Изобретение относится к области сварки кольцевых стыков труб с трубными досками из титановых сплавов и может быть применено в атомной энергетике, машиностроении, газонефтедобывающей промышленности и т.д.
Известен способ крепления труб в трубных досках теплообменных аппаратов [А.С. №382912]. В данном способе воздействие на среду осуществляют с помощью лазерного луча, направляемого через линзу в каждую трубу. Пространство между трубной доской и трубами заполняют консистентным материалом, например машинным маслом. Затем трубы погружают в рабочую среду, а трубную доску помещают над ее уровнем на расстоянии, обеспечивающем заполнение труб по всей высоте под действием сил поверхностного натяжения.
Недостатком способа является подбор консистентного материала, используемого для создания гидродинамического воздействия при изменении размеров трубок, и дополнительные операции по заполнению консистентным материалом пространства между трубной доской и трубами, что снижает производительность способа.
Известен способ закрепления теплообменных трубок в трубной доске теплообменника с помощью лазера, выбранный за прототип [А.С. №1327392]. Для этого отверстия в трубной доске пробивают лучом кольцевой формы, которым осуществляют последующую сварку, трубную доску устанавливают в фокальной плоскости лазера. Торцы труб размещают в фокальной плоскости лазера, фокусирующее устройство и афокальную насадку настраивают на заданные диаметр отверстия и ширину реза, а ширину сварочного луча изменяют путем взаимного перемещения насадки и трубной доски.
Недостатком способа является невысокая эффективность и производительность сварки из-за низкого коэффициента поглощения лазерного луча свариваемым материалом.
Задачей является повышение эффективности и производительности процесса сварки соединения труба - трубная доска при различном сечении труб (круглые, прямоугольные, плоские и т.п.).
Для решения задачи предложен способ лазерной сварки соединения труба - трубная доска. Предварительно перед сваркой осуществляют сборку соединений труба - трубная доска с зазором 0…0,2 мм и устанавливают фокальную плоскость лазерного луча относительно свариваемой поверхности трубной доски на расстоянии -5…+5 мм. Сварку осуществляют в два этапа. На первом этапе смещают лазерный луч от стыка в направлении трубной доски и осуществляют проплавление. На втором этапе лазерный луч наводят на стык и осуществляют сварку. В область сварки подают инертный защитный газ (Ar) в количестве 10…15 л/мин. Высота выступа торца трубы относительно свариваемой поверхности трубной доски может быть в диапазоне 0…1 мм. Проплавление выполняют с мощностью лазерного луча ≥1 кВт при скорости сварки ≥25 мм/сек. Сварку осуществляют с использованием иттербиевого волоконного лазера и гальванометрического сканатора. Иттербиевый волоконный лазер с длиной волны 1,07 мкм обладает высоким качеством лазерного излучения (ВВР до 4,5 мм/мрад), что позволяет фокусировать его в пятно диаметром до 200 мкм и, как следствие, повысить плотность мощности лазерного излучения. Гальванометрический сканатор используют для позиционирования лазерного луча.
Определенное расположение фокальной плоскости лазерного луча обусловлено наибольшей эффективностью поглощения лазерного луча в парогазовом канале сварочной ванны за счет его многократного переотражения. Осуществление лазерной сварки за два этапа позволяет заполнить зазор в соединении труба - трубная доска расплавленным материалом трубной доски на первом этапе, что также позволит повысить коэффициент поглощения лазерного луча свариваемым материалом из-за его нагрева и, как следствие, эффективность и производительность сварки при выполнении второго этапа. Использование гальванометрического сканатора при смещении лазерного луча со стыка в направлении трубной доски на первом этапе, наведении лазерного луча на стык на втором этапе и при перемещении между свариваемыми объектами обеспечивает высокую скорость и точность позиционирования лазерного луча при сварке трубы (различной геометрии в поперечном сечении: круглой, квадратной, треугольной и т.д.) с трубной доской.
Совместное использование иттербиевого волоконного лазера и гальванометрического сканатора позволяет повысить эффективность и производительность процесса сварки
Совокупность отличительных признаков является необходимой и достаточной для решения поставленной задачи.
При расположении фокальной плоскости лазерного луча (Δf) относительно свариваемой поверхности трубной доски на расстоянии -5…5 образуется минимальный диаметр пятна лазерного луча при сварке, при его увеличении снижается плотность мощности и, как следствие, эффективность сварки.
Отклонение лазерного луча (Δl) в сторону трубной доски на расстояние 0,1…1 мм на первом этапе обеспечивает расплавление материала трубной доски и заполнение расплавленным материалом зазора в соединении труба - трубная доска, образованного при сборке. Отклонение лазерного луча на расстояние меньше 0,1 мм не обеспечит заполнение зазора расплавленным материалом трубной доски из-за прохождения значительной доли лазерного луча через зазор без взаимодействия с материалом трубной доски. При отклонении лазерного луча в сторону трубной доски на расстояние больше 1 мм также не обеспечивается заполнение зазора в соединении труба - трубная доска из-за значительного расстояния до стыка.
Использование защитного газа (Ar) с расходом (R) 10…15 л/мин позволяет обеспечить защиту расплава и закристаллизованного металла, нагретого свыше температуры 400°С, от взаимодействия с окружающей средой, обеспечивая требуемые формирование, технологическую и эксплуатационную прочность сварного соединения. Снижение расхода защитного газа менее 10 л/мин приведет к недостаточной защите, снижению качества формирования и механических свойств сварного соединения. Увеличение расхода газа более 15 л/мин нецелесообразно по экономическим соображениям.
Высоту выступа (h) торца трубы относительно свариваемой поверхности трубной доски устанавливают в диапазоне 0…1 мм для получения требуемой глубины проплавления сварного соединения. При высоте выступа торца трубы относительно свариваемой поверхности трубной доски >1 мм часть лазерного луча поглощается поверхностью трубы, в связи, с чем глубина проплавления снижается и не удовлетворяет требованиям. При занижении торца трубы относительно свариваемой поверхности трубной доски (высота выступа <0 мм) не образуется качественного формирования внешнего валика сварного соединения.
Использование мощности лазерного луча (Рл)≥1 кВт и скорости сварки (Vсв)≥25 мм/сек позволяет получить качественное сварное соединение с требуемыми геометрическими характеристиками и механическими свойствами при отсутствии разбрызгивания расплава из сварочной ванны.
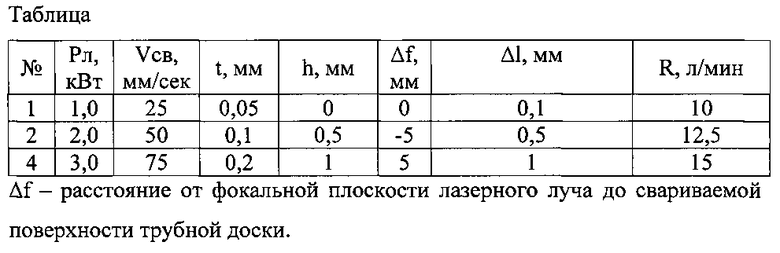
Способ лазерной сварки соединений труба - трубная доска осуществляют при воздействии на соединение труба - трубная доска лазерного луча, направленного с помощью гальванометрического сканатора. Соединение труба - трубная доска было собрано предварительно перед сваркой с зазором и высотой выступа торца трубы относительно свариваемой поверхности трубной доски. Перед сваркой фокальную плоскость лазерного луча располагали на свариваемой поверхности трубной доски. Устанавливали мощность лазерного луча и скорость сварки. В область лазерного воздействия на трубу и трубную доску подавали защитный газ (Ar) (Табл. 1).
Сварку осуществляют за два этапа. На первом этапе лазерный луч отклоняют от линии стыка в сторону трубной доски и осуществляют проплавление. На втором этапе лазерный луч наводят на стык и осуществляют сварку. Способ лазерной сварки повторяли при различных значениях параметров.
Все варианты способа лазерной сварки позволили получить сварное соединение труб толщиной стенки 1 мм с трубной доской толщиной 6-12 мм с требуемыми геометрическими и механическими характеристиками.
При лазерной сварке со значениями параметров режима, выпадающих из вышеописанных диапазонов (Рл≤1кВт, Vсв≤25 мм/сек, t>0,2 мм, 0>h>1 мм, -5>Δf>5 мм, 0,1>Δl>1 мм, 10>R>15 л/мин), образуются сварные соединения, не удовлетворяющие требованиям по геометрии и механическим свойствами.
Способ лазерной сварки соединений труба - трубная доска позволяет повысить производительность и эффективность процесса сварки соединения труба - трубная доска при требуемом качестве сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ ОРБИТАЛЬНОЙ СВАРКИ | 2013 |
|
RU2539256C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ | 2018 |
|
RU2678110C1 |
| Способ лазерной сварки труб | 2017 |
|
RU2637034C1 |
Изобретение относится к способу лазерной сварки соединений труба - трубная доска. Предварительно перед сваркой осуществляют сборку соединений труба - трубная доска с зазором меньше 0,2 мм. Предварительно устанавливают фокальную плоскость лазерного луча относительно свариваемой поверхности трубной доски на расстоянии -5…+5 мм. Сварку осуществляют в два этапа. На первом этапе смещают лазерный луч от стыка в направлении трубной доски и осуществляют проплавление. На втором этапе лазерный луч наводят на стык и осуществляют сварку. В область сварки подают инертный защитный газ в количестве 10-15 л/мин. Высота выступа торца трубы относительно свариваемой поверхности трубной доски не больше 1 мм. Проплавление могут выполнять с мощностью лазерного луча ≥1 кВт при скорости сварки ≥25 мм/сек. Технический результат заключается в высоком качестве сварного соединения. 2 з.п. ф-лы, 1табл.
1. Способ лазерной сварки соединений труба - трубная доска, включающий предварительно перед сваркой сборку соединений труба - трубная доска, установку фокальной плоскости лазерного луча относительно свариваемой поверхности трубной доски и сварку лазерным лучом, отличающийся тем, что сборку соединения труба - трубная доска осуществляют с зазором ≤0,2 мм, фокальную плоскость лазерного луча располагают относительно поверхности трубной доски на расстоянии -5…+5 мм, а сварку осуществляют в два этапа, при этом на первом этапе смещают лазерный луч от стыка в направлении трубной доски на 0,1-1 мм, а на втором этапе лазерный луч позиционируют на стыке, причем в область сварки подают инертный защитный газ в количестве 10-15 л/мин.
2. Способ по п. 1, отличающийся тем, что высоту выступа торца трубы относительно свариваемой поверхности трубной доски устанавливают в диапазоне ≤1 мм.
3. Способ по п. 1, отличающийся тем, что проплавление выполняют с мощностью лазерного луча ≥1 кВт при скорости сварки ≥25 мм/сек.
| Способ закрепления теплообменных трубок в трубной доске теплообменника с помощью лазера | 1985 |
|
SU1327392A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2065351C1 |
| Способ соединения труб с трубными досками высококонцентрированным лучевым источником энергии | 1986 |
|
SU1424260A1 |
| JP63033189A,12.02.1988 | |||
| US4841617A1,27.06.1989. | |||

