Изобретение относится к огнеупорной промышленности и может быть использовано для ремонта и футеровки металлургических агрегатов, в том числе конвертеров, вакууматоров, дуговых сталеплавильных печей (ДСП), стальковшей.
Известна огнеупорная торкрет-масса для футеровки металлургических агрегатов, которая состоит из 11-18% периклаза фракции 3-1 мм, 60-65% периклаза фракции 1-0 мм, 12-21% периклаза фракции менее 0,09 мм, 1,4-2,0% сульфата магния, 0,7-2,5% бентонита фракции 0,5-0 мм, 0,9-3,5% выгорающей добавки фракции 3-0 мм и 1,8-3,0% метасиликата натрия (RU 2155733 от 06.10.98 г., МПК С04В 35/66).
К недостаткам известной огнеупорной торкрет-массы следует отнести использование большого количества мелкой фракции периклаза (60-65% фракции 1-0 мм и 12-21% фракции менее 0,09 мм) при сравнительно небольшом количестве более крупной фракции 3-1 мм (максимально 18%), что предопределяет повышенное потребление воды при торкретировании и, как следствие, ведет к увеличению усадки, образованию трещин, в результате чего происходит растрескивание футеровки, нарушение ее целостности во время нанесения, сушки или эксплуатации металлургических агрегатов. Прочностные характеристики этой массы при повышенных температурах не удовлетворяют условиям службы металлургических агрегатов. Отсутствие требований к плотности используемого периклаза не позволяет гарантировать отсутствие усадки торкрет-слоя в службе, и адгезия слоя во время службы будет нарушена (будет иметь место отслоение торкрет-слоя от основной футеровки).
Наиболее близкой является огнеупорная торкрет-масса для футеровки металлургических агрегатов, которая содержит периклаз и связующее. В качестве связующего содержит 0,2-0,8% полифосфата натрия, 1,7-4,8% метасиликата натрия и/или сульфата магния, 1,7-3,5% бентонита фракции 0,5-0 мм, 1,5-3,4% двуокиси кремния фракции менее 0,01 мм и 0,5-1,3% неорганического волокна. Периклаз используется в массе фракции 1 мм и менее (RU 2159219, С04В 35/043, 20.11.2000 г.).
Прочностные характеристики этой массы при повышенных температурах не удовлетворяют условиям эксплуатации металлургических агрегатов, т.к. содержание зерен фракции 1 мм и менее и отсутствие зерен класса более 1 мм требует больших затрат воды на торкретирование и не удовлетворяет требованиям компактной упаковки, необходимой для достижения высоких адгезионных свойств торкрет-слоя. Как известно, насыпная плотность периклаза фракции 1-0 мм составляет 1,50 кг/дм3 (в сравнении с периклазом фракций, например, 3-2 мм, 2-1 мм их насыпная плотность равна 1,80 кг/дм3), таким образом, плотность упаковки массы с использованием порошков фракции 1-0 мм будет ниже в 1,2 раза, что предопределяет снижение прочностных свойств торкрет-слоя, тем самым уменьшая стойкость торкрет-покрытия. Кроме того, отсутствие требований к плотности рекомендуемого периклаза способствует получению торкрет-слоя, обладающего усадкой при высоких температурах, провоцируется растрескивание и отслоение от основной футеровки.
Задачей настоящего изобретения является получение высокоплотной и высокопрочной футеровки металлургических агрегатов, обладающей устойчивостью к растрескиванию, высокой термостойкостью и стойкостью по отношению к расплавам металла и шлака до 10 плавок.
Технический результат состоит в повышении адгезии торкрет-слоя к футеровке при нанесении, снижении склонности к растрескиванию в широком диапазоне температур и повышении прочности торкрет слоя.
Технический результат достигается тем, что огнеупорная торкрет-масса, включающая в качестве зернистого периклазового наполнителя периклаз с размером частиц не более 4 мм и плотностью не менее 3,25 г/см3, дисперсный периклаз и связующее, согласно изобретению в качестве связующего содержит смесь неорганических и керамических компонентов, а отношение неорганических компонентов к керамическим компонентам составляет 1,6-2,9;
причем в качестве неорганических компонентов содержит, по меньшей мере, один из следующих компонентов: полифосфат натрия, триполифосфат натрия, метасиликат натрия, борная кислота, ортофосфорная кислота, сернокислый магний или их комбинации,
а в качестве керамических компонентов содержит, по меньшей мере, один из следующих компонентов: базальтовое волокно, муллитокремнеземистое волокно, тонкодисперсная двуокись кремния, тальк, огнеупорная глина, каолин, глинозем, тонкодисперсный корунд или их комбинации,
при следующем соотношении компонентов, мас. %:
Дисперсный периклаз представлен частицами с размером менее 63 мкм.
В дисперсном периклазе с размером частиц менее 63 мкм доля частиц размером менее 32 мкм может составлять не менее 30%.
Основой заявляемой торкрет-массы является зернистый периклазовый наполнитель и дисперсный периклаз. В качестве зернистого периклазового наполнителя в соответствии с настоящим изобретением используется периклаз плотностью не менее 3,25 г/см3, который может быть получен путем высокотемпературного обжига кальцинированного магнезита при температуре более 1700°C или путем обжига магнезиального сырья во вращающихся печах при температурах 1600°C и выше, также может быть получен путем плавления в руднотермической печи. Зернистый периклаз обозначенной плотности (не менее 3,25 г/см3) обеспечивает стабильные физико-химические и эксплуатационные характеристики огнеупорной торкрет-массы. Снижение плотности периклаза влияет на повышение пористости и увеличение усадки при высокой температуре эксплуатации торкрет слоя. При плотности 3,25 г/см3 и более в периклазе открытая пористость представлена порами, в основном менее 5 мкм, в которые не проникает расплав металла и шлака. При снижении плотности менее 3,25 г/см3 размер открытых пор увеличивается более 5 мкм и расплавы металла и шлака попадают в «тело» огнеупора, химическое взаимодействие огнеупора и расплава в этом случае идет не только на контакте огнеупор-расплав, но и в теле огнеупора. При температуре службы происходит спекание низкоплотного периклаза, что сопровождается усадкой торкрет-слоя и растрескиванием.
Зернистый периклазовый наполнитель может быть представлен в виде различных комбинаций следующих фракций: 4-0 мм, 4-1 мм, 4-2 мм, 4-3 мм, 3-0 мм, 3-1 мм, 3-2 мм, 3-0,5 мм, 2-0 мм, 2-1 мм, 2-0,5 мм, 1-0 мм, 1-0,5 мм, 0,5-0,1 мм. Подобранный фракционный состав зернистого периклазового наполнителя удовлетворяет требованиям компактной упаковки, обеспечивает равномерное распределение зерен в торкрет-массе, необходимой для достижения высоких адгезионных свойств торкрет-слоя, способствует повышению коррозионной стойкости торкрет-слоя. Не рекомендуется использование периклаза с размером зерна более 4 мм, поскольку это затруднит выход массы через сопло торкрет-установки.
Дисперсным периклазом в соответствии с заявляемым техническим решением считается продукт, получаемый в процессе помола обожженного магнезиального сырья и/или улавливаемый в процессе переработки обожженного сырья. Дисперсный периклаз представлен частицами размером менее 63 мкм. В дисперсном периклазе с размером частиц менее 63 мкм доля частиц размером менее 32 мкм может составлять не менее 30%.
Наличие в составе торкрет-массы обозначенного дисперсного периклаза необходимо для регулирования ее адгезионных свойств и, как следствие, улучшения ее спекания на горячей поверхности.
Заявленные пределы содержания дисперсного периклаза (18-33 мас. %) являются оптимальными и способствуют повышению пластичности массы. Увеличение количества вводимого дисперсного периклаза сверх указанных пределов - более 33% - приводит к нежелательному загустеванию торкрет-массы, масса в торкрет-установке смешивается с водой, компоненты связки при реакции с водой увеличивают вязкость раствора, кроме того, растет дополнительная усадка торкрет-слоя с перспективой к растрескиванию при температуре службы. Превышение порога по содержанию дисперсного периклаза более 33% приводит к пастообразному состоянию массы, вследствие этого масса теряет подвижность и, соответственно, хуже перемещается по транспортным шлангам торкрет-установки, для нанесения массы требуется большее давление воздуха, что не обеспечивается компрессором торкрет-установки. Уменьшение количества вводимого дисперсного периклаза менее 18% не позволяет достичь подходящей вязкости в процессе торкретирования, что приведет к сложностям при торкретировании и ухудшению свойств торкрет-покрытия.
Связующее представляет собой смесь неорганических и керамических компонентов. Компоненты связующего могут дозироваться в смеситель непосредственно при производстве торкрет-массы, или связующее может быть приготовлено предварительно из сухих компонентов путем их смешения, подконтрольный процесс его изготовления позволяет стабилизировать качество готовой массы. Опытным путем установлено, что отношение неорганических компонентов к керамическим компонентам в связующем составляет 1,6-2,9.
В качестве неорганических компонентов предлагается использовать, по меньшей мере, один из следующих компонентов: полифосфат натрия, триполифосфат натрия, метасиликат натрия, борная кислота, ортофосфорная кислота, сернокислый магний или их комбинации. В качестве керамических компонентов предлагается использовать, по меньшей мере, один из следующих компонентов: базальтовое волокно, муллитокремнеземистое волокно, тонкодисперсная двуокись кремния, тальк, огнеупорная глина, каолин, глинозем, тонкодисперсный корунд или их комбинации.
Неорганические компоненты способствуют затвердеванию, прочностному сцеплению торкрет-массы с основной футеровкой при торкретировании и при повышенных температурах службы и спеканию с формированием плотного металло-шлакоустойчивого слоя. Керамические компоненты обеспечивают целостность футеровки при нанесении и после сушки, повышают адгезию. Отношение неорганических компонентов к керамическим компонентам менее заявленного не удовлетворяет требованиям высокой адгезии массы с футеровкой металлургического агрегата при температуре ниже 900°C, при условии минимальных затрат количества воды (6-12%) на торкретирование. При соотношении компонентов выше 2,9 снижаются высокотемпературные свойства торкрет-массы (температура применения, шлакоустойчивость). Обозначенное соотношение неорганических и керамических компонентов (1,6-2,9) обеспечивает возможность торкретирования поверхности футеровки в широком диапазоне температур. Входящие в состав указанного связующего компоненты подобраны таким образом, чтобы способствовать максимально быстрому спеканию и формированию безусадочного монолитного торкрет-слоя в широком диапазоне температур. В процессе торкретирования при взаимодействии с водой и непосредственном нанесении на разогретую футеровку при температуре ниже 700°C происходит частичное растворение неорганических компонентов связующего, полное распределение их между зерен периклаза и частичная дегидратация, что способствует затвердеванию неорганических компонентов, прочностному сцеплению зерен между собой и обеспечивает адгезионные свойства наносимому торкрет-слою. При температуре выше 700°C происходит твердофазное спекание керамических компонентов связующего. При температуре 900°C начинается образование форстерита - высокоогнеупорного соединения, которое не претерпевает изменений вплоть до плавления при 1890°C. При 1300°C синтезируется форстерит, при этом образуется металло- и шлакоустойчивая микроструктура нанесенного торкрет-слоя. При температуре выше 1400°C происходит спекание периклаза, что способствует упрочнению и повышению стойкости торкрет-покрытия. Таким образом, во всем диапазоне температур масса имеет стабильные прочностные и адгезионные характеристики.
Заявленное количество связующего (7-19%) в составе торкрет-массы подобрано экспериментальным путем. Введение в состав менее 7% связующего приведет к снижению механической прочности торкрет-покрытия, введение в состав более 19% обусловит повышенное растрескивание торкрет-покрытия.
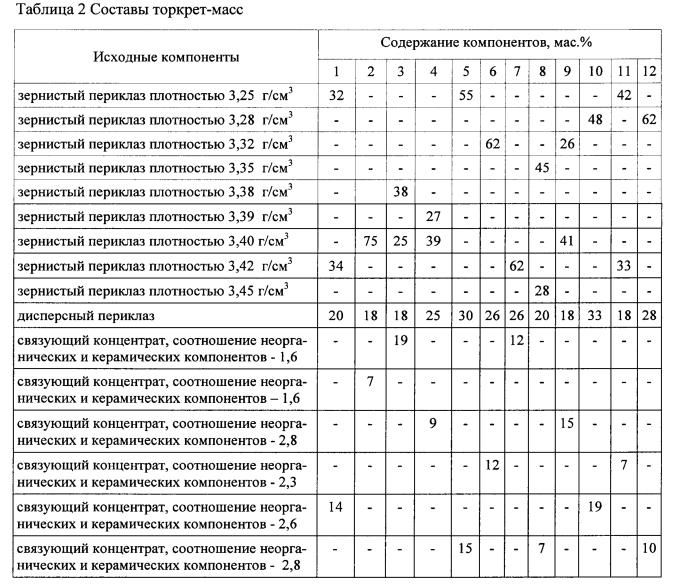
Далее приведен конкретный пример осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения. Связующее предварительно изготавливается путем смешивания сухих неорганических и керамических компонентов (таблица 1). Для приготовления торкрет-массы исходные компоненты (таблица 2) дозируются, загружаются в смеситель в сухом состоянии в следующей последовательности: сначала зернистый периклаз смешивают со связующим, затем добавляют дисперсный периклаз, перемешивают, что обеспечивает частичное рассеивание массы до состояния, когда возможно достичь идеального дисперсного эффекта. Полученная сухая торкрет-масса выгружается в контейнеры, исключая попадание влаги. Вода (в количестве 6-12%) добавляется непосредственно в сопло торкрет-установки, одновременно с подачей массы. Строго дозированное количество воды в сухой торкрет-массе необходимо для достижения минимальной пористости, непрерывности нанесения торкрет-слоя и минимальных затрат времени на сушку. Свойства огнеупорной торкрет-массы приведены в таблице 3.
Таким образом, огнеупорная торкрет-масса, полученная в соответствии с заявляемым изобретением характеризуется высокой адгезией к рабочей футеровке, ускоренным процессом спекания с формированием монолитного слоя при нанесении, в процессе отвердевания, разогрева и эксплуатации: при горячем ремонте отслоения и обрушения торкрет-слоя и образования трещин не происходит; способностью нанесения на футеровку металлургических агрегатов, например стальковша, при пониженных температурах (≈900°C или ниже) относительно температур конвертеров и электропечей при горячем ремонте (≈1300°C или выше) благодаря оптимальному сочетанию неорганических и керамических компонентов в связующем. Обозначенная плотность зернистого периклаза обеспечивает невысокую пористость наносимого торкрет-слоя, низкую дополнительную усадку в процессе эксплуатации, минимизируя тем самым вероятность образования трещин. Отсутствие трещин и механическая прочность торкрет-массы предопределяет защиту рабочего слоя футеровки металлургических агрегатов на всех стадиях технологии его эксплуатации: снижается обезуглероживание основы во время разогрева футеровки, создается защита от термоударов, появления трещин, от диффузионного проникновения шлака и металла в футеровку благодаря подобранной комбинации порошков и связующего.


| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕУПОРНАЯ ТОРКРЕТ-МАССА | 2010 |
|
RU2424213C1 |
| ОГНЕУПОРНАЯ ЗАПРАВОЧНАЯ МАССА | 2022 |
|
RU2805678C1 |
| МАГНЕЗИАЛЬНАЯ ТОРКРЕТ-МАССА | 2011 |
|
RU2465245C1 |
| МАГНЕЗИАЛЬНАЯ МАССА ДЛЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 1999 |
|
RU2159219C1 |
| ОГНЕУПОРНАЯ МАССА | 2007 |
|
RU2379255C2 |
| Огнеупорная масса для футеровок тепловых агрегатов | 1988 |
|
SU1567551A1 |
| ОГНЕУПОРНАЯ МАССА ДЛЯ РЕМОНТА И ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 1998 |
|
RU2155733C2 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МАСС И ИЗДЕЛИЙ ДЛЯ СТРУКТУРНО-СТАБИЛЬНЫХ ФУТЕРОВОК | 1996 |
|
RU2098385C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОШПИНЕЛЬНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2085538C1 |
| МАГНЕЗИАЛЬНАЯ МАССА ДЛЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2005 |
|
RU2292321C1 |
Изобретение относится к огнеупорной промышленности и может быть использовано для ремонта и футеровки металлургических агрегатов, в том числе конвертеров, вакууматоров, дуговых сталеплавильных печей, стальковшей. Огнеупорная торкрет-масса, включающая зернистый периклазовый наполнитель, дисперсный периклаз и связующее, согласно изобретению в качестве зернистого периклазового наполнителя содержит периклаз с размером частиц не более 4 мм и плотностью не менее 3,25 г/см3, в качестве связующего содержит смесь неорганических и керамических компонентов, причем отношение неорганических компонентов к керамическим компонентам составляет 1,5-2,9, при следующем соотношении компонентов, мас. %: указанный зернистый периклаз 48-75, дисперсный периклаз 18-33, указанное связующее 7-19. В качестве неорганических компонентов связующее содержит по меньшей мере один из следующих компонентов: полифосфат натрия, триполифосфат натрия, метасиликат натрия, борная кислота, ортофосфорная кислота, сернокислый магний или их комбинации, а в качестве керамических компонентов - по меньшей мере один из следующих компонентов: базальтовое волокно, муллитокремнеземистое волокно, тонкодисперсная двуокись кремния, тальк, огнеупорная глина, каолин, глинозем, тонкодисперсный корунд или их комбинации. Технический результат изобретения - улучшение адгезии торкрет-слоя к футеровке, снижение склонности к растрескиванию и повышение прочности. 1 з.п. ф-лы, 3 табл.
1. Огнеупорная торкрет-масса, включающая в качестве зернистого периклазового наполнителя периклаз с размером частиц не более 4 мм и плотностью не менее 3,25 г/см3, дисперсный периклаз и связующее, отличающаяся тем, что
в качестве связующего содержит смесь неорганических и керамических компонентов, а отношение неорганических компонентов к керамическим компонентам составляет 1,6-2,9;
причем в качестве неорганических компонентов содержит, по меньшей мере, один из следующих компонентов: полифосфат натрия, триполифосфат натрия, метасиликат натрия, борная кислота, ортофосфорная кислота, сернокислый магний или их комбинации,
а в качестве керамических компонентов содержит, по меньшей мере, один из следующих компонентов: базальтовое волокно, муллитокремнеземистое волокно, тонкодисперсная двуокись кремния, тальк, огнеупорная глина, каолин, глинозем, тонкодисперсный корунд или их комбинации,
при следующем соотношении компонентов в торкрет-массе, мас. %:
2. Огнеупорная торкрет-масса по п. 1, отличающаяся тем, что дисперсный периклаз представлен частицами с размером менее 63 мкм, в том числе доля частиц размером менее 32 мкм не менее 30%.
| МАГНЕЗИАЛЬНАЯ МАССА ДЛЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 1999 |
|
RU2159219C1 |
| ХОРОШАВИН Л.Б | |||
| и др | |||
| ";Магнезиальные огнеупоры | |||
| Справочник";, Москва, ИНТЕРМЕТ ИНЖИНИРИНГ, 2001, с.73, абзац 4 и с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| ОГНЕУПОРНАЯ ТОРКРЕТ-МАССА | 2010 |
|
RU2424213C1 |
| US 4760039 A, 26.07.1988 | |||
| US 4218256 A, 19.08.1980 . | |||

