Область, к которой относится изобретение
Настоящее изобретение относится к области изготовления кожухов из композитного материала для газовой турбины, в частности, кожухов для удержания вентилятора газовой турбины авиационных двигателей.
В газовой турбине авиационного двигателя кожух вентилятора выполняет несколько функций: он направляет входной поток воздуха в двигатель, удерживает истираемый материал напротив вершины лопаток вентилятора, удерживает, при необходимости, структуру, поглощающую звуковые волны на входе двигателя, и содержит и поддерживает защитный экран. Последний образует ловушку, удерживающую отходы, такие как вовлеченные объекты или фрагменты неисправных лопаток, отбрасываемые центрифугированием для исключения их попадания в кожух и далее в другие части летательного аппарата.
Обычно удерживающий кожух вентилятора образован относительно тонкой стенкой, ограничивающей входной поток воздуха и удерживающей истираемый материал в направлении траектории вершин лопаток вентилятора и при возможном использовании покрытия для акустической обработки, а также защитной структурой, расположенной на этой стенке с внешней стороны на уровне вентилятора.
Уже было предложено изготовление удерживающего кожуха из композитного материала. Можно, например, обратиться к документу ЕР 1961923, в котором описывается изготовление кожуха из композитного материала c увеличивающейся толщиной, включающего формирование волокнистого элемента жесткости из наложенных один на другой слоев волокнистой структуры и упрочнение волокнистой детали жесткости с помощью основного вещества. Точнее, этот документ предусматривает использование подающей оправки для размещения объемно сплетенной волокнистой структуры, которая затем наматывается наложенными слоями на пропитывающую оправку, профиль которой соответствует профилю изготавливаемого кожуха. Полученная таким образом волокнистая заготовка удерживается на пропитывающей оправке и перед полимеризацией осуществляется пропитка смолой.
На практике использование этого способа ставит проблему перемещения волокнистой структуры от подающей оправки к пропитывающей оправке. На практике перед намоткой необходимо убедиться в правильном направлении волокнистой структуры на пропитывающую оправку. Кроме того, при операции намотки натяжением, прикладываемым к волокнистой структуре, необходимо постоянно управлять. Действительно, это натяжение обуславливает уровень уплотнения слоев волокнистой структуры, наложенных на пропитывающую оправку, и, таким образом, долю волокон в предварительно полученной заготовке.
Следовательно, задачей изобретения является разработка машины для намотки, позволяющей обеспечить перемещение волокнистой структуры от подающей оправки к пропитывающей оправке при одновременном точном размещении волокнистой структуры на пропитывающей оправке и приложение адекватного натяжения намотки.
Сущность изобретения
Задача решается машиной для намотки волокнистой структуры на пропитывающую оправку, содержащей:
подающую оправку, которая предназначена для размещения волокнистой структуры, при этом подающая оправка содержит вал вращения;
пропитывающую оправку, которая предназначена для намотки наложенных один на другой слоев волокнистой структуры, размещенной на подающей оправке, при этом пропитывающая оправка имеет вал вращения, по существу, параллельный валу вращения подающей оправки;
по меньшей мере, электродвигатель для привода во вращение оправок вокруг их соответствующих валов вращения; и
блок управления одним или несколькими электродвигателями для привода во вращения оправок.
Машина для намотки отличается также тем, что она имеет блок управления одним или несколькими электродвигателями для привода во вращение оправок. Благодаря управлению одним или несколькими двигателями можно контролировать натяжение намотки, прикладываемое к волокнистой структуре в процессе ее намотки на пропитывающую оправку. Благодаря контролю этого натяжения намотки и в зависимости от природы волокнистой структуры можно определять и контролировать долю волокон в предварительно полученной заготовке.
Отсюда следует, что машина для намотки хорошо приспособлена для изготовления кожухов из композитного материала для удержания вентилятора для авиационного двигателя. В особенности, работа этой машины может быть полностью автоматизирована, что способствует уменьшению цикла изготовления этих кожухов.
Предпочтительно, блок управления электродвигателями машины для намотки содержит средства контроля тока индукции электродвигателя подающей оправки для намотки волокнистой структуры на пропитывающую оправку путем осуществления на последней контролируемого натяжения.
Предпочтительно, также машина для намотки содержит, кроме того, средства оптического визирования для выравнивания подающей оправки относительно пропитывающей оправки предварительно перед намоткой волокнистой структуры на пропитывающую оправку и для корректировки ошибки выравнивания подающей оправки относительно пропитывающей оправки в процессе упомянутой операции намотки.
Эти средства оптического наблюдения машины для намотки могут содержать систему оптического визирования, размещенную на раме вертикально относительно оправок, при этом визуальный репер размещен на пропитывающей оправке и системе перемещения подающей оправки.
Машина для намотки может содержать, кроме того, дополнительную оправку, предназначенную для хранения волокнистой усилительной ткани, причем дополнительная оправка имеет вал вращения, по существу, горизонтальный и параллельный соответствующим валам вращения оправок, а также электрический двигатель для привода во вращение дополнительной оправки на оси вращения.
Машина для намотки может содержать также нагревательные средства волокнистой структуры предварительно перед ее поступлением на пропитывающую оправку. Нагрев волокнистой структуры перед ее поступлением на пропитывающую оправку позволяет облегчить придание ей формы и ее уплотнение на оправке. Предпочтительно, эти средства нагрева волокнистой структуры содержат узлы нагрева излучением или горячим воздухом, размещенные на пути волокнистой структуры между подающей оправкой и пропитывающей оправкой и напротив каждой стороны структуры.
Кроме того, машина для намотки может содержать средства распыления воды на волокнистую структуру предварительно перед ее подачей на пропитывающую оправку. Распыление воды на волокнистую структуру предварительно перед ее подачей на пропитывающую оправку позволяет также облегчить ее формование на этой оправке и значительно увеличить ее уплотнение в процессе намотки. Предпочтительно, эти средства распыления воды на волокнистую структуру содержат рампу, несущую несколько распыляющих воду сопел, расположенных вертикально над приемной оправкой.
Изобретение касается также использования машины для намотки, описанной выше, для изготовления кожуха из композитного материала для газовой турбины.
Краткое описание чертежей
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
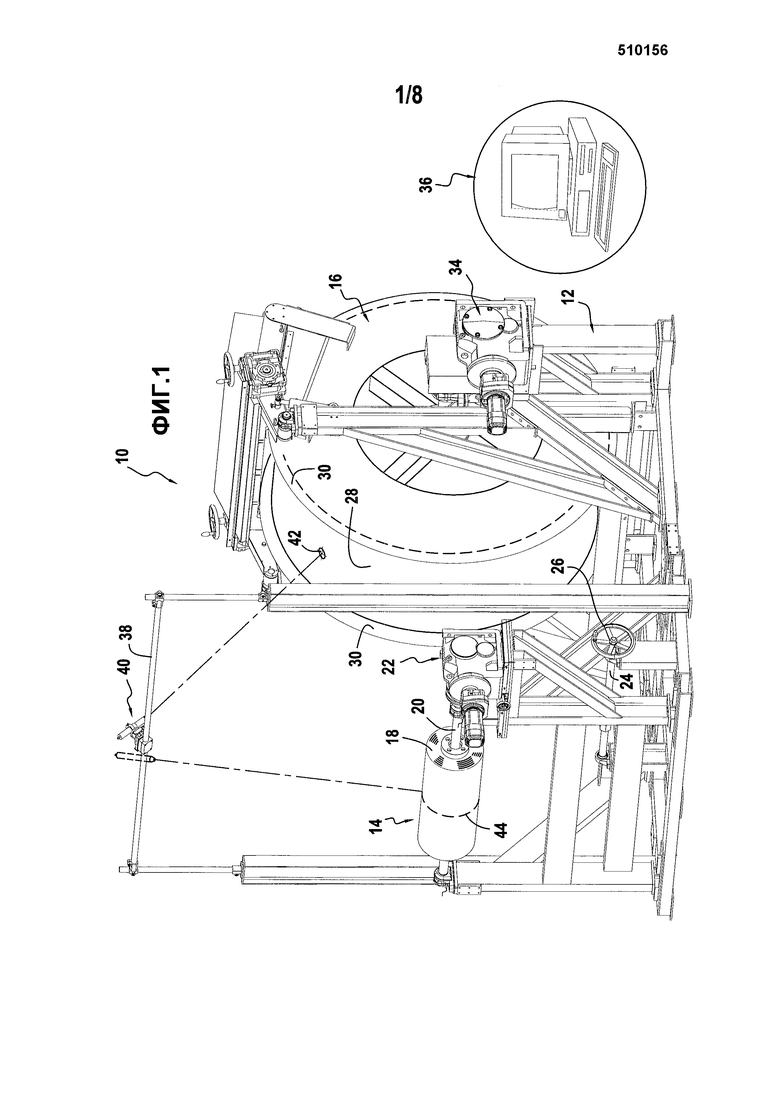
- фиг.1 изображает вид в изометрии машины для намотки по изобретению;
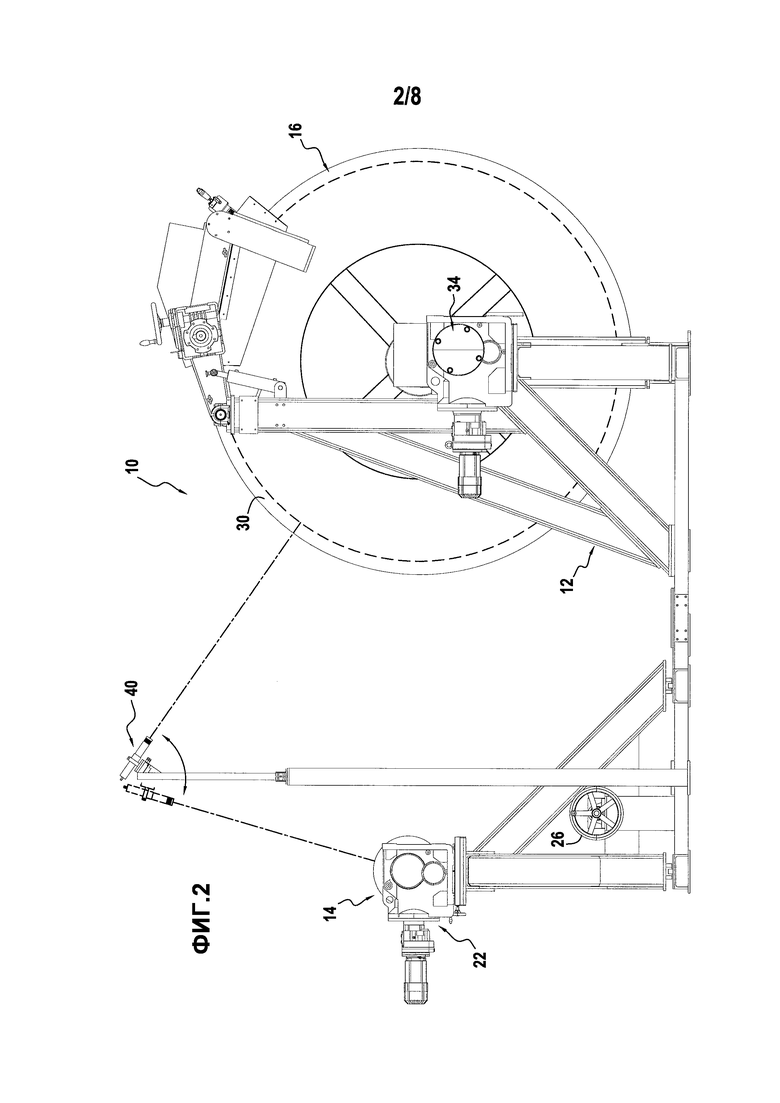
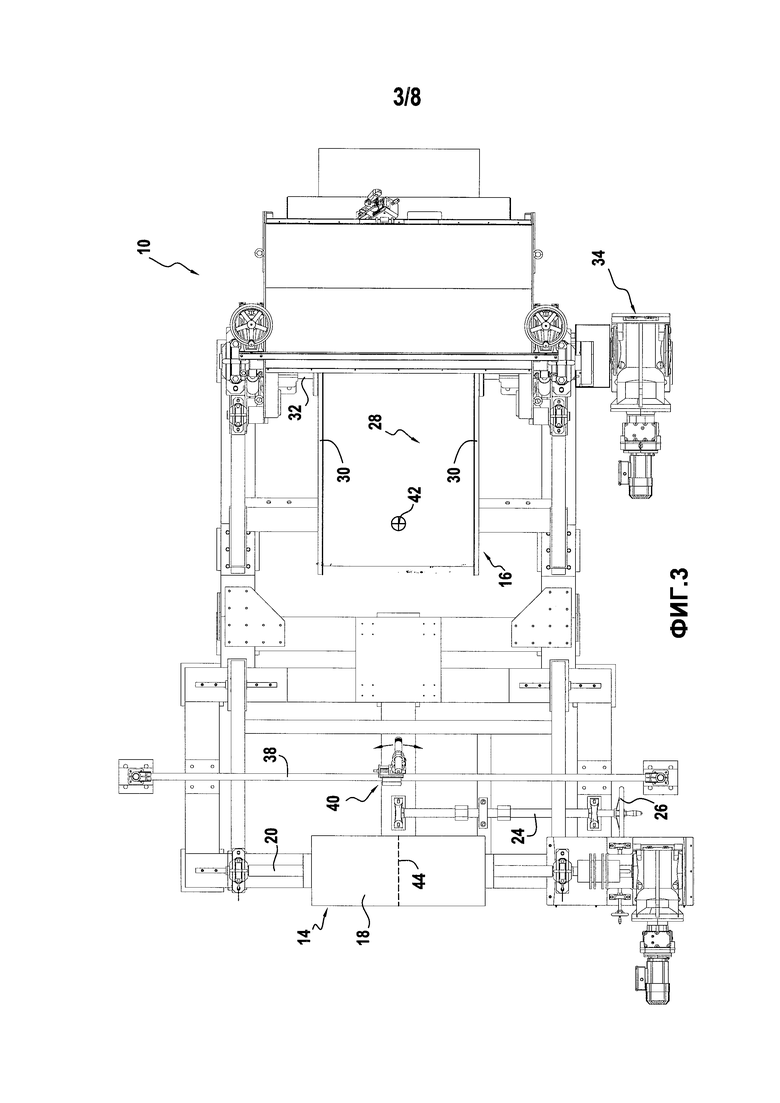
- фиг.2 и 3 изображают виды машины для намотки по фиг.1 соответственно сбоку и сверху;
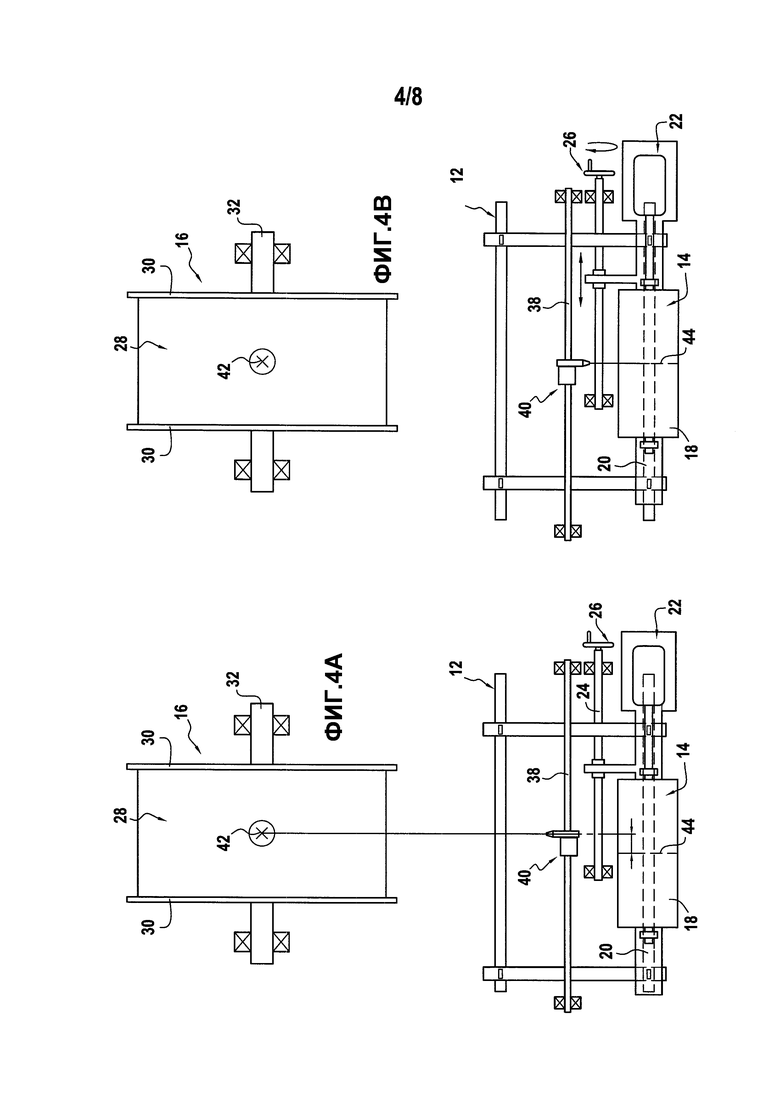
- фиг.4А и 4В схематично изображают, каким образом волокнистая структура, расположенная на приемной оправке машины для намотки, размещается на пропитывающей оправке перед ее намоткой;
- фиг.5 изображает вид в изометрии машины для намотки по фиг.1-3 в процессе работы;
- фиг.6 схематично изображает вид сбоку машины для намотки в соответствии с вариантом воплощения изобретения;
- фиг.7 схематично изображает вид сбоку машины для намотки в соответствии с другим вариантом воплощения изобретения; и
- фиг.8А и 8В схематично изображают виды машины для намотки в соответствии с еще одним вариантом воплощения изобретения.
Подробное описание вариантов воплощения
Изобретение будет описано ниже в объеме его использования для изготовления кожуха вентилятора авиационного двигателя с газовой турбиной.
Пример способа изготовления такого кожуха вентилятора описан в документе ЕР 1961923, на который будем ссылаться.
Кожух выполнен из композитного материала с волокнистой деталью жесткости, уплотненной с помощью основного вещества. Деталью жесткости являются волокна, например, углеродные, стеклянные, арамидные или керамические, а основным веществом является полимер, например, эпоксидная, дималеимидная или полиимидная смолы.
Короче говоря, способ изготовления, описанный в этом документе, заключается в выполнении волокнистой структуры путем объемного плетения и непрерывной намотки на барабан (называемый ниже подающей оправкой), имеющий заданный профиль в зависимости от профиля изготавливаемого кожуха.
Изготовленная таким образом волокнистая структура поступает затем на оправку для литья смолы под давлением (ниже называемой пропитывающей оправкой), наружный профиль которой соответствует внутреннему профилю изготавливаемого кожуха.
Предварительная заготовка удерживается на пропитывающей оправке, при этом пропитывание осуществляется смолой. Для этого оболочка накладывается на предварительную заготовку и смола впрыскивается в изготовленную таким образом литьевую форму. Пропитывание может сопровождаться установлением разности давлений между внутренней и наружной частями формы, в которой находится предварительная заготовка. После пропитки осуществляется этап полимеризации смолы.
Машина для намотки, изображенная на фиг.1-3, являющаяся объектом настоящего изобретения, предназначена в процессе изготовления кожуха для автоматизированного переноса волокнистой структуры, находящейся на подающей оправке, к пропитывающей оправке литейной формы для смолы.
Следует отметить, что данная машина для намотки не используется с волокнистыми структурами, полученными только объемным плетением, как описано выше.
Машина для намотки 10 по изобретению содержит раму 12, удерживающую, в частности, подающую оправку 14 и пропитывающую оправку 16. Эти оправки являются съемными, то есть они могут быть удалены с рамы.
Подающая оправка 14 содержит волокнистую структуру 18, выполненную объемным плетением. Она расположена на оси 20, например, горизонтальной, один конец которой установлен с возможностью вращения на раме 12 машины для намотки, а другой конец соединен с выходным валом электродвигателя 22, например, электрического моторедуктора переменного тока.
Узел, образованный подающей оправкой 14, ее осью 20 и ее электрическим двигателем 22 может перемещаться относительно рамы вдоль оси вращения подающей оправки. Как ниже описано со ссылками на фиг.4А и 4В, эта степень свободы перемещения подающей оправки позволяет осуществлять выравнивание этой оправки относительно пропитывающей оправки предварительно перед намоткой волокнистой структуры на пропитывающую оправку.
Система, позволяющая обеспечить поступательное перемещение подающей оправки, выполнена, например, в форме штока 24 типа червячной передачи, спаренной с подающей оправкой, один конец которой закреплен на раме 12 машины для намотки, а другой конец снабжен рукояткой 26. Вращение штока 24 под действием рукоятки вызывает, таким образом, перемещение системы, образованной подающей оправкой 14, ее осью 20 и ее электрическим двигателем 22 относительно рамы.
Разумеется, привод рукоятки 26, вызывающей перемещение подающей оправки вдоль оси вращения, может осуществляться вручную или механизированно.
Пропитывающая оправка 16 машины для намотки по изобретению предназначена для приема накладываемых слоев волокнистой структуры, находящейся на подающей оправке. Она имеет наружную поверхность 28, профиль которой соответствует профилю внутренней поверхности изготавливаемого кожуха, а также два боковых фланца 30.
Пропитывающая оправка приводится валом 32, например, горизонтальным (фиг.3), который параллелен оси 20 вращения подающей оправки и один конец которой установлен с возможностью вращения на раме 12 машины для намотки, а другой конец соединен с выходным валом электродвигателя 34, например, электрического моторедуктора переменного тока.
Блок управления 36 соединен с электродвигателями 22, 34 двух оправок и позволяет управлять и контролировать скорость вращения каждой оправки. В общем, этот блок управления позволяет управлять системой параметров работы машины для намотки и, в частности, поступательным перемещением подающей оправки, когда последняя моторизована.
Следует отметить, что машина для намотки могла бы содержать единственный электродвигатель для привода во вращение двух оправок, причем этот электрический двигатель управлялся бы вышеописанным блоком управления. Для этого зубчатый ремень мог бы управлять натяжением намотки и, при необходимости, уменьшать его. Кроме того, промежуточный ролик мог бы изменять натяжение намотки.
Машина для намотки 10 содержит также раму 38, на которой установлены по вертикали по отношению к оправкам средства оптического визирования, позволяющие выравнивать подающую оправку по отношению к пропитывающей оправке перед намоткой волокнистой структуры на пропитывающую оправку.
Точнее, система оптического визирования 40 (например, лазер, излучающий световой пучок) установлена с возможностью поворота на раме по вертикали относительно оправок. Как изображено на фиг.1, эта система оптического визирования может поворачиваться вокруг рамы 38, на которой она установлена так, чтобы визировать ту или другую из оправок машины для намотки. Разумеется, можно было бы представить себе систему оптического визирования, угол проекции которой позволил бы захватить обе оправки. Система оптического визирования обладает также степенью боковой свободы, которая позволяет ей визировать любую точку по ширине наружной поверхности 28 пропитывающей оправки (фиг.3).
Подающую оправку 14 выравнивают с пропитывающей оправкой 16 предварительно перед намоткой волокнистой структуры следующим образом.
При первой операции визуальный репер 42 располагают на внешней поверхности 28 пропитывающей оправки, система оптического визирования 40 включается и перемещается вбок так, чтобы совместить с этим визуальным репером пучок (фиг.4А). Система оптического визирования, таким образом, закрепляется сбоку в этом положении с возможностью поворота вокруг рамы 38 до вертикали к подающей оправке. В этом положении система оптического визирования нацелена на волокнистую структуру 18, намотанную на подающую оправку 14.
Для того чтобы подающая оправка была точно выровнена с пропитывающей оправкой, необходимо, чтобы особая продольная нить 44 волокнистой структуры (называемая индикаторной нитью), положение которой в волокнистой структуре коррелируется с положением визуального репера пропитывающей оправки, находилась на одной линии со световым лучом, испускаемым системой оптического визирования. Для этого, как изображено на фиг.4В, подающая оправка перемещается вдоль оси вращения воздействием рукоятки 26 до тех пор, пока световой луч, испускаемый системой оптического визирования, не будет выровнен по индикаторной нити 44. Как только подающая оправка будет точно выровнена с пропитывающей оправкой, может начинать намотку волокнистой структуры на пропитывающую оправку. Свободный конец волокнистой структуры подающей оправки вначале закрепляют на пропитывающей оправке, затем включают двигатели приводов во вращение оправок и управляются, как будет описано в дальнейшем.
Предпочтительным образом предусмотрено автоматическое корректирование любого дефекта выравнивания подающей оправки с пропитывающей оправкой, который может образоваться в процессе операции намотки волокнистой структуры на пропитывающую оправку.
Для этого на раме 38 по вертикали к оправкам может быть установлена камера и направлена к волокнистой структуре 18, намотанной на подающую оправку. Эта камера будет соединена с блоком управления 36 машины для намотки, который будет обрабатывать цифровые изображения, поступающие от камеры в процессе операции намотки волокнистого материала. Программа обработки изображений блока управления будет непрерывно анализировать в режиме реального времени изображения волокнистого материала: в случае определения расхождения между световым лучом, испускаемым системой 40 оптического визирования, и целевой нитью 44, вплетенной в волокнистую структуру, блок управления 36 будет управлять движением смещения для корректировки этого расхождения. Разумеется, эта операция требует включения электродвигателя вращения штока для осуществления перемещения подающей оправки вдоль ее оси вращения.
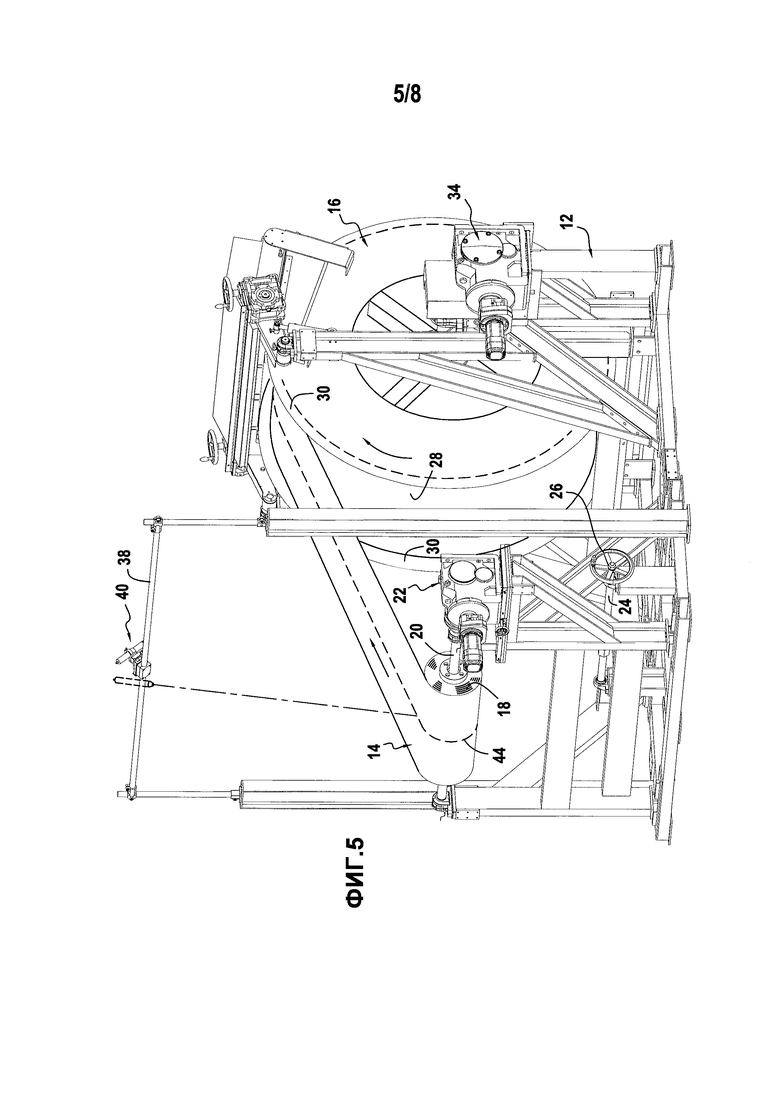
Далее со ссылкой на фиг.5 будет описано, каким образом наматывается волокнистая структура на пропитывающую оправку. Как указано выше, после закрепления свободного конца на пропитывающей оправке включаются электродвигатели привода во вращение подающей оправки и пропитывающей оправки и управляются блоком управления.
Намотка волокнистой структуры слой за слоем на пропитывающую оправку должна осуществляться путем приложения равномерного натяжения намотки к волокнистой структуре.
Для этого заданная величина натяжения заранее выбирается в зависимости, в частности, от природы волокнистой структуры и прикладывается к оправке, которая создает момент, противодействующий намотке, а именно обычно к подающей оправке. Точнее, заданная величина натяжения поступает в блок управления, который преобразует ее в заданную величину тока индукции электродвигателя подающей оправки с помощью соответствующего расчетного алгоритма.
Этот расчетный алгоритм, позволяющий связать с заданной величиной натяжения величину тока индукции электродвигателя подающей оправки (когда последняя оказывает сопротивление), предварительно разработан с учетом, в частности, среднего радиуса этой оправки. При необходимости алгоритм может быть пересмотрен, когда появляются расхождения между заданным натяжением и реальным натяжением, измеренным в процессе операции технического обслуживания с помощью динамометра, соединенного ремнями с подающей оправкой и пропитывающей оправкой.
Следует отметить, что заданное натяжение изменяется, в частности, в зависимости от природы волокон, образующих волокнистую структуру, наматываемую на пропитывающую оправку, и от параметров, характеризующих ее плетение.
Например, для волокнистой структуры, образованной из волокнистой объемной ткани типа Interlock из углеродных волокон с промежуточным модулем, будет прикладываться заданное натяжение, составляющее от 6000 N до 15000 N при скорости перемещения ткани в процессе ее намотки, составляющей от 200 до 400 мм/мин. Такие величины позволяют получить для определенной волокнистой структуры адекватный уровень уплотнения слоев волокнистой структуры, наложенных на пропитывающую оправку. Отсюда вытекает доля волокон предварительно отформованной волокнистой заготовки, полученная в результате последующего управляемого этапа пропитки смолой.
Следует также отметить, что процесс намотки волокнистой структуры на пропитывающую оправку является реверсивным, то есть возможно перемотать волокнистую структуру на подающую оправку. Эта операция обратной перемотки, которая осуществляется при контроле скорости и натяжения намотки, может быть использована в случае запоздалого определения дефекта плетения или в случае отклонения при намотке на пропитывающую оправку, возобновляя операцию ранней стадии.
Со ссылками на фиг.6, 7, 8А и 8В далее будут описаны различные варианты машин для намотки по изобретению. В этих вариантах машины для намотки имеют одинаковые ранее описанные характеристики.
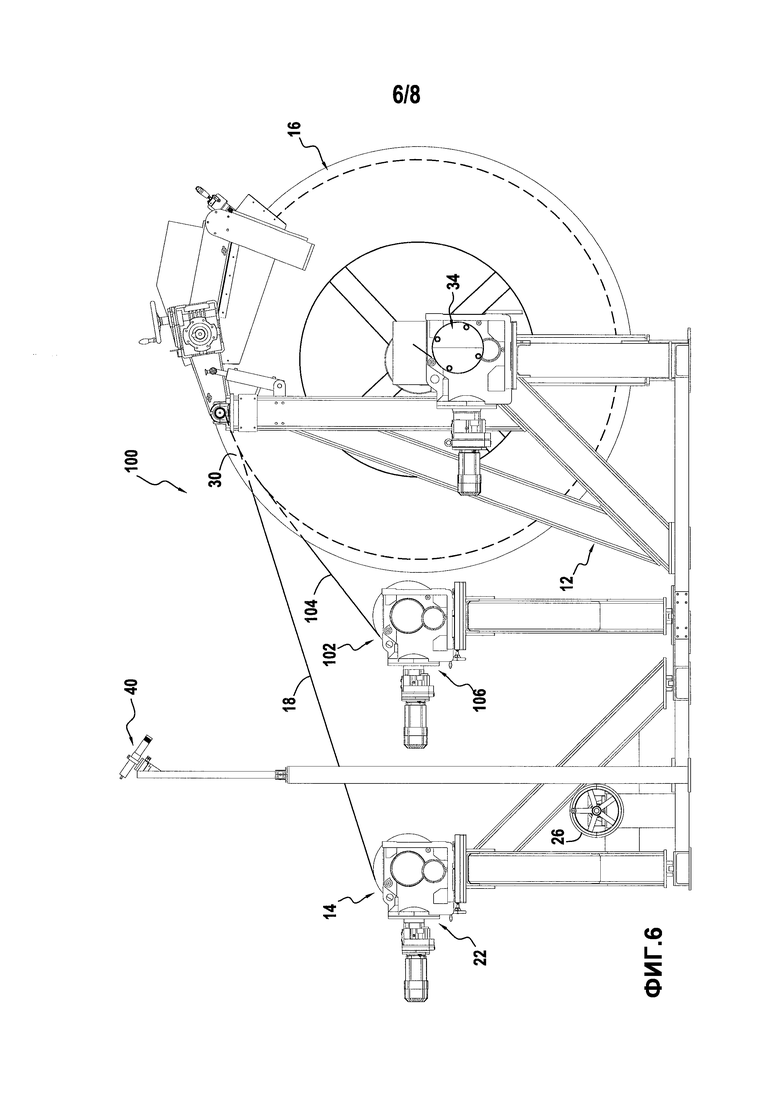
Машина для намотки 100, изображенная на фиг.6, содержит, кроме того, дополнительную оправку 102, на которой размещена волокнистая усилительная ткань 104. В качестве примера, эта усилительная ткань может являться многослойной объемной тканью типа Interlock из углеродных волокон с промежуточным модулем, либо любым другим тканым, плетеным или однонаправленным волокнистым усилением.
Эта дополнительная оправка 102 размещена на горизонтальной оси (не изображенной на фиг.6), которая параллельна соответствующим осям вращения подающей 14 и пропитывающей 16 оправок. Один конец этой горизонтальной оси установлен с возможностью вращения на раме 12 машины для намотки, а другой конец соединен с выходным валом электродвигателя 106, например, электрического моторедуктора переменного тока, управляемого упомянутым выше блоком управления (и не изображенного на фиг.6).
Способ намотки волокнистой усилительной ткани на пропитывающую оправку идентичен способу, описанному для намотки волокнистой структуры на ту же оправку. В частности, блок управления позволяет управлять скоростью вращения дополнительной оправки, и с помощью контроля тока индукции электродвигателя подающей оправки можно контролировать натяжение обмотки, прикладываемое к усилительной ткани в процессе всей намотки.
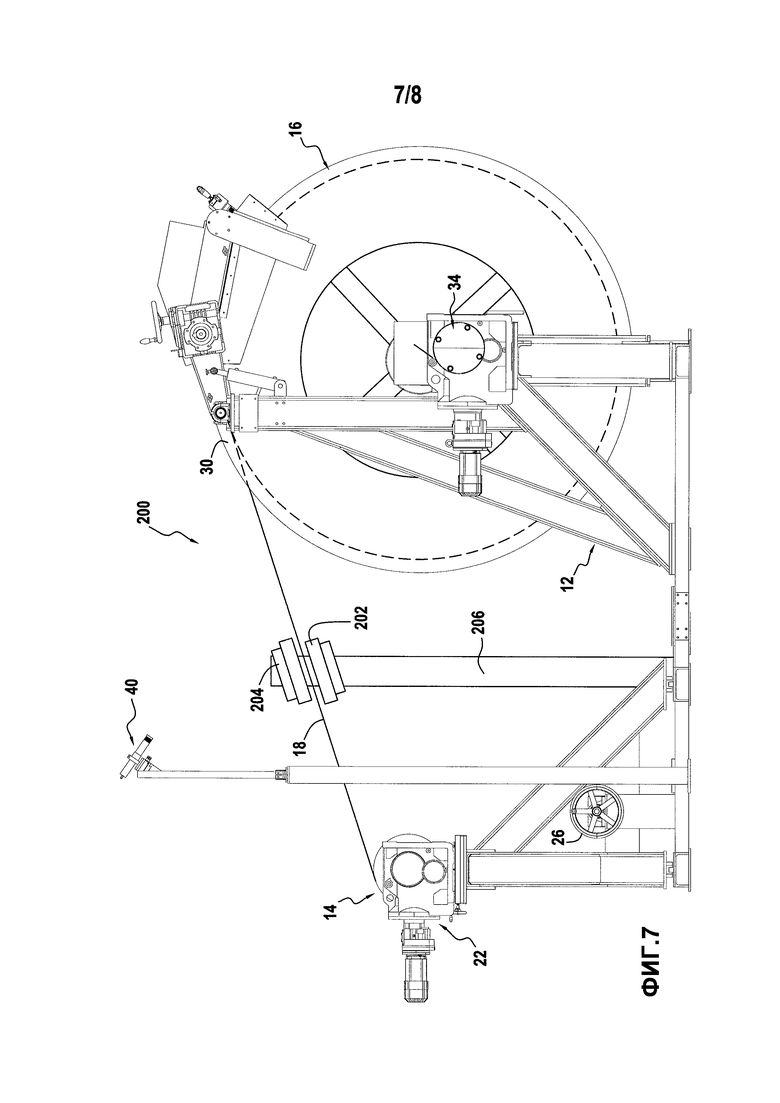
Машина для намотки 200, изображенная на фиг.7, содержит средства предварительного нагрева волокнистой структуры перед ее подводом к пропитывающей оправке. Действительно, известно, что предварительный нагрев волокнистой структуры перед ее подачей на пропитывающую оправку позволяет облегчить ее формование и ее уплотнение на этой оправке.
Так, в этом варианте воплощения предусмотрены два нагревательных блока 202, 204 (например, излучением или обдуванием горячим воздухом), которые установлены на раме 206, жестко соединенной с рамой 12 машины для намотки, и расположены на пути перемещения волокнистой структуры 18 между подающей оправкой 14 и пропитывающей оправкой 16. Точнее говоря, эти нагревательные блоки расположены напротив каждой стороны волокнистой структуры.
Кроме того, управление этими нагревательными блоками 202, 204 осуществляется ранее описанным блоком управления. Обычно температура нагрева регулируется в диапазоне от 40°С до 90°С. Нагревательные блоки регулируются для того, чтобы автоматически приспособиться к скорости намотки, даже в случае прекращения последней, для того, чтобы поддерживать волокнистую структуру при желаемой температуре.
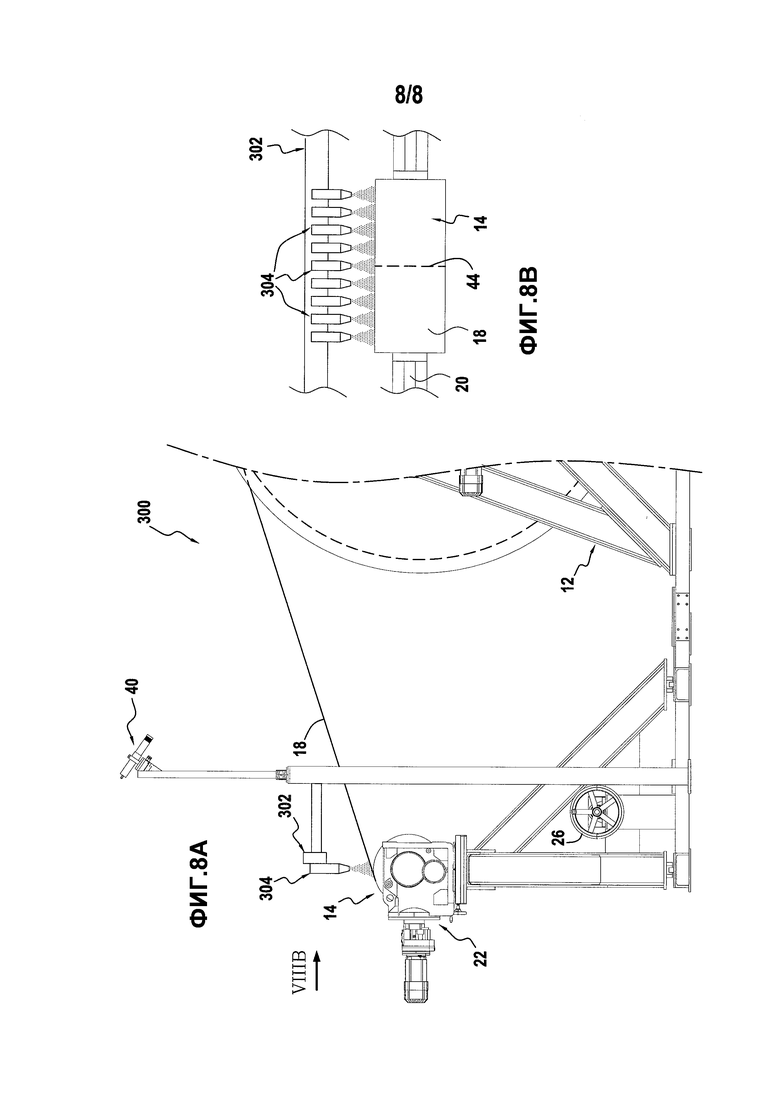
Наконец, машина для намотки 300 варианта воплощения по фиг.8А и 8В содержит средства распыления воды на волокнистую структуру предварительно перед ее подачей на пропитывающую оправку. Также, как и нагрев, распыление воды на волокнистую структуру предварительно перед ее подачей на пропитывающую оправку позволяет облегчить ее формование на этой оправке вследствие увеличения гибкости из-за скольжения волокон между собой.
В этом варианте воплощения предусмотрена также рама 302, установленная на раме 12 машины для намотки и несущая несколько форсунок 304 для распыления воды (например, деминерализованной воды), расположенных по вертикали подающей оправки 14 напротив волокнистой структуры 18, намотанной на эту оправку. Эти форсунки распределены по всей ширине подающей оправки для обеспечения увлажнения волокнистой структуры по всей ее ширине.
Кроме того, расход воды, распыляемой этими форсунками, может регулироваться вручную или управляться ранее описанным блоком управления, например, за счет автоматической адаптации к скорости намотки волокнистой структуры на пропитывающую оправку для обеспечения постоянного уровня увлажнения волокнистой структуры независимо от скорости намотки.
Изобретение относится к области изготовления оболочек из композитного материала методом намотки. Техническим результатом изобретения является повышение точности размещения волокнистой структуры на оправке с поддержанием заданного натяжения намотки. Технический результат достигается машиной для намотки волокнистой структуры на пропитывающую оправку, содержащей подающую оправку, предназначенную для размещения волокнистой структуры, и размещенную на валу вращения. Пропитывающую оправку, предназначенную для намотки на нее слоев волокнистой структуры, размещенной на подающей оправке. При этом пропитывающая оправка размещена на валу вращения, параллельном валу вращения подающей оправки. Электродвигатель для привода во вращение оправок вокруг их соответствующих осей вращения. Блок управления одного или нескольких электродвигателей для привода во вращение оправок. Причем блок управления одним или несколькими электродвигателями содержит средства контроля тока индукции электродвигателя подающей оправки для намотки волокнистой структуры на пропитывающую оправку с заданным натяжением. 2 н.и 7 з.п. ф-лы, 10 ил.
1. Машина для намотки (10; 100; 200; 300) волокнистой структуры на пропитывающую оправку, содержащая:
подающую оправку (14), которая предназначена для размещения волокнистой структуры (18), при этом подающая оправка размещена на валу вращения (20);
пропитывающую оправку (16), которая предназначена для намотки на нее слоев волокнистой структуры, размещенной на подающей оправке, при этом пропитывающая оправка размещена на валу вращения (32), по существу, параллельном валу вращения подающей оправки;
по меньшей мере, один электродвигатель (22, 34) для привода во вращение оправок вокруг их соответствующих осей вращения; и
блок управления (36) одного или нескольких электродвигателей для привода во вращение оправок, отличающаяся тем, что блок управления одним или несколькими электродвигателями содержит средства контроля тока индукции электродвигателя подающей оправки для намотки волокнистой структуры на пропитывающую оправку с заданным натяжением.
2. Машина по п.1, дополнительно содержащая средства оптического визирования (40) для выравнивания подающей оправки с пропитывающей оправкой, производимого перед намоткой волокнистой структуры на пропитывающую оправку и для корректировки ошибок выравнивания подающей оправки относительно пропитывающей оправки в процессе упомянутой операции намотки.
3. Машина по п.2, в которой средства оптического визирования содержат систему оптического визирования, установленную на раме (38) по вертикали к оправкам, визуальный репер, установленный на пропитывающей оправке, и систему поступательного перемещения (24, 26) подающей оправки.
4. Машина (100) по одному из пп.1-3, дополнительно содержащая:
дополнительную оправку (102), которая предназначена для размещения усилительной волокнистой ткани (104), при этом дополнительная оправка расположена на валу вращения, по существу горизонтальном и параллельном соответствующим осям вращения оправок; и
электродвигатель (106) для привода во вращение дополнительной оправки вокруг ее оси вращения.
5. Машина (200) по п.4, дополнительно содержащая нагревательные средства (202, 204) волокнистой структуры перед ее подводом к пропитывающей оправке.
6. Машина по п.5, в которой нагревательные средства волокнистой структуры содержат блоки нагрева излучением или обдувом горячим воздухом, размещенные на пути перемещения волокнистой структуры между подающей оправкой и пропитывающей оправкой напротив каждой стороны структуры.
7. Машина (300) по п.6, дополнительно содержащая средства (304) распыления воды на волокнистую структуру предварительно перед ее подводом к пропитывающей оправке.
8. Машина по п.7, в которой средства распыления воды на волокнистую структуру содержат раму (302), несущую несколько форсунок (304) для распыления воды, расположенных по вертикали от подающей оправки.
9. Применение машины для намотки по одному из пп.1-8 для изготовления кожуха газовой турбины из композитного материала.
| ВПИТЫВАЮЩИЙ ПРЕДМЕТ ОДЕЖДЫ С ОБЛЕГАЮЩЕЙ ПОСАДКОЙ | 2015 |
|
RU2656826C9 |
| WO 1996019335 A1, 27.06.1996 | |||
| US 2009098337 A1, 16.04.2009; | |||
| US 5876544 A, 02.03.1999 | |||
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ СПИРАЛЬНО НАВИТЫХ ТРУБ ИЗ ЛЕНТ ТЕРМОПЛАСТОВ | 0 |
|
SU211065A1 |

