ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу и установке для производства покрышек. Настоящее изобретение также относится к способу и установке для производства эластомерного соединения.
Более конкретно, настоящее изобретение относится к способу и установке для производства покрышек, в которых одно или несколько эластомерных соединений, используемых для получения одного или нескольких структурных элементов покрышки, получают путем по меньшей мере одной стадии смешивания, проводимой в по меньшей мере одном устройстве для периодического смешивания, и по меньшей мере одну стадию смешивания проводят в мультивальном устройстве для непрерывного смешивания.
УРОВЕНЬ ТЕХНИКИ ПО ИЗОБРЕТЕНИЮ
Традиционно, производство эластомерных соединений, используемых в производстве покрышек, проводят партиями при использовании устройств для периодического смешивания, таких как, например, смесителей Banbury®, имеющих два противовращающихся ротора, которые развивают интенсивное смешивающее действие для перемешивания эластомерного полимера(ов) и для введения и полного диспергирования в нем других компонентов, обычно присутствующих в эластомерных соединениях, таких как, например, армирующих наполнителей, смазывающих вспомогательных средств, вулканизирующих и других добавок.
Производство эластомерных соединений при использовании устройств для периодического смешивания демонстрирует большое число недостатков, в особенности, слабый отвод тепла и, таким образом, недостаточный температурный контроль, главным образом, за счет нежелательного соотношения между объемом материала и площадью поверхности смесителя. Для улучшения дисперсии в эластомерном полимере(ах) различные соединения и, в частности, армирующие добавки, обычно включают в эластомерный полимер(ы) в партиях, распределенных в множестве смешивающих операций, разделенных стадиями охлаждения и хранения. Обычно, компоненты, чувствительные к температуре, такие как сшивающие агенты и ускорители, добавляют только в ходе конечной стадии смешивания, после охлаждения эластомерных соединений ниже предварительно определенной температуры (обычно ниже 110°С) для того, чтобы избежать преждевременного сшивания (феномен «подвулканизации»).
Таким образом, получение эластомерных соединений при использовании устройств для периодического смешивания хотя и все еще остается наиболее широко используемым способом производства в шинной промышленности, представляет собой затратный с точки зрения времени и энергии и не гарантирует эффективного контроля свойств получаемых эластомерных соединений, в особенности, с точки зрения гомогенности армирующих наполнителей в эластомерном полимере(ах). Вариации в добавляемых количествах индивидуальных компонентов, время добавления и выгрузка из смесителя, начальная температура исходных материалов и колебания в силе сдвига внутри материала в ходе смешивания, все это вносит вклад вариации от партии к партии.
Для преодоления ограничений способов обработки партиями, описанных выше, в резиновой промышленности были сделаны многочисленные попытки налаживания способов на основе техники экструзии, аналогичной обычно применяемой в настоящее время для обработки термопластичных полимерных материалов.
Например, патент США US 4897236 описывает способ и аппарат для непрерывного получения резиновой смеси, где ингредиенты смеси подают, перемешивают и гомогенизируют в двухшнековом экструдере. Полученную смесь разделяют на первую и вторую части, первую часть выгружают, тогда как вторую часть повторно используют для дополнительной гомогенизации и для смешивания со свежими партиями ингредиентов, загружаемых в экструдер. Повторно используемую часть циркулируют и возвращают из охлажденной кольцевой камеры, которая находится снаружи от экструзионной камеры в экструзионную камеру, указанная кольцевая камера имеет выходящий и входящий каналы, соединяющиеся с внутренней частью экструдера.
Патент США US 5626420 описывает непрерывный способ смешивания и аппарат, где основной эластомер(ы) и другие компоненты непрерывно дозируют и загружают камеру смешивания, образованную статором и вращающимся в нем ротором, предпочтительно одношнекового экструдера. Вводимые компоненты перемещаются вперед в камере смешивания через зоны продвижения и смешивания. Для улучшения диспергирования и гомогенизации резиновых компонентов скорость наполнения камеры смешивания в по меньшей мере определенных зонах составляет менее чем 1. Для того чтобы должным образом ввести компоненты и, в частности, резиновую основу, в камеру смешивания, используют устройства для принудительной подачи, такие как насосы объемного действия (например, шестеренный насос).
Заявка на патент США US 2004/0094862 описывает мультивальный экструдер с по меньшей мере двумя шнеками для составления и/или формования эластомера, сшитого с наполнителем, в частности, резиной, с по меньшей мере смягчителем и/или добавками. Экструдер включает следующие элементы в направлении транспорта продукта: зону загрузки, в которую дозируют смягчающий агент и/или добавки, зону перемалывания/пластификации с по меньшей мере одним смешивающим элементом, в которой эластомер с смягчающим агентом и/или добавками переводят в текучую когезивную смесь; зону диспергирования с по меньшей мере еще одним смешивающим элементом, в которой наполнитель тонко измельчают и распределяют в эластомере; и смешивающие элементы, имеющие гребенку и экструдер, имеющий облицованную внутреннюю стенку, и где между гребенкой смешивающих элементов и облицованной внутренней стенкой экструдера имеется просвет с шириной просвета Z, составляющей в диапазоне от примерно 1/100 до примерно 1/10 от диаметра смешивающего элемента D. В одном из вариантов осуществления многовальный экструдер представляет собой кольцевой экструдер.
PCT заявка на патент № WO 03/009989 описывает способ и аппарат для непрерывного получения эластомерных композиций при использовании по меньшей мере одного экструдера, где ингредиенты, вводимые в малых дозах, используют в форме разделенных продуктов. Продукты включают по меньшей мере один из ингредиентов, вводимых в малых дозах, диспергированных в термопластичном сшивающем агенте, и подаваемых в дозирующее устройство при помощи пневматической линии подачи для аккуратного измерения и непрерывной загрузки в экструдер.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Заявитель отметил, что качество эластомерных соединений для покрышек, изготовленных при использовании устройств для периодического смешивания, может быть неудовлетворительным: в частности могут быть получены вариации в механических свойствах между партиями и диспергирование армирующих наполнителей в ряде случаев может быть неудовлетворительным.
В типичном случае, для улучшения диспергирования армирующих наполнителей увеличивают число стадий смешивания. Однако увеличение числа стадий смешивания в устройстве для периодического смешивания может вызывать большое число недостатков, таких как, например, повреждение эластомерного полимера(ов), ухудшение механических свойств эластомерных соединений, преждевременное сшивание (феномен «подвулканизации») эластомерных соединений.
С другой стороны, было показано, что при использовании устройств непрерывного смешивания вместо устройств для периодического смешивания может быть получен эластомер высокого качества. Однако один из наиболее критичных аспектов в получении эластомерных соединений при использовании устройств непрерывного смешивания, например, двушнековых экструдеров, представляет собой система загрузки всех компонентов эластомерных соединений в устройство непрерывного смешивания. В действительности, указанные компоненты следует перерабатывать (например, гранулировать, переводить в пеллеты, подразделять и т.д.) и точным образом дозировать для подачи в устройства непрерывного смешивания. По этой причине следует обеспечить сложную систему загрузки, которая приводит к увеличению всего времени обработки и пространство, требуемое для сравниваемых установок: это приводит к резкому увеличению общей стоимости производства.
Заявитель обнаружил, что высокое качество эластомерного соединения может быть получено в смешивающей установке пониженной сложности путем получения эластомерного соединения с по меньшей мере одной стадией смешивания, проводимой в по меньшей мере одном устройстве для периодического смешивания, и по меньшей мере одной стадией смешивания, проводимой в по меньшей мере одном устройстве для непрерывного смешивания.
В частности, было обнаружено, что получение эластомерного соединения демонстрирует в значительной степени улучшенную дисперсию армирующего наполнителя(ей) одновременно с улучшенными механическими свойствами (одновременно статическими и динамическими). Также была подтверждена значительная воспроизводимость полученных результатов в терминах механических свойств полученных эластомерных соединений.
Однако возникла другая проблема: устройство периодического смешивания и устройство непрерывного смешивания представляют собой чрезвычайно отличающиеся агрегаты с точки зрения максимальной выработки. В то время, как устройство для периодического смешивания способно производить (в нескольких партиях) эластомерное соединение с выходом не менее чем 1000-2000 кг/час и предпочтительно более обычные непрерывные смесители, такие как двухшнековые экструдеры, с трудом достигают таких выходов продукции эластомерных соединений. В отличие от термопластических соединений, эластомерные соединения не имеют точки плавления, чувствительны к температуре и имеют склонность к разрушению, обусловленному феноменом подвулканизации и/или протеканием термических реакций, если для улучшения выхода используют высокую скорость вращения шнека и/или высокую скорость сдвига, и/или высокую энергию. Это обусловлено теплом, образующимся при замешивании в ограниченном пространстве между шнеками и стенками рабочих каналов экструдера, а также развивающемуся давлению на выходе головки экструдера, особенно в том случае, когда используют неподвижную головку экструдера. Указанные недостатки проистекают в значительной степени даже в случае эластомерных соединений, имеющих умеренную вязкость (например, с вязкостью по Муни от по меньшей мере 50-60 ML (1+4) при 100°С), т.е. они применимы в значительной степени ко всем эластомерным соединениям, обычно используемым в области покрышек.
Это в существенной степени ограничивает выход, достигаемый обычными смесителями непрерывного действия в получении эластомерных соединений. Например, было обнаружено, что двухшнековый экструдер, имеющий диаметр шнека 40 мм, может достигать типичного выхода менее чем 40-50 кг/час для вязких эластомеров, т.е. по меньшей мере в 50 раз меньше, чем типичные выходы, получаемые устройствами периодического смешивания. Увеличение размеров двухшнекового экструдера не приводит к значительным улучшениям с точки зрения получаемого выхода: например, было обнаружено, что увеличение диаметра шнека двухшнекового экструдера до примерно 90 мм ведет к выходу примерно 200-250 кг/час для вязких эластомерных соединений, т.е. по меньшей мере в 5-10 раз меньше, чем типичные выходы, получаемые в устройствах периодического смешивания. С этой точки зрения, также следует принимать во внимание, что увеличение диаметра шнека всегда сопряжено со связанным увеличением длины двухшнекового экструдера, а также увеличения сложности и стоимости агрегата, в частности, из-за энергии, требуемой двигателям, используемым для вращения шнеков в массивном агрегате.
Заявитель, таким образом, понимает, что для создания смешивающей установки, приспособленной для обработки вязких эластомерных соединений, обладающих одновременно высоким качеством и высоким выходом так, чтобы удовлетворять требованиям типичного завода по производству покрышек, следует обеспечить по меньшей мере одно устройство периодического смешивания в комбинации с по меньшей мере одним мультивальным устройством непрерывного смешивания, имеющим большое число шнеков (например, кольцевой экструдер, имеющий двенадцать соосно вращающихся шнеков, расположенных в значительной степени с образованием кольца).
Было обнаружено, что большое число шнеков делает возможным увеличение выхода устройства непрерывного смешивания до величины, сравнимой с выходом устройства периодического смешивания без необходимости увеличения скорости вращения шнека и/или скорости сдвига, и/или диаметра шнека до величин, которые приводят к подвулканизации соединения. Дополнительно, было доказано превосходное качество соединения, полученного в устройстве периодического смешивания и затем обработанного в мультивальном устройстве непрерывного смешивания. Более того, желаемые выходы могут быть получены даже с агрегатами, имеющими небольшой диаметр шнека, так что длина мультивального устройства непрерывного смешивания может также поддерживаться в значительной степени небольшой благодаря обработке, проводимой большим числом параллельных смешивающих шнеков. Дополнительно к уменьшенной длине мультивального устройства непрерывного смешивания, смешивающая установка, включающая по меньшей мере одно устройство периодического смешивания, не нуждается в сложных системах загрузки для загрузки в устройство непрерывного смешивания, так что общий размер смешивающей установки может быть благоприятным образом ограничен. Это представляет собой значительное преимущество, если смешивающая установка представляет собой часть целой установки по производству покрышек, где обеспечивают множество устройств и областей дополнительно к устройствам, относящимся к смешиванию, таких как устройства, приспособленные для получения полуобработанных продуктов, агрегатов для получения сырых автомобильных покрышек, вулканизационных прессов, областей контроля качества покрышек и т.д.
В целях настоящего описания и последующей формулы изобретения термин «устройство непрерывного смешивания» обозначает перемешивающее устройство, в которое непрерывно загружают материал, подлежащий обработке (не принимая во внимание возможные остановки смешивающего устройства, связанные с обслуживанием или сменой состава эластомерного соединения), и из которого эластомерное соединение выгружается непрерывным потоком, в отличие от периодической загрузки/выгрузки устройства периодического смешивания.
Согласно первому аспекту, настоящее изобретение относится к способу производства покрышек, включающему:
- обеспечение по меньшей мере одного сшиваемого эластомерного соединения;
- производство множества структурных элементов указанной покрышки, где по меньшей мере один структурный элемент из указанного множества включает указанное по меньшей мере одно сшиваемое эластомерное соединение;
- производство сырой автомобильной покрышки при использовании указанного множества структурных элементов;
- подвергание сырой автомобильной покрышки формованию и сшиванию с получением окончательной покрышки;
где обеспечение указанного по меньшей мере одного сшиваемого эластомерного соединения включает:
- загрузку по меньшей мере одного эластомерного полимера и по меньшей мере одного армирующего наполнителя в смесительный аппарат, включающий по меньшей мере одно устройство периодического смешивания;
- смешивание и диспергирование в указанном смесительном аппарате указанного по меньшей мере одного армирующего наполнителя в указанном по меньшей мере одном эластомерном полимере, так, чтобы получить первое эластомерное соединение;
- выгрузку указанного первого эластомерного соединения из указанного смесительного аппарата;
- загрузку указанного первого эластомерного соединения в по меньшей мере одно мультивальное устройство непрерывного смешивания, указанное мультивальное устройство непрерывного смешивания, включающее по меньшей мере шесть вращающихся шнеков;
- смешивание указанного первого эластомерного соединения в указанном по меньшей мере одном мультивальном устройстве непрерывного смешивания, так, чтобы получить второе эластомерное соединение.
Согласно дополнительному аспекту, настоящее изобретение относится к установке для производства покрышек, включающей:
- смешивающую установку, адаптированную для производства по меньшей мере одного сшиваемого эластомерного соединения;
- по меньшей мере один станок для массового производства, адаптированный для получения сырой автомобильной покрышки при использовании множества структурных элементов;
- по меньшей мере одно устройство, адаптированное для получения по меньшей мере одного структурного элемента из указанного множества структурных элементов, где указанный по меньшей мере один структурный элемент включает указанное по меньшей мере одно сшиваемое эластомерное соединение;
- по меньшей мере один вулканизационный пресс, адаптированный для формования и сшивания указанной сырой автомобильной покрышки с получением конечной покрышки;
где смешивающая установка включает:
- смешивающий аппарат, включающий по меньшей мере одно устройство периодического смешивания, указанный смешивающий аппарат, представляющий собой адаптированный для получения эластомерного соединения;
- по меньшей мере одно мультивальное устройство непрерывного смешивания, указанное мультивальное устройство непрерывного смешивания, включающее по меньшей мере шесть вращающихся шнеков, указанное мультивальное устройство непрерывного смешивания, представляющее собой адаптированное для получения первого эластомерного соединения и производства второго эластомерного соединения.
Согласно дополнительному аспекту, настоящее изобретение относится к способу производства эластомерного соединения, включающего:
- загрузку по меньшей мере одного эластомерного полимера и по меньшей мере одного армирующего наполнителя в смешивающий аппарат, включающий по меньшей мере одно устройство периодического смешивания;
- смешивание и диспергирование в указанном смешивающем аппарате указанного по меньшей мере одного армирующего наполнителя в указанном по меньшей мере одном эластомерном полимере так, чтобы получить первое эластомерное соединение;
- выгрузку указанного первого эластомерного соединения из указанного смесительного аппарата;
- загрузку указанного первого эластомерного соединения в по меньшей мере одно мультивальное устройство непрерывного смешивания, указанное мультивальное устройство непрерывного смешивания, включающее по меньшей мере шесть вращающихся шнеков;
- смешивание указанного первого эластомерного соединения в указанном по меньшей мере одном мультивальном устройстве непрерывного смешивания так, чтобы получить второе эластомерное соединение.
Согласно дополнительному аспекту, настоящее изобретение относится к установке для производства эластомерного соединения, включающей:
- по меньшей мере один смешивающий аппарат, включающий по меньшей мере одно устройство периодического смешивания, указанный смешивающий аппарат, представляющий собой адаптированный для получения эластомерного соединения;
- по меньшей мере одно мультивальное устройство непрерывного смешивания, указанное мультивальное устройство непрерывного смешивания, включающее по меньшей мере шесть вращающихся шнеков, указанное мультивальное устройство непрерывного смешивания, представляющее собой адаптированное для получения первого эластомерного соединения и производства второго эластомерного соединения.
Заявитель также обнаружил, что второе эластомерное соединение, выгружаемое из мультивального устройства непрерывного смешивания, демонстрирует в значительной степени улучшенную дисперсию указанного по меньшей мере одного армирующего наполнителя по отношению к указанному первому эластомерному соединению, вместе с эквивалентными или даже превосходящими механическими свойствами (одновременно статическими и динамическими).
Настоящее изобретение в по меньшей мере одном из упомянутых выше аспектов может демонстрировать одну или более из предпочтительных характеристик, описанных здесь далее.
Согласно одному предпочтительному варианту осуществления, указанный способ для производства эластомерного соединения можно проводить непрерывно или с перерывами.
Если указанный способ проводят непрерывно, первое эластомерное соединение непосредственно загружают в указанное по меньшей мере одно мультивальное устройство непрерывного смешивания, без хранения.
Если указанный способ проводят с перерывами, указанное первое эластомерное соединение непосредственно загружают в указанное по меньшей мере одно мультивальное устройство непрерывного смешивания после хранения.
Согласно одному предпочтительному варианту осуществления, указанное устройство периодического смешивания выбирают из смесителей с закрытой чашей, открытых смесителей. В особенности предпочтительными являются смесители с закрытой чашей.
Обычно указанное устройство периодического смешивания включает пару роторов, которые работают тангенциально один относительно другого или взаимопроникая.
Обычно указанное устройство для периодического смешивания включает смесительную камеру, которая содержит внутри пару роторов, вращающихся в противоположном направлении так, чтобы смешивать компоненты, вводимые в смесительную камеру через ее верх.
Для этих целей указанное устройство для периодического смешивания обычно обеспечивают пневматическим или гидравлическим цилиндром, расположенным в верхней части смесительной камеры и поршнем, способным к движению вверх, для открытия смесительной камеры, делая, таким образом, возможным введение компонентов через специальные загрузочные бункеры, и вниз, так чтобы оказывать давление на материал, обрабатываемый роторами и расположенный выше них.
Гидравлическая система, расположенная на дне смесительной камеры, делает возможной разгрузку эластомерного соединения в конце смесительного цикла путем открытия пригодного выпускного отверстия.
Конкретные примеры смесителей с закрытой чашей, которые могут быть успешно использованы согласно настоящему изобретению представляют собой смесители с закрытой чашей, известные под торговым наименованием Banbury® или Intermix® в зависимости от того, работают ли роторы тангенциально по отношению один к другому или представляют собой взаимопроникающие.
Конкретные примеры открытых смесителей, которые могут быть успешно использованы согласно настоящему изобретению представляют собой: открытую дробилку-смеситель, смеситель с z-образной лопастью. Открытая дробилка-смеситель представляет собой в особенности предпочтительную.
Согласно одному предпочтительному варианту осуществления изобретения, смешивание в указанном по меньшей мере одном устройстве для периодического смешивания можно проводить при скорости ротора от примерно 20 об/мин до примерно 60 об/мин, предпочтительно от примерно 30 об/мин до примерно 50 об/мин.
Согласно дополнительному предпочтительному варианту осуществления, смешивание в указанном по меньшей мере одном устройстве для периодического смешивания можно проводить при использовании коэффициента заполнения смесительной камеры (коэффициент заполнения представляет собой часть общего свободного объема смесительной камеры, занятой материалом, подлежащим перемешиванию) не более чем примерно 80%, предпочтительно от примерно 55% до примерно 70%. Если выбран слишком высокий коэффициент заполнения, недостаток свободного объема мешает движению материала и взаимному перемешиванию, так что приемлемое смешивание становится проблематичным. Точно так же, если выбран только чрезвычайно небольшой коэффициент заполнения, сложно обеспечить приемлемое смешивание с высокой силой сдвига, и приемлемую гомогенизацию материала в камере смешивания.
Согласно одному предпочтительному варианту осуществления, указанное по меньшей мере одно устройство для непрерывного смешивания включает по меньшей мере шесть соосно вращающихся шнеков. Шнеки предпочтительно расположены таким образом, чтобы образовать кольцо. Говоря более предпочтительно, по меньшей мере одно мультивальное устройство непрерывного смешивания включает по меньшей мере двенадцать вращающихся шнеков, еще более предпочтительно, соосно вращающихся шнеков.
Указанные вращающиеся шнеки могут включать смешивающие элементы высокого сдвига, такие как книдеры или спиральную нарезку червячного элемента с низкой глубиной резьбы. Оси червячных элементов предпочтительно представляют собой параллельные.
Предпочтительно, шнеки представляют собой по меньшей мере частично перекрывающимися. Более предпочтительно, шнеки представляют собой в значительной степени полностью перекрывающимися. Еще более предпочтительно, шнеки представляют собой самопротирающиеся.
Предпочтительный диаметр шнеков изменяется в диапазоне от по меньшей мере 30, более предпочтительно от по меньшей мере 60 мм.
Предпочтительно, указанный мультивальный экструдер непрерывного смешивания представляет собой кольцевой экструдер, включающий
- внутренний сердечник (или дорн);
- внешний корпус, который вместе с внутренним сердечником определяет кольцевую камеру;
- по меньшей мере шесть шнеков, более предпочтительно по меньшей мере двенадцать шнеков, которые с возможностью вращения укреплены внутри указанной кольцевой камеры.
В предпочтительных вариантах осуществления, кольцевой экструдер включает отверстия для отвода газа, обеспечиваемые на внешнем корпусе, позволяющие отводить летучее вещество. К указанным отверстиям для отвода газа может быть успешно применен вакуум для дополнительного облегчения экстракции летучего вещества.
Испытания, проведенные на кольцевых экструдерах, как описано выше (в частности, если применялся вакуум к отверстиям для отвода газа, обеспечиваемых на внешнем корпусе), успешно показали в значительной степени нулевую тенденцию к образованию пузырей эластомерного соединения, выгружаемых на выходе кольцевого экструдера. Согласно заявителю, это обусловлено увеличенной способностью к дегазации, которую предоставляет кольцевой экструдер, который способен эффективно удалять (через отверстия для отвода газа) воздух или другие летучие компоненты. Захваченные эластомерным соединением, подвергаемым перемешиванию, благодаря увеличенной поверхности обмена, предоставляемой внутренним сердечником и внешним корпусом.
Согласно одному предпочтительному варианту осуществления, смешивание в указанном по меньшей мере одном мультивальном устройстве непрерывного смешивания можно проводить при скорости вращения шнека от примерно 10 об/мин до примерно 600 об/мин, предпочтительно от примерно 40 об/мин до примерно 400 об/мин.
Следует отметить, что указанная скорость вращения шнека позволяет получить чрезвычайно хорошую дисперсию ингредиентов, в частности, армирующих наполнителей, во втором эластомерном соединении, а также избежать сшивания (феномена «подвулканизации») второго эластомерного соединения, которое может происходить, если используют слишком высокую скорость вращения шнека.
Благоприятным образом, второе эластомерное соединение может выгружаться из указанного мультивального устройства непрерывного смешивания со средним выходом по меньшей мере 500 кг/час, предпочтительно по меньшей мере 800 кг/час. Таким образом, смешивающая установка, включающая аппарат для смешивания, включающий по меньшей мере одно устройство периодического смешивания в комбинации с одним или двумя мультивальными устройствами непрерывного смешивания может достигать общего выхода, сравнимого с производством покрышек в промышленном масштабе.
В предпочтительных вариантах осуществления первое эластомерное соединение охлаждают перед загрузкой его в указанное мультивальное устройство непрерывного смешивания. Предпочтительно, указанное первое эластомерное соединение можно охлаждать до температуры от примерно 15°С до примерно 40°С, предпочтительно от примерно 20°С до примерно 25°С.
По меньшей мере один транспортирующий экструдер может быть включен в смешивающую установку.
Согласно предпочтительному варианту осуществления, первое эластомерное соединение загружают в указанный по меньшей мере один транспортирующий экструдер перед загрузкой в указанное мультивальное устройство непрерывного смешивания.
Согласно предпочтительному варианту осуществления, указанный по меньшей мере один транспортирующий экструдер включает:
- корпус, указанный корпус, имеющий по меньшей мере одно загрузочное отверстие и выгрузное отверстие;
- по меньшей мере один транспортирующий элемент, установленный в указанном корпусе с возможностью вращения.
В целях настоящего изобретения, термин «транспортирующий элемент» обозначает элемент, который не выполняет значительного перемешивающего действия, а просто оказывает давление, транспортирующее эластомерное соединение на протяжении длины экструдера. Типичные транспортирующие элементы могут быть выбраны, например, из элементов, которые, главным образом, содействуют движению вещества вдоль оси, таким как винтовые элементы.
Транспортировку в указанном по меньшей мере одном транспортирующем экструдере можно в качестве примера проводить при скорости транспортирующего элемента от примерно 10 об/мин до примерно 60 об/мин, предпочтительно, от примерно 20 об/мин до примерно 35 об/мин.
Загрузка в указанный по меньшей мере один транспортирующий экструдер может давать возможность контролировать скорость загрузки первого эластомерного соединения в мультивальное устройство непрерывного смешивания.
Указанный по меньшей мере один транспортирующий экструдер может представлять собой экструдеры с одним шнеком или разгрузочный экструдер с двумя противовращающимися шнеками.
Согласно дополнительному варианту осуществления, указанный смешивающий аппарат включает по меньшей мере один смеситель с закрытой чашей и по меньшей мере один смеситель с открытой чашей, указанный смеситель с открытой чашей, предпочтительно, расположен после указанного по меньшей мере одного смесителя с закрытой чашей.
Согласно дополнительному варианту осуществления, второе эластомерное соединение, выгруженное из по меньшей мере одного мультивального устройства для непрерывного смешивания, можно загружать в по меньшей мере одно дополнительное устройство для периодического смешивания. Указанное по меньшей мере одно дополнительное устройство для дополнительного смешивания можно выбирать из описанных выше устройств.
Согласно дополнительному варианту осуществления, указанное по меньшей мере одно мультивальное устройство для непрерывного смешивания может располагаться до устройства для получения по меньшей мере одного структурного элемента сырой автомобильной покрышки, путем использования указанного второго эластомерного соединения, выгружаемого мультивальным устройством для непрерывного смешивания, или путем использования дополнительного компонента, полученного в дополнительной стадии смешивания, производимой со вторым эластомерным соединением.
Устройство для получения структурного элемента сырой автомобильной покрышки может быть выбрано из устройств, обычно известных в данной области техники, таких как, например, вальцующие устройства и/или экструдирующие устройства.
Согласно дополнительным вариантам осуществления, указанное по меньшей мере одно мультивальное устройство для непрерывного смешивания может быть непосредственно оснащено роликовой фельерой или экструзионной головкой. В особенности, в последнем случае, структурный элемент сырой автомобильной покрышки может быть непосредственно получен на выходе указанного по меньшей мере одного мультивального устройства для непрерывного смешивания.
Указанный структурный элемент сырой автомобильной покрышки может, например, представлять собой один из различных эластомерных структурных элементов покрышки, такой как, например, заполняющий валик, боковина, протекторное полотно, герметизирующий слой, нижний слой, антиабразивный слой. Согласно способам, известным в данной области техники, указанные структурные элементы представляют собой последовательно смонтированные при использовании пригодного производственного аппарата с получением окончательной покрышки.
Другой структурный элемент, получаемый при использовании указанного второго эластомерного соединения, выгруженного мультивальным устройством для непрерывного смешивания, или при использовании дополнительного соединения, полученного в дополнительной стадии смешивания, производимой при использовании второго эластомерного соединения, представляет собой удлиненный, элемент, имеющий вид полосы. В ходе формирования сырой автомобильной покрышки, непрерывный элемент в виде полосы может быть уложен на подложку (например, формующий барабан) в несколько мотков таким образом, чтобы сформовать множество последовательных витков, расположенных параллельно или перекрывающихся один с другим. Таким образом, эквиваленты множества структурных элементов покрышки, обычно получаемых как полуобработанные продукты, могут быть сформованы спиральными витками. Например, эквиваленты заполняющего валика, боковины, протекторного полотна, герметизирующего слоя, нижнего слоя, антиабразивного слоя могут быть получены спиральным наматыванием непрерывного элемента в виде полосы.
Указанный непрерывный элемент в виде полосы может иметь сплющенную в сечении форму, такую как, например, прямоугольная, эллиптическая, линзообразная или трапециевидная форма. Размеры поперечного сечения указанного непрерывного элемента в виде полосы могут быть значительно меньше по сравнению с размерами поперечного сечения эквивалентного структурного элемента, который получают спиральным наматыванием.
Указанный непрерывный элемент в виде полосы может быть получен непосредственно путем выпуска из мультивального устройства непрерывного смешивания через подходящую экструзионную головку.
В соответствии с одним предпочтительным вариантом осуществления изобретения, все ингредиенты сшиваемого эластомерного соединения загружают в указанный по меньшей мере один смесительный аппарат.
В частности, помимо указанного по меньшей мере одного эластомерного полимера и указанного по меньшей мере одного армирующего наполнителя, к эластомерному соединению может быть добавлен по меньшей мере один из следующих компонентов:
- вулканизирующие агенты, такие как, например, сера или молекулы, содержащие серу (доноры серы), или их смеси;
- активаторы, такие как, например, соединения цинка и, в частности, ZnO, ZnCO3, цинковые соли насыщенных или ненасыщенных жирных кислот, содержащих от 8 до 18 атомов углерода, такие как, например, стеарат цинка, которые предпочтительно получены in situ в эластомерном соединении из ZnO и жирной кислоты, а также BiO, PbO, Pb3O4, PbO2 или их смеси;
- ускорители, такие как, например, дитиокарбаматы, гуанидин, тиомочевина, тиазолы, сульфенамиды, тиурамы, амины, ксантаны или их смеси;
- добавки, выбранные на основе специфического применения, для которого предназначена композиция, такие как, например, антиоксиданты, агенты, замедляющие старение, пластификаторы (например, пластифицирующие масла), связующие, антиозонирующие агенты, модифицирующие смолы или их смеси.
Приведенный выше список компонентов приведен исключительно для иллюстрации некоторых примеров наиболее обычных компонентов, обычно используемых в эластомерных соединениях, в частности, в эластомерном соединении для производства покрышек, и не должны рассматриваться как ограничивающие объем настоящего изобретения.
Если все компоненты эластомерного соединения погружают в устройство периодического смешивания, например, смеситель с закрытой чашей, такой как смеситель Banbury®, смешивание может предпочтительно проводиться в по меньшей мере две различные стадии, первую стадию, представляющую собой непродуктивную стадию, в которой все компоненты, за исключением компонентов, которые могут способствовать сшиванию (например, сера и ускорители) загружают в указанное устройство для периодического смешивания, вторую стадию, представляющую собой продуктивную стадию, в которой эластомерное соединение, полученное из указанной первой стадии, а также компоненты, которые могут способствовать сшиванию, загружают в указанное устройство для периодического смешивания. Таким образом, полученное эластомерное соединение (т.е. упомянутое выше эластомерное соединение) затем загружают в мультивальное устройство для непрерывного смешивания.
В качестве альтернативы, все компоненты эластомерного соединения, за исключением компонентов, которые могут способствовать сшиванию, загружают в устройство для периодического смешивания, например, смеситель с закрытой чашей, такой как смеситель Banbury®, с получением первого эластомерного соединения, которое затем загружают в мультивальное устройство для непрерывного смешивания, чтобы получить второе эластомерное соединение. Полученное таким образом второе эластомерное соединение, а также компоненты, которые могут способствовать сшиванию, затем загружают в дополнительное устройство для периодического смешивания, например, смеситель с закрытой чашей, такой как смеситель Banbury®, который помещают после указанного мультивального устройства для непрерывного смешивания.
В качестве альтернативы, все компоненты эластомерного соединения, за исключением компонентов, которые могут способствовать сшиванию, загружают в устройство для периодического смешивания, например, смеситель с закрытой чашей, такой как смеситель Banbury®, для получения первого эластомерного соединения. Полученное таким образом первое эластомерное соединение, а также компоненты, которые могут способствовать сшиванию, затем загружают в мультивальное устройство для непрерывного смешивания так, чтобы получить второе эластомерное соединение.
Если используют открытый смеситель, предпочтительно, все компоненты эластомерного соединения загружают в указанный открытый смеситель для получения первого эластомерного соединения, которое затем загружают в мультивальное устройство для непрерывного смешивания так, чтобы получить второе эластомерное соединение.
Процесс смешивания и установку согласно аспектам настоящего изобретения можно применять для получения эластомерного соединения, включающего любой тип эластомерных полимеров, а также любой тип армирующих наполнителей, обычно используемых в шинной промышленности.
Предпочтительно, эластомерные полимеры могут быть выбраны, например, из диеновых эластомерных полимеров и моноолефиновых эластомерных полимеров или из их смесей.
Диеновые эластомерные полимеры могут быть выбраны, например, из эластомерных полимеров или сополимеров с ненасыщенной цепью, имеющих температуру стеклования (Tg) обычно ниже 20°С, предпочтительно в диапазоне от примерно 0°С до примерно -110°С. Такие полимеры или сополимеры могут быть природными по происхождению или могут быть получены полимеризацией раствора, полимеризацией эмульсии или полимеризацией газовой фазы одного или нескольких конъюгированных диолефинов, необязательно смешанных с по меньшей мере одним сомономером, выбранным из моновиниларенов и/или полярных сомономеров. Предпочтительно, полученные полимеры или сополимеры содержат указанный по меньшей мере один сомономер, выбранный из моновиниларенов, и/или полярных сомономеров в количестве не более чем 60% по массе. Примерами диеновых эластомерных полимеров являются: цис-1,4-полиизопрен (или природный, или синтетический, предпочтительно природный каучук), 3,4-полиизопрен, поли-1,3-бутадиен (в частности, высоковиниловый поли-1,3-бутадиен, имеющий содержание 1,2-полимеризованных звеньев от примерно 15% до примерно 85% по массе), полихлоропрен, необязательно галогенированные изопрен/изобутен сополимеры, 1,3-бутадиен/акрилонитрил сополимеры, 1,3-бутадиен/стирол сополимеры, 1,3-бутадиен/ изопрен сополимеры, изопрен/стирол сополимеры, изопрен/1,3-бутадиен/стирол тройные сополимеры или их смеси.
Что касается моноолефин эластомерных полимеров, они могут быть выбранными, например, из сополимеров этилена с по меньшей мере одним альфа-олефином, содержащим от 3 до 12 атомов углерода и необязательно с диеном, содержащим от 4 до 12 атомов углерода; полиизобутена; сополимеров изобутена с по меньшей мере одним диеном. В особенности предпочтительные представляют собой этилен/пропилен сополимеры (EPR), этилен/пропилен/диен тройные сополимеры (EPDM), полиизобутен, бутилкаучуки; галобутиловые каучуки или их смеси.
Предпочтительно, по меньшей мере один армирующий наполнитель может быть выбран, например, из сажи, оксида кремния, алюмосиликатов, карбоната кальция, каолина или их смесей.
Если армирующий наполнитель представлен оксидом кремния, эластомерное соединение может успешно включать сшивающий агент, способный взаимодействовать с оксидом кремния и сшивать его с эластомерным полимером(ами) в ходе вулканизации. Среди сшивающих агентов, которые представляют собой в особенности предпочтительные бис(3-триэтоксисилилпропил)тетрасульфид или бис(3-триэтоксисилилпропил)дисульфид. Указывающие связывающие агенты могут быть использованы сами по себе или в качестве пригодной смеси с инертным наполнителем (например, сажей), так, чтобы облегчить их введение в эластомерное соединение.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение будет теперь проиллюстрировано в дополнительных деталях при помощи иллюстративных вариантов осуществления, со ссылкой на прилагаемые чертежи, где
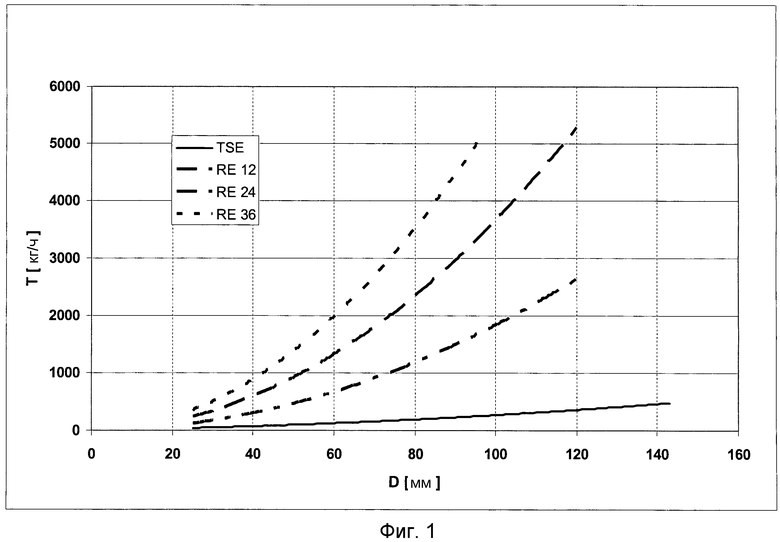
Фиг.1 представляет собой график, показывающий выработку Т (измеряемую в кг/ч) по отношению к диаметру шнека D (измеряемому в мм), получаемую для типичного вязкого эластомерного соединения на выходе из мультивальных устройств непрерывного смешивания различного типа;
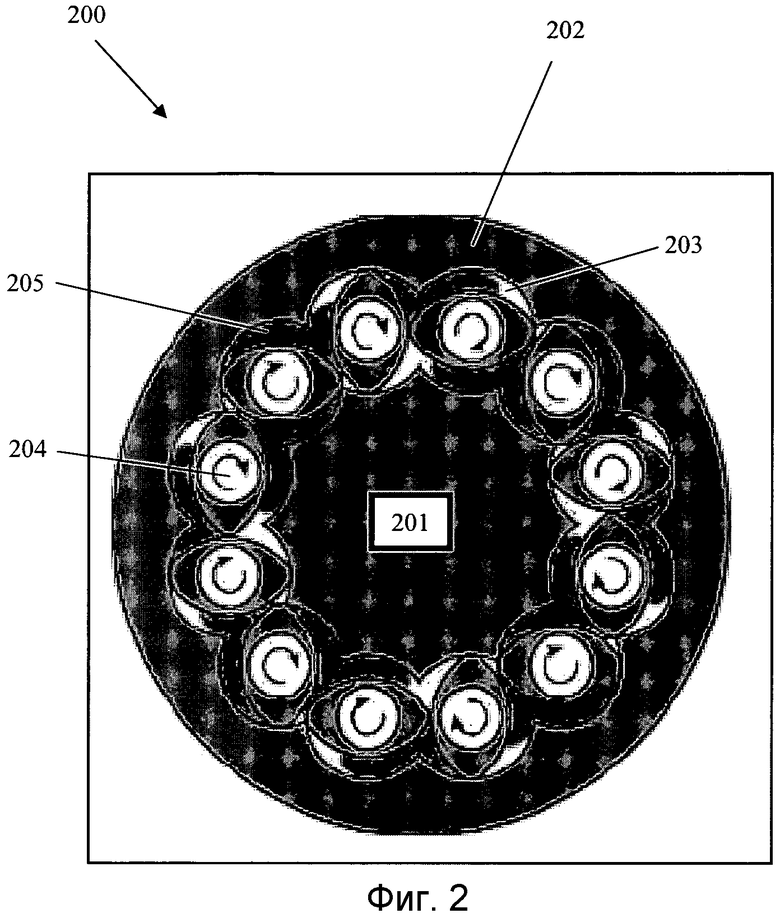
Фиг.2 схематически показывает поперечное сечение кольцевого экструдера, используемого в смешивающей установке согласно одному из вариантов осуществления настоящего изобретения;
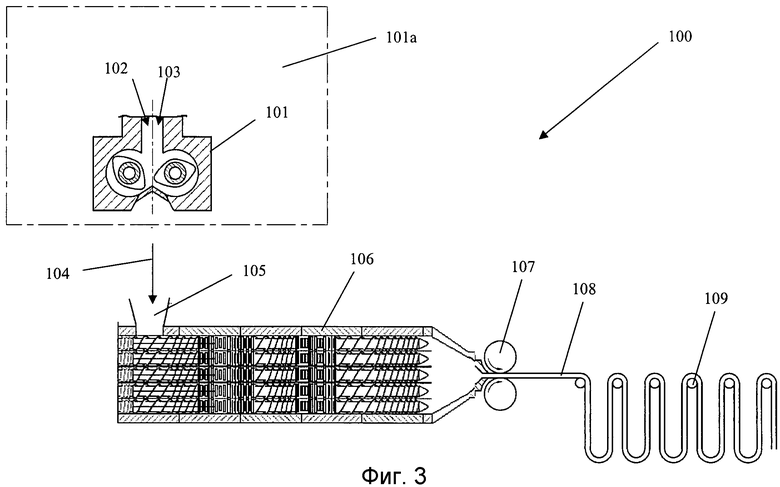
Фиг.3-8 показывают схематические диаграммы установок для производства эластомерных соединений, согласно приведенным в качестве примера вариантам осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Как описано выше, заявитель обнаружил, что эластомерное соединение высокого качества может быть получено в смесительной установке пониженной сложности путем получения эластомерного соединения с по меньшей мере одной стадией смешивания, проводимой в по меньшей мере одном устройстве для периодического смешивания, и по меньшей мере одной стадией смешивания, проводимой в по меньшей мере одном устройстве для непрерывного смешивания.
В частности, было обнаружено, что полученные таким образом эластомерные соединения демонстрируют в значительной степени улучшенную дисперсию армирующего наполнителя(ей) одновременно с улучшенными механическими свойствами (одновременно статическими и динамическими). Также была подтверждена значительная воспроизводимость полученных результатов в терминах механических свойств полученных эластомерных соединений. Один из примеров указанных выдающихся результатов представлен в оставшейся части описания для эластомерного соединения, обработанного в устройстве для периодического смешивания и затем повторно размолотого при использовании кольцевого экструдера. Дополнительные примеры, полученные при обработке различных эластомерных соединений при использовании устройства для периодического смешивания и двухшнекового экструдера можно найти в предыдущей заявке на патент, поданной тем же заявителем 13/11/2007, каталожный номер которой WO2007EP009798.
Со ссылкой на фиг.1, на графике показана производительность Т (измеренную в кг/ч), получаемую для типичного вязкого эластомерного соединения на выходе различных типов мультивальных устройств для непрерывного смешивания при обработке эластомерных материалов, с точки зрения диаметра шнеков, используемых в таких мультивальных устройствах для непрерывного смешивания.
В частности, на графике на фиг.1 показана зависимость производительности от диаметра шнека двухшнекового экструдера (TSE, непрерывная линия), кольцевого экструдера, имеющего двенадцать шнеков, расположенных по кольцу (RE, штрихпунктирная линия), кольцевого экструдера, имеющего двадцать четыре шнека, расположенных по кольцу (RE, штриховая линия), кольцевого экструдера, имеющего тридцать шесть шнеков, расположенных по кольцу (RE, штриховая линия).
График был получен заявителем частично путем использования экспериментальных данных и, частично, путем моделирования. В частности, тенденция, относящаяся к TSE, состоит в использовании данных по выработке, полученной заявителем при использовании различных двушнековых экструдеров (например, мультивальных устройств непрерывного смешивания, имеющих два соосно вращающихся параллельных шнека) для обработки каучукового соединения, включающего сажу в качестве усиливающего наполнителя, например, в типичной смеси для использования в шинной промышленности. Последующая общая эмпирическая формула была составлена для аппроксимизации тенденции изменения TSE данных, которую можно записать следующим образом:
где D0, T0 и α представляют собой эмпирические параметры. В частности, T0 соответствует производительности, получаемой при диаметре шнека D0. Для тестируемого каучукового соединения с TSE экспериментальные данные аппроксимировали при использовании параметра α, составляющего примерно 2. Такая величина могла быть даже меньше для других эластомерных соединений.
С другой стороны, тенденции для различных кольцевых экструдеров представляют собой результат моделирования, проведенного заявителем. В частности, производительность T0, которая может быть получена при определенном диаметре шнека D0 для каждого из кольцевых экструдеров RE 12, RE 24 и RE 36, была рассчитана моделированием и затем приведенную выше эмпирическую формулу (с α=2) использовали для построения кривых, показанных на фиг.1.
Как видно из фиг.1, рост производительности, достигаемый двушнековыми экструдерами по отношению к диаметру шнека, представляет собой чрезвычайно низкий. Менее чем 500 кг/ч можно получить с диаметром шнека 133 мм, что, по-видимому, близко к верхнему пределу для такого типа устройства для непрерывного смешивания: на самом деле, большие величины диаметра шнека соответствуют относительно высокой степени объемности всего устройства для смешивания, так что двухшнековые экструдеры, имеющие больший диаметр шнека, представляют собой возможные при чрезвычайно высокой стоимости и требуют большого пространства в соответствующей установке.
Низкий рост тенденции выработки для двухшнекового устройства для непрерывного смешивания при обработке эластомерных материалов принципиально зависит от того факта, что эластомерный материал должен быть «бережно» обработан (т.е. при сравнительно небольшой скорости вращения шнека и/или относительно низкой скорости сдвига, и/или относительно низкой энергии и т.д.) для того чтобы поддерживать низкую температуру соединения, подвергаемого перемешиванию в рабочих каналах экструдера, для предотвращения преждевременной подвулканизации соединения.
Поскольку устройства для периодического смешивания, используемые в установках для смешивания в центрах промышленного изготовления автопокрышек, имеют минимальную выработку примерно 1000 кг/ч (или значительно более, для массового производства соединения), результат выработки на Фиг.1 для двухшнекового экструдера (сплошная линия) показывает, что совмещение устройства периодического смешивания и двухшнекового экструдера может быть проблематичным. Для того чтобы поддерживать выработку двух типов механизмов синхронизированной, или устройство периодического смешивания должно работать при более низкой выработке, или следует использовать большое число гигантских двушнековых экструдеров для каждого устройства периодического смешивания. Первый случай может привести к неприемлемой продуктивности всей смешивающей установки (если только не предусмотрено получение узкоспециализированного соединения). В последнем случае может быть получено нежелательное увеличение общего размера установки для смешивания до такой степени, что такой раствор не может быть получен для смесительной установки, которая уже на месте и имеет определенный размер.
Кроме того, дальнейшие недостатки могут быть обнаружены в предшествующих вариантах осуществления, в которых работу всей смешивающей установки, включающей по меньшей мере одно устройство периодического смешивания и по меньшей мере одно устройство непрерывного смешивания, проводят непрерывно, т.е. при использовании устройств (например, конвейерного экструдера и/или устройств конвейерной ленты) для транспорта непосредственно соединения, выгруженного устройством(ами) периодического смешивания к устройству(ам) непрерывного смешивания без хранения этого соединения после выгрузки из устройства периодического смешивания. Большое число устройств непрерывного смешивания, подлежащих связыванию с каждым устройством периодического смешивания, может значительно усложнить схему всей смешивающей установки до такой степени, что такое теоретически выгодное и эффективное решение может стать практически неосуществимым. В таком случае может проводиться только дискретная работа смешивающей установки с дополнительным недостатком потери пространства, вызванного созданием по возможности больших площадей, предназначенных для хранения соединения, выгруженного из устройства периодического смешивания и ожидающего обработки устройствами непрерывного смешивания с дополнительными ограничениями, связанными с контролем за условиями окружающей среды на таких площадях для предотвращения ухудшения качества хранящегося соединения.
На графике Фиг.1, таким образом, практически показано, что для получения эластомерных соединений одновременно высокого качества и с высоким выходом, сравнимым с получением автопокрышек с промышленным выходом, смешивающая установка, включающая по меньшей мере одно устройство периодического смешивания и устройства непрерывного смешивания, имеющие только два шнека, не будет представлять собой предпочтительное (и в некоторых случаях осуществимое) решение.
Иной результат предполагается, если рассматривать на фиг.1 тенденции выработки кольцевых экструдеров. Как можно видеть, выработка по меньшей мере 500 кг/час типичного эластомерного соединения для использования в производстве покрышек может быть получена при использовании кольцевого экструдера, имеющего двенадцать шнеков примерно 50-60 мм в диаметре (см. штрихпунктирную линию), т.е. при использовании довольно компактного агрегата, который не нуждается в большой длине рабочих каналов экструдера. Даже еще лучшие результаты с точки зрения получаемых выработок показаны на графике фиг.1 для кольцевых экструдеров, имеющих большее число шнеков (см. штриховую и пунктирные линии, относящиеся к двадцати четырем и тридцати шести шнекам, соответственно), для которых выработка 500 кг/ч может быть получена со шнеками, имеющими диаметр примерно 30-40 мм. При рассмотрении тенденций, показанных на фиг.1 в целом, можно предположить, что кольцевой экструдер, имеющий шесть шнеков (для которого тенденции выработки не показаны явным образом на фиг.1, но которые располагаются где-то между сплошной линией, относящейся к двушнековому экструдеру и кольцевым экструдером, имеющим двенадцать шнеков), окажется способным к получению выхода примерно 500 кг/ч при использовании диаметра шнека примерно 80 мм, все еще в приемлемом диапазоне осуществимости, компактности и стоимости агрегата.
Таким образом показано, что смешивающая установка, использующая устройства периодического смешивания в комбинации с мультивальными агрегатами устройств непрерывного смешивания, имеющими по меньшей мере шесть вращающихся шнеков (возможно используемые попарно для каждого устройства периодического перемешивания) может быть разбита на этапы и держать в равновесии ее производства высококачественного эластомерного соединения для покрышек на высоком уровне, сравнимом с производством покрышек в промышленном масштабе.
Среди таких мультивальных устройств непрерывного смешивания предпочтительные варианты осуществления представлены кольцевыми экструдерами, которые способны предоставить дополнительные преимущества с точки зрения компактности агрегата (в особенности длины, при том же диаметре) и способность к дегазации.
Со ссылкой на схематическое сечение, показанное на фиг.2, типично кольцевой экструдер (200) включает:
- внутренний сердечник (или дорн) (201);
- внешний корпус (202), который вместе с внутренним сердечником определяет кольцевую камеру (203);
- множество шнеков (204), с возможностью вращения, укрепленные внутри указанной кольцевой камеры (203) с образованием кольца.
Как показано на фиг.2, множество шнеков представляют собой вращающиеся в одном направлении и по меньшей мере, частично (предпочтительно полностью) перекрывающимися. При работе шнеки (204) интенсивно перемешивают эластомерное соединение (205) внутри кольцевой камеры (203) и эластомерное соединение движется от одного рабочего канала экструдера к другому в большом числе пересекающихся областей, для обмена тепла с поверхностью корпуса. В предпочтительных вариантах осуществления в кольцевых экструдерах используют самоочищающиеся шнеки.
Предпочтительно, кольцевой экструдер также обычно включает отверстия для отвода газа (не показанные на фиг.2), обеспечиваемые на внешнем корпусе, позволяющие отводить летучее вещество. К указанным отверстиям для отвода газа может быть успешно применен вакуум для дополнительного облегчения экстракции летучего вещества.
Примерные варианты кольцевых экструдеров, которые можно применять в целях настоящего изобретения, продаются Extricom GmbH. Патент США № 5836682 и заявка на патент США 2007/0121421, включенные здесь в качестве ссылок во всей своей полноте, представляют собой приведенные в качестве примера документы, относящиеся к кольцевым экструдерам.
Ниже будет описано несколько вариантов осуществления смешивающей установки, включающей по меньшей мере одно устройство для периодического смешивания и по меньшей мере одно мультивальное устройство непрерывного смешивания. Для простоты описания, в качестве примера, мультивального устройства непрерывного смешивания, имеющего большое число шнеков, будет использован кольцевой экструдер.
Со ссылкой на фиг.3, смешивающая установка (100) для производства эластомерного соединения, согласно настоящему изобретению, включает смешивающий аппарат (101а), включающий смеситель с закрытой чашей (101) (например, смеситель Banbury®), куда подают эластомерный полимер(ы) (102) и армирующий наполнитель(и) (103).
Предпочтительно, оставшиеся компоненты эластомерного соединения (например, вулканизирующие агенты, активаторы, ускорители или другие необязательно присутствующие добавки) могут подаваться в смеситель с закрытой чашей (101).
В качестве альтернативы, смешивание в указанном смесителе (101) можно проводить по меньшей мере в две стадии.
После проведения смешивания полученное первое эластомерное соединение (104) загружают в экструдер (106) через загрузочный бункер (105).
В смешивающем экструдере (106) на фиг.3 показан только один загрузочный бункер (105). Однако, в особенности в том случае, когда все компоненты эластомерного соединения (например, вулканизирующие агенты, активаторы, ускорители или другие необязательно присутствующие добавки) не загружают в смеситель с закрытой чашей (101), вдоль кольцевого экструдера (106) может присутствовать более чем один загрузочный бункер (не показано на фиг.3). Более того, кольцевой экструдер (106) может быть оснащен гравиметрически контролируемыми питающими насосами (не представлены на фиг.3), которые используют для введения в кольцевой экструдер (106) дополнительных компонентов, таких как, например, пластифицирующие масла.
Смешивание в кольцевом экструдере (106) приводит к получению второго эластомерного соединения. После проведения смешивания второе эластомерное соединение (108) выгружают из смешивающего экструдера (106), например, в форме непрерывной ленты или листа, при помощи пропускания его через роликовую волоку (107), например, при помощи шестеренного насоса (не показан на фиг.3), и затем охлаждают, предпочтительно до комнатной температуры, путем пропускания через охлаждающее устройство (109). Также вместо шестеренного насоса (107) может быть использована неподвижная матрица (не показана на фиг.3).
В качестве альтернативы, второе эластомерное соединение (108) может быть получено в форме подразделенного продукта путем прокачивания его через экструзионную головку (не представлена на фиг.3), указанная экструзионная головка обеспечена перфорированной пластинкой головки, оснащенной ножами. Полученный продукт в подразделенной форме в последствии охлаждают, предпочтительно, при комнатной температуре, например, перемещением его к охлаждающему устройству (не представлено на фиг.3).
В качестве другой альтернативы, второе эластомерное соединение (108) может быть выгружено через открытую головку (не показано на фиг.3).
В качестве еще одной альтернативы, второе эластомерное соединение (108) может быть получено непосредственно в форме полуобработанного продукта для использования при сборке сырой автомобильной покрышки. Для этих целей может быть использована экструзионная головка, имеющая предварительно определенную форму отверстия, и оснащенная ножом (не показано на фиг.3). Например, структурные элементы, получаемые таким образом, могут представлять собой следующие: заполняющий валик, боковина, протекторное полотно, герметизирующий слой, нижний слой, антиабразивный слой. Удлиненный элемент в виде полосы для формирования структурных элементов сырых автомобильных покрышек может также быть получен таким способом путем многочисленных витков на подложке (например, формующий барабан).
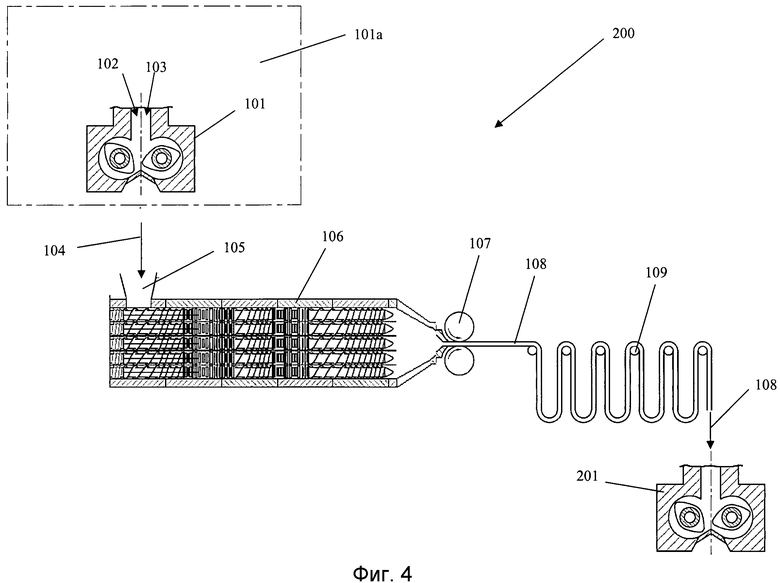
На фиг.4 показан дополнительный вариант осуществления установки (200) для получения эластомерного соединения согласно настоящему изобретению: использованы те же самые номера, что и для соответствующих элементов на фиг.3.
Согласно варианту осуществления на фиг.4, второе эластомерное соединение (108) загружают в дополнительный смеситель с закрытой чашей (201) (например, смесителя Banbury®). Загрузка в указанный дополнительный смеситель с закрытой чашей (201) может быть в особенности полезна, если не все компоненты эластомерного соединения загружали в смеситель с закрытой чашей (101). В таком случае, например, вулканизирующие агенты и/или активаторы, и/или ускорители можно загружать в указанный второй смеситель с закрытой чашей (201).
Согласно конкретному варианту осуществления на фиг.4, второе эластомерное соединение (108) охлаждают, предпочтительно при комнатной температуре, путем пропускания его через охлаждающее устройство (109) перед тем, как загружать его в указанный дополнительный смеситель с закрытой чашей (201).
В качестве альтернативы, второе эластомерное соединение (108) можно непосредственно загружать без охлаждения в указанный второй смеситель с закрытой чашей (201) (не представлено на фиг.4).
В качестве альтернативы, второе эластомерное соединение (108) можно получать в форме подразделенного продукта, как описано выше, и затем загружать в указанный второй смеситель с закрытой чашей (201) (не представлено на фиг.4).
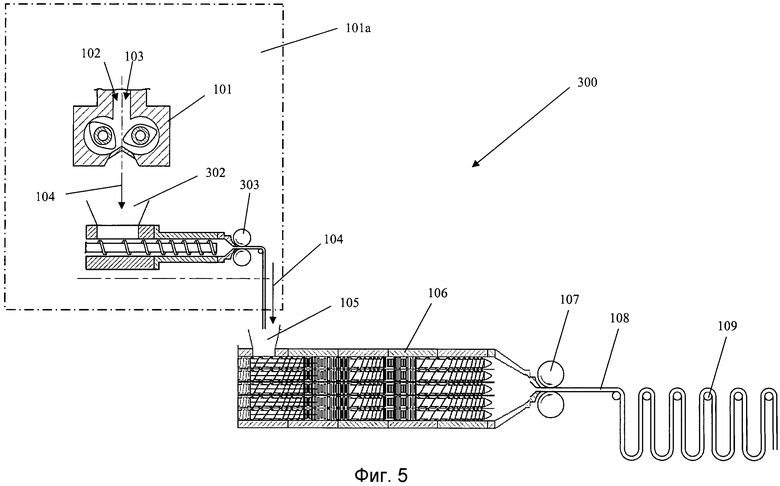
На фиг.5 показан дополнительный вариант осуществления установки (300) для получения эластомерного соединения согласно настоящему изобретению: использованы те же самые номера для тех же элементов, что и элементы, описанные на фиг.3.
В конкретном варианте осуществления фиг.5 представлен аппарат для смешивания (101а), включающий смеситель с закрытой чашей (101) и транспортирующий экструдер (301).
Согласно указанному варианту осуществления, первое эластомерное соединение (104) загружают в транспортирующий экструдер (301) (например, одновинтовой экструдер) через загрузочный бункер (302).
Загрузка в указанный один транспортирующий экструдер (301) может позволить контролировать скорость загрузки указанного первого эластомерного соединения (104) в кольцевой экструдер (106).
Согласно конкретному варианту осуществления фиг.5, первое эластомерное соединение (104) непосредственно загружают из указанного транспортирующего экструдера (301) в кольцевой экструдер (106) через загрузочный бункер (105), например, в форме непрерывной ленты, путем пропускания через роликовую волоку (303), например, при помощи шестеренного насоса (не показан на фиг.5).
В варианте осуществления, не показанном на фиг.5, первое эластомерное соединение (104) сперва охлаждают, предпочтительно при комнатной температуре, на выходе из транспортирующего экструдера (301), путем пропускания через охлаждающее устройство перед загрузкой в кольцевой экструдер (106). Указанное охлаждение может быть полезным для увеличения вязкости указанного первого эластомерного соединения перед загрузкой его в указанный кольцевой экструдер (106), таким образом, делая возможным лучшее перемешивание указанной первой эластомерной композиции в указанном кольцевом экструдере (106).
В качестве альтернативы, первое эластомерное соединение (104) на выходе из транспортирующего экструдера (301) после охлаждения путем пропускания через охлаждающее устройство, может усечено в форме подразделенного продукта при помощи режущего устройства (например, дробилки, оснащенной вращающимися лезвиями) перед загрузкой в кольцевой экструдер (106). Предпочтительно, в этом случае загрузку кольцевого экструдера (106) можно контролировать при помощи подающих устройств (например, объемных дозаторов или весовых питателей непрерывного действия) (не показано на фиг.5).
В качестве альтернативы, вместо указанной роликовой волоки (303), указанный транспортирующий экструдер (301) может быть оснащен:
- экструзионной головкой, обеспеченной перфорированной пластинкой головки, оснащенной ножами для получения указанного первого эластомерного соединения в форме подразделенного продукта перед загрузкой его в указанный смешивающий экструдер (106) (не показано на фиг.5); или
- открытой головкой, чтобы позволить указанному первому эластомерному соединению непосредственно втекать в указанный кольцевой экструдер (106) (не показано на фиг.5).
В качестве альтернативы, указанный транспортирующий экструдер (301) может быть замещен открытым смесителем (не показан на фиг.5).
В качестве альтернативы, смеситель с закрытой чашей можно поместить между указанным внутренним смесителем (101) и указанным транспортирующим экструдером (301) (не показан на фиг.5).
В качестве дополнительной альтернативы, не показанной на фиг.5, дополнительный смеситель с закрытой чашей (101) (например, смеситель Banbury®) может быть использован после кольцевого экструдера (501), собирая второе эластомерное соединение, выходящее из кольцевого экструдера (106) сходным образом с показанным на фиг.4.
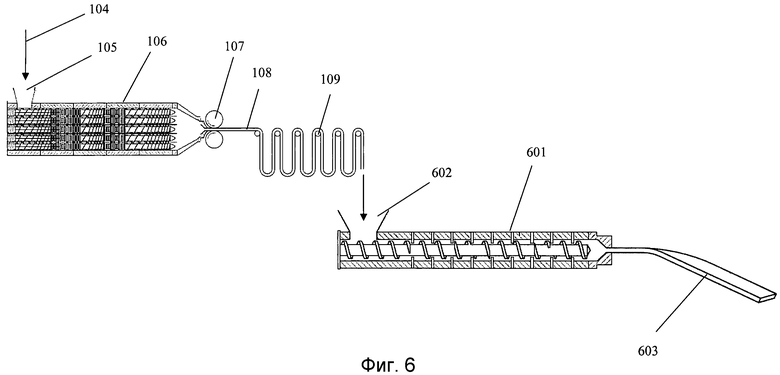
На фиг.6 показана часть дополнительного варианта осуществления установки (600) для получения эластомерного соединения согласно настоящему изобретению: одинаковые номера имеют такое же значение, что и описано на предыдущих фиг.3-5.
Согласно конкретному варианту осуществления на фиг.6, второе эластомерное соединение (108) загружают в экструдер (601) (например, одношнековый экструдер холодного питания) для получения полуобработанного продукта через загрузочный бункер (602) после охлаждения при использовании охлаждающего устройства (109). В варианте осуществления, не показанном на фиг.6, второе эластомерное соединение непосредственно без охлаждения загружают в загрузочный бункер (602) одношнекового экструдера горячего питания.
Второе эластомерное соединение выгружают из экструдера (601) в форме листа или в форме полуобработанного продукта, пригодного для производства покрышек (такого как упомянуто выше) (603) путем пропускания его через экструзионную головку (не показано на фиг.6).
В качестве альтернативы, второе эластомерное соединение (108) выгружают из экструдера (601) в форме полуобработанного продукта, пригодного для производства покрышек (603) путем пропускания его через роликовую волоку (не показано на фиг.6).
Обычно полученный лист или полуобработанный продукт (603) затем подвергают охлаждающей обработке, обычно при помощи воды и/или воздуха принудительной подачи. Лист или полуобработанный продукт (603), обработанный таким образом, затем обычно располагают на скамьях или бобинах, в ожидании дальнейшей обработки.
В качестве альтернативы, из экструдера (601) может быть получен удлиненный элемент в форме ленты (не показан на фиг.6), который может быть непосредственно использован без хранения в производстве покрышек, при манипуляциях, как описано выше.
ПРИМЕРЫ 1-2
Получение эластомерных соединений
Состав эластомерного соединения, приведенного в качестве примера заявителем, представлен в Табл.1 (количества различных соединений представлены, мас.ч.)
NR: природный каучук (STR20 - Taiteck Rubber);
BR: полибутадиен (Europrene Neocis® BR40 -Polimeri Europa);
N326: сажа;
Антиоксидант: фенил-п-фенилендиамид (6-PPD - Akzo Nobel);
HMMM: гексаметоксиметилмеламин;
PVI(замедлитель): N-циклогексилтиофталимид (Santogard® PVI - Flexys)
DCBS (ускоритель): бензотиазил-2-дициклогексилсульфенамид (Vulkacit® DZ/EGC - Lanxess).
Два эластомерных соединения, имеющих указанный выше состав, были получены следующим образом и были испытаны на агрегатах лабораторного масштаба.
Пример 1 (сравнения)
Эластомерное соединение было получено при использовании двухстадийного традиционного смешивания в смесителе Banbury®.
1-я стадия
Все компоненты, перечисленные в Таблице 1, за исключением серы, замедлителя (PVI), гексаметоксиметилмеламина (HMMM) и ускорителя (DCBS), смешивали вместе в смесителе Banbury® (модель F270), функционирующего при следующих рабочих условиях:
- загрузка: 225 кг;
- температура: 30°С;
- время смешивания: 200 секунд;
- коэффициент заполнения: 73%;
- скорость ротора: 40 об/мин;
- температура выгрузки: 155°С.
2-я стадия
Эластомерное соединение, полученное в 1-й стадии, охлаждали до комнатной температуры (23°С) и затем загружали в тот же самый смеситель Banbury®, описанный выше, и проводили дополнительное перемешивание при следующих рабочих условиях:
- загрузка: 200 кг;
- температура: 30°С;
- время смешивания: 130 секунд;
- коэффициент заполнения: 65%;
- скорость ротора: 40 об/мин;
- температура выгрузки: 105°С.
Полученное эластомерное соединение затем охлаждали до комнатной температуры (23°С).
Пример 2 (изобретательский)
Эластомерное соединение получали при использовании установки согласно фиг.5.
Для этих целей эластомерное соединение, полученное согласно Примеру 1 и выгруженное из смесителя Banbury®, непосредственно загружали (без охлаждения) в одношнековый экструдер, функционирующий при следующих рабочих условиях:
- скорость загрузки: 5500 кг/ч;
- скорость шнека: 25 об/мин;
- температурный профиль: 25°С;
- температура эластомерного соединения, измеренная на выгрузке из экструдера: 105°С.
Эластомерное соединение, выгруженное из транспортирующего экструдера, охлаждали до комнатной температуры (23°С) и затем загружали в кольцевой экструдер Extricom RE® 3 XP, имеющий номинальный диаметр шнека 30 мм, функционирующий при следующих рабочих условиях:
- скорость загрузки: 165 кг/ч;
- скорость шнека: 105 об/мин;
- вращающий момент: 90%;
- настоящий температурный профиль: 32-35-54-24-42-31-21°С;
- температура эластомерного соединения, измеренная на выгрузке из экструдера: 120°С;
- давление расплава на головке: 24 бар.
Эластомерное соединение, выгруженное из кольцевого экструдера, затем охлаждали до комнатной температуры (23°С).
Для обоих примеров 1 и 2 полученные эластомерные соединения тестировали для определения следующих свойств: вязкость по Муни (ML 1+4), механические свойства (и статические, и динамические), а также дисперсию наполнителя: полученные результаты представлены в следующей Табл.2.
Вязкость по Муни
Вязкость по Муни ML(1+4) при 100°С несшитых соединений измеряли при использовании Standard ISO 289-1:1994.
Механические свойства
Напряжение (напряжение при удлинении образца на 100%), разрушающее напряжение, а также удлинение при разрыве измеряли согласно Standard ISO 37:2005 на образцах, указанных выше эластомерных соединений, вулканизированных при 170°С в течение 10 мин.
Твердость по степени твердости IRHD (при 23°С) согласно Standard ISO 48:1994 измеряли на образцах, указанных выше эластомерных соединений, вулканизированных при 170°С в течение 10 мин.
Динамические механические свойства измеряли при использовании динамического устройства Instron в режиме натяжения-сжатия согласно следующим способам. Тестируемый фрагмент сшитых эластомерных соединений (вулканизированных при 170°С в течение 10 мин), имеющий цилиндрическую форму (длина = 25 мм, диаметр = 12 мм), предварительно компрессионно-нагруженный до 7,5% продольной деформации с точки зрения начальной длины, и поддерживаемый при предварительно установленной температуре (23°С и 70°С) в ходе всего протяжения теста, подвергали динамическому синусоидальному натяжению, имеющему амплитуду ±3,5% от длины под первоначальной нагрузкой с частотой 10 Гц. Динамические механические свойства выражали в терминах величин динамического модуля упругости (E') и тангенса дельта (коэффициент потерь). Величину тангенса дельта рассчитывали как отношение между модулем вязкости (E”) и модулем упругости (E').
Дисперсия наполнителя
Дисперсию наполнителя измеряли согласно Standard ISO 11345:2006.
Для этих целей тестируемый фрагмент сшитых эластомерных соединений (вулканизированных при 170°С в течение 10 мин), имеющий следующие размеры: 4 мм × 4 мм, использовали для оценки и дисперсии наполнителя (величина Х) и распределения наполнителя (величина Y) при использовании DisperGrader Model 1000NT с 100х увеличением (TECH PRO Corp). Указанная модель имеет несколько шкал, доступных для сравнения. Шкала, которая была выбрана для указанного теста, представляла собой RCB шкалу. Указанную шкалу обычно используют для измерения эластомерных соединений, наполненных армирующей сажей.
Десять эталонных изображений использовали для определения дисперсии наполнителя (величина Х). Алгоритм был выработан при использовании указанных эталонных изображений и затем применялся к неизвестному образцу. Затем DisperGrader анализирует неизвестный образец и автоматически назначает величину (X величину) неизвестного образца. Более высокие значения дисперсии (Х величины) соответствовали лучшей дисперсии.
Величина Y не базировалась на визуальном сравнении согласно фотографического стандарта, а основывалась на реальном размере и числе крупных агломератов. Высокие номинальные значения означали, что не существует агломератов со средней величиной диаметра в тестируемых областях более, чем 23 мкм.
Данные, представленные выше в Табл.2, показывают, что сшитые эластомерные соединения, полученные согласно настоящему изобретению (Пример 2) имеют улучшенную вязкость, разрушающее напряжение и удлинение при разрыве. Остальные статические и динамические механические свойства не изменялись в значительной степени от дополнительного перемешивания, производимого в кольцевом экструдере, по сравнению с эластомерным соединением, полученным согласно предшествующему уровню техники (Пример 1).
Более того, данные, представленные выше в Табл.2, показывают, что сшитые эластомерные соединения, полученные согласно настоящему изобретению (Пример 2), имеют в значительной степени улучшенную дисперсию сажи по отношению к сшитой эластомерной композиции, полученной согласно предшествующему уровню техники (Пример 1).
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОКРЫШЕК | 2002 |
|
RU2291780C2 |
| ЗИМНИЕ ШИНЫ | 2016 |
|
RU2731927C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛАСТОМЕРНОЙ КОМПОЗИЦИИ | 2016 |
|
RU2719988C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛАСТОМЕРНОЙ КОМПОЗИЦИИ | 2016 |
|
RU2730831C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2011 |
|
RU2592528C2 |
| ЭЛАСТОМЕРНЫЕ КОМПОЗИЦИИ ДЛЯ КОМПОНЕНТОВ ШИНЫ И СОДЕРЖАЩИЕ ИХ ШИНЫ | 2016 |
|
RU2735686C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ КОМПОЗИЦИИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2304511C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭЛАСТОМЕРНОГО КОМПАУНДА | 2007 |
|
RU2462358C2 |
| ДИНАМИЧЕСКИ ВУЛКАНИЗИРОВАННЫЕ РАСПЛАВЫ | 2015 |
|
RU2685668C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2012 |
|
RU2596769C2 |
Изобретение относится к способу и установке для производства покрышек. Согласно способу, обеспечивают по меньшей мере одно сшиваемое эластомерное соединение. Эластомерное соединение получают путем загрузки по меньшей мере одного эластомерного полимера и по меньшей мере одного армирующего наполнителя в смешивающий аппарат, включающий по меньшей мере одно устройство периодического смешивания. Смешивают и диспергируют по меньшей мере один армирующий наполнитель в по меньшей мере одном эластомерном полимере, с получением первого эластомерного соединения. Выгружают первое эластомерное соединение из смешивающего аппарата. Загружают первое эластомерное соединение в по меньшей мере одно мультивальное устройство непрерывного смешивания. Мультивальное устройство непрерывного смешивания включает по меньшей мере шесть вращающихся шнеков. Смешивают первое эластомерное соединение в по меньшей мере одном мультивальном устройстве непрерывного смешивания так, чтобы получить второе эластомерное соединение. Изобретение обеспечивает повышение выхода и качества готовой продукции. 2 н. и 35 з.п. ф-лы, 6 ил., 2 табл., 2 пр.
1. Способ производства покрышек, включающий:
- обеспечение по меньшей мере одного сшиваемого, эластомерного соединения;
- производство множества структурных элементов указанной покрышки, где по меньшей мере один структурный элемент из указанного множества структурных элементов включает по меньшей мере одно сшиваемое эластомерное соединение;
- производство сырой покрышки при использовании указанного множества структурных элементов;
- подвергание сырой покрышки формованию и сшиванию с получением окончательной покрышки;
где обеспечение указанного по меньшей мере одного сшиваемого эластомерного соединения включает:
- загрузку по меньшей мере одного эластомерного полимера и по меньшей мере одного армирующего наполнителя в смешивающий аппарат, включающий по меньшей мере одно устройство периодического смешивания;
- смешивание и диспергирование в указанном смешивающем аппарате указанного по меньшей мере одного армирующего наполнителя в указанном по меньшей мере одном эластомерном полимере таким образом, чтобы получить первое эластомерное соединение;
- выгрузку указанного первого эластомерного соединения из указанного смешивающего аппарата;
- загрузку указанного первого эластомерного соединения в по меньшей мере одно мультивальное устройство непрерывного смешивания, указанное по меньшей мере одно мультивальное устройство непрерывного смешивания, включающее по меньшей мере шесть вращающихся шнеков;
- смешивание указанного первого эластомерного соединения в указанном по меньшей мере одном мультивальном устройстве непрерывного смешивания так, чтобы получить второе эластомерное соединение.
2. Способ по п.1, где указанное по меньшей мере одно устройство периодического смешивания выбрано из смесителей с закрытой чашей и открытых смесителей.
3. Способ по п.1, где смешивание в указанном по меньшей мере одном устройстве периодического смешивания проводят при скорости ротора от примерно 20 об/мин до примерно 60 об/мин.
4. Способ по п.3, где смешивание в указанном по меньшей мере одном устройстве периодического смешивания проводят при скорости ротора от примерно 30 об/мин до примерно 50 об/мин.
5. Способ по любому из пп.1-4, где смешивание в указанном по меньшей мере одном устройстве периодического смешивания проводят при использовании коэффициента заполнения камеры смесителя не выше, чем примерно 80%.
6. Способ по п.5, где смешивание в указанном по меньшей мере одном устройстве периодического смешивания проводят при использовании коэффициента заполнения камеры смесителя в диапазоне от примерно 55% до примерно 70%.
7. Способ по п.1, где указанное по меньшей мере одно мультивальное устройство непрерывного смешивания включает по меньшей мере шесть соосно вращающихся шнеков.
8. Способ по п.7, где указанное по меньшей мере одно мультивальное устройство непрерывного смешивания включает по меньшей мере двенадцать соосно вращающихся шнеков.
9. Способ по любому из пп.7-8, где указанные вращающиеся шнеки имеют диаметр по меньшей мере 30 мм.
10. Способ по п.9, где указанные вращающиеся шнеки имеют диаметр по меньшей мере 60 мм.
11. Способ по п.7, где указанное по меньшей мере одно мультивальное устройство непрерывного смешивания представляет собой кольцевой экструдер.
12. Способ по п.11, где указанный кольцевой экструдер включает:
- внутренний сердечник;
- внешний корпус, который вместе с внутренним сердечником определяет кольцевую камеру;
- по меньшей мере шесть шнеков, установленных с возможностью вращения внутри указанной кольцевой камеры.
13. Способ по п.11 или 12, где указанный кольцевой экструдер включает по меньшей мере отверстие для отвода газа, обеспечиваемое на указанном внешнем корпусе.
14. Способ по п.13, дополнительно включающий применение вакуума к указанному по меньшей мере одному отверстию для вывода воздуха в ходе смешивания указанного первого эластомерного соединения в указанном кольцевом экструдере.
15. Способ по п.1, где смешивание в указанном по меньшей мере одном мультивальном устройстве непрерывного смешивания производят при скорости вращения шнеков в диапазоне от примерно 10 об/мин до примерно 600 об/мин.
16. Способ по п.15, где смешивание в указанном по меньшей мере одном мультивальном устройстве непрерывного смешивания производят при скорости вращения шнеков в диапазоне от примерно 40 об/мин до примерно 400 об/мин.
17. Способ по п.1, где первое эластомерное соединение загружают в по меньшей мере один транспортирующий экструдер перед загрузкой в указанное по меньшей мере одно мультивальное устройство непрерывного смешивания.
18. Способ по п.1, где обеспечение по меньшей мере одного сшиваемого эластомерного соединения включает загрузку указанного второго эластомерного соединения в указанное по меньшей мере одно устройство периодического смешивания.
19. Способ по п.1, дополнительно включающий выгрузку указанного второго эластомерного соединения из указанного мультивального устройства непрерывного смешивания со средней выработкой 500 кг/ч.
20. Установка для производства покрышек, включающая:
- смешивающую установку, адаптированную к производству по меньшей мере одного сшиваемого эластомерного соединения;
- по меньшей мере один производственный агрегат, приспособленный для получения сырой автомобильной покрышки при использовании множества структурных элементов;
- по меньшей мере одно устройство, адаптированное для получения по меньшей мере одного структурного элемента из указанного множества структурных элементов, где указанный по меньшей мере один структурный элемент включает по меньшей мере одно сшиваемое эластомерное соединение;
- по меньшей мере один пресс для вулканизации, адаптированный для формования и сшивания указанной сырой покрышки с получением окончательной покрышки;
где указанная установка включает:
- смешивающий аппарат, включающий по меньшей мере одно устройство периодического смешивания, указанный смешивающий аппарат адаптирован для производства первого эластомерного соединения;
- по меньшей мере одно мультивальное устройство непрерывного смешивания, указанное мультивальное устройство непрерывного смешивания включает по меньшей мере шесть вращающихся шнеков,
указанное мультивальное устройство непрерывного смешивания адаптировано к получению указанного первого эластомерного соединения и производству второго эластомерного соединения.
21. Установка по п.20, где указанное по меньшей мере одно устройство периодического смешивания выбрано из смесителей с закрытой чашей и открытых смесителей.
22. Установка по п.20, где указанное по меньшей мере одно мультивальное устройство непрерывного смешивания включает по меньшей мере шесть соосно вращающихся шнеков.
23. Установка по п.22, где указанное по меньшей мере одно мультивальное устройство непрерывного смешивания включает по меньшей мере двенадцать соосно вращающихся шнеков.
24. Установка по п.22, где указанные вращающиеся шнеки имеют диаметр по меньшей мере 30 мм.
25. Установка по п.24, где указанные вращающиеся шнеки имеют диаметр по меньшей мере 60 мм.
26. Установка по п.20, где указанное по меньшей мере одно мультишнековое устройство для непрерывного смешивания представляет собой кольцевой экструдер.
27. Установка по п.26, где указанный кольцевой экструдер включает:
- внутренний сердечник;
- внешний корпус, который вместе с внутренним сердечником определяет кольцевую камеру;
- по меньшей мере шесть шнеков, установленных с возможностью вращения внутри указанной кольцевой камеры.
28. Установка по п.26, где указанный кольцевой экструдер включает по меньшей мере отверстие для отвода газа, обеспечиваемое на указанном внешнем корпусе.
29. Установка по любому из пп.20-28, где указанные шесть шнеков являются, по меньшей мере, частично перекрывающимися.
30. Установка по п.20, где указанный смешивающий аппарат включает по меньшей мере один открытый смеситель.
31. Установка по п.20, где указанный смешивающий аппарат включает по меньшей мере один смеситель с закрытой чашей и по меньшей мере один открытый смеситель, указанный открытый смеситель размещается после указанного по меньшей мере одного смесителя с закрытой чашей.
32. Установка по п.20, дополнительно включающая по меньшей мере один транспортирующий экструдер между указанным смешивающим аппаратом и указанным по меньшей мере одним мультишнековым устройством непрерывного смешивания.
33. Установка по п.32, где указанный по меньшей мере один транспортирующий экструдер включает:
- корпус, включающий по меньшей мере одно загрузочное отверстие и выгрузное отверстие;
- по меньшей мере один транспортирующий элемент, установленный в указанном корпусе с возможностью вращения.
34. Установка по п.20, где предусмотрено дополнительное устройство периодического смешивания после указанного мультивального аппарата непрерывного смешивания, дополнительное устройство периодического смешивания адаптировано для осуществления дополнительного смешивания указанного второго эластомерного соединения.
35. Установка по п.20, где выпуск указанного по меньшей мере одного устройства непрерывного смешивания оснащен роликовой фельерой или экструзионной головкой.
36. Установка по п.20, где выпуск указанного по меньшей мере одного устройства непрерывного смешивания представляет собой открытую головку.
37. Установка по п.20, где указанная смешивающая установка включает по меньшей мере два мультивальных устройства непрерывного смешивания.
| ПРЕОБРАЗОВАТЕЛЬ ПОСТОЯННОГО НАПРЯЖЕНИЯ | 1990 |
|
SU1757420A1 |
| US 5198171 А, 30.03.1993 | |||
| DE 10050295 A1, 11.04.2002 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО СМЕШИВАНИЯ РЕЗИНОВЫХ КОМПОЗИЦИЙ | 1993 |
|
RU2123932C1 |
| Смеситель роторный | 1980 |
|
SU887238A1 |

