ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к подающему узлу для подачи запечатанных пакетов с текучим пищевым продуктом к сгибающему узлу для формирования сложенных упаковок из подушкообразных пакетов. К тому же настоящее изобретение относится к соответствующему способу подачи запечатанных пакетов с текучим пищевым продуктом к сгибающему узлу.
УРОВЕНЬ ТЕХНИКИ
Многие жидкие или текучие пищевые продукты, такие как фруктовый сок, ультрапастеризованное молоко, вино, томатный соус и так далее, обычно продаются в упаковках из стерилизованного упаковочного материала.
Типичным примером является параллелепипедная упаковка для жидких или текучих пищевых продуктов, известная как Tetra Brik Aceptic (зарегистрированный товарный знак), которую получают посредством сгибания и запечатывания полотна ламинированного упаковочного материала.
Упаковочный материал имеет многослойную структуру, содержащую основной слой, например, из бумаги, ламинированный с обеих сторон слоями термозапечатываемого пластикового материала, например полиэтилена. В случае асептических упаковок для продуктов с длительным сроком хранения, таких как ультрапастеризованное молоко, упаковочный материал может также содержать слой газо- и светонепроницаемого материала, например алюминиевой фольги, который наложен на слой термозапечатываемого пластикового материала и в свою очередь покрыт другим слоем термозапечатываемого пластикового материала, образующим внутреннюю сторону упаковки, в итоге контактирующую с пищевым продуктом.
Упаковки такого типа обычно производят на полностью автоматизированных упаковочных машинах, на которых образуют непрерывную трубу из подаваемого из рулона упаковочного материала. Рулон упаковочного материала стерилизуется на упаковочной машине, например, посредством нанесения вещества для химической стерилизации, такого как раствор перекиси водорода, которое, когда стерилизация завершена, легко удаляется с поверхностей упаковочного материала, например испаряется посредством нагревания. Стерилизованный таким образом рулон затем поддерживается в закрытой стерильной среде и сгибается и запечатывается продольно для образования трубы, в которую подается вертикально пищевой продукт.
Перед завершающей операцией формования труба заполняется стерилизованным или стерильно обработанным пищевым продуктом, запечатывается и впоследствии разрезается вдоль находящих на одинаковом расстоянии поперечных сечений.
Точнее трубу запечатывают продольно и поперечно ее собственной оси. Из этой операции запечатывания получаются подушкообразные пакеты, которые имеют продольный шов и соответствующие верхний и нижний швы.
Альтернативно, упаковочный материал может быть нарезан на заготовки, которые формуют в упаковки на формовочных шпинделях, и затем упаковки заполняют пищевым продуктом и запечатывают. Одним примером упаковки этого типа является упаковка со щипцовым верхом, известная как Tetra Rex (зарегистрированный товарный знак).
Каждый подушкообразный пакет также содержит, для каждой верхней и нижней концевой части, продолговатое по существу прямоугольное ребро, выступающее из соответствующих запечатывающих полос; и пару по существу треугольных крыльев, выступающих из противоположных сторон соответствующей концевой части и образованных соответствующими трапециевидными стенками.
Концевые части прижимаются друг к другу посредством сгибающего узла для образования плоских противоположных концевых стенок упаковки, в это же время сгибая клапаны верхней части на соответствующие боковые стенки основной части и клапаны нижней части на нижнюю линию запечатывания.
Известны упаковочные машины приведенного выше типа, на которых подушкообразные пакеты преобразуются в сложенные упаковки посредством автоматических сгибающих узлов.
Сгибающие узлы известны, например, из EP-B-0887261 (Заявитель), которые по существу содержат:
- цепной конвейер для подачи упаковок непрерывно вдоль формовочного пути от входного рабочего места к выходному рабочему месту;
- сгибающие устройства, расположенные в неподвижных положениях относительно формовочного пути и взаимодействующих с пакетами, чтобы выполнить на них соответствующие операции сгибания;
- нагревающее устройство, воздействующее на соответствующие треугольные клапаны каждой сгибаемой упаковки для расплавления и запечатывания их на соответствующие стенки упаковки; и
- прижимающее устройство, взаимодействующее с каждой упаковкой для удерживания треугольных крыльев в соответствующих сложенных положениях, пока эти части остывают.
Стадия перемещения и подачи подушкообразных пакетов к входному рабочему месту сгибающего узла является очень важной для правильной работы сгибающего узла.
На практике, подушкообразные пакеты обычно формуются и запечатываются с их продольной осью, расположенной вертикально. Впоследствии, новые образованные подушкообразные пакеты перемещают скольжением вдоль желоба с изогнутым профилем, чтобы перевести их из вертикального положения в горизонтальное положение, в котором они принимаются подающим конвейером, который расположен сразу после желоба и который перемещает подушкообразные пакеты к входному рабочему месту сгибающего узла.
В промышленности существует потребность в подающем узле, который может обеспечить условия очень плавного перемещения для подушкообразных пакетов, подаваемых к принимающему рабочему месту сгибающего узла. В частности, очень желательно, чтобы узел для подачи подушкообразных пакетов к сгибающему узлу подвергал подушкообразные пакеты воздействию динамических условий настолько равномерно и плавно, насколько возможно, в это же время гарантируя, что сама передача подушкообразных пакетов от конвейера к принимающему рабочему месту может быть всегда правильно синхронной. В это же время, всегда предпочтительно, чтобы подушкообразные пакеты были подвержены как можно меньшему воздействию толчков и нагрузок, по мере того, как они продвигаются к сгибающему узлу.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Следовательно, задача настоящего изобретения состоит в создании подающего узла для подачи запечатанных пакетов с текучими пищевыми продуктами к сгибающему узлу, способного выполнять вышеуказанные требования простым и экономичным образом.
Эта задача решается подающим узлом согласно п. 1 прилагаемой формулы изобретения.
Настоящее изобретение также относится к способу подачи запечатанных пакетов к сгибающему узлу согласно п. 10 прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предпочтительный, неограничивающий вариант выполнения изобретения описан далее в качестве примера со ссылкой на прилагаемые чертежи, на которых:
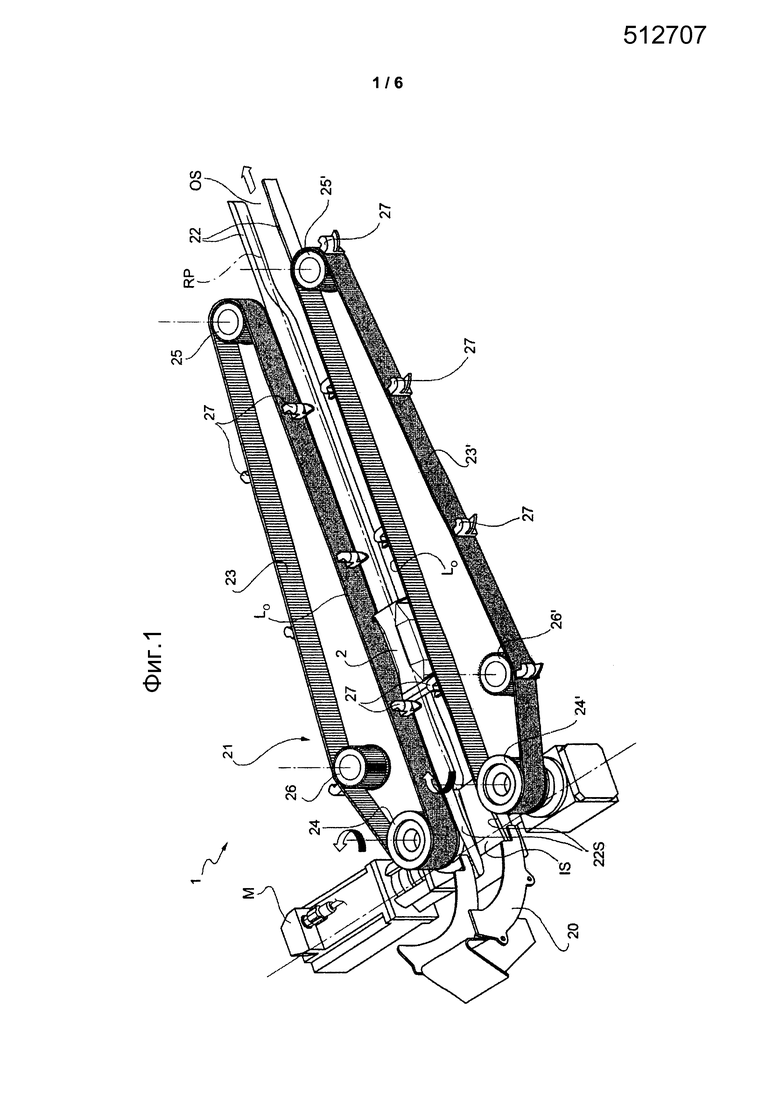
Фиг. 1 - вид в перспективе подающего узла по изобретению машины для упаковки текучего пищевого продукта;
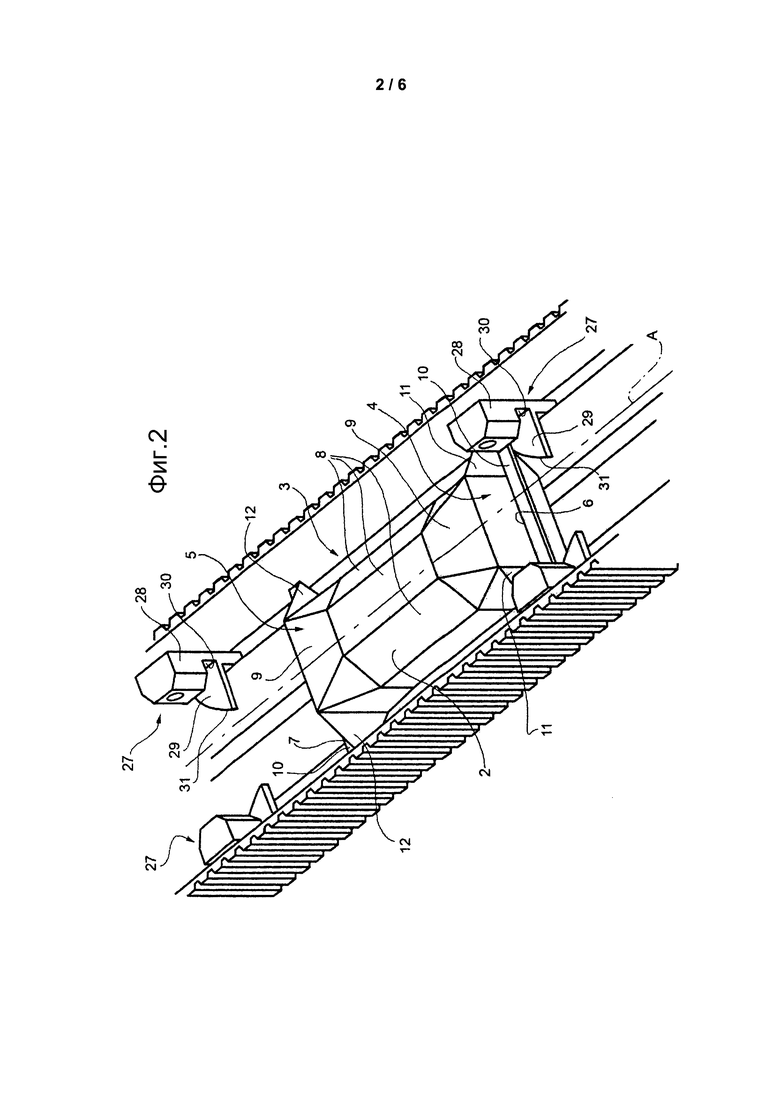
Фиг. 2 - увеличенный вид в перспективе подающего узла с Фиг. 1, взаимодействующего с подушкообразным пакетом;
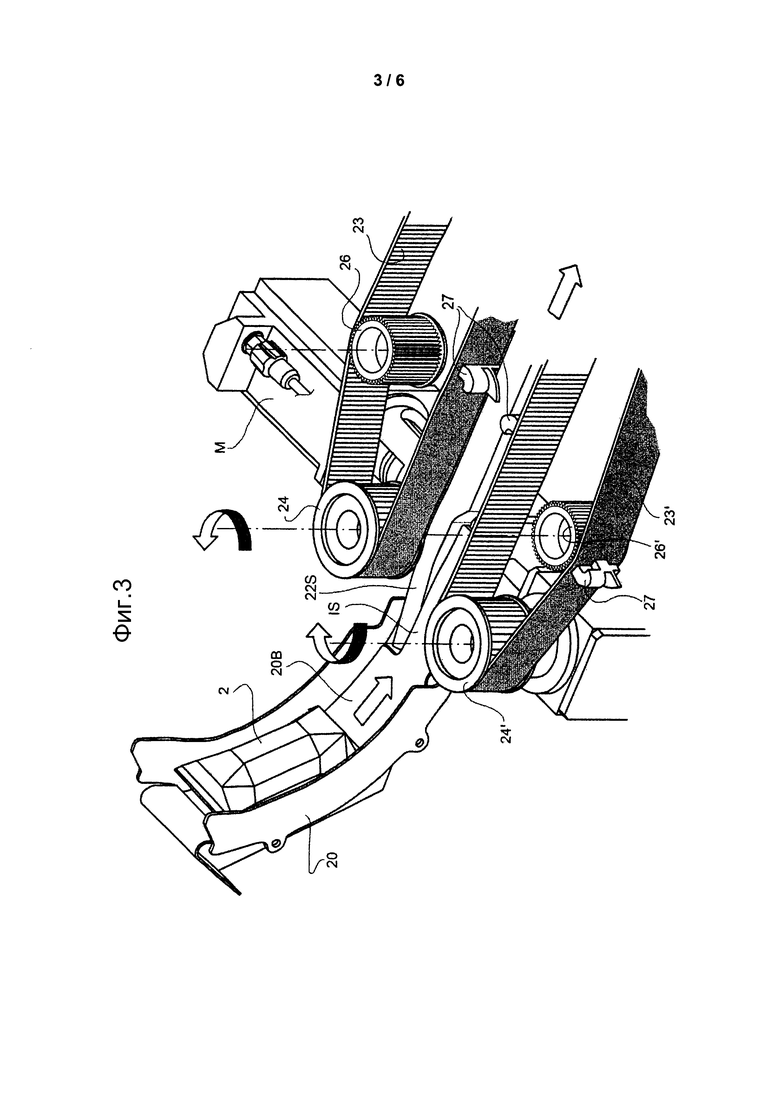
Фиг. 3 - увеличенный подробный вид в перспективе подающего узла с Фиг. 1, на котором показано, как подушкообразный пакет скользит по желобу;
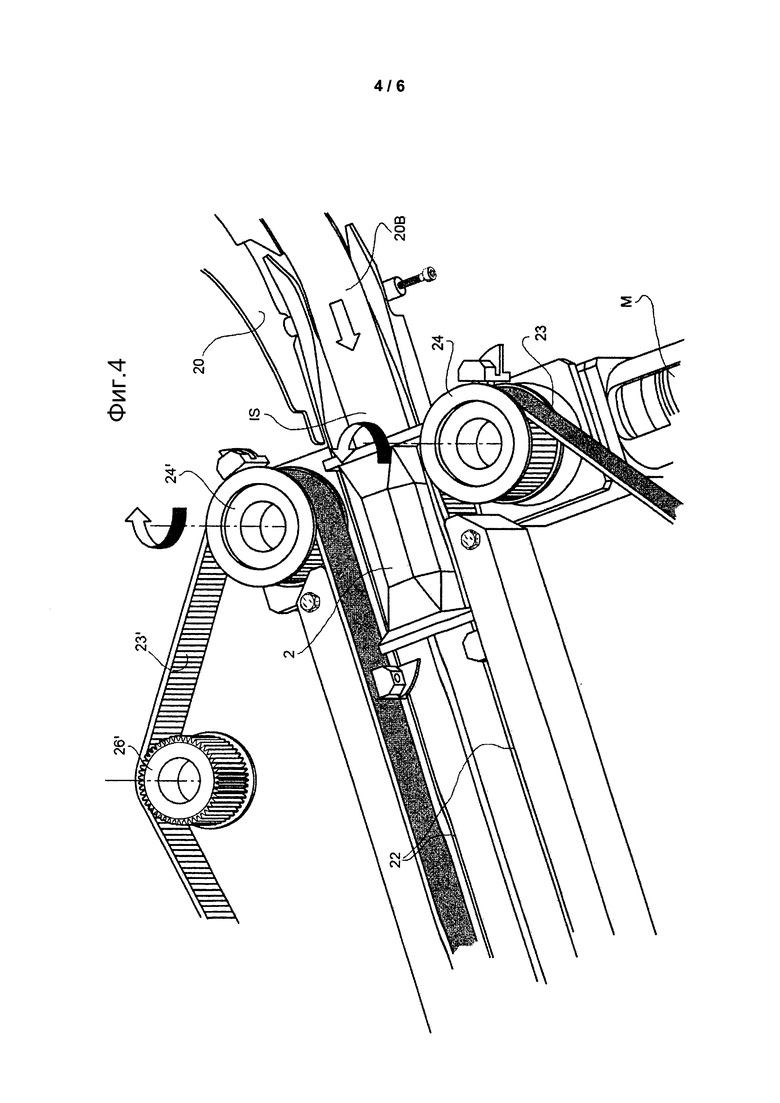
Фиг. 4 - еще один увеличенный вид в перспективе под другим углом обзора подающего узла с Фиг. 1, на котором показано, как подушкообразный пакет продвигается к сгибающему узлу;
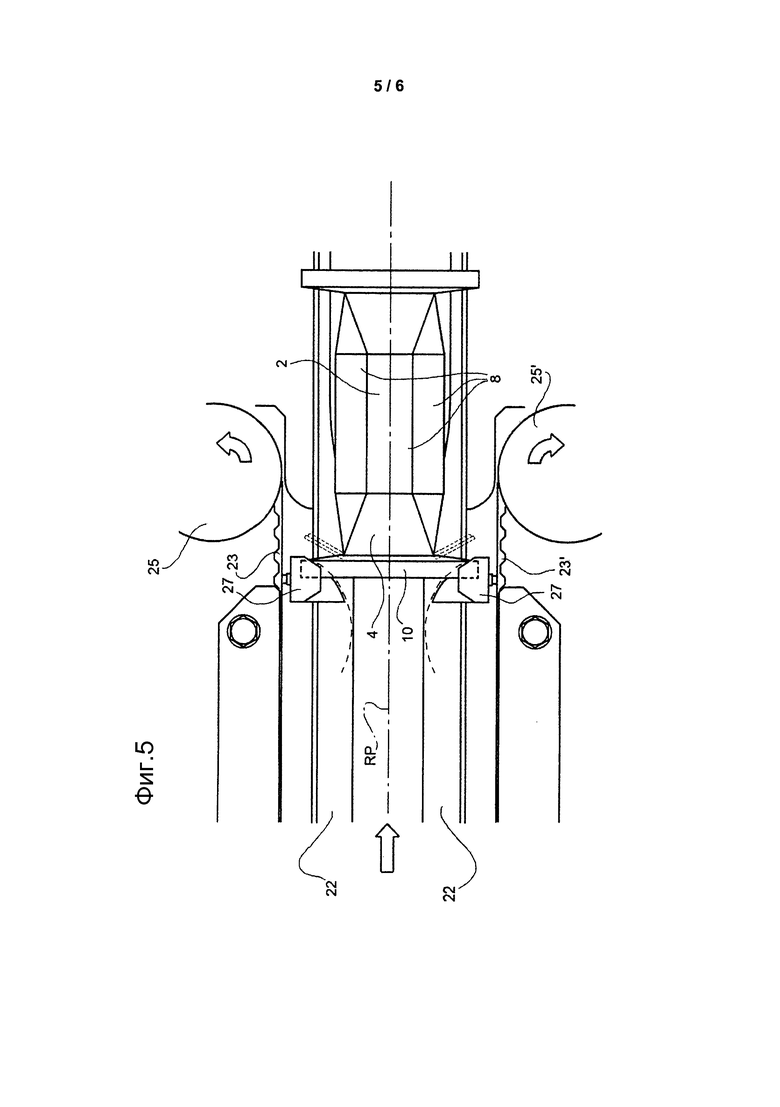
Фиг. 5 - увеличенный вид сверху подающего узла с Фиг. 1, на котором показан подушкообразный пакет непосредственно перед его высвобождением из конвейера на входном рабочем месте сгибающего узла; и
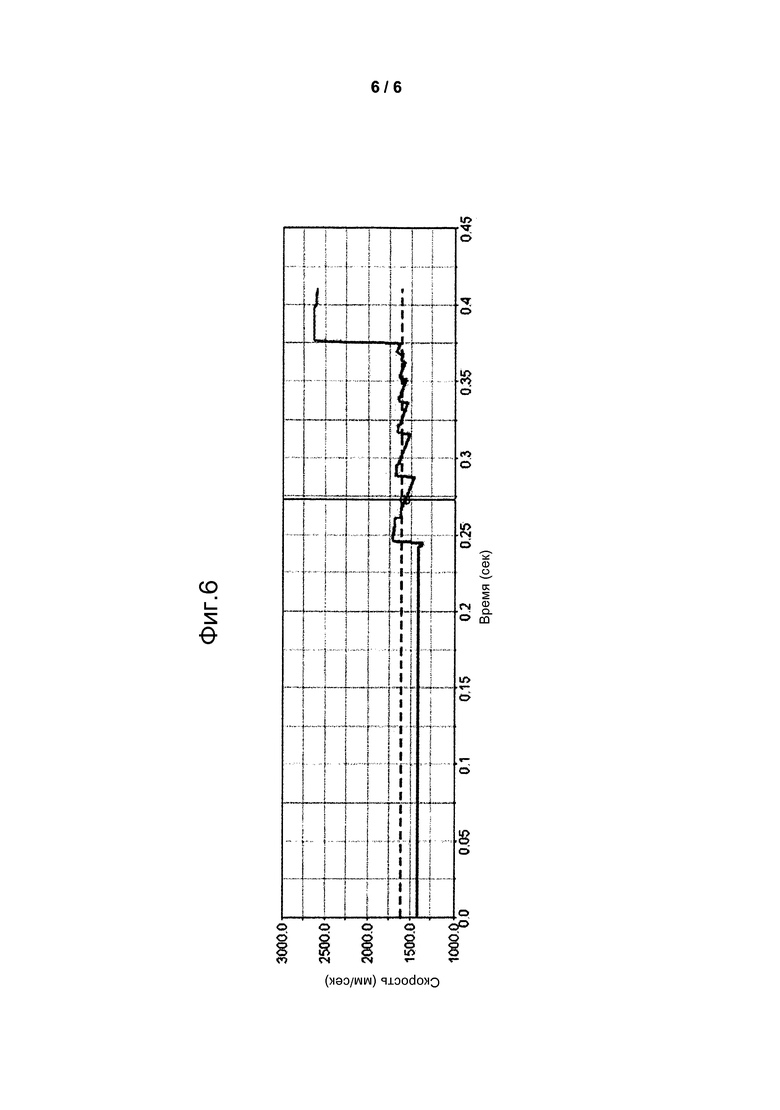
Фиг. 6 - график скорость-время, на котором показано сравнение поведения подающего узла по изобретению с поведением подающего узла уровня техники.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Позицией 1 на Фиг. 1 обозначен в целом подающий узел для упаковочной машины для непрерывного изготовления склеенных по существу призматических упаковок текучего пищевого продукта, такого как пастеризованное или ультрапастеризованное молоко, фруктовый сок, вино и так далее, из известной трубы, не показанной, упаковочного материала.
Упаковочная машина по существу содержит:
- подающий узел 1 по изобретению, который более подробно описан ниже; и
- сгибающий узел.
Труба образуется известным образом по ходу перед узлом 1 посредством продольного сгибания и запечатывания известного рулона (не показан) термозапечатываемого листового материала, который содержит слой бумажного материала, покрытого с обеих сторон слоями термозапечатываемого пластикового материала, например полиэтилена.
В случае асептической упаковки для продуктов с длительным сроком хранения, таких как ультрапастеризованное молоко, упаковочный материал содержит слой непроницаемого для кислорода материала, например алюминиевой фольги, который наложен на один или более слоев термозапечатываемого пластикового материала, в итоге образуя внутреннюю сторону пакета, контактирующую с пищевым продуктом.
Затем труба упаковочного материала заполняется упаковываемым пищевым продуктом, запечатывается и разрезается вдоль находящихся на одинаковом расстоянии поперечных сечений для образования множества подушкообразных пакетов 2 (Фиг. 2), которые затем переносятся к подающему узлу 1.
Для понятности, далее будет сделана ссылка на конкретную геометрию упаковки, которая будет описана подробнее. Тем не менее, следует понимать, это сделано только в качестве примера, и что подающий узел 1 изобретения может быть легко использован с упаковками, имеющим другую геометрию, при условии, что они могут лежать по существу в горизонтальном положении, и что подающий узел 1 может взаимодействовать со стенкой упаковки, поперечной относительно горизонтальной плоскости, в которой продвигается упаковка.
Как видно на Фиг. 2, каждый подушкообразный пакет 2 имеет ось A и содержит по существу призматическую основную часть 3, образованную множеством, восемь в показанном варианте осуществления, стенок 8; и противоположные, соответственно верхнюю и нижнюю, концевые части 4, 5, сходящиеся от части 3 к соответствующим запечатывающим полосам 6, 7, поперек оси A, подушкообразного пакета 2.
Каждая концевая часть 4, 5 образована по меньшей мере частично двумя стенками 9 по существу в форме равнобедренной трапеции, слегка наклоненными друг к другу по отношению к плоскости, перпендикулярной оси A, и имеющими меньшие края, образованные концевыми краями соответствующих стенок 8 части 3, и большие края, присоединенные друг к другу посредством соответствующей запечатывающей полосы 6, 7.
Для каждой части 4, 5 каждый пакет 2 имеет продолговатое по существу прямоугольное ребро 10, выступающее из соответствующей запечатывающей полосы 6, 7; и два по существу треугольных крыла 11, 12, выступающих поперечно из противоположных сторон части 3 и образованных концевыми частями соответствующих стенок 9.
Для того чтобы образовать сложенную упаковку, сгибающий узел прижимает части 4, 5 подушкообразного пакета 2 друг к другу, тогда как соответствующие ребра 10 сгибаются на части 4, 5; сгибает и запечатывает клапаны 11 части 4 к соответствующим стенкам 8 и сгибает и запечатывает клапаны 12 уплощенной части 5.
Подробное описание сгибающего узла может быть найдено в Европейской заявке "Сгибающий узел и способ для упаковочных машин текучего пищевого продукта", поданной Заявителем одновременно с настоящей заявкой.
Подающий узел 1 (см. Фиг. 1) содержит желоб 20 изогнутого профиля для приема, от соответствующего узла формования и наполнения (не показан), новых формованных подушкообразных пакетов 2 с их соответствующими продольными осями, расположенными вертикально, посредством которого подушкообразные пакеты 2 перемещаются со скольжением в положение лежа по существу в горизонтальной плоскости.
К тому же, подающий узел 1 содержит подающий конвейер 21, расположенный сразу после желоба 20 и выполненный для приема подушкообразных пакетов 2 на соответствующем рабочем месте IS и перемещения их к соответствующему выходному рабочему месту OS - которое будет по существу соответствовать соответствующему принимающему рабочему месту сгибающего узла.
Подающий конвейер 21 содержит пару неподвижных рельсов 22, продолжающихся от желоба 20 к выходному рабочему месту OS подающего узла и образующих по существу прямолинейный участок RP пути продвижения подушкообразных пакетов 2. В частности, прямолинейный участок RP продолжается от входного рабочего места IS, на котором подушкообразные пакеты 2 подбираются с подающего конвейера 21, к выходному рабочему месту OS.
Более конкретно, неподвижные рельсы 22 имеют (см., например, Фиг. 3) соответствующие части 22S, которые наклонены относительно вертикальной оси, их высота увеличивается по прямолинейному участку RP в направлении от желоба 20 к сгибающему узлу, чтобы плавно принимать входящие подушкообразные пакеты 2. Желоб 20 изогнутого профиля содержит (Фиг. 3) нижнюю часть 20B, плавно наклоняющуюся к неподвижному рельсу 22 и продолжающуюся по меньшей мере частично между соответствующими наклонными частями 22S, посредством этого образуя входное рабочее место IS, на котором подушкообразные пакеты 2 подбираются из подающего конвейера 21.
Для этого подающий конвейер 21 содержит пару бесконечных ремней 23, 23′, расположенных у противоположных боковых сторон неподвижных рельсов 22 и продолжающихся вдоль них (Фиг. 1).
Более конкретно, петля каждого бесконечного ремня 23, 23′ замкнута вокруг ведущего шкива 24, 24′, возвратного шкива 25, 25′ и предпочтительно по меньшей мере одного натяжителя 26, 26′ и выполнен с возможностью взаимодействия с подушкообразными упаковками 2 для перемещения упаковок по участку RP пути от желоба 20 к входному рабочему месту сгибающего узла.
Подающий узел 1 дополнительно содержит ведущее средство M для перемещения ведущих шкивов 24, 24′. В качестве примера, как показано на Фиг. 1 и 3, ведущее средство M может содержать единственный двигатель, приводящий, посредством подходящего механического соединения, оба ведущих шкива 24, 24′. Как будет понятно, для того чтобы подушкообразные пакеты 2 продвигались по участку RP пути к сгибающему узлу, ведущий шкив 24 должен вращаться в направлении против часовой стрелки, тогда как ведущий шкив 24′ должен вращаться в направлении по часовой стрелке.
Подающий узел 1 может, соответственно, содержать управляющий узел (не показан) для управления работой ведущего средства M.
Как показано на Фиг. 1, каждая петля соответствующего бесконечного ремня 23, 23′ содержит рабочую ветвь L0, проходящую по существу параллельно соответствующему рельсу 22. В частности, рабочие ветви L0 обоих бесконечных ремней по существу параллельны друг другу.
Предпочтительно, петли пары бесконечных ремней 23, 23′ по существу симметричны по отношению к продольной оси и оси симметрии пары рельсов 22.
В показанном варианте осуществления, толкающие элементы 27 находятся на одинаковом расстоянии друг от друга вдоль каждого бесконечного ремня 23, 23′ и перемещаются, при использовании, вдоль бесконечного пути, имеющего такую же форму, как соответствующая петля. На обоих бесконечных ремнях 23, 23′ толкающие элементы 27 имеют одинаковый шаг.
К тому же, толкающие элементы 27 выполнены с возможностью взаимодействия, при использовании, с подушкообразными упаковками 2 для толкания их к сгибающему узлу. Предпочтительно, толкающие элементы 27 выполнены с возможностью взаимодействия с каждым подушкообразным пакетом 2 у соответствующей верхней концевой части 4 (Фиг. 2).
На подающем конвейере 21 каждый пакет 2 расположен (см. Фиг. 2) с двумя противоположными стенками 8, обращенными к соответствующим бесконечным ремням 23, 23′, и с частью 4, опирающейся на соответствующий толкающий элемент 27.
Более конкретно, каждый толкающий элемент 27 содержит (см. Фиг. 2) фиксирующую часть 28, прикрепленную к соответствующему бесконечному ремню 23, 23′, и рабочую часть 29, которая продолжается от фиксирующей части 28 к противоположному бесконечному ремню 23′, 23 и выполнена с возможностью взаимодействия, при использовании, с подушкообразными упаковками 2 у их верхней концевой части 4 для того, чтобы толкать их к сгибающему узлу.
Предпочтительно, рабочая часть 29 расположена на такой высоте, по отношению к ширине соответствующего бесконечного ремня 23, 23′, чтобы взаимодействовать с нижней секцией верхней концевой части 4 подушкообразных пакетов 2, то есть ниже ребра 10.
Более предпочтительно, каждый толкающий элемент 27 содержит щель 30, выполненную для свободного приема ребра 10 по мере того, как подушкообразный пакет 2 толкается к сгибающему узлу. Иначе говоря, толкающие элементы 27 выполнены с возможностью вмещения ребра 10 по существу даже без контакта с ним.
Щель 30 каждого толкающего элемента 27 расположена между соответствующей рабочей частью 29 и фиксирующей частью 28 по направлению ортогонально оси A.
Таким образом, рабочая часть 29 и фиксирующая часть 28 каждого толкающего элемента 27 расположены на стороне, противоположной ребру 10, принимаемому щелью 30.
Рабочая часть 29 каждого толкающего элемента 27 имеет взаимодействующую поверхность 31, выполненную с возможностью взаимодействия, при использовании, с упаковками.
Предпочтительно, рабочая поверхность 31 имеет профиль эвольвентной формы.
В частности, взаимодействующая поверхность 31 имеет профиль с формой эвольвенты круга.
Толкающие элементы 27, прикрепленные у противоположных бесконечных ремней 23 и 23', симметричны друг другу, то есть их соответствующие рабочие части 29 продолжаются друг к другу, их профиль эвольвентной формы происходит из соответствующей фиксирующей части 28 (Фиг. 1).
Теперь будет описана работа подающего узла 1 со ссылкой на одну упаковку 2 и в примере, в котором указанный пакет 2 принимается у желоба 20 изогнутого профиля (см. Фиг. 3).
По мере того, как подушкообразный пакет 2 скользит вдоль желоба 20 изогнутого профиля, ее ориентация в пространстве изменяется с вертикальной на горизонтальную, и в итоге упаковка 2 лежит в горизонтальной плоскости на входном рабочем месте IS (Фиг. 4).
Ведущее средство M непрерывно приводится в действие для перемещения подающего конвейера 21 для подбирания подушкообразного пакета 2 на входном рабочем месте IS и для продвижения ее к выходному рабочему месту OS подающего узла (Фиг. 1).
Соответственно, пара толкающих элементов 27, переносимых соответствующими бесконечными ремнями 23, 23′, достигает входного рабочего места IS в такое время, чтобы начать взаимодействие с подушкообразным пакетом 2, только что доставленным к ней. Синхронизация бесконечных ремней 23, 23′ предпочтительно управляется ввиду начала взаимодействия с подушкообразным пакетом 2, как только она достигнет горизонтального положения. В частности, пара толкающих элементов 27 прилагает соответствующую толкающую силу к верхней концевой части 4 подушкообразного пакета 2 (см. Фиг. 5). Предпочтительно, толкающие элементы 27 взаимодействуют с нижней секцией верхней концевой части 4, то есть ниже ребра 10.
При приведении в действие ведущего средства M пара толкающих элементов 27, переносимых бесконечными ремнями 23, 23′, продвигает подушкообразную упаковку 2 по прямолинейному участку RP пути к сгибающему узлу.
Когда подушкообразный пакет 2 достигает конца неподвижных рельсов 22, противоположного желобу 20 (Фиг. 1), толкающие элементы 27 соответственно достигают конца прямолинейного участка RP пути и, более конкретно, возвратных шкивов 25, 25′ (которые являются неприводными шкивами), где они разворачиваются и, наконец, теряют соприкосновение с подушкообразным пакетом 2 на выходном рабочем месте OS.
Предпочтительно, подушкообразные пакеты 2 высвобождаются от конвейера 21 с постоянной линейной скоростью по прямолинейному участку RP пути на выходном рабочем месте IS.
На Фиг. 6 показан график скорость-время, на котором поведение подающего узла 1 изобретения сравнивается с поведением обычного подающего узла.
В частности, пунктирная линия относится к подающему узлу изобретения, тогда как сплошная линия относится к обычному подающему узлу. Как ясно показано на графике Фиг. 6, линейная скорость, с которой упаковки высвобождаются по прямолинейному участку RP пути, по мере того, как они приближаются к сгибающему узлу, остается постоянной с подающим узлом изобретения, тогда как с обычным подающим узлом скорость упаковки претерпевает значительное количество динамических колебаний по мере того, как упаковка приближается к принимающему рабочему месту сгибающего узла, на котором она резко ускоряется.
Поскольку они взаимодействуют с упаковкой 2 посредством рабочей части 29 с профилем эвольвентной формы, толкающие элементы 27 продолжают прикладывать к упаковке 2 всегда одинаковое осевое усилие без придания упаковке 2 какого-либо ускорения.
По мере того, как толкающий элемент 27 поворачивается вокруг соответствующего неприводного возвратного шкива 25, 25′, точка контакта толкающего элемента 27 с упаковкой 2 изменяется мгновение за мгновением, постепенно перемещаясь вдоль профиля эвольвентной формы рабочей части 29 к ее выступающему кончику, у которого подушкообразный пакет 2 наконец высвобождается от подающего конвейера 21 на выходном рабочем месте OS. Тем не менее, во время перемещения вдоль профиля эвольвентной формы рабочей части 29, точка контакта толкающего элемента с подушкообразным пакетом остается на постоянном расстоянии от центра соответствующего неприводного возвратного шкива 25, 25′.
Преимущества подающего узла 1 и способа согласно настоящему изобретению будут понятны из предшествующего описания.
В частности, профиль эвольвентной формы рабочей части 29 толкающих элементов 27, взаимодействующий с подушкообразными упаковками 2 для продвижения их к сгибающему узлу, предпочтительно приводит к тому, что упаковки 2 подвержены воздействию по существу постоянного и равномерного осевого усилия на всем протяжении их пути и, в частности, на выходном рабочем месте OS, где они высвобождаются из подающего конвейера 21 и должны быть подобраны сгибающим узлом.
Таким образом, подающий узел 1 по изобретению обеспечивает условия соответственно плавного перемещения подушкообразных пакетов, подаваемых к принимающему рабочему месту сгибающего узла, посредством того, что они подвергаются воздействию настолько равномерных динамических условий, насколько возможно, в частности, на очень важной стадии, на которой они высвобождаются из конвейера (выпускаются), как ясно видно на графике Фиг. 6.
Понятно, что возможны изменения подающего узла 1 и способа, описанных здесь и показанных на чертежах, без выхода из объема защиты, определенного в прилагаемой формуле изобретения.
В частности, толкающие элементы 27 могут быть выполнены с возможностью взаимодействия с упаковками 2, имеющими другую геометрию, следовательно, положение рабочей части 29 относительно фиксирующей части 28 может изменяться соответственно.
Кроме того, подающий узел 1 может содержать единственный толкающий элемент 27 для взаимодействия с соответствующим подушкообразным пакетом 2.
Группа изобретений содержит подающий узел, предназначенный для подачи запечатанных пакетов с продуктом к сгибающему узлу для формования сложенных упаковок из пакетов. Узел содержит подающий конвейер, выполненный для приема пакетов на входном рабочем месте узла и перемещения их к его выходному рабочему месту. Подающий конвейер содержит по меньшей мере один толкающий элемент, циклично перемещаемый и имеющий взаимодействующую поверхность, выполненную с возможностью взаимодействия с пакетом для толкания ее к выходному рабочему месту вдоль, по существу, прямолинейного участка пути продвижения. При этом взаимодействующая поверхность имеет профиль эвольвентной формы. Группа изобретений содержит также упаковочную машину с вышеописанным подающим узлом и способ подачи запечатанных пакетов с продуктом с использованием упомянутого узла. Группа изобретений обеспечивает повышение качества. 3 н. и 7 з.п. ф-лы, 6 ил.
1. Подающий узел (1) для подачи запечатанных пакетов (2) с текучим пищевым продуктом к сгибающему узлу для формования сложенных упаковок из соответствующих пакетов (2); причем подающий узел (1) содержит подающий конвейер (21), выполненный для приема пакетов (2) на входном рабочем месте (IS) подающего узла (1) и перемещения их к выходному рабочему месту (OS) подающего узла (1); причем подающий конвейер (21) содержит по меньшей мере один толкающий элемент (27), циклично перемещаемый между указанными входным (IS) и выходным (OS) рабочими местами и имеющий поверхность (31), взаимодействующую, при использовании, с соответствующим пакетом (2) для толкания его к выходному рабочему месту (OS) вдоль, по существу, прямолинейного участка (RP) пути продвижения, отличающийся тем, что указанная взаимодействующая поверхность (31) имеет профиль эвольвентной формы.
2. Подающий узел по п. 1, отличающийся тем, что содержит:
- пару неподвижных рельсов (22), продолжающихся от входного рабочего места (IS) к выходному рабочему месту (OS) и образующих указанный участок (RP) пути продвижения;
- множество указанных толкающих элементов (27); и
- пару бесконечных ремней (23, 23′), расположенных у противоположных боковых сторон указанных неподвижных рельсов (22) и продолжающихся вдоль них; причем указанные толкающие элементы (27) расположены с одинаковым шагом вдоль каждого бесконечного ремня (23, 23′) и перемещаются, при использовании, вдоль бесконечного пути, имеющего такую же форму, что и петля ремня (23, 23′).
3. Подающий узел по п. 2, отличающийся тем, что каждый толкающий элемент (27) содержит фиксирующую часть (28), прикрепленную к соответствующему бесконечному ремню (23; 23′), и рабочую часть (29), продолжающуюся от фиксирующей части (28) к противоположному бесконечному ремню (23′; 23) и выполненную с возможностью взаимодействия, при использовании, с пакетами (2) на их концевой части (4), причем указанная рабочая часть (29) образует указанную взаимодействующую поверхность (31).
4. Подающий узел по п. 2, отличающийся тем, что указанные соответствующие рабочие части (29) толкающих элементов (27), прикрепленных к противоположным бесконечным ремням (23; 23′), продолжаются друг к другу, причем их профиль эвольвентной формы происходит из соответствующей фиксирующей части (28).
5. Подающий узел по п. 3, отличающийся тем, что каждый указанный толкающий элемент (27) содержит щель (30), выполненную для свободного приема ребра (10) пакета (2).
6. Подающий узел по п. 5, отличающийся тем, что каждая указанная щель (30) образована между указанными рабочей и фиксирующей частями (29, 28) соответствующего толкающего элемента (21).
7. Подающий узел по п. 1, отличающийся тем, что петля каждого бесконечного ремня (23, 23′) замкнута вокруг, по меньшей мере, ведущего шкива (24, 24′) и возвратного шкива (25, 25′), причем подающий узел (1) содержит средство (М) перемещения указанных ремней (23, 23′).
8. Подающий узел по п. 1, отличающийся тем, что содержит желоб (20) изогнутого профиля для приема указанных пакетов (2) с их соответствующими продольными осями, расположенными вертикально, посредством которого пакеты (2) перемещаются со скольжением в горизонтально лежащее положение на входном рабочем месте (IS).
9. Упаковочная машина, содержащая:
- подающий узел (1) по любому из предшествующих пунктов; и
- сгибающий узел, выполненный для приема пакетов (2) на выходном рабочем месте (OS) подающего узла (1) и формования сложенных упаковок из соответствующих указанных упаковок.
10. Способ подачи запечатанных пакетов (2) с текучим пищевым продуктом, с использованием подающего узла по п. 1, к принимающему рабочему месту (OS) сгибающего узла, выполненному для формования сложенных упаковок из указанных пакетов (2), включающий стадии:
a) толкания указанных пакетов (2) по пути продвижения, содержащему, по существу, прямолинейный участок (RP); и
b) высвобождения указанных пакетов (2) на принимающем рабочем месте (OS);
причем стадия b) высвобождения указанных пакетов (2) включает стадию:
c) выгрузки указанных пакетов (2) с постоянной линейной скоростью по участку (RP) пути продвижения на принимающем рабочем месте (OS).
| Дозировочно-смесительная установка для приготовления стружечно-клеевой смеси | 1980 |
|
SU887261A1 |
| GB 1016924 A, 12.01.1966 | |||
| RU 2006101870 A, 10.06.2006. | |||

