настоящем документе преимуществ, причем каждое из таких изменений и/или модификаций можно полагать находящимся в пределах объема вариантов реализации изобретения, описанных в настоящем документе. В целом, специалисты в данной области техники легко поймут, что все параметры, размеры, материалы и конфигурации, описанные в настоящем документе, предназначены лишь для примера и что фактические параметры, размеры, материалы и/или конфигурации будут зависеть от конкретного применения или применений, для которого используют настоящее изобретение. Специалисты в данной области техники распознают или смогут установить, используя не более чем обычные эксперименты, множество эквивалентов конкретных вариантов реализации изобретения, описанных в настоящем документе. Следовательно, следует понимать, что вышеизложенные варианты реализации представлены только в качестве примера и что в пределах объема прилагаемой формулы изобретения и ее эквивалентов варианты реализации изобретения могут быть реализованы на практике иначе, чем конкретно описано и заявлено. Варианты реализации настоящего изобретения в соответствии с настоящим изобретением направлены на каждую отдельную особенность, систему, изделие, материал, набор и/или способ, описанные в настоящем документе. Кроме того, любая комбинация двух или более таких признаков, систем, изделий, материалов, комплектов и/или способов, если такие признаки, системы, изделия, материалы, комплекты и/или способы не являются взаимно несовместимыми, включена в объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ С ИСПОЛЬЗОВАНИЕМ ФОРМОВАННОГО ДЕРЖАТЕЛЯ ПУЧКОВ И ОПОРНОЙ ПЛАСТИНЫ, А ТАКЖЕ ГОЛОВКА ЩЕТКИ | 2018 |
|
RU2770726C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ | 2018 |
|
RU2769363C2 |
| ГОЛОВКА ЩЕТКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2787861C2 |
| ШТАМПОВАННЫЕ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ ШТАМПОВАНИЕМ | 2018 |
|
RU2783791C2 |
| УЗЕЛ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2781101C2 |
| Головка электрической зубной щётки | 2021 |
|
RU2840186C1 |
| УЗЕЛ ЧИСТЯЩЕЙ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2711868C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2014 |
|
RU2677062C1 |
| БЛОК ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2717582C2 |
| КОНСТРУКЦИИ ГОЛОВКИ ЗУБНОЙ ЩЕТКИ | 2016 |
|
RU2721512C2 |
Изобретение относится к способам изготовления узла головки щетки с пучками щетинок, удерживаемых в эластомерной матрице. Способ (500) изготовления головки (10) щетки включает следующие этапы. Выполняют вставку (520) ближнего конца (23) по меньшей мере одного пучка (21) щетинок в отверстие (51) по меньшей мере одного держателя (50) пучков. Приводят в действие теплоотражающее устройство (200), имеющее по меньшей мере один нагревательный элемент (105) и по меньшей мере одну теплоотражающую поверхность (210). Размещают (530) по меньшей мере один держатель пучков с вставленным по меньшей мере одним пучком щетинок в теплоотражающем устройстве (200), имеющем по меньшей мере один нагревательный элемент (105) и по меньшей мере одну теплоотражающую поверхность (210). Направляют тепло от указанного по меньшей мере одного нагревательного элемента к указанному по меньшей мере одному держателю пучков с вставленным по меньшей мере одним пучком щетинок для по меньшей мере частичного сплавления ближнего конца по меньшей мере одного пучка щетинок с созданием части головки с ближними концами и охлаждают (540) сплавленную часть головки с ближними концами. Техническим результатом является более эффективный и действенный нагрев концов пучка щетинок для достижения более равномерного плавления и улучшения сцепления щетинок друг с другом, а в некоторых вариантах реализации также и с удерживающими элементами. 2 н. и 13 з.п. ф-лы, 16 ил.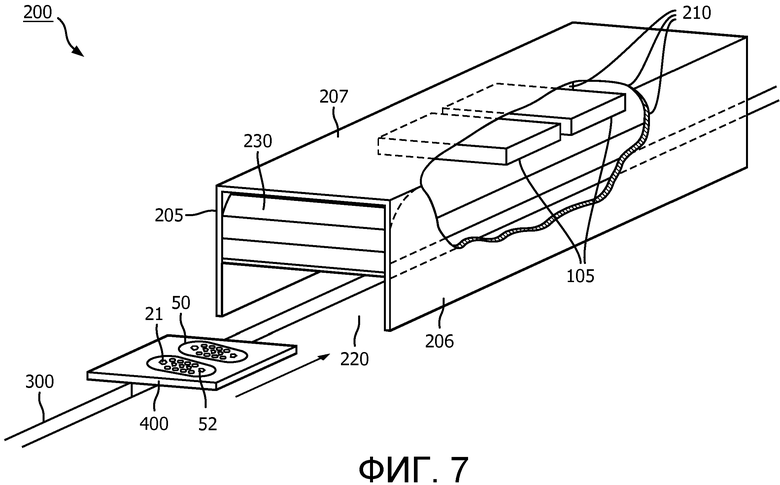
1. Cпособ (500) изготовления головки (10) щетки, включающий следующие этапы:
выполнение вставки (520) ближнего конца (23) по меньшей мере одного пучка (21) щетинок в отверстие (51) по меньшей мере одного держателя (50) пучков; приведение в действие теплоотражающего устройства (200), имеющего по меньшей мере один нагревательный элемент (105) и по меньшей мере одну теплоотражающую поверхность (210);
размещение (530) по меньшей мере одного держателя пучков с вставленным по меньшей мере одним пучком щетинок в теплоотражающем устройстве (200), имеющем по меньшей мере один нагревательный элемент (105) и по меньшей мере одну теплоотражающую поверхность (210);
направление тепла от указанного по меньшей мере одного нагревательного элемента к указанному по меньшей мере одному держателю пучков с вставленным по меньшей мере одним пучком щетинок для по меньшей мере частичного сплавления ближнего конца по меньшей мере одного пучка щетинок с созданием части головки с ближними концами и охлаждение (540) сплавленной части головки с ближними концами.
2. Способ по п. 1, в котором по меньшей мере один держатель пучков размещают на инструментальной пластине (400) перед размещением в теплоотражающем устройстве.
3. Способ по п. 1, в котором по меньшей мере один элемент для удерживания пучков щетинок и пучки щетинок выполнены из одинаковых материалов или из материалов, имеющих такую же температуру плавления, так что сплавление на этапе (530) размещения приводит к частичному сплавлению и объединению ближнего конца (23) по меньшей мере одного пучка щетинок и по меньшей мере части ближней стороны (53) удерживающего элемента (52) вместе с созданием части (26) головки с ближними концами.
4. Способ по п. 2, в котором нагревательный элемент или по меньшей мере одна теплоотражающая поверхность выполнен или выполнена с возможностью, по меньшей мере, частичной регулировки по высоте и/или углу относительно по меньшей мере одной инструментальной пластины или по меньшей мере одного держателя пучков в пределах теплоотражающего устройства.
5. Способ по п. 1, в котором нагревательный элемент представляет собой источник тепла с горячим воздухом или спиральный нагревательный элемент с электроприводом.
6. Способ по п. 1, в котором температура тепла, генерируемого нагревательным элементом, является управляемой и регулируемой.
7. Способ по п. 2, в котором теплоотражающее устройство имеет форму прямоугольного корпуса, имеющего по меньшей мере три соединенные и смежные стороны, для, по меньшей мере, частичного удержания тепла, генерируемого нагревательным элементом.
8. Способ по п. 7, в котором теплоотражающее устройство дополнительно имеет по меньшей мере одно отверстие (220), выполненное с возможностью использования для вставки в теплоотражающее устройство или удаления из него по меньшей мере одной инструментальной пластины или держателя пучков с вставленным по меньшей мере одним пучком щетинок, для способствования дополнительному сохранению тепла, генерируемого нагревательным элементом, в теплоотражающем устройстве.
9. Способ по п. 8, в котором теплоотражающее устройство дополнительно имеет по меньшей мере одну дверцу (230), выполненную с возможностью использования по меньшей мере в одном отверстии, выполненном с возможностью открытия для вставки в теплоотражающее устройство или удаления из него по меньшей мере одной инструментальной пластины или держателя пучков с вставленным по меньшей мере одним пучком щетинок, для способствования дополнительному сохранению тепла, генерируемого нагревательным элементом в теплоотражающем устройстве.
10. Способ по п. 2, в котором этап размещения по меньшей мере одной инструментальной пластины или по меньшей мере одного держателя пучков в пределах теплоотражающего устройства выполняют транспортным механизмом (300), выполненным с возможностью перемещения по меньшей мере одной инструментальной пластины или по меньшей мере одного держателя пучков снаружи от теплоотражающего устройства во внутреннюю часть теплоотражающего устройства.
11. Способ по п. 10, в котором этап охлаждения сплавленной части головки с ближними концами выполняют посредством перемещения по меньшей мере одной инструментальной пластины или по меньшей мере одного держателя пучков из внутренней части теплоотражающего устройства наружу от теплоотражающего устройства.
12. Теплоотражающее устройство (200) для сплавления ближнего конца (23) пучка щетинок для осуществления способа по п.1, содержащее:
по меньшей мере один нагревательный элемент (105);
по меньшей мере одну теплоотражающую поверхность (210) для отражения тепла от указанного по меньшей мере одного нагревательного элемента в направлении по меньшей мере одной инструментальной пластины (400) или по меньшей мере одного держателя (50) пучков, используемых для удерживания по меньшей мере одного пучка (21) щетинок и по меньшей мере одного удерживающего элемента (52), используемых в головке щетки;
и в котором обеспечено направление тепла от указанного по меньшей мере одного нагревательного элемента и тепла, отраженного от указанной по меньшей мере одной теплоотражающей поверхности (210), к указанной по меньшей мере одной инструментальной пластине или держателю пучков для, по меньшей мере, частичного сплавления ближнего конца (23) по меньшей мере одного пучка щетинок для создания части (26) головки с ближними концами для закрепления по меньшей мере одного пучка (21) щетинок в удерживающем элементе.
13. Устройство по п. 12, дополнительно содержащее транспортный механизм (300) для перемещения по меньшей мере одной инструментальной пластины или по меньшей мере одного держателя пучков в теплоотражающее устройство и из него.
14. Устройство по п. 12, дополнительно содержащее:
первую боковую стенку (205), имеющую первую теплоотражающую поверхность (210);
вторую боковую стенку (206), имеющую вторую теплоотражающую поверхность (210);
верхнюю стенку (207), расположенную между первой боковой стенкой и второй боковой стенкой, причем верхняя стенка имеет третью теплоотражающую поверхность (210); и
по меньшей мере одно отверстие (220), расположенное между первой боковой стенкой и второй боковой стенкой, причем по меньшей мере одно отверстие функционально выполнено с возможностью приема по меньшей мере одной инструментальной пластины или по меньшей мере одного держателя пучков.
15. Устройство по п. 14, в котором по меньшей мере одно отверстие содержит дверное устройство (230).
| WO 2013186674 A1, 09.12.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ ЩЕТИННОЕ ИЗДЕЛИЕ | 1995 |
|
RU2139670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННОЙ СТРУКТУРЫ НА НОСИТЕЛЕ | 2003 |
|
RU2320481C2 |
| US 4637660 A, 20.01.1987 | |||
| DE 19538621 A1, 24.04.1997 | |||
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СКЛАДКИ | 2010 |
|
RU2534973C2 |

