Изобретение касается взрывонепроницаемого конструктивного исполнения корпуса, а также способа его изготовления.
Эксплуатируемые во взрывоопасном окружении устройства, которые содержат или могут образовывать источники воспламенения, должны быть так закрыты корпусом, чтобы была возможной безопасная эксплуатация. Для этого применяют взрывонепроницаемые корпуса, которые даже в том случае, если проникшая в корпус взрывоопасная газовая смесь зажигается, надежно укрывают возникающую вспышку, так что ни пламя, ни тлеющие частицы не могут попасть наружу.
DE 40 18 205 C2 раскрывает такой взрывонепроницаемый корпус, который составлен из нескольких связанных между собой частей. Он состоит из сваренных друг с другом пластин, причем на одной из пластин предусмотрена откидная крышка.
DE 2006 013 017 A1 предлагает герметично плотный корпус, который состоит из двух частей, а именно подобной резервуару части и подобной крышке части. Обе части свинчены друг с другом. Они выполнены в виде отливок.
DE 21 12 224 C3 предлагает взрывозащищенный корпус, типа защиты взрывонепроницаемая оболочка (ex-d), который выполнен в виде цилиндрического котла с закругленной крышкой и днищем. Крышка свинчена с другой, подобной резервуару, частью корпуса.
DE 30 35 835 заявляет взрывонепроницаемый корпус прямоугольной формы для создания взрывобезопасной оболочки электрических приборов. Он имеет прямоугольный проем и прямоугольную крышку, с возможностью откидывания и смещения закреплена на корпусе посредством поворотных рычагов. Она может фиксироваться запорными элементами в запертом положении.
Похожий корпус известен из DE 1 170 890.
Для изготовления тех корпусов DE 1 801 062 рекомендует изготавливать корпус из деталей из листовой стали, которые соединены сваркой. Боковые стенки могут усиливаться приваренными пластинами. Передняя и задняя стенки могут образовываться изогнутыми деталями из листовой стали, свободные полки которых заходят в область боковых стенок. При этом приваренные по бокам пластины могут иметь большую толщину, чем передняя и задняя стенки корпуса.
В целом, производство взрывозащищенного корпуса представляется, как дорогостоящий процесс. Поэтому ищется концепция, в соответствии с которой можно производить взрывозащищенные корпуса простым и надежным способом, по возможности, автоматически.
Эта задача решается корпусом по п.1 формулы изобретения. Кроме того, для изготовления такого корпуса предпочтителен способ по п.14 формулы изобретения.
Соответствующий изобретению корпус в виде взрывонепроницаемой оболочки с взрывозащитной (ex-d) состоит из двух, преимущественно U-образных, зацепляющиеся друг с другом чаш корпуса, которые соединены между собой замкнутым, неветвящимся, бесконечным сварным швом. При производстве сварного шва точка сварного шва, где заканчивается процесс сварки, встречается с точкой сварного шва, в которой был начат процесс сварки. Таким образом, сварной шов образует пространственное замкнутое кольцо. В случае прямоугольного корпуса, сварной шов скрепляет восемь примыкающих друг к другу ребер корпуса. Из них, преимущественно, два в днище, два наверху и четыре по бокам.
Преимущественно, обе чаши корпуса состоят, соответственно, из основной части, от которой две лежащие напротив друг друга боковины отогнуты в одном и том же направлении. Поэтому каждая чаша корпуса выполнена, на виде сбоку, примерно U-образно. Углы, на которые боковые части отогнуты относительно основной части, составляют, преимущественно, 90°. Возможны отклонения в углах, если желаемы непрямоугольные корпуса. В случае корпуса с формой прямоугольного параллелепипеда, при изготовлении чаш корпуса исходили из прямоугольных листовых заготовок с закругленными углами. Гибочные зоны, в которых боковые части переходят в основную часть, являются преимущественно прямыми, полосообразными, параллельными друг другу зонами.
Основные части, а также боковые части чаш корпуса, могут быть выполнены, как ровные плоские участки. Тем не менее могут также предусматриваться выгибы, или дополнительные линии изгиба, если должны изготавливаться корпуса, отклоняющиеся по форме от прямоугольного параллелепипеда.
Основные части каждой чаши корпуса образуют с обоими боковыми частями зевы. Каждый зев закрывается, соответственно, боковым участком другой чаши корпуса. Сварной шов проходит вдоль кромки всех зевов.
Для изготовления чаш корпуса используется, преимущественно, относительно толстостенная листовая сталь. Толщина стенки лежит, преимущественно, в области нескольких миллиметров, например, между 5 мм и 30 мм, например, толщина листа составляет 12 мм, 15 мм или 20 мм. По кромкам каждой чаши корпуса образуются при этом полосообразные торцевые поверхности, на которых расположен сварной шов. При этом сварной шов проходит вдоль всей длины каждой полосообразной торцевой поверхности каждой чаши корпуса. Преимущественно сварной шов выполнен, как угловой сварной шов.
Корпус имеет преимущественно закругленные гибочные кромки (т.е. гибочные зоны). При этом закругление углов отдельных боковых частей совпадает, преимущественно, с закруглением гибочной кромки. Сварной шов не имеет, таким образом, вдоль своего хода никаких заостренных углов, вследствие чего производство с высоким качеством поддается автоматизации.
Корпус может иметь, как минимум, один закрытый или закрываемый проем. Преимущественно, предусмотренная на проеме крышка, например, частично входящая в проем, или таким образом установленная на проем, что желаемая минимальная длина зазора получается, например, 25 мм. Если крышка завинчивается в проем, необходимой длины зазора могут достигать также резьбой, если толщина стенки менее, чем желаемая длина зазора, например, 25 мм.
Корпус может быть связан со следующим корпусом с другим типом взрывозащиты, к примеру, это может быть корпус с взрывозащитой ex-e.
Дальнейшие подробности предпочтительных конструктивных исполнений изобретения являются предметом зависимых пунктов формулы изобретения, описания или чертежей. На чертежах показано:
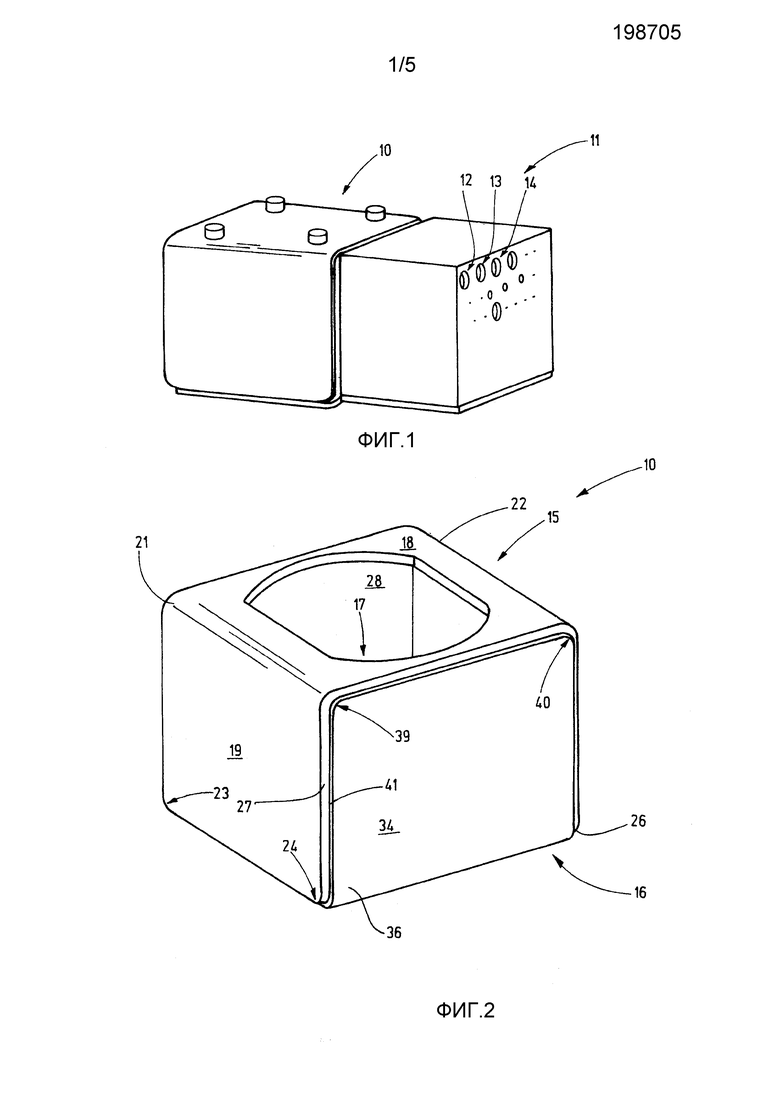
Фиг.1 - перспективный вид соответствующего изобретению взрывозащищенного корпуса конструктивного исполнения взрывонепроницаемая оболочка, соединенного с корпусом другого типа защиты,
Фиг.2 - другой, отдельный перспективный вид взрывозащищенного корпуса по фиг.1,
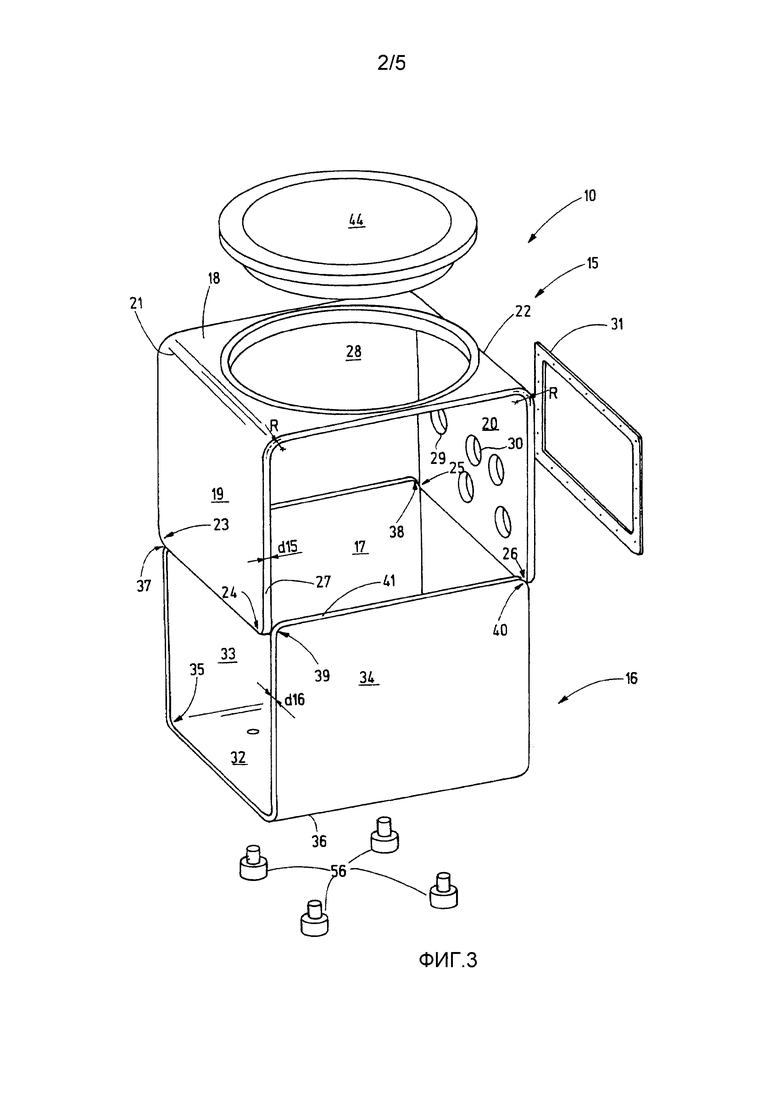
Фиг.3 - подетальный вид корпуса согласно фиг.2, в несколько измененной форме, для иллюстрации его отдельных частей,
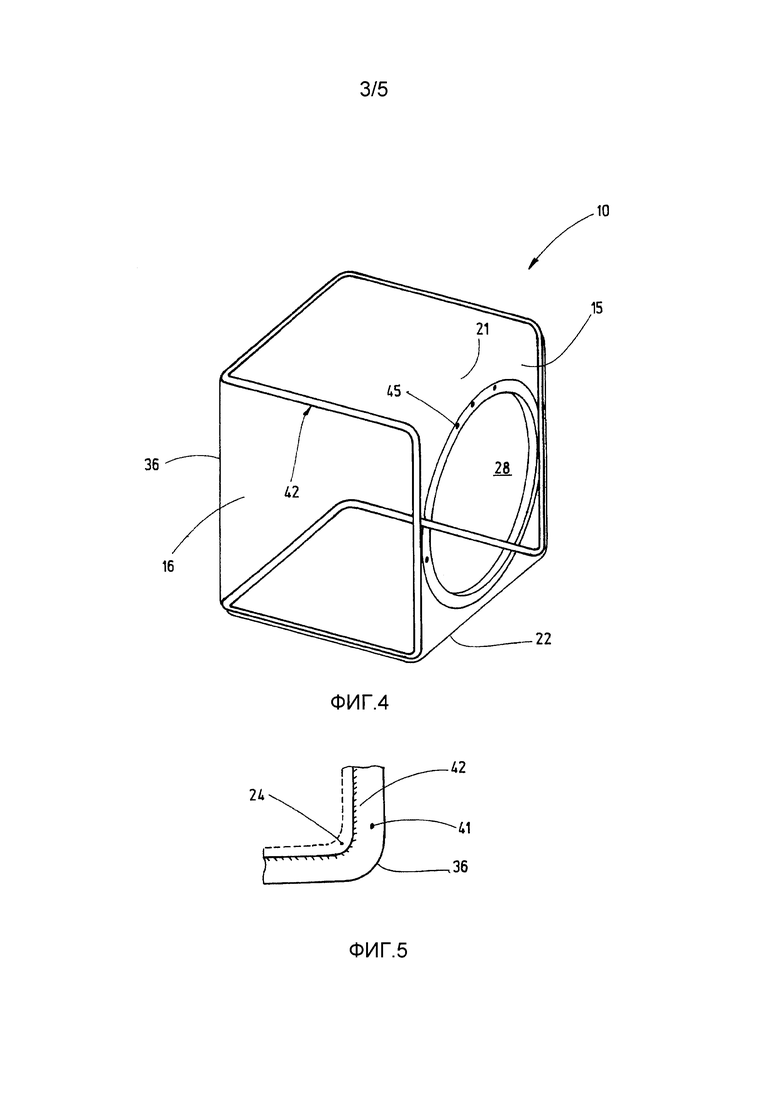
Фиг.4 - прозрачный перспективный вид корпуса по фиг.3, в схематическом представлении, для иллюстрации прохождения его сварного шва,
Фиг.5 - угловая область корпуса по фиг. 1-4,
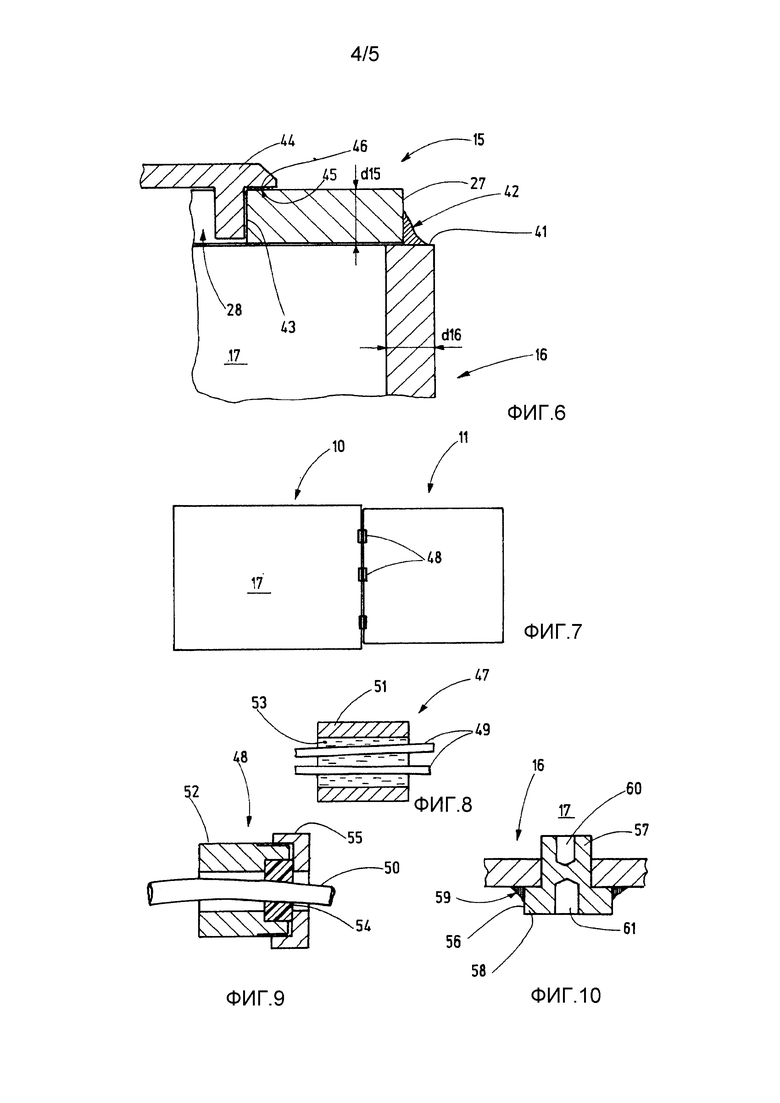
Фиг.6 - сечение детали корпуса по фиг.3,
Фиг.7 - принципиальное представление корпуса по фиг.1,
Фиг.8 и 9 - схематическое представление продольного сечения проходных систем в корпусе по фиг.7,
Фиг.10 - сечение ножки прибора с соответствующим изобретению корпусом, и
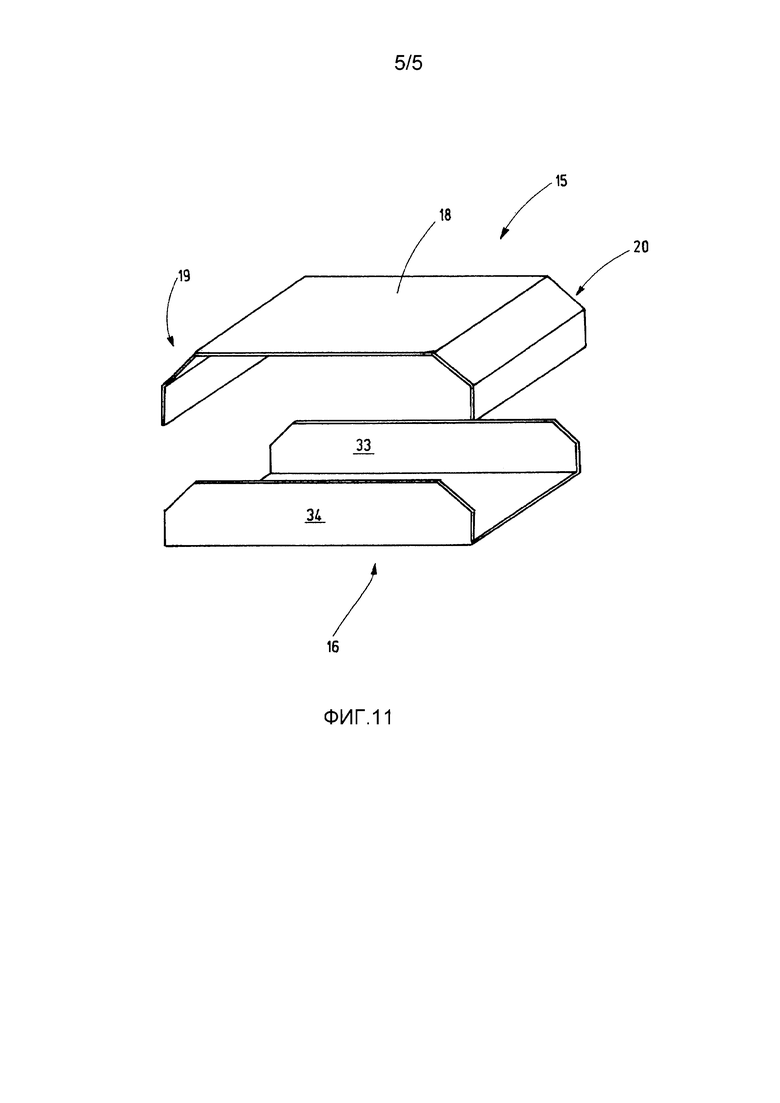
Фиг.11 - схематическое подетальное представление измененного конструктивного исполнения соответствующего изобретению корпуса.
На фиг.1 показан корпус 10 в конструктивном исполнении: взрывонепроницаемая оболочка с взрывозащитой (ex-d), который может содержать, например, электрическую схему. Элементы этой электрической схемы, например, конденсаторы, реле, переключатели, транзисторы, резисторы, схемы, предохранители, или аналогичное, могут представлять собой источники воспламенения, или, по меньшей мере, в случае неисправности, образовывать источники воспламенения. Корпус 10 это взрывобезопасно укрывает. В корпусе 10 может находиться, например, блок управления подъемного устройства или тому подобное. В предлагаемом примере корпус 10 свинчен со следующим корпусом 11. Он может содержать, например, соединительные клеммы или тому подобное, т.е. элементы, которые не образуют источник воспламенения. Конструктивное исполнение корпуса 11 может отличаться от конструктивного исполнения корпуса 10. Например, корпус 11 может быть сварен из нескольких пластин. Возможны другие конструктивные исполнения. В нем могут быть отверстия 12, 13, 14, например, для введения кабелей.
Выполненный в соответствии с изобретением корпус 10 представлен отдельно на фиг.2. В него входит первая чаша 15 и вторая чаша 16, которые сварены друг с другом. Обе чаши 15, 16 корпуса выполнены ответными друг другу так, что они, при складывании, замыкают внутреннее пространство (камеру) 17.
Следующая конструкция корпуса 10 и его чаш 15, 16 получается из слегка модифицированного, представленного на фиг.3 примера изготовления корпуса 10.
Первая чаша 15 выполнена, как единое целое, в виде листовой гнутой детали. Она включает в себя, в предлагаемом примере, прямоугольно ограниченную основную часть 18, к которой примыкают две боковые части 19, 20. Между основной частью 18 и боковыми частями 19, 20 образованы параллельные друг другу гибочные зоны 21, 22, в которых основная часть 18 с заданным радиусом R изгиба переходит в боковые части 19, 20. Радиус изгиба R, преимущественно, несколько больше, чем толщина dl5 стенки, которая может лежать, например, в диапазоне от 10 мм до 25 мм, а в предлагаемом примере исполнения составляет 12 мм, 15 мм или 20 мм. Основная часть 18 и боковые части 19, 20 имеют, преимущественно, одинаковую толщину стенки.
Боковые части 19, 20 имеют, преимущественно, закругленные углы 23, 24, 25, 26. Таким образом, первая чаша 15 корпуса имеет полосообразный край 27, который проходит по кругу вдоль кромок основной части 18 и боковых частей 19, 20 и который не имеет острых углов.
Чаша 15 корпуса может иметь проемы, как, например, большое отверстие 28, которое, как представлено, круглое, или, также, согласно фиг. 2, может быть лишь частично закругленным, или, в отличие от этого, быть выполнено прямоугольным или, в другом случае, быть ограничено многоугольником. Преимущественно, проем 28 занимает большую часть площади основной части 18.
Другие проемы 29, 30 могут быть предусмотрены, например, в боковой части 20, или, также, в боковой части 19. Эти проемы 29, 30 могут служить, например, как вводы, например, как вводы кабелей в корпус 11. Между обоими корпусами 10, 11 может быть расположено представленное на фиг.3 уплотнение 31, чтобы избежать образования открытых зазоров, которые могли бы создавать сообщение между внутренним пространством 17 и окружением.
Вторая чаша 16 корпуса образована аналогично первой чаши корпуса и является ответной ей. В то время чаша 15 корпуса на фиг.3 имеет U-образный вид сбоку с направленными вниз полками, вторая чаша 16 корпуса имеет U-образный вид сбоку с направленными вверх полками. Чаша 16 корпуса образуется основной частью 32, к которой примыкают боковые части 33, 34. Они на гибочных зонах 35, 36 переходят в основную часть. Гибочные зоны 35, 36 имеют радиус изгиба, который совпадает, преимущественно с радиусами углов 23, 24, 25, 26. Наоборот, боковые части 33, 34 имеют углы 33, 34, 37, 38, 39, 49, радиусы которых совпадают с радиусами изгиба R.
Преимущественно, боковые части 19, 20, соответственно 33, 34, расположены, соответственно, под прямым углом к соответствующей основной части 18 или 32. Тем самым, боковые части 19 и 20 ориентированы параллельно друг к другу. Боковые части 33, 34, также предпочтительно ориентированы параллельно друг к другу. Габаритные размеры боковых частей 19, 20, 33, 34 и основных частей 18, 32 рассчитаны таким образом, что чаши 15, 16 корпуса могут сдвигаться друг на друга так, что боковые части 33, 34 закрывают задаваемые чашей корпуса 15 зевообразные отверстия, в то время, как боковые части 19, 20 закрывают задаваемые чашей 16 корпуса зевообразные боковые отверстия. При этом чаша 16 корпуса прилегает к чаше 15 корпуса вдоль всего края 27.
Чаша 16 корпуса имеет полосообразный край 41, который проходит по всему контуру чаши 16 корпуса и, из-за закругленности углов 37, 38, 39, 40, а также гибочных зон 35, 36, свободна от углов и заостренностей. Кроме того, он замкнут. Чаша 16 корпуса имеет как в боковых частях 33, 34, так и в основной части 32 толщину dl6 стенки, которая может совпадать с толщиной dl5 стенки. Тем не менее она может быть выбрана, предпочтительно, также, меньшей, чем толщина dl5 стенки, в частности, если для достижения необходимого сопротивления при сжатии достаточно толщины dl6 стенки, которая меньше, чем толщина dl5 стенки. Может быть целесообразно выбирать толщину dl5 стенки больше, чтобы в проемах 28, 29, 30 делать длину возможно имеющихся зазоров такой, которая обеспечивает желаемый уровень взрывобезопасности. Зазоры, тогда, так узки, и настолько длинны, что огневой пробой (выброс пламени) не может произойти, и горячая частица, также, не может пройти через зазор.
Обе чаши 15, 16 корпуса соединены сварным швом 42, который для лучшего обозрения представлен на фиг.4 в виде толстой кривой, выделенной черным цветом. Как очевидно, сварной шов 42 замкнут, т.е. где бы ни было начато его выполнение, оно будет продолжаться непрерывно, пока сварной шов не достигнет снова исходной точки. Он представляет собой, по меньшей мере, топологически замкнутое бесконечное кольцо, которое, однако, пространственно деформировано и проходит, таким образом, вдоль восьми ребер образованного корпусом 10 прямоугольного параллелепипеда. Остальные четыре ребра этого прямоугольного параллелепипеда образуются гибочными зонами 21, 22, соответственно, 35, 36.
Фиг.5 иллюстрирует ход сварного шва 42, для примера, в углу 24 и гибочной зоне 36 (смотри также фиг.2). Как очевидно, выполнение в этом месте таково, что чаша 15 корпуса примыкает к краю 41. Сварной шов 42 - это угловой сварной шов между краями 27, 41. Для следующей иллюстрации рекомендуется также фиг.6, которая показывает это еще раз. Система может быть такой же, если толщина dl6 стенки чаши 16 корпуса меньше, чем толщина dl5 стенки первой чаши 15 корпуса.
Далее, фиг. 6 иллюстрирует возможное закрытие проема 28. Стенка этого проема 28 может быть снабжена резьбой 43, в которую завинчена крышка 44. Резьба 43 предоставляет длину зазора, которая больше, чем толщина dl5 стенки. Таким образом, длины зазора, например, 20 мм или 25 мм, можно достичь, даже при толщине dl5 стенки, которая меньше, чем эта величина. В этом, также как во всех других конструктивных исполнениях, возможно снабжать проем 28 окружающим кольцевым осевым выступом, т.е. краевым выступом или отбортовкой. Это имеет место также для проемов 29, 30 и целесообразно, в частности, при малых толщинах стенки.
Для дальнейшего уплотнения между крышкой 44 и, при необходимости точно обработанной, окружающей проем 28, кольцеобразной поверхностью уплотнения может быть расположено уплотнение 46. В поверхности 45 уплотнения может быть сделано одно, или несколько отверстий для установки предохранительных винтов, предохранительных штифтов, крепежных винтов, или тому подобного. Эти отверстия, преимущественно являются глухими отверстиями. Для закрытия проема 28 могут быть предусмотрены другие возможности, как, например, окружающие проем 28 глухие отверстия с резьбой для крепления привинчиваемых крышек или тому подобного.
Фиг.7 схематически иллюстрирует соединение между корпусами 10 и 11. Между обоими корпусам 10, 11 могут быть расположены в проемах 29, 30 вводы 47 жилы, например, согласно фиг.8, или вводы 48 кабеля, например, согласно фиг.9. Они служат, соответственно, для проведения жил 49 или кабелей 50, которые могут быть зафиксированы в соответствующей втулке 51, 52 заливкой 53 или уплотнением 54. Уплотнение 54 может быть зафиксировано на месте и быть установлено с осевым напряжением, например, накидной гайкой 55, чтобы зафиксировать кабель 50 и уплотнить проходной зазор.
Такие вводы 48 кабеля позволяют провести предварительно смонтированный электрический, или электронный блок через большой проем 28 во внутреннее пространство и при этом ввести электрические выводы через проемы 29, 30 и, таким образом, через кабельные направляющие 48 в корпус 11, в которых они контактируют тогда, например, через клеммное устройство.
Преимущественно, все проемы, которые не закрыты плотно, а могут иметь защищающие от пробоя зазоры, выполняются только в одной чаше корпуса, здесь чаша 15 корпуса. Преимущественно, она имеет, как минимум, толщину dl5 стенки, которая, как минимум, такая же, или больше, чем толщина dl6 стенки.
На чаше 16 корпуса могут быть предусмотрены средства крепления, как, например, ножки 56 приборов. Они имеют, например, цилиндрическое тело 57 и дискообразный, расположенный, предпочтительно, с наружной стороны фланец 58. Фланец 58 может быть кольцеобразным сварным швом 59, сварен по кругу с чашей 16 корпуса. Ножка 56 прибора как с внутренней стороны 17, так и с внешней стороны может иметь резьбовые отверстий 60, 61. Это, преимущественно, глухие отверстия, так что не создан никакой проход.
Корпус 10 был описан выше, как корпус с формой прямоугольного параллелепипеда. Тем не менее, как показывает фиг.11, могут иметь место, также, отклонения от этого формы, без выхода за пределы соответствующей изобретению концепции. Например, боковые части 19, 20 могут быть закруглены, или, как представлено, быть многократно отогнутыми. Боковые части 33, 34 имеют соответствующим образом согласованный ответный контур, так что они опять-таки непрерывно (без зазоров) закрывают зевообразные отверстия верхней чаши 15 корпуса. Обе чаши 15, 16 корпуса скрепляются замыкающимся кольцевым сварным швом, чтобы создать внутреннее пространство. Каждая из чаш 15, 16 корпуса может иметь проем. Предыдущее описание соответственно также является действительным для этого.
Производство корпуса 10 начинается, преимущественно, с соответственно подготовленных листовых заготовок (раскроев). Они могут быть, например, вырезанными методом лазерной резки, прямоугольными листовыми заготовками с закругленными углами. На втором этапе выполняются гибочные зоны 21, 22, а также 35, 36. Другими словами, листовые заготовки сгибаются так, что боковые части 19, 20 сгибаются, например, под прямым углом к основной части 18, так что они становятся параллельны друг другу. Это же самое имеет место для боковых частей 33, 34 и основной части 32.
На следующем этапе чаши 15, 16 корпуса состыковываются друг с другом так, что кромка края, например, внутренняя кромка края 27, лежит на краю 41. В этом положении можно, например, при помощи сварочного автомата, создать сварной шов 42, проходящий вдоль всего края 41.
Если желательно, то корпус 10 может быть подвергнут после производства сварного шва 42 еще одному, или нескольким, следующим этапом обработки. Например, с корпуса 10 можно нагреванием снять механические напряжения. Также, после производства сварного шва 42 может производиться механическая обработка поверхностей примыкания или резьбы, например, в проемах 28, 29, 30.
Для изготовления взрывонепроницаемого корпуса с типом взрывозащиты ex-d начинают с двух листовых заготовок, которые изгибаются U-образно. Они стыкуются друг в друга, скрепляются и затем, без подготовки сварного шва, свариваются окружным угловым сварным швом.
На одной стороне корпуса 10 предусмотрен, предпочтительно, большой проем 28. Он может быть закрыт крышкой с резьбой или плоской крышкой.
Перечень ссылочных позиций
10 Корпус ex-d
11 Корпус ex-e
12…14 Отверстия
15 Первая чаша корпуса
16 Вторая чаша корпуса
17 Внутреннее пространство
18 Основная часть первой чаши корпуса
19, 20 Боковые части первой чаши корпуса
21, 22 Гибочные зоны
R Радиус изгиба
d15 Толщина стенки
23-26 Углы
27 Край
28 Проем
29, 30 Проемы
31 Уплотнение
32 Основная часть второй чаши корпуса
33,34 Боковые части второй чаши корпуса
35, 36 Гибочные зоны
37-40 Углы
41 Край
d16 Толщина стенки
42. Сварной шов
43. Резьба
44. Крышка
45 Поверхность уплотнения
46 Уплотнение
47 Ввод жил
48 Ввод кабелей
49 Жилы
50 Кабель
51, 52 Втулка
53 Заливка
54 Уплотнение
55 Накидная гайка
56 Ножка прибора
57 Хвостовик
58 Фланец
59 Сварной шов
60, 61 Глухие отверстия с резьбой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАРНИРНОЕ УСТРОЙСТВО ДЛЯ КОРПУСА РАСПРЕДЕЛИТЕЛЬНОГО ШКАФА И СООТВЕТСТВУЮЩИЙ КОРПУС РАСПРЕДЕЛИТЕЛЬНОГО ШКАФА | 2017 |
|
RU2721086C1 |
| ХОЛОДИЛЬНЫЙ АППАРАТ И СПОСОБ СБОРКИ ХОЛОДИЛЬНОГО АППАРАТА | 2007 |
|
RU2431788C2 |
| ВЗРЫВОЗАЩИЩЕННЫЙ КОРПУС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2768274C2 |
| ВОДОНЕПРОНИЦАЕМЫЙ БАРЬЕР СТЕНКИ РЕЗЕРВУАРА | 2011 |
|
RU2567481C2 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| КОРПУС С ВИДОМ ВЗРЫВОЗАЩИТЫ "ВЗРЫВОНЕПРОНИЦАЕМАЯ ОБОЛОЧКА" | 2019 |
|
RU2794987C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ С ОСВЕТИТЕЛЬНЫМ УСТРОЙСТВОМ | 2014 |
|
RU2645340C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| СИТО СОРТИРОВКИ ДЛЯ ВЕРХНЕГО СЕПАРАТОРА ВАРОЧНОГО УСТРОЙСТВА, ИМЕЮЩЕЕ ДИАГОНАЛЬНЫЕ ПРОРЕЗИ | 2012 |
|
RU2596964C2 |
Изобретение касается взрывонепроницаемого конструктивного исполнения корпуса, а также способа его изготовления. Технический результат - создание концепции, в соответствии с которой можно производить взрывозащищенные корпуса простым и надежным способом, по возможности, автоматически. Достигается тем, что изготовление взрывонепроницаемого корпуса с типом взрывозащиты ex-d начинается с двух листовых заготовок, которые изогнуты до U-образной формы. Они стыкуются друг с другом, закрепляются и, в заключение, без подготовки сварного шва свариваются вместе окружным угловым сварным швом. Причем одна из чаш корпуса имеет, по меньшей мере, один проем, причем ввод жил или кабеля расположен в упомянутом проеме для электрического соединения между электрическими компонентами внутри корпуса и снаружи корпуса, причем ввод включает в себя уплотнение для герметичного закрепления ввода внутри корпуса, и при этом уплотнение содержит накидную гайку для одновременной фиксации ввода и закрытия проема. 3 н. и 7 з.п. ф-лы, 11 ил.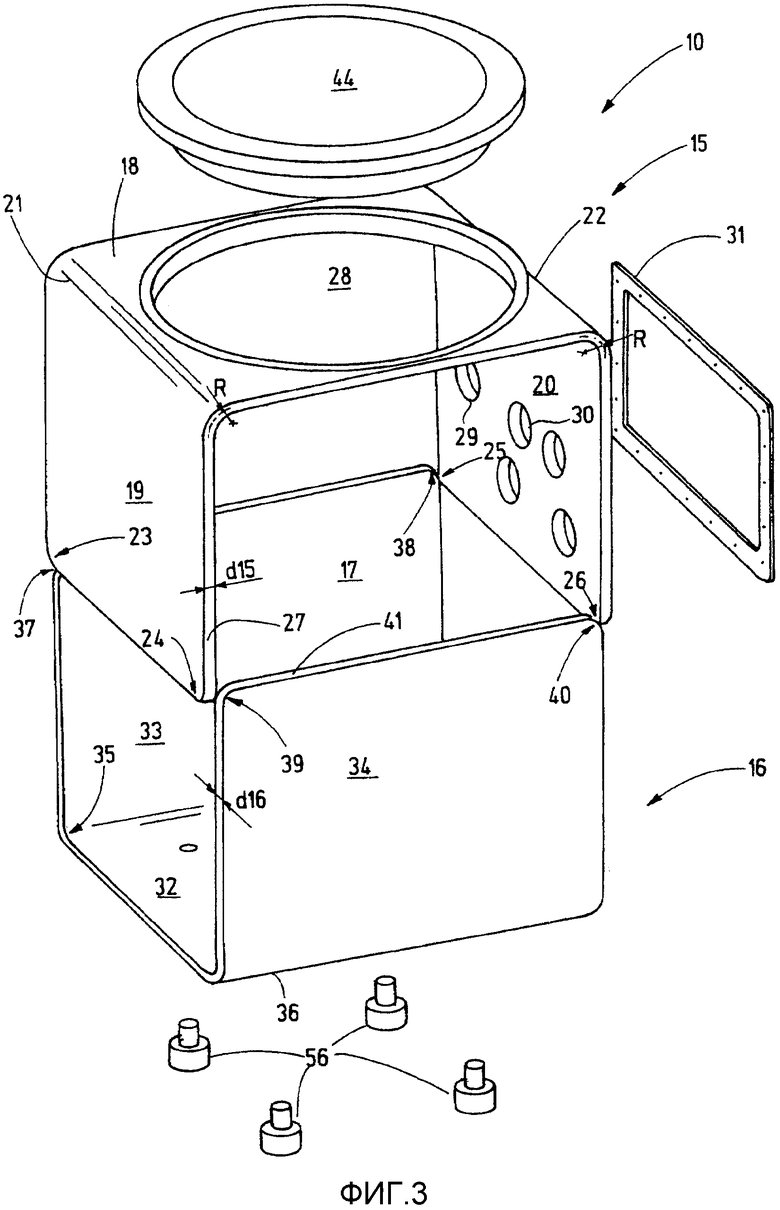
1. Корпус (10) в виде взрывонепроницаемой оболочки с взрывозащитой, для защитного ограждения электрических элементов, которые могут быть источниками воспламенения или образовывать их, содержащий две стыкуемые друг в друга чаши (15, 16) корпуса, причем первая чаша (15) корпуса имеет основную часть (18) и две боковые части (19, 20), которые на противоположных друг другу сторонах основной части (18) примыкают к ней и образуют с ней угол так, что обе боковые части (19, 20) образуют ограниченные с трех сторон первые зевы с первой формой, вторая чаша (16) корпуса имеет основную часть (32) и две боковые части (33, 34), которые на противоположных друг другу сторонах основной части (32) примыкают к ней и образуют с ней угол так, что обе боковые части (33, 34) образуют ограниченные с трех сторон зевы со второй формой, причем обе чаши (15, 16) корпуса расположены так, что их боковые части (19, 20, 33, 34) состыкованы друг с другом и что боковые части (19, 20) первой чаши (15) корпуса закрывают зевы второй чаши (16) корпуса, а боковые части (33, 34) второй чаши (16) корпуса закрывают зевы первой чаши (15) корпуса, причем упомянутые чаши (15, 16) корпуса состыкованы друг с другом вдоль краев (27, 41), при этом первая чаша (15) корпуса имеет край (27) в виде полосообразной торцевой поверхности, которая, по крайней мере частично, охвачена второй чашей (16) корпуса, причем сварной шов (42) проходит непрерывно вдоль обоих краев (27, 41) вдоль всей их длины, причем сварной шов (42) выполнен как угловой сварной шов между краем (27) первой чаши (15) корпуса и краем (41) второй чаши (16) корпуса.
2. Корпус по п. 1, отличающийся тем, что боковые части (19, 20, 33, 34) имеют закругленные углы.
3. Корпус по п. 1, отличающийся тем, что основные части (18, 32) чаш (15, 16) корпуса, соответственно, закругленными гибочными зонами (21, 22, 35, 36) переходят в боковые части (19, 20, 33, 34).
4. Корпус по п. 3, отличающийся тем, что боковые части (19, 20, 33, 34) имеют закругленные углы, и закругленные гибочные зоны (21, 22) одной чаши (15) корпуса имеют, соответственно, цилиндрическую кривизну, совпадающую с закруглением, соответственно, прилегающего угла (37, 38, 39, 40) другой чаши (16) корпуса.
5. Корпус по п. 1, отличающийся тем, что чаши (15, 16) корпуса имеют одинаковые толщины (dl5, dl6) стенки.
6. Корпус по п. 1, отличающийся тем, что одна из чаш (15, 16) корпуса имеет, по меньшей мере, один проем (28), закрытый крышкой (44).
7. Корпус по п. 6, отличающийся тем, что одна из обеих чаш (15, 16) корпуса, которая имеет упомянутый проем (28), имеет дополнительные проемы (29, 30), которые определяют зазор.
8. Корпус по п. 7, отличающийся тем, что в дополнительных проемах (29, 30) расположены вводы (47) жил и/или вводы (48) кабеля.
9. Корпус (10) в виде взрывонепроницаемой оболочки с взрывозащитой, для защитного ограждения электрических элементов, которые могут быть источниками воспламенения или образовывать их, содержащий две стыкуемые друг в друга чаши (15, 16) корпуса, причем первая чаша (15) корпуса имеет основную часть (18) и две боковые части (19, 20), которые на противоположных друг другу сторонах основной части (18) примыкают к ней и образуют с ней угол так, что обе боковые части (19, 20) образуют ограниченные с трех сторон первые зевы с первой формой, вторая чаша (16) корпуса имеет основную часть (32) и две боковые части (33, 34), которые на противоположных друг другу сторонах основной части (32) примыкают к ней и образуют с ней угол так, что обе боковые части (33, 34) образуют ограниченные с трех сторон зевы со второй формой, причем обе чаши (15, 16) корпуса расположены так, что их боковые части (19, 20, 33, 34) состыкованы друг с другом и что боковые части (19, 20) первой чаши (15) корпуса закрывают зевы второй чаши (16) корпуса, а боковые части (33, 34) второй чаши (16) корпуса закрывают зевы первой чаши (15) корпуса, причем упомянутые чаши (15, 16) корпуса состыкованы друг с другом вдоль краев (27, 41), при этом бесконечный сварной шов (42) непрерывно проходит вдоль обоих краев (27, 41) вдоль всей их длины, причем одна из чаш (15, 16) корпуса имеет, по меньшей мере, один проем, причем ввод (47, 48) жил или кабеля расположен в упомянутом проеме для электрического соединения между электрическими компонентами внутри корпуса и снаружи корпуса, причем ввод (47, 48) включает в себя уплотнение (54) для герметичного закрепления ввода (47, 48) внутри корпуса, и при этом уплотнение (54) содержит накидную гайку (55) для одновременной фиксации ввода (47, 48) и закрытия проема.
10. Способ изготовления корпусов (10) в виде взрывонепроницаемой оболочки с взрывозащитной, для ограждения электрических элементов, которые могут быть источниками воспламенения или образовывать их, со следующими этапами:
изгибают первую листовую заготовку с определенным радиусом (R) вдоль двух линий (21, 22) изгиба для формирования первой чаши (15) корпуса, которая имеет основную часть (18) и две боковые части (19, 20), которые на противоположных друг другу сторонах основной части (18) примыкают к ней и образуют с ней угол так, что обе боковые части (19, 20) образуют ограниченные с трех сторон первые зевы с первой формой, и которая имеет край (27) в виде полосообразной торцевой поверхности, изгибают вторую листовую заготовку с определенным радиусом вдоль двух линий (35, 36) изгиба для формирования второй чаши (16) корпуса, которая имеет основную часть (32) и две боковые части (33, 34), которые на противоположных друг другу сторонах основной части (32) примыкают к ней и образуют с ней угол так, что обе боковые части (33, 34) образуют ограниченные с трех сторон зевы со второй формой, состыковывают обе чаши (15, 16) корпуса так, что их боковые части (19, 20, 33, 34) состыковываются друг с другом и что боковые части (19, 20) первой чаши (15) корпуса закрывают зевы второй чаши (16) корпуса, а боковые части (33, 34) второй чаши (16) корпуса закрывают зевы первой чаши (15) корпуса, и при этом боковой край (27) первой чаши, по меньшей мере, частично охвачен второй чашей (16) корпуса, формируют замкнутый неразветвленный бесконечный сварной шов (42) вдоль всего края обоих листовых заготовок в форме углового сварного шва между краем (27) первой чаши (15) корпуса и краем (41) второй чаши (16) корпуса, и формируют одну из чаш (15, 16) корпуса с проемом, размещают ввод (47, 48) жил или кабеля в упомянутом проеме, герметично закрепляют ввод (47, 48) в проеме посредством уплотнения (54), которое имеет накидную гайку, которая одновременно фиксирует ввод (47, 48) и закрывает проем.
| Прибор для определения теплозащитных свойств трикотажных изделий | 1972 |
|
SU452778A1 |
| Установка для пропитки углеграфитовых изделий | 1991 |
|
SU1801062A3 |
| Взрывонепроницаемая оболочка | 1977 |
|
SU708447A1 |
| Земляной бур | 1935 |
|
SU48440A1 |

