Изобретение относится к механической обработке конструкционных материалов и может быть использовано в инструментальном производстве и технологии машиностроения.
Известен резец, содержащий державку, в которой расположены режущая пластина и узел ее крепления, и вставку из материала с высоким демпфированием, размещенную в выборке державки, резец снабжен подвижным упором, размещенным в опорной части, выполненной на державке и имеющей выборку, при этом продольная ось упора параллельна продольной оси резца, а в месте сопряжения опорной части с опорной плоскостью державки выполнен упругий шарнир, причем на вставке выполнен выступ, размещенный в выборке опорной части (патент РФ №2009768, МПК5 В23В 27/00, опубл. 30.03.1994). Недостатком является низкое качество обработки из-за неэффективности демпфирования возникающих в процессе резания вибраций, так как не виброизолированы подвижный упор и державка.
Известен сборный резец, содержащий державку, в которой размещены режущая пластина, механизм сброса режущей пластины, включающий толкатель с пружиной, и механизм закрепления режущей пластины, содержащий шток, взаимодействующий с пакетом тарельчатых пластин, резец снабжен пластинчатой пружиной для взаимодействия с передней поверхностью режущей пластины и подпружиненным цилиндрическим штифтом для взаимодействия с отверстием режущей пластины, установленным с возможностью осевого перемещения в отверстии, выполненном в державке, при этом на штоке выполнен клиновой участок для взаимодействия с наклонной лыской, выполненной на упомянутом цилиндрическом штифте (а.с. СССР №1816540, кл. В23В 27/16, опубл. 23.05.93, Бюл. №19).
Резец имеет следующие недостатки:
1. Наличие в конструкции двух цилиндрических и пакета тарельчатых пружин, расположенных последовательно в державке, значительно снижает жесткость резца и не позволяет достигнуть требуемых качества обработки и стойкости инструмента.
2. Втулка, фиксирующая на державке опорную пластину, изготовлена из материала, не обладающего свойством высокого демпфирования, поэтому не уменьшает возникающие вибрации.
3. Толкатель, цилиндрический штифт и шток не виброизолированы от державки, что также не позволяет создать обработанную поверхность необходимого качества.
Технической задачей предлагаемого изобретения является повышение качества обработки и стойкости инструмента.
Технический результат по повышению качества обработки и стойкости инструмента достигается тем, что в демпфирующем сборном резце, содержащем державку, в которой размещены режущая пластина с центральным цилиндрическим отверстием, установленная на опорной пластине, закрепленной на державке с помощью фиксирующей втулки, механизм сброса режущей пластины, включающий толкатель, взаимодействующий с боковой поверхностью режущей пластины и размещенный в регулировочно-направляющей втулке, и механизм закрепления режущей пластины, включающий пластинчатую пружину для взаимодействия с передней поверхностью режущей пластины и зафиксированную на державке посредством винта, шток с регулировочной гайкой, цилиндрический штифт для взаимодействия с отверстием режущей пластины, установленный с возможностью осевого перемещения в отверстиях, выполненных в опорной пластине и державке, при этом на штоке выполнен клиновой участок для взаимодействия с наклонной лыской на упомянутом цилиндрическом штифте, размещенным соосно с регулировочным винтом, толкатель установлен с возможностью взаимодействия с вставкой между его торцом и державкой, цилиндрический штифт расположен на подпятнике, установленным над упомянутым регулировочным винтом, шток размещен в цилиндрической втулке с возможностью взаимодействия с упомянутой регулировочной гайкой, при этом упомянутые вставка, подпятник, цилиндрическая, фиксирующая и регулировочно-направляющая втулки выполнены из материала с высоким демпфированием, кроме того, упомянутые вставка и подпятник установлены в державке с предварительным напряжением сжатия.
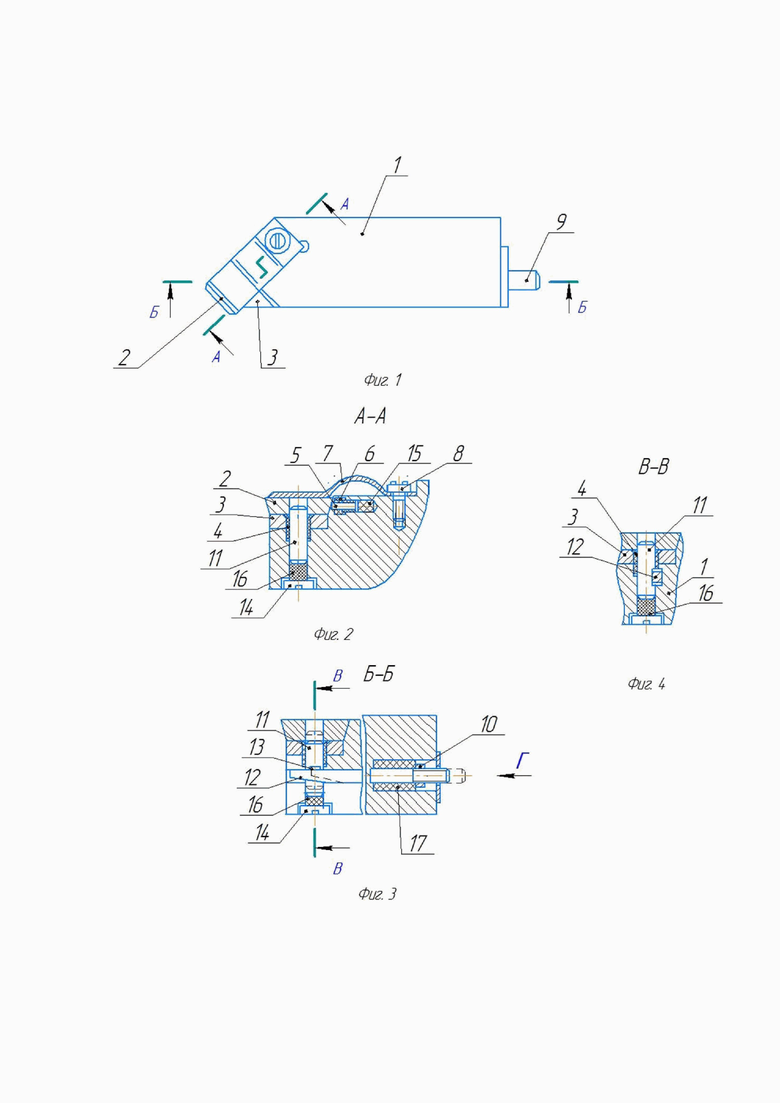
На фиг. 1 представлен демпфирующий сборный резец, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 3.
Резец содержит державку 1, в которой размещены режущая пластина 2 с центральным цилиндрическим отверстием, установленная на опорной пластине 3, закрепленной на державке 1 с помощью фиксирующей втулки 4, механизм сброса режущей пластины 2, включающий толкатель 5, взаимодействующий с боковой поверхностью режущей пластины 2 и размещенный в регулировочно-направляющей втулке 6, и механизм закрепления режущей пластины 2, включающий пластинчатую пружину 7 для взаимодействия с передней поверхностью режущей пластины 2 и зафиксированную на державке 1 посредством винта 8, шток 9 с регулировочной гайкой 10, цилиндрический штифт 11 для взаимодействия с отверстием режущей пластины 2, установленный с возможностью осевого перемещения в отверстиях, выполненных в опорной пластине 3 и державке 1. На штоке 9 выполнен клиновой участок 12 для взаимодействия с наклонной лыской 13 на цилиндрическом штифте 11, размещенным соосно с регулировочным винтом 14. Толкатель 5 установлен с возможностью взаимодействия с вставкой 15 между его торцом и державкой 1. Цилиндрический штифт 11 расположен на подпятнике 16, установленным над регулировочным винтом 14. Шток 9 размещен в цилиндрической втулке 17 с возможностью взаимодействия с упомянутой регулировочной гайкой 10. Вставка 15, подпятник 16, цилиндрическая 17, фиксирующая 4 и регулировочно-направляющая 6 втулки выполнены из материала с высоким демпфированием. Вставка 15 и подпятник 16 установлены в державке 1 с предварительным напряжением сжатия.
Подготовку демпфирующего сборного резца к работе производят в такой последовательности.
Вставка 15, подпятник 16, цилиндрическая 17, фиксирующая 4 и регулировочно-направляющая 6 втулки изготовлены из материала с высоким демпфированием, могут гасить радиальные и осевые вибрации, а также эксплуатироваться под различными напряжениями и испытывать значительные деформации.
Подпятник 16 устанавливают регулировочным винтом 14 в державке 1 с предварительным напряжением сжатия, обеспечивающим усилие для расположения цилиндрического штифта 11 в центральном отверстии режущей пластины 2. Регулировочно-направляющей втулкой 6 обеспечивают сжатие вставки 15 и необходимое взаимодействие толкателя 5 с боковой поверхностью режущей пластины 2. Клиновой участок 12 штока 9 располагают в наклонной лыске 13 цилиндрического штифта 11 таким образом, чтобы штифт 11 находился в режущей пластине 2, а регулировочная гайка 10 взаимодействовала с цилиндрической втулкой 17.
Пластинчатую пружину 7, взаимодействующую с передней поверхностью режущей пластины 2, фиксируют посредством винта 8 на державке 1.
Процесс обработки конструкционного материала демпфирующим сборным резцом осуществляют следующим образом.
При обработке изделия в сборных частях резца возникают колебания, которые необходимо минимизировать. Радиальные и осевые колебания толкателя 5 демпфируют регулировочно-направляющая втулка 6 и вставка 15; цилиндрического штифта 11 - соответственно фиксирующая втулка 4 и подпятник 16; радиальные вибрации штока 9 - цилиндрическая втулка 17. В результате происходит значительное снижение вибраций всего резца, а следовательно, повышение качества обработки, т.к. составные сборные части виброизолированы от державки 1.
При необходимости сменить изношенную режущую пластину 2 выключают станок, на шток 9 в направлении стрелки «Г» воздействуют например, штоком гидро- или пневмоцилиндра. При этом шток 9 при помощи гайки 10 сжимает цилиндрическую втулку 17, смещается в направлении цилиндрического штифта 11, и клиновой участок 12, воздействуя на стенку наклонной лыски 13, перемещает штифт 11 вниз. Верхняя часть штифта 11 выходит из отверстия в режущей пластине 2, и толкатель 5 под действием силы упругости предварительно сжатой вставки 15 выталкивает режущую пластину 2 из-под пластинчатой пружины 7. Длину и ход толкателя 5 выбирают такими, чтобы часть поверхности режущей пластины 2 оставалась под пластинчатой пружиной 7 при полном выдвижении толкателя 5. В этом случае зазор от нижней поверхности пластинчатой пружины 7 до верхней плоскости опорной пластины 3 сохраняется равным толщине режущей пластины 2. Исполнительный орган загрузочного устройства (не показан) устанавливает новую режущую пластину на открытый участок опорной пластины 3 (фиг. 1), проталкивает режущую пластину под пружину 7, сжимает торцом толкателя 5 вставку 15 и одновременно выталкивает изношенную режущую пластину 2. В тот момент, когда отверстие новой режущей пластины окажется под штифтом 11, снимается усилие на штоке 9. Под действием первоначально сжатой цилиндрической втулки 17 шток 9 смещается вправо (фиг. 3), штифт 11 под действием усилия сжатия подпятника 16 входит в центральное отверстие режущей пластины 2. Включают станок и продолжают процесс резания с эффективным демпфированием вибраций, так как возможно осуществлять регулирование жесткостей сборных частей и самого резца в зависимости от обрабатываемого материала и технологических режимов резания, что повышает качество обработки, увеличивает стойкость инструмента и время между сменами режущей пластины.
Оригинальностью предложенного демпфирующего сборного резца является то, что толкатель 5 установлен с возможностью взаимодействия с вставкой 15 между его торцом и державкой 1, цилиндрический штифт 11 расположен на подпятнике 16, установленным над регулировочным винтом 14, шток 9 размещен в цилиндрической втулке 17 с возможностью взаимодействия с упомянутой регулировочной гайкой 10, при этом вставка 15, подпятник 16, цилиндрическая 17, фиксирующая 4 и регулировочно-направляющая 6 втулки выполнены из материала с высоким демпфированием, кроме того, вставка 15 и подпятник 16 установлены в державке с предварительным напряжением сжатия. Это позволяет:
1. Повысить качество обработки и стойкость инструмента путем увеличения эффективности демпфирования колебаний резца за счет виброизоляции его сборных частей от державки материалом с высоким демпфированием.
2. Увеличить время между сменами режущей пластины, так как возможно осуществление регулирования жесткостей сборных частей и самого резца в зависимости от обрабатываемого материала и технологических режимов резания.
Таким образом предлагаемый демпфирующий сборный резец позволяет достичь технического результата по повышению качества обработки и стойкости инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный резец | 1991 |
|
SU1816540A1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2596546C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2582403C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Демпфирующий резец | 2018 |
|
RU2686500C1 |
| Сборный канавочный резец | 1990 |
|
SU1780932A1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Сборный режущий инструмент | 1983 |
|
SU1085686A1 |
| Резец для тяжелого резания | 1989 |
|
SU1757776A1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С ВАРЬИРУЕМОЙ ЖЕСТКОСТЬЮ | 2019 |
|
RU2702527C1 |
Изобретение относится к механической обработке конструкционных материалов и может быть использовано в инструментальном производстве и технологии машиностроения. Демпфирующий сборный резец содержит державку, в которой размещены режущая пластина с центральным цилиндрическим отверстием, установленная на опорной пластине, закрепленной на державке с помощью фиксирующей втулки, механизм сброса режущей пластины, включающий толкатель, взаимодействующий с боковой поверхностью режущей пластины и размещенный в регулировочно-направляющей втулке, и механизм закрепления режущей пластины, включающий пластинчатую пружину для взаимодействия с передней поверхностью режущей пластины, зафиксированную на державке посредством винта, шток с регулировочной гайкой и цилиндрический штифт для взаимодействия с отверстием режущей пластины, установленный с возможностью осевого перемещения в отверстиях, выполненных в опорной пластине и державке, при этом на штоке выполнен клиновой участок для взаимодействия с наклонной лыской на упомянутом цилиндрическом штифте, размещенном соосно с регулировочным винтом. Толкатель установлен с возможностью взаимодействия с вставкой между его торцом и державкой, цилиндрический штифт расположен на подпятнике, установленном над упомянутым регулировочным винтом, шток размещен в цилиндрической втулке с возможностью взаимодействия с упомянутой регулировочной гайкой. При этом упомянутые вставка и подпятник установлены в державке с предварительным напряжением сжатия. Достигается повышение качества обработки и стойкости инструмента за счет повышения эффективности демпфирования возникающих в процессе резания вибраций. 4 ил.
Демпфирующий сборный резец, содержащий державку, в которой на опорной пластине, закрепленной с помощью фиксирующей втулки, установлена режущая пластина с центральным цилиндрическим отверстием и размещены механизм сброса режущей пластины, включающий толкатель, взаимодействующий с боковой поверхностью режущей пластины и размещенный в регулировочно-направляющей втулке, и механизм закрепления режущей пластины, включающий пластинчатую пружину для взаимодействия с передней поверхностью режущей пластины и зафиксированную на державке посредством винта, шток с регулировочной гайкой, цилиндрический штифт для взаимодействия с отверстием режущей пластины, установленный с возможностью осевого перемещения в отверстиях, выполненных в опорной пластине и державке, при этом на штоке выполнен клиновой участок для взаимодействия с наклонной лыской на упомянутом цилиндрическом штифте, размещенным соосно с регулировочным винтом, отличающийся тем, что толкатель установлен с возможностью взаимодействия с вставкой между его торцом и державкой, цилиндрический штифт расположен на подпятнике, установленным над упомянутым регулировочным винтом, шток размещен в цилиндрической втулке с возможностью взаимодействия с упомянутой регулировочной гайкой, при этом упомянутые вставка и подпятник установлены в державке с предварительным напряжением сжатия.
| Сборный резец | 1991 |
|
SU1816540A1 |
| Виброгаситель для режущих инструментов | 1961 |
|
SU151174A1 |
| Режущий инструмент | 1984 |
|
SU1252062A1 |
| РЕЗЕЦ | 1991 |
|
RU2009768C1 |
| Способ получения дубильных растворов | 1944 |
|
SU66707A1 |
| RU 70741 U1, 27.01.2008 | |||
| Прибор для шлифования плоскостей | 1930 |
|
SU20981A1 |
| 0 |
|
SU161506A1 | |

