Область техники
Настоящее изобретение относится к способу и устройству для изготовления шин.
В частности, изобретение относится к способу экструзии и устройству для изготовления эластомерных смесей, предназначенных для производства шин для колес транспортных средств.
Уровень техники
Эластомерные смеси, необходимые для изготовления компонентов шины, могут обеспечиваться при помощи экструдеров, работающих непрерывно. Приспособления для экструзии, служащие для изготовления эластомерных смесей, предназначенных для производства шин для колес транспортных средств, известны из документов: WO 2010/004595, US 20060108607, US 5758961.
В известном документе US 6766721 описывается устройство для преобразования брикета или пластины эластомерного материала в мелкие кубики или блоки для непрерывной подачи с заданной интенсивностью подачи в смесительную машину или смеситель.
Сущность изобретения
Заявитель сконцентрировал свое внимание на некоторых операциях в области производства шин, где, по меньшей мере, один конструктивный элемент шины содержит, по меньшей мере, одну эластомерную смесь, изготавливаемую непрерывно питаемым смесительным экструдером.
В частности, заявитель изучил операции, осуществляемые с эластомерной смесью, когда она изготовляется путем смешения, выполняемого в устройстве непрерывного или прерывистого действия, и затем передается для одной или нескольких дополнительных операций смешения. В промежутке между операцией смешения и последующей операцией эластомерные смеси могут храниться и/или содержаться предпочтительно в форме лент или листов.
Заявитель взялся за решение задачи по улучшению качества изготавливаемой смеси и увеличению в то же время производительности смесительной установки и заметил, что для достижения этой цели возможно управлять как подачей эластомерной смеси к смесителю непрерывного действия, так и количеством эластомерной смеси, обрабатываемой за единицу времени, чтобы обеспечить работу каждого из компонентов устройства в условиях оптимальной интенсивности подачи.
Было замечено, что чрезмерное повышение температуры смеси внутри смесительного экструдера может являться ограничением производительности смесительной установки. Это повышение в сочетании, например, со слишком высокой скоростью вращения шнеков экструдера, может вызывать подвулканизацию самой смеси.
Также было замечено, что в экструдерах непрерывного действия, оснащенных системой управления интенсивностью подачи, расположенной выше по потоку, интенсивность подачи смеси, обрабатываемой ими, по существу не зависит от количества оборотов в минуту экструзионного шнека, по меньшей мере в пределах используемой обычно частоты вращения. При увеличении количества оборотов в минуту и поддержании интенсивности подачи неизменной, степень заполнения экструдера уменьшается. При снижении количества оборотов в минуту и сохранении интенсивности подачи неизменной, степень заполнения экструдера увеличивается.
Под термином «степень заполнения» подразумевается отношение между объемом, занимаемым эластомерным материалом в экструзионной камере, разграниченной шнеками экструдера и внутренними стенками кожуха таких шнеков в экструдере, и общим объемом этой камеры. Степень заполнения указывает на способность смесительного экструдера обрабатывать то количество материала, которое он принимает на его входе.
Было замечено, что интенсивность подачи и качество производимой смеси могут представлять собой характеристики, коррелирующие со степенью заполнения, которую, тем не менее, тяжело обнаруживать.
Также было замечено, что возможно контролировать значения величин, указывающих на степень заполнения, таким образом, что, устанавливая диапазон значений этих величин, являющихся индикаторами, возможно управлять качеством и объемом выпуска смеси.
В действительности, производительность смесительного экструдера выше, а смесь - лучшего качества, если во время изготовления смесей в экструдере операция происходит в устойчивых условиях, при сохранении значения упомянутой величины, указывающей на степень заполнения, в пределах заранее установленного диапазона, как только были установлены другие рабочие параметры, такие как, например, тип двигателя, форма шнека, тип смеси, температура, давление, скорость вращения шнеков.
Было замечено, что преимущественно производить эластомерную смесь, содержащую, по меньшей мере, один эластомерный полимер и, по меньшей мере, один усиливающий наполнитель, в, по меньшей мере, одном смесителе непрерывного действия, а впоследствии превращать эту смесь в небольшие кусочки и подавать их в смесительный экструдер для обработки этой смеси в дополнительной операции смешения.
Было замечено, что контролируя с обратной связью скорость производства небольших кусочков, в которые преобразуется эластомерная смесь, и скорость подачи самих небольших кусочков в смесительный экструдер, в зависимости от значений величины, указывающей на степень заполнения самого экструдера, возможно поддерживать эти значения величины в заранее установленной области заранее определенного значения, предпочтительно, значения наибольшей производительности экструдера.
Также было обнаружено, что упомянутое управление с обратной связью позволяет управлять небольшими кусочками, предотвращая их слеживание даже при отсутствии предшествующего покрытия порошкообразными веществами, предотвращающими слипание (такими как диоксид кремния или тальк), используемыми для смесей, уменьшаемых до гранул гранулирующими машинами известного уровня техники, причем эти вещества не только загрязняют смесь, но их также тяжело удалять.
Согласно первому аспекту настоящее изобретение относится к способу изготовления шин, включающему этапы, на которых:
- изготавливают множество конструктивных элементов упомянутых шин, в которых, по меньшей мере, один конструктивный элемент из упомянутого множества конструктивных элементов содержит, по меньшей мере, одну эластомерную смесь;
причем при изготовлении упомянутого, по меньшей мере, одного конструктивного элемента:
изготавливают, по меньшей мере, одну эластомерную смесь;
устанавливают рабочие параметры смесительного экструдера;
превращают эластомерную смесь в небольшие кусочки регулируемых размеров и непрерывно питают небольшими кусочками смесительный экструдер, который непрерывно их обрабатывает;
обнаруживают значение, по меньшей мере, одной величины, свидетельствующей о степени заполнения смесительного экструдера;
- корректируют скорость превращения эластомерной смеси в небольшие кусочки для поддержания значений одной из обнаруживаемых величины в заранее установленной области заранее определенного значения.
Согласно второму аспекту изобретение относится к устройству для изготовления эластомерных смесей, содержащему:
- приспособление для превращения эластомерной смеси в небольшие кусочки регулируемых размеров;
- приспособление для непрерывной подачи упомянутой эластомерной смеси на вход приспособления для превращения ее в небольшие кусочки;
- смесительный экструдер, имеющий входное отверстие, соединенное функционально с выходом упомянутого приспособления для превращения в небольшие кусочки;
- по меньшей мере, одно приспособление для обнаружения значения величины, указывающей на степень заполнения смесительного экструдера;
- блок управления, функционально соединенный с приспособлением для превращения в небольшие кусочки и обнаруживающим приспособлением, для корректировки скорости функционирования приспособления для превращения в небольшие кусочки таким образом, чтобы поддерживать упомянутое значение величины, являющейся индикатором, в заранее установленной области заранее заданного значения.
После установления диапазона заранее заданных значений упомянутый величины, указывающей на степень заполнения экструдера, для заданных рабочих параметров (геометрических или эксплуатационных параметров машины, как например, тип двигателя, форма шнека, скорость вращения шнеков, давление, а также других параметров, связанных со смесью, которая должна быть произведена, включая, например: тип смеси, температура, время подвулканизации смеси), датчик каждый миг определяет величину, являющуюся индикатором, сравнивает ее с диапазоном заранее установленных значений и управляет приспособлением для превращения эластомерной смеси в небольшие кусочки таким образом, чтобы корректировать его скорость производства в соответствии конкретными требованиями экструдера. Обнаруживаемое каждый миг значение может немного колебаться около заранее заданного значения таким образом, что среднее во времени, по существу, равно упомянутому заранее заданному значению.
Управление с обратной связью согласно изобретению позволяет экструдеру функционировать при степени заполнения очень близкой к оптимальной (что касается качества и производительности изготавливаемой смеси), где сама степень не известна и может быть измерена с трудом, но соответствует заранее заданному значению обнаруживаемой величины, являющейся индикатором.
Кроме этого, регулируют размеры небольших кусочков, что означает, что их поддерживают в диапазоне заранее заданных значений, подходящих для процесса.
Настоящее изобретение может иметь в, по меньшей мере, одном из вышеупомянутых аспектов один или несколько предпочтительных признаков, описанных в дальнейшем в этой заявке.
Согласно варианту осуществления способа обнаруживаемой величиной является крутящий момент шнеков смесительного экструдера.
Крутящий момент можно обнаруживать, измеряя ток, потребляемый двигателем, приводящим в движение шнеки экструдера.
Было обнаружено, что непосредственное измерение степени заполнения, как предполагаемое выше соотношение между объемами, во время процесса экструзии может быть затруднительным для обнаружения, и приемлемой максимальной степенью заполнения является, предпочтительно, степень заполнения, свыше которой либо двигатель больше не способен обеспечивать вращение шнеков смесительного экструдера (максимальный крутящий момент - обнаруживается посредством потребления двигателя), либо загрузочный приемник экструдера начинает заполняться материалом, пока не достигнут и не превышен заранее заданный уровень.
Согласно варианту осуществления способа значением обнаружения является уровень заполнения входного приемника смесительного экструдера.
Косвенное измерение степени заполнения происходит через измерение уровня, достигнутого материалом в виде небольших кусочков, в приемнике смесительного экструдера во время обработки.
Предпочтительно обнаруживают значения обеих вышеупомянутых величин (крутящего момента и уровня заполнения приемника), и, предпочтительно, величиной для управления с обратной связью подачей смесительного экструдера является то из двух значений, которое больше отклоняется от заранее заданного значения.
Величина, указывающая на степень заполнения, считается отклоняющейся от заранее заданного значения, когда она находится вне заранее установленной области этого заранее заданного значения.
Под «заранее установленной областью» подразумевается более или менее широкий диапазон значений, в который попадает упомянутое заранее установленное значение. Например, считая заранее установленным значением крутящего момента 90% от максимального крутящего момента двигателя, заранее установленная область может находиться либо между 70% и 98% от максимального крутящего момента, либо может быть гораздо меньше, например, находиться между 89,5% и 90,5% от максимального крутящего момента. Например, считая заранее установленное значение заполнения равным 80% от максимального значения заполнения приемника, заранее установленная область может находиться между 60% и 90% от максимального заполнения или может быть гораздо меньше, находиться, например, между 79,7% и 80,5% от максимального заполнения.
Предпочтительно, в случае управления процессом при помощи значений двух величин, указывающих на степень заполнения, величиной, по которой будет осуществляться управление с обратной связью, является та, которая первой окажется вне упомянутой заранее установленной области.
Если во время работы смесительного экструдера крутящий момент выходит за пределы соответствующей заранее установленной области (например, заранее установленное значение крутящего момента равно 90% от максимального крутящего момента, обеспечиваемого двигателем; заранее установленная область крутящего момента находится между 85% и 95% от максимального крутящего момента; обнаруженный крутящий момент равен 98%), в то время как граница для приемника остается в пределах соответствующей заранее установленной области (например, заранее установленное значение заполнения равно 40%; заранее установленная область находится между 30% и 50%; обнаруженное заполнение равно 37%), то управление приспособлением для превращения в небольшие кусочки происходит по обнаруженному крутящему моменту, снижая его скорость функционирования.
Если, напротив, крутящий момент остается в пределах соответствующей заранее определенной области (например, заранее установленное значение крутящего момента равно 90% от максимального крутящего момента, обеспечиваемого двигателем; заранее установленная область крутящего момента находится между 85% и 95% от максимального крутящего момента; обнаруженный крутящий момент равен 89%), в то время как заполнение приемника подает ниже соответствующей заранее установленной области (например, заранее установленное значение заполнения равно 40%; заранее установленная область находится между 30% и 50%; обнаруженное заполнение равно 26%), то управление приспособлением для превращения в небольшие кусочки происходит по обнаруженному заполнению, увеличивая его скорость функционирования.
Предпочтительно, способ включает этап, на котором корректируют скорость вращения шнеков смесительного экструдера таким образом, чтобы сохранять обнаруживаемую величину в заранее установленной области заранее заданного значения.
Кроме того, на степень заполнения смесительного экструдера влияет не только корректировка скорости изготовления небольших кусочков эластомерной смеси, но также корректировка скорости вращения шнеков экструдера, которая, следовательно, является дополнительным параметром управления в способе.
Согласно предпочтительному варианту осуществления небольшие кусочки отрезаются от ленты, листа или брикета упомянутой эластомерной смеси.
Превращение в небольшие кусочки путем резки обеспечивает более точный контроль размеров.
Предпочтительно, небольшие кусочки имеют сантиметровые размеры.
Предпочтительно, небольшие кусочки имеют две стороны, размеры которых составляют, по меньшей мере, около 10 мм.
Термин “сантиметровый размер” указывает на то, что небольшой кусочек имеет, по меньшей мере, два из трех размеров порядка одного или нескольких сантиметров. Материал режется, например, на небольшие кубики, блоки, плитки или другие аналогичные формы.
Предпочтительно, толщина ленты находится примерно между 5 мм и 25 мм, а более предпочтительно - между 5 мм и 15 мм.
Предпочтительно, края небольших кусочков, получающиеся при резке, находятся примерно между 10 мм и 70 мм. Предпочтительно, края небольших кусочков, получающиеся при резке, находятся примерно между 25 мм и 50 мм.
Небольшие кусочки имеют регулируемые размеры, достаточно большие, чтобы не подвергаться легко слеживанию, и в то же время достаточно малые, чтобы обеспечивать возможность их легкого введения в смесительный экструдер и обработки им.
Как вариант, способ содержит этап, на котором на эластомерную смесь во время или после превращения в небольшие кусочки распыляют смазывающую жидкость, чтобы улучшать прохождение небольших кусочков, когда они достигают приемника.
Этой жидкостью является, к примеру, мыльная вода, которая без каких-либо проблем удаляется во время смешения в экструдере не оставляя загрязняющих веществ.
Предпочтительно, эластомерная смесь, которая должна подаваться в смесительный экструдер непрерывного действия, изготавливается за, по меньшей мере, одну операцию смешения, осуществляемую на, по меньшей мере, одном смесителе прерывистого действия закрытого типа (Banbury®, Intermix®) или открытого типа (смеситель с Z-образными лопастями).
Предпочтительно, эластомерную смесь, которая должна подаваться в смесительный экструдер, получают в виде непрерывной ленты (листов), сложенной слоями, и непрерывно подают в приспособление для превращения в небольшие кусочки.
Использование этого типа полуфабриката делает возможным продление производственного цикла без необходимости в частом снабжении изначальной эластомерной смесью.
Согласно варианту осуществления в смесительном экструдере осуществляется операция повторного смешивания эластомерной смеси.
Согласно альтернативному варианту осуществления способ содержит этап, на котором в смесительный экструдер помимо эластомерной смеси подают дополнительные ингредиенты.
Поэтому настоящее изобретение применимо как в операциях повторной обработки, осуществляемых с готовой смесью (например, изготовленной ранее в, по меньшей мере, одном смесителе прерывистого действия) без добавления других ингредиентов, так и в чистом смешивании, состоящем в переработке смеси в смесительном экструдере с добавлением других ингредиентов в заданных пропорциях относительно друг друга (и смеси, которая должна подаваться в смесительный экструдер).
Предпочтительно, в случае смешивания, упомянутые дополнительные ингредиенты до введения их в смесительный экструдер непрерывно взвешиваются и дозируются с небольшими кусочками эластомерной смеси в заранее заданных пропорциях.
В обоих упомянутых выше случаях (повторной обработки и смешивания) исходная смесь, хранимая в виде ленты или листа и предназначенная для превращения в небольшие кусочки, является готовой смесью, т.е. уже с добавленными ингредиентами, делающими ее пригодной для использования в производстве полуфабрикатов, предназначенных для изготовления шин. Готовая смесь изготавливается посредством, по меньшей мере, одного смесительного приспособления прерывистого действия, смешивания закрытого типа к примеру, предпочтительно смесителя Banbury®, имеющего два вращающихся в противоположные стороны ротора, оказывающих очень сильное смешивающее действие для пластикации эластомерного полимера или полимеров и обеспечивающих ввод и распределения в них других компонентов, обычно присутствующих в эластомерных смесях, таких как, например, усиливающие наполнители, смазывающие присадки, вулканизирующие вещества и другие добавки.
Более предпочтительно, когда готовую смесь изготавливают за, по меньшей мере, один этап смешивания, осуществляемый на упомянутом смешивающем приспособлении прерывистого действия с последующим приданием эластомерной смеси формы ленты или листа.
Объединенное смешивание в смесителе прерывистого действия и смешивание в смесительном экструдере непрерывного действия (после превращения лента или листа в небольшие кусочки; с или без добавления другие ингредиентов) позволяет, благодаря управления с обратной связью подачей, получать смесь лучшего качества наряду с высокого производительностью.
Согласно варианту осуществления устройства смесительный экструдер содержит входной приемник, а обнаруживающее приспособление содержит датчик уровня, действующий функционально на входной приемник для обнаружения уровня небольших кусочков, находящихся в пути во входном приемнике.
Предпочтительно датчик уровня относится к лазерному типу.
Применение датчика уровня заявленного типа позволяет осуществлять измерение без необходимости в модификации конструкции смесительного экструдера, а, следовательно, упомянутое измерение делается возможным также на экструдерах уже имеющихся в продаже.
Лазерный датчик считывает уровень материала в приемнике, блок управления, например, вычисляет средний уровень (во времени и/или пространстве) и сравнивает его с заранее установленным диапазоном, содержащим заранее заданное значение, а затем исправляет скорость превращения эластомерной смеси в небольшие кусочки: если уровень слишком высокий, датчик снижает скорость превращения эластомерной смеси в небольшие кусочки; если уровень слишком низкий, он увеличивает скорость превращения эластомерной смеси в небольшие кусочки.
Таким образом, в течение всего способа скорость колеблется в области значения, соответствующего диапазону заранее установленного уровня.
Согласно варианту осуществления устройства обнаруживающее приспособление функционально действует на шнеках экструдера и обнаруживает крутящий момент упомянутых шнеков экструдера.
Этот альтернативный вариант осуществления тоже позволяет выполнять измерение без необходимости в модификации конструкции смесительного экструдера, а, следовательно, делает возможным его использование также на экструдерах уже имеющихся в продаже.
Значение тока, потребляемого двигателем для шнеков, обнаруживается и, как вариант, усредняется во времени.
Блок управления вычисляет среднее значение крутящего момента и сравнивает его с заранее установленным диапазоном, чтобы впоследствии исправить скорость производства небольших кусочков эластомерной смеси: если крутящий момент слишком высокий, скорость производства небольших кусочков эластомерной смеси снижается; если крутящий момент слишком маленький, скорость производства небольших кусочков эластомерной смеси увеличивается. Таким образом, в течение всего способа скорость колеблется в области значения, соответствующего диапазону заранее установленного крутящего момента.
В предпочтительном варианте осуществления устройство содержит и датчик уровня, и обнаружение крутящего момента и функционирует описанным выше образом.
Приспособление для превращения в небольшие кусочки предпочтительно содержит приспособления для резки, предпочтительно два приспособления для резки, направления резки которых находятся относительно друг друга под углом, чтобы резать упомянутую эластомерную смесь на стандартные кусочки сантиметровых размеров.
Предпочтительно, приспособление для превращения в небольшие кусочки содержит приспособление для продольной резки и приспособление для поперечной резки для резки упомянутой эластомерной смеси на параллелепипеды сантиметровых размеров.
Резка, осуществляемая таким образом, оказывается чистой, а конструкция режущего приспособления - сравнительно простой.
Предпочтительно, приспособление для продольной резки содержит множество дисковых ножей, каждый из которых расположен вокруг первого цилиндра, вращающегося около первой оси, перпендикулярной направлению подачи эластомерной смеси.
Предпочтительно, приспособление для продольной резки содержит два первых цилиндра, обращенных друг к другу и вращающихся в противоположных направлениях около соответствующих первых осей, перпендикулярных направлению подачи эластомерной смеси, и каждый из упомянутых двух первых цилиндров имеет кольцевые выступы, снабженные дисковыми ножами и входящими в соответствующие кольцевые канавки другого первого цилиндра.
Предпочтительно, приспособление для поперечной резки содержит, по меньшей мере, один поперечный нож, проходящий вдоль направления, по существу перпендикулярного направлению подачи эластомерной смеси, и расположенный на втором цилиндре, вращающемся около второй оси, параллельной первой оси.
Согласно предпочтительному варианту осуществления приспособление для поперечной резки содержит, по меньшей мере, один поперечный нож, выполненный с возможностью поступательного перемещения в направлении, перпендикулярном направлению подачи эластомерной смеси.
Согласно варианту осуществления устройство содержит конвейер, помещенный между выходом упомянутого приспособления для превращения в небольшие кусочки и входом смесительного экструдера.
Приспособление для превращения в небольшие кусочки и смесительный экструдер могут быть размещены на расстоянии друг от друга, а также на разной высоте. Конвейер дополнительно позволяет равномерно распределять небольшие кусочки до перемещения их в приемник смесительного экструдера.
Предпочтительно, блок управления функционально соединен с конвейером для корректирования скорости подачи упомянутого конвейера в зависимости от скорости функционирования приспособления для превращения в небольшие кусочки. Блок управления управляет и приспособлением для превращения в небольшие кусочки, и конвейером, в зависимости от степени заполнения смесительного экструдера или обнаруженных крутящего момента и/или уровня.
Согласно варианту осуществления устройство дополнительно содержит вспомогательный приемник, размещенный после выхода приспособления для превращения в небольшие кусочки и над конвейером, для временного хранения эластомерной смеси в виде небольших кусочков.
Вспомогательный приемник выступает в качестве “буфера”, поскольку материал в виде небольших кусочков, хранимый в нем во время операции при устойчивых условиях, используется во время возможных временных остановок приспособления для превращения в небольших кусочки для продолжения питания смесительного экструдера без необходимости его останавливать.
Предпочтительно, стенки приемника являются подвижными для снижения возможности слеживания небольших кусочков.
Приемник, например, снабжен вибрационными массами, вызывающими вибрацию стенок.
Согласно варианту осуществления конвейер содержит поверхность транспортирования и удерживающие стенки, проходящие от поверхности транспортирования, где удерживающая торцевая поверхность имеет проем для дозирования эластомерной смеси в виде небольших кусочков.
В этой конфигурации сам конвейер выполняет также функцию “буфера”, потому что небольшие кусочки скапливаются между стенками в таком количестве, что в любом случае во время временной остановки приспособления для превращения в небольшие кусочки и временной нехватки материала выше по ходу процесса, материал продолжает поступать через дозирующий проем на протяжении достаточного времени, чтобы обеспечивать возможность устранения помехи.
Предпочтительно, удерживающие стенки являются подвижными для снижения возможности слеживания небольших кусочков.
Перемещение стенок производит перемешивание небольших кусочков и предотвращает их прилипание друг к другу.
Согласно варианту осуществления устройство дополнительно содержит весовое дозирующее приспособление, помещенное между выходом приспособления для превращения в небольшие кусочки и входным отверстием смесительного экструдера и функционально соединенное с блоком управления, чтобы поставлять эластомерную смесь в виде небольших кусочков согласно заранее заданным пропорциям с дополнительными ингредиентами.
Весовое дозирующее устройство используется в смесительных экструдерах для точного контроля пропорций ингредиентов относительно эластомерной смеси, превращенной в небольшие кусочки.
Согласно варианту осуществления устройство содержит:
первый и второй конвейер, помещенные параллельно между выходом упомянутого приспособления для превращения в небольшие кусочки и входом смесительного экструдера;
перегородку, размещенную у выхода приспособления для превращения в небольшие кусочки и выполненную с возможностью переправления выходящих небольших кусочков на первый или второй конвейер.
Перед запуском производственной линии оба конвейера загружают небольшими кусочками эластомерного материала. Во время обычной работы в движении находится только первый конвейер, тогда как второй конвейер является неподвижным и выполняет функцию “буфера”. Второй конвейер начинает функционирование, когда после остановки приспособления для превращения в небольшие кусочки небольшие кусочки на первой конвейере закончились.
Согласно варианту осуществления выход приспособления для превращения в небольшие кусочки расположен над входом смесительного экструдера.
Приспособление для превращения в небольшие кусочки выгружает продукт прямо в приемник смесительного экструдера без размещения между ними какого-либо промежуточного конвейера, что влечет за собой конструктивное упрощение устройства.
Согласно варианту осуществления смесительный экструдер относится к двухшнековому типу.
Согласно варианту осуществления смесительный экструдер относится к многошнековому кольцеобразному типу.
Дополнительные признаки и преимущества станут более очевидны из подробного описания предпочтительных, но не исключительных, вариантов осуществления устройства для изготовления эластомерных смесей согласно настоящему изобретению.
Краткое описание чертежей
В дальнейшем в этой заявке описание будет приведено со ссылкой на прилагаемые чертежи, данные в качестве не ограничивающего примера.
На чертежах:
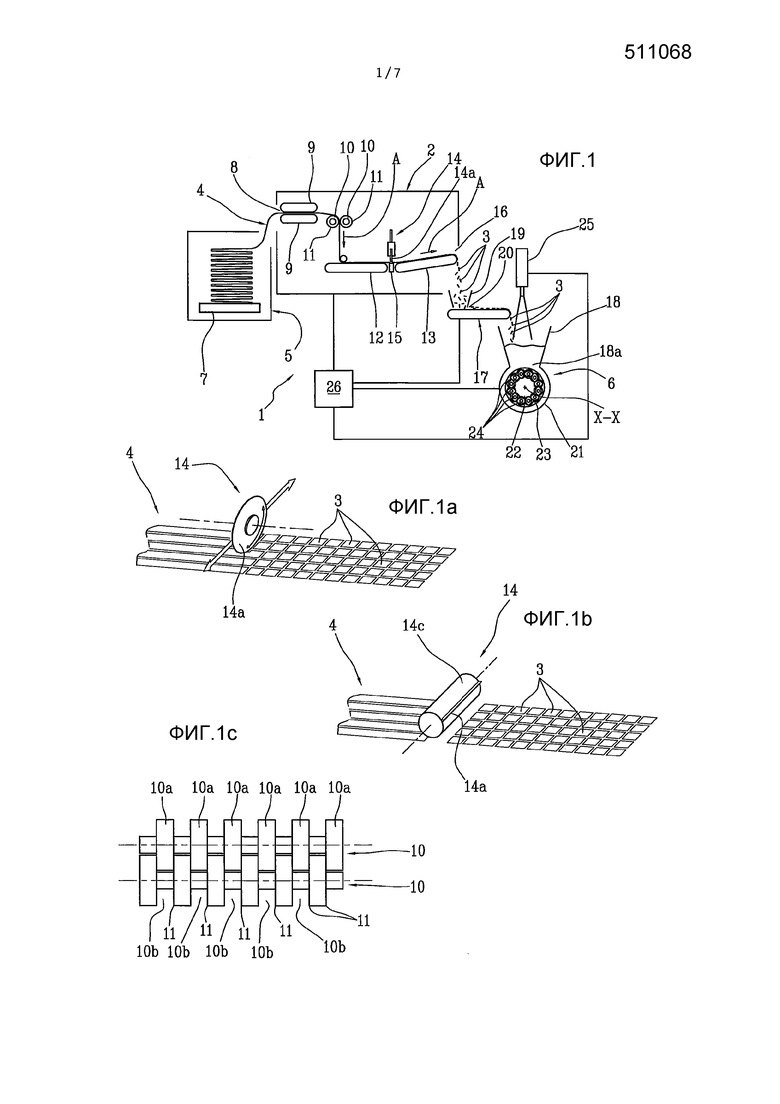
фиг. 1 - схематичный вид сбоку варианта осуществления устройства для экструзии для изготовления эластомерных смесей согласно изобретению;
фиг. 1a и 1b - соответствующие альтернативные формы элемента устройства с фиг. 1;
фиг. 1c - укрупненный вид другого элемента устройства с фиг. 1;
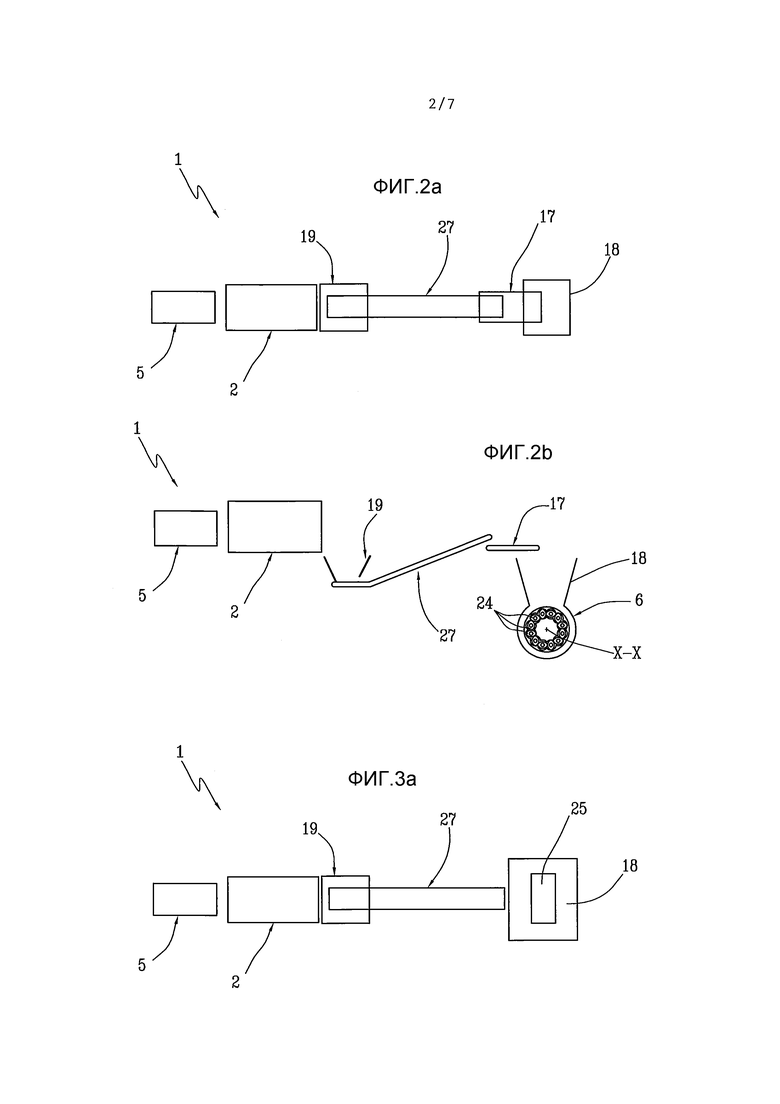
фиг. 2a и 2b - соответственно вид сверху и вид сбоку первой альтернативной формы устройства с фиг. 1;
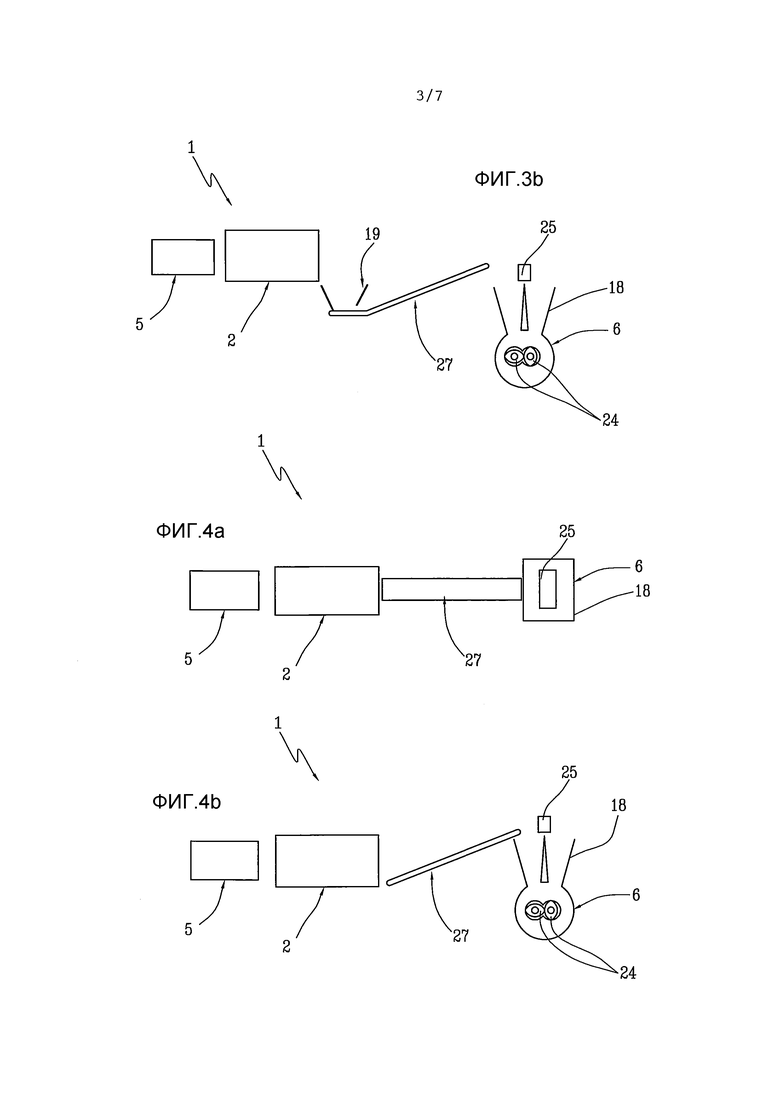
фиг. 3a и 3b - соответственно вид сверху и вид сбоку второй альтернативной формы устройства с фиг. 1;
фиг. 4a и 4b - соответственно вид сверху и вид сбоку третьей альтернативной формы устройства с фиг. 1;
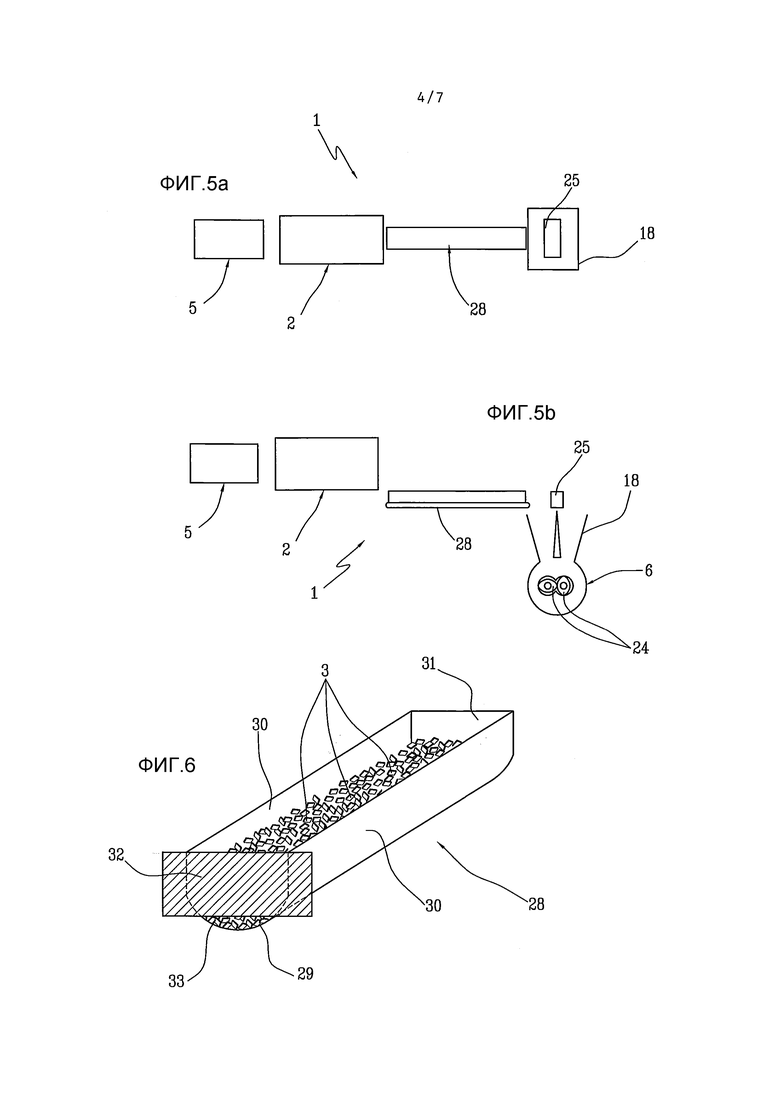
фиг. 5a и 5b - соответственно вид сверху и вид сбоку четвертой альтернативной формы устройства с фиг. 1;
фиг. 6 - вид в перспективе элемента устройства, показанного на фиг. 5a и 5b;
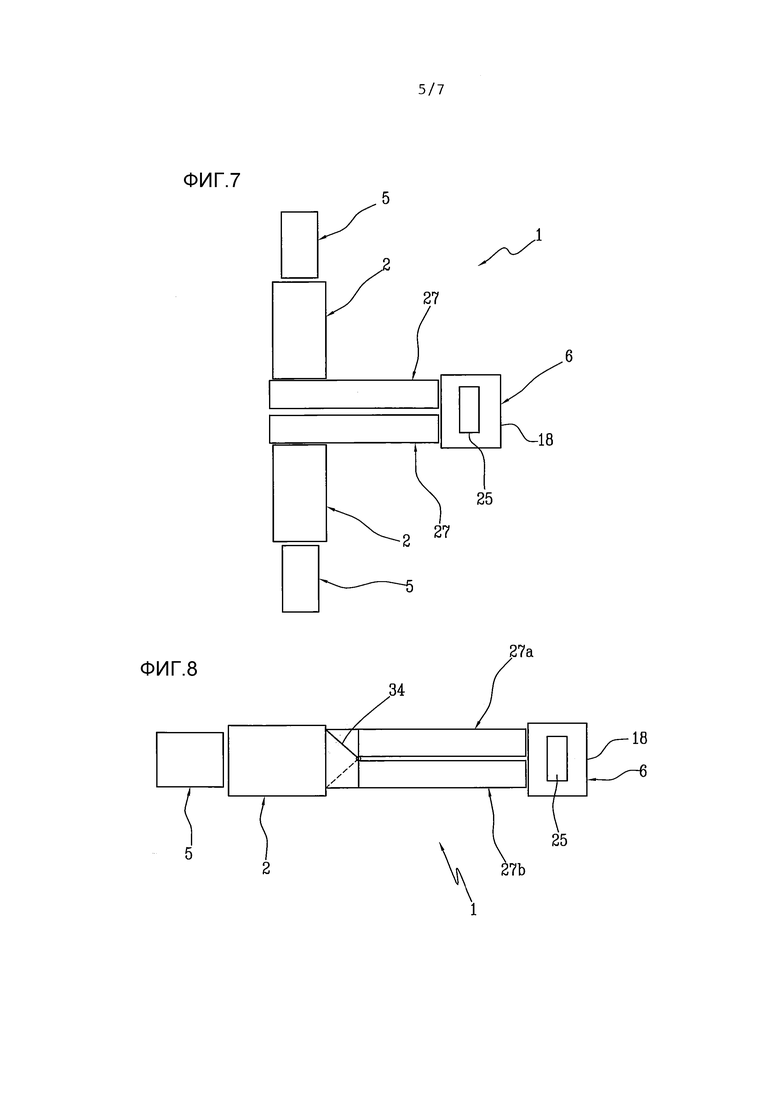
фиг. 7 - вид сверху пятой альтернативной формы устройства с фиг. 1;
фиг. 8 - вид сверху шестой альтернативной формы устройства с фиг. 1;
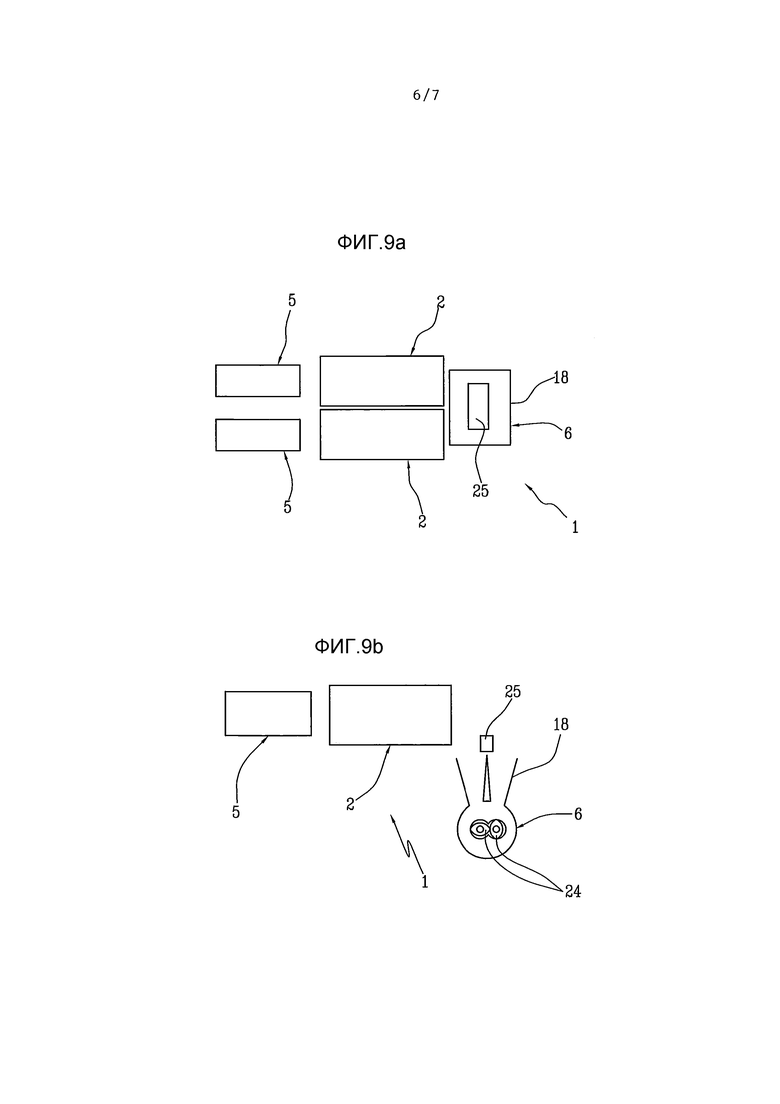
фиг. 9a и 9b - соответственно вид сверху и вид сбоку седьмой альтернативной формы устройства с фиг. 1; и
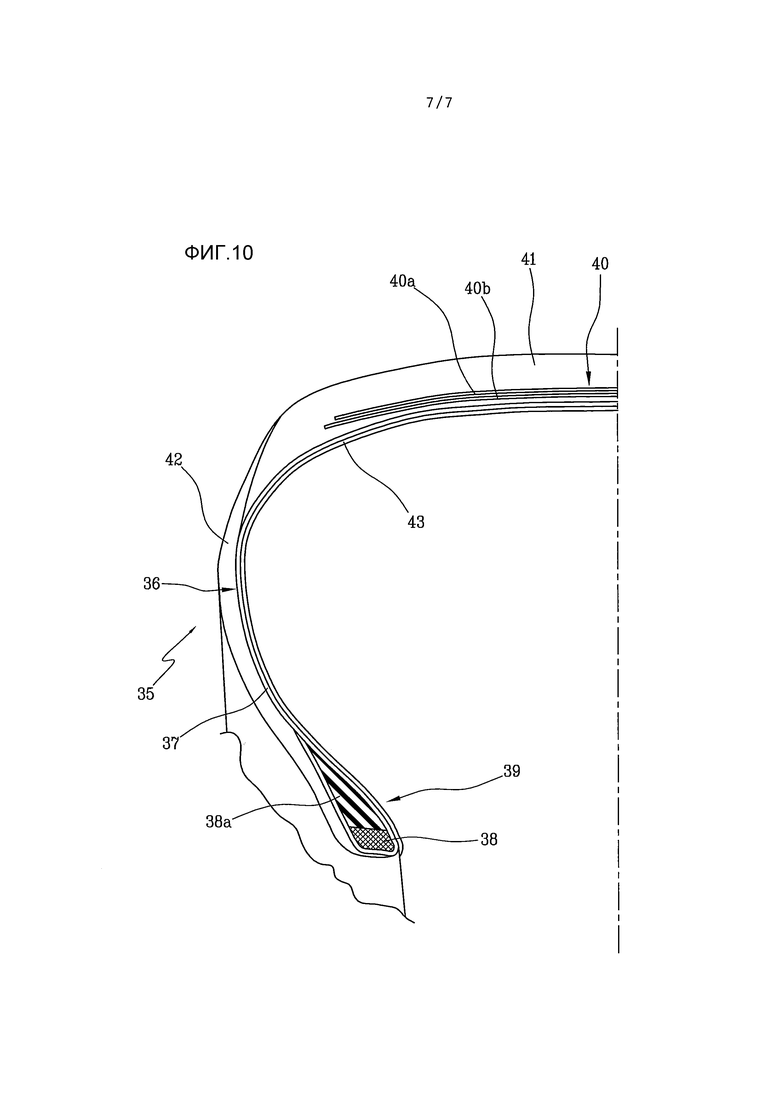
фиг. 10 - радиальное частичное сечение шины для колес транспортных средств, произведенной способом согласно настоящему изобретению.
Подробное описание предпочтительных вариантов осуществления изобретения
На прилагаемых чертежах устройство для экструзии для изготовления эластомерных смесей в целом обозначено ссылочной позицией 1.
Устройство 1 содержит приспособление 2 для резки на небольшие кусочки 3 эластомерной смеси 4, приготовленной ранее на смесителе прерывистого действия типа Banbury®, который не показан, поскольку известен сам по себе, и поданной посредством подающего приспособления 5. Смесительный экструдер 6 принимает небольшие кусочки от приспособления 2 для резки на небольшие кусочки 3 и обрабатывает их для получения смеси, более однородной и лучшего качества.
В варианте осуществления, показанном на фиг. 1, подающее приспособление 5 содержит поддон 7, служащий опорой для эластомерного материала 4, сложенного слоями.
Приспособление 2 для резки на небольшие кусочки 3 - это приспособление для выполнения разрезов по двум осям, которое выполнено с возможностью превращения ленты из эластомерного материала 4, которая непрерывно поставляется при помощи поддона 7, на небольшие кубики, блоки, плитки или другие аналогичные формы.
Приспособление 2 для резки на небольшие кусочки 3 содержит на его входе 8 две ленты 9 первого конвейера с обращенными друг к другу поверхностями транспортирования, разграничивающими между ними щель для похождения упомянутой эластомерной смеси 4 в виде ленты.
После лент 9 первого конвейера лента из эластомерного материала 4 проходит через приспособление для продольной резки, образованное двумя первыми обращенными друг к другу цилиндрами 10, снабженными дисковыми ножами 11. Каждый из дисковых ножей 11 проходит вокруг соответствующего первого цилиндра 10 в плоскости, перпендикулярной соответствующей первой оси вращения, и дисковые ножи 11 расположены вдоль упомянутой первой оси вращения на одинаковом расстоянии друг от друга. Ножи 11 разрезают ленту из эластомерного материала 4 на полосы вдоль линий продольной резки, параллельных продольному направлению ленты, и вдоль ее направления “A” подачи.
На фиг. 1c показана предпочтительная альтернативная форма приспособления для продольной резки, согласно которому два обращенных друг к другу и вращающихся в противоположных направлениях цилиндра 10 снабжены кольцевыми выступами 10a, чередующимися с кольцевыми канавками 10b. Каждый выступ 10a одного из цилиндров 10 введен в канавку 10b другого. На соответствующих круглых краях каждого выступа 10a определены ножи 11 для резки ленты 4. Осевая протяженность каждой из канавок 10b и каждого из выступов 10a является одинаковой, и лента 4, проходящая между упомянутыми цилиндрами 10, разделяется на полоски одинаковой ширины.
Разрезанные полоски продолжают свое перемещение, находясь на верхней поверхности ленты 12 второго конвейера. Лента 13 третьего конвейера расположена следом за лентой 12 второго конвейера, а приспособление 14 для поперечной резки расположено между этими двумя конвейерными лентами; упомянутое приспособление 14 для поперечной резки содержит поперечные ножи 14a и опорный элемент 15. Показанный поперечный нож 14a размещен над опорным элементом 15, по которому перемещается лента из эластомерной смеси 4.
В форме, показанной на фиг. 1 и 1a, поперечным ножом 14a является диск, вращающийся в направлении, перпендикулярном направлению “A” подачи эластомерной смеси 4 и перпендикулярном линиям продольной резки.
В варианте по фиг. 1b поперечный нож 14a является прямолинейным и проходит вдоль образующей второго вращающегося цилиндра 14c, вокруг второй оси, параллельной первым осям вращения первых обращенных друг к другу цилиндров 10.
Поперечный нож 14a разрезает полоски на небольшие кусочки 3 вдоль линий поперечной резки, перпендикулярных продольному направлению ленты и ее направления “A” подачи.
Лента 13 третьего конвейера оканчивается у выхода 16 приспособления 2 для резки на небольшие кусочки 3.
После выхода 16 и под ним располагается конвейер 17, который переносит небольшие кусочки 3, нарезанные ранее, до входного приемника 18, расположенного на входном отверстии 18a смесительного экструдера 6. Небольшие кусочки 3 падают вниз из выхода 16 во вспомогательный приемник 19, размещенный над верхней поверхностью транспортирования конвейера 17. Вспомогательный приемник 19 имеет отверстие 20, расположенное у верхней поверхности транспортирования конвейера 17 и выходящее к смесительному экструдеру 6. Небольшие кусочки 3, падающие во вспомогательный приемник 19, временно накапливаются и выходят, располагаясь на конвейере 17, через отверстие 20, которое распределит их на верхней поверхности транспортирования конвейера 17, выполняя тем самым функцию дозирующего приспособления.
Приемник 18 смесительного экструдера 6 и сам экструдер 6 размещены под самым концом конвейера 17. Поэтому, небольшие кусочки 3 падают с конвейера 17 в смесительный экструдер 6 под действием силы тяжести. Смесительный экструдер 6, схематично показанный в поперечном разрезе на фиг. 1, относится к многошнековому кольцеобразному типу, используемому для операций смешивания, включающих в себя добавление других ингредиентов в заданных пропорциях помимо эластомерной смеси 4 в виде небольших кусочков 3. По этой причине, поскольку эластомерная смесь 4 в виде небольших кусочков 3 должна быть дозирована в фиксированных пропорциях с другими ингредиентами, конвейер 17 является весовым дозирующим приспособлением, т.е. он снабжен датчиком веса, который не показан, динамически обнаруживающим объем небольших кусочков 3, находящихся в пути, чтобы корректировать количество других ингредиентов.
Смесительный экструдер 6 включает в себя, по существу, цилиндрический несущий корпус 21, который проходит главным образом в продольном направлении и содержит внутри его камеры шпиндель 22. Между внешней в радиальном направлении поверхностью шпинделя 22 и внутренней в радиальном направлении поверхностью несущего корпуса 21 ограничена кольцевая камера 23, причем упомянутая камера частично совпадает с камерой несущего корпуса 21. Шпиндель 22 проходит вдоль продольной оси “X-X” и соосно и неподвижно смонтирован в корпусе 21. Шнеки 24 экструдера, предпочтительно в количестве шести или более, расположены в кольцевой камере 23, вокруг шпинделя 22 и параллельно продольной оси “X-X”. Шнеки 24 проходят сквозь друг друга и являются самоочищающимися, при этом поддерживаются с возможностью вращения корпусом 21 и, по существу, проходят вдоль всей продольной протяженности кольцевой камеры 23. Шнеки 24 приводятся во вращение двигателем, который не показан, и имеют вдоль их продольного направления участки с разными конструктивными признаками, чтобы передавать смесь на разные этапы процесса. Шнеки 24, посредством их вращения, вынуждают компоненты смеси перемещаться вперед в заранее заданном направлении транспортировки и в то же время осуществляют обработку упомянутых компонентов таким образом, чтобы изготавливать саму смесь и придавать этой смеси желаемые физико-химические признаки до того, как она выпускается через разгрузочное отверстие.
Лазерный датчик 25 уровня, направленный внутрь приемника 18, расположен над приемником 18 смесительного экструдера 6; он выполнен с возможностью обнаружения уровня “L” поверхности небольших кусочков 3, временно хранимых в приемнике 18, пока они падают вниз под действием силы тяжести и понемногу в смесительный экструдер 6.
Устройство 1 дополнительно содержит электронный блок 26 управления, функционально соединенный с приспособлением 2 для резки на небольшие кусочки 3, конвейером 17, смесительным экструдером 6 и лазерным датчиком 25 уровня. Блок 26 управления принимает сигнал от лазерного датчика 25 уровня, указывающий на уровень “L” небольших кусочков 3 в приемнике 18 и прямо коррелирующий со степенью заполнения смесительного экструдера 6, т.е. с возможностью смесительного экструдера 6 обрабатывать то количество материала, которое он принимает на входе. На основе этого сигнала блок 26 управления осуществляет управление с обратной связью скоростью резки приспособления 2 для резки, скоростью конвейера 17 и, как вариант, скоростью вращения шнеков 24 смесительного экструдера 6, чтобы поддерживать измеряемый уровень “L” в заранее установленной области заранее установленного опорного значения, соответствующего заранее заданному и оптимальному значению степени заполнения смесительного экструдера 6.
Блок 26 управления соединен также с двигателем смесительного экструдера 6, чтобы обнаруживать крутящий момент “C” шнеков 24 экструдера. На деле этот крутящий момент “C” тоже прямо коррелирует со степенью заполнения смесительного экструдера 6, т.е. способностью смесительного экструдера 6 обрабатывать то количество материала, которое он принимает на входе.
При использовании, если, например, пока работает смесительный экструдер 6, крутящий момент “C” увеличивается до превышения заранее заданной области соответствующего заранее заданного значения (например, 90% от максимального крутящего момента, обеспечиваемого двигателем, с асимметричной областью, равной минус 10%, плюс 5% от максимального крутящего момента относительно заранее установленного 90% значения), в то время как уровень “L” во входном приемнике 18 остается в области заранее заданного значения (например, приемник заполнен на 50%, заранее заданное значение равно 60% с областью плюс 20%, минус 20% от максимального уровня, например), то функционирование приспособления 2 для резки на небольшие кусочки 3 осуществляется по обнаруженному крутящему моменту “C”. Это означает, что скорость приспособления 2 для резки на небольшие кусочки 3 меняется, чтобы сохранять обнаруживаемый крутящий момент “C” в области 90% максимального крутящего момента.
Если же, напротив, крутящий момент “C” остается на низком уровне и в любом случае ниже соответствующего заранее заданного значения (например, крутящий момент составляет 60%, а заранее заданное значение равно 90% с асимметричной областью минус 10%, плюс 5% от значения максимального крутящего момента относительно заранее установленного 90% значения, то есть заранее установленный диапазон от 80% до 95% от максимального крутящего момента), тогда как уровень “L” во входном приемнике 18 находится в области соответствующего заранее заданного значения (например, приемник заполнен на 70% с заранее установленной областью заранее заданного значения в 60%, равной плюс 20%, минус 20%, то есть диапазон от 40% до 80% от максимального уровня заполнения), то функционирование приспособления 2 для резки на небольшие кусочки 3 осуществляется по обнаруженному уровню “L”. Это означает, что скорость приспособления 2 для резки на небольшие кусочки 3 меняется, чтобы сохранять уровень “L” небольших кусочков во входном приемнике 18 в области 60% заполнения.
Если вследствие возникновения проблемы при подачи ленты 4 из эластомерной смеси, необходимо остановить приспособление 2 для резки на небольшие кусочки 3, то вспомогательный приемник 19, содержащий скопление небольших кусочков 3, выполняет функцию буфера и позволяет поддерживать смесительный экструдер 6 в эксплуатации и продолжать работу на протяжении определенного периода времени, обычно достаточного для решения проблемы и повторного пуска приспособления 2 для резки на небольшие кусочки.
В первой альтернативной форме устройства 1, показанной на фиг. 2a и 2b, лазерный датчик 25 уровня отсутствует и только блок 26 управления (не показан) соединен с двигателем смесительного экструдера 6 для обнаружения крутящего момента шнеков 24 экструдера.
Кроме этого, присутствует вспомогательный конвейер 27, который расположен между вспомогательным приемником 19 и весовым дозирующим приспособлением 17. Вспомогательный приемник 19 размещен над верхней поверхностью транспортирования вспомогательного конвейера 27 вместо весового дозирующего приспособления 17, и упомянутый вспомогательный конвейер 27 проходит под углом вверх от вспомогательного приемника 19 до смесительного экструдера 6, так что смесительный экструдер 6 может быть расположен на, по существу, той же высоте, что и приспособление 2 для резки на небольшие кусочки 3.
Во второй альтернативной форме устройства 1, показанной на фиг 3a и 3b, отличие от первой альтернативной формы по фиг. 2a и 2b, состоит в том, что смесительный экструдер 6 относится к двухшнековому типу и используется для операций по повторной обработке, например, смеси, полученной посредством, по меньшей мере, одной предшествующей операции смешивания, выполненной в смесителе прерывистого действия, осуществляемой без добавления других ингредиентов. Поэтому весовое дозирующее приспособление 17 отсутствует. Помимо этого, как и в форме по фиг. 1, степень заполнения смесительного экструдера 6 обнаруживают, используя только лазерный датчик 25 уровня.
Третья альтернативная форма устройства 1, показанная на фиг. 4a и 4b, является упрощенной версией второй альтернативной формы, лишенной вспомогательного приемника 19.
Четвертая альтернативная форма устройства 1, показанная на фиг. 5a и 5b, отличается от третьей формы тем, что вместо вспомогательного наклонного конвейера 27 присутствует конвейер 28, который выполняет также функцию буфера. Конвейер 28 показан более подробно на фиг. 6 и содержит выгнутую поверхность 29 транспортирования, две продольное удерживающие боковые стенки 30, проходящие вертикально от выгнутой поверхности 29 транспортирования, поперечную удерживающую стенку 31 рядом с выходом 16 приспособления 2 для резки на небольшие кусочки 3 и торцевую удерживающую стенку 32 рядом с приемником 18 смесительного экструдера 6. Торцевая удерживающая стенка 32 имеет нижнее отверстие 33 для дозирования эластомерной смеси 4 в виде небольших кусочков 3. Ширину этого нижнего отверстия 33 можно регулировать заслонкой. Конвейер 28 может быть дополнительно снабжен гибкими стенками (как вариант, перемещаемыми при помощи поршней по сторонам) и/или вибрационными массами, чтобы снижать возможность слеживания небольших кусочков 3.
Пятая альтернативная форма устройства 1, показанная на фиг. 7, предполагает наличие двух параллельных линий, имеющих тип, как в третьей альтернативной форме (блок 5 хранения, приспособление 2 для резки на небольшие кусочки 3, наклонный вспомогательный конвейер 27), оканчивающихся одиночным приемником 18 одиночного смесительного экструдера 6, снабженной лазерным датчиком 25 уровня.
В шестой альтернативной форме устройства 1, показанной на фиг. 8, подающее приспособление 5 и приспособление 2 для резки на небольшие кусочки 3 являются одиночными приспособлениями, но обеспечены наклонные первый и второй вспомогательные конвейеры 27a, 27b, которые расположены параллельно и оканчиваются над одиночным приемником 18 одиночного смесительного экструдера 6, снабженной лазерным датчиком 25 уровня. Устройство 1 согласно шестой альтернативной форме дополнительно содержит перегородку 34, определяемую подвижной стенкой и размещенную у выхода 16 приспособления 2 для резки на небольшие кусочки 3. Перегородка 34 выполнена с возможностью переключения, автоматически или оператором, между двумя рабочими положениями, чтобы поочередно переправлять нарезанные небольшие кусочки 3 на первый или второй конвейер 27a, 27b.
Седьмая альтернативная форма устройства 1, показанная на фиг. 9a и 9b, предполагает наличие двух параллельных линий, как в пятой форме, но каждая из этих линий лишена наклонного вспомогательного конвейера 27, а приемник 18 смесительного экструдера 6 помещен непосредственно под выходом 16 каждого из двух приспособлений 2 для резки на небольшие кусочки 3.
Другая альтернативная форма, которая не показана, похожа на седьмую форму, но она предполагает наличие всего одной линии вместо двух.
На фиг. 10 ссылочной позицией 35 обозначена шина для колес транспортных средств, изготовленная в соответствии со способом и при помощи устройства согласно изобретению и состоящая из множества конструктивных элементов. Шина 35 обычно содержит каркасную конструкцию 36, включающую в себя, по меньшей мере, один слой 37 каркаса, у которого соответственно противоположные концевые части находятся в зацеплении с соответствующими кольцевыми крепежными конструкциями 38, как вариант, связанных с эластомерными наполнителями 38a, введенными в участки 39, отождествляемые обыкновенно как “борта”. Слой 37 каркаса содержит множество текстильных или металлических армирующих кордов, параллельных друг другу и покрытых, по меньшей мере частично, слоем эластомерного материала.
С каркасной конструкцией 36 связана брекерная конструкция 40, содержащая один или несколько слоев 40a, 40b брекера, наложенных в радиальном направлении поверх друг на друга и слоя 37 каркаса и имеющих обычно металлические армирующие корды. Ориентация этих армирующих кордов может пересекаться с направлением окружного направления шины 35.
Протекторный браслет 41 из эластомерной смеси, как и другие полуфабрикаты, образующие шину 35, наносится на брекерную конструкцию 40 снаружи в радиальном направлении.
Протекторный браслет 41 может состоять из двух частей, более внешней в радиальном направлении части, предназначенной для контакта с поверхностью дороги, и более внутренней в радиальном направлении части, или нижнего слоя, размещенной в контакте с брекерной конструкцией 40.
Помимо этого, на боковые поверхности каркасной конструкции 36 снаружи в осевом направлении накладываются соответствующие боковины 42 из эластомерной смеси, каждая из которых проходит от одного из боковых краев протекторного браслета 41 до соответствующей кольцевой крепежной конструкции 38, до бортов 39.
Внутренняя в радиальном направлении поверхность шины 35 предпочтительно покрыта дополнительно изнутри слоем герметичного эластомерного материала, называемого также гермослой 43. В варианте осуществления, показанном на фиг. 10, шина 35 относится к автомобильному типу.
В этом случае, обычно, брекерная конструкция 36 дополнительно содержит, по меньшей мере, один внешний в радиальном направлении слой, включающий в себя текстильные корды, расположенные под, по существу, нулевым углом относительно направления окружного направления шины 35.
Шина 35 может относиться к типу, предназначенному для использования на большегрузных транспортных средствах. Под выражением «большегрузное транспортное средство» понимается, в общем, транспортное средство, принадлежащее категориям M2~M3, N1~N3 и 02-04, определенным в «Сводной резолюции о конструкции транспортных средств (СР.3) (1997)» («Consolidated resolution of the Construction of Vehicles (R.E.3) (1997)»), Приложение 7, стр. 52-59, «Классификация и определение механических транспортных средств и прицепов» («Classification and definition of power-driven vehicles and trailers»), таких как грузовики, тягачи, автобусы, фургоны и другие транспортные средства этого типа. Брекерная конструкция шины для большегрузных транспортных средств (не показаны) содержит, как правило, слой брекера, известный обычно как “противогравийный брекер”, который является самым крайним в радиальном направлении слоем брекерной конструкции и выполняет функцию защитного слоя против проникновения камней и/или гравия во внутренние слои конструкции шины. Предпочтительно, брекерная конструкция шины для большегрузных транспортных средств дополнительно содержит усиливающую боковую ленточку, которая может накладываться в радиальном направлении на второй слой брекера, на его осевых концах. Боковая ленточка включает в себя множество усиливающих элементов, предпочтительно высокорастяжимый металлокорд. Предпочтительно, помимо прочего, по существу возле плечевой части, т.е. части, где боковой конец протекторного браслета присоединен к боковине, располагается вставка. В частности, эта вставка имеет часть, которая помещена в радиальном направлении, по существу, между брекерной конструкцией и протекторным браслетом, и часть, которая помещена в осевом направлении, по существу, между каркасом и боковиной.
Как вариант шина 35 может предназначаться для автомобилей. Профиль поперечного сечения шины для автомобилей (не показан) имеет высокую поперечную кривизну, поскольку она должна обеспечивать достаточную площадь отпечатка при всех условиях наклона автомобиля. Поперечная кривизна определяется значением отношения между расстоянием “f” середины протектора от линии, проходящей через противоположные по сторонам концы “E” самого протектора, измеряемое в экваториальной плоскости шины, и шириной “C”, определяемой расстоянием между противоположными по сторонам концами “E” самого протектора. Под шиной с высокой поперечной кривизной подразумевается шина, отношение поперечной кривизны (f/C) которой составляет, по меньшей мере, 0,20. Предпочтительно, значение (f/C) находится между 0,20 и 0,5 для шины заднего колеса и, соответственно, между 0,35 и 0,6 для шины переднего колеса.
Шина 35 изготавливается путем сборки соответствующих полуфабрикатов, содержащих одну или несколько эластомерных смесей, каждую из которых можно производить, используя устройство 1.
После сборки сырой покрышки обычно осуществляется вулканизирующая и формующая обработка для установления конструктивной стабилизации шины посредством образования поперечных связей в эластомерных смесях, а также выдавливания на протекторном браслете, обернутом вокруг каркаса до вулканизации, желаемого рисунка протектора, а на боковинах - возможных отличительных графических меток.
Как правило, смеси, используемые в настоящем изобретении, могут содержать полимерную основу, включающую в себя, по меньшей мере, один эластомерный диеновый полимер, выбираемый из тех, что обычно используются в эластомерных составах, способных к образованию поперечных связей при взаимодействии с серой, которые особенно подходят для производства шин, или из эластомерных полимеров или сополимеров с ненасыщенной цепочкой, имеющих температуру (Tg) стеклования менее 20°C, предпочтительно в диапазоне от 0°C до минус 110°C. Эти полимеры и сополимеры могут иметь натуральное происхождение или могут получаться в результате полимеризации в растворе, полимеризации в эмульсии или полимеризации в газовой фазе одного или несколько сопряженных диолефинов, сочетаемых при необходимости с, по меньшей мере, одним сомономером, выбираемым из моновиниларенов и/или полярных сомономеров.
Эластомерный полимер можно выбирать из сопряженных диолефинов, содержащих обычно от 4 до 12, предпочтительно от 4 до 8 атомов углерода, и можно выбирать, например, из группы, включающей в себя: 1,3-бутадиен, 2,3-диметил-1,3-бутадиен, 1,3-пентадиен, 1,3-гексадиен, 3-бутил-1,3-октадиен, 2-фенил-1,3-бутадиен или их сочетания. В частности, предпочтителен 1,3-бутадиен.
Моновиниларены, используемые в некоторых случаях в качестве сомономеров, имеют обычно от 8 до 20, предпочтительно от 8 до 12 атомов углерода, и могут выбираться, к примеру, из: стирола; 1-винилнафталена; 2-винилнафталена; некоторых производных алкилов, циклоалкилов, арилов, акиларилов или арилалкилов и стирола, таких как, например: α-метилстирол, 3-метилстирол, 4-пропилстирол, 4-циклогексилстирол, 4-додецилстирол, 2-этил-4-бензилстирол, 4-p-толистирол, 4-(4-фенилбутил)стирол или их сочетаний, в частности, предпочтителен стирол.
Полярные сомономеры, которые могут использоваться в некоторых случаях, можно выбирать из винилпиридина, винилхинолина, акриловой кислоты или эфиров алкилакриловой кислоты, нитрилов или их сочетаний, такие как: метилакрилат, этилакрилат, метилметакрилат, этилметакрилат, акрилонитрил или их сочетания.
Предпочтительно, эластомерный диеновый полимер можно выбирать, к примеру, из: цис-1,4-полиизопрена (натурального или синтетического, предпочтительно натурального каучука), 3,4-полиизопрена, полибутадиена (в частности высокомолекулярного “1,4-цис” полибутадиена), в некоторых случаях галогенизированных сополимеров изопрена/изобутена, сополимеров 1,3-бутадиена/акрилонитрила, сополимеров стирола/1,3-бутадиена, сополимеров стирола/изопрена/1,3-бутадиена, сополимеров стирола/1,3-бутадиена/акрилонитрила или их сочетаний.
Смесь может в некоторых случая содержать, по меньшей мере, один эластомерный полимер из одного или нескольких моноолефинов с сомономером олефина или его производных. Моноолефины можно выбирать из этилена и α-олефинов, имеющих, в большинстве случаев, от 3 до 12 атомов углерода, таких как, например, пропилен, 1-бутен, 1-пентен, 1-гексен, 1-октен или их сочетания. Предпочтительны следующие: сополимеры этилена и α-олефина, в некоторых случая с диеном; гомополимеры изобутена или его сополимеры с меньшим количеством диена, при необходимости, по меньшей мере частично, галогенизированные. В некоторых случаях настоящий диен имеет обычно от 4 до 20 атомов углерода и предпочтительно выбирается из: 1,3-бутадиена, изопрена, 1,4-гексадиена, 1,4-циклогексадиена, 5-этилидин-2-норборнен, 5-метилен-2-норборнена, винилнорборнена или их сочетаний. Из них особенно предпочтительны следующие: сополимеры этилена/пропилена (EPR) или сополимеры этилена/пропилена/диена (EPDM); полиизобутен; бутилкаучуки, галобутиловые каучуки, в частности хлорбутиловые или бромбутиловые каучуки, или их сочетания.
Сочетание может по выбору содержать, по меньшей мере, один полиизопреновый каучук и/или, по меньшей мере, один эластомерный диеновый полимер, которые доведены до рабочего состояния посредством реакции с соответствующими обрывающими цепочку или связывающими веществами.
К смеси можно преимущественно добавлять, по меньшей мере, один усиливающий наполнитель, усиливающий наполнитель можно выбирать из усиливающих наполнителей, используемых обычно для шин, таких как технический углерод, диоксид кремния, оксид алюминия, алюминосиликаты, карбонат кальция, каолин или их сочетания. Особенно предпочтительны технический углерод, диоксид кремния и их сочетания.
Смесь может вулканизироваться согласно известным техникам, в частности посредством систем вулканизации на основе серы, используемых обычно для эластомерных полимеров. Самым преимущественно используемым вулканизирующим веществом является сера или серосодержащие молекулы (доноры серы) с активаторами, ускорителями или замедлителями вулканизации, известными специалистам в данной области техники.
Активаторы вулканизации, которые особенно эффективны, - это сернистые соединения, и в частности ZnO, ZnCO3, цинковые соли насыщенных или ненасыщенных жирных кислот, содержащих от 8 до 18 атомов углерода, такие как стеарат цинка, например, которые образуются предпочтительно на месте в эластомерном составе из ZnO и жирных кислот, а также BiO, PbO, Pb3O4, PbO2 или их сочетаний. Чаще всего в качестве активирующего вещества используется стеариновая кислота с оксидом цинка.
Упомянутая смесь может содержать другие используемые обычно добавки, которые выбирают, исходя из конкретного применения.
Чтобы дополнительно улучшить обрабатываемость, в смесь может добавляться пластификатор, выбираемый обычно из минеральных масел, растительных масел, синтетических масел или их сочетаний, как например, парафиновое масло, ароматическое масло, нафтеновое масло, фталаты или их сочетания.
Смесь может содержать другие используемые обычно добавки, выбираемые исходя из конкретного применения. К примеру, в смесь можно добавлять следующее: антиокислители, противостарители, пластификаторы, вещества, повышающие клейкость, антиозонаторы (в частности p-фенилендиаминового типа), воски, модифицирующие смолы, волокна или их сочетания.
Пример
В смесителе прерывистого действия, Banbury®, была изготовлена смесь, которая была впоследствии выгружена и подана в одношнековый экструдер, из которого она была выгружена в виде непрерывной ленты, причем затем лента была сложена слоями и имеет следующие признаки:
- плотность смеси 1,200 кг/дм3;
- ширина ленты 615 мм;
- толщина ленты 7 мм.
Непрерывная лента из эластомерной смеси была направлена в приспособление для превращения на небольшие кусочки посредством резки в двух (продольном, поперечном) направлениях.
Эти небольшие кусочки были поданы в экструдер “Maris”, и он был настроен для работы с интенсивностью подачи 200 кг/ч и крутящим моментом, равным 65% от максимального крутящего момента, обеспечиваемого двигателем экструдера.
Чтобы крутящий момент в экструдере поддерживался около установленного значения (65% от максимального крутящего момента), скорость функционирования приспособления для резки была скорректирована посредством управления с обратной связью согласно изобретению.
Приспособление для резки, работало в следующих условиях:
- продольная резка: ширина полосы = 35 мм;
- частота поперечной резки: 3,2 сек/разрез;
- размер небольших квадратиков: 35 мм×35 мм;
- вес поперечного ряда небольших квадратиков: 35 мм×615 мм×7 мм×10-6×1,2 кг/дм3=0,18081 кг
- интенсивность подачи в приспособлении для резки = 0,18081*3600/3,2=203,4 кг/ч
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗИМНИЕ ШИНЫ | 2016 |
|
RU2731927C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2011 |
|
RU2592528C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ КОМПОЗИЦИИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2304511C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭЛАСТОМЕРНОГО КОМПАУНДА | 2007 |
|
RU2462358C2 |
| ЭЛАСТОМЕРНЫЕ КОМПОЗИЦИИ ДЛЯ КОМПОНЕНТОВ ШИНЫ И СОДЕРЖАЩИЕ ИХ ШИНЫ | 2016 |
|
RU2735686C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОКРЫШЕК | 2008 |
|
RU2475356C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ЭЛАСТОМЕРНОГО СОСТАВА | 2002 |
|
RU2296047C2 |
| СПОСОБ ПРОИЗВОДСТВА КАУЧУКОВЫХ ИОНОМЕРОВ И ПОЛИМЕРНЫХ НАНОКОМПОЗИТОВ | 2011 |
|
RU2601756C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И ДЕВУЛКАНИЗАЦИИ СШИТОГО КАУЧУКА | 2020 |
|
RU2816255C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИМЕРОВ, НЕ СОДЕРЖАЩИХ ВОДУ И РАСТВОРИТЕЛЬ | 2011 |
|
RU2596235C2 |
Изобретение относится к способу изготовления шин и устройству для изготовления эластомерных смесей. Техническим результатом является улучшение качества эластомерной смеси. Технический результат достигается способом изготовления шин, в котором изготавливают множество конструктивных элементов шин, один из которых содержит эластомерную смесь. При изготовлении этого конструктивного элемента изготавливают эластомерную смесь, устанавливают рабочие параметры смесительного экструдера, превращают эластомерную смесь в кусочки регулируемых размеров и непрерывно питают этими кусочками смесительный экструдер, который непрерывно их обрабатывает. При этом обнаруживают значение величины, свидетельствующей о степени заполнения смесительного экструдера, и регулируют скорость превращения эластомерной смеси в кусочки для поддержания обнаруживаемого значения величины в заранее установленной области заранее предварительно определенного значения. Причем обнаруживаемой величиной является крутящий момент шнеков смесительного экструдера и/или обнаруживаемой величиной является уровень заполнения входного приемника смесительного экструдера. 2 н. и 29 з.п. ф-лы, 18 ил., 1 пр.
1. Способ изготовления шин, при котором:
изготавливают множество конструктивных элементов шин, по меньшей мере, один из которых содержит, по меньшей мере, одну эластомерную смесь;
при этом при изготовлении упомянутого, по меньшей мере, одного конструктивного элемента:
- изготавливают, по меньшей мере, одну эластомерную смесь (4);
- устанавливают рабочие параметры смесительного экструдера (6);
- превращают эластомерную смесь (4) в кусочки (3) регулируемых размеров и непрерывно питают этими кусочками смесительный экструдер (6), который непрерывно их обрабатывает;
- обнаруживают, по меньшей мере, одно значение (L, С) величины, свидетельствующей о степени заполнения смесительного экструдера (6); и
- регулируют скорость превращения эластомерной смеси (4) в кусочки (3) для поддержания одного из обнаруживаемых значений (L, С) величины в заранее установленной области заранее предварительно определенного значения;
при этом обнаруживаемой величиной (С) является крутящий момент шнеков (24) смесительного экструдера (6) и/или обнаруживаемой величиной (L) является уровень заполнения входного приемника (18) смесительного экструдера (6).
2. Способ по п. 1, при котором величиной (L; С), поддерживаемой в заранее установленной области соответствующего предварительно определенного значения, является та, которая первой выходит во время работы смесительного экструдера (6) за пределы заранее установленной области.
3. Способ по п. 1 или 2, при котором корректируют скорость вращения шнеков (24) смесительного экструдера (6) таким образом, чтобы сохранять обнаруживаемую величину (L; С) в области предварительно определенного значения.
4. Способ по п. 1 или 2, при котором кусочки отрезают от ленты, листа или брикета эластомерной смеси.
5. Способ по п. 1 или 2, при котором кусочки имеют размеры порядка сантиметра.
6. Способ по п. 5, при котором кусочки (3) имеют две стороны, размеры которых составляют, по меньшей мере, около 10 мм.
7. Способ по п. 1 или 2, при котором на эластомерную смесь (4) во время или после превращения ее в кусочки (3) распыляют смазывающую жидкость.
8. Способ по п. 1 или 2, при котором упомянутую, по меньшей мере, одну эластомерную смесь (4) изготавливают посредством, по меньшей мере, одной операции смешения, осуществляемой в, по меньшей мере, одном смесителе прерывистого действия.
9. Способ по п. 1 или 2, при котором эластомерную смесь (4), которая должна подаваться в смесительный экструдер (6), получают в виде непрерывной ленты, сложенной слоями, и непрерывно подают в приспособление (2) для превращения в кусочки (3).
10. Способ по п. 1, при котором в смесительном экструдере (6) осуществляют операцию повторного смешивания эластомерной смеси (4).
11. Способ по п. 1, при котором в смесительный экструдер (6), помимо эластомерной смеси (4), подают дополнительные ингредиенты.
12. Способ по п. 11, при котором дополнительные ингредиенты до введения их в смесительный экструдер (6) взвешивают и дозируют с кусочками (3) эластомерной смеси (4) в предварительно определенных пропорциях.
13. Устройство для изготовления эластомерных смесей, содержащее:
приспособление для превращения эластомерной смеси (4) в кусочки (3) регулируемых размеров;
приспособление (5) для непрерывной подачи эластомерной смеси (4) на вход (8) приспособления (2) для превращения в кусочки (3);
смесительный экструдер (6), имеющий входное отверстие (18а), функционально соединенное с выходом (16) приспособления (2) для превращения в кусочки (3);
по меньшей мере, одно приспособление для обнаружения величины, указывающей на степень заполнения смесительного экструдера (6); и
блок (26) управления, функционально соединенный с приспособлением (2) для превращения в кусочки (3) и обнаруживающим приспособлением, для регулирования скорости функционирования приспособления (2) для превращения в кусочки (3) таким образом, чтобы поддерживать упомянутую величину, являющуюся индикатором, в заранее установленной области предварительно определенного значения;
при этом обнаруживающее приспособление функционально действует на шнеках (24) экструдера смесительного экструдера (6) и обнаруживает крутящий момент шнеков (24) экструдера и/или смесительное приспособление (6) содержит входной приемник (18), а обнаруживающее приспособление содержит датчик (25) уровня, действующий функционально на входном приемнике (18) для обнаружения уровня кусочков (3), находящихся в пути во входном приемнике (18).
14. Устройство по п. 13, в котором датчик (25) уровня является датчиком уровня лазерного типа.
15. Устройство по п. 13, в котором приспособление (2) для превращения в кусочки (3) содержит приспособления (10, 11, 14, 15) для резки.
16. Устройство по п. 13, в котором приспособление (2) для превращения в кусочки (3) содержит приспособление (10, 11) для продольной резки и приспособление (14, 15) для поперечной резки.
17. Устройство по п. 16, в котором приспособление (10, 11) для продольной резки содержит множество дисковых ножей (10), каждый из которых расположен вокруг первого цилиндра (10), вращающегося около первой оси, перпендикулярной направлению (А) подачи эластомерной смеси (4).
18. Устройство по п. 16, в котором приспособление (10, 11) для продольной резки содержит два первых цилиндра (10), обращенных друг к другу и вращающихся в противоположных направлениях около соответствующих первых осей, перпендикулярных направлению (А) подачи эластомерной смеси (4), и каждый из двух первых цилиндров (10) имеет кольцевые выступы (10а), снабженные дисковыми ножами (11) и входящими в соответствующие кольцевые канавки (10b) другого первого цилиндра (10).
19. Устройство по п. 16, в котором приспособление (14) для поперечной резки содержит, по меньшей мере, один поперечный нож, проходящий вдоль направления, по существу перпендикулярного направлению (А) подачи эластомерной смеси (4), и расположенный на втором цилиндре, вращающемся около второй оси, параллельной первой оси.
20. Устройство по п. 16, в котором приспособление (14) для поперечной резки содержит, по меньшей мере, один поперечный нож (14а), выполненный с возможностью поступательного перемещения в направлении, перпендикулярном направлению (А) подачи эластомерной смеси (4).
21. Устройство по п. 13, содержащее конвейер (27, 28), помещенный между выходом (16) приспособления (2) для превращения в кусочки (3) и входом (18а) смесительного экструдера (6).
22. Устройство по п. 21, в котором блок (26) управления функционально соединен с конвейером (27, 28) для регулирования скорости подачи конвейера (27, 28) в зависимости от скорости функционирования приспособления (2) для превращения в кусочки (3).
23. Устройство по п. 21 или 22, дополнительно содержащее вспомогательный приемник (19), размещенный после выхода (16) приспособления (2) для превращения в кусочки (3) и над конвейером (27), для временного хранения эластомерной смеси (4) в виде кусочков (3).
24. Устройство по п. 23, в котором стенки приемника (19) являются подвижными для снижения возможности слеживания кусочков (3).
25. Устройство по п. 21 или 22, в котором конвейер (28) содержит поверхность (29) транспортирования и удерживающие стенки (30, 31, 32), проходящие от поверхности (29) транспортирования, причем удерживающая торцевая поверхность (32) имеет проем (33) для дозирования эластомерной смеси (4) в виде кусочков (3).
26. Устройство по п. 25, в котором удерживающие стенки (30, 31, 32) являются подвижными для сокращения возможности слеживания кусочков (3).
27. Устройство по п. 13 или 14, дополнительно содержащее весовое дозирующее приспособление (17), помещенное между выходом (16) приспособления (2) для превращения в кусочки (3) и входным отверстием (18а) смесительного экструдера (6) и функционально соединенное с блоком (26) управления, чтобы дозировать эластомерную смесь (4) в виде кусочков (3) согласно заранее заданным пропорциям с дополнительными ингредиентами.
28. Устройство по п. 13, содержащее:
первый и второй конвейеры (27а, 27b), размещенные параллельно между выходом (16) приспособления (2) для превращения в кусочки (3) и входом (18а) смесительного экструдера (6);
перегородку (34), размещенную у выхода (16) приспособления (2) для превращения в кусочки (3) и выполненную с возможностью переправления выходящих кусочков (3) на первый или второй конвейер (27а, 27b).
29. Устройство по п. 13, в котором выход (16) приспособления (2) для превращения в кусочки (3) размещен над входом (18а) смесительного экструдера (6).
30. Устройство по п. 13, в котором смесительный экструдер (6) является смесительным экструдером двухшнекового типа.
31. Устройство по п. 13, в котором смесительный экструдер (6) является смесительным экструдером многошнекового кольцеобразного типа.
| US 5626420 А, 06.05.1997;US 3800894 А, 02.04.1974;JP 2002059021 A, 26.02.2002;US 2005082402 A1, 21.04.2005;EP 1036750 A1, 20.09.2000 | |||
| Устройство для изготовления протекторов для автомобильных шин или других профилей или полотен из каучука,эластомеров или термопластов | 1985 |
|
SU1386021A3 |

