Изобретение относится к области обработки металлов резанием и может быть использовано для прогнозирования - контроля износостойкости твердосплавных режущих инструментов при их изготовлении, использовании или сертификации.
Известен способ определения износостойкости твердых сплавов, заключающийся в том, что испытуемый материал помещают в переменное магнитное поле с напряженностью порядка 5 эрстед, измеряют магнитную проницаемость материала и по градировочному графику «магнитная проницаемость - стойкость», построенному для эталонного образца, определяют величину износостойкости материала [SU А.С. 268720, МПК G01N 3/58, БИ 1970, №14].
Одним из недостатков известного способа является то, что при измерении не учитывается влияние массы и размагничивающего фактора изделий, имеющих часто различные формы и габаритные размеры на величину магнитной проницаемости, что приводит к снижению точности измерений. Кроме того, эксплуатационная характеристика - износостойкость контролируется данным способом посредством оценки физического состояния с помощью относительной магнитной проницаемости только в одной из компонент твердого сплава - кобальтовой связке. Это происходит потому, что карбид вольфрама - парамагнетик и вклад его от намагниченности в общую относительную магнитную проницаемость небольшой. Поэтому, с помощью данного способа производится, по существу, оценка относительной магнитной проницаемости кобальта, его количество и деформационное состояние. При этом совершенно не учитываются другие свойства поверхности и объема твердого сплава, в том числе когезионное и адгезионное состояние на границах фаз и в объеме компонентов твердого сплава и т.д. Вследствие рассмотренных причин этот способ отличается низкой точностью при оценке износостойкости твердых сплавов.
Известен способ контроля режущих свойств партии твердосплавных инструментов, согласно которому сначала воздействуют на каждый инструмент (твердосплавную пластину) из партии, регистрируют параметр контроля, затем, выборочно подвергают механическому износу несколько инструментов из партии и определяют режущие свойства инструментов всей партии. Воздействие на каждый инструмент осуществляют путем равномерно распределенного импульсного нагрева, регистрируют хронологическую термограмму, в качестве параметра контроля определяют коэффициент температуропроводности каждого инструмента, по результатам выборочного механизма износа в зависимости от коэффициента температуропроводности, а режущие свойства инструментов всей партии определяют, используя полученную зависимость [SU А.С. 1651155, МПК G01N 3/58, БИ 1991 №19]. Выбранным исходным параметром в данном способе является величина температуропроводности. Основным недостатком данного способа является то, что очень трудно, более или менее точно, определить скорость распространения тепла в материалах, в которых носителями тепла являются свободные электроны. Твердые сплавы являются такими материалами, и теплопередача у них обеспечивается за счет движения электронов. Температуропроводность всех твердых сплавов отличается на незначительную величину. Поэтому очень сложно определить флуктуации (изменяющие износостойкость) температуропроводности для одной конкретной марки твердого сплава (они практически незаметны). Последнее сопряжено с большими техническими трудностями. Должное обеспечение в этой ситуации операций контроля точными - воздействующими, регистрирующими и вспомогательными приборами и устройствами, гарантирующими, необходимую точность повлечет за собой значительное повышение себестоимости контрольных операций. Вследствие этого данный способ контроля является мало перспективным для использования, как в лабораторных, так и в производственных условиях.
Известен способ прогнозирования износостойкости режущего инструмента, выбранный в качестве прототипа и заключающийся в следующем. Проводят эталонные испытания режущих инструментов при оптимальной или близкой к ней скорости резания, проводят испытания на изменение величины исходного параметра от свойств поверхностной полиоксидной структуры твердого сплава, сформированной в процессе его нагревания, строят эталонную корреляционную зависимость "исходный параметр - износостойкость", выполняют статистический контроль только величины исходного параметра для текущей партии твердосплавных режущих инструментов. После этого прогнозируют износостойкость для текущей партии инструментов на основании зависимости:

где Т (текущее), мин - износостойкость в минутах - среднее прогнозируемое время безаварийной работы твердосплавных режущих инструментов, подвергающихся испытаниям, из текущей партии образцов;
Т (эталонное), мин - средняя износостойкость в минутах для твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
τ (эталонное), пс - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
τ (текущее), пс - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из текущей - контролируемой партии. В качестве исходного параметра при этом используют величину времени жизни позитронов, внедренных в поверхность и приповерхностные слои твердых сплавов и производящих оценку электронной плотности их структуры. По величине электронной плотности прогнозируют износостойкость изготовленных режущих инструментов [SU А.С. 2251095 МПК G01N 3/58 БИ 2005 №12]. Основным недостатком данного способа является высокая организационная сложность в его осуществлении. Для реализации этого способа необходим радиоактивный источник. В соответствии с нормами для его обслуживания существуют высокие требования. Необходимо иметь специальное помещение для его хранения. Измерение соответствующих параметров и обработку полученных результатов могут производить только специально подготовленный и обученный персонал. С помощью данного способа производится оценка структуры на атомном уровне и не всегда сопоставление данных результатов с результатами получаемые по износостойкости приводит к точному прогнозу. Данный способ позволяет производить разбраковку - прогнозировать износостойкость твердых сплавов близких по виду и степени дефектности структуры. Сравнение структур сильно различающихся по виду и степени дефектности дает достаточно заметные погрешности в прогнозе износостойкости твердосплавных режущих инструментов. Вследствие этого данный способ прогнозирования износостойкости не совсем точно характеризует эксплуатационные свойства, предопределяемые степенью дефектности структуры, что в итоге снижает степень тесноты корреляционной связи между исходным параметром и износостойкостью режущих инструментов. Тем не менее, данный способ контроля информативно отражает эксплуатационное состояние поверхностной структуры инструментального материала, что важно для установления связи между данной характеристикой и адгезионным износом, в большой степени зависящим от вида и степени дефектности поверхностного слоя и мы выбираем его в качестве прототипа.
Задачей предлагаемого способа - прогнозирования износостойкости твердосплавных титан - вольфрам - кобальтовых (группа Р) режущих инструментов является повышение точности и снижение трудоемкости при прогнозировании износостойкости твердосплавных режущих инструментов. Прогнозирование основано на тесной корреляционной зависимости между износостойкостью и относительной диэлектрической проницаемостью полиоксидной структуры, полученной при окислении твердых сплавов в электрической муфельной печи с открытым доступом атмосферного воздуха. С увеличением относительной диэлектрической проницаемости у полиоксидной структуры износостойкость твердосплавных группы применяемости Р режущих инструментов, при обработке ими сталей и сплавов, вызывающих интенсивный диффузионный износ возрастает.
Поставленная задача при прогнозировании износостойкости твердосплавных режущих инструментов группы применяемости Р, в предлагаемом способе решается путем использования выбранного исходного параметра и включает: проведение эталонных испытаний режущих инструментов на износостойкость в процессе резания материалов, вызывающих интенсивный диффузионный износ при оптимальной или близкой к ней скорости резания, окисление испытанных твердосплавных режущих инструментов в муфельной электрической печи с открытым доступом атмосферного воздуха, проведение испытаний полученной полиоксидной массы на изменение величины исходного параметра, зависящего от состава и свойств твердосплавной композиции, сформированной в процессе ее изготовления, построение эталонной - корреляционной зависимости «износостойкость - исходный параметр», статистический контроль только величины исходного параметра у текущей (поступающей к потребителю) партии твердосплавных режущих инструментов, прогнозирование износостойкости для текущей партии твердосплавных инструментов на основании зависимости:

где аЭ и bЭ - постоянные коэффициенты:
из них:
ТПТ - текущая износостойкость в минутах для твердосплавных режущих инструментов, подвергшихся испытаниям, из прогнозируемой текущей партии твердосплавной продукции;
εПТ - текущее значение выбранного исходного параметра, полученное при контроле полиоксидной структуры твердосплавных режущих инструментов из текущей - прогнозируемой партии твердосплавной продукции;
Тэ1 и Тэ2 - износостойкость в минутах для двух независимых выборок твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
εЭ1 и εЭ2 - среднее значения величин выбранного исходного параметра, полученные при контроле полиоксидной структуры из двух выборок образцов твердосплавных режущих инструментов, из эталонной партии продукции.
Для повышения точности прогнозирования износостойкости в качестве исходного параметра используют величину относительной диэлектрической проницаемости полиоксидной массы, полученной при окислении твердосплавных режущих инструментов, с увеличением которой износостойкость твердосплавных режущих инструментов, группы применяемости Р, возрастает.
В качестве твердосплавных режущих инструментов используют твердосплавные режущие пластины.
В качестве твердосплавных режущих инструментов из эталонной партии используют твердосплавные режущие инструменты из предыдущей партии приобретенной продукции.
Относительная диэлектрическая проницаемость полиоксидной структуры, образующейся в межконтактных пространствах твердосплавного режущего инструмента группы применяемости Р и обрабатываемого материала, вызывающего интенсивный диффузионный износ, оказывает большое влияние на уровень твердофазных реакций в зонах контакта.
Относительная диэлектрическая проницаемость полиоксидной массы, получаемой при окислении твердосплавных режущих инструментов группы применяемости Р в муфельной электрической печи с открытым доступом атмосферного воздуха тесным образом коррелирует с их износостойкостью, проявляющуюся при резании сталей и сплавов, вызывающих интенсивный диффузионный износ. На величину относительной диэлектрической проницаемости большое влияние оказывают водород, кислород и другие, контролируемые и неконтролируемые элементы, входящие в структуру полиоксидной массы. С увеличением относительной диэлектрической проницаемости у полиоксидной массы износостойкость твердосплавных режущих инструментов, из которых собственно и формируется данная среда, возрастает.
Тесная связь между износостойкостью твердосплавных режущих инструментов и относительной диэлектрической проницаемостью полиоксидных структур, получаемых при окислении режущих инструментов в муфельной электрической печи, обусловлена тем, что и в зонах контакта твердосплавных режущих инструментов с обрабатываемыми материалами, также, в процессе резания, на контактных поверхностях режущего клина формируется полиоксидная структура и ее состав и свойства также оказывают большое влияние на эксплуатационные характеристики твердосплавных режущих инструментов.
Так как одним из основных свойств, среды, располагающейся в межконтактном пространстве, и ограничивающей твердофазное химическое (диффузионное) взаимодействие трущихся поверхностей является ее относительная диэлектрическая проницаемость, то и различная износостойкость режущих инструментов зависит именно от различной величины относительной диэлектрической проницаемости полиоксидных структур, формирующихся в межконтактных пространствах инструментального и обрабатываемого материалов.
Полиоксидная структура в зонах контакта поверхностей режущего и обрабатываемого материалов формируется, как за счет процессов их окисления, так и за счет восстановления образующихся оксидов.
Процесс окисления контактных поверхностей режущего инструмента в зонах их взаимодействия с обрабатываемым материалом происходит преимущественно за счет поступления, в межконтактные пространства, расположенные со стороны передней и задней поверхности режущего клина, кислорода окружающей газовой атмосферы.
Процесс восстановления оксидов и формирование оксигидридных, и других структур, в образующейся, вследствие окисления контактных поверхностей оксидной массе осуществляется за счет водорода, поступающего в межконтактные пространства, вследствие его диффузии, преимущественно из объемной структуры твердого сплава.
Большое влияние на свойства полиоксидной структуры оказывает также азот и его соединения, входящие в состав окружающей газовой среды. Азот взаимодействует с оксидами и оксигидридами титана образуя оксинитриды и оксигидронитриды. Данные соединения также оказывают большое влияние на диэлектрические характеристики пленочных структур межконтактных зон.
Основная часть кислорода и азота поступает в межконтактную зону при резании материалов за счет процессов адсорбции. Некоторая, меньшая часть данных элементов проникает в межконтактное пространство за счет диффузии из объемных слоев твердых сплавов. Водород, в основном, поступает в зоны контакта за счет диффузии из объемных слоев твердых сплавов. Некоторая часть водорода в виде гидроксильных групп адсорбируется контактными поверхностями из окружающей газовой среды. Изначальное накопление кислорода, азота и водорода в структуре твердых сплавов происходит на этапах приготовления отдельных компонентов и спекания формовок. При этом основная масса кислорода и азота адсорбируются вольфрамом, титаном, кобальтом, а также карбидами вольфрама и титана на этапах процессов размола порошков. Основная масса водорода адсорбируется элементами структуры твердого сплава на этапе спекания композиции в водородосодержащей среде.
Наиболее интенсивному окислению в зонах контакта подвергается карбид вольфрама. В меньшей степени окислению подвергается карбид титана и кобальт.
Внедрение азота и водорода в наиболее интенсивно формирующуюся тонкопленочную оксидную структуру межконтактного пространства существенным образом изменяет ее свойства, и в том числе механохимические и электрофизические.
Реальное влияние свойств полиоксидной структуры зон контакта на процесс резания а следовательно, и фактические показатели износостойкости режущих инструментов определяется концентрацией азота и водорода, проникающего в полиоксидную массу, а также уровнем активности реакций между оксидами с азотом и водородом. Большое влияние на формирование свойств межконтактных полиоксидных структур оказывают также примеси входящие в состав подвергающихся окислению составляющих компонентов структуры твердых сплавов.
Поверхностные полиоксидные структуры, формирующиеся на контактных поверхностях твердосплавного режущего инструмента группы применяемости Р становятся экраном против твердофазного химического взаимодействия между контактными поверхностями инструментального и обрабатываемого материалов, а также выполняют ингибирующую роль, способствующую снижению значительной интенсивности окислительных процессов. Экранирование твердофазных реакций полиоксидной структурой происходит вследствие вхождения в ее состав оксинитридов и оксигидридов титана, имеющих высокую химическую инертность.
При снижении диэлектрических характеристик у межконтактных полиоксидных структур, характеризующимися повышением их относительной диэлектрической проницаемости, экранирующая способность полиоксидной пленочной массы против твердофазных химических реакций между контактными поверхностями инструментального и обрабатываемого материалов возрастает. При этом износостойкость твердосплавных режущих инструментов группы применяемости Р при резании материалов, вызывающих интенсивный диффузионный износ увеличивается.
Наиболее высокой диэлектрической проницаемостью и наиболее высокой экранирующей способностью обладают полиоксидные структуры зон контакта, содержащие в своем составе нестехиометрические оксиды титана, вольфрама и кобальта. Причем, нестехиометрия оксидов вольфрама и титана вызваны дефицитом содержания кислорода в кристаллической решетке, а нестехиометрия оксида кобальта дефицитом металла. Атомы азота и водорода встраиваются в кристаллические решетки оксидов и полиоксидов, создают в электронной структуре энергетические уровни, способствующие усилению поляризации данных соединений и снижению качества диэлектрических характеристик.
С увеличением содержания в составе полиоксидной массы азота и азотосодержащих соединений, а также водорода и водородосодержащих соединений вероятность экранирования твердофазных взаимодействий между контактными поверхностями инструментального и обрабатываемого материалов повышается. Одновременно возрастает вероятность поляризации данных формирований.
Рост поляризации структуры связан с повышением ее электропроводности, теплопроводности, диэлектрических потерь и росту относительной диэлектрической проницаемости. При этом, в основном, возрастает теплопроводность обусловленная передачей тепла электронами и фононами. Стационарная теплопроводность в зонах контакта осуществляется при неизменном характере температурного поля в полиоксидной массе. В случае нестационарного изменения температурного режима в полиоксидной массе теплопроводность осуществляется в импульсном режиме за счет перебросов тепловых фононов. При резком повышении температуры в межконтактном пространстве полиоксидная масса приближается к состоянию деструкции - плавлению и механическому разрушению. При некоторой критической температуре она срывается силами контактных напряжений и уносится сходящей стружкой и обрабатываемой поверхностью у заготовки. Температурная напряженность в зонах контакта, вследствие этого резко снижается. Это происходит, с одной стороны, за счет интенсивной теплопередачи тепла в инструментальный и обрабатываемый материалы непосредственно, без ограничения перемещения теплового потока промежуточной пленочной средой. С другой стороны, количество тепла в зонах контакта снижается за счет удаления из их пространства, нагретой до высоких температур и имеющей высокую теплоемкость, полиоксидной массы. Одновременно с данными процессами интенсивно возобновляется последующий этап формирования межконтактной полиоксидной массы.
Процесс удаления полиоксидной структуры из зон контакта обусловлен также с потерей прочности связи ее с подложкой, вызванным интенсивным окислением переходного слоя, при внезапном характере повышения температуры. Высокую прочность связи полиоксидной пленочной структуры с контактными поверхностями твердосплавного режущего инструмента, обеспечивает переходной слой, состоящий из оксикарбидов титана, вольфрама и оксида кобальта. Слой располагается как в приповерхностной области твердосплавной основы, так и на ее поверхности. В результате дополнительного окисления переходного слоя и, соответственно изменения его состава резко снижается его способность к сопротивлению сдвиговым нагрузкам.
Водород, поступающий, вследствие диффузии, из объемных слоев твердого сплава в зоны контакта, снижает интенсивность окисления переходного слоя у полиоксидной массы и, вследствие этого, увеличивает его прочность и периоды между отдельными разрушениями. В итоге, экранирующая способность полиоксидной массы против твердофазного взаимодействия контактирующих поверхностей возрастает.
Свойства полиоксидной массы к экранированию твердофазных диффузионных взаимодействий контактных поверхностей в межконтактных пространствах определяются степенью ее поляризации. Увеличение степени поляризации полиоксидной структуры при помещении ее в переменное электрическое поле свидетельствует о повышении относительной диэлектрической проницаемости и снижении качества других диэлектрических характеристик.
Последнее приводит в итоге к повышению электропроводности, теплопроводности и других диссипативных характеристик, важных для снижения температурной напряженности в межконтактном пространстве и предотвращения начала твердофазных химических взаимодействий инструментального и обрабатываемого материалов. Деградация диэлектрических свойств полиоксидной структуры возможна за счет ограничения ее взаимодействия с кислородной средой, вследствие наличия в ее составе элементов, ингибирующих процесс окисления контактных поверхностей или участвующих в восстановлении уже образовавшихся оксидов. Результатом последнего может быть увеличение диэлектрических потерь, электропроводности, теплопроводности, снижение теплоемкости и, наконец, увеличение износостойкости твердосплавных режущих инструментов при обработке ими материалов, вызывающих интенсивный диффузионный износ. При этом происходит снижение вероятности начала и протекания твердофазных взаимодействий между контактирующими материалами.
Водород, проникающий из структуры твердых сплавов в зоны контакта, образует с оксидами поверхностных пленочных структур твердые растворы и различные комплексные соединения. Вследствие этого увеличивается поляризуемость и ухудшаются диэлектрические характеристики межконтактной диссипативной полиоксидной массы. Результатом данного изменения свойств полиоксидной массы является повышение теплопроводности и снижение температурной напряженности в зонах контакта, что приводит к ограничению процесса начала и протекания твердофазных взаимодействий и в итоге приводит к повышению износостойкости твердосплавных режущих инструментов. При этом также повышается роль водорода, в периодическом удалении полиоксидной массы, как фактора, снижающего температуру, действующую в межконтактном пространстве.
Сам процесс поляризации с помощью электрического поля или иного внешнего воздействия представляет собой пример структурной термодинамической неустойчивости полиоксидного вещества в некоторых локальных центрах, как поверхности, так и объема, характеризующий его диссипативные свойства. Вследствие этого, данные центры и участки локальной неустойчивости становятся каналами оттока энергии из зон контакта в виде тепловых потоков, снижающих температурную напряженность в межконтактных зонах и предотвращающих твердофазное взаимодействие.
В электрическом поле электронные оболочки оксидных образований полиоксидной массы смещаются. С увеличением смещения уровень поляризации - структурной неустойчивости возрастает. Данный вид поляризации характеризуется, как электронная поляризация. С увеличением уровня поляризации снижаются диэлектрические характеристики полиоксидной массы и, одновременно, увеличивается интенсивность отвода тепла из зон контакта. При этом вероятность твердофазных реакций между инструментальным и обрабатываемым материалами снижаются, а износостойкость режущих инструментов возрастает.
С увеличением температуры, вплоть до температуры, равной оптимальной температуре резания и выше уровень величины электронной поляризации снижается. Это происходит вследствие того, что увеличивается объем полиоксидной массы, а ее плотность снижается.
Если в процессе резания, вследствие различных внешних воздействий, например упругих и пластических деформаций, трения или внезапного повышения температуры межконтактная полиоксидная масса спонтанно подвергается поляризации то, следствием данного явления становится также мгновенное повышение теплопроводности и снижение уровня твердофазного взаимодействия поверхностей в зонах контакта. Следствием последнего является снижение реакционной способности элементов в микрообъемах трущихся тел. В итоге интенсивность разрушения контактных поверхностей режущего клина снижается. Даже периодическое повышение уровня диэлектрической неустойчивости полиоксидной массы, в виде ее поляризации от внешних воздействий и повышения, вследствие этого, теплопроводности может привести к более эффективному режиму работы режущего инструмента. При этом ресурс его безаварийной работы возрастает.
Водород, входящий в состав полиоксидной структуры, создает в кристаллической решетке оксидов, при температурах, возникающих при эксплуатации режущих инструментов некоторую концентрацию различного вида электронных дефектов. Вследствие этого электронные оболочки дополнительно подвергаются смещению. Данный вид поляризации характеризуется как электронно-релаксационный. Он характерен для полиоксидов с высокой структурной дефектностью, созданной при участии водорода. Данный вид поляризации возникающий у полиоксидной массы свидетельствует о дополнительном снижении диэлектрических свойств и повышении ее теплопроводности.
Среди оксидов полиоксидной массы, принадлежащей межконтактному пространства имеются и соединения с ионным видом связи. Этому способствует проникающий в полиоксидную структуру титана, вольфрама и кобальта водород, который инициирует образование ионной формы и, одновременно, снижает прочность связи между отдельными ионами. В связи с этим у полиоксидной массы может проявляться также и такой вид термодинамической неустойчивости, определяемый, как ионная поляризация. Она проявляется при смещении ионов в кристаллической решетке оксидов. Вследствие неодинакового заряда ионов в оксидной массе смещение происходит на различную величину. В итоге, полиоксидная пленочная структура приобретает неоднородное электрическое строение, которое характеризуется наличием повышенных или пониженных значений величины возникающих зарядов в локальных точках. Данное обстоятельство также способствует росту теплопроводящих свойств полиоксидной структуры и ограничению начала твердофазного взаимодействия контактирующих поверхностей. С увеличением температуры в зонах контакта инструментального и обрабатываемого материалов общая концентрация водорода в межконтактной оксидной массе снижается. Это происходит вследствие того, что концентрация дессорбирующихся водородосодержащих соединений из зон контакта начинает превышать концентрацию водорода, поступающего в межконтактное пространство из объемной структуры твердого сплава. Данное обстоятельство приводит к снижению в полиоксидной массе концентрации соединений с ионным характером связи и, соответственно, к возможной ее поляризации. Следствием данных явлений может стать улучшение диэлектрических свойств полиоксидной массы, снижение поляризации, относительной диэлектрической проницаемости, теплопроводности и способности экранировать твердофазное взаимодействие контактирующих поверхностей. Итогом последнего будет катастрофическое изнашивание режущего инструмента.
Молекулы полиоксида, межконтактной зоны, при взаимодействии с водородом образуют крупные комплексные соединения с полярными радикалами. Упорядочение полярных радикалов в электрическом поле представляет собой дипольно-релаксационную поляризацию. При этом происходит определенное ориентирование в расположении полярных макромолекул. С повышением температуры вероятность ориентации молекул облегчается, что приводит к увеличению интенсивности так называемой дипольно-релаксационной поляризации и к резкому росту относительной диэлектрической проницаемости. Однако одновременно с ростом температуры резания происходит разрушение комплексных оксидных и оксигидридных соединений в межконтактном пространстве. Последнее приводит к снижению возможной поляризуемости и, соответственно, к снижению относительной диэлектрической проницаемости полиоксидной пленочной структуры.
Большая энергия электрического поля теряется - рассеивается в процессе реализации межслойной поляризации полиоксидной структуры. Дело в том, что полиоксидная структура в межконтактном пространстве формируется в виде чередования слоев из оксидов титана, вольфрама и кобальта. Оксиды вольфрама и титана имеют электронную проводимость, оксид кобальта дырочную. Вследствие этого, при поляризации, резкого отличия в характере электрического рельефа оксидных слоев нет. Это происходит вследствие образования твердого раствора оксида вольфрама в оксиде титана и оксидов вольфрама и титана в оксиде кобальта. В итоге векторы электрического поля на границах фаз (поверхностей, слоев) имеют незначительную величину. В этом случае процесс создания структурной неустойчивости, например с помощью электрического поля или иного внешнего воздействия, вызывающего поляризацию не связан с большими потерями энергии и происходит беспрепятственно. При этом соответствующий рост теплопроводности полиоксидной массы приводит к снижению вероятности твердофазных химических реакций между инструментальным и обрабатываемым материалами.
Вместе с тем интенсивность данного вида поляризации, как канала реализации высокой теплопроводности у полиоксидной массы, с ростом температуры и развитием процессов спекания отдельных слоев, снижается.
В процессе интенсивных упругих и пластических деформаций, трения, а также действия высоких температур, формирующаяся и одновременно разрушающаяся полиоксидная пленочная структура межконтактного пространства может изменять свой состав и агрегатное состояние, и соответственно, менять свои электрические свойства и, в частности, относительную диэлектрическую проницаемость, которая определяет уровень твердофазного взаимодействия между контактными поверхностями инструментального и обрабатываемого материалов.
Водород, проникающий в межконтактные пространства со стороны объемной структуры твердого сплава, оказывает большое влияние на характер указанных превращений, создает условия для дополнительной поляризации полиоксидной структуры, снижения ее диэлектрических характеристик, повышения относительной диэлектрической проницаемости и, в итоге, повышения теплопроводящих свойств, снижающих тепловую напряженность в зонах контакта поверхностей инструментального и обрабатываемого материалов.
Объемные слои твердого сплава могут содержать также некоторую концентрацию свободного и растворенного кислорода. Диффузия кислорода из внутренних слоев объемной структуры твердых сплавов в зоны контакта будет стабилизировать процесс окисления межконтактной полиоксидной массы и улучшать ее диэлектрические характеристики. Относительная диэлектрическая проницаемость в данном случае будет снижаться. Экранирующие свойства межконтактной полиоксидной структуры против твердофазного взаимодействия контактирующих поверхностей в данном случае будут ухудшаться. Другие, контролируемые и неконтролируемы примеси, содержащиеся в составе компонентов твердых сплавов и, подвергающиеся диффузии при высоких температурах эксплуатации режущих инструментов в межконтактное пространство, могут, как повышать, так и снижать величину относительной диэлектической проницаемости межконтактной полиоксидной массы.
При достаточно высоких температурах резания часть полиоксидной массы, располагающейся в межконтактных пространствах подвергается сублимации - из твердого состояния переходит в газообразное. Образующееся газовое образование частично увлекается обрабатываемым материалом, а частично взаимодействует с подобным газообразным образованием, сублимированным с контактных поверхностей обрабатываемого материала и конденсируется затем на контактные поверхности режущего клина. Элементы обрабатываемого материала при конденсации совместного сублимата попадают в структуру инструментального материала и участвуют с его элементами в реакциях окисления, обмена и замещения. Структуры, образующиеся в результате твердофазных реакций на контактных поверхностях режущего клина, имеют, как правило, рыхлое строение и низкую прочность соединения с основой. Данные дефектные образования разрушаются, вследствие действия нормальных и касательных напряжений, действующих со стороны обрабатываемого материала, и удаляются за счет сил трения. Образующиеся впадины немедленно заполняются смесью непрерывно конденсирующегося сублимата. В результате непрерывно повторяющихся процессов сублимации, конденсации совместных сублиматов, развития, протекания и завершения твердофазных поверхностных реакций, структурной деструкции локальных зон и участков и их удаления, - на контактных поверхностях твердосплавного режущего инструмента группы применяемости Р образуются бороздки. Начало образования бороздки происходит в точке контактной поверхности режущего клина, полиоксидный покров которой в наибольшей степени подвергается сублимации. В область данной точки, соответственно, в наибольшей мере происходит и конденсация смеси сублиматов инструментального и обрабатываемого материалов. Углубление и удлинение полости бороздки происходит в направлении перемещения обрабатываемой поверхности - для задней поверхности режущего клина, и в сторону сходящей стружки - для передней поверхности режущего клина.
С увеличением относительной диэлектрической проницаемости межконтактной полиоксидной структуры интенсивность процессов ее сублимации снижаются.
Чем выше относительная диэлектрическая проницаемость межконтактной полиоксидной структуры, тем ниже ее диэлектрические характеристики, тем выше электропроводность и теплопроводность, тем больше вероятность снижения тепловой напряженности в зонах контакта за счет реализации теплопроводности, тем в итоге в меньшей степени подвергаются за счет твердофазных реакций разрушение контактных поверхностей режущего клина, тем выше износостойкость твердосплавных режущих инструментов.
С увеличением в составе полиоксида водорода и водородосодержащих соединений его свойства, как экрана против твердофазного взаимодействия трущихся контактных поверхностей повышаются. Это обусловлено повышением у такого газообразного полиоксидного состояния теплопроводности и, соответственно, диэлектрических потерь и относительной диэлектрической проницаемости. Вследствие этого концентрация сублимируемых веществ в зоне контакта снижается.
Полиоксидная структура будет иметь высокое значение относительной диэлектрической проницаемости при относительно высоком содержании водорода в своем составе. Однако, поступление водорода за счет диффузии в межконтактное пространство ослабляет прочность переходного слоя между полиоксидной массой и подложкой. Вследствие этого общее высокое содержание водорода в полиоксидной массе и достаточно высокая прочность достигаются в результате периодических процессов, когда сначала образуется поверхностная полиоксидная структура и приповерхностный оксикарбидный слой, а затем, за счет возникшего высокого концентрационного градиента происходит интенсивное проникновения водорода в состав полиоксидной структуры. При этом в полиоксидной структуре создается высокое значение относительной диэлектрической проницаемости, а прочность соединения полиоксидной массы с подложкой, за счет образования газообразных углеводородов снижается. При стремлении к некоторому оптимальному соотношению в интенсивности окисления контактной поверхности и поступления в состав полиоксидной структуры максимального количества водорода, достигается наибольшее значение относительной диэлектрической проницаемости и износостойкости режущего инструмента. Время функционирования режущего инструмента без наличия в зоне контакта оксигидридной структуры сокращается в этом случае до минимума.
Весь процесс образования полиоксидной массы, насыщение ее водородом, разрушение и последующее восстановление происходит непрерывно.
Отличительной особенностью образования и эффективного функционирования в зонах контакта оксигидридной структуры, направленное на обеспечение экранирования твердофазных химических реакций между контактирующими телами, является ее высокая относительная диэлектрическая проницаемость. Это обусловлено тем, что межконтактная оксидная структура, при насыщении ее водородом, приобретает низкие диэлектрические характеристики и в значительной степени подвергается поляризации.
Основными элементами, содержащимися в структуре твердых сплавов и диффундирующими в зоны контакта режущего и обрабатываемого материалов, являются водород и кислород. Данные элементы внутренней структуры, наряду с кислородом и другими элементами окружающей газовой атмосферы принимают активное участие в формировании межконтактной полиоксидной структуры. В свою очередь элементный и фазовый состав межконтактного полиоксидного образования оказывает большое влияние на ее диэлектрические характеристики и относительную диэлектрическую проницаемость, определяющую экранирующие свойства против твердофазного взаимодействия контактирующих поверхностей. С ростом величины относительной диэлектрической проницаемости экранирующие свойства против химических реакций в зонах контакта улучшаются.
Водород оказывает большое влияние, как на формирование самой поверхностной и приповерхностной структуры твердого сплава, так и на процессы, развивающиеся в зонах взаимодействия инструментального и обрабатываемого материалов в процессе резания. Насыщение твердого сплава водородом происходит, как на этапе приготовления его составляющих компонентов (карбидных зерен и кобальтового порошка), так и на этапе спекания композита, осуществляющегося в водородосодержащей среде. Сначала молекулы водорода адсорбируются наиболее активными участками формовки твердого сплава. Затем, после атомизации водород проникает в объемные слои. Значительная концентрация водорода располагается во внутреннем пространстве пор и трещин, образующихся при приготовлении компонентов, а также в области межфазных границ.
Кислород проникает во внутреннюю структуру компонентов твердых сплавов в основном на этапе их приготовления. Такими процессами являются получение порошков титана, вольфрама и кобальта в результате восстановления оксидов, получение карбида титана и вольфрама, размол порошков. В результате протекания процесса восстановления в не оптимальной форме в образующихся карбиде титана, вольфрама и в металлическом кобальте может содержаться некоторая остаточная концентрация кислорода. При последующих процессах активации порошков в процессе размола содержание кислорода в компонентах будущей структуры твердого сплава может значительно увеличиться. Насыщение структуры компонентов кислородом, во всех случаях может происходить только за счет адсорбционных процессов.
В общем следует, что состав и свойства полиоксидной массы, полученной при окислении в муфельной электрической печи подобен полиоксидной массе, функционирующей в межконтактных пространствах. Вследствие этого между износостойкостью твердосплавных режущих инструментов группы применяемости Р и относительной диэлектрической проницаемостью полиоксидов, полученных при окислении образцов из испытанных режущих инструментов существует достаточно тесная корреляционная связь.
Существенно важной особенностью предлагаемого способа является то, что в соответствии с его приемами - без дополнительных затрат и технических трудностей представляется возможным проводить более объективную и точную оценку износостойкости - вследствие оперативного анализа и сопоставления текущих контролируемых и эталонных параметров, полученных в широком диапазоне режимов резания и температур резания. На свойства твердосплавных режущих инструментов группы применяемости Р большое влияние оказывают износостойкие покрытия. Между величиной относительной диэлектрической проницаемости полиоксидной массы, сформированной на данных режущих инструментах, и их эксплуатационными характеристиками наблюдается также устойчивая корреляционная связь. И для данных инструментальных материалов соблюдается правило: с увеличением относительной диэлектрической проницаемости полиоксидной массы, сформированной при окислении износостойкость твердосплавных группы применяемости Р режущих инструментов возрастает. Соответственно предлагаемый способ прогнозирования для оценки их эксплуатационных характеристик также применим.
Реализация способа производится, последовательно проходя несколько этапов. Сначала твердосплавные режущие инструменты (режущие пластины) подвергают испытанию в процессе резания материалов, вызывающих интенсивный диффузионный износ. После испытаний на износостойкость режущие инструменты тщательно очищают, помещают в электрическую муфельную печь, например ПМ-12 и подвергают окислению при температуре, равной примерно средней температуре, при которой производится эксплуатация режущих инструментов (соответствующей оптимальной скорости резания). Продолжительность процесса окисления при заданной температуре составляет 1,5-2,0 час. При меньшем содержании карбида титана в твердом сплаве берется меньшая продолжительность окисления, а при большем содержании карбида титана большая продолжительность окисления указанного диапазона. После выдержки, в течение принятого времени окисления, печь отключается и остывает естественным путем. Затем от извлеченных из печи режущих инструментов отделяют сформировавшуюся в процессе окисления полиоксидную структуру (окалину), измельчают ее и делают из порошка равные навески, например по 10-20 г. После этого навески по очереди помещают в специальную диэлектрическую ячейку, оснащенную электродами из меди. Ячейку, как своеобразный конденсатор с полиоксидной массой помещают между изолирующими пластинами в специальное сжимающее приспособление. С помощью динамометра регистрируют давление, оказываемое на полиоксидную массу, которое должно составлять 0,1±0,01 кг/мм2. Ячейку подключают в измерительную электрическую цепь переменного тока и определяют электрическую емкость полиоксидной массы. Измерение электрической емкости производили при частоте переменного тока 1000 Гц.
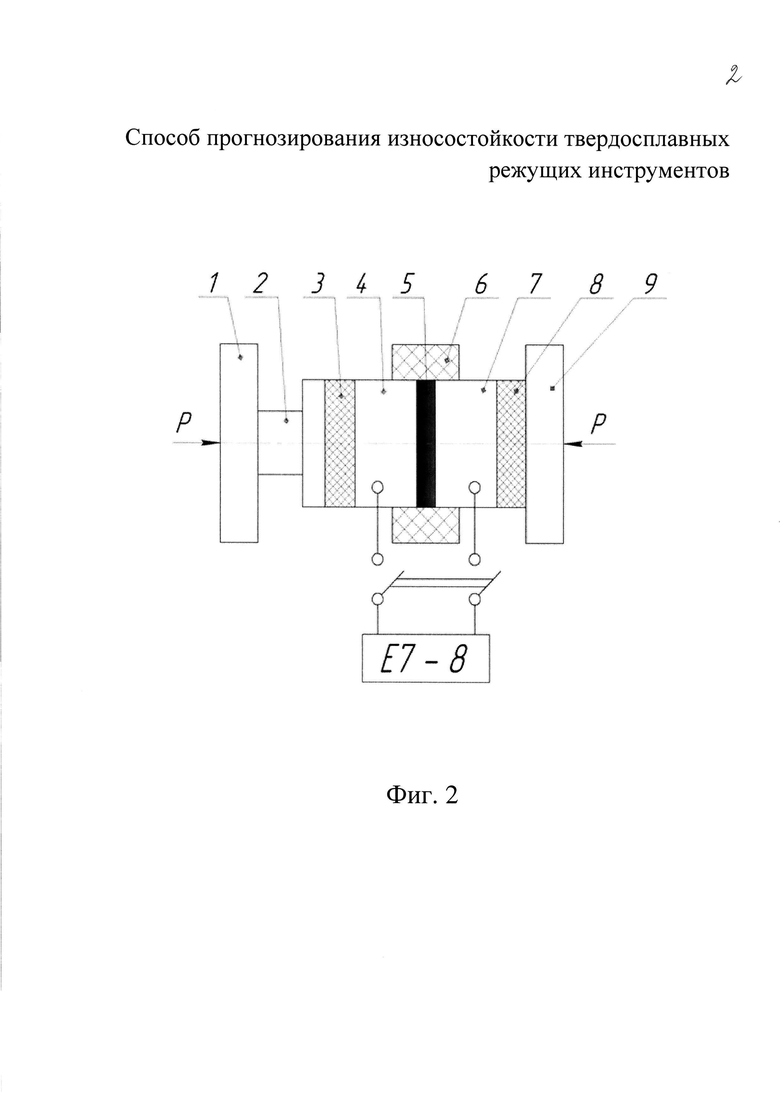
Ячейка с полиоксидной массой между электродами изображена на фиг. 2, где 1 и 9 - губки специального сжимающего устройства (тисков); 2 - динамометр; 3 и 8 - изоляционный материал из алунда (оксида алюминия); 4 и 7 медные электроды - пуансоны; 6 - изоляционное кольцо из алунда; 5 - полиоксидная масса. Измерение емкости производится с помощью измерителя емкости, индуктивности и омического сопротивления Е7-8.
Величину относительной диэлектрической проницаемости, у полиоксидных образцов, определяли по известной формуле (см., например, Рене В.Т. Электрические конденсаторы. Л.: Энергия, 1959, 590 с. ), на основании полученных при измерениях величин электрической емкости.

Где С - электрическая емкость исследуемой полиоксидной структуры у образцов, полученной с помощью прибора Е7-8 в пикофарадах,
Н - толщина слоя полиоксидной структуры между медными электродами в миллиметрах.
ε0 - электрическая постоянная,
S - площадь электродов, мм2.
Толщина спрессованной полиоксидной массы определяется после, соответственно, измерения у нее электрической емкости и разбора ячейки. Измерение толщины спрессованной полиоксидной массы производили с помощью длинномера.
По результатам определения износостойкости режущих инструментов группы применяемости Р при обработке углеродистой стали перлитного класса, вызывающей интенсивный диффузионный износ и на основании полученной при измерении электрической емкости и последующего вычисления величины относительной диэлектрической проницаемости строится график зависимости величины износостойкости, выраженной во времени безотказной работы режущего инструмента до установленного критерия затупления от величины относительной диэлектрической проницаемости полиоксидной структуры: «износостойкость - относительная диэлектрическая проницаемость».
Способ определения электрической емкости отличается простотой и высокой точностью. Время от взвешивания полиоксидной массы до получения данных по емкости составляет 3-4 мин.
С увеличением величины относительной диэлектрической проницаемости износостойкость твердосплавных группы применяемости Р режущих инструментов при обработке материалов, вызывающих интенсивный диффузионный износ, возрастает.
В общем прогнозирование износостойкости твердосплавных режущих инструментов группы применяемости Р при обработке ими материалов, вызывающих интенсивный диффузионный износ заключается в том, что сначала производят стойкостные испытания твердосплавных режущих пластин из двух выборок партии твердосплавной продукции, определяют износостойкость каждой режущей пластины, определяют средние значения износостойкости для режущих пластин для каждой выборки, производят очистку образов, помещают образцы в открытую муфельную электрическую печь, подвергают их окислению, после естественного охлаждения извлекают образцы из печи и отделяют от них полиоксидные образования (окалину). Берут навеску окалины весом 10-20 г и помещают между электродами - пуансонами. После создания давления на полиоксидную массу величиной примерно 0,1±0,01 кг/мм2 подключается прибор Е7-8 и производится измерение ее емкости. После измерения толщины спрессованной полиоксидной массы и определения по формуле (3) величины относительной диэлектрической проницаемости для обеих выборок строиться зависимость «износостойкость - относительная диэлектрическая проницаемость». Затем прогнозирование износостойкости у поставляемой следующей партии твердосплавных режущих инструментов группы применяемости К производят без испытания их в процессе резания, а только по значению у их полиоксидных масс, полученных при окислении, величины относительной диэлектрической проницаемости. При этом с увеличением величины относительной диэлектрической проницаемости износостойкость режущих инструментов возрастает. Для прогнозирования износостойкости используют зависимость (1) а также пользуются графиком зависимости «износостойкость - относительная диэлектрическая проницаемость», полученным ранее при испытании - прогнозировании износостойкости первых (эталонных) партий твердосплавных режущих инструментов.
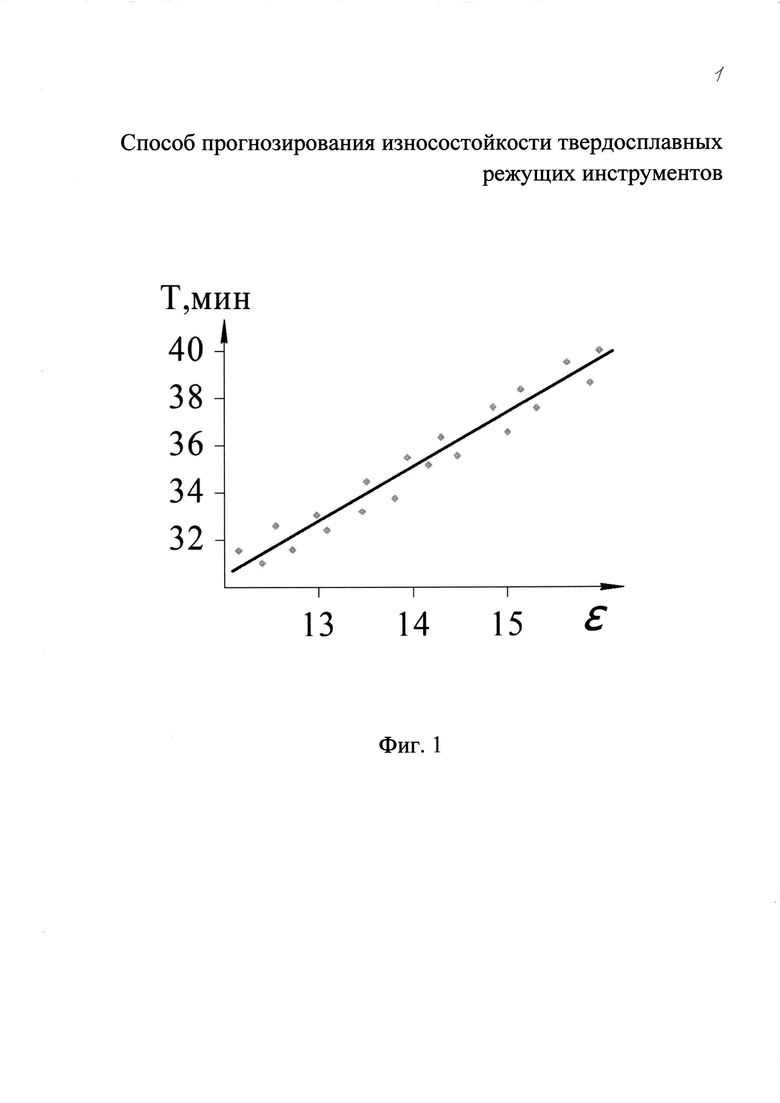
На фиг. 1 представлена эталонная зависимость «износостойкость - относительная диэлектрическая проницаемость», на основании которой производится прогнозирование износостойкости твердосплавных группы применяемости Р режущих пластин, при резании ими материалов, вызывающих интенсивный диффузионный износ.
На фиг. 2 представлена схема измерения у полиоксидной массы величины относительной диэлектрической проницаемости.
Диэлектрические свойства структуры полиоксидной массы отражают все особенности изготовления твердосплавных режущих инструментов группы применяемости Р, соотношение составляющих компонентов, наличие примесей и в том числе кислорода и водорода и т.д. Величина относительной диэлектрической проницаемости отражает свойства полиоксидной массы и тесно связана с износостойкостью режущих инструментов.
Пример осуществления способа прогнозирования износостойкости твердосплавных режущих инструментов. Сначала, полученные при выборке две партии, (принятые в качестве эталонных) в количестве по 10 штук каждая, твердосплавных режущих пластин группы применяемости Р марки Т15К6 подвергались испытаниям на износостойкость на токарно-винторезном станке модели 163. В качестве обрабатываемого материала использовалась углеродистая сталь перлитного класса 50. Скорость резания при испытаниях, выбиралась равной - 160 м/мин. Подача и глубина резания принимались соответственно 0,23 мм/об и 1,5 мм. Резание осуществлялось без охлаждения. За критерий затупления принимался износ режущей пластины по задней поверхности, равный 0,8 мм.
Стойкость (T1i) для образцов из 10 штук первой эталонной партии составила: 32,8; 33,6; 34,5; 35,7; 36,4; 37,6; 38,5; 39,2; 40,1, 40,8 мин. Среднее значение стойкости составило 36,92 мин.
Стойкость (T2i) для образцов из 10 штук второй эталонной партии составила: 31,6; 31,8; 32,7; 33,8; 34,5; 35,8; 36,6; 37,4; 38,6; 39,8 мин. Среднее значение стойкости составило 35,26 мин.
Затем, испытанные твердосплавные пластины после химической очистки в ультразвуковой ванне и сушки помещались в электрическую муфельную печь с открытым доступом атмосферного воздуха и подвергались окислению. Печь нагревалась до температуры 900°С, при этой температуре делалась выдержка в течение 2,5 часа, затем печь отключалась и естественным образом охлаждалась. После охлаждения, сформированные на поверхности режущих инструментов полиоксидные образования (окалина) отделялись от твердосплавного основания, измельчались, взвешивались и помещались в специальные диэлектрические алундовые ячейки, оснащенные медными электродами. Диаметр внутренней цилиндрической полости у ячеек составлял 32,2 мм. Диаметр медных электродов составлял 32,0 мм. Вес поликсидных образцов составлял 10 г. После этого полиоксидные ячейки поочередно включались в электрическую цепь с измерителем емкости, индуктивности и омического сопротивления Е 7-8. Измерения осуществляли при переменном напряжении 220 В с частотой 1000 Гц. При измерениях электрической емкости полиоксидная масса в ячейке находилась под давлением 0, 1 кг/мм2. Для создания давления и его контроля ячейка помещалась в специальное приспособление типа тисков, оснащенное динамометром. Нагрузка на полиоксидную массу осуществлялась через сжимаемые в тисках электроды, выполняющие в данном случае роль пуансонов. Эталонный динамометр устанавливался между одной из губок сжимающего приспособления - тисков и одним из электродов - пуансоном. Величина относительной диэлектрической проницаемости (ε) вычислялась по полученным в результате измерений емкостям полиоксидных масс в навесках в соответствии с формулой (3).
Относительная диэлектрическая проницаемость (ε) полиоксидных образцов у навесок, в соответствии с показанным выше порядком износостойкости режущих инструментов для первой партии составила: 13,5; 13,8; 14,3; 14,7; 15,1; 15,4; 15,8; 16,2; 16,4; 16,9: Среднее значение относительной диэлектрической проницаемости составило 15,21.
Относительная диэлектрическая проницаемость (ε) полиоксидных образцов у навесок, в соответствии с показанным выше порядком износостойкости режущих инструментов для второй партии составила: 12,2; 12,4; 13,0; 13,2; 13,6; 14,1; 14,4; 14,6; 14,8; 15,2: Среднее значение относительной диэлектрической проницаемости составило 13,75.
На основании полученных ранее результатов по определению износостойкости твердосплавных режущих пластин (Тмин) и значений величины относительной диэлектрической проницаемости строится график зависимости «износостойкость - Т - относительная диэлектрическая проницаемость полиоксидной массы -  ».
».
На фиг. 1 представлена зависимость износостойкости режущих пластин из Т15К6 группы применяемости Р, соответственно, для выборок 1 и 2 при обработки ими углеродистой стали 50 перлитного класса от величины относительной диэлектрической проницаемости полиоксидной массы - .
Для осуществления прогнозирования износостойкости у твердосплавных режущих пластин в последующей текущей, (изготовленной или полученной) и предназначенной для потребления партии инструментальных образцов, производят испытание только величины относительной диэлектрической проницаемости. Так, например, при прогнозировании износостойкости у очередной партии твердосплавных режущих пластин группы применяемости Р с помощью измерений и вычислений были получены следующие значения величины относительной диэлектрической проницаемости для полиоксидных структур, полученных из твердосплавных пластин: 12,4; 12,8; 13,4; 13,6; 14,0; 14,4; 14,8; 15,2; 15,4; 15,8. Среднее значение из полученных данных составило 14,18. В соответствии с вышеприведенными формулами определяют аэ и bэ.
аэ=1,14; bэ=19,63: после этого определяют Тпт: Tпт=35,80 мин.
Таким образом, прогнозируемая средняя износостойкость у текущей партии твердосплавных режущих пластин составила 35,80 мин.
Контрольные испытания износостойкости в процессе резания на металлорежущем станке показали следующие результаты по износостойкости: 32,7; 33,0; 34,8; 35,0; 35,6; 37,0; 37,1; 38,6; 39,8; 40,8 мин. Среднее значение составило 36,44 мин.
При осуществлении прогнозирования износостойкости для текущей партии твердосплавных инструментов отпадает необходимость в проведении дорогостоящих и трудоемких испытаний на износостойкость, проводимых на металлорежущих станках. Способ обладает высокой точностью прогноза. Это происходит вследствие тесной корреляционной связи между износостойкостью твердосплавных режущих инструментов группы применяемости Р, проявляющейся при обработке материалов, вызывающих интенсивный диффузионный износ и относительной диэлектрической применяемостью их полиоксидной структуры, формируемой на поверхности при окислении в электрической муфельной печи с открытым доступом атмосферного воздуха. Степень корреляционной связи между величиной износостойкости твердосплавных группы применяемости Р режущих инструментов и относительной диэлектрической проницаемостью полиоксидной структуры r=0,90. Степень корреляционной связи между исходным параметром и износостойкостью режущих пластин в соответствии с прототипом составила r=0,78. При сравнении данных прогноза износостойкости, полученных в соответствии с прототипом, по предлагаемому способу, а также в результате контрольных экспериментальных исследований износостойкости, выполненных в процессе резания углеродистой стали 50 выявлено, что результаты, полученные в соответствии с прототипом отличаются от контрольных испытаний на 15-20%, в то время как результаты, полученные по предлагаемому способу отличаются лишь на 5-10%.
Таким образом, предлагаемый способ контроля - прогнозирования износостойкости твердосплавных режущих инструментов может быть использован с достаточно высокой экономической эффективностью на предприятиях, изготавливающих или потребляющих твердосплавную продукцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2591874C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2018 |
|
RU2698490C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2584275C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2016 |
|
RU2619801C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2016 |
|
RU2617137C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2584339C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2018 |
|
RU2698481C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2569901C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2365899C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2570367C1 |
Изобретение относится к области машиностроения и касается прогнозирования и контроля износостойкости твердосплавных группы применяемости Р режущих инструментов по величине относительной диэлектрической проницаемости полиоксидной массы, полученной при окислении твердосплавных режущих инструментов - образцов в муфельной электрической печи с открытым доступом атмосферного воздуха. Ресурс безаварийной работы данных режущих инструментов зависит от интенсивности диффузионных процессов в зоне контакта с обрабатываемым материалом. С увеличением относительной диэлектрической проницаемости полиоксидной массы ее диэлектрические характеристики снижаются, а экранирующая способность против твердофазного химического взаимодействия контактирующих поверхностей возрастает. При этом рабочий ресурс твердосплавных режущих инструментов группы применяемости Р при обработке ими материалов, вызывающих интенсивный диффузионный износ, повышается. Применение способа основано на тесной корреляционной связи между диэлектрическими свойствами межконтактных полиоксидных структур, формирующихся на контактных поверхностях твердосплавных режущих инструментов, и их износостойкостью. 2 з.п. ф-лы, 2 ил.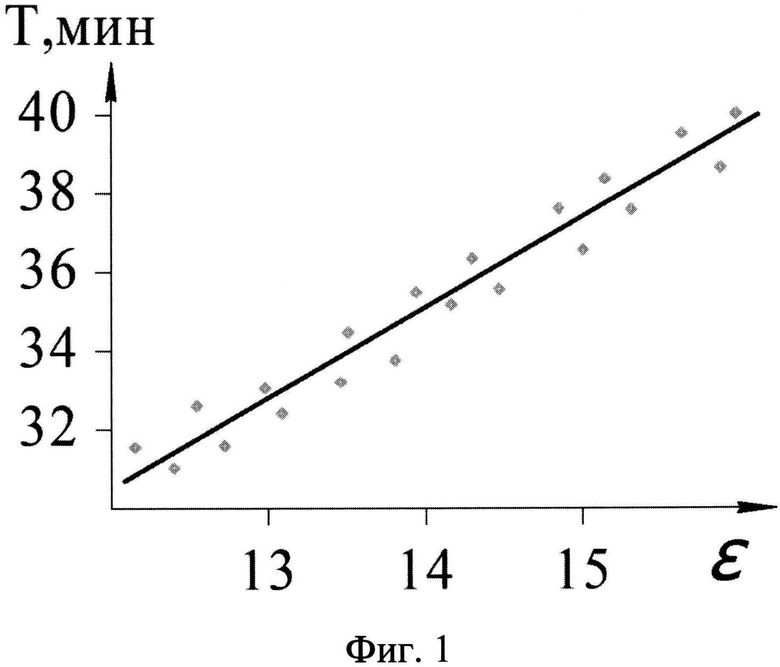
1. Способ прогнозирования износостойкости твердосплавных группы применяемости Р режущих инструментов по выбранному исходному параметру, включающий проведение испытания на изменение величины исходного параметра от свойств поверхностной и приповерхностной структуры, сформированной в процессе изготовления твердосплавного режущего материала, проведение эталонных испытаний на износостойкость в процессе резания материалов, вызывающих интенсивный диффузионный износ при оптимальной или близкой к ней скорости резания, построение эталонной - корреляционной зависимости «износостойкость - исходный параметр», статистический контроль только величины исходного параметра у текущей партии твердосплавных режущих инструментов, прогнозирование износостойкости для текущей партии твердосплавных инструментов на основании зависимости:
где аЭ и bЭ - постоянные коэффициенты:
из них:
ТПТ - текущая износостойкость в минутах для твердосплавных режущих инструментов, подвергшихся испытаниям, из прогнозируемой текущей партии твердосплавной продукции;
εПТ - текущее значение выбранного исходного параметра, полученное при контроле полиоксидной структуры твердосплавных режущих инструментов из текущей - прогнозируемой партии твердосплавной продукции;
Тэ1 и Тэ2 - износостойкость в минутах для двух независимых выборок сменных твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
εЭ1 и εЭ2 - средние значения величин выбранного исходного параметра, полученные при контроле полиоксидной структуры для двух выборок образцов твердосплавных режущих инструментов, из эталонной партии продукции, отличающийся тем, что в качестве исходного параметра используют величину относительной диэлектрической проницаемости полиоксидной массы, полученной при окислении твердосплавных режущих инструментов, с увеличением которой износостойкость твердосплавных режущих инструментов группы применяемости Р возрастает.
2. Способ по п. 1, отличающийся тем, что в качестве твердосплавных режущих инструментов используют твердосплавные режущие пластины.
3. Способ по п. 1, отличающийся тем, что в качестве твердосплавных режущих инструментов из эталонной партии используют твердосплавные режущие инструменты из предыдущей партии приобретенной продукции.
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2011 |
|
RU2459193C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2370750C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2251095C1 |
| US 4351029 A1 21.09.1982. | |||

