ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к пресс-форме для пульпы, предназначенной для формования объемных изделий из пульпы, которые могут быть использованы для множества приложений. Более конкретно, изделия формуются с использованием волокнистой пульпы, содержащей смесь, главным образом, волокон и жидкости. Волокнистую пульпу помещают в пресс-форму, и часть жидкости выводят и получают конечное изделие из волокнистого материала.
УРОВЕНЬ ТЕХНИКИ
Упаковки из формованной пульпы используются во многих областях и создают благоприятное для окружающей среды решение вопроса об упаковках, которые биологически разрушаются. Изделия из формованной пульпы часто используются как защитные упаковки для потребительских товаров, таких как, например, мобильные телефоны, оборудование для компьютеров, DVD-плейеры, а также других товаров электроники и других изделий, которые нуждаются в защите посредством упаковки. Кроме того, изделия из формованной пульпы могут быть использованы в пищевой промышленности как оболочки для гамбургеров, чашки для жидкого содержимого, обеденные тарелки и т.д. Кроме того, изделия из формованной пульпы могут быть использованы для создания структурной основы легких многослойных панелей или других легких несущих конструкций. Форма этих изделий часто сложна, и во многих случаях они имеют короткое время присутствия на рынке. Кроме того, изготавливаемые серии могут быть относительно малой величины, поэтому низкая стоимость изготовления пресс-формы для пульпы является достоинством, так же как быстрый и экономически эффективный способ изготовления формы. Другим аспектом является внутренняя структурная прочность изделий. Обычные изделия, отформованные из пульпы, часто ограничиваются упаковочными материалами, так как они имеют недостатки по сравнению с изделиями, выполненными, например, из пластика. Кроме того, было бы желательно создать формованное изделие из пульпы с гладкой поверхностной структурой.
В традиционных линиях формования пульпы, например, представленных в патенте США №6210531, используется содержащая волокна пульпа, которая подается в пресс-форму, например, с помощью вакуума. Волокна удерживаются проволочной сеткой, наложенной на формующую поверхность пресс-формы, и часть воды отсасывается через пресс-форму обычно путем размещения источника вакуума на дне формы. После этого пресс-форму слегка прижимают к охватывающей дополняющей части (охватывающая часть), и в конце этого прижатия вакуум в пресс-форме может быть заменен мягкой продувкой воздухом, и в то же время вакуум прикладывается к дополняющей инверсной форме, таким образом, обеспечивая переход отформованного изделия из пульпы к дополняющей охватывающей части. На следующем этапе отформованное изделие из пульпы передается на ленту конвейера, которая доставляет это изделие в печь для сушки. Перед окончательной сушкой отформованного изделия из пульпы твердое содержимое (как определяется международным стандартом ISO 287) согласно обычному способу составляет около 15-20%, и впоследствии твердое содержимое возрастает до 90-95%. Так как твердое содержимое довольно мало перед вхождением в печь, изделие имеет тенденцию изменения своей формы и размера благодаря силам усадки, и, кроме того, в изделии сохраняются структурные напряжения. И, так как форма и размер изменяются в процессе сушки, часто необходимо "последующее прессование" изделия, таким образом, с обеспечением предпочтительной формы и размеров. Это, однако, создает искажения и деформационные недостатки в конечном продукте. Кроме того, процесс сушки требует большое количество энергии.
Обычные пресс-формы для пульпы, которые используются в вышеописанном процессе, обычно создаются путем использования основного тела, покрытого проволочной сеткой на формовочной поверхности. Проволочная сетка препятствует отсосу волокон через пресс-форму, но позволяет выходить воде. Основное тело традиционно создается путем соединения алюминиевых блоков, имеющих просверленные отверстия для прохода воды и, таким образом, достигается предпочтительная форма. Проволочная сетка обычно добавляется к основному телу посредством сварки. Однако это сложно, требует много времени и средств. Кроме того, отпечаток от проволочной сетки, а также пятна от сварки часто видны в поверхностной структуре конечного продукта, создавая нежелательную шероховатость его поверхности. Кроме того, способ наложения проволочной сетки накладывает ограничения на сложность форм для охватывающей части пресс-формы, делая невозможным создание некоторых конфигураций в форме.
В Европейских патентных документах ЕР 0559490 и ЕР 0559491 представлена матрица пресс-формы для пульпы, предпочтительно содержащая стеклянные шарики для создания пористой структуры, и также упоминается, что могут быть использованы агломерированные частицы. Опорный слой с частицами, имеющими средние размеры между 1-10 мм, покрыт формующим слоем с частицами, имеющими средние размеры между 0,2-1,0 мм. Основное в этой известной технологии состоит в создании слоя, где вода может удерживаться посредством капиллярного притяжения и посредством использования удержанной воды, чтобы создать обратный поток в матрице пресс-формы для предотвращения засорения пресс-формы волокнами. Этот процесс, однако, усложнен.
Патент США №6451235 предлагает устройство и способ для формования изделий из пульпы с использованием двух этапов. На первом этапе осуществляют мокрую формовку предварительно волокнистого изделия, которое на втором этапе нагревают и прессуют под большим давлением. Пресс-форма для пульпы выполнена из твердого металла, имеющего просверленные дренажные каналы для отвода жидкости.
Патент США №5603808 предлагает пресс-форму для пульпы, где один вариант имеет пористую основную структуру, покрытую металлическим покрытием, содержащим квадратные отверстия от 0,1 мм до 2,0 мм.
Патент США №6582562 описывает пресс-форму для пульпы, способную выдерживать высокую температуру.
Все известные способы, относящиеся к производству пресс-форм, включая вышеописанные способы, имеют некоторые недостатки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью изобретения является создание пресс-формы, которая устраняет или, по меньшей мере, минимизирует некоторые из недостатков, упомянутых выше. Это достигается созданием пресс-формы для формования изделий из волокнистой пульпы, содержащей агломерированную формующую поверхность и проницаемую основную структуру, где формующая поверхность содержит, по меньшей мере, один слой из агломерированных частиц со средним диаметром в пределах 0,01-0,19 мм, предпочтительно в диапазоне 0,05-0,18 мм. Это создает преимущество, заключающееся в том, что внешний слой формующей поверхности имеет тонкую структуру с малыми порами, чтобы создать из формованной пульпы изделие с гладкой поверхностью и удерживать волокна между охватывающей и охватываемой частями пресс-формы, препятствуя их вхождению в эти же части пресс-формы, и, в то же время, позволяя жидкости или парам жидкости выходить.
Согласно дальнейшим аспектам изобретения:
- пресс-форма из пульпы имеет теплопроводность в пределах 1-1000 Вт/(м°С) предпочтительно, по меньшей мере, 10 Вт/(м°С), более предпочтительно, по меньшей мере, 40 Вт/(м°С), что обеспечивает преимущество, заключающееся в том, что тепло может передаваться формовочным поверхностям во время этапа прессования, чтобы проводить прессование при повышенной температуре, что ведет к желаемому испарению жидкости в материале пульпы. Это испарение помогает отсасывать жидкость через части пресс-формы и помогает равномерно распределять давление по формующим поверхностям, и, таким образом, формуемая пульпа оказывается равномерно сжатой;
- проницаемая основная структура содержит агломерированные частицы, имеющие средние диаметры, которые больше, чем частицы в формующей поверхности, предпочтительно, по меньшей мере, на 0,25 мм, предпочтительно, по меньшей мере, на 0,35 мм, более предпочтительно, по меньшей мере, на 0,45 мм, и имеющие средние диаметры меньше, чем 10 мм, предпочтительно, меньше, чем 5 мм, более предпочтительно, меньше, чем 2 мм, что обеспечивает преимущества с основной структурой, имеющей высокую проницаемость для жидкости, чтобы дать возможность жидкости и пару выходить из формованной пульпы, и основной структурой, имеющей высокую внутреннюю прочность, чтобы выдерживать давление, действующее на основную структуру во время этапов прессования;
- проницаемый опорный слой, содержащий агломерированные частицы, размещен между основной структурой и формующей поверхностью, где частицы опорного слоя имеют средний диаметр меньше, чем средний диаметр агломерированных частиц в основной структуре, и больше, чем средний диаметр агломерированных частиц в формующей поверхности, что обеспечивает преимущество, заключающееся в том, что опорный слой может минимизировать пустоты в частях пресс-формы, предохраняя от того, чтобы формующая поверхность не провалилась в пустоты, и если разница размеров между агломерированными частицами основной структуры и агломерированными частицами формующей поверхности очень велика, добавляется опорный слой, чтобы создать плавный переход от малых частиц формовочного слоя к большим частицам основной структуры и, таким образом, используя размеры частиц между этими двумя крайними значениями, что минимизирует пустоты, созданные между слоями из-за различия в размерах;
- пресс-форма для пульпы имеет общую пористость, по меньшей мере, порядка 8%, предпочтительно, по меньшей мере, 12%, более предпочтительно, по меньшей мере, 15%, и пресс-форма для пульпы имеет общую пористость меньше, чем 40%, предпочтительно, меньше, чем 35%, более предпочтительно, меньше, чем 30%, что обеспечивает преимущество, заключающееся в том, что жидкость и испарившаяся жидкость могут покинуть пресс-форму для пульпы;
- чтобы подавать тепло к пресс-форме имеется источник тепла, который обеспечивает преимущество, заключающееся в том, что формовочные поверхности могут нагреваться во время формовки;
- дно пресс-формы для пульпы, в основном, гладкое и свободное от больших пустот, приспособлено, чтобы передавать приложенное давление, что обеспечивает поверхность, пригодную для передачи тепла, и обеспечивает преимущество устойчивости формы конструкции пресс-формы для пульпы. Под большими пустотами понимаются пустоты, большие, чем полости дренажных каналов, описанные ниже, например, пресс-форма с рельефной формой имеет большую пустоту;
- к дну пресс-формы присоединена нагревательная пластина, которая содержит всасывающие отверстия, что обеспечивает преимущество, заключающееся в том, что тепло может передаваться пресс-форме для пульпы, таким образом, нагревая формовочную поверхность, и источник разрежения может осуществлять всасывание на формовочной поверхности;
- пресс-форма для пульпы имеет, по меньшей мере, один привод, присоединенный к ее дну, что обеспечивает преимущество, заключающееся в том, что охватывающая часть и охватываемая часть пресс-формы для пульпы могут быть сжаты вместе;
- пресс-форма для пульпы может выдерживать температуру, по меньшей мере, 400°С, что обеспечивает преимущество, заключающееся в том, что пресс-форма может быть нагрета, по меньшей мере, до 400°С во время работы;
- пресс-форма для пульпы содержит, по меньшей мере, один, предпочтительно много дренажных каналов, что обеспечивает преимущество, заключающееся в том, что дренаж жидкости и испаренной жидкости в пресс-форме для пульпы может быть увеличен;
- дренажный канал имеет первый диаметр у дна пресс-формы и третий диаметр на пересечении между основной структурой и опорным слоем, который существенно меньше, чем первый диаметр;
- первый диаметр больше или равен второму промежуточному диаметру, и этот второй диаметр больше, чем третий диаметр;
- второй диаметр равен, по меньшей мере, 1 мм, предпочтительно, по меньшей мере, 2 мм, и третий диаметр меньше, чем 500 мкм, более предпочтительно, меньше, чем 50 мкм, более предпочтительно, меньше, чем 25 мкм, наиболее предпочтительно, меньше, чем 15 мкм;
- множество дренажных каналов распределены с плотностью, по меньшей мере, 10 каналов/м2, предпочтительно 2500-500000 каналов/м2, более предпочтительно, меньше, чем 40000 каналов/м2, обеспечивая преимущество, заключающееся в хороших дренажных свойствах;
- на нагревательной пластине расположена, по меньшей мере, одна пресс-форма для пульпы, и эта нагревательная пластина имеет всасывающие отверстия, которые расположены в соответствии с дренажными каналами;
- во время работы охватываемая и охватывающая части пресс-формы сжимают до контакта, и температура формовочной поверхности составляет, по меньшей мере, 200°С, передавая тепло смеси волокон и жидкости, расположенной между этими частями пресс-формы, что создает преимущество, состоящее в том, что большая часть жидкости испаряется, и, благодаря расширению пара, испаренная жидкость выходит через поры пресс-формы;
- могут быть созданы пресс-формы сложных профилей благодаря использованию агломерационной технологии при производстве пресс-форм. Пресс-формы для пульпы могут создаваться с использованием агломерированных пресс-форм из графита или нержавеющей стали. Эти агломерированные пресс-формы легко изготовляются с использованием обычных методов и могут обеспечивать очень сложные формы при низкой стоимости и коротком времени изготовления;
- агломерированная пресс-форма согласно изобретению может быть изготовлена с большой точностью;
- агломерированная пресс-форма согласно изобретению может быть использована 500000 раз с сохранением ее свойств;
- пресс-форма для пульпы может содержать одну или более непроницаемых областей поверхности, содержащих упомянутые агломерированные частицы, причем непроницаемая область поверхности имеет проницаемость, которая значительно ниже, чем проницаемость формующей поверхности;
- если агломерированная пресс-форма находится вне требований по точности, ее можно исправить посредством ее прессования во второй пресс-форме, в которой агломерированная пресс-форма была создана, без потери основных свойств;
- на одной или обеих сторонах изделия из пульпы могут быть созданы поверхностные структуры. Например, на дне обеденной тарелки может быть отформован логотип. Это может быть сделано путем добавления тонкого агломерированного слоя с формой логотипа на одну или обе формовочных поверхности;
- при использовании пресс-формы для пульпы согласно изобретению можно создавать формованное изделие из пульпы с высокой внутренней прочностью;
- гладкие поверхности на обеих сторонах обеспечиваются благодаря тонкой структуре формовочных поверхностей, в сочетании со способностью выдерживать высокое давление и благодаря теплопроводности, делающей возможным прессование при высокой температуре на формовочных поверхностях, делая возможным испарение жидкости, что действует как подушка, которая сглаживает мелкие неровности на формовочных поверхностях;
- разрежение распределяется равномерно, благодаря равномерной пористости пресс-формы;
- давление между формовочными поверхностями становится равномерно распределенным также благодаря эффекту подушки при расширении пара и равномерному всасыванию.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее изобретение описано со ссылками на приложенные чертежи, где:
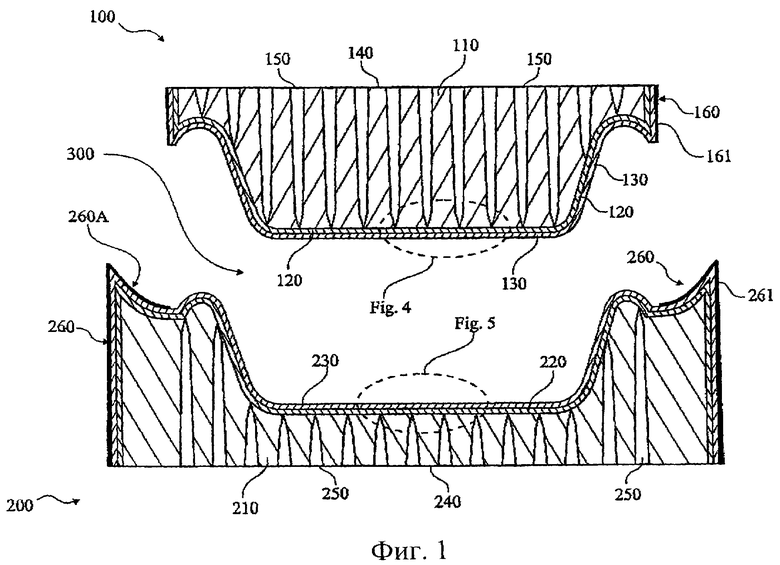
фиг.1 показывает поперечное сечение охватываемой части и взаимодополняющей охватывающей части пресс-формы для пульпы согласно предпочтительному варианту настоящего изобретения в раздельном положении;
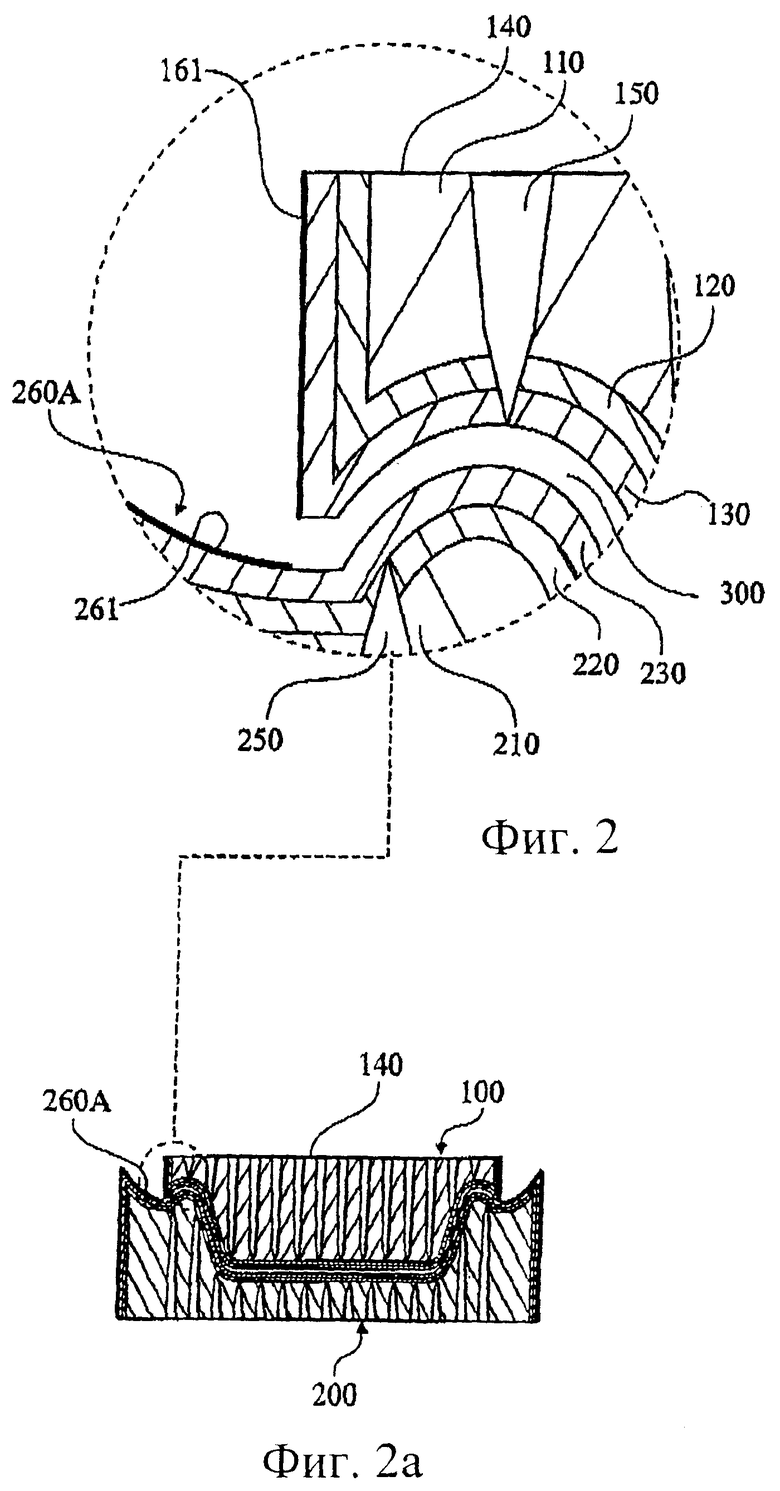
фиг.2 показывает то же, что фиг.1, но в положении формования;
фиг.2а показывает увеличенную часть фиг.2;
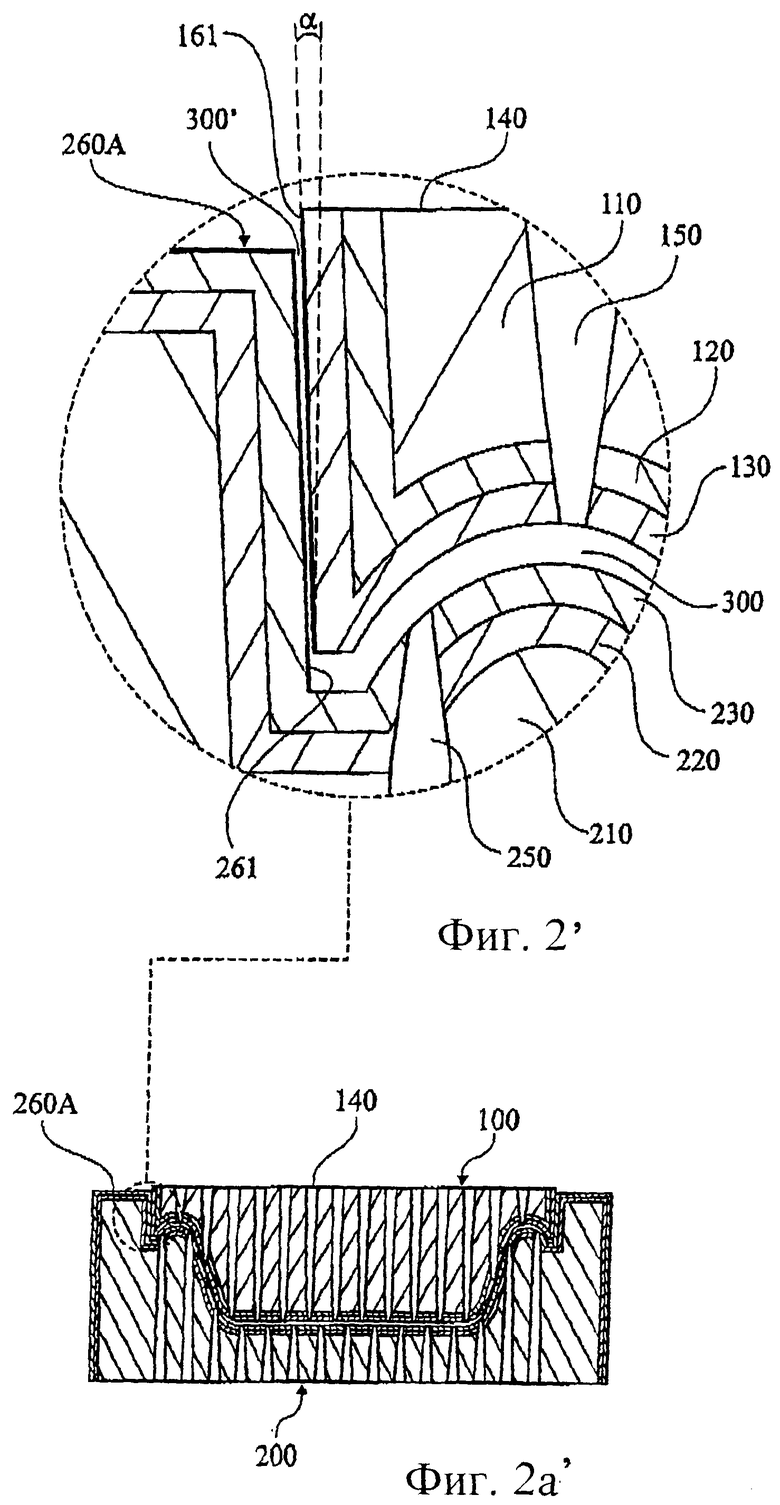
фиг.2' показывает пресс-форму для пульпы в положении формования согласно второму варианту изобретения;
фиг.2а' показывает в увеличенном виде часть фиг.2';
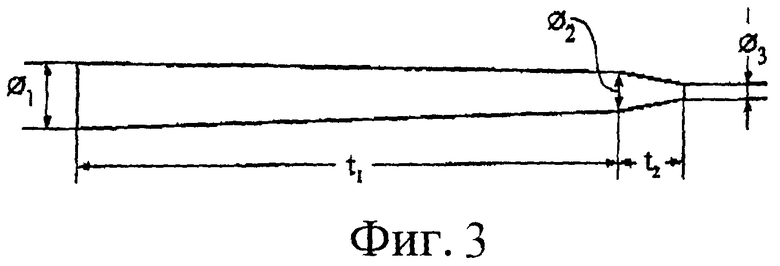
фиг.3 показывает одиночный дренажный канал;
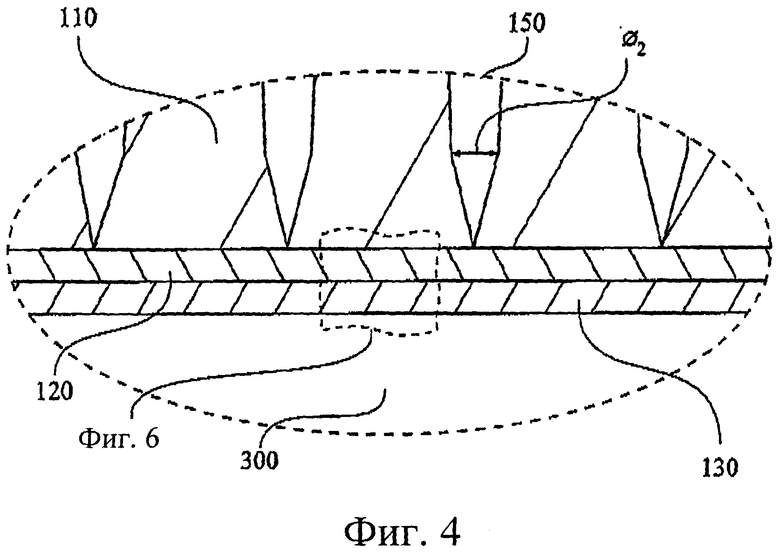
фиг.4 является увеличенным поперечным сечением охватываемой части пресс-формы для пульпы, показанной на фиг.1, показывающим формовочную поверхность с кончиками трех дренажных каналов и верхнюю часть основной структуры;
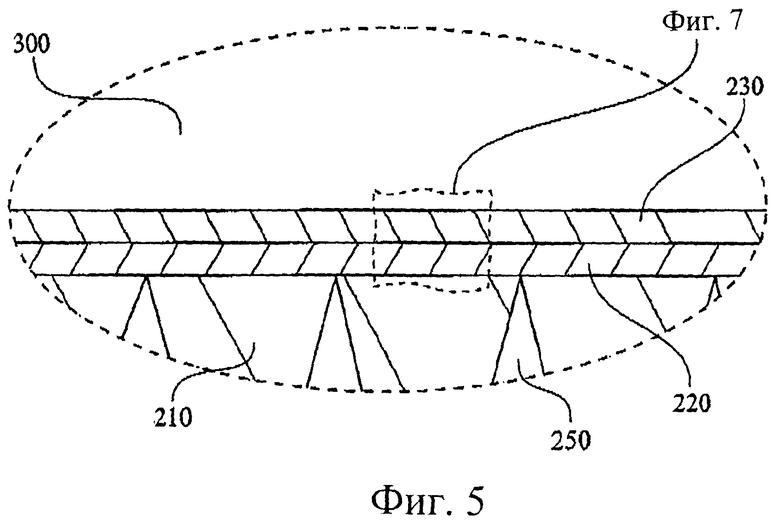
фиг.5 является увеличенным поперечным сечением охватываемой части пресс-формы для пульпы, показанной на фиг.2, показывающим формовочную поверхность с кончиками двух дренажных каналов и верхнюю часть основной структуры;
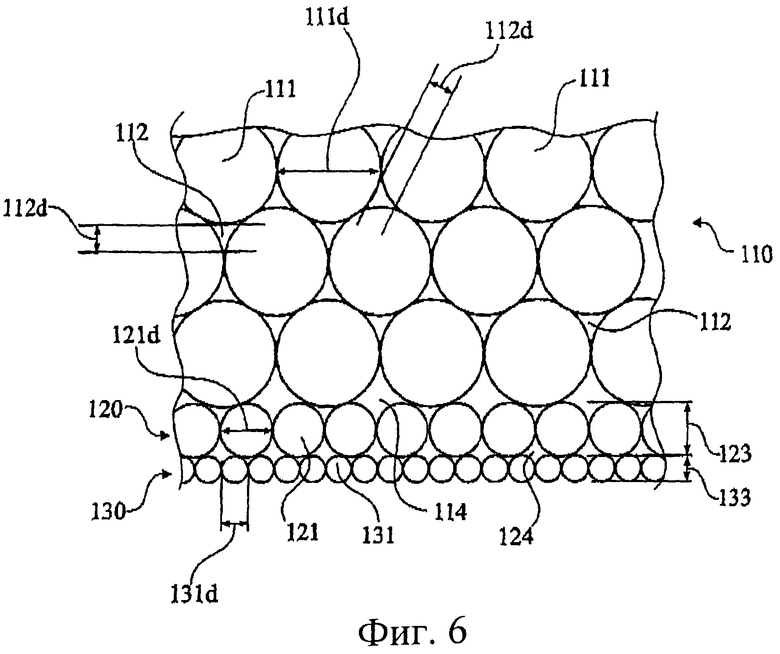
фиг.6 является увеличенным поперечным сечением варианта, показанного на фиг.3, показывающим формовочную поверхность и верхнюю часть основной структуры;
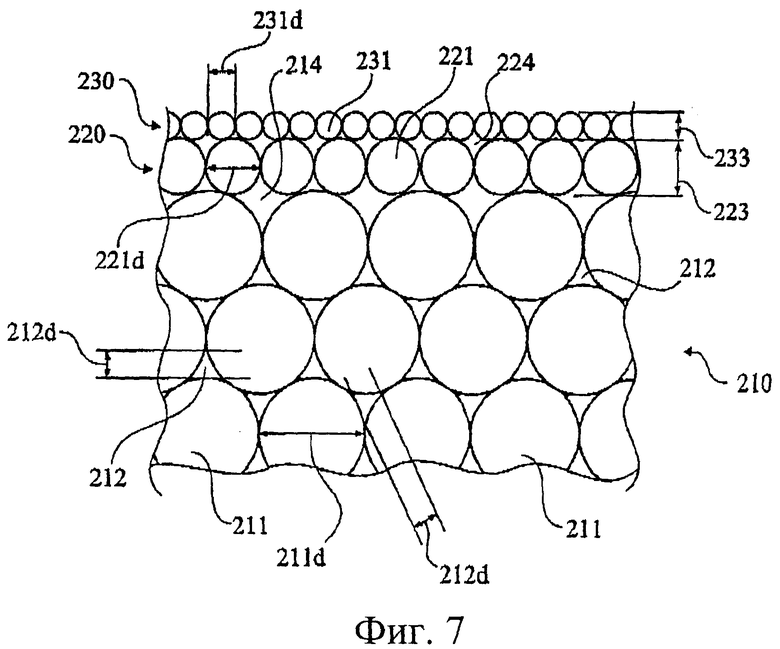
фиг.7 является увеличенным поперечным сечением варианта, показанного на фиг.4, показывающим формовочную поверхность и верхнюю часть основной структуры;
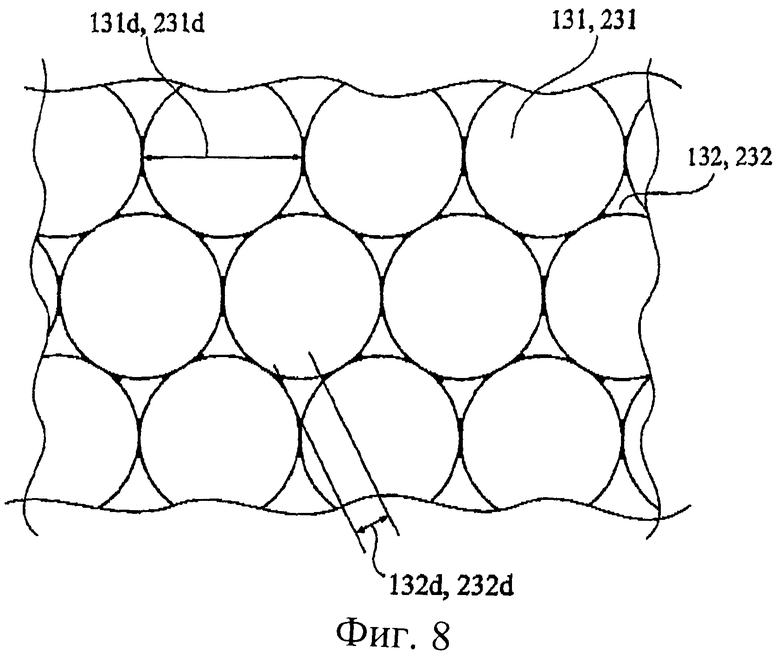
фиг.8 показывает часть формовочной поверхности охватываемой части и охватывающей части пресс-формы для пульпы, если смотреть из формовочного пространства;
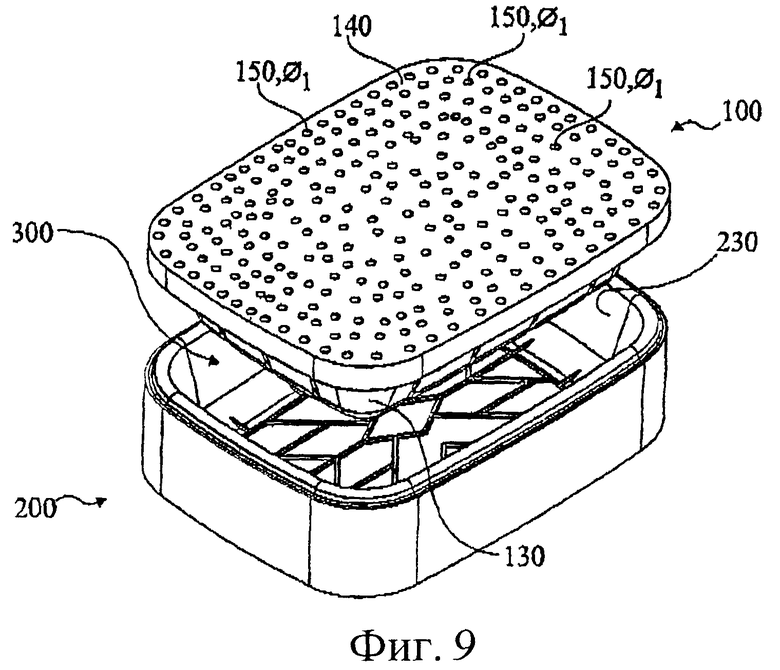
фиг.9 показывает трехмерный чертеж пресс-формы для пульпы согласно настоящему изобретению;
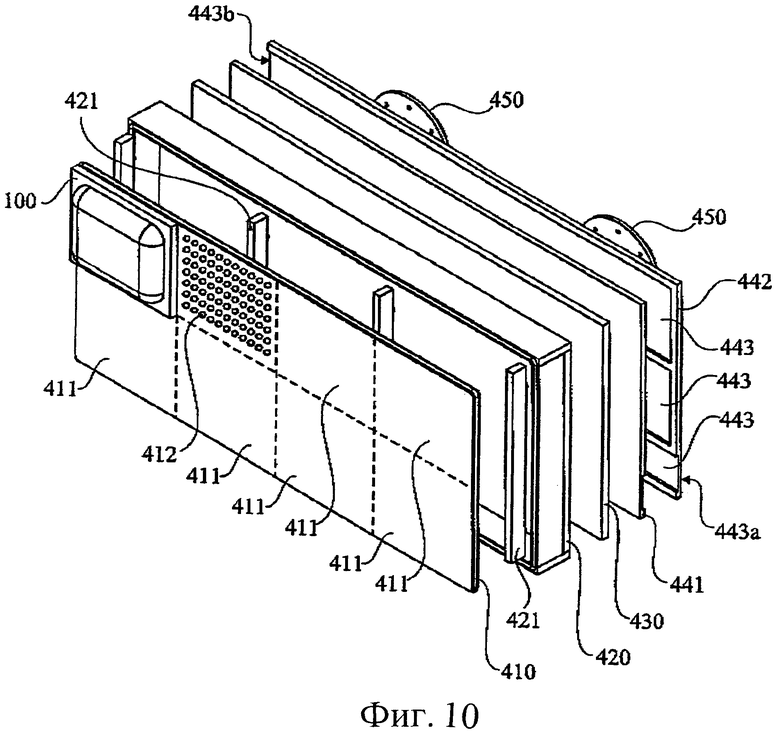
фиг.10 изображает в разобранным виде предпочтительный вариант пресс-формы, объединенной с тепловым и вакуумным всасывающим оборудованием, согласно изобретению.
ПОДРОБНОЕ ОПИСАНИЕ
Фиг.1 показывает поперечное сечение охватываемой части 100 и взаимодополняющей охватывающей части 200 пресс-формы для пульпы согласно предпочтительному варианту настоящего изобретения. Как охватываемая часть 100, так и охватывающая часть 200 изготовлены согласно одинаковым принципам. Между частями 100, 200 пресс-формы расположено формовочное пространство 300, в котором во время работы формуется формуемая пульпа. Основная структура 110, 210 образует основные тела пресс-формы 100, 200. На основной структуре 110, 210 расположен опорный слой 120, 220. На опорном слое 120, 220 находится формовочная поверхность 130, 230. Формовочная поверхность 130, 230 окружает формовочное пространство 300. Источник 410 тепла (см. фиг.10), источник 420 разрежения, использующий пониженное давление, и, по меньшей мере, один привод (не показан) для прижатия охватывающей части 200 и охватываемой части 100 друг к другу, расположены на дне 140, 240 основной структуры 110, 210. Предпочтительно части 100, 200 пресс-формы имеют хорошую теплопроводность, чтобы передавать тепло формовочным поверхностям 130, 230. Предпочтительно также, что основная структура 110, 210 является стабильной структурой, способной выдерживать высокое давление (как давление, приложенное через дно 140, 240, так и давление, вызванное образованием пара в пресс-форме) без деформирования или потери устойчивости, и в то же время имеющей пропускную способность для жидкости и пара. Более конкретно, предпочтительно, чтобы пропускные свойства облегчали дренаж жидкости и пара из влажной пульпы внутри формовочного пространства 300 во время работы пресс-формы 100, 200. Предпочтительно также, чтобы пресс-форма для пульпы имела общую пористость, по меньшей мере, 8%, предпочтительно, по меньшей мере, 12%, более предпочтительно, по меньшей мере, 15%, и в то же время, чтобы выдерживать рабочее давление, предпочтительно, чтобы общая пористость была меньше, чем 40%, предпочтительно, меньше, чем 35%, более предпочтительно, меньше, чем 30%. Общая пористость определяется как плотность пористой структуры, деленная на плотность однородной структуры того же объема и материала, что и пористая структура. Пропускные свойства увеличиваются посредством множества дренажных каналов 150, 250. Предпочтительно, чтобы каналы 150, 250 были в виде усеченного конуса и имели заостренные концы, направленные к пересечению между основной структурой 110, 220 и опорным слоем 120, 220, например, чтобы каналы 150, 250 настоящего варианта имели форму гвоздя с острым концом, обращенным к формовочному пространству 300.
Как следует из фиг.1, все части пресс-формы 100, 200 имеют мелкие частицы, которые образуют опорный слой 130, 230. Однако не все части поверхности используются для создания изделия из пульпы, то есть имеются периферийные поверхности 160, 260, которые не будут использоваться для создания этого изделия. Как следствие, эти поверхности 160, 260 предпочтительно имеют проницаемость, которая существенно меньше, чем проницаемость формовочных поверхностей 130, 230. В предпочтительном варианте это достигается наложением тонкого непроницаемого слоя 161, 261, имеющего соответствующие свойства, например, любой вид краски, имеющей достаточную прочность, чтобы поддерживать свою непроницаемость при рабочих условиях (высокая температура, вибрация, давление и т.д.). В альтернативном случае этот непроницаемый слой 161, 261 может быть достигнут машинной обработкой в заводских условиях, например, путем приложения высокого давления к этим поверхностям 160, 260, чтобы получить уплотненный поверхностный слой 160, 260, благодаря чему поры будут закрыты. Конечно, могут быть использованы другие способы получения таких непроницаемых поверхностей 160, 260, если результатом их применения будет непроницаемая поверхность 160, 260.
На фиг.2, 2а показано положение двух половин 100, 200 пресс-формы во время операции горячего формования под давлением. Как можно видеть, между поверхностями 130, 230 пресс-формы образовано формовочное пространство 300, которое составляет около 0,8-1 мм, предпочтительно в диапазоне 0,5-2 мм. Как может быть видно, поверхности 160, 260А, которые не используются для создания изделия из пульпы, имеют тонкий непроницаемый слой 161, 261, нанесенный на них. Как можно видеть на фиг.2а, верхний дренажный канал 150 оканчивается, где формовочная поверхность 130 граничит с формовочным пространством 300, а нижний дренажный канал 250 оканчивается между формовочной поверхностью 230 и опорным слоем 220. Дренажные каналы 150, 250 могут иметь заостренное окончание где-либо в промежутке от границы между основной структурой 110, 210 и опорным слоем 120, 220 до границы между формовочной поверхностью 130, 230 и формовочным пространством 300.
В этой связи можно упомянуть, что возможные выступающие сгустки волокон на верху уклона 260А могут легко быть устранены путем использования водяной струи, например, соответственно сформированной водяной струи, которая отогнет выступающие сгустки волокон на формовочную поверхность 230, находящуюся под вакуумом, так что они прилипнут к остальной части полотна волокон.
На фиг.2', 2а' согласно второму варианту изобретения показано положение двух половин 100, 200 пресс-формы во время процесса горячего формования под давлением. Как можно видеть, между формовочными поверхностями 130, 230 образовано формовочное пространство 300, около 1 мм, предпочтительно 0,5-2 мм. Как можно также видеть из фиг.2', соответствующие поверхности 161, 261 половин 100, 200 пресс-формы создают существенно меньший промежуток 300', чем формовочное пространство 300. Сопрягающиеся поверхности 161, 261 несколько наклонены влево, как показано, на угол α, чтобы облегчить введение охватываемой части 100 в охватывающую часть 200. Также можно видеть, что донная поверхность 140 охватываемой части находится выше уровня верхней части 260А охватывающей части, т.е. образован промежуток между опорной нагревательной пластиной 410 (см. фиг.10) охватываемой части 100 и охватывающей частью 200, который осуществим благодаря схеме согласно предложенному способу, где приложенное давление может непосредственно передаваться телу из пульпы, т.е. посредством формовочных поверхностей 130, 230. Другими словами, обычно нет необходимости во внешних опорных средствах (хотя они могут быть полезны в некоторых случаях), чтобы устанавливать положение половин 100, 200 пресс-формы во время прессования. Согласно варианту, показанному на фиг.2', конструкция обеспечивает использование относительно острой кромки между горизонтальной поверхностью 260А и вертикальной поверхностью 261, чтобы срезать возможные сгустки волокон, которые выступают за пределы формующей поверхности 130, 160 охватываемой части 100. Как можно видеть из фиг.2', 2а', концы дренажных каналов 150, 250 расположены у границы между формующей поверхностью 130, 230 и формующим пространством 300. В зависимости от реального варианта изобретения заостренные концы каналов 150, 250 могут быть расположены где-либо в промежутке от границы между основной структурой 110, 210 и опорным слоем 120, 220 до границы между формующей поверхностью 130, 230 и формующим пространством 300.
Фиг.3 показывает дренажный канал 150, 250. Диаметр ⌀1 является диаметром каналов 150, 250 на дне 140, 240 пресс-формы 100, 200. Основная часть 151, 251 каналов 150, 250 слегка отклоняется от диаметра ⌀1 к диаметру ⌀2. Соотношение между диаметром ⌀1 и диаметром ⌀2 таково, что, по меньшей мере, ⌀1≥⌀2, и предпочтительно ⌀1>⌀2. Диаметр ⌀2 предпочтительно превышает 2 мм, предпочтительно 3 мм, т.е. предпочтительно достаточно велик, чтобы предотвратить капиллярное притяжение. Форма основной части t1 каждого канала 150, 250 зависит от толщины пресс-формы 100, 200 и поэтому изменяется согласно требуемой форме формованного изделия из пульпы. Верхняя часть t2 каждого канала 150, 250 имеет диаметр ⌀2, который предпочтительно резко уменьшается до диаметра ⌀3 на границе между основной структурой 110, 210 и опорным слоем 120, 220. Диаметр ⌀3 предпочтительно близок к нулю и, по меньшей мере, меньше, чем 500 мкм, предпочтительно меньше, чем 50 мкм, более предпочтительно, меньше, чем 25 мкм, наиболее предпочтительно, меньше, чем 15 мкм. Соотношение между диаметром ⌀3 и диаметром ⌀3 предпочтительно ⌀2>⌀3, и наиболее предпочтительно ⌀2>>⌀3. В варианте фиг.1 и 2 диаметр ⌀2 был принят 3 мм, ⌀3 был принят 10 мкм и длина t2 верхней части была принята 10 мм. Если бы конец дренажного канала располагался на границе между формовочной поверхностью 130, 230 и формовочным пространством 300 и сам канал составлял угол наклона к формовочной поверхности 130, 230 более 40°, следовало бы использовать дренажный канал 150, 250 без конического верха, т.е. чтобы ⌀2=⌀3, чтобы обеспечить заостренное отверстие в направлении формовочного пространства 300. Другой способ обеспечить остроконечное отверстие в направлении формовочного пространства 300, когда формовочная поверхность 130, 230 имеет крутой наклон, состоит в том, чтобы увеличить длину t2 верхней части. Если дренажные каналы расположены так, что их концы находятся на границе между формовочной поверхностью 130, 230 и формовочным пространством 300, отверстия ⌀3 множества дренажных каналов 150, 250 у формовочной поверхности 130, 230 предпочтительно очень малы, чтобы помешать волокнам, содержащимся в формовочном пространстве 300, попадать в пресс-форму 100, 200, а также создать гладкую результирующую поверхностную структуру отформованного изделия из пульпы, образованного в формовочном пространстве. Одна из задач остроконечных концов каналов 150, 250 состоит в том, чтобы мешать жидкости течь назад к отформованному изделию из пульпы после того, как сняты давление и вакуум, из-за сопротивления потоку, создаваемого сужающимся каналом. Волокна из целлюлозы обычно имеют среднюю длину 1-3 мм и средний диаметр между 16-45 мкм. Предпочтительно диаметр дренажных каналов 150, 250 возрастает постепенно от отверстий ⌀3 к диаметру ⌀2 и далее до диаметра ⌀1 каналов 150, 250. Множество каналов 150, 250 варианта на фиг.1 и 2 распределены с плотностью 10000 каналов/м2. Обычно плотность находится в промежутке от 100-500000 каналов/м2, и более предпочтительно, в промежутке 2500-40000 каналов/м2.
Фиг.4 и 5 являются увеличенными поперечными сечениями соответственно на фиг.1 и фиг.2, показывающими формовочную поверхность 130, 230, поверхностный слой 120, 220 и верхнюю часть основной структуры 110, 210. Как можно видеть, каждый дренажный канал 150, 250 пронизывает основную структуру 110, 210 и имеет заостренный конец на границе между основной структурой 110, 210 и опорным слоем 120, 220. В зависимости от реального варианта изобретения дренажные каналы 150, 250 могут иметь заостренные концы где-либо в промежутке от границы между основной структурой 110, 210 и опорным слоем 120, 220 до границы между формовочной поверхностью 130, 230 и формовочным пространством 300.
Фиг.6 и 7 являются увеличенными поперечными сечениями соответственно фиг.4 и 5, показывающими формовочную поверхность 130, 230, опорный слой 120, 220 и верхнюю часть основной структуры 110, 210. Как можно видеть на чертежах, формовочная поверхность 130, 230 содержит агломерированные частицы 131, 231, имеющие средний диаметр 131d, 231d, образующие один тонкий слой. Толщина формовочной поверхности обозначена через 133, 233, и в показанном варианте, так как формовочная поверхность 130, 230 содержит один слой из частиц, толщина 133, 233 формовочной поверхности 130, 230 равна среднему диаметру 131d, 231d. Предпочтительно агломерированный металлический порошок 131, 231 со средним диаметром 131d, 231d между 0,01-0,18 мм используется на формовочной поверхности 130, 230. (В показанном варианте для создания формовочной поверхности 130, 230 был использован агломерированный металлический порошок 131, 231 типа Callo 25 фирмы Callo AB. Этот металлический порошок может быть получен в фирме CALLO AB POPPELGATAN 15, 571 39 NASSJO, SWEDEN). CALLO 25 являются сферическими частицами металлического порошка с размерами в интервале 0,09-0,18 мм и теоретическим размером пор около 25 мкм и порогом фильтрации около 15 мкм. Специалисту в области порошковой металлургии понятно, что интервал размеров частиц включает меньшие величины частиц, т.е. на 5-10% меньше соответственно больших частиц, это, однако, производит только краевой эффект на процесс фильтрации. Химический состав Callo 25 содержит 89% меди и 11% олова. Как пример, агломерированная структура, использующая Callo 25 и агломерированная до плотности 5,5 г/см3 и пористости 40 объемных процентов, имела бы следующие характеристики: предел прочности 3-4 кПа/мм2, удлинение 4%, коэффициент теплового расширения 18·10-6, удельная теплоемкость при 293К равна 335 Дж/(кг·К), максимальную рабочую температуру в нейтральной атмосфере 400°С. Таким образом, в показанном варианте толщина 133, 233 формовочной поверхности 130, 230 находится в пределах 0,09-0,18 мм. Обычно формовочная поверхность 130, 230 содержит агломерированные частицы 131, 231, по меньшей мере, в одном слое, но наиболее предпочтительно, только в одном слое. Как можно видеть из чертежей, опорный слой 120, 220 содержит агломерированные частицы 121, 221, имеющие средний диаметр 121d, 221d.
Толщина опорного слоя обозначена 123, 233, и в показанном варианте, так как опорный слой содержит один слой частиц, толщина 123, 223 опорного слоя равна среднему диаметру 121d, 221d. (В показанном варианте для создания опорного слоя 120, 220 был использован агломерированный металлический порошок 121, 221 типа Callo 50 фирмы Callo AB. Этот металлический порошок может быть получен из CALLO AB POPPELGATAN 15, 571 39 NASSJO, SWEDEN). Callo 50 являются сферическими металлическими частицами с размером частиц между 0,18-0,25 мм и теоретическим размером пор около 50 мкм и порогом фильтрации около 25 мкм. Химический состав Callo 50 представляет 89% меди и 11% олова. В качестве примера, агломерированная структура, использующая Callo 50 и агломерированная до плотности 5,5 г/см3 и пористости 40 объемных процентов, имела бы следующие характеристики: предел прочности 3-4 кПа/мм2, удлинение 4%, коэффициент теплового расширения 18·10-6, удельная теплоемкость при 293К равна 335 Дж/(кг·К), максимальная рабочая температура в нейтральной атмосфере 400°С. Таким образом, в показанном варианте толщина 123, 223 опорного слоя 120, 220 находится в промежутке 0,18-0,25 мм. Опорный слой 120, 220 может отсутствовать, особенно, если разница размеров между агломерированными частицами 131, 231 формующей поверхности 130, 230 достаточно мала, т.е. функция опорного слоя 120, 220 состоит в том, чтобы увеличивать прочность пресс-формы, т.е. обеспечивать, чтобы формующая поверхность 130, 230 не проваливалась в пустоты 114, 214, 124, 224. Если разница размеров между агломерированными частицами 111, 211 основной структуры 110, 210 и агломерированными частицами 131, 231 формовочной поверхности 130, 230 очень велика, опорный слой 120, 220 может содержать несколько слоев, где размер агломерированных частиц 121, 221 постепенно увеличивается, чтобы улучшить прочность, т.е. предотвратить структурную неустойчивость из-за пустот между слоями.
Основная структура 110, 210 показанного варианта содержит агломерированный металлический порошок 111, 211 Callo 200 фирмы Callo AB. Callo 200 является металлическим порошком из сферических частиц с размерами в пределах 0,71-1,00 мм и теоретическим размером пор около 200 мкм и порогом фильтрации около 100 мкм. Химический состав Callo 200 содержит 89% меди и 11% олова. В качестве примера агломерированная структура, использующая Callo 200 и агломерированная до плотности 5,5 г/см3 и пористости 40 объемных процентов, будет иметь следующие характеристики: предел прочности 3-4 кПа/мм2, удлинение 4%, коэффициент теплового расширения 18·10-6, удельная теплоемкость при 293К равна 335 Дж/(кг·К), максимальная рабочая температура в нейтральной атмосфере 400°С. Поры 112, 212 основной структуры 110, 210 в первом варианте имеют теоретический размер 112d, 212d порядка 200 мкм, позволяя жидкости и пару выходить через пористую структуру.
Фиг.8 показывает часть формовочной поверхности 130, 230, если смотреть из формовочного пространства 300. Формовочная поверхность 130, 230 содержит агломерированные частицы 131, 231, имеющие средний диаметр 131d, 231d. Поры 132, 232 формовочной поверхности 130, 230 имеют теоретический размер 132d, 232d. В вышеописанном варианте теоретический размер пор 132d, 232d составляет около 25 мкм. Поры 132, 232 предпочтительно достаточно малы, чтобы препятствовать волокнам целлюлозы попадать во внутренность пресс-формы 100, 200, но в то же время, позволяя жидкости и пару выходить через поры 132, 232. Волокна из целлюлозы обычно имеют среднюю длину порядка 1-3 мм и средний диаметр между 16-45 мкм.
Фиг.9 показывает трехмерное изображение пресс-формы 100, 200 согласно настоящему изобретению. Донные отверстия ⌀1 каналов 150 охватываемой части 100 показаны на чертеже. На дне 140, 240 основной структуры могут быть размещены источник тепла, источник разрежения, использующий пониженное давление, и, по меньшей мере, один привод для прижатия охватываемой части 100 к охватывающей части 200. Например, может быть использована нагревательная металлическая пластина для передачи тепла плоскому дну 140, 240.
Фиг.10 изображает нагревательное и вакуумное всасывающее устройство 400 для предпочтительного варианта в разобранным видом. На опорной нагревательной пластине 410 находится несколько охватываемых частей 100. Конечно, это же устройство 400 может использоваться для прикрепления охватывающей части 200 пресс-формы. Опорная нагревательная пластина 410 разделена на несколько участков 411, где в предпочтительном варианте может быть помещено до 8 пресс-форм 100, 200 вплотную друг к другу. Конечно, изобретение никоим образом не ограничивается этим числом, но в некоторой степени зависит от внешних производственных факторов, находящихся за пределами настоящего изобретения, т.е. площадь поверхности пластины 410 может быть увеличена или уменьшена, и/или площадь дна пресс-формы 100 может таким же образом быть увеличена или уменьшена. Пластина 410 содержит множество всасывающих отверстий 412, которые соединены с вакуумной камерой 420. Каждая охватываемая часть 100 имеет плоскую нижнюю поверхность 140, что, как показано ниже, может быть достигнуто механической обработкой. Машинная обработка агломерированной пористой поверхности вызывает засорение отверстий пор. Благодаря дренажным отверстиям 150 это не имеет отрицательного влияния на процесс, так как достаточная рабочая поверхность достигается посредством дренажных отверстий, несмотря на засорение пор на дне 140 охватываемых частей 100 пресс-форм. Напротив, будет показано, что это скорее преимущество настоящего изобретения. Пластина 410 содержит множество всасывающих отверстий 412, и они предпочтительно расположены с обеспечением сопряжения с отверстиями ⌀1 дренажных каналов около дна охватываемой части 100 пресс-формы. Так как поверхность дна между дренажными каналами 150 соприкасается со сплошной частью пластины 410, не будет происходить всасывания через отверстия 112 пор у поверхности 140 дна в данном варианте. Засорение пор 112 у поверхности 140 дна является достоинством, благодаря тому факту, что эта область находится в контакте со сплошной частью пластины 410, и, следовательно, тепло лучше передается к закрытой машинной обработкой поверхности 140, и, таким образом, к охватываемой части 100 пресс-формы. Те же принципы, что и изложенные выше, можно реализовать для охватывающей части 200 пресс-формы, прикрепленной к устройству 400. На нижней части пластины 410 расположена вакуумная камера 420. Пространственные элементы 421 предназначены для поддержки пластины 410 и предотвращения ее изгибных деформаций, возникающих из-за отрицательного давления в вакуумной камере 420. Ко дну камеры 420 прикреплена изоляционная пластина 430. Задачей пластины 430 является предотвращение передачи тепла от пластины 410 дальше к оборудованию, участвующему в процессе. Изоляционная пластина предпочтительно выполнена из материала с низкой теплопроводностью. Охлаждающий элемент 440 состоит из первой 441 и второй 442 охлаждающих пластин. На нижней стороне первой охлаждающей пластины 441 и передней стороне второй охлаждающей пластины 442 посредством механической обработки образован охлаждающий канал 443, имеющий отверстия 443а, 443b. Жидкость может течь в канал 443 или из него через отверстия 443а, 443b. Охлаждающий канал 443 имеет извилистую форму от первого отверстия 443а ко второму отверстию 443b. К нижней стороне охлаждающего элемента 440 присоединены крепежные устройства 450. Эти устройства 450 используются для крепления устройства 400 к устройству для прессования (не показано).
Согласно предпочтительному варианту пресс-форма изготовляется следующим образом. Для агломерационного процесса используется основная пресс-форма (не показана), по существу, известная в настоящее время, например, выполненная из синтетического графита или нержавеющей стали. Использование графита дает определенное преимущество в некоторых случаях, так как он чрезвычайно стабилен в широких температурных пределах, т.е. тепловое расширение очень ограничено. С другой стороны, нержавеющая сталь может быть предпочтительной в других случаях, т.е. в зависимости от конфигурации пресс-формы, так как нержавеющая сталь имеет тепловое расширение, которое подобно тепловому расширению агломерированного тела (например, в основном, содержащего бронзу), так что во время охлаждения (после агломерации) агломерированное тело и основная пресс-форма сокращаются, по существу, одинаково. В основной пресс-форме создают формовочную поверхность, соответствующую формовочной поверхности 130, 230, а также неформовочным поверхностям 160, 260 пресс-формы (которые должны быть созданы), причем формовочная поверхность может быть создана многими различными способами, известными в технике, например путем обычной механической обработки. Так как желательна очень гладкая поверхность пресс-формы, отделка поверхности формующей грани, предпочтительно, должна быть высокого качества. Однако точность, т.е. точное измерение, не должна быть чрезмерно высокой, так как преимущество изобретения состоит в том, что высокое качество формованных изделий из пульпы может быть достигнуто, даже если при создании пресс-формы для пульпы используются умеренные допуски. Как описано выше, первое горячее прессование (при изготовлении формованного изделия из пульпы согласно изобретению) создает род импульсного удара внутри волокнистого материала, заключенного в полости 300 между двумя половинами 100, 200 пресс-формы, что вытесняет свободную жидкость из полотна равномерно, несмотря на возможность изменения толщины полотна, что в результате обеспечивает, по существу, равномерно влажное содержимое внутри всего полотна. Следовательно, можно создать основную пресс-форму с допусками, которые позволяют осуществить экономически эффективную механическую обработку.
Для реального производства пресс-формы 100, 200 на всей части созданной поверхности основной пресс-формы размещают ровный слой очень мелких частиц, который образует поверхность 130, 230; 160, 260 пресс-формы, которая создается присоединением тонкого слоя к основной пресс-форме, который приклеит частицы 131, 231 поверхностного слоя 130, 230; 160, 260. Это может быть достигнуто многими различными способами, например наложением тонкого липкого слоя (например, воска, крахмала и т.д.) на основную пресс-форму, например посредством напыления или наложением его с тканью. Как только липкий слой нанесен, избыточное количество мелких частиц 131, 231 (которые образуют поверхностный слой пресс-формы для пульпы) помещают в пресс-форму. Посредством движения основной пресс-формы, так что избыточное количество частиц 131, 231 попадает на каждую часть поверхности в основной пресс-форме, достигается создание ровного слоя мелких частиц 131, 231 на каждой части поверхности в основной пресс-форме. Этот процесс может быть повторен, чтобы получить следующие слои, например опорные слои 120, 220. На следующей стадии на верху последнего слоя помещают заостренные продолговатые элементы, например гвозди, которые предпочтительно имеют слегка коническую форму. Эти объекты образуют увеличенные каналы 150, 250 в основном теле, что облегчит эффективный дренаж жидкости из массы пульпы и обеспечит сопротивление потоку, препятствующее течению жидкости назад. После этого следующие частицы 111, 211 вводят в основную пресс-форму с образованием основного тела 110, 210 пресс-формы на верху поверхностного слоя 130, 230. Обычно эти последующие частицы имеют большие размеры, чем частицы в поверхностном слое.
Предпочтительно донную поверхность 140, 240 пресс-формы, т.е. поверхность, которая теперь направлена вверх, выравнивают, прежде чем вся основная пресс-форма будет введена в агломерационную печь, где агломерацию выполняют в соответствии с обычной технологией. После охлаждения агломерированное тело 100, 200 затем вынимают из основной пресс-формы, и заостренные объекты вынимают из тела, что особенно легко, если они имеют коническую форму (может быть предпочтительным накладывать "гвозди" на пластину, что обеспечивает введение и удаление "гвоздей" эффективным способом). Наконец, заднюю поверхность пресс-формы 140, 240 предпочтительно обрабатывают механически, чтобы получить полностью плоскую опорную поверхность. Создание плоской поверхности приводит к преимуществам, так как, во-первых, это облегчает точное расположение половин 100, 200 пресс-формы на опорной пластине 410, во-вторых, это обеспечивает передачу приложенного давления равномерно по всей пресс-форме 100, 200, и, наконец, это обеспечивает очень хорошую границу раздела для передачи тепла, например, от опорной пластины 410. Однако понятно, что нет необходимости всегда использовать полностью плоские поверхности, но во многих случаях достаточна, по существу, плоская поверхность, которая получается непосредственно после агломерации.
Кроме того, некоторые части 160, 260 поверхности 130, 230; 160, 260 не используются для создания изделия из пульпы, а именно периферийные поверхности 160, 260, которые не будут использоваться при создании изделия из пульпы. Как следствие, эти поверхности 160, 260 обладают проницаемостью, которая существенно меньше, чем у формовочных поверхностей 130, 230. Как указано выше, это может быть достигнуто наложением тонкого непроницаемого слоя 161, 261, имеющего соответствующие свойства, например, слоя краски, имеющей достаточно продолжительную прочность, чтобы сохранять свойство непроницаемости при использовании в рабочих условиях.
Пресс-форма 100, 200 работает посредством сжатия частей 100, 200 вместе, так чтобы формовочные поверхности 130, 230 были обращены друг к другу. В формовочном пространстве 300 между формовочными поверхностями 130, 230 на одной из формовочных поверхностей 130, 230 помещается влажное волокнистое содержимое предпочтительно посредством всасывания. Пресс-форма 100, 200 может нагреваться во время операции прессования, и результирующая температура на формовочных поверхностях предпочтительно превышает 200°С, наиболее предпочтительно составляет около 220°С. При быстром сжатии пресс-формы для пульпы, с импульсом высокого давления и высокой температурой, значительная часть воды в волокнистом содержимом испаряется, и пар быстро расширяется и стремится покинуть узкую область. Пар может покинуть пресс-форму 100, 200 через поры формовочной поверхности 130, 230, опорную структуру 120, 220, основную структуру 110, 210 и каналы 130, 230.
Средство вакуумного всасывания может еще больше повысить скорость выхода и увеличить количество жидкости и пара, покидающих волокнистое содержимое. Когда пресс-форму 100, 200 снова разделяют на части, отформованное изделие из пульпы, которое было создан из волокнистого содержимого, удерживается на одной из формовочных поверхностей 130, 230 предпочтительно путем разрежения. Возможно также, что в этот момент через противоположную поверхность 230, 130 прикладывается мягкий удар, чтобы гарантировать, что изделие из пульпы выйдет с нужной половиной пресс-формы. При разделении пресс-формы 100, 200 в формовочном пространстве 300 может оказаться отрицательное давление, которое значительно меньше, чем давление прессования. Конические окончания каналов 150, 250 вместе с малыми отверстиями ⌀3, а также различие между размерами пор 132d, 232d в формовочной поверхности 130, 230, размерами пор 122d, 222d опорного слоя 120, 220 и размерами пор 112d, 212d основной структуры 110, 210 действует как сопротивление потоку и ограничение обратному течению в формовочное пространство 300, ограничивая, таким образом, обратное течение в волокнистое содержимое.
Изобретение не ограничивается тем, что описано выше, но может изменяться в границах формулы изобретения.
Конечно, конфигурации охватывающей части 200 и охватываемой части 100 пресс-форм могут отличаться друг от друга. Агломерированные частицы 131, 231 в формовочной поверхности 130, 230 могут отличаться по размерам, т.е. 131d и 231d могут иметь различные значения. Подобным же образом агломерированные частицы 121, 221 в опорном слое 120, 220 могут отличаться по размерам, т.е. 121d и 221d могут иметь различные значения. Таким же образом агломерированные частицы 111, 211 в основной структуре 110, 210 могут отличаться по размерам, т.е. 111d и 211d могут иметь отличающиеся значения. Толщина 133, 233 формующего слоя 130, 230 предпочтительно лежит в пределах 0,01 мм - 1 мм, и для специалиста очевидно, что толщина 133 и толщина 233 могут отличаться друг от друга. Толщины опорного слоя 123, 223 могут также отличаться друг от друга. Следует также понимать, что в некоторых вариантах дренажные каналы 150, 250 могут использоваться только в одной из частей 100, 200 пресс-формы или ни в одной из этих частей. Также пространственное расположение каналов 150, 250 может различаться между частями 100, 200 пресс-формы, так же как размеры параметров ⌀1, ⌀2, ⌀3, t1, t2 и другие характеристики формы каналов 150, 250. Очевидно плотность распределения каналов 150, 250 может также различаться между охватывающей частью 200 и охватываемой частью 100 пресс-формы. Кроме того, специалист поймет, что каналы 150, 250 могут отличаться по размерам и форме в отдельной части 100, 200 пресс-формы. Кроме того, формующая поверхность 130, 230 может содержать частицы из разных материалов, с разной формой и размерами и может быть разделена на различные сегменты, каждый из которых содержит определенный тип частиц. Подобным же образом опорный слой 120, 220 может содержать частицы из разных материалов, с разной формой и размерами и может содержать различные существенные слои, например, каждый существенный слой содержит определенный тип частиц. Например, опорный слой 120, 220 может содержать несколько слоев, где размер агломерированных частиц 121, 221 постепенно увеличивается от самых малых частиц, прилегающих к формовочной поверхности 120, 220, до самых больших частиц, прилегающих к основной структуре 110, 210. Аналогично основная структура 110, 210 может содержать частицы из разных материалов, с разной формой и размерами и может быть разделена на разные существенные слои, содержащие каждый определенный тип частиц. Форма агломерированных частиц основной структуры 110, 210, опорного слоя 120, 220 и формовочной поверхности 130, 230 может, например, быть сферической, неправильной, в виде коротких волокон или других форм. Материалом агломерированных частиц может, например, быть бронза, сплав на основе никеля, титан, сплав на основе меди, нержавеющая сталь и т.д. Кроме того, следует понимать, что форма пресс-формы 100, 200 определяется требуемой формой изделия из волокна, и что приведенные варианты служат лишь примером. Так как части пресс-формы 100, 200 производятся с использованием технологии агломерации, могут быть созданы очень сложные формы. Например, графитовая форма или форма из нержавеющей стали могут быть использованы для процесса агломерации, и такая графитовая форма или форма из нержавеющей стали могут легко быть изготовлены на заводе с высокой точностью и сложностью формы. Это делает легкой и экономически эффективной проверку альтернативных форм для изделий из волокон. Кроме того, экономически возможными становятся малые производственные серии, благодаря относительно низкой стоимости изготовления пресс-формы 100, 200 согласно настоящему изобретению. Нужно также понимать, что во время работы могут нагреваться обе части 100, 200 пресс-формы, или одна из них, или ни одна. Части 100, 200 пресс-формы могут нагреваться многими способами, нагревательная металлическая пластина 410 может быть прикреплена ко дну 140, 240 пресс-формы 100, 200, горячий воздух может продуваться на пресс-форму 100, 200, нагревательные элементы могут быть добавлены внутри основной структуры 110, 210, нагревать пресс-форму 100, 200 может газовая горелка, может быть использован индукционный нагрев, микроволновое излучение и т.д.
Кроме того, ко дну 140, 240 обеих частей 100, 200 пресс-формы может быть прикреплен источник вакуума, а также ко дну 140, 240 только одной из частей 100, 200 пресс-формы, или ни к одной из частей 100, 200 пресс-формы. Кроме того, источник сжатия пресс-форм 100, 200 может действовать на обе части 100, 200 пресс-формы, или только на одну из частей 100, 200, когда другая часть зафиксирована.
Кроме того, только одна часть 100, 200 пресс-формы может быть использована как одиночное формующее приспособление для создания влажного волокнистого изделия обычным образом, т.е. посредством всасывания и последующей сушки в печи, т.е. без этапов прессования. Кроме того, специалисту понятно, что полости 114, 214, 124, 224 могут быть заполнены частицами соответствующих размеров, в зависимости от технологии изготовления, используемой при создании агломерированной пресс-формы 100, 200. Кроме того, в некоторых случаях может не быть необходимости в том, чтобы самый внешний слой имел такие малые частицы, как формовочная поверхность 130, 230 согласно изобретению. Нужно понимать, что пресс-форма для пульпы согласно изобретению может использоваться без формующего слоя, т.е. опорного слоя 120, 220 на верху основной структуры 110, 210, а также только основной структуры 110, 210 в качестве внешнего слоя. Например, на этапе формования в процессе формования пульпы пресс-форма 100, 200 может иметь большие частицы во внешнем слое, чем на следующих этапах прессования. В зависимости от реального варианта согласно изобретению дренажные каналы 150, 250 могут иметь на заостренном конце отверстие ⌀3 где-либо в промежутке от границы между основной структурой 110, 210 и опорным слоем 120, 220 до границы между формовочной структурой 130, 230 и формовочным пространством 300. Кроме того, при использовании пластины 410 ниже пресс-формы 100, 200, где всасывающие отверстия 412 расположены в соответствии с донными отверстиями ⌀1 каналов 150, 250 очевидно, что предпочтительно, чтобы сопряжение между этими отверстиями являлось тесным насколько это возможно, и, предпочтительно, чтобы каждое всасывающее отверстие 412 всегда сопрягалось с соответствующим донным отверстием ⌀1, но, конечно, изобретение не ограничивается совершенным сопряжением, скорее всасывающие отверстия 412 могут отличаться по диаметру от донных отверстий ⌀1, и количество всасывающих отверстий 412 может быть как больше, так и меньше, чем количество соответствующих донных отверстий ⌀1. Так как пресс-форма 100, 200 предпочтительно создается из металлических частиц, и так как пресс-форма не имеет рельефной формы, т.е. толщина пресс-формы 100, 200 не является постоянной, следующей контуру объекта формования из пульпы, а имеет предпочтительно плоское дно 140, результатом чего является то, что толщина пресс-формы 100, 200 изменяется, в зависимости от формы изделия, формуемого из пульпы, причем пресс-форма способна выдерживать очень высокое давление без деформирования или потери устойчивости, по сравнению с пресс-формой 100, 200, имеющей рельефную форму и/или состоящей из материала меньшей прочности, например стеклянных шариков.
Изобретение относится к пористой пресс-форме, предназначенной для формования объемных изделий из пульпы. Пресс-форма имеет агломерированную формовочную поверхность и проницаемую основную структуру. Формовочная поверхность содержит, по меньшей мере, один слой из агломерированных частиц со средним диаметром в пределах 0,01-0,19 мм предпочтительно в пределах 0,05-0,18 мм. Пресс-форма, способная выдерживать высокое давление без деформирования или потери устойчивости, имеет гладкую формующую поверхность, способную удерживать волокна между частями пресс-формы, но обеспечивающую выход из нее жидкости и пара. 2 н. и 23 з.п. ф-лы, 13 ил.
1. Пресс-форма (100, 200) для пульпы, предназначенная для формования изделий из волокнистой пульпы и имеющая агломерированную формовочную поверхность (130, 230) и проницаемую основную структуру (110, 210), отличающаяся тем, что формовочная поверхность (130, 230) содержит, по меньшей мере, один слой из агломерированных частиц (131, 231) со средним диаметром (131d, 231d) в пределах 0,01-0,19 мм, предпочтительно, в пределах 0,05-0,18 мм.
2. Пресс-форма (100, 200) по п.1, отличающаяся тем, что она имеет теплопроводность в диапазоне 1-100 Вт/(м°С), предпочтительно, по меньшей мере, 10 Вт/(м°С), более предпочтительно, по меньшей мере, 40 Вт/(м°С).
3. Пресс-форма (100, 200) по п.1, отличающаяся тем, что проницаемая основная структура (110, 210) содержит агломерированные частицы (111, 211), средний диаметр (111d, 211d) которых больше, чем средний диаметр частиц формовочной поверхности, предпочтительно, по меньшей мере, на 0,25 мм, предпочтительно, по меньшей мере, на 0,35 мм, более предпочтительно, по меньшей мере, на 0,45 мм, и составляет меньше, чем 10 мм, предпочтительно меньше, чем 5 мм, более предпочтительно меньше, чем 2 мм.
4. Пресс-форма (100, 200) по п.1, отличающаяся тем, что между основной структурой (110, 210) и формующей поверхностью (130, 230) расположен проницаемый опорный слой (120, 220), содержащий агломерированные частицы (121, 221), средний диаметр (121d, 122d) которых меньше, чем средний диаметр (111d, 211d) агломерированных частиц (111, 211) в основной структуре (110, 210).
5. Пресс-форма (100, 200) по п.4, отличающаяся тем, что средние диаметры (121d, 221d) агломерированных частиц (121, 221)в опорном слое (120, 220) больше, чем средний диаметр (131d, 231d) агломерированных частиц (131, 231) в формующей поверхности (130, 230).
6. Пресс-форма (100, 200) по п.1, отличающаяся тем, что она имеет общую пористость, по меньшей мере, 8%, предпочтительно, по меньшей мере, 12%, более предпочтительно, по меньшей мере, 15%, при этом общая пористость пресс-формы (100, 200) меньше, чем 40%, предпочтительно меньше, чем 35%, более предпочтительно меньше, чем 30%.
7. Пресс-форма (100, 200) по п.1, отличающаяся тем, что имеется источник тепла, предназначенный для нагревания пресс-формы.
8. Пресс-форма (100, 200) по п.7, отличающаяся тем, что источник тепла присоединен к ее дну (140, 240).
9. Пресс-форма (100, 200) по п.1, отличающаяся тем, что она имеет источник разрежения, прикрепленный к ее дну (140, 240).
10. Пресс-форма (100, 200) по п.1, отличающаяся тем, что к ее дну (140, 240) прикреплена опорная пластина (410), имеющая всасывающие отверстия (412).
11. Пресс-форма (100, 200) по п.10, отличающаяся тем, что опорная пластина (410) является нагревательной пластиной (410).
12. Пресс-форма (100, 200) по п.1, отличающаяся тем, что она имеет, по меньшей мере, один привод, прикрепленный к ее дну (140, 240).
13. Пресс-форма (100, 200) по п.1, отличающаяся тем, что ее дно (140, 240), по существу, выполнено с возможностью передачи приложенного давления, предпочтительно не имеет больших пустот и предпочтительно является, по существу, плоским.
14. Пресс-форма (100, 200) по п.1, отличающаяся тем, что она способна выдерживать температуру, по меньшей мере, 400°С.
15. Пресс-форма (100, 200) по п.1, отличающаяся тем, что она имеет охватываемую часть (100) и охватывающую часть (200), каждая из которых имеет формовочные поверхности (130, 230), предназначенные для контакта с формуемой пульпой во время прессования и нагревания.
16. Пресс-форма (100, 200) по любому из пп.1-15, отличающаяся тем, что она имеет, по меньшей мере, один, предпочтительно, множество дренажных каналов (150, 250).
17. Пресс-форма (100, 200) по п.16, отличающаяся тем, что дренажный канал (150, 250) имеет первый диаметр (⌀1) у дна (140, 240) пресс-формы (100, 200) для пульпы и третий диаметр (⌀3) в промежутке от места сопряжения основной структуры (110, 210) и опорного слоя (120, 220) до места сопряжения формующей поверхности (130, 230) и формовочного пространства (300), причем третий диаметр (⌀3) значительно меньше, чем первый диаметр (⌀1).
18. Пресс-форма (100, 200) по п.17, отличающаяся тем, что первый диаметр (⌀1) больше второго промежуточного диаметра (⌀2) или равен ему, при этом второй промежуточный диаметр (⌀2) больше, чем третий диаметр (⌀3).
19. Пресс-форма (100, 200) по п.18, отличающаяся тем, что второй диаметр (⌀2) составляет, по меньшей мере, 1 мм, предпочтительно, по меньшей мере, 2 мм, а третий диаметр (⌀3) меньше, чем 500 мкм, предпочтительно меньше, чем 50 мкм, более предпочтительно меньше, чем 25 мкм, наиболее предпочтительно меньше, чем 15 мкм.
20. Пресс-форма (100, 200) по п.16, отличающаяся тем, что дренажные каналы (150, 250) распределены с плотностью, по меньшей мере, 10 каналов/м2, предпочтительно, 2500-500000 каналов/м2, более предпочтительно меньше, чем 40000 каналов/м2.
21. Пресс-форма (100, 200) по п.16, отличающаяся тем, что, по меньшей мере, одна пресс-форма (100, 200) расположена на опорной пластине (410), которая имеет всасывающие отверстия (412), расположенные с обеспечением сопряжения с дренажными каналами (150, 250).
22. Пресс-форма (100, 200) по п.1, отличающаяся тем, что она также содержит, по меньшей мере, одну непроницаемую область (160, 260) поверхности, которая содержит указанные частицы (131, 231) и проницаемость которой, по существу, меньше, чем проницаемость формующей поверхности (130, 230).
23. Применение пресс-формы (100, 200) по любому из предыдущих пунктов в качестве пресс-формы для изготовления трехмерного тела из пульпы.
24. Применение по п.23, отличающееся тем, что охватываемая часть (100) и охватывающая часть (200) пресс-формы для пульпы сжимаются до контакта между ними, по меньшей мере, одна формовочная поверхность (130, 230) нагревается до температуры выше 200°С, и смесь волокон и жидкости помещается между охватывающей частью (200) и охватываемой частью (100) пресс-формы для пульпы.
25. Применение пресс-формы (100, 200) для пульпы по п.24, отличающееся тем, что во время сжатия охватывающей части (200) и охватываемой части (100) пресс-формы часть жидкости испаряется и выходит через части пресс-формы (100, 200).
| ЕР 0559490 A1, 08.09.1993 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| US 3001582 A, 26.09.1961 | |||
| US 6582562 B2, 29.09.1992 | |||
| МАТРИЦА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОЙ МАССЫ | 2003 |
|
RU2232838C1 |
| Устройство для отлива изделий из волокнистой массы | 1975 |
|
SU676183A3 |

