Известны установки для непрерывного получения спирально навитых труб из лент термоллвСтов, состоящие из экструдера и установленных на станине и связанных с общи-м приводом, включающим электродвигатель и редуктор, консольного барабана, съемника и режущего приспособления.
Для изготовления труб большого диаметра служит установка, выполненная согласно предлагаемому изобретению.
Установка снабжена лентоукладчиком, представляющим собой систему калибрующих и Прижимных роликов, установленных под углом к оси барабана ,и связанных с общим приводом через систему передач; съемник выполнен в виде подпружиненных роликов, сидящих на приводных валах редуктора.
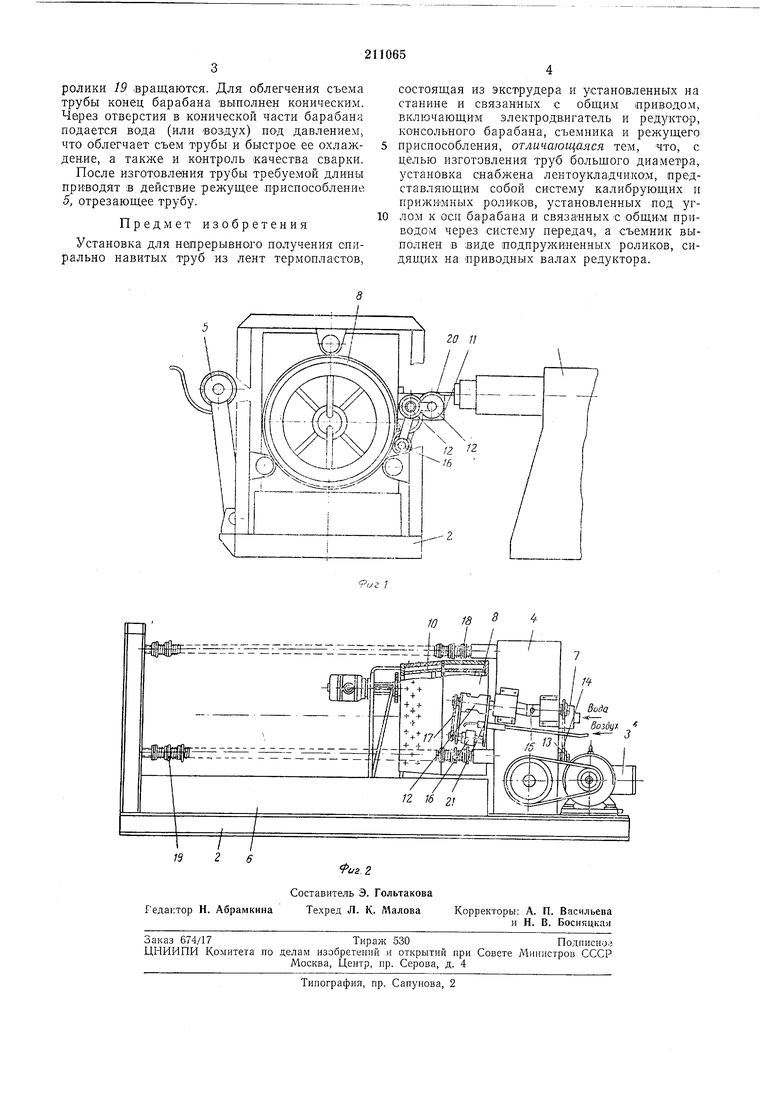
На фиг. 1 дан общий вид описываемой установки; на фиг. 2 - узел намотки трубы на барабан.
УстаиоБка содержит экструдер 1, станину 2, на которой установлены электродвигатель 3, редуктор 4, режущее приспособление 5 и лоток охлаждения 6. На шпинделе 7 редуктора сидит консольный барабан 8, снабженный рубашкой охлаждения 10. Для калибровки и предварительного охлаждения ленты предназначен лантоукладчик 11, состоящий из калибрующих роликов 12, приводимых во сращение от вала 13 редуктора через цепную передачу
14 и муфту 15, и прижимного ролика 16, приводимого во вращение от калибрующего ролика через цепную передачу 17.
Съемник служит для непрерывного стягивания изготавливаемой трубы с барабана и состоит из трех приводных валов 18 редуктора 4, на которых сидят подпружиненные ролики 19. Расстояние между роликами можно регулировать в зависимости от .изменения шага навивки.
Установка работает следующим образом. Зкструдируемая лента 20 специального профиля (например с выступом в виде бурта) поступает в калибрующие ролики 12 лентоукладчика, прох-одит через н.их и прижимным роликом 16 прижимается к вращающемуся барабану 8. Лента наматывается на барабан. Благодаря установке валов роликов 12 и 16 под углом к оси барабана 8 лента наматывается по винтовой линии. Образуется труба с буртом, идущим также по винтовой линии.
В месте наложения ленты на предыдущий виток сваривают нахлесточный шов пневматической сварочной горелкой 21 (горелку можно заменить сварочным паяльником или, подогревая прижимной ролик).
Вращающаяся труба своим буртом входит в зацепление с роликами 19 съемника (как бы ввинчивается в них), обеспечивая ее поступа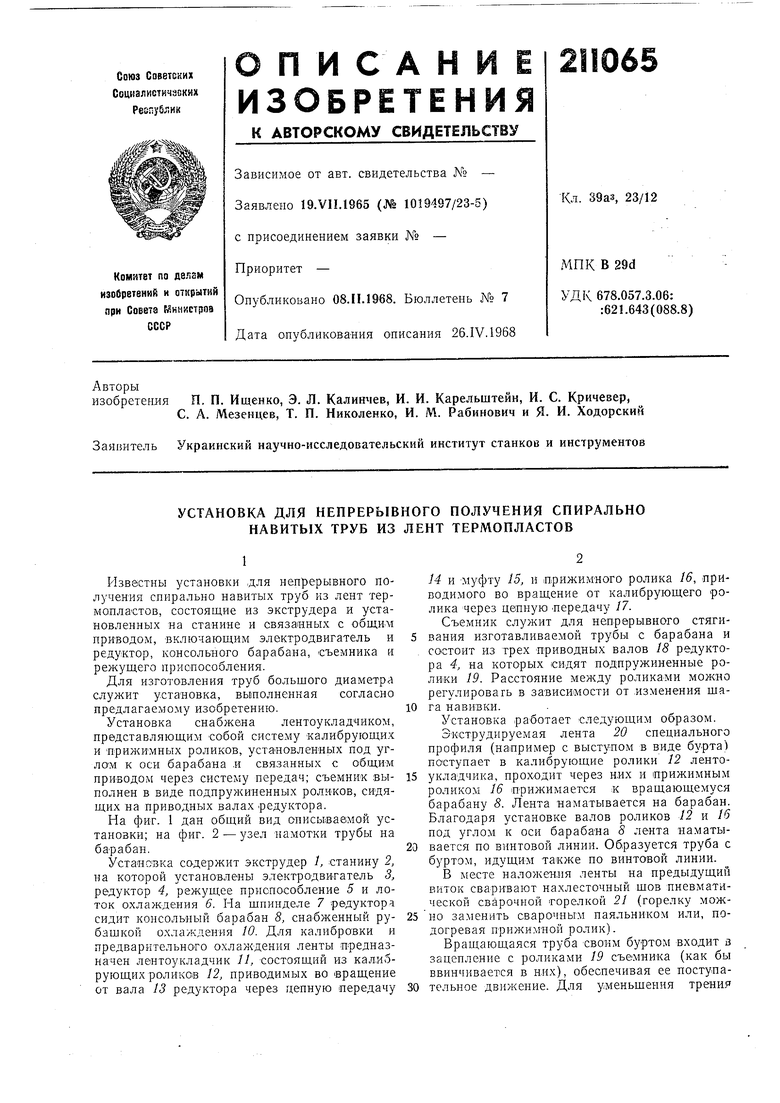
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного полученияСпиРАльНО НАВиТыХ ТРуб из лЕНТТЕРМОплАСТОВ | 1978 |
|
SU804487A2 |
| Установка для непрерывного изготовления труб большого диаметра из профилированных полимерных лент | 1983 |
|
SU1154100A1 |
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |
| Устройство для орбитальной обработки неповоротных стыков и торцов труб | 2018 |
|
RU2696984C1 |
| Установка для изготовления крупногабаритных цилиндрических изделий из термопластичных полимерных материалов | 1961 |
|
SU145337A1 |
| Устройство для изготовления многоугольных бумажных труб непрерывной спиральной намоткой | 1982 |
|
SU1077822A1 |
| ТЕХНИЧЕСКЛЛБШ(^ОТёКА | 1965 |
|
SU174978A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1968 |
|
SU211707A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ ИЗ ТЕРМОПЛАСТОВ | 1966 |
|
SU186119A1 |
