Настоящее изобретение относится к способу восстановления и девулканизации сшитого каучука.
Как правило, каучук восстанавливают из отходов промышленной переработки и/или изделий, отслуживших свой срок, поступающих из специализированных центров сбора и/или со свалок.
Молекулярные цепи вулканизированного каучука обычно соединены химическими связями, формирующимися посредством мостиков из атомов серы, которые соединяют цепи в поперечном направлении. Таким образом, вулканизированный каучук имеет структуру, подобную структуре термореактивного полимера, и не может быть повторно использован в производственном цикле в неизмененном виде.
Известны установки, которые вводят в сшитый каучук такое количество энергии, чтобы разрушить химические связи, созданные серой, вернуть эластомерный материал в свое первоначальное физико-химическое состояние до вулканизационной обработки и таким образом подготовить его к повторному использованию в производственном цикле.
Однако, несмотря на распространение все более селективных и высокопроизводительных процессов сортировки отходов, каучук, собранный для прохождения процедуры девулканизации, обычно содержит частицы других веществ, которые загрязняют полученный девулканизированный каучук, ухудшая его свойства.
Поэтому задачей настоящего изобретения является получение предоставление способа, позволяющего преодолеть этот недостаток, связанный с примесями, неизбежно присутствующими в перерабатываемом вулканизированном каучуке.
Эта цель достигается с помощью способа восстановления и девулканизации сшитого каучука, а свойства данного способа указаны в пункте формулы изобретения 1 ниже. Предпочтительные свойства способа по данному изобретению описаны в пунктах формулы, зависящих от пункта 1.
Настоящее изобретение удовлетворяет потребности, существующие в настоящее время на рынке в отношении чистоты девулканизированных каучуков, позволяя осуществлять процесс восстановления без деградации, который требует меньше затрат энергии и производит конечный полимерный материал, девулканизированный и по существу свободный от примесей и загрязняющих веществ.
Дополнительные преимущества и особенности настоящего изобретения будут представлены в подробном описании ниже на неограничивающем примере со ссылкой на сопроводительные чертежи, где:
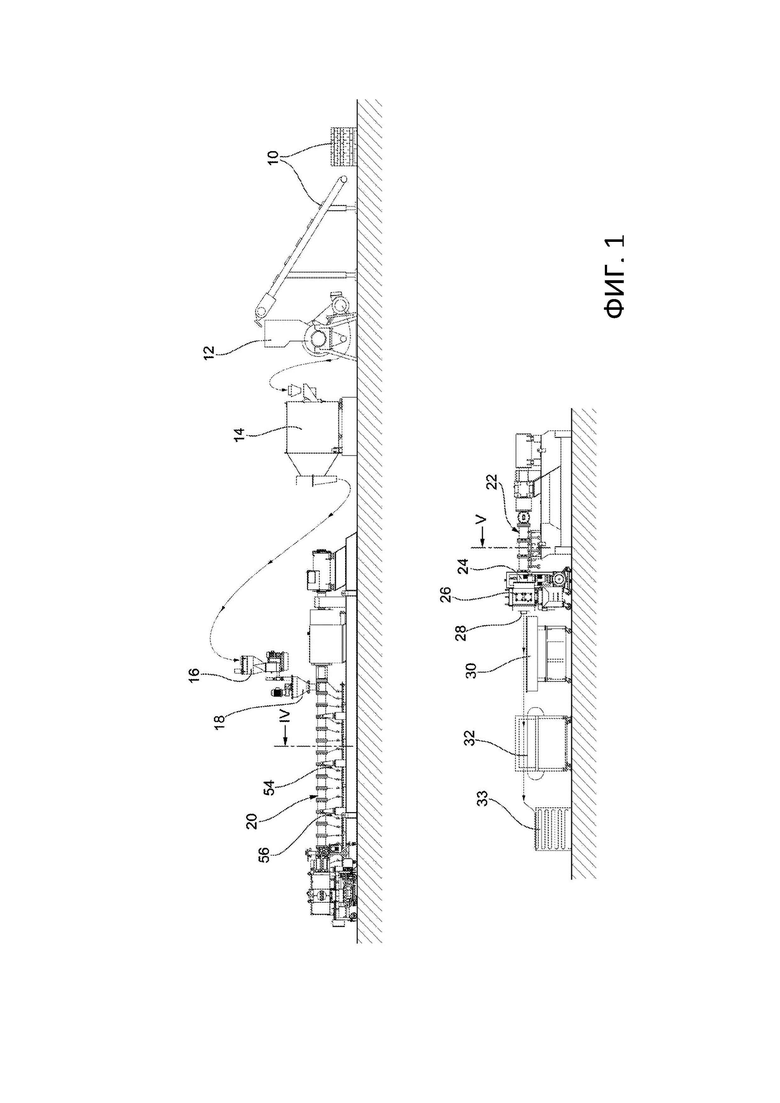
на фиг. 1 представлена схематическая вертикальная проекция установки для осуществления процесса по изобретению, которая для большей ясности разделена на две части;
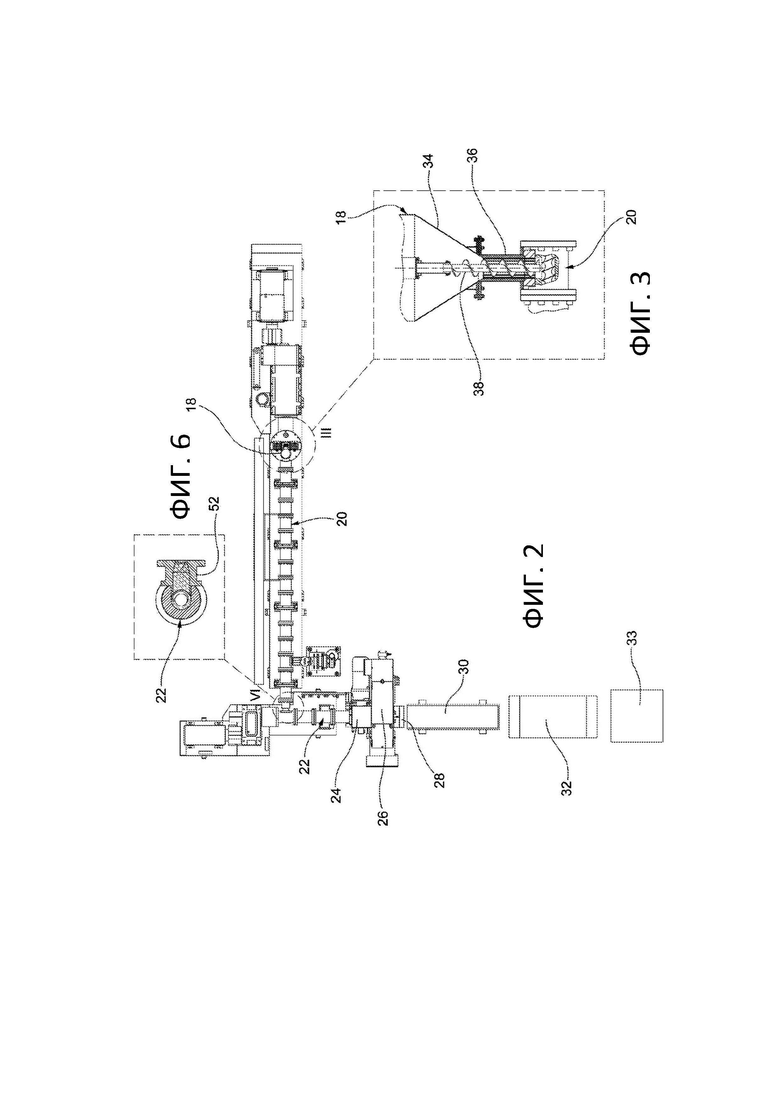
на фиг. 2 представлен схематический вид сверху установки на фиг. 1;
на фиг. 3 представлено изображение детали на фиг. 2 в увеличенном масштабе;
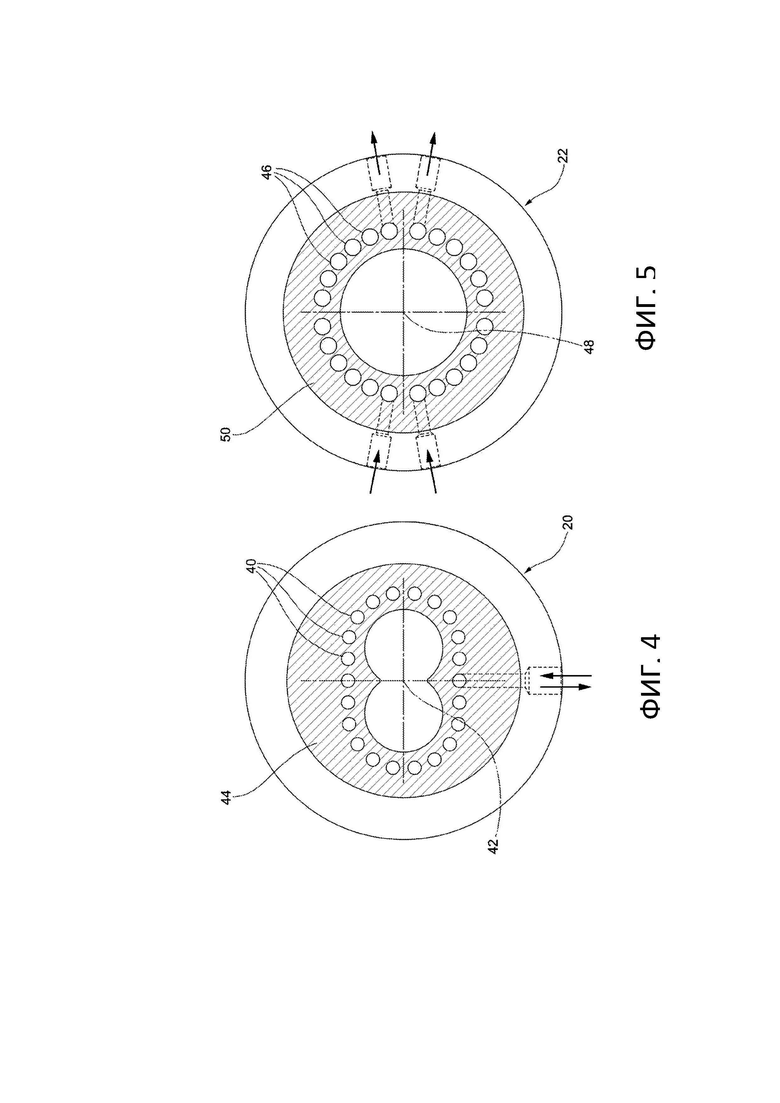
на фиг. 4 представлен вид в разрезе по линии IV–IV на фиг. 1;
на фиг. 5 представлен вид в разрезе по линии V–V на фиг. 1;
на фиг. 6 представлено изображение детали на фиг. 2 в еще более увеличенном масштабе.
Установка для восстановления и девулканизации вулканизированного каучука 10 включает в себя (фиг. 1 и 2) мельницу 12 для измельчения и девулканизации каучука 10, далее по ходу процесса расположена мельница 12, гомогенизатор 14 и гравиметрический/волюметрический дозатор 16, который подает частицы каучука, полученные в мельнице 12, в устройство 18, которое принудительно направляет эти частицы в двухшнековый девулканизационный экструдер 20.
Далее по ходу процесса от двухшнекового экструдера 20 расположен одношнековый экструдер 22, оснащенный шестеренчатым насосом 24, фильтром 26 для девулканизированного каучука и экструзионной головкой 28 в форме щели, из которой девулканизированный каучук выходит в виде ленты или листа.
Далее по ходу процесса от экструзионной головки 28 расположены резервуар 30, содержащий охлаждающую воду, туннель 32 для удаления воды и сушки и устройство 33 для сбора полосы или листа девулканизированного каучука.
Устройство принудительной подачи 18 хорошо известно и позволяет легко подавать в двухшнековый экструдер 20 частицы вулканизированного каучука, имеющие различную форму, размер и кажущуюся плотность. Устройство обычно состоит (фиг. 3) из бункера 34 и цилиндра 36, внутри которого вращаются один или несколько шнеков 38 конической или цилиндрической формы; он расположен вертикально относительно экструдера (или сбоку в вариантах, не показанных на фигурах) и может иметь механический, электрический или пневматический привод для подачи частиц вулканизированного каучука в двухшнековый экструдер 20. Использование такого устройства 18 увеличивает скорость заполнения свободных объемов шнеков экструдера 20 и показало высокую эффективность при переработке пористых вулканизированных каучуков, обычно имеющих плотность от 50 до 350 кг/м3. В этом случае большее заполнение шнеков позволяет значительно увеличить производительность, т. е. более чем на 100 % по сравнению с вариантом без устройства принудительной подачи 18, что еще больше снижает деградацию каучука под действием избыточного напряжения сдвига.
Скорость сдвига (или геометрическая скорость сдвига) поддерживается постоянной в экструдере 20 по всей его длине, что позволяет разрушить поперечные связи между молекулярными цепями каучука и избежать возможной деградации девулканизированного каучука. Высокая скорость заполнения экструдера 20, определяемая устройством принудительной подачи 18, обеспечивает постоянное присутствие материала в каждой зоне, чтобы продвижение и создаваемое напряжение были равномерными. И наоборот, в отсутствие устройства принудительной подачи 18 обрабатываемый материал в силу своей формы и плотности подвергался бы различным скоростям сдвига в экструдере 20, что могло бы привести к его деградации. Аналогичным образом, при переходе от вулканизированного каучука к девулканизированному, высокая скорость наполнения способствует охлаждению, которое также способно противодействовать деградации.
Кроме того, устройство принудительной подачи 18 повышает эксплуатационную гибкость установки, позволяя перерабатывать частицы с различным размером частиц в виде порошков или гранул размером от 0,2 до 15 мм.
Двухшнековый экструдер 20 имеет конструктивное преимущество — состоит из цилиндрических модулей, обычно имеющих длину, равную 4-кратному наружному диаметру шнеков, и установленных последовательно таким образом, чтобы образовать непрерывный цилиндр. Как правило, двухшнековый экструдер 20 имеет длину, равную не менее 64-кратному наружному диаметру шнеков, и, предпочтительно, не более 80-кратного наружного диаметра шнеков.
Экструдер 20 снабжен термостатирующим устройством, которое, с одной стороны, состоит из множества электрических резисторов, прикрепленных к внешней поверхности цилиндра, а с другой (фиг. 4) имеется контур водяного охлаждения, образованный из множества трубчатых отверстий 40, выполненных в виде лабиринта, которые простираются параллельно продольной оси 42 экструдера в стенке 44 относительного цилиндра вокруг его центральной полости. Регулируя чередование фаз нагрева и охлаждения нужным образом, можно контролировать энергию, подаваемую к эластомерному материалу, предотвращая его деградацию после разрушения сшитых химических связей между молекулярными цепями.
Соотношение между внешним и внутренним диаметром шнеков составляет от 1,22 до 1,78 (предпочтительно — от 1,55 до 1,78). В хорошо известном способе, не показанном на фигурах, последовательности транспортировочных и смесительных элементов индивидуально конфигурируют на многорядных валах шнеков, в частности, с геометрическим профилем для равномерного заполнения, как описано в EP-1 136 228 B1, что позволяет поддерживать равномерное и контролируемое напряжение сдвига, передаваемое каучуку, и, следовательно, поглощаемую им удельную энергию.
Обычно плотность крутящего момента составляет от 11 до 18 Н·м/см3 и обеспечивает при скорости вращения шнеков от 15 до 600 об/мин высокую степень заполнения шнеков, при этом скорость сдвига остается низкой и постоянной по всей длине экструдера 20. Конечным результатом является повышение производительности с максимальными значениями до 40–60 % и снижение рабочей температуры по сравнению с использованием экструдера с аналогичными геометрическими параметрами, с той же скоростью вращения шнеков, но с меньшей плотностью крутящего момента.
Конструкция одношнекового экструдера 22, как хорошо известно, включает цилиндр и главный двигатель, механически соединенный с редуктором скорости, который в свою очередь соединен с пластифицирующим шнеком, вращающимся внутри цилиндра, длина которого обычно равна 8–20-кратному диаметру соответствующего шнека.
Экструдер 22 снабжен термостатирующим устройством, которое, с одной стороны, состоит из множества электрических резисторов, прикрепленных к внешней поверхности цилиндра, а с другой имеется контур водяного охлаждения (фиг. 5), образованный из множества трубчатых отверстий 46, выполненных в виде лабиринта, которые простираются параллельно продольной оси 48 экструдера 22 в стенке 50 цилиндра в виде циркулярной короны вокруг его центральной полости.
Шнек для транспортировки материала внутри цилиндра может иметь принудительное охлаждение за счет внутренней циркуляции воды.
Фильтр 26, которым снабжен экструдер 22, состоит из обычной сетки и может быть полуавтоматического или автоматического типа, причем оба типа обеспечивают непрерывный поток расплавленного материала по двум разным каналам. Разумеется, в отличие от полуавтоматического типа, автоматический тип может обеспечить непрерывное производство без технического контроля операторов.
Наличие фильтра 26 увеличивает сопротивление, которое преодолевает каучук при прохождении по экструдеру 22, что сопровождается повышением давления и, соответственно, температуры и может привести к деградации каучука.
Однако этот эффект компенсируется термостатирующим устройством, в частности, предпочтительно двойным водяным контуром охлаждения, а также перемешивающим действием шнека, который делает температуру равномерной, постепенно добавляя новые порции каучука, контактирующие с охлажденными поверхностями шнека и цилиндра. Таким образом, сочетание этих мер позволяет значительно снизить температуру девулканизированного каучука.
Преимуществом является то, что головка 28 на выходе из экструдера 22 имеет изменяемую геометрию, что позволяет менять размеры экструдированной ленты или листа девулканизированного каучука желаемым образом.
Установка также предусматривает перемещение девулканизированного каучука из двухшнекового экструдера 20 в одношнековый экструдер 22. В частности, на фиг. 6 показан соединительный элемент 52 для прямого соединения двухшнекового экструдера 20 с одношнековым экструдером 22.
В альтернативных вариантах осуществления изобретения, не показанных на фигурах, вышеупомянутые способы перемещения девулканизированного каучука из двухшнекового экструдера 20 в одношнековый экструдер 22 могут включать:
- бункер, в котором собирается девулканизированный каучук, экструдированный из двухшнекового экструдера 20, а затем подается в одношнековый экструдер 22; или
- одна или несколько пар обращенных друг к другу прижимных роликов, которые передают ленту девулканизированного каучука, выходящую из двухшнекового экструдера 20, в одношнековый экструдер 22.
Описанная выше установка может быть использована для переработки вулканизированных эластомеров, имеющих практически любую химическую природу и ранее использовавшихся для изготовления изделий любого типа, таких как, в частности, шины для автомобилей, транспортных средств большой грузоподъемности и самолетов. Примерами эластомеров, которые можно подвергать девулканизации, являются натуральный каучук (NR), бутадиеновый каучук (BR), этилен-пропиленовый каучук (EPR), стирол-бутадиеновый каучук (SBR), нитрильный каучук (NBR), этилен-пропилен-диен-мономерный каучук (EPDM), изопреновый каучук (IR), хлоропреновый каучук (CR), акриловый каучук, силиконовый каучук, а также полиуретаны и хлорсульфонированные полиэтилены.
Следует отметить, что не требуется добавления других веществ, таких как термопластичные материалы или технологические добавки, в перерабатываемые эластомеры, что позволяет дополнительно снизить затраты на процесс, а также воздействие на окружающую среду, связанное с их использованием.
В частности, вулканизированный каучук направляется в мельницу 12, которая измельчает его на частицы нужного размера, а затем в гомогенизатор 14. Полученные таким образом частицы каучука вводят через дозатор 16 в устройство принудительной подачи 18, которое подает их в двухшнековый экструдер 20, осуществляющий девулканизацию каучука.
Экструдер 20 работает при температуре от 35 до 450 °C, при скорости вращения шнеков от 15 до 600 об/мин и плотности крутящего момента от 11 до 18 Н·м/см3, что обеспечивает высокую степень заполнения шнеков и практически постоянную скорость сдвига по всей длине двухшнекового экструдера.
Охлаждение материала может быть облегчено путем подачи воды в одну или несколько точек 54 двухшнекового экструдера 20, расположенных на расстоянии не менее 32-кратного наружного диаметра шнеков от начального участка, т. е. только после того, как произошла девулканизация. Количество подаваемой воды может составлять от 1 до 30 % по массе по отношению к количеству перерабатываемого каучука. Введенная и впоследствии испарившаяся вода, а также другие газообразные компоненты, образующиеся в процессе девулканизации, могут быть удалены хорошо известным способом с помощью средств дегазации 56, таких как вытяжные шнеки или всасывающие насосы, расположенные в одном или нескольких выпускных каналах, которые ответвляются в поперечном направлении от цилиндра экструдера 20. Расстояние между точкой подачи воды 54 и последующей точкой дегазации 56 должно в 4–24 раза превышать внешний диаметр шнеков (предпочтительнее — в 8–16 раз).
Подача воды позволяет снизить температуру каучука примерно на 20–30 °C по сравнению с работой в безводных условиях, что предотвращает деградацию, обусловленную высокой температурой, и уменьшает запах девулканизированного каучука, связанный с высвобождающимися под действием пара веществами, создающими этот запах. Подача воды, которая резко охлаждает каучук непосредственно после девулканизации, также приводит к увеличению его вязкости по Муни примерно на 6 %.
Затем девулканизированный каучук, выходящий из двухшнекового экструдера 20, направляется через соединительный элемент 52 в одношнековый экструдер 22, где его температура снижается примерно на 15–30 °C.
Комки посторонних веществ, обычно изначально присутствующие в перерабатываемом каучуке, задерживаются при прохождении через фильтр 26, что обеспечивает очищение каучука и достижение уровня качества, сравнимого с качеством первичного продукта.
Наконец, каучук экструдируется через головку 28 в виде полосы или листа и погружается в резервуар 30 с водой для дальнейшего охлаждения. Кроме того, допускается добавление в воду веществ, препятствующих склеиванию каучука.
Полоса или лист, выходящий из резервуара 30, затем проходит в сушильный туннель 32 и, наконец, направляется в устройство для сбора 33.
Естественно, без ущерба для принципа изобретения, детали реализации и варианты осуществления могут в значительной степени отличаться от описанных здесь исключительно в качестве примера, не отступая тем самым от объема изобретения, определенного в прилагаемой формуле изобретения.
Изобретение относится к способам девулканизации каучуков. Предложен способ восстановления и девулканизации вулканизированного каучука (10) на установке, включающей: мельницу (12) для измельчения вулканизированного каучука на частицы; двухшнековый экструдер (20), который снабжен устройством (18) для принудительной подачи частиц вулканизированного каучука и термостатирующим устройством; одношнековый экструдер (22), расположенный далее по ходу процесса от двухшнекового экструдера (20) и оснащенный термостатирующим устройством, фильтром (26) для девулканизированного каучука и экструзионной головкой (28), имеющей форму щели, из которой девулканизированный каучук выходит в виде ленты или листа; и устройство для охлаждения ленты или листа девулканизированного каучука. Двухшнековый экструдер (20) работает при температуре от 35 до 450°C, скорости вращения шнека от 15 до 600 об/мин и плотности крутящего момента от 11 до 18 Н⋅м/см3, так что скорость сдвига остается практически постоянной на всем протяжении двухшнекового экструдера (20). Технический результат – предложенный способ позволяет снизить энергозатраты и получить при этом конечный материал без примесей и загрязняющих веществ. 9 з.п. ф-лы, 6 ил.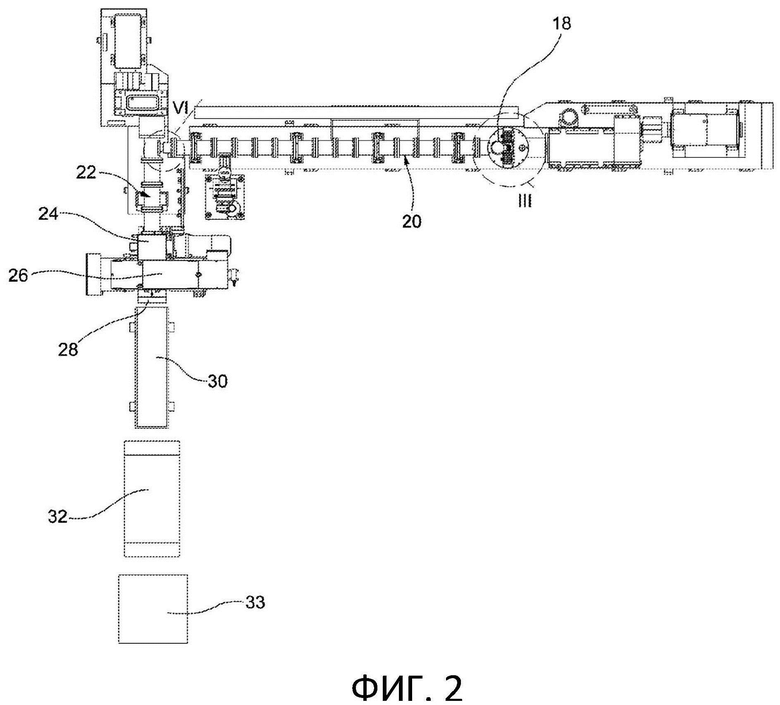
1. Способ восстановления и девулканизации вулканизированного каучука (10) с использованием установки, включающей:
- мельницу (12) для измельчения указанного вулканизированного каучука на частицы;
- двухшнековый экструдер (20) для девулканизации, который снабжен устройством (18) для принудительной подачи указанных частиц вулканизированного каучука и термостатирующим устройством;
- одношнековый экструдер (22), расположенный далее по ходу процесса от указанного двухшнекового экструдера (20) и снабженный термостатирующим устройством, фильтром (26) для девулканизированного каучука и экструзионной головкой (28), имеющей форму щели, из которой девулканизированный каучук выходит в виде ленты или листа;
- устройство для охлаждения полосы или листа девулканизированного каучука;
при этом двухшнековый экструдер (20) работает при температуре от 35 до 450°C, скорости вращения шнека от 15 до 600 об/мин и плотности крутящего момента от 11 до 18 Н·м/см3, так что скорость сдвига остается практически постоянной на всем протяжении двухшнекового экструдера (20).
2. Способ по п. 1, где отношение между внешним и внутренним диаметрами шнеков двухшнекового экструдера (20) составляет от 1,22 до 1,78, предпочтительно от 1,55 до 1,78.
3. Способ по любому из предыдущих пунктов, в котором двухшнековый экструдер (20) имеет длину, равную не менее 64-кратному наружному диаметру шнеков и предпочтительно не более 80-кратному наружному диаметру шнеков.
4. Способ по любому из предыдущих пунктов, в котором указанная установка дополнительно включает для перемещения девулканизированного каучука из двухшнекового экструдера (20) в одношнековый экструдер (22):
- соединительный элемент (52) для прямого соединения двухшнекового экструдера (20) с одношнековым экструдером (22); или
- бункер, в котором собирается девулканизированный каучук, экструдированный из двухшнекового экструдера (20), а затем подается в одношнековый экструдер (22); или
- по меньшей мере одну пару обращенных друг к другу прижимных роликов, которые передают ленту девулканизированного каучука, выходящую из двухшнекового экструдера (20), в одношнековый экструдер (22).
5. Способ по любому из предыдущих пунктов, в котором указанная экструзионная головка (28) имеет изменяемую геометрию.
6. Способ по любому из предыдущих пунктов, где указанное охлаждающее устройство состоит из резервуара (30), заполненного водой, в который погружается полоса или лист девулканизированного каучука.
7. Способ по любому из предыдущих пунктов, в котором вода подается по меньшей мере в одну точку двухшнекового экструдера (20), расположенную на расстоянии от впускного отверстия, превышающем наружный диаметр шнеков как минимум в 32 раза.
8. Способ по п. 7, в котором двухшнековый экструдер (20) снабжен средствами дегазации для удаления образовавшихся в нем газов и/или паров.
9. Способ по п. 8, в котором расстояние между точкой подачи воды и последующей точкой, в которой расположены указанные средства дегазации, в 4-24 раза превышает наружный диаметр шнеков.
10. Способ по п. 9, в котором расстояние между точкой подачи воды и последующей точкой, в которой расположены указанные средства дегазации, в 8-16 раз превышает наружный диаметр шнеков.
| CN 102344592 A, 08.02.2012 | |||
| EP 3178628 B1, 31.10.2018 | |||
| EP 2995436 B1, 22.02.2017 | |||
| US 20130119575 A1, 16.05.2013 | |||
| Аппарат для измерения количества | 1933 |
|
SU37870A1 |
| RU 2005133203 A, 10.08.2006. | |||

