Область техники
Настоящее изобретение относится к подающему узлу для приема запечатанных подушкообразных упаковок с текучими пищевыми продуктами из формовочного узла для формования упаковок и подачи упаковок к сгибающему узлу, выполненному с возможностью сгибания упаковок для получения согнутых упаковок.
Уровень техники
Как известно, многие пищевые продукты, такие как фруктовый сок, пастеризованное или ультрапастеризованное молоко, вино, томатный соус, и так далее, продаются в упаковках, выполненных из стерилизованного упаковочного материала.
Типичным примером такой упаковки является параллелепипедная упаковка с жидким или текучим пищевым продуктом, известная как Tetra Brik Aceptic (зарегистрированный товарный знак), изготавливаемая посредством сгибания и запечатывания ламинированного листового упаковочного материала.
Упаковочный материал имеет многослойную структуру, по существу содержащую основной слой для жесткости и прочности, который может содержать слой волокнистого материала, например, бумаги, или полипропиленового материала с минеральным наполнителем; и некоторое количество слоев термосвариваемого пластикового материала, например, полиэтиленовой пленки, покрывающих обе стороны основного слоя.
В случае асептических упаковок для продуктов с длительным сроком хранения, таких как ультрапастеризованное молоко, упаковочный материал может также содержать слой газо- и светонепроницаемого материала, например, алюминиевую фольгу или пленку из этиленвинилового спирта (EVOH), ламинированные на слой термосвариваемого пластикового материала, и в свою очередь покрыт другим слоем термосвариваемого пластикового материала, образующим внутреннюю сторону упаковки, в итоге контактирующую с пищевым продуктом.
Как известно, упаковки такого типа производят на полностью автоматических упаковочных машинах, на которых образуется непрерывная труба из подаваемого из рулона упаковочного материала. Рулон упаковочного материала стерилизуют в упаковочной машине, например, посредством нанесения вещества химической стерилизации, такого как раствор перекиси водорода, который, когда стерилизация завершена, удаляют с поверхностей упаковочного материала, например, путем испарения посредством нагревания. Стерилизованный таким образом рулон упаковочного материала поддерживают в закрытой стерильной среде, и сгибают и продольно запечатывают с образованием вертикальной трубы.
Упаковочные машины содержат формовочный узел, в котором трубу заполняют непрерывно вниз стерилизованным или стерильно обработанным пищевым продуктом, запечатывают, и затем разрезают вдоль равноразнесенных поперечных участков с образованием подушкообразных упаковок, которые затем подаются к сгибающему узлу с образованием готовых, например, по существу параллелепипедных упаковок.
Более конкретно, подушкообразные упаковки, по существу, содержат параллелепипедную основную часть; а также верхнюю концевую часть и нижнюю концевую часть, противоположные друг другу и проходящие поперечно с противоположных сторон основной части и образующие соответствующие треугольные концевые клапаны, сгибаемые на основную часть.
Продольный сварной шов, образованный при запечатывании упаковочного материала для образования вертикальной трубы, проходит вдоль подушкообразных упаковок; и верхняя концевая часть и нижняя концевая часть каждой упаковки имеют соответствующие поперечные сварные швы, перпендикулярные продольному сварному шву и образующие соответствующие концевые клапаны, выступающие из верхней и нижней частей упаковки.
Верхняя концевая часть и нижняя концевая часть каждой подушкообразной упаковки сходятся на конус к основной части от соответствующих концевых клапанов.
Известны сгибающие узлы, по существу содержащие цепной конвейер, предназначенный для непрерывной подачи подушкообразных упаковок вдоль в основном прямого горизонтального формовочного пути от станции подачи к станции выгрузки, и множество сгибающих устройств, которые циклично взаимодействуют с каждой подушкообразной упаковкой вдоль формовочного пути для сплющивания соответствующих верхней концевой части и нижней концевой части подушкообразной упаковки и, таким образом, сгибания соответствующих концевых клапанов на верхнюю концевую часть и нижнюю концевую часть.
Сгибающие узлы содержат нагревающее средство, выполненное с возможностью нагрева подушкообразных упаковок и расплавления пластикового материала, образующего наружный пластиковый слой подушкообразных упаковок, у верхней концевой части и нижней концевой части.
На практике, подушкообразные упаковки обычно формуют и запечатывают с их продольной осью, расположенной вертикально. После этого только что формованные подушкообразные упаковки отрезают от трубы и позволяют им соскальзывать по желобу с криволинейным профилем так, чтобы приводить их из вертикального положения по существу в горизонтальное положение, в котором их принимает подающий узел, который расположен сразу на выходе желоба и который передает подушкообразные упаковки к сгибающему узлу.
После отрезания подушкообразных упаковок от трубы, они перемещаются вниз по желобу и продвигаются вдоль желоба под действием силы тяжести.
Подающий узел содержит две направляющие, которые проходят между входной зоной, в которой принимаются упаковки, идущие из желоба, и выходной зоной, в которой упаковки подаются в сгибающий узел.
Подающий узел дополнительно содержит конвейерный ремень и множество несущих элементов, выступающих из конвейерного ремня и выполненных с возможностью взаимодействия с упаковками для продвижения упаковок вдоль направляющих.
Конвейерный ремень обмотан вокруг первого колеса и второго колеса, причем первое колесо и второе колесо имеют по существу горизонтальные оси. Таким образом, конвейерный ремень имеет верхнюю активную ветвь и нижнюю обратную ветвь, причем несущие элементы верхней активной ветви проходят через зазор, образованный между двумя направляющими, и толкают упаковки.
Недостатком известных упаковочных машин является то, что упаковки, идущие из формовочного узла, могут быть не синхронизированы с подающим узлом.
В частности, упаковки могут быть ʺзадержаныʺ разными факторами, такими как: прилипание к сваривающему устройству, которое выполняет поперечную сварку, или к отрезному устройству, которое отделяет упаковки от трубы.
Следовательно - когда несущий элемент достигает входной зоны - соответствующая упаковка может еще не прибыть, и, таким образом, этот несущий элемент не может нести какую-либо упаковку. В этом случае, следующий несущий элемент взаимодействует с двумя упаковками, то есть, со ʺсвоейʺ упаковкой и с ʺзадержаннойʺ упаковкой, которая не была подана к предшествующему несущему элементу. В результате этого может возникнуть застревание в подающем узле или в сгибающем узле.
Также - когда упаковка достигает входной зоны - соответствующий несущий элемент может взаимодействовать с промежуточной частью упаковки, вместо концевой части упаковки. В этом случае, несущий элемент может смять упаковку и повредить его.
Указанные выше недостатки в частности относятся к высокоскоростным упаковочным машинам, в которых скорость конвейерного ремня является высокой и расстояние между смежными несущими элементами является маленьким, в результате чего особенно критичной становится недостаточность синхронизации между упаковками, идущими из формовочного узла, и конвейерным ремнем.
Сущность изобретения
Задача изобретения состоит в усовершенствовании известных упаковочных машин, в частности подающих узлов, которые принимают упаковки из формовочного узла и передают упаковки к сгибающему узлу.
Другой задачей изобретения является улучшение синхронизации упаковок, идущих из формовочного узла, с несущими элементами подающего узла.
Другой задачей изобретения является разработка подающего узла, в котором уменьшена или исключена задержка, с которой упаковка достигает соответствующего несущего элемента.
Другой задачей изобретения является разработка подающего узла, который является эффективным и надежным даже при использовании в высокоскоростных упаковочных машинах.
Согласно изобретению, разработан подающий узел для приема запечатанных упаковок с текучими пищевыми продуктами от формовочного узла для формования упаковок, и подачи упаковок к сгибающему узлу, выполненному с возможностью сгибания упаковок для получения согнутых упаковок, согласно п.1 прилагаемой формулы изобретения.
Краткое описание чертежей
Далее в качестве примера описаны некоторые предпочтительные неограничивающие варианты выполнения изобретения со ссылкой на прилагаемые чертежи, в которых:
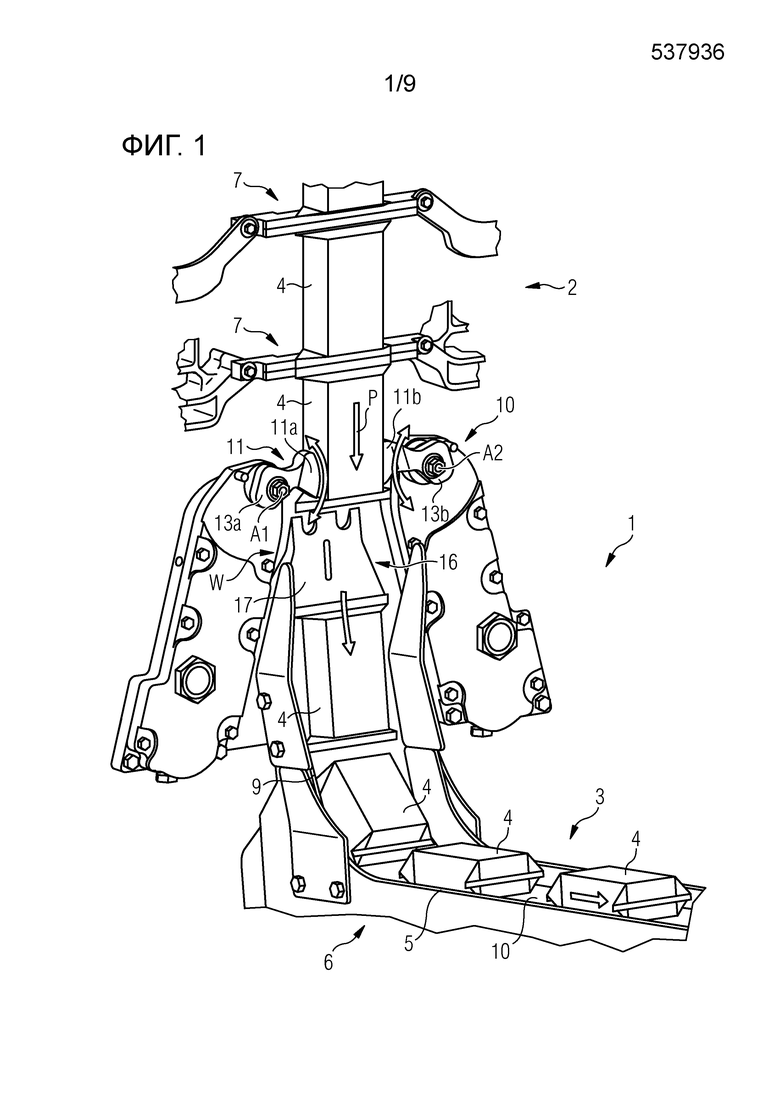
Фиг.1 - вид в перспективе подающего узла согласно изобретению;
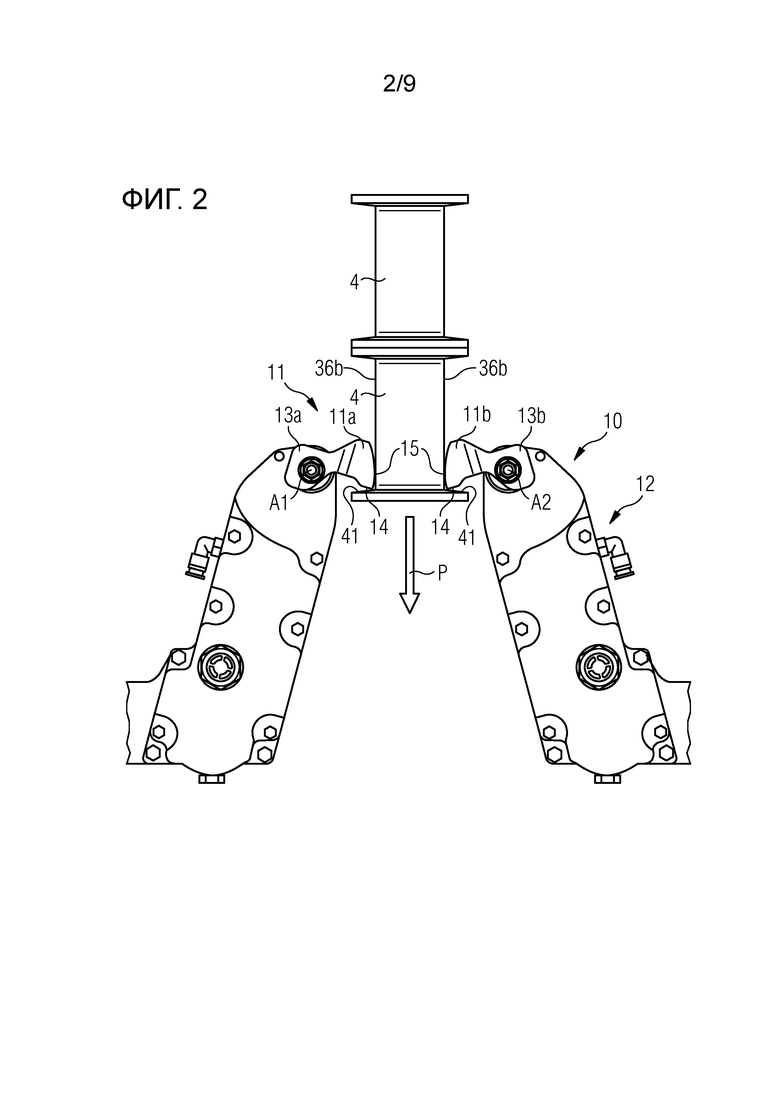
Фиг.2 - вид спереди варианта выполнения движущей системы подающего узла с Фиг.1;
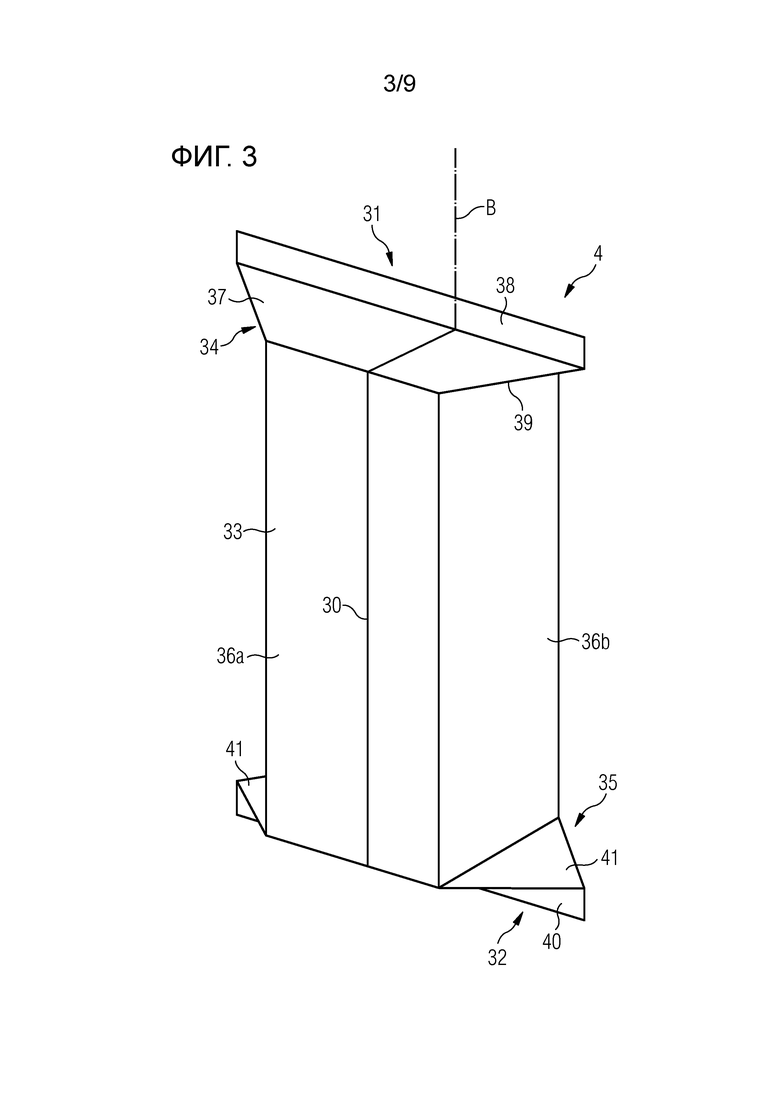
Фиг.3 - вид в перспективе упаковки, которым манипулирует подающий узел с Фиг.1;
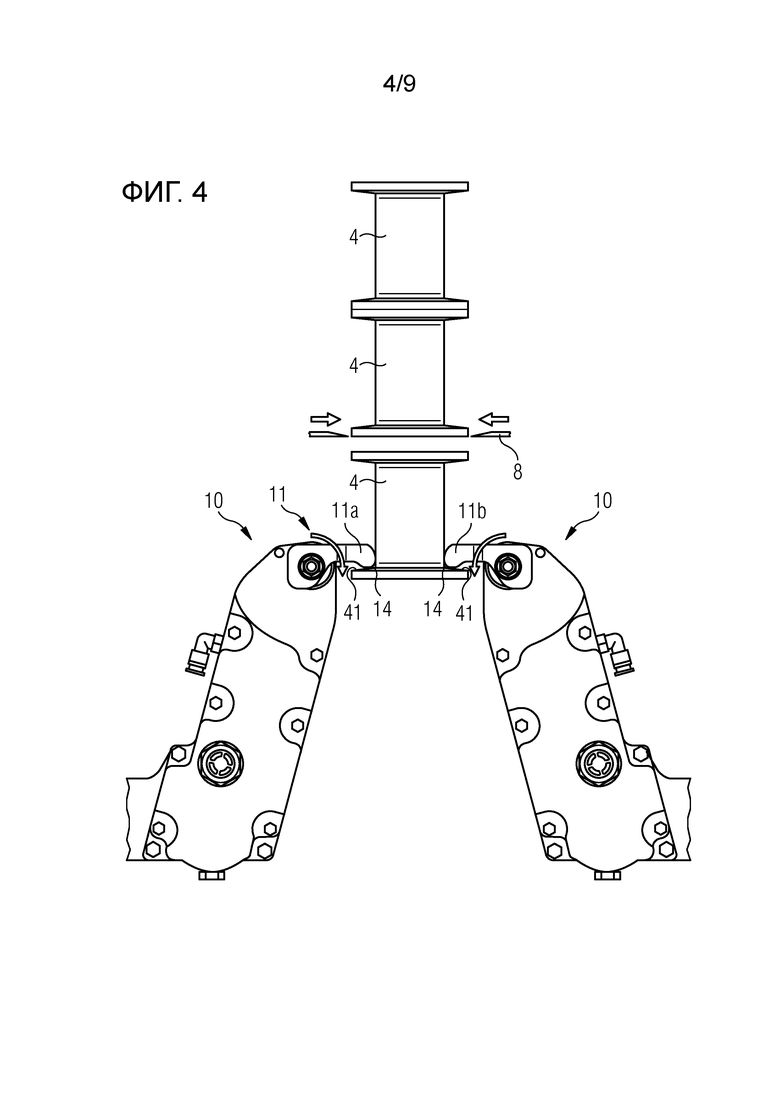
Фиг.4 - вид спереди другого варианта выполнения движущей системы подающего узла с Фиг.1;
Фиг.5 - вид спереди движущей системы с Фиг.4 в другом рабочем положении;
Фиг.6 - вид спереди еще одного варианта выполнения движущей системы подающего узла с Фиг.1;
Фиг.7 - вид в перспективе движущей системы с Фиг.6 в другом рабочем положении;
Фиг.8 - вид спереди еще одного варианта выполнения движущей системы подающего узла с Фиг.1;
Фиг.9 - вид спереди в перспективе движущей системы с Фиг.8 в другом рабочем положении.
Подробное описание вариантов выполнения настоящего изобретения
Обратимся к Фиг.1 и 2, на которых показана упаковочная машина 1, содержащая формовочный узел 2, сгибающий узел (не показан) и подающий узел 3, расположенный между формовочным узлом 2 и сгибающим узлом.
Формовочный узел 2 сгибает, заполняет и запечатывает упаковочный материал для получения подушкообразных упаковок 4. В частности, формовочный узел 2 непрерывно производит упаковки 4 из трубы упаковочного материала (не показана).
Труба образуется известным образом посредством продольного сгибания и запечатывания рулона термосвариваемого листового материала, который может содержать основной слой для жесткости и прочности, который может быть образован посредством слоя волокнистого материала, например, бумаги, или полипропиленового материала с минеральным наполнением, и некоторое количество слоев термосвариваемого пластикового материала, например, полиэтиленовой пленки, покрывающего обе стороны основного слоя. В случае асептической упаковки для продуктов с длительным сроком хранения, таких как ультрапастеризованное молоко, упаковочный материал может также содержать слой газо- и светонепроницаемого материала, например, алюминиевую фольгу или пленку этиленвинилового спирта (EVOH), который наложен на слой термосвариваемого пластикового материала, и в свою очередь покрыт другим слоем термосвариваемого пластикового материала, образующим внутреннюю сторону упаковки, в итоге контактирующую с пищевым продуктом.
Затем трубу упаковочного материала заполняют пищевым продуктом и запечатывают и разрезают вдоль равноразнесенных поперечных участков с образованием упаковок 4.
На Фиг.3 показан вариант выполнения упаковки 4, который имеет продольный сварной шов 30, который образован для получения трубы упаковочного материала из рулона, согнутого в цилиндр, и проходит вдоль одной стороны упаковки 4, который запечатан у противоположных концов посредством первого поперечного сварного шва 31 и второго поперечного сварного шва 32, перпендикулярных продольному сварному шву 30 и соединенных с ним.
Каждая упаковка 4 имеет ось B и содержит основной корпус 33, первую концевую часть 34 и вторую концевую часть 35, сходящиеся на конус от основного корпуса 33 к соответствующим первому поперечному сварному шву 31 и второму поперечному сварному шву 32.
Основной корпус 33 упаковки 4 ограничен сбоку двумя первыми боковыми стенками 36a и двумя вторыми боковыми стенками 36b, которые чередуются друг с другом.
Как первая концевая часть 34, так и вторая концевая часть 35 образованы двумя стенками 37, каждая из которых по существу имеет форму равнобедренной трапеции, которые слегка наклонены друг к другу относительно плоскости, перпендикулярной оси B, и имеют меньшие края, образованные противоположными краями соответствующей стенки 36a, и большие края, соединенные друг с другом посредством соответствующих первого поперечного сварного шва 31 и второго поперечного сварного шва 32.
Продольный сварной шов 30 проходит между первым поперечным сварным швом 31 и вторым поперечным сварным швом 32, и вдоль всей одной стенки 36a и соответствующих стенок 37 на той же стороне, что и стенка 36a.
Первая концевая часть 34 содержит по существу продолговатое прямоугольное первое концевое ребро 38, образованное посредством первого поперечного сварного шва 31, и выступающее в направлении оси B от упаковки 4; и два по существу треугольных первых клапана 39, выступающие поперечно на противоположных сторонах основного корпуса 33, и образованные посредством концевых частей стенок 37 и посредством соответствующих треугольных концевых частей боковых стенок 36b.
Подобным образом, вторая концевая часть 35 содержит по существу продолговатое прямоугольное второе концевое ребро 40, образованное посредством второго поперечного сварного шва 32, и выступающее в направлении оси B от упаковки 4; и два по существу треугольных вторых клапана 41, выступающие поперечно на противоположных сторонах основного корпуса 33, и образованные посредством концевых частей стенок 37 и посредством соответствующих треугольных концевых частей боковых стенок 36b.
Точнее, как первое концевое ребро 38, так и второе концевое ребро 40 проходят вдоль направления, ортогонального оси B.
Для того, чтобы образовать упаковку из упаковки 4, сгибающий узел прижимает первую концевую часть 34 и вторую концевую часть 35 вниз плоско друг к другу, и в это же время сгибает первое концевое ребро 38 на сплющенные первые концевые части 34 и второе концевое ребро 40 на сплющенную вторую концевую часть 35.
Сгибающий узел сгибает вторые клапаны 41 на верхние концы соответствующих стенок 36b к первой концевой части 34 и сгибает первые клапаны 39 на предварительно согнутое первое концевое ребро 38, на противоположной стороне второй концевой части 35.
Подающий узел 3 принимает упаковки 4 от формовочного узла 2 и передает упаковки 4 к сгибающему узлу.
Подающий узел 3 содержит подающий конвейер 6, имеющий гибкий конвейерный элемент (не показан) и множество несущих элементов (не показаны), выступающих из гибкого конвейерного элемента и выполненных с возможностью толкания упаковок 4 к сгибающему узлу.
Подающий узел 3 дополнительно содержит направляющую систему 5, которая принимает упаковки 4, и на которую происходит соскальзывание упаковок 4, вызванное несущими элементами.
Подающий узел 3 дополнительно содержит желоб 9, принимающий упаковки 4 из формовочного узла и направляющий упаковки 4 к подающему конвейеру 6. Желоб 9 принимает упаковки 4 с осью B, расположенной по существу в вертикальном направлении, и выпускает упаковки 4 с осью B, расположенной по существу в горизонтальном направлении.
В формовочном узле труба упаковочного материала запечатывается посредством сваривающих устройств 7 для получения первого поперечного сварного шва 31 и второго поперечного сварного шва 32. После запечатывания упаковки 4, отрезное устройство 8 (схематично показанное на Фиг.4 и 5) отделяет упаковку 4 от трубы. Следовательно, упаковка 4 перемещается к желобу 9 под действием собственного веса, то есть, под действием силы тяжести.
Подающий узел 3 дополнительно содержит движущую систему 11, взаимодействующую с упаковками 4 так, чтобы тянуть упаковки 4, идущие от формовочного узла, и толкать упаковки 4 к подающему конвейеру 6.
Движущая система 10 содержит пару выполненных с возможностью цикличного перемещения движущих элементов 11, расположенных на противоположных сторонах пути P продвижения, по которому указанные упаковки 4 продвигаются через подающий узел 3.
Движущая система 10 дополнительно содержит приводящую систему 12 для перемещения указанных движущих элементов 11.
Приводящая система 12 содержит первое поворотное тело 13a и второе поворотное теле 13b, расположенные на противоположных сторонах пути P продвижения.
Первое поворотное тело 13a поворачивается вокруг первой оси A1 вращения и несет первый движущий элемент 11a из указанных движущих элементов 11. Первая ось A1 вращения является по существу горизонтальной.
Второе поворотное тело 13b поворачивается вокруг второй оси A2 вращения и несет второй движущий элемент 11b из указанных движущих элементов 11. Вторая ось A2 вращения является по существу горизонтальной.
Приводящая система 12 содержит первый приводящий элемент 12a, который перемещает первое поворотное тело 13a.
Приводящая система 12 дополнительно содержит второй приводящий элемент 12b, который перемещает второе поворотное тело 13b.
Первый приводящий элемент 12a содержит первый двигатель и, возможно, первый редуктор для вращения первого поворотного тела 13a.
Второй приводящий элемент 12b содержит второй двигатель и, возможно, второй редуктор для вращения второго поворотного тела 13b.
Первый двигатель и второй двигатель синхронизированы так чтобы первый движущий элемент 11a и второй движущий элемент 11b взаимодействовали с упаковкой 4 по существу одновременно.
В качестве альтернативы, единственный двигатель может вращать как первый поворотный элемент 13a, так и второй поворотный элемент 13b посредством трансмиссии.
Движущие элементы 11 имеют активные области 14, которые взаимодействуют со вторыми клапанами 41 упаковки 4 и направляют упаковку 4 к конвейеру 6.
Движущие элементы 11 также имеют активные поверхности 15, которые выполнены в форме дуги окружности и взаимодействуют со второй боковой стенкой 36b упаковки 4. Таким образом, активные поверхности 14 некоторое время остаются в соприкосновении со вторыми боковыми стенками 36. Следовательно, движущие элементы 11 выполняют функцию направления упаковки 4 вдоль пути P продвижения.
Приводящая система 12 вращает движущие элементы 11 со скоростью вращения, которая больше - по меньшей мере во время взаимодействия с упаковками 4 - чем скорость продвижения, с которой упаковки 4 перемещаются, под действием своего собственного веса, то есть, под действием силу тяжести, от формовочного узла к подающему узлу 3.
Таким образом, движущие элементы 11 наносят удар по упаковкам 4 и ускоряют упаковки 4 к подающему узлу 3.
В одном варианте выполнения, скорость вращения является постоянной.
В другом варианте выполнения, скорость вращения является изменяемой, причем скорость меньше, когда движущие элементы 11 взаимодействуют с упаковками, и больше во время остальной части вращения.
Во время работы, упаковка 4 производится посредством сгибания упаковочного материала с формованием трубы, наполнения трубы пищевым продуктом и запечатывания трубы.
Отрезное устройство 8 отрезает трубу и отделяет упаковку 4 от трубы.
Движущие элементы 11 тянут упаковку 4 вниз и толкают упаковку 4 к желобу 9.
Затем упаковка 4 продвигается к подающему конвейеру 6.
Благодаря изобретению возможно получить подающий узел, который обеспечивает хорошую синхронизацию упаковок 4.
Фактически, движущая система взаимодействует с упаковками 4 и обеспечивает приведение упаковок 4 так, чтобы синхронизировать упаковки с подающим конвейером 6. Движущая система 10 обеспечивает нахождение упаковок 4 в нужном положении - в нужное время - для их правильного зацепления несущими элементами подающего конвейера 6.
Иначе говоря, приведение компенсирует возможную ʺзадержкуʺ упаковок 4.
В известном подающем узле перемещение упаковок от формовочного узла к подающему конвейеру является неуправляемым, поскольку упаковки перемещаются от формовочного узла к подающему конвейеру только под действием собственного веса, то есть, под действием силы тяжести.
Напротив, в подающем узле согласно изобретению, благодаря движущей системе 10, частота, с которой упаковки 4 подаются к подающему конвейеру 6, является по существу постоянной.
Как видно на Фиг.1, подающий узел 3 содержит выбрасывающую систему 16 для выбрасывания возможных дефектных упаковок 4, например, во время настройки упаковочной машины или для других целей, связанных с производственным циклом.
Выбрасывающая система 16 расположена между формовочным узлом и подающим конвейером 6. В частности, выбрасывающая система 16 расположена на входе желоба 9.
Выбрасывающая система 16 содержит направляющую пластину 17, выполненную с возможностью перемещения между рабочим положением W (показано на Фиг.1) и положением выбрасывания (не показано).
В рабочем положении W направляющая пластина 17 по существу совмещена с путем P продвижения и, таким образом, направляет упаковки 4 вниз по желобу 9.
В положении выбрасывания направляющая пластина 17 расположена поперек пути P продвижения и, таким образом, направляет упаковки 4 к выбрасывающему конвейеру (не показан).
Как описано выше, когда движущие элементы 11 взаимодействуют с упаковкой 4, упаковка 4 ускоряется к желобу 9. Следовательно, создается зазор между упаковкой 4, которую толкают движущие элементы 11, и упаковкой 4, расположенной непосредственно перед ней.
Благодаря этому зазору, направляющая пластина 17 может быть перемещена из рабочего положения W в положение выбрасывания, и затем обратно в рабочее положение W, чтобы обеспечивать извлечение одной упаковки 4. Посредством этого значительно улучшается эффективность упаковочной машины. В высокоскоростной упаковочной машине, например, производящей более 24000 упаковок в час, невозможно выбросить только одну упаковку, если упаковки не ускоряются посредством движущих элементов. Фактически, скорость упаковок, идущих из формовочного узла, является слишком высокой, чтобы направляющая пластина могла переместиться обратно в рабочее положение без взаимодействия с упаковками, следующими за выброшенной упаковкой. Таким образом, происходит потеря более чем одной упаковки, что отрицательно влияет на производительность упаковочной машины.
Иначе говоря, благодаря импульсу, передаваемому посредством движущих элементов 11 к упаковке 4 - и зазору, образуемому посредством указанного импульса - возможно обеспечивать очень тонкое и точное управление процессом выбрасывания также в высокоскоростных наполнительных машинах.
На Фиг.4 и 5 показан другой вариант выполнения движущей системы 10.
Вариант выполнения на Фиг.4 и 5 подобен варианту выполнения на Фиг.1 и 2 и описан только в отношении его отличий от варианта выполнения на Фиг.1 и 2. Одинаковые части и компоненты обозначены одинаковыми позициями.
В этом варианте выполнения, движущие элементы 11 содержат активные области 14, но не имеют активных поверхностей 15.
Следовательно, движущие элементы 11 передают импульс к упаковкам 4, но по существу не направляют - или направляют на протяжении небольшого хода - упаковки 4.
На Фиг.6 и 7 показан другой вариант выполнения движущей системы 10.
В этом варианте выполнения движущая система 10 содержит пару групп, выполненных с возможностью цикличного перемещения движущих элементов 11, расположенных на противоположных сторонах пути P продвижения.
Приводящая система 12 содержит первый гибкий приводящий элемент 18a и второй гибкий приводящий элемент 18b, расположенные на противоположных сторонах пути P продвижения. В показанном варианте выполнения, первый гибкий приводящий элемент 18a и второй гибкий приводящий элемент 18b представляют собой зубчатые ремни 21.
Первый гибкий приводящий элемент 18a несет первую группу 19a движущих элементов 11. Движущие элементы 11 первой группы 19a равноразнесены на первом гибком приводящем элементе 18a.
Второй гибкий приводящий элемент 18b несет вторую группу 19b движущих элементов 11. Движущие элементы 11 второй группы 19b равноразнесены на втором гибком приводящем элементе 18b.
Первый гибкий приводящий элемент 18a имеет форму петли и частично обмотан вокруг первого комплекта 20a колес.
Второй гибкий приводящий элемент 18b имеет форму петли и частично обмотан вокруг a второго комплекта 20b колес.
В показанном варианте выполнения первый комплект 20a колес и второй комплект 20b колес содержат зубчатые колеса 22, зацепленные с зубчатыми ремнями 21.
Первый комплект 20a колес и второй комплект 20b колес вращаются вокруг соответствующих осей вращения. Оси вращения являются по существу горизонтальными.
Одно из колес первого комплекта 20a колес приводится первым двигателем (не показан).
Одно из колес второго комплекта 20b колес приводится вторым двигателем (не показан).
Первый двигатель и второй двигатель синхронизированы так, чтобы движущий элемент 11 первой группы 19a и соответствующий второй движущий элемент 11 второй группы 19b взаимодействовали с упаковкой 4 по существу одновременно.
В качестве альтернативы, единственный двигатель может вращать одно из колес первого комплекта 20a колес и одно из колес второго комплекта 20b колес через трансмиссию.
Во время работы, движущие элементы 11 толкают вниз упаковки 4, взаимодействуя со вторыми клапанами 41, и толкают упаковки 4 вдоль пути P продвижения.
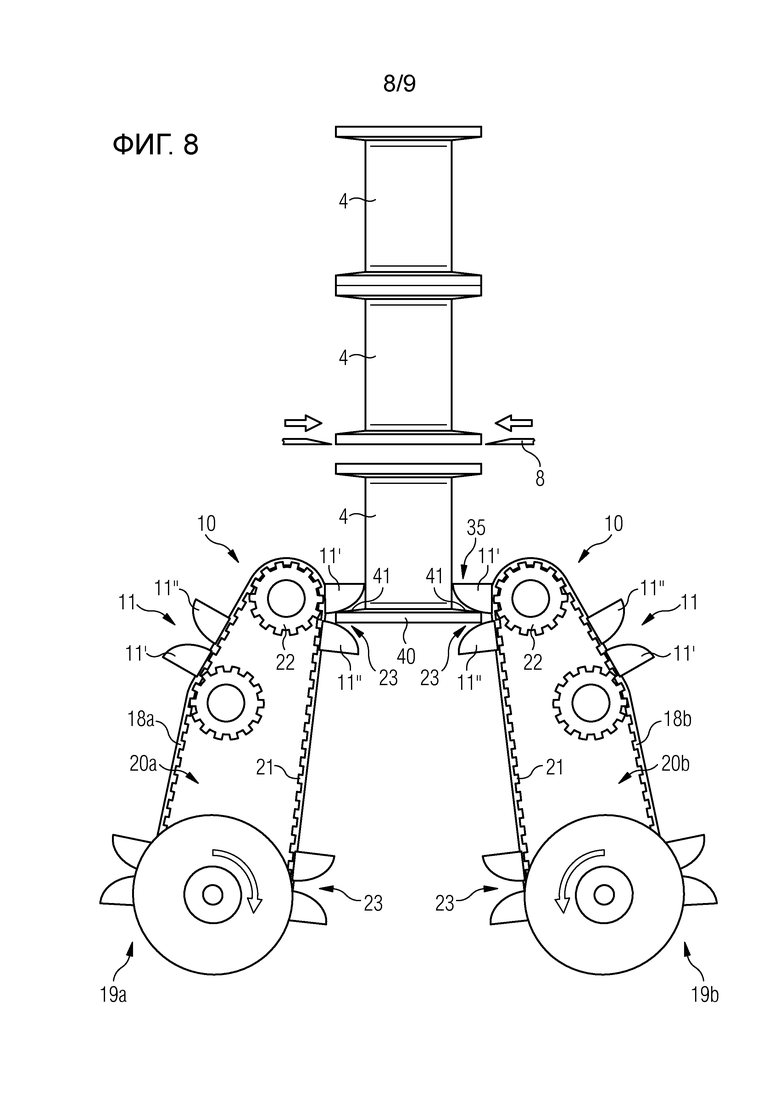
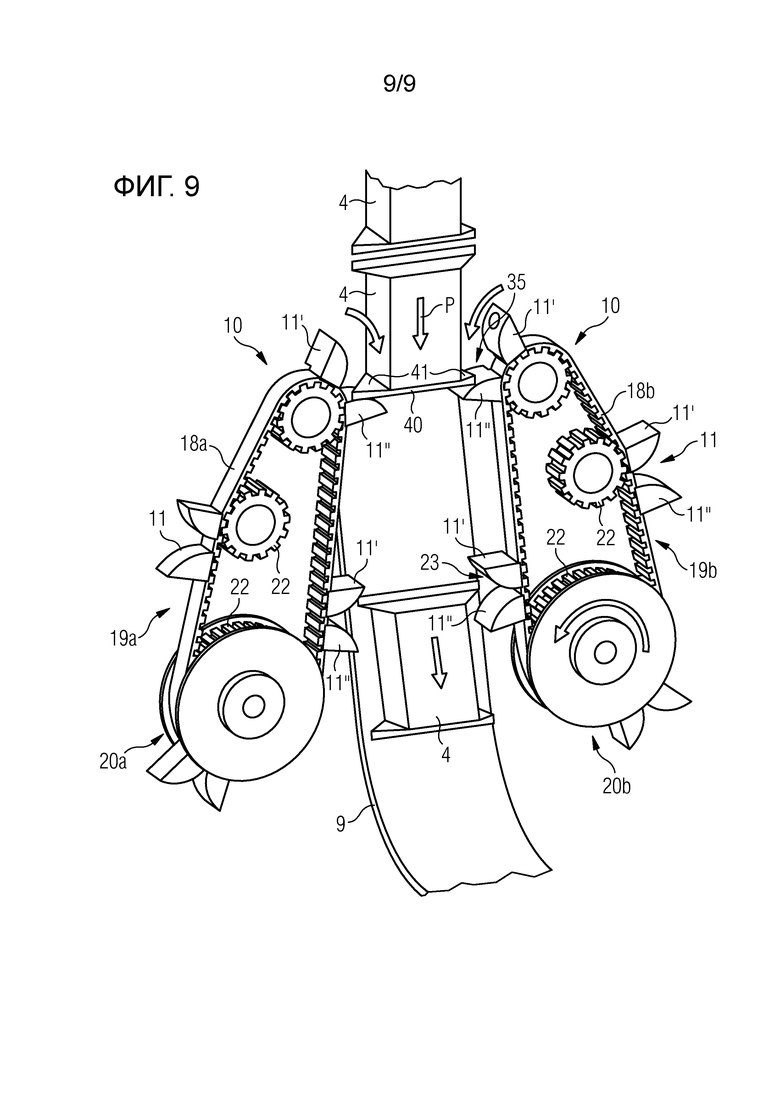
На Фиг.8 и 9 показан другой вариант выполнения движущей системы 10.
Вариант выполнения на Фиг.8 и 9 подобен варианту выполнения на Фиг.6 и 7 и описан только в отношении его отличий от варианта выполнения на Фиг.6 и 7. Одинаковые части и компоненты обозначены одинаковыми ссылочными позициями.
В этом варианте выполнения, как первый гибкий приводящий элемент 18a, так и второй приводящий элемент 18b несут множество пар движущих элементов 11.
Каждая пара движущих элементов содержит первый движущий элемент 11' и второй движущий элемент 11''.
Во время работы, первые движущие элементы 11' толкают вниз упаковки 4, взаимодействуя со вторыми клапанами 41, тогда как вторые движущие элементы 11'' соприкасаются со вторым концевым ребром 40. Следовательно, вторые клапаны 41 и второе концевое ребро 40 вставляются в гнезда 23, образованные между первыми движущими элементами 11' и вторыми движущими элементами 11''.
Таким образом, первые движущие элементы 11' и вторые движущие элементы 11'' направляют упаковку 4 вдоль пути P продвижения.
Можно легко понять, что могут быть выполнены изменения подающего узла 3, описанного и проиллюстрированного в этом документе, без отхода от объема изобретения, определенного в прилагаемой формуле изобретения.



В подающем узле упаковки конвейером подают от формовочного узла, выполненного с возможностью формования упаковок, к сгибающему узлу для получения согнутых упаковок. Узел также содержит движущую систему, взаимодействующую с упаковками для того, чтобы перемещать упаковки от формовочного узла и толкать их к конвейеру. Движущая система содержит по меньшей мере два выполненных с возможностью цикличного перемещения движущих элемента, расположенных на противоположных сторонах пути продвижения упаковок через узел, и приводящую систему для перемещения движущих элементов, выполненных с возможностью взаимодействия с противоположными частями упаковок таким образом, что движущие элементы наносят удар по упаковкам и ускоряют движение упаковок к конвейеру. Изобретение обеспечивает повышение надежности и производительности. 7 з.п. ф-лы, 9 ил.
1. Подающий узел для приема запечатанных упаковок (4) с текучими пищевыми продуктами от формовочного узла, выполненного с возможностью формования указанных упаковок (4), и подачи указанных упаковок (4) к сгибающему узлу, выполненному с возможностью сгибания указанных упаковок (4) для получения согнутых упаковок, причем указанный подающий узел содержит подающий конвейер (6) для переноса указанных упаковок (4) к указанному сгибающему узлу, отличающийся тем, что указанный подающий узел дополнительно содержит движущую систему (10), взаимодействующую с указанными упаковками (4) для того, чтобы тянуть указанные упаковки (4) от указанного формовочного узла и толкать указанные упаковки (4) к указанному подающему конвейеру (6), при этом указанная движущая система содержит по меньшей мере два выполненных с возможностью цикличного перемещения движущих элемента (11), расположенных на противоположных сторонах пути (P) продвижения, по которому указанные упаковки (4) продвигаются через указанный подающий узел, и приводящую систему (12) для перемещения указанных движущих элементов (11), причем указанные движущие элементы (11) выполнены с возможностью взаимодействия с противоположными частями указанных упаковок (4) таким образом, что указанные движущие элементы (11) наносят удар по упаковкам (4) и ускоряют упаковки (4) к подающему конвейеру (6).
2. Подающий узел по п.1, в котором указанная приводящая система (12) перемещает указанные движущие элементы (11), по меньшей мере во время взаимодействия указанных движущих элементов (11) с указанными упаковками (4), со скоростью приведения, большей, чем скорость выдачи, с которой указанные упаковки (4) выдаются из указанного формовочного узла.
3. Подающий узел по п.1 или 2, в котором указанные движущие элементы (11) выполнены с возможностью взаимодействия с клапанами (41) указанных упаковок (4), выступающими из противоположных боковых стенок (36b) указанных упаковок (4).
4. Подающий узел по любому из предшествующий пунктов, в котором указанная приводящая система (12) содержит два вращаемых тела (13a, 13b), причем указанные вращаемые тела (13a, 13b) расположены с противоположных сторон указанного пути (P) продвижения, причем каждое из указанных вращаемых тел (13a, 13b) несет по меньшей мере один из указанных движущихся элементов (11).
5. Подающий узел по любому из предшествующий пунктов, в котором указанная приводящая система содержит два подвижных гибких приводящих элемента (18a, 18b), причем указанные гибкие приводящие элементы (18a, 18b) расположены с противоположных сторон указанного пути (P) продвижения, причем каждый из указанных гибких приводящих элементов (18a, 18b) несет по меньшей мере один из указанных движущих элементов (11).
6. Подающий узел по п.5, в котором каждый из указанных гибких приводящих элементов (18a, 18b) несет группу (19a, 19b) указанных движущих элементов (11), причем указанные движущие элементы (11) равно разнесены на указанных гибких приводящих элементах (18a, 18b).
7. Подающий узел по п.5, в котором каждый из указанных гибких приводящих элементов (18a, 18b) несет множество пар движущих элементов, причем указанные пары движущих элементов равно разнесены на указанных гибких приводящих элементах (18a, 18b).
8. Подающий узел по п.7, в котором каждая пара движущих элементов содержит первый движущий элемент (11') и второй движущий элемент (11''), причем гнездо (23) образовано между указанным первым движущим элементом (11') и указанным вторым движущим элементом (11''), причем указанное гнездо выполнено с возможностью приема, во время использования, концевой части указанных упаковок (4) для направления указанных упаковок (4).
| Система удаления навоза из животноводческих помещений | 1983 |
|
SU1145961A2 |
| Устройство для опорожнения стопок яичных прокладок | 1985 |
|
SU1296074A1 |
| РАБОЧИЙ УЗЕЛ ДЛЯ ПЕРЕМЕЩЕНИЯ ИЗДЕЛИЙ В МАШИНЕ ДЛЯ ОБРАБОТКИ ТАБАЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2228686C2 |
| ВЫСОКОСКОРОСТНОЕ ФАЛЬЦОВОЧНОЕ УСТРОЙСТВО ДЛЯ УПАКОВОЧНЫХ МАШИН ДЛЯ РАЗЛИВАЕМЫХ ПИЩЕВЫХ ПРОДУКТОВ | 1998 |
|
RU2161582C2 |

