Изобретение относится к кораблестроению и может быть использовано в технологическом процессе изготовления гребных винтов для различных судов.
Известен способ изготовления гребных винтов, который позволяет минимизировать кавитационный эффект на поверхности грибного винта (см. Патент RU №2530355), в соответствии с которым выполняют изготовление вала винта с возможностью вращения, на поверхности которого последовательно располагают и фиксируют лопасти грибного винта, при этом вал винта с возможностью вращения выполняют цилиндрической формы с увеличенной длиной, на котором соосно и последовательно располагают патрубки лопасти винта, который выполняют в виде сектора 180°, при этом при соосном расположении каждого второго патрубка лопасти винта его предварительно разворачивают на 180° относительно каждого первого патрубка лопасти винта, которые фиксируют между собой, формируя спиралевидный гребной винт. При этом патрубок и лопасть винта в виде сектора 180° изготовляют посредством заливки акрилового раствора в предварительно изготовленную форму (прототип).
Известный способ имеет технологические возможности, которые заключаются в том, что позволяет путем формирования спиралевидного гребного винта понизить скорость его вращения и повысить его мощность.
Недостатком известного технологического решения является то, что отсутствует изготовление общего корпуса спиралевидного гребного винта, совместная структура которого может быть опущена ниже возможной поверхностной волны в водных океанских просторах.
Технологическим результатом предложенного изобретения является формирование гребных винтов с общим корпусом и вертикальными ребрами жесткости.
Указанный технологический результат достигается следующим способом.
Способ формирования гребного винта для надводного транспорта, выполняющего перевозку грузов, включающий изготовление акрилового спиралевидного гребного винта с общим валом и с возможностью приема вращающего момента с ротора соответствующего привода на общий вал спиралевидного гребного винта с двух сторон, при этом дополнительно изготавливают акриловый внешний полый корпус для акрилового спиралевидного гребного винта и выполняют его в виде сектора ≤180° и его изготовляют путем заливки акрила в предварительно изготовленные формы либо в виде единого корпуса, либо в виде отдельных фрагментов, при этом верхнюю часть корпуса спиралевидного гребного винта изготовляют с последовательными вертикальными пластинами жесткости, в верхней части которых последовательно фиксируют ортогонально ориентированные патрубки для последующей фиксации их на внешней части поперечных ориентированных трубах жесткости надводной части платформы, при этом по краям вертикальных пластин жесткости фиксируют акриловые вертикальные трубы, которые также герметично закрепляют в верхней части вертикальных патрубков, средняя часть которых является верхней частью полого корпуса акрилового спиралевидного гребного винта, который изготавливают из нескольких спиралевидных частей винта и с общим валом, на котором между спиралевидными частями винта фиксируют герметичные цилиндрические корпуса редукторов винта, которые герметично соединяют с нижней частью вертикальных патрубков, а редукторы винта функционально соединяют с соответствующим дополнительным валом соответствующего привода и располагают дополнительные валы соосно в патрубках и вертикальных трубах.
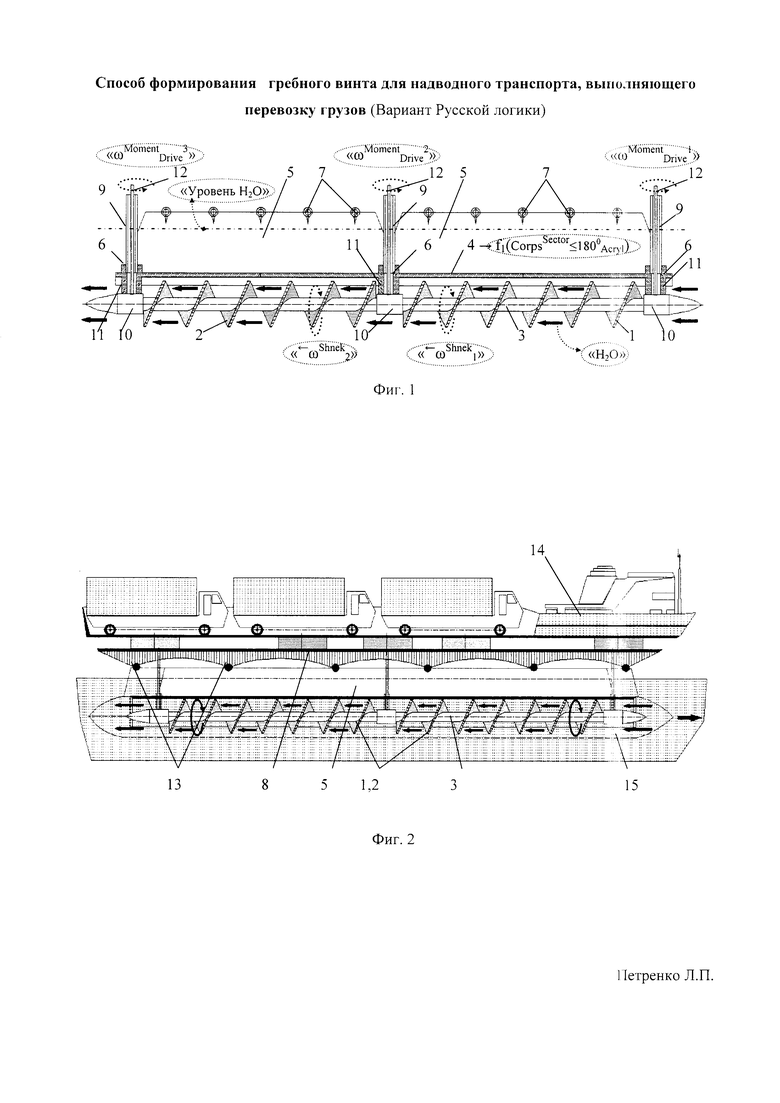
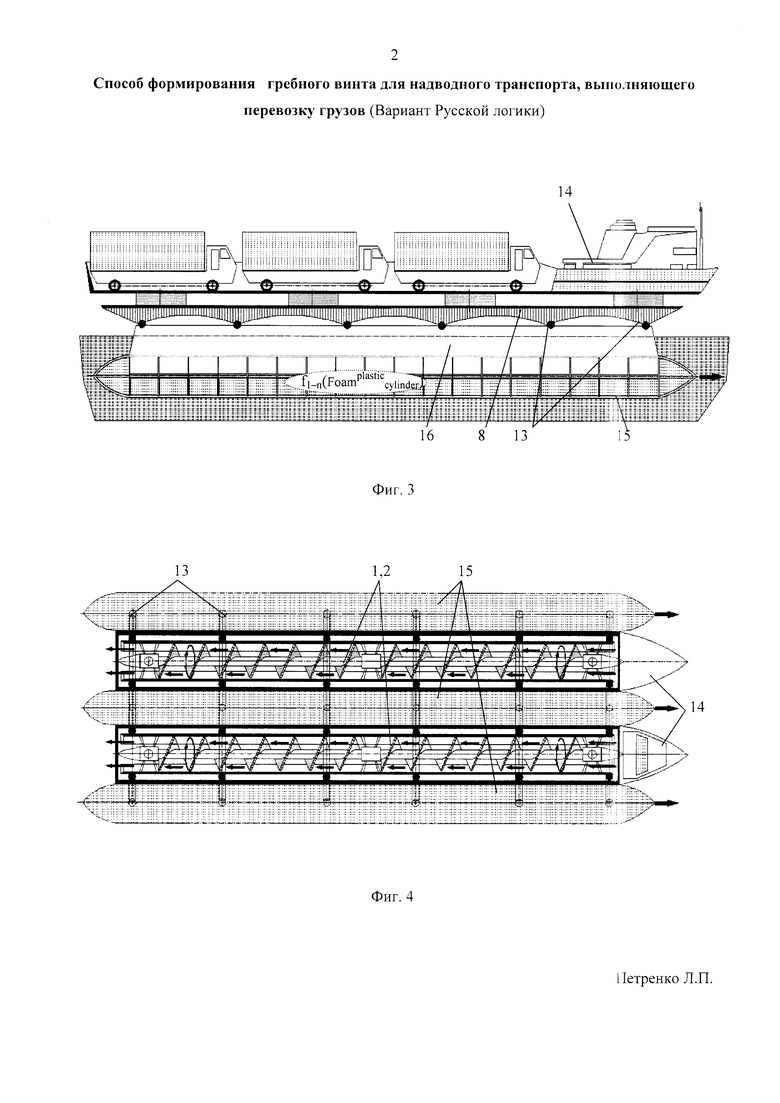
На фиг. 1 изображена схемная реализация способа изготовления спиралевидного гребного винта для различных судов, которая включает изготовление акрилового спиралевидного гребного винта 1 и 2 с общим валом 3 и с возможностью приема вращающего момента «ωMoment Drive 1», «ωMoment Drive 2» и «ωMoment Drive 3» с ротора соответствующего привода на общий вал 3 спиралевидного гребного винта 1 и 2 с двух сторон. При этом дополнительно изготавливают акриловый внешний полый корпус 4 для акрилового спиралевидного гребного винта 1 и 2 и выполняют его в виде сектора ≤180°, и его изготовляют путем заливки акрила в предварительно изготовленные формы либо в виде единого корпуса, либо в виде отдельных фрагментов. При этом верхнюю часть корпуса 4→f1(CorpsSector≤180°Acryl) спиралевидного гребного винта изготовляют с последовательными вертикальными пластинами жесткости 5, верхние части которых при погружении должны быть позиционно расположены выше уровня водной поверхности «Уровень H2O», а в верхней части вертикальных пластин жесткости 5 последовательно фиксируют ортогонально ориентированные патрубки 6 для последующей фиксации их на внешней части поперечных ориентированных трубах 7 жесткости надводной части платформы 8 (фиг. 2). При этом по краям вертикальных пластин жесткости 5 фиксируют акриловые вертикальные трубы 9, которые также герметично закрепляют в верхней части вертикальных патрубков 6, средняя часть которых является верхней частью полого корпуса акрилового спиралевидного гребного винта 4, который изготавливают из нескольких спиралевидных частей винта 1 и 2 и с общим валом 3, на котором между спиралевидными частями винта 1 и 2 фиксируют герметичные цилиндрические корпуса 10 редукторов гребного винта, которые герметично соединяют с нижней частью вертикальных патрубков 11, а редукторы винта цилиндрических корпусов 10 функционально соединяют с соответствующим дополнительным валом 12 соответствующего привода и располагают дополнительные валы 12 соосно в патрубках 11, 6 и в вертикальных трубах 9. На фиг. 2 изображена схемная реализация функциональной связи ортогональных патрубков 7 пластин жесткости 5 спиралевидного гребного винта 1 и 2 с поперечными ориентированными трубами жесткости 13 надводной части платформы 8 транспортного судна 14. На фиг. 3 изображена схемная реализация функциональной связи герметичных сосудов 15 оптекаемой цилиндрической конфигурации с пенопластовым наполнителем f1-n(Foamplastic cylinder) с надводной частью платформы транспортного судна 14 посредством общей пластины жесткости 16. На фиг. 4 изображена схемная реализация позиционного положения акриловых сосудов 15 оптекаемой цилиндрической конфигурации с пенопластовым наполнителем f1-n(Foamplastic cylinder) и спиралевидных гребных винтов 1 и 2.
Реализуют способ формирования гребного винта для надводного транспорта, выполняющего перевозку грузов следующим образом.
Для изготовления спиралевидного гребного винта для различных судов включается изготовление акрилового спиралевидного гребного винта 1 и 2 с общим валом 3 и с возможностью приема вращающего момента «ωMoment Drive 1», «ωMoment Drive 2» и «ωMoment Drive 3» с ротора соответствующего привода на общий вал 3 спиралевидного гребного винта 1 и 2 с двух сторон. При этом дополнительно изготавливают акриловый внешний полый корпус 4 для акрилового спиралевидного гребного винта 1 и 2 и выполняют его в виде сектора ≤180°, и его изготовляют путем заливки акрила в предварительно изготовленные формы либо в виде единого корпуса, либо в виде отдельных фрагментов. При этом верхнюю часть корпуса 4→f1(CorpsSector≤180°Acryl) спиралевидного гребного винта изготовляют с последовательными вертикальными пластинами жесткости 5, верхние части которых при погружении должны быть позиционно расположены выше уровня водной поверхности «Уровень H2O», а в верхней части которых последовательно фиксируют ортогонально ориентированные патрубки 6 для последующей фиксации их на внешней части поперечных ориентированных труб 7 жесткости надводной части платформы 8 (фиг. 2). При этом по краям вертикальных пластин жесткости 5 фиксируют акриловые вертикальные трубы 9, которые также герметично закрепляют в верхней части вертикальных патрубков 6, средняя часть которых является верхней частью полого корпуса акрилового спиралевидного гребного вита 4, который изготавливают из нескольких спиралевидных частей винта 1 и 2 и с общим валом 3, на котором между спиралевидными частями винта 1 и 2 фиксируют герметичные цилиндрические корпуса 10 редукторов гребного винта, которые герметично соединяют с нижней частью вертикальных патрубков 11, а редукторы винта цилиндрических корпусов 10 функционально соединяют с соответствующим дополнительным валом 12 соответствующего привода и располагают дополнительные валы 12 соосно в патрубках 11, 6 и в вертикальных трубах 9.
Использование изобретения позволяет за счет введения акрилового внешнего полого корпуса для акрилового спиралевидного гребного винта, который выполняют в виде сектора ≤180° с вертикальными пластинами жесткости, повысить жесткость конструкции акрилового спиралевидного гребного винта и увеличить грузоподъемность транспортного судна.
Изобретение относится к кораблестроению и может быть использовано в технологическом процессе изготовления гребных винтов для различных судов. Для формирования гребного винта для надводного транспорта включают изготовление акрилового спиралевидного гребного винта с общим валом и с возможностью приема вращающего момента с ротора соответствующего привода на общий вал спиралевидного гребного винта с двух сторон и изготавливают акриловый внешний полый корпус для акрилового спиралевидного гребного винта. Выполняют полый корпус в виде сектора ≤180° и изготавливают путем заливки акрила в предварительно изготовленные формы либо в виде единого корпуса, либо в виде отдельных фрагментов. Верхнюю часть корпуса спиралевидного гребного винта изготовляют с последовательными вертикальными пластинами жесткости. По краям вертикальных пластин жесткости фиксируют акриловые вертикальные трубы, которые также герметично закрепляют в верхней части вертикальных патрубков. Между спиралевидными частями винта фиксируют герметичные цилиндрические корпуса редукторов винта. Достигается повышение жесткости конструкции акрилового спиралевидного гребного винта и увеличение грузоподъемности транспортного судна. 4 ил.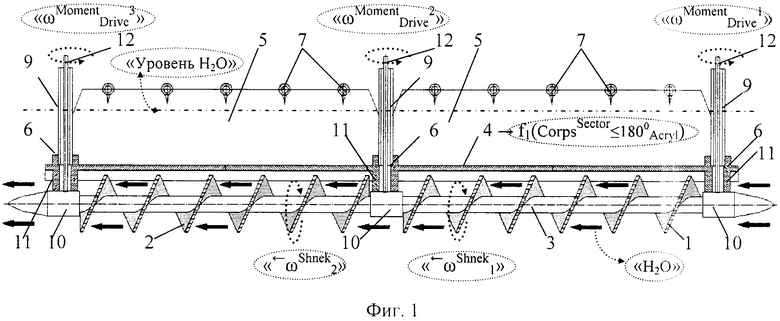
Способ формирования гребного винта для надводного транспорта, выполняющего перевозку грузов, включающий изготовление акрилового спиралевидного гребного винта с общим валом и с возможностью приема вращающего момента с ротора соответствующего привода на общий вал спиралевидного гребного винта с двух сторон, отличающийся тем, что дополнительно изготавливают акриловый внешний полый корпус для акрилового спиралевидного гребного винта и выполняют его в виде сектора ≤180°, и его изготовляют путем заливки акрила в предварительно изготовленные формы либо в виде единого корпуса, либо в виде отдельных фрагментов, при этом верхнюю часть корпуса спиралевидного гребного винта изготовляют с последовательными вертикальными пластинами жесткости, в верхней части которых последовательно фиксируют ортогонально ориентированные патрубки для последующей фиксации их на внешней части поперечных ориентированных трубах жесткости надводной части платформы, при этом по краям вертикальных пластин жесткости фиксируют акриловые вертикальные трубы, которые также герметично закрепляют в верхней части вертикальных патрубков, средняя часть которых является верхней частью полого корпуса акрилового спиралевидного гребного винта, который изготавливают из нескольких спиралевидных частей винта и с общим валом, на котором между спиралевидными частями винта фиксируют герметичные цилиндрические корпуса редукторов винта, которые герметично соединяют с нижней частью вертикальных патрубков, а редукторы винта функционально соединяют с соответствующим дополнительным валом соответствующего привода и располагают дополнительные валы соосно в патрубках и вертикальных трубах.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРЕБНОГО ВИНТА ДЛЯ РАЗЛИЧНЫХ СУДОВ С МИНИМИЗИРОВАННЫМ КАВИТАЦИОННЫМ ЭФФЕКТОМ НА ЕГО ПОВЕРХНОСТИ (ВАРИАНТ РУССКОЙ ЛОГИКИ) | 2013 |
|
RU2530355C1 |
| СПОСОБ УСТАНОВКИ ГРЕБНОГО ВИНТА СПИРАЛЕВИДНОЙ ФОРМЫ (ВАРИАНТ РУССКОЙ ЛОГИКИ - ВЕРСИЯ 1) | 2013 |
|
RU2534460C1 |
| KR 20090005689 A, 14.01.2009 | |||
| CN 202345894 U, 25.07.2012. | |||

