Изобретение относится к устройству для транспортировки предметов с:
а) по меньшей мере одной бесконечной трансмиссией, которая образует пустую ветвь и нагруженную ветвь и задает направление транспортировки,
б) направляющим устройством по меньшей мере для одной бесконечной трансмиссии, которое включает в себя первый обводной элемент и по меньшей мере один второй обводной элемент, по которым обращается по меньшей мере одна бесконечная трансмиссия, причем
в) по меньшей мере одна бесконечная трансмиссия перемещает с собой множество несущих звеньев, которые расположены и выполнены таким образом, что они могут взаимодействовать с несущими структурами, на которых является закрепляемым по меньшей мере один предмет.
Подобные транспортные устройства в автомобильной индустрии служат для того, чтобы транспортировать автомобильные кузова, а также и такие иные предметы, такие как, например, кузовные детали и тому подобное, между и, прежде всего, также и в отдельных технологических или обрабатывающих станциях.
Кроме того, изобретение относится к установке для обработки поверхности предметов по меньшей мере с одной обрабатывающей зоной, которая включает в себя транспортную систему, посредством предмет является транспортируемым по меньшей мере через одну обрабатывающую зону.
Обычно, каждый автомобильный кузов при этом закреплен на так называемом транспортном каркасе, который, как правило, имеет два опорных полоза. Современные автомобильные кузова изготавливаются уже с крепежными узлами, которые являются стандартизованными и адаптированы под транспортные каркасы. Эти крепежные узлы автомобильных кузовов зачастую представляют собой крепежные пластины на их днищах. Эти крепежные пластины взаимодействуют с соответствующим образом адаптированными опорными или запорными элементами на транспортных каркасах, которые, например, в форме опорных пальцев также известны сами по себе и посредством которых автомобильный кузов крепится на транспортном каркасе. Для других предметов транспортный каркас несет на себе, например, один или несколько держателей заготовок, которые удерживают предметы.
Для привода транспортного каркаса в известных конвейерах названного в начале типа он опирается, например, своими опорными полозьями на несущие звенья бесконечной трансмиссии.
В случае автомобильных кузовов в отдельных обрабатывающих станциях подобный транспортный каркас подвергается такой же обработке, что и закрепленный на нем автомобильный кузов. Если, например, автомобильный кузов на транспортном каркасе проводится через сушильное устройство, то вместе с автомобильным кузовом каждый раз нагревается и соответствующий транспортный каркас, чтобы затем снова охлаждаться вместе с кузовом. По этой причине при каждом процессе сушки существенная доля энергии расходуется на нагревание и охлаждение соответствующего транспортного каркаса.
В обрабатывающих зонах, в которых салазки не подвергаются непосредственной обработке, их, тем не менее, нужно перемещать вместе с автомобильным кузовом. При этом подлежащая транспортировке общая масса автомобильного кузова и транспортного каркаса существенно выше, чем масса одного автомобильного кузова. Например, автомобильный кузов весом 400 кг транспортируется на транспортном каркасе, который весит примерно 150 кг. Поскольку нужно перемещать увеличенную массу, то для транспортировки автомобильного кузова и транспортного каркаса также затрачивается больше энергии, чем на один автомобильный кузов.
В совокупности, в известных на рынке транспортных устройствах названного в начале типа, которые взаимодействуют с салазками, ухудшается общий энергетический баланс относительно подлежащих обработке автомобильных кузовов и, тем самым, увеличиваются общие эксплуатационные расходы на установку.
Поэтому задачей изобретения является создание устройства названного в начале типа, которое отвечает данной идее. Однако при этом постоянно должна иметься возможность транспортировать и другие предметы, отличные от автомобильных кузовов.
В устройстве названного в начале типа данная задача решена посредством того, что:
д) по меньшей мере одна бесконечная трансмиссия, кроме того, перемещает с собой множество несущих звеньев, которые расположены и выполнены таким образом, что они могут взаимодействовать со стандартизованными крепежными узлами автомобильных кузовов.
Тем самым в соответствии с изобретением бесконечная трансмиссия по выбору может быть загружена несущими структурами, например, транспортными каркасами, которые загружены иными предметами, отличными от автомобильных кузовов, или автомобильные кузова транспортируют без транспортных каркасов. Кроме того, автомобильные кузова также могут транспортироваться на транспортных каркасах, если это потребуется.
Особо желательно, чтобы конструктивная высота транспортировочного устройства была максимально малой. Поэтому, предпочтительно:
а) связующие звенья с возможностью поворота вокруг оси поворота соединены с бесконечной трансмиссией,
б) связующие звенья выполнены с возможностью синхронного перемещения с нагруженной веткой в рабочем положении и с пустой веткой в отличном от рабочего положения повернутом возвратном положении,
в) на первом конце бесконечной трансмиссии предусмотрено устройство для поворота вовнутрь, посредством которого связующие звенья являются переводимыми из возвратного положения в рабочее положение,
д) на втором конце бесконечной трансмиссии предусмотрено устройство для поворота наружу, посредством которого связующие звенья являются переводимыми из рабочего положения в возвратное положение.
Если связующие звенья, например, на пустой ветви выполнены в виде выступающих вверх элементов, например в виде опорных пальцев, то на обводных концах бесконечной трансмиссии они могут быть повернуты и синхронно перемещаться пустой веткой, что требует меньшей конструктивной высоты. Это желательно, прежде всего, в том случае, если нагруженная ветка и пустая ветка бесконечной трансмиссии проходят друг над другом.
При этом особо благоприятно, если ось поворота проходит параллельно направлению транспортировки. В этом случае связующие звенья могут быть повернуты в сторону из области, в которой проходит бесконечная трансмиссия.
Предпочтительно, каждое связующее звено удерживается поворотным элементом, который на одном конце посредством поворотного шарнира соединен с бесконечной трансмиссией.
Если ось поворота расположена в области рядом с бесконечной трансмиссией, то связующие звенья могут быть полностью размещены сбоку рядом с бесконечной трансмиссией.
Чтобы на нагруженной ветви освободить область над бесконечной трансмиссией для транспортирующих несущих структур, может быть благоприятным, если связующие звенья выполнены с возможностью синхронного их перемещения вместе с нагруженной веткой в отклоненном в противоположном рабочему положению исходном положении.
Если требуется, чтобы не всегда все связующие звенья принимали свое рабочее положение, устройство для поворота вовнутрь предпочтительно выполнено таким образом, что связующие звенья выборочно являются перемещаемыми из их возвратного положения в рабочее положение или не являются таковыми.
Благоприятно, если устройство для поворота наружу включает в себя направляющие элементы, посредством которых связующие звенья принудительно осуществляют поворотное движение. Таким способом может происходить изменение положения связующих звеньев без необходимости использования для этого дополнительных исполнительных звеньев, которые, в свою очередь, потребовали бы отдельного привода.
В устройстве для поворота вовнутрь поворот определенных связующих звеньев может быть достигнут посредством нажимного элемента, посредством которого является инициируемым поворотное движение связующих звеньев.
Гибкость с точки зрения имеющих возможность транспортировки автомобильных кузовов повышается, если по меньшей мере одна бесконечная трансмиссия перемещает с собой, по меньшей мере, связующие звенья первого типа, которые могут взаимодействовать с соответственно различными стандартными крепежными узлами автомобильных кузовов.
На практике оправдало себя, если связующие звенья выполнены в виде опорных пальцев, как это уже было упомянуто в начале.
Кроме того, является преимуществом, если несущие звенья выполнены в виде опорного профиля для опорных полозьев транспортного каркаса.
Надежная транспортировка, как автомобильных кузовов, так и транспортных каркасов с автомобильными кузовами или прочими предметами особо обеспечивается в том случае, если предусмотрены по меньшей мере два направляющих устройства с соответственно бесконечной трансмиссией, нагруженные ветви которых проходят параллельно друг другу.
Относительно установки названного в начале типа упомянутая выше задача решена посредством того, что:
транспортная система включает в себя транспортировочное устройство с одним или со всеми описанными выше признаками.
Преимущества соответствуют разъясненным в связи с транспортировочным устройством преимуществам.
Кроме того, особо преимущественно, прежде всего, если:
а) обрабатывающая зона является первой обрабатывающей зоной с первой транспортной системой, и предусмотрена по меньшей мере одна другая обрабатывающая зона, которая включает в себя вторую транспортную систему, которая отличается от первой транспортной системы и посредством которой автомобильный кузов является транспортируемым через вторую обрабатывающую зону,
б) в области передачи между первой обрабатывающей зоной и второй обрабатывающей зоной расположено перестановочное устройство, посредством которого автомобильный кузов может быть передан от первой транспортной системы на вторую транспортную систему или от второй транспортной системы на первую транспортную систему.
Далее пример выполнения изобретения подробнее разъясняется на основании чертежей. На них показано:
Фиг.1 - перспективный вид сушильной зоны, в которой расположен несущий цепной конвейер с опорными профилями для транспортных каркасов и выполненные с возможностью поворота несущие пальцы для автомобильных кузовов, посредством которых автомобильные кузова или предметы могут транспортироваться между входной областью и выходной областью сквозь сушильный туннель,
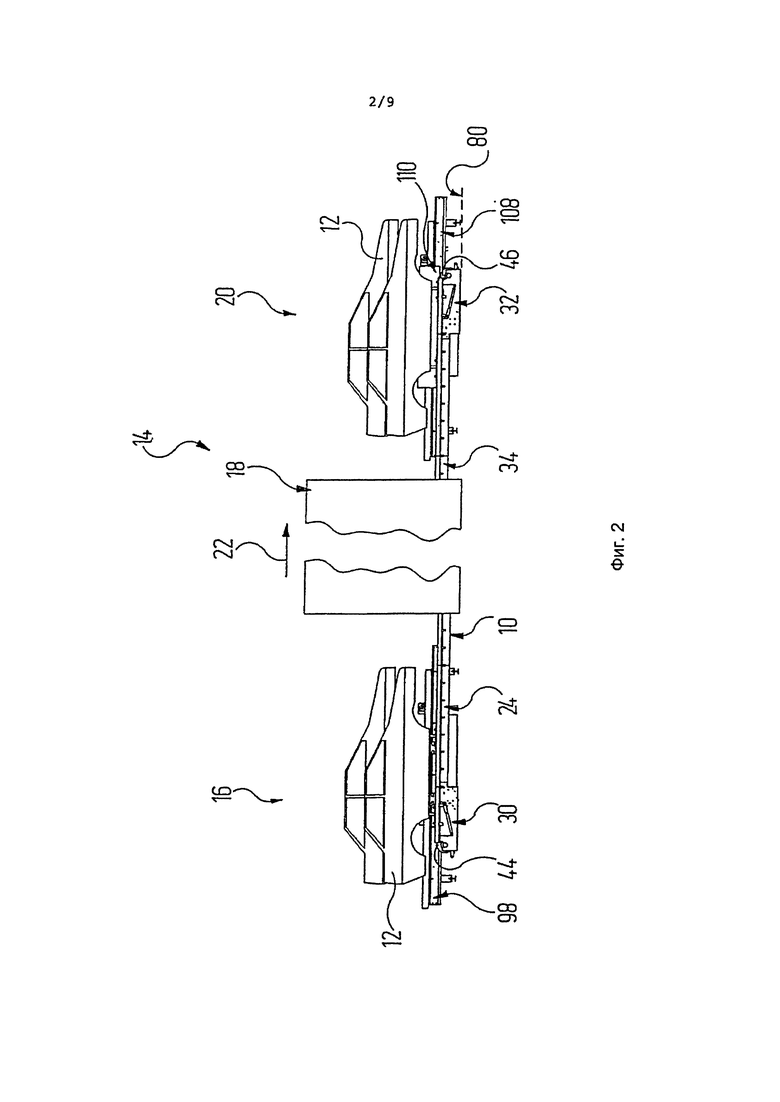
Фиг.2 - вид сбоку на сушильную зону согласно фиг.1,
Фиг.3 - вид спереди на выходную область сушильной зоны,
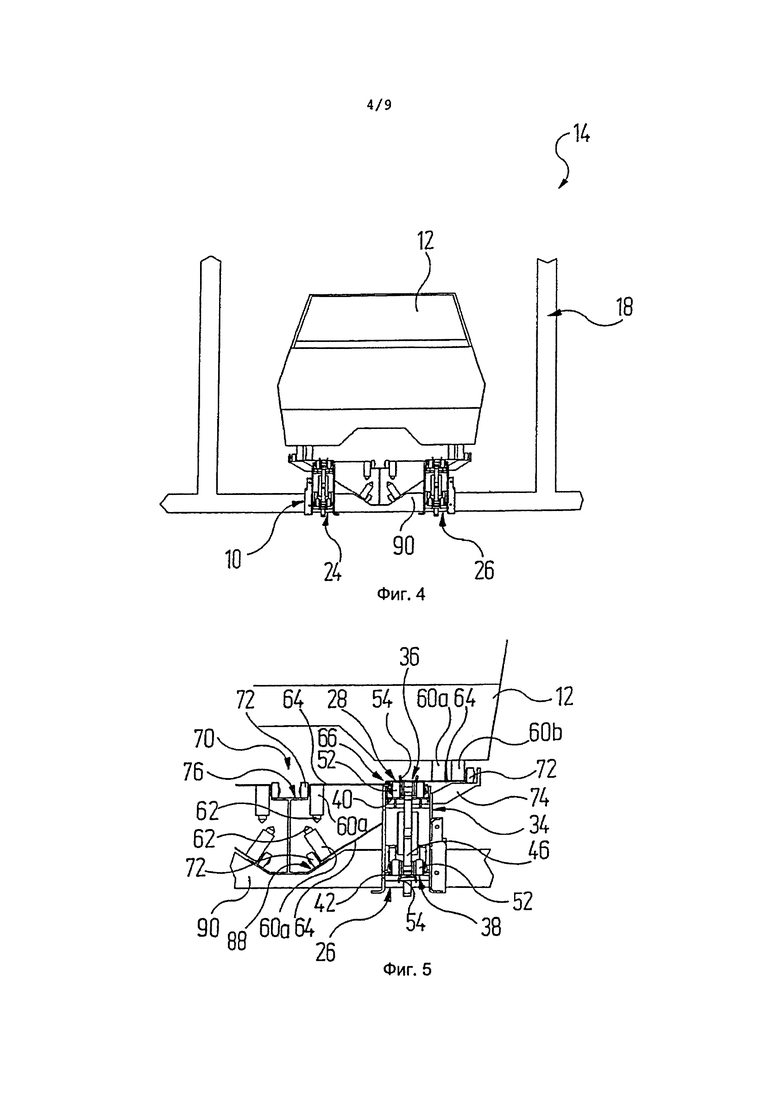
Фиг.4 - вид спереди на сушильный туннель, причем автомобильные кузова установлены на несущие пальцы несущего цепного конвейера,
Фиг.5 - увеличенный фрагмент транспортной ветви показанного на фиг.4 несущего цепного конвейера,
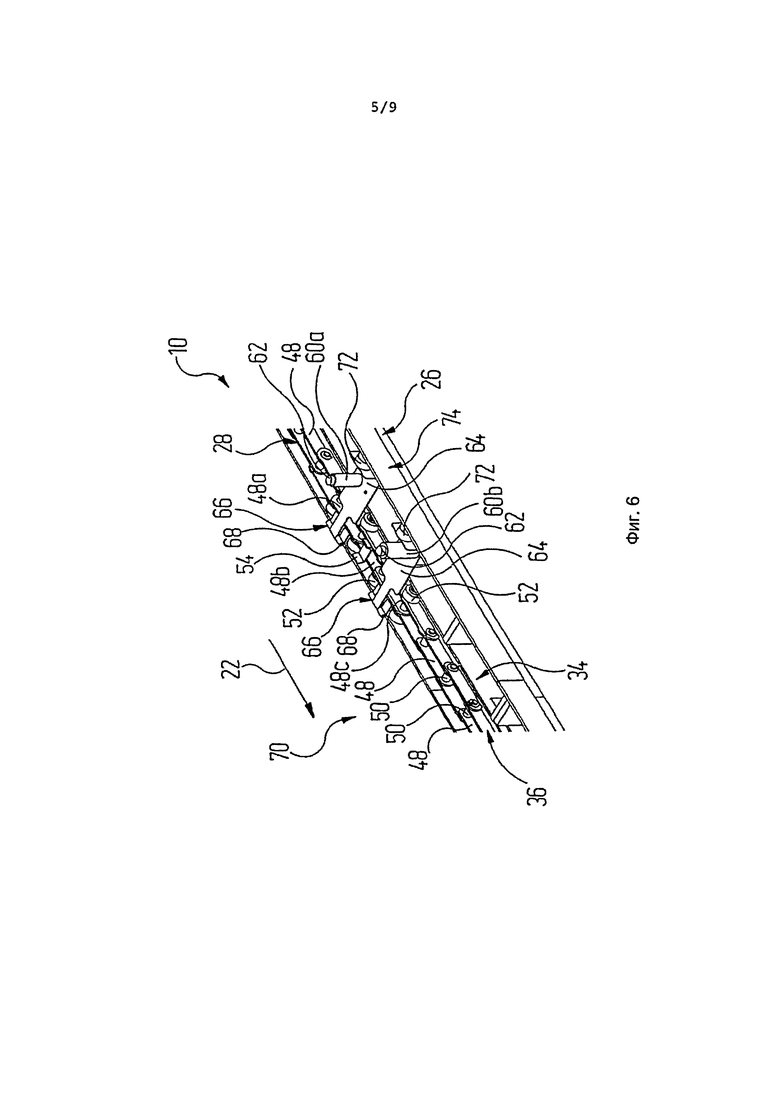
Фиг.6 - перспективно увеличенный фрагмент конвейерной цепи несущего цепного конвейера с другого направления взгляда,
Фиг.7 - соответствующий фигуре 4 вид спереди на сушильный туннель, причем автомобильный кузов закреплен на транспортном каркасе, который установлен на опорный профиль несущего цепного конвейера,
Фиг.8 - увеличенный фрагмент транспортной ветви показанного на фиг.7 несущего цепного конвейера,
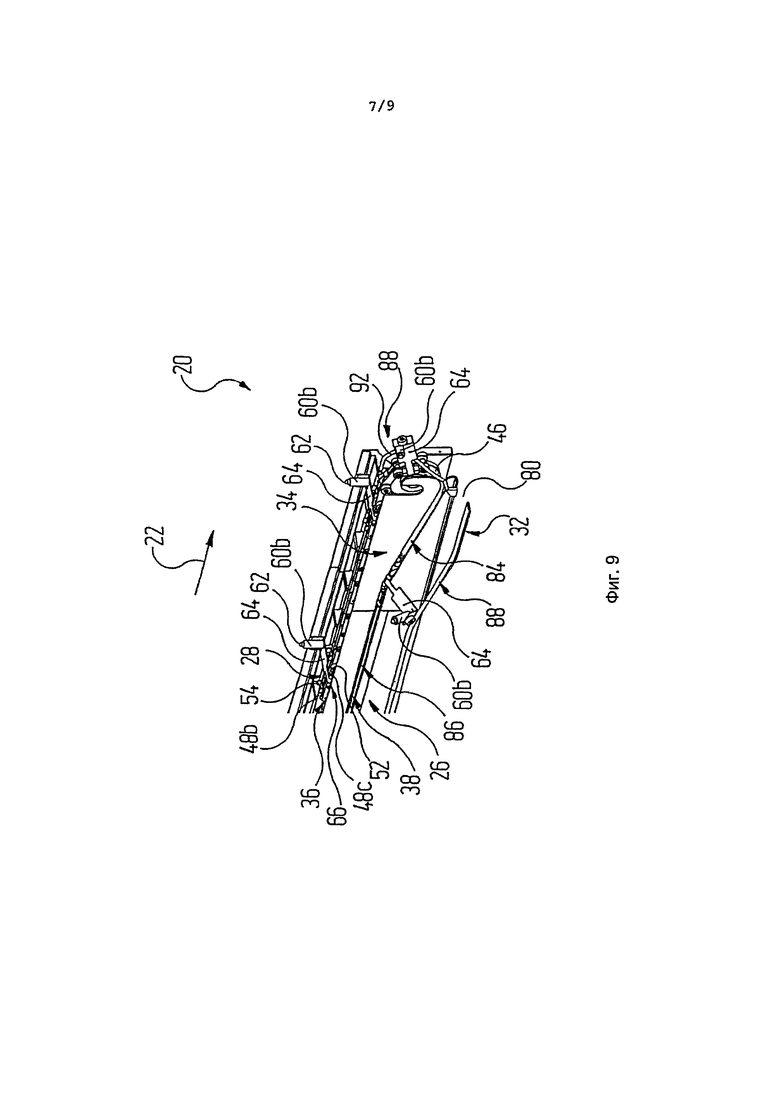
Фиг.9 - перспективный вид первого обводного конца транспортной ветви согласно фиг.5 или 8, причем видно устройство для поворота наружу для отклонения несущих пальцев,
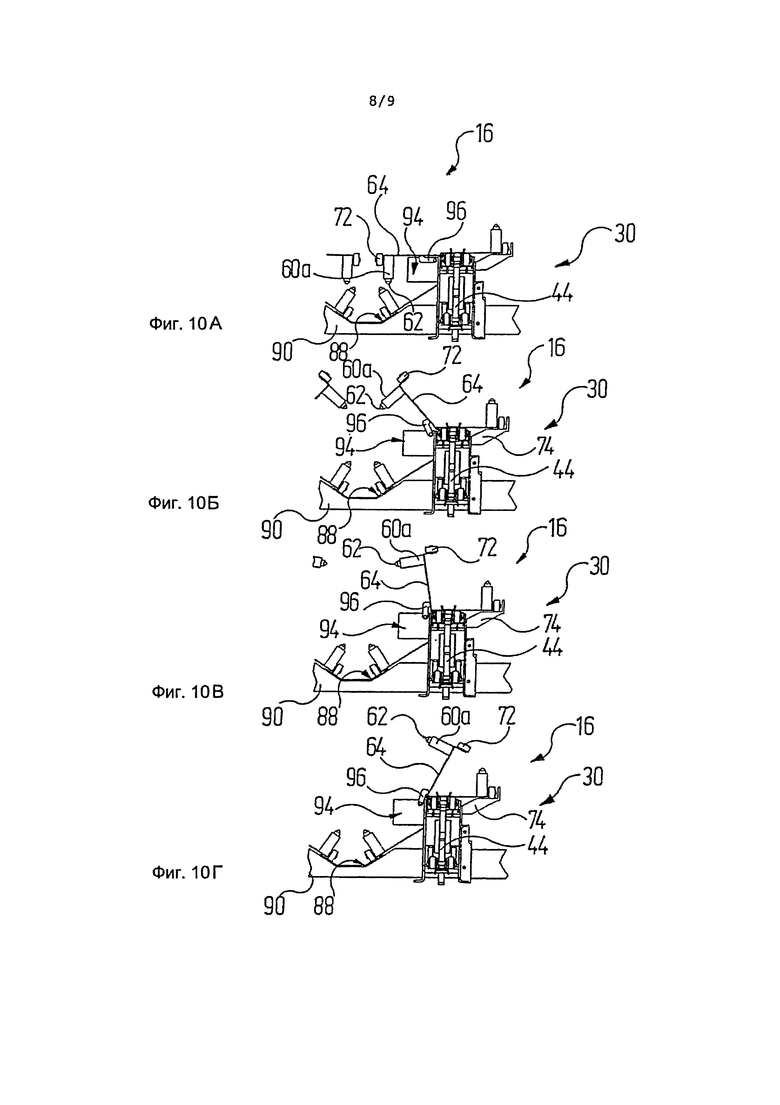
Фиг.10А-10Г - вид спереди на второй обводной конец транспортной ветви согласно фиг.9, причем видно устройство для переворота вовнутрь для переворота несущих пальцев и показаны четыре фазы процесса поворота опорных пальцев,
Фиг.11 - схематично обрабатывающая линия установки для обработки поверхности автомобильных кузовов с различными обрабатывающими зонами, некоторые из которых имеют несущий цепной конвейер, и областями передачи, в которых автомобильные кузова передаются на соответствующий несущий цепной конвейер или снимаются с такового.
На фигурах ссылочным обозначением 10 обозначен несущий цепной конвейер, с помощью которого предметы, которые показаны на примере автомобильных кузовов, должны транспортироваться, например, через установку для обработки поверхности или отдельные обрабатывающие зоны подобной установки. В качестве примера показана сушильная зона 14, в которой автомобильные кузова 12 или другие, не показанные здесь отдельно предметы транспортируются от входной области 16 сквозь сушильный туннель 18 к выходной области 20. Автомобильные кузова 12 на несущем цепном конвейере 10 транспортируются в направлении стрелки 22, которая показана только на фиг.1, 2, 6 и 9.
Несущий цепной конвейер 10 включает в себя два проходящих параллельно друг другу приводных узла 24 и 26 для транспортировки автомобильных кузовов 12. Приводные узлы 24, 26 выполнены зеркально симметрично относительно проходящей к ним вертикальной плоскости, в остальном они конструктивно идентичны и поэтому ради наглядности далее описаны на примере приводного узла 26, который расположен слева в направлении 22 транспортировки, и особенно на основании фиг.5, 6 и 8. Все сказанное соответственно действует и в отношении приводного узла 24.
Приводной узел 26 направляет бесконечную трансмиссию в форме бесконечной конвейерной цепи 28, которая обращается между одним опорным концом 30 и одним приводным концом 32 приводного узла 26. Для этого приводной узел 26 включает в себя направляющий профиль 34 для конвейерной цепи 28, посредством которого закреплено несколько не имеющих собственного ссылочного обозначения опорных структур.
Конвейерная цепь 28 имеет нагруженную ветвь 36 и пустую ветвь 38, причем нагруженная ветвь 36 опирается на верхнюю полку 40 направляющего профиля 34, и пустая ветвь 38 направляется по нижней полке 42 направляющего профиля 34.
Нагруженная ветвь 36 и пустая ветвь 38 конвейерной цепи 28 простираются между обводной шестерней 44 на опорном конце 30 и обводной шестерней 46 на приводном конце 32 приводного узла 26. Обводные шестерни 44 и 46 являются тем самым обводным элементом и при этом опираются с возможностью вращения вокруг горизонтальной оси вращения, так что конвейерная цепь 28 обращается в вертикальной плоскости. Обводная шестерня 46 на приводном конце 32 может приводиться известным самим по себе образом и соединена с соответствующей обводной шестерней приводного узла 24, так что конвейерная цепь 28 приводного узла 26 и конвейерная цепь приводного узла 24 обращаются синхронно.
Как особо хорошо видно на фиг.6, конвейерная цепь 28 включает в себя множество цепных звеньев 48, которые известным самим по себе образом шарнирно соединены друг с другом с помощью выполненных с возможностью свободного вращения осевых пальцев 50. На фигурах не все цепные звенья 48 или осевые пальцы 50 снабжены ссылочным обозначением.
Между особыми воспринимающими нагрузку, следующими друг за другом в направлении 22 транспортировки звеньями 48a, 48b, 48c несущей цепи соответствующие осевые пальцы 50 выступают в сторону за цепные звенья 48 и там опирают по одному ходовому ролику 52, с помощью которых эти звенья 48a, 48b, 48c несущей цепи и, тем самым, конвейерная цепь 28 могут катиться по верхней полке 40 или по нижней полке 42 направляющего профиля 34 приводного узла 26.
Среднее несущее цепное звено 48b в качестве несущего звена включает в себя опорный профиль 54 с U-образным поперечным сечением, который перемещается синхронно конвейерной цепью 28 так, что нагруженная ветвь 36 открыта вверх, а также в и против направления 22 транспортировки. Опорный профиль 54 взаимодействует с двумя опорными полозьями 56 несущей структуры в форме известного самого по себе транспортного каркаса 58, на котором могут быть закреплены автомобильный кузов 12 или иные предметы, при необходимости, в сочетании с одним или несколькими держателями заготовок самим по себе известным образом.
Для этого опорный профиль выполнен комплиментарно опорному полозу 56 транспортного каркаса 58 таким образом, что он может опираться на опорный профиль 54, и транспортный каркас посредством выступающего вверх U-образного колена опорного профиля 54 защищен от движения в сторону.
Несущее звено 48а цепи перед несущим звеном 48b цепи в качестве связующего звена с автомобильным кузовом 12 синхронно с собой перемещает опорный палец 60a, который на своем свободном конце включает в себя посадочный конус 62. Опорный палец 60a по своим размерам и своему положению согласован с цепным конвейером 28 так, что может взаимодействовать со стандартными крепежными узлами автомобильных кузовов 12 и, прежде всего, с помощью посадочного конуса 62 может по областям входить в предусмотренное для этого проходное отверстие.
Опорный палец 60a удерживается поворотным элементом в форме поворотной пластины 64, которая одним концом через шарнир 66 с возможностью поворота или опрокидывания вокруг оси 68 поворота соединена с несущим цепным звеном 48a, причем далее применяется единое понятие “поворот”. При этом ось 68 поворота расположена на направленной к приводному узлу 24 внутренней стороне рядом с конвейерной цепью 28, то есть, здесь рядом с несущим цепным звеном 48a, и проходит параллельно направлению 22 транспортировки, если соответствующее несущее цепное звено 48 находится на нагруженной ветви 36 или на пустой ветви 38 несущей цепи 28.
Для этого опорный палец 60a или же соответствующая поворотная пластина 64 на нагруженной ветви 36 конвейерной цепи 28 может быть отклонена между рабочим положением, в котором может быть принят автомобильный кузов 12, и исходным положением. Когда опорный палец 60a и поворотная пластина 64 принимают рабочее положение, поворотная пластина 64, начиная от шарнира 66, проходит поперек через цепное несущее звено 48a и дальше за него, причем опорный палец 60a выступает вверх из поворотной пластины 64. В исходном положении опорного пальца 60a в области нагруженной ветви 36 конвейерной цепи 28 поворотная пластина 64 повернута в область несущего цепного конвейера 10 между приводными узлами 24, 26, причем опорный палец 60a выступает вниз, эта область между приводными узлами 24, 26 образует направляющую область 70.
На своем противолежащем шарниру 66 конце поворотная пластина 64 опирает опорный ролик 72, который опирается с возможностью поворота вокруг оси, которая проходит перпендикулярно оси 68 шарнира. Направляющий профиль 34 приводного узла 26 включает в себя первую ходовую направляющую 74 с горизонтальной ходовой поверхностью, которая простирается по наружной стороне параллельно рядом с конвейерной цепью 28. Данная ходовая направляющая 74 расположена и рассчитана таким образом, чтобы опорный ролик 72 опирался на горизонтальную ходовую поверхность ходовой направляющей 74, когда опорный палец 60a или же соответствующая опорная пластина 64 принимают рабочее положение.
В направляющей области 70 проходит вторая ходовая направляющая 76 параллельно конвейерной цепи 28, которая также включает в себя горизонтальную ходовую поверхность и видна на фиг.4, 5, 7 и 8. Данная ходовая направляющая 76 расположена и рассчитана таким образом, чтобы опорный ролик 72 опирался на горизонтальную ходовую поверхность ходовой направляющей 76, когда опорный палец 60а или же соответствующая опорная пластина 64 принимают исходное положение.
Несущее цепное звено 48c, которое в направлении 22 транспортировки расположено за несущим цепным звеном 48b с опорным профилем 54, в качестве связующего звена с автомобильным кузовом 12 синхронно с собой перемещает опорный палец 60b. Этот опорный палец 60b, как и опорный палец 60a, на своем свободном конце несет посадочный конус 62 и соответствующим образом через поворотную пластину 64 и шарнир 66 с возможностью поворота вокруг оси 68 поворота соединен с несущим цепным звеном 48c.
Опорный палец 60b расположен на соответствующей поворотной пластине 64 и рассчитан так, чтобы он мог взаимодействовать со стандартными крепежными узлами на других автомобильных кузовах 12, чем опорный палец 60a. В остальном все сказанное выше об опорном пальце 60a соответственно действует и для опорного пальца 60b.
Так, например, опорные пальцы 60a могут взаимодействовать, например, со стандартными крепежными узлами в передней области определенного автомобильного кузова 12, в том время как опорные пальцы 60b подходят к стандартным крепежным узлам в задней области данного автомобильного кузова 12. Для других автомобильных кузовов 12 могут потребоваться, например, опорные пальцы 60b спереди и опорные пальцы 60a сзади, или автомобильный кузов 12 взаимодействует только с четырьмя опорными пальцами 60a или только с четырьмя опорными пальцами 60b.
В зависимости от типа подлежащего транспортировке автомобильного кузова 12 на нагруженной ветви 36 конвейерной цепи 28 и, тем самым, по выбору опирающийся на соответствующую группу несущих цепных звеньев 48a, 48b, 48c опорный палец 60a или 60b находится в своем рабочем положении, в отличие от этого соответствующий не требующийся опорный палец 60a, 60b принимает свое исходное положение.
Количество цепных звеньев 48 между двумя соседними и предназначенными определенному автомобильному кузову 12 несущими цепными звеньями 48a или же 48c или же двумя соседними и принадлежащими друг другу опорными пальцами 60a или же 60b постоянно выбрано так, чтобы два соседних и принадлежащих друг другу опорных пальца 60a, 60b подходят к двум соответствующим крепежным узлам автомобильного кузова 12. Расстояние между двумя подобными парами опорных пальцев 60a, 60b на одной конвейерной цепи 28 во время срока службы конвейерной цепи 28 при необходимости может изменяться путем удаления цепных звеньев 48, чтобы учитывать изменения длины конвейерной цепи 28, которое создается во время ее эксплуатации.
Принципиально, соответственно один из опорных пальцев 60a, 60b каждой конвейерной цепи 28 должен входить в крепежный узел автомобильного кузова 12. Каждый второй опорный палец 60a или 60b каждой конвейерной цепи 10 вместе посадочного конуса 62 может удерживать опорную пластину, на которую автомобильный кузов 4 может опираться своим соответствующим порогом.
Таким способом можно скомпенсировать допуски изготовления автомобильного кузова 12 или скомпенсировать изменения длины конвейерных цепей 28.
На фиг.4 и 5 показан автомобильный кузов 12, который опирается непосредственно на опорные пальцы 60a, 60b, причем не требующиеся опорные пальцы 60а в исходном положении перемещаются конвейерной цепью 28 синхронно с собой, равно как и не требующиеся опорные пальцы 60b, которые ради наглядности не показаны.
Как было разъяснено выше, несущий цепной конвейер 10 может транспортировать автомобильные кузова 12 или иные предметы также и на транспортном каркасе 58, для чего они опираются на опорный профиль 54. Это показано на фиг.7 и 8. Для этого транспортный каркас 58 включает в себя опорные пальцы 78, которые по расположению и размерам соответствуют опорным пальцам 60a, 60b. Как видно на фиг.7 и 8, опорные пальцы 60a, 60b при транспортировке транспортных каркасов могут перемещаться в своем рабочем положении или в своем исходном положении вместе с нагруженной веткой 36 конвейерной цепи 28.
Приводные узлы 24 и 26 конструктивно выполнены максимально низкими, причем минимальная конструктивная высота задана обводными шестернями 44 и 46 на опорном конце 30 и на приводном конце 32. Как особенно видно на фиг.9, расстояние от обводной шестерни 46 на приводном конце 32 до промаркированного ссылочным обозначением 80 днища настолько мало, что опорные пальцы 60a, 60b вошли бы в контакт в днищем 80, если при обращении вокруг обводной шестерни 46 они сохраняли бы свое рабочее положение и, в конце концов, выступали бы вниз на пустой ветви 36.
Поэтому на приводном конце 32 приводного узла 26 предусмотрено устройство 82 для поворота наружу, посредством которого опорные пальцы 60a, 60b, которые попадают к обводной шестерне 46 в рабочем положении, переводятся в возвратное положение.
В данном возвратном положении поворотные пластины 64 поворачиваются вовнутрь в направляющую область 70 между приводными узлами 24 и 26, из-за чего опорные пальцы 60a, 60b на пустой ветви 38 направлены в направлении вверх от пола 80.
Как видно на фиг.9, пустая ветвь 38 конвейерной цепи 28 известным самым по себе образом через наклоненный вверх по направлению движения направляющий участок 84 направляется в так называемую шейку 86, в которой расстояние между днищем 80 и конвейерной цепью 28 больше, чем между днищем 80 и обводными шестернями 46, 48. Если поворотные пластины 64 проходили бы там горизонтально, и опорные пальцы 60a, 60b выступали бы вертикально вверх, то это привело бы к столкновению опорных пальцев 60a, 60b на пустой ветви с опорными пальцами 60a, 60b, которые на нагруженной ветви занимают свое исходное положение и выступают вертикально вниз.
Чтобы предотвратить это в направляющей области 70 каждому приводному узлу 24, 26 соответствует третья ходовая направляющая 88, которая интегрирована в напольную изоляцию 90 сушильного туннеля 18. Эта третья ходовая направляющая 88 обеспечивает ходовую поверхность для ходовых роликов 72 на поворотных пластинах 64, которая, по меньшей мере, в шейке 86 наклонена относительно горизонтали. Третья ходовая направляющая 88 или же ее ходовая поверхность расположена и рассчитана так, что поворотные пластины 64 наклонены вниз относительно соответствующего шарнира 66 и выступают в направляющую область 70, благодаря чему опорные пальцы 60a, 60b на пустой ветви 38 остаются выведенными из области столкновения с опорными пальцами 60a, 60b в исходном положении на пустой ветви 36.
Устройство 82 для поворота наружу в предложенном примере выполнения выполнено по типу кулисной направляющей и для этого включает в себя изогнутую направляющую перемычку 92, которая расположена на обводной стороне обводной шестерни 46. Направляющая перемычка 92 проходит так, что поворотные пластины 64 принудительно поворачиваются из своего рабочего положения и поворачиваются в направляющую область 70 между приводными узлами 24, 26 в возвратное положение. Направляющая перемычка 92 при этом выполнена таким образом, что поворотные пластины 64, которые на нагруженной ветви 36 цепного конвейера 28 принимают свое исходное положение, без поворота вокруг оси 68 поворота обращаются вокруг обводной шестерни 46 и без дополнительного воздействия из исходного положения попадают в возвратное положение на пустой ветви 38.
На противолежащем опорном конце 30 приводного узла 26 те опорные пальцы 60a, 60b, которые требуются для транспортировки определенного автомобильного кузова 12 на нагруженной ветви 38 цепного конвейера 28 в своем рабочем положении, из своего возвратного положения поворачиваются в рабочее положение.
Для этого на опорном конце 30 предусмотрено устройство 94 для поворота вовнутрь, которое показано на фиг.10А-10Г и посредством которого по выбору и селективно определенные поворотные пластины 64 из своего возвратного положения могут быть переведены в рабочее положение.
Для этой цели устройство 94 для поворота вовнутрь в качестве прижимного элемента включает в себя поворотный толкатель 96, который может быть приведен в действие моторизовано, гидравлически или пневматически и может прижиматься снизу к поворотным пластинам 64 и поворачивать их наверх, когда поворотные пластины 64 после обращения конвейерной цепи 28 вокруг обводной шестерни 44 на опорном конце 30 приводного узла 26 снова находятся на нагруженной ветви 36. Для этого соответствующая поворотная пластина 64 поворачивается из своего возвратного положения в свое рабочее положение. На фиг.10А-10Г показаны четыре фазы подобного процесса поворота вовнутрь на виде спереди. В показанном на фиг.10Г положении поворотная пластина 64 переходит точку перекидывания, из-за чего она под воздействием силы тяжести падает вниз. В этом месте в первую ходовую направляющую 74 может быть интегрирован демпфер, чтобы демпфировать падение ходового ролика 72 на соответствующей поворотной пластине 64 на ходовую направляющую 74.
Если поворотный толкатель 96 не приводится, то поворотная пластина 64 без движения проводится по поворотному толкателю 96 и в своем исходном положении перемещается нагруженной веткой 36 конвейерной цепи 28.
Как видно на фиг.1-3, во входной области 16 сушильной зоны 14 расположен подающий конвейер 98 в форме роликово-ленточного конвейера, который проходит параллельно несущему цепному конвейеру 10 и транспортирует автомобильные кузова 12 на транспортных каркасах 58 к сушильной зоне 14, которые поступают от предыдущих рабочих станций.
Для перевода автомобильного кузова 12 от подающего конвейера 98 на несущий цепной конвейер 10 между ними расположено перестановочное устройство 100, которое включает в себя выполненный с возможностью подъема и опускания транспортный стол 102, на верхней стороне которого кроме того могут перемещаться вилочные салазки 104 с двумя несущими вилами 106 перпендикулярно направлению 22 транспортировки.
Вилочные салазки 104 как автомобильный кузов 12 без транспортного каркаса 58, так и транспортный каркас 58, на котором закреплены автомобильный кузов 12 или иные предметы, могут принять с подающего конвейера 98 и передать на несущий цепной конвейер 10.
В первом случае вилочные салазки 104 входят в промежуток между транспортным каркасом 58 и автомобильным кузовом 12 и поднимают его с транспортного каркаса 58. Если необходимо передать транспортный каркас 58 с автомобильным кузовом 12 или другими предметами, вилочные салазки 104 входят соответственно в пространство между роликово-ленточным конвейером 98 и транспортным каркасом 58, который затем как единое целое поднимается с роликово-ленточного конвейера 98.
Затем вилочные салазки 104 перемещают автомобильный кузов 12 или транспортный каркас 58 над несущим цепным конвейером 10 и опускают автомобильный кузов 12 или транспортный каркас 58 на него. Это опускание, с одной стороны, может происходить при неподвижной конвейерной цепи 28. Если транспортный стол 102 выполнен с возможность перемещения в направлении 22 транспортировки и против него, то он может двигаться вместе с конвейерной цепью 28 и опустить автомобильный кузов 12 или транспортный каркас 58 на несущий цепной конвейер 10 без необходимости прерывания привода конвейерной цепи 28. В этом случае возможна непрерывная работа.
В выходной области 20 сушильной зоны 14 соответствующим образом имеется разгрузочный транспортер 108 в форме дополнительного роликово-ленточного конвейера, на который могут быть переданы автомобильные кузова 12 или транспортные каркасы 58 с автомобильными кузовами 12 с помощью второго перестановочного устройства 110 с несущего цепного конвейера 10. Перестановочное устройство ПО конструктивно идентично перестановочному устройству 100.
Снятие автомобильного кузова 12 или транспортного каркаса 58 с автомобильным кузовом 12 здесь также может производиться при неподвижной конвейерной цепи 28 или при ее обращении, если перестановочное устройство соответствующим образом выполнено для перемещения в направление 22 транспортировки и против него.
В не показанной отдельно модификации несущие вилы 106 перестановочного устройства ПО в выходной области 20 сушильной зоны 14 могут также использоваться для перевода соответствующих опорных пальцев 58 в их исходное положение, пока опорные пальцы 58 еще находятся на нагруженной ветви 36 конвейерной цепи 28. Затем они в таком положении двигаются вокруг обводной шестерни 46 на приводном конце 32 приводных узлов 24, 26 и так в возвратном положении автоматически попадают на соответствующую пустую ветвь 38.
На фиг.11 примерно показана обрабатывающая линия 112 в форме схемы установки для обработки поверхности автомобильных кузовов 12, которая обозначена общим обозначением 114 и в которую автомобильные кузова 12 подаются с участка сборки кузовов. Установка 114 для обработки поверхности включает в себя различные обрабатывающие зоны BZ, которые при необходимости подразделены на обрабатывающие области BB и между которыми расположено по одной области передачи. Подробно, это следующие обрабатывающие зоны BZ и обрабатывающие области BB, причем на фиг.11 для наглядности только обрабатывающие зоны BZ обозначены как таковые:
После консервации скрытых полостей автомобильные кузова 12 транспортируются на окончательную сборку. Установка 114 для обработки поверхностей также может отличаться от показанной на фиг.11 схемы установки и включать в себя как другие, так и меньшее количество и/или другие обрабатывающие зоны BZ и обрабатывающие области BB.
В обозначенных ссылочными обозначениями 1, 2 и 3 узловых пунктах автомобильные кузова 12 могут извлекаться из обрабатывающей линии 112 и подвергаться промежуточному хранению в областях накопителя KTL, накопителя филера и накопителя покровного лака в качестве производственного буфера.
В двух следующих друг за другом в обрабатывающей линии 112 обрабатывающих зонах BZ могут быть в наличии отличающиеся друг от друга транспортные системы, с помощью которых автомобильные кузова 12 транспортируются через соответствующие обрабатывающие зоны BZ.
Так, например, в обрабатывающей зоне BZ-9, в которой высушивается покровный лак, в качестве транспортной системы 116 может иметься несущий цепной конвейер 10, чтобы перемещать автомобильные кузова 12 без транспортных каркасов 58 через обрабатывающую зону BZ-9.
В обрабатывающей зоне BZ-8, в которой покровный лак наносится перед сушкой, или в обрабатывающей зоне BZ-10, в которой покровный лак проверяется после сушки и проводится консервация скрытых полостей, напротив, может иметься транспортная система 118 в форме роликово-цепного конвейера, который соответствует подающему конвейеру 98 или разгрузочному транспортеру 108, на котором автомобильные кузова 12 транспортируются на транспортных каркасах 58.
В области передачи между обрабатывающими зонами BZ-8 и BZ-9 находится перестановочное устройство 100, чтобы поднимать автомобильные кузова 12 с транспортного каркаса 58 и передавать их на несущий цепной конвейер 10. В области передачи между обрабатывающими областями BZ-9 и BZ-10 в соответствии с этим расположено перестановочное устройство 110, посредством которого автомобильные кузова 12 снова могут быть переданы с несущего цепного конвейера 10 на транспортный каркас 58 на роликово-ленточном конвейере 118.
В общем случае там, где неблагоприятно, если транспортный каркас 58 получает ту же обработку, что и автомобильные кузова 12, может быть предусмотрен несущий цепной конвейер 10 в обрабатывающей зоне BZ. Там, где требуется смена между двумя транспортными системами, находится соответственно перестановочное устройство 100 или же 110.
В проиллюстрированной на фиг.11 обрабатывающей линии 112, например, в обрабатывающих зонах BZ-2, BZ-4 и BZ-6 в качестве транспортной системы могут иметься несущие цепные конвейеры 10, которые взаимодействуют с перестановочными устройствами 100 и 110 до и после соответствующей обрабатывающей зоны в направлении транспортировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ АВТОМОБИЛЬНЫХ КУЗОВОВ | 2011 |
|
RU2585946C2 |
| ТРАНСПОРТНЫЙ УЗЕЛ И ТРАНСПОРТНАЯ СИСТЕМА ДЛЯ ТРАНСПОРТИРОВКИ АВТОМОБИЛЬНЫХ КУЗОВОВ, А ТАКЖЕ УСТАНОВКА ДЛЯ ОБРАБОТКИ АВТОМОБИЛЬНЫХ КУЗОВОВ | 2011 |
|
RU2608032C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ АВТОМОБИЛЬНЫХ КУЗОВОВ | 2011 |
|
RU2587743C2 |
| Транспортная система | 1982 |
|
SU1167115A1 |
| Автоматическая поточная линия для изготовления металлических листовых кузовов | 1985 |
|
SU1491323A3 |
| Транспортное средство | 1986 |
|
SU1418120A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| ПОДБОРЩИК ПЛОДОВ БАХЧЕВЫХ КУЛЬТУР С АКТИВНЫМ ПИТАТЕЛЕМ | 2011 |
|
RU2462020C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ОКУНАНИЕМ ПРЕДМЕТОВ | 2012 |
|
RU2612464C2 |
| Установка для сварки автомобильных корпусов | 1989 |
|
SU1831417A3 |




Устройство содержит бесконечную трансмиссию (28), которая образует нагруженную и пустую ветви (36, 38) и задает направление (22) транспортировки. Направляющее устройство (24, 26) бесконечной трансмиссии включает в себя первый и второй обводные элементы (44, 46), по которым она обращается. Бесконечная трансмиссия перемещает с собой множество несущих звеньев (54), которые расположены и выполнены таким образом, что они могут взаимодействовать с несущими структурами (58), на которых является закрепляемым предмет. Кроме того, бесконечная трансмиссия перемещает с собой множество связующих звеньев (60a, 60b), которые расположены и выполнены так, что они могут взаимодействовать со стандартизованными крепежными узлами автомобильных кузовов (12). Уменьшаются энергозатраты при транспортировке автомобильных кузовов через обрабатывающие установки, обеспечивается возможность использования одной и той же бесконечной трансмиссии для транспортировки автомобильных кузовов без или на транспортных каркасах или иных предметов на транспортных каркасах. 2 н. и 13 з.п. ф-лы, 14 ил.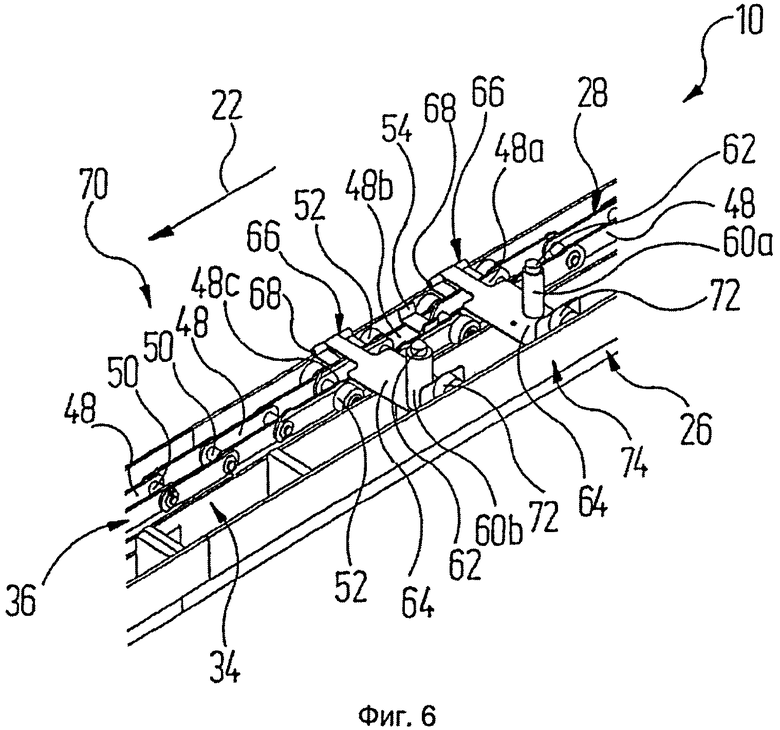
1. Устройство для транспортировки предметов с:
а) по меньшей мере одной бесконечной трансмиссией (28), которая образует нагруженную ветвь (36) и пустую ветвь (38) и задает направление (22) транспортировки,
б) направляющим устройством (24, 26) по меньшей мере для одной бесконечной трансмиссии (28), которое включает в себя первый обводной элемент (44) и по меньшей мере один второй обводной элемент (46), по которым обращается по меньшей мере одна бесконечная трансмиссия (28), причем
в) по меньшей мере одна бесконечная трансмиссия (28) перемещает с собой множество несущих звеньев (54), которые расположены и выполнены таким образом, что они могут взаимодействовать с несущими структурами (58), на которых является закрепляемым по меньшей мере один предмет,
отличающееся тем, что
д) по меньшей мере одна бесконечная трансмиссия (28), кроме того, перемещает с собой множество связующих звеньев (60a, 60b), которые расположены и выполнены так, что они могут взаимодействовать со стандартизованными крепежными узлами автомобильных кузовов (12).
2. Устройство по п.1, отличающееся тем, что:
а) связующие звенья (60a, 60b) с возможностью поворота вокруг оси (68) поворота соединены с бесконечной трансмиссией (28),
б) связующие звенья (60a, 60b) выполнены с возможностью перемещения нагруженной веткой (36) в рабочем положении и пустой веткой (38) в противоположном рабочему положению повернутом возвратном положении,
в) на первом конце (30) бесконечной трансмиссии (28) предусмотрено устройство (94) для поворота вовнутрь, посредством которого связующие звенья (60a, 60b) являются переводимыми из возвратного положения в рабочее положение,
д) на втором конце (32) бесконечной трансмиссии (28) предусмотрено устройство (82) для поворота наружу, посредством которого связующие звенья (60a, 60b) являются переводимыми из рабочего положения в возвратное положение.
3. Устройство по п.2, отличающееся тем, что ось (68) поворота проходит параллельно направлению (22) транспортировки.
4. Устройство по п.2 или 3, отличающееся тем, что каждое связующее звено (60a, 60b) удерживается поворотным элементом (64), который на одном конце посредством поворотного шарнира (66) соединен с бесконечной трансмиссией (28).
5. Устройство по п.2, отличающееся тем, что ось (68) поворота расположена в области рядом с бесконечной трансмиссией (28).
6. Устройство по п.2, отличающееся тем, что устройство (82) для поворота наружу и устройство (94) для поворота вовнутрь выполнены таким образом, что связующие звенья (60a, 60b) являются синхронно перемещаемыми нагруженной веткой (36) в повернутом по отношению к рабочему положению исходном положении.
7. Устройство по п.6, отличающееся тем, что устройство (94) для поворота вовнутрь выполнено таким образом, что связующие звенья (60а, 60b) выборочно являются перемещаемыми из их возвратного положения в рабочее положение или не являются таковыми.
8. Устройство по п.2, отличающееся тем, что устройство (82) для поворота наружу включает в себя направляющие элементы (92a, 92b, 92c), посредством которых связующие звенья (60а, 60b) принудительно осуществляют поворотное движение.
9. Устройство по п.2, отличающееся тем, что устройство (94) для поворота вовнутрь включает в себя нажимной элемент (96), посредством которого является инициируемым поворотное движение связующих звеньев (60a, 60b).
10. Устройство по одному из пп.1-3 и 5-9, отличающееся тем, что по меньшей мере одна бесконечная трансмиссия (28) перемещает с собой, по меньшей мере, связующие звенья (60a) первого типа и связующие звенья (60b) второго типа, которые могут взаимодействовать с соответственно различными стандартными крепежными узлами автомобильных кузовов (12).
11. Устройство по одному из пп.1-3 и 5-9, отличающееся тем, что связующие звенья (60a, 60b) выполнены в виде опорных пальцев.
12. Устройство по одному из пп.1-3 и 5-9, отличающееся тем, что несущие звенья (54) выполнены в виде опорного профиля для опорных полозьев (56) транспортного каркаса (58).
13. Устройство по одному из пп.1-3 и 5-9, отличающееся тем, что предусмотрены по меньшей мере два направляющих устройства (24, 26) с соответственно бесконечной трансмиссией (28), нагруженные ветви (36) которых проходят параллельно друг другу.
14. Установка для обработки поверхности предметов по меньшей мере с одной обрабатывающей зоной (BZ-1 - BZ-10), которая включает в себя транспортную систему (116), посредством которой предмет (12) является транспортируемым по меньшей мере через одну обрабатывающую зону (BZ-1 - BZ-10), отличающаяся тем, что транспортная система (116) включает в себя устройство (10) по одному из пп.1-13.
15. Установка по п.14, отличающаяся тем, что:
а) обрабатывающая зона (с BZ-1 по BZ-10) является первой обрабатывающей зоной с первой транспортной системой (116), и предусмотрена по меньшей мере одна другая обрабатывающая зона (BZ-1 - BZ-10), которая включает в себя вторую транспортную систему (118), которая отличается от первой транспортной системы (116) и посредством которой автомобильный кузов (12) является транспортируемым через вторую обрабатывающую зону (BZ-1 - BZ-10),
б) в области передачи между первой обрабатывающей зоной (BZ-1 - BZ-10) и второй обрабатывающей зоной (BZ-1 - BZ-10) расположено перестановочное устройство (100, 110), посредством которого автомобильный кузов (12) может быть передан с первой транспортной системы (116) на вторую транспортную систему (118) или со второй транспортной системы (118) на первую транспортную систему (116).
| US 5577593 A, 26.11.1996 | |||
| US 2008251354 A1, 16.10.2008 | |||
| US 5839567 A, 24.11.1998 | |||
| US 2001017094 A1, 30.08.2001. |

