Изобретение отноеится к области устройств для изготовлеиия обвязочных поясов, например кипных поясов для обвязки волокнистых материалов, путем гибки изделия из стальной лент1 1 и последующей сборки изготовляемого пояса с пряжками |И сварки.
Известен автомат для изготовления .изделий из длинномерного материала, например проволоки, содержащий механизмы подачи, правки, отрезки мерной заготовки, а также гибочный механизм, приводной вал и кулачковый вал, управляющий движением всех механизмов но заданному циклу. Такой автомаг НС обеспечивает возможности выполнения на нем сборочных и сварочных onepaiuui, а также в нем отсутствуют механизмы передачи изделия от одного узла к другому.
Предлагаемый автомат имеет более широкие технологич-еские возможности и позволяет производить сборочные и сварочные операции. Передача изделия с одной техиологнческой операции на другую осуществляется специально нредуслютреннымн передаточными меха измами. Автомат снабжен механи.;.ом поштучной подачи пряжек в гибочный механизл, выполненный в виде штыря, имеющего форму внутреннего проема пряжки, скалки, совершающей возвратно-поступательное движение, и поворотной обоймы.
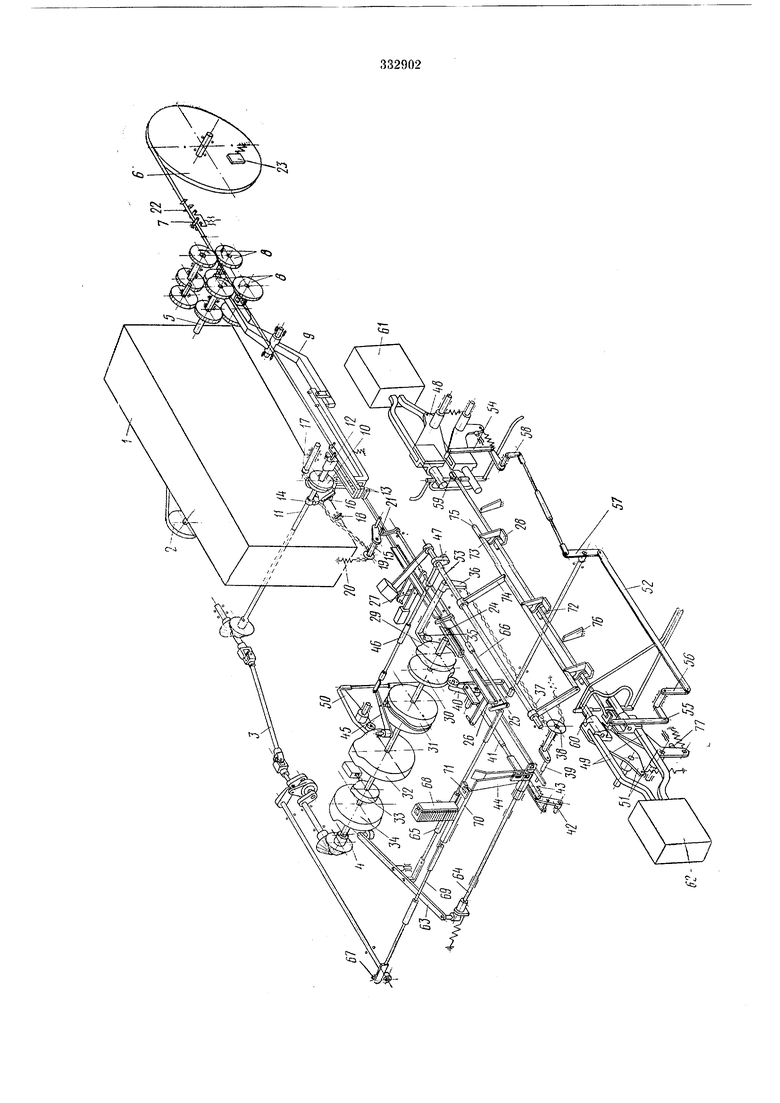
На чертеже представлена кинематическая схема автомата.
Редуктор / служит для передачи вращения от электродвигателя к механизмам стайка. Вращенне от электродвигателя через клиновые ремни передается на шкип 2, установленный иа ведущем валу редуктора. .Автомат содержит также приводной вал 3 и кулачковый вал 4 управляющий движением всех механизмов по заданному циклу, а также ведомый вал 5 механизма подачи.
Механизм подачн служит для вытягивания ленты ИЗ размоточного устройства 5, протягивания ее через правильные ролики 7, отмер а ленты заданной длины и подачи ее в лоток. Подача ленты про изводится двумя парами тяиущих рол.иков 8. Валы верхних роликов установлены в жестких опорах, нлжних - на качалке балансириой подвески. При подаче (игжние ролики через леиту поджимаются к |верхиим, при высоте оии отходят вн-из, и подача леиты прекращается. Прижим рол:иков произво.а.нтся рычагом 9 от кулака 10, установленного на валу 11. Профиль кулака обеспечнвает отмер нужного количества ленты. Механиз.м подачи представляет собой устройство для периодической подачи проволоки к отрезному устройству. конце отрезка ленты задней петли. Рабочий орган включает вал //, на котором установлены кулаки 12 ножниц 13 и кулаки 10 и 14 соответственно подачи ленты и поворота оправки 15, формирующей петлю. Кулак ножниц воздействует на рычаг верхнего ножа ножниц. Кулак подачн через ролик воздействует на рычаг 9 подвески подающих роликов. Кулак поворота оправки воздействует на ролик рычага 16, к которому прикреплена ролико-втулочная цепь, огибающая две паразитные звездочки 17 и 18 и звездочку 19 валлка поворота оправки, второй конец цепи прикреплен к возвратной пружине 20, своим вторым концом прикрепленной к неподвиж-ной точке. При повороте рычага 16 под воздействием кулака цепь, приирепленная к рычагу, поворачивает валик поворотной оправки и оправку, которая при своем повороте формирует заднюю петлю ленточного пояса вокруг неподвижной прямоугольной оправки 21. Ножницы 13 служат для отрезки отмеренного куска ленты и состоят из двух ножей; нижнего неподвижного и верхнего, качающегося со своим рычагом на оси. На верхний нож ножниц воздействует кулак 12, нож опускается и отрезает ленту. Ролики 7 для придания ленте прямоли-нейной формы путем сообщения ей при протягивании роликн знакопеременной деформации... В узел правильных роликов входят также установленные на оправках пластины 22 из тве|рдого сплава, снимающие с кромок ленты заусенцы. Размоточное устройство 6 служит для установки бухты ленты и выдачи ее в работу ио надобносги. Катушка бухты подтормаживается тормозом 23. Лоток 24 служит для направления движения ленты при подаче, 1фиксации ее при формировании петель и передачи на последующую операцию сварки концов петель. Основой лотка служит балка, на верхней полке кото1рой имеется проводка для прохода леиты. Правая, нижняя и верхняя стенки проводки неподвижные. В нижней и верхней стенках проводки имеются вырезы для прохода выталкивателей 25, левая подвижная стенка 26 проводки подвешена на рычагах и соединена тягой 27 с валом выталкивателей. При повороте выталкивателей стенка поднимается и дает возможность поясу выйти из проводки в захваты приемнОГО устройства 28, подающего пояса на операцию сварки. Механизм гибки передней петли служит для формирования передней петли, подачи пряжек из магазина, прижима электродов сварочных головок и включения сварочного тока. На кулачковом валу 4 установлены кулаки 29-34 соответственно загиба ленты, поворота пряжки привода приемного устройства, прижима электродов включевия сварочного тока и выталкивания пряжки и ленты. На приводном валу установлен эксцентрик привода скалки, служащей для поштучной подачи пряжек.; Кулак 29 загиба ленты слулсит для формирования передней петли ленты, он воздействуст на ролик рычага 35. Рычаг установлен на валу, на другом конце которого установлен второй рычаг 36, к концу которого прикреплена ролнко-втулочная цепь 37. Цепь, обогнув звездочку 38 валика загибочной оправки, црикреплена концо.м к .возвратной пружине, а конец пружины - к ненодвижной точ1ке. Нрн воздействии кулака 29 на рычаг 35 последний поворачивается, вместе с ним поворачивается второй рычаг 36, цепь поворачивает звездочку 38, а олравка 39 производит запиб конца ленты вокруг нряж1ки. Кулак 30 поворота пряжки служит для придания пряжке вертикального положения при подаче ленты в момент прохождення ее через проем пряжки и поворота пряжки в горизонтальное нолол ение. В момент формирования передней петли ленты вокруг нее лента нлотно обжимает пряжку, благодаря че.му последняя при дальнейших операциях, транспортировке и упаковке кнпы не может выскоч.нть из петли ленточного пояса. Кулак 30 воздействует на ролик рычага 40, рычаг через тягу 41 - на рычаг 42, который через тягу 43 воздействует на обойму 44, поворачивая ее на 90°. В обой.ме установлена пряжка. Кулак 31 привода приемного устройства служит для подвода захватов к нроводке лотка, приема заготовки пояса, отведения заготовки к позиции сварки и удаления готового пояса ,из стайка. Кулак через рычаг 45 и тягу 46 воздействует на рычаг 47 вала приемного устройства. Кулак 32 прижима электродов служит для поворотов верхних электродов электросварочных головок 48 и 49, чем обеспечивается нужный зажим свариваемых концов петли между электродами, что необходимо для прочного сварного соединения. Кулак воздействует на рычаг 50, поворачивая его. Рычаг системой тяг 51-55 и промежуточных рычагов 56-58 соединен с качающимися кроиштейнами вер.хних электродов 59 и 60 электросварочных головок; при повороте кронштейнов верхний и нижний электроды сближаются. Кулак 33 в-ключения сварочного тока служит для включения игнитронного включателя сва|рочных трансформаторов 61 и 62 и воздействует иа концевой выключатель. Кулак 34 выталкивания ленты и пряжки служнт для подачи пряжки в переднюю рабочую зону поворотной обоймы, при этом предыдущая пряжка вместе с поясом, которым она обжата, выталкивается из обоймы и попадает в приемное устройство. Кулак воздействует через ролик на двуплечий рычаг 63, вто.рым своим роликом рычаг воздействует на скалку 64, которая выталкивает из задней части паза обой.мы 44 очередную пряжку в рабочую зону паза обоймы. При этом предыдущая пряжка вместе с навернутой на нее петлей ленты выталкивается из оооимы и вместе с поясом попадает в приемное устройство. К рычагу 63 в средней его част.и подсоединена тяга 65, кото1рая воздействует на выталкя-ватели 25, установленные на валу 66 и служащие для выталкивания из лотка проводки очередного пояса одновременно с выталкиванием пряжки. Эксцентрик 67 служгит для подачи пряжек из магазина 68 в обойму 44. Эксцентрик усталовлен на присодно.м валу и заставляет рычаг 69 совершать качательное движение, которое тягу 70 преобразуется в возв(ратно-поступательное движение скалки ползуна магазина пряжек. Магазин пряжек служит для создания в автомате определенного запаса пряжек и поштучной выдачи их в работу. МагазИН состоит из вертикальното штыря, имеюш,его форму виутрен.него проема дряжки скалки 71, скользящей в направляющей, и приемного лотка 72. На штырь надевается до 150 пряжек. Штырь копирует внутренний проем пряжки, пряжка устанавливается щтырем в горизонтальной плоскости в строго фиксированном положении, а в вертикальном положении - под действием своего веса, при этом «столб пряжек свободно скользит по HJTbipio вниз. Нижняя пряжка опирается на скалку, в передней части скалки имеется гнездо для пряжки. При возвратно-поступательном движении скалки, когда гнездо оказывается под пряжкой, нряжка в него проваливается. Высота заднего скоса гнезда таасова, что скалка при движении увлекает за собой только одну пряжку, нижнюю, которую щтырь не удерживает. Пряжка при движении вместе со скалкой опирается одним своим краем на скалку, а другим скользит по неподвижной направляющей. Направляющая, на которую опирается пряжка, оканчивается у края приемного лотка, и пряжка, выдвинувшись скалкой вперед, теряет над приемным лотком опору, опрокидывается со скалки и соскальзывает в приемный лоток, а оттуда в заднюю часть поворотной обоймы. Затем толкателем нряжка перемещается в переднюю зону обоймы, а ее место после поворота обоймы в исходное положение занимает очередная провалившаяся из приемного лотка пряжка. Механизм гибки передней петли вместе с магазином выполнен подвижным в направлении подач.и пояса, что необходимо для получения поясов разной длины. Приемное устройство 28 служит для приема пояса нз лотка, отвода его на позицию сварки и удаления готового пояса из станка. Приемиое устройство состоит -из вала 73, рычагов 74 -и щтанги 75, на которой установлены приемные захваты, нмеющие зев для входа пояса, и выталкивающих упоров 76, установленных неподвижно. Вал приемных захватов
приводится в качательное движение от кулачкового вала но данному циклу.
он снабжен смонтированным на станине магазином пряжек, содержащим жестко закрепленный на станине шты-рь, имеющий форму внутреннего ироема пряжки, скалку, служащую для пощтучной выдачи пряжек из магаэлектродов, верхнего и нижнего, каждый электрод зажат (На качающемся кронштейне клеммным зажимом. К зажимам ШИнами подводится напряжение. Верхний зажим изолирован от кронштейна. Нижний зажим подпружинен пружиной, обеспечивающей постоянное давление между электродами, равное 100-120 кгс, н упирается в |регулируемый упор 77. Верхний кронштейн системой рычагов н тяг наклоняется и приж:имает свариваемые петель к нижнему элект)роду, после чего включается сварочный ток. К электродам подводится охлаждающая вода. Работает автомат следующим образом. Бухта ленты, предназначенная для изготовления поясов, устана;вливается на размоточное устройство, с которого лента протяг вается через правильные ролики, где получив знаконеременный перегиб, она принимает нрямолинейлую форму. Проходя через обойму пластин из твердого сплава, лента очищается от заусенцев. Из правильного устройства она попадает в тянущие ролики механизма подачи. Тянущие ролики подают ленту в проводку лотка, а в момент прекзращения подач.и ножницы отрезают отмеренное ее количество. При подаче ленты пряжка, находящаяся в рабочей зоне обоймы, находится в вертикальном положении и не препятствует прохождению ленты через свой проем. После отрезки ленты оправки, формирующие петли, поворачиваются. Задняя петля формируется, огибаясь вокруг прямоугольной оправки, передняя, - огибаясь вокруг нряжки и плотно обжимая ее. В процессе огибаиия лентой пряжки последняя принимает горизонтальное положение. По окончании формирования петель пояс вместе с пряжкой сталкивается с лотка в захваты приемного устройства, после чего захваты отводят пояс и устанавливают его в позицию сварки. Производится сварка петель на концах нояса, затем захваты отводят пояс до неподвижных выталкивающих упоров, которые и выталкивают его из захватов. Одновременно с выталкиванием пояса из лотка в переднюю часть обоймы проталкивается очередная пряжка. Предмет изобретения 1. Автомат для изготовления деталей нз длинномерного матернала, содержащий смонтированные на станине механизмы подачи, правки, отрезки мерной заготовки, а также гибочный механизм, приводной вал н кулачковьи вал, управляющий движением всех механизмов по заданному циклу, отличающийся тем, что, с целью повышения производительности и обеспечения 1возможности изготовления деталей типа «ипных поясов и сборки их с пряжками.
зина, установленную в предусмотренных на станине иапра-вляющлх с возможностью вознратно-поступательного движения, н приемный лоток, а также приспособлением для подачи пряжек в гибочный механизм, выполненным в виде смонтированного на приводном валу эксцентрика, поворачивающего посредством рычагов шарНИрно закрепленную на станине обойму, расположенную под приемным лотком.
2. Автомат по п. 1, отличающийся тем, что, с целью обеспечения возможности осуществлеНия сварочных операций, он снабжен двумя сварочным.и , каждый из которых выполнен в виде смонтированной на станине сварочной головки, состоящей из двух кронштейнов, установленных с возможностью качения через систему рычагов от кулачкового вала и закрепленных на каждом из них посредством клеммных зажимов электродов, при этом один из залсимов связан с пружиной, жестко закрепленной на станине и обеспечивающей постоянное давление между электродами. 3. Автомат по п. 2, отличающийся тем, что он снабжен механизмом переноса шготовляемых изделий от гибочного м-еханизма к сварочному узлу, выполненным в виде приводимого в качательное движение от кулачкового вала дополнительного вала с шарнирно закрепленными на нем рычагами, несущи.ми щтангу, на -которой установлены пр.иемные захваты, имеющие зев для ввода изготовляемого
изделия, и жестко закрепленных на :ста«нне выталкивающих упоров, служащих для удаления готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| Автомат для навивки ленты на оправку | 1977 |
|
SU684627A1 |
| Автомат для сборки составных крышек для жестяных и картонно-металлических банок | 1959 |
|
SU124916A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Автомат для подачи скалок в асбестотрубную машину | 1959 |
|
SU133385A1 |
| АВТОМАТ ДЛЯ ОЧИСТКИ (ОБДУВКИ) ВИУТРЕННЕЙ ПОВЕРХИОСТИ ДЕТАЛЕЙ СЖАТЫМ ВОЗДУХОМ | 1969 |
|
SU241597A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| УСТРОЙСТВО для РЕЗКИ и УПАКОВКИ ДИАФИЛЬМОВ | 1967 |
|
SU198914A1 |
| Устройство для вдевания ленты в пряжку | 1972 |
|
SU524873A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |