Изобретение относится к области обработки металлов резанием и может быть использовано для прогнозирования - контроля износостойкости твердосплавных режущих инструментов при их изготовлении, использовании или сертификации.
Известен способ определения износостойкости твердых сплавов, заключающийся в том, что испытуемый материал помещают в переменное магнитное поле с напряженностью порядка 5 эрстед, измеряют магнитную проницаемость материала и по градировочному графику «магнитная проницаемость - стойкость», построенному для эталонного образца, определяют величину износостойкости материала [SU А.С. 268720, МПК G01N 3/58, БИ 1970, №14].
Одним из недостатков известного способа является то, что при измерении не учитывается влияние массы и размагничивающего фактора изделий, имеющих часто различные формы и габаритные размеры, на величину магнитной проницаемости, что приводит к снижению точности измерений. Кроме того, эксплуатационная характеристика - износостойкость контролируется данным способом посредством оценки физического состояния с помощью относительной магнитной проницаемости только в одной из компонент твердого сплава - кобальтовой связке. Это происходит потому, что карбид вольфрама - парамагнетик и вклад его от намагниченности в общую относительную магнитную проницаемость небольшой. Поэтому с помощью данного способа производится, по существу, оценка относительной магнитной проницаемости кобальта, его количество и деформационное состояние. При этом совершенно не учитываются другие свойства поверхности и объема твердого сплава, в том числе когезионное и адгезионное состояние на границах фаз и в объеме компонентов твердого сплава и т.д. Вследствие рассмотренных причин этот способ отличается низкой точностью при оценке износостойкости твердых сплавов.
Известен способ контроля режущих свойств партии твердосплавных инструментов, согласно которому сначала воздействуют на каждый инструмент (твердосплавную пластинку) из партии, регистрируют параметр контроля, затем, выборочно подвергают механическому износу несколько инструментов из партии и определяют режущие свойства инструментов всей партии. Воздействие на каждый инструмент осуществляют путем равномерно распределенного импульсного нагрева, регистрируют хронологическую термограмму, в качестве параметра контроля определяют коэффициент температуропроводности каждого инструмента, по результатам выборочного механизма износа в зависимости от коэффициента температуропроводности, а режущие свойства инструментов всей партии определяют, используя полученную зависимость [SU А.С. 1651155, МПК G01N 3/58, БИ 1991 №19]. Выбранным исходным параметром в данном способе является величина температуропроводности. Основным недостатком данного способа является то, что очень трудно, более или менее точно, определить скорость распространения тепла в материалах, в которых носителями тепла являются свободные электроны. Твердые сплавы являются такими материалами, и теплопередача у них обеспечивается за счет движения электронов. Температуропроводность всех твердых сплавов отличается на незначительную величину. Поэтому очень сложно определить флуктуации (изменяющие износостойкость) температуропроводности для одной конкретной марки твердого сплава (они практически незаметны). Последнее сопряжено с большими техническими трудностями. Должное обеспечение в этой ситуации операций контроля точными - воздействующими, регистрирующими и вспомогательными приборами и устройствами, гарантирующими, необходимую точность, повлечет за собой значительное повышение себестоимости контрольных операций. Вследствие этого данный способ контроля является мало перспективным для использования как в лабораторных, так и в производственных условиях.
Известен способ прогнозирования износостойкости режущего инструмента, выбранный в качестве прототипа и заключающийся в следующем. Проводят эталонные испытания режущих инструментов при оптимальной или близкой к ней скорости резания, проводят испытания на изменение величины исходного параметра от свойств поверхностной полиоксидной структуры твердого сплава, сформированной в процессе его нагревания, строят эталонную корреляционную зависимость "исходный параметр - износостойкость", выполняют статистический контроль только величины исходного параметра для текущей партии твердосплавных режущих инструментов. После этого прогнозируют износостойкость для текущей партии инструментов на основании зависимости:

где Т(текущее), мин - износостойкость в минутах - среднее прогнозируемое время безаварийной работы твердосплавных режущих инструментов, подвергающихся испытаниям, из текущей партии образцов;
Т(эталонное), мин - средняя износостойкость в минутах для твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
Т(эталонное), пс - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
τ(текущее), пс - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из текущей - контролируемой партии. В качестве исходного параметра при этом используют величину времени жизни позитронов, внедренных в поверхность и приповерхностные слои твердых сплавов и производящих оценку электронной плотности их структуры. По величине электронной плотности прогнозируют износостойкость изготовленных режущих инструментов. [SU А.С. 2251095, МПК G01N 3/58 БИ 2005 №12]. Основным недостатком данного способа является высокая организационная сложность в его осуществлении. Для реализации этого способа необходим радиоактивный источник. В соответствии с нормами для его обслуживания существуют высокие требования. Необходимо иметь специальное помещение для его хранения. Измерение соответствующих параметров и обработку полученных результатов может производить только специально подготовленный и обученный персонал. С помощью данного способа производится оценка структуры на атомном уровне, и не всегда сопоставление данных результатов с результатами получаемыми по износостойкости приводит к точному прогнозу. Данный способ позволяет производить разбраковку - прогнозировать износостойкость твердых сплавов, близких по виду и степени дефектности структуры. Сравнение структур сильно различающихся по виду и степени дефектности дает достаточно заметные погрешности в прогнозе износостойкости твердосплавных режущих инструментов. Вследствие этого данный способ прогнозирования износостойкости не совсем точно характеризует эксплуатационные свойства, предопределяемые степенью дефектности структуры, что в итоге снижает степень тесноты корреляционной связи между исходным параметром и износостойкостью режущих инструментов. Тем не менее данный способ контроля информативно отражает эксплуатационное состояние поверхностной структуры инструментального материала, что важно для установления связи между данной характеристикой и адгезионным износом, в большой степени зависящим от вида и степени дефектности поверхностного слоя, и мы выбираем его в качестве прототипа.
Задачей предлагаемого способа прогнозирования износостойкости твердосплавных вольфрам-титан-кобальтовых (группа Р) режущих инструментов является повышение точности и снижение трудоемкости при прогнозировании износостойкости твердосплавных режущих инструментов. Прогнозирование основано на тесной корреляционной зависимости между износостойкостью и показателем кислотно-основных свойств поверхности - рН у полиоксидной структуры твердых сплавов (группа Р), сформировавшейся, в свою очередь, на их поверхности при нагревании в электрической печи с открытым доступом атмосферного воздуха при температуре, равной температуре (оптимальной температуре), действующей в зоне резания инструментальный - обрабатываемый материал и продолжительности, равной времени резания до заданного критерия затупления. С увеличением комплексного показателя кислотно-основных свойств поверхности - рН износостойкость режущих инструментов (режущих пластинок) при резании ими сталей и сплавов возрастает.
Поставленная задача при прогнозировании износостойкости в предлагаемом способе решается путем использования выбранного исходного параметра и включает проведение эталонных статистических испытаний на износостойкость в процессе резания машиностроительных материалов на металлорежущем станке, измерение - контроль исходного параметра, построение корреляционной эталонной зависимости «износостойкость - исходный параметр» и последующий статистический контроль, исключительно, только величины исходного параметра у текущей контролируемой партии твердосплавных режущих инструментов (или отдельных инструментов) на основании зависимости:

где аЭ и вЭ - постоянные коэффициенты:
из них:
Т (мин) - текущая износостойкость в минутах для твердосплавных режущих инструментов, подвергшихся испытаниям, из прогнозируемой текущей партии образцов;
рН (б/в) - текущее значение (безразмерная величина) выбранного исходного параметра, полученное при контроле поверхностной полиоксидной структуры у сменных твердосплавных режущих пластинок (резцов) из текущей (контролируемой) партии;
Тэ1 и Тэ2 (мин) - износостойкость в минутах для двух выборок сменных твердосплавных режущих пластинок из эталонной партии твердосплавной продукции;
pHэ1 и рНэ2 (б/в) - безразмерные величины выбранного исходного параметра для двух выборок образцов твердосплавных режущих инструментов из эталонной партии принимаемой (отправляемой) продукции, отличающемся тем, что с целью повышения точности прогнозирования износостойкости в качестве исходного параметра используют величину комплексного показателя силы и концентрации кислотно-основных активных центров у поверхностной полиоксидной структуры - рН, с увеличением которого износостойкость возрастает.
Полиоксидные структуры, формирующиеся на контактных поверхностях и приповерхностной области твердосплавных режущих инструментов, оказывают большое влияние на их износостойкость. Наиболее важной характеристикой поверхностного полиоксидного образования, в значительной степени определяющего эксплуатационные характеристики твердосплавного режущего инструмента, является комплексный показатель концентрации и силы активных центров (степень кислотности). Поверхностные полиоксидные образования твердых сплавов вольфрам-титан-кобальтовой групп (группа применяемости - Р), имеют в своей структуре, наряду с кислотными, и основные активные центры. При участии в химических реакциях с другими объектами (контртелами - в зоне контакта) основные активные центры, принадлежащие полиоксидам, являются эффективными донорами электронов и акцепторами протонов. Активные центры существенным образом оказывают влияние на реакционную способность полиоксидов по отношению к атомам и молекулам окружающей газовой среды. С увеличением в структуре поверхностных полиоксидов концентрации основных активных центров интенсивность их окисления снижается и, соответственно, не происходит катастрофической деградации механических свойств поверхности при достаточно высоком уровне достижения (в результате умеренного окисления) теплоизолирующих и противодиффузионных свойств, значительно снижающих скорость и мощность тепловых и диффузионных потоков в объемные области твердого сплава. Повышение концентрации и силы основных центров (при увеличении в составе полиоксида оксида титана) приводит к упорядоченному формированию на поверхности и в приповерхностной области не чистых оксидов, а соединений на основе более значительного количества элементов, например оксикарбидов, оксинитридов, оксикарбонитридов. Данные соединения по механическим свойствам приближаются к чистым карбидам, но вместе с тем обладают высокими теплоизолирующими и противодиффузионными свойствами. Снижение же проникновения в структуру твердых сплавов элементов обрабатываемого материала приводит к уменьшению, так называемого, диффузионного износа и других видов разрушения поверхности. Концентрация и сила основных активных центров в структуре образующихся полиоксидов зависит от исходного состава твердых сплавов и условий образования полиоксидных структур на контактных поверхностях режущего инструмента. Состояние с повышенной или пониженной концентрацией основных активных центров в структуре полиоксидов возникает из-за различного состава и свойств исходных образцов из твердых сплавов, наличия в составе карбида титана, недостатка или избытка углерода в карбидных соединениях, степени дефектности кобальтовой компоненты, вследствие особенностей протекания твердофазных реакций между кабидами вольфрама, титана и кобальтом на этапах приготовления компонентов и окончательного спекания композитов.
Если в окрестности расположения данных кислотных активных центров у полиоксида присутствуют активные центры противоположного типа, например в области расположения сильного кислотного центра локализуется некоторое количество сильных основных центров, то общая концентрация и сила кислотных активных центров снижается. Это приводит к снижению степени окисления поверхности и, соответственно, к формированию более упорядоченной, теплоустойчивой, теплоэкранирующей и плотной приповерхностной структуры. При этом снижается интенсивность химического взаимодействия контактной поверхности твердосплавного режущего инструмента с обрабатываемым материалом и повышается его износостойкость.
Процесс регулирования концентрации активных центров в поверхностной полиоксидной структуре можно осуществлять, прежде всего, за счет легирования состава твердых сплавов теми или иными элементами, оказывающими влияние на формирование оксидных соединений с повышенной или пониженной кислотностью (с пониженной или повышенной электронной плотностью в локальных точках). В результате повышения уровня основности поверхности и снижения ее окисляемости уровень диффузионного взаимодействия трущихся поверхностей в зоне контакта будет уменьшаться вследствие образования плотной и теплостойкой приповерхностной структуры с достаточно высокими механическими свойствами. Снижение силы основных центров, принадлежащих поверхности твердого сплава, происходит в результате перераспределения электронной плотности между локальными участками с повышенной и пониженной электронной плотностью. Вследствие указанных причин насыщаемость поверхности твердого сплава атомами и молекулами окружающей газовой среды (в том числе кислородом), а также элементами обрабатываемого материала повышается и, соответственно, возрастает интенсивность разрыхляющих поверхность режущего инструмента твердофазных реакций - диффузионного и окислительного износа. Разрушению поверхности от данных деструктивных явлений предшествует активное образование, рост и объединение оксидных колоний, распространяющихся из центров с повышенной электронной плотностью, нарушение когезионной связи между отдельными структурными компонентами, деградация структуры карбидного зерна и кобальтовой прослойки. Вследствие указанных причин механическая устойчивость и химическая стабильность поверхности твердого сплава снижается. При этом нарушается слоистый характер строения приповерхностного слоя, характерный для вольфрам-титан-кобальтовой группы (группы Р) твердых сплавов, что, в свою очередь, приводит к снижению теплоизолирующих и противодиффузионных свойств поверхности. Из данного обстоятельства следует, что именно основной характер дефектности поверхности и, соответственно, достаточная концентрация на поверхности основных активных центров, и их сила предопределяют формирование упорядоченной слоистой оксикарбидной приповерхностной структуры с достаточно высокими теплоизоляционным и жаропрочными свойствами. Такое строение поверхностной полиоксидной структуры приводит не только к снижению интенсивности диффузионного и окислительного износа, но и к снижению коэффициента трения и сил резания. Степень основности полиоксидной структуры тесным образом связана с электронной плотностью вещества и, соответственно, с его дефектностью. С переходом от дефектности, вызывающей повышение электронной плотности, к дефектности, которая приводит к снижению электронной плотности в локальных точках, основность локальных активных центров возрастает. Основность поверхности носит несплошной характер. Основные активные области - это центры с пониженной электронной плотностью, располагающиеся в локальных точках - центрах. Причем, сила основных центров и место их дислокации (расположения) принимают определенный вероятностный закон своего распределения на поверхности, характерный для каждой конкретной полиоксидной структуры, сформированной на поверхности конкретного твердого сплава. Определенную степень основности полиоксидной структуры твердого сплава формируют также вакансии, мелкие поры, крупные поры, поверхности наноразмерных трещин и т.д. С ростом их концентрации возрастает концентрация основных активных центров и их сила. Это приводит к росту общей поверхностной основности. Поверхность приобретает склонность к менее активному и более упорядоченному образованию соединений с атомами и молекулами окружающей газовой среды. Формируемая и регенерируемая за счет присутствия на поверхности активных основнвх центров поверхностная и приповерхностная полиоксидная структура является эффективным теплоизолирующим и противодиффузионным экраном, что в итоге снижает износ и приводит к повышению износостойкости твердосплавного режущего инструмента, его эксплуатационной эффективности. Таким образом, чем выше рН поверхностной полиоксидной структуры на поверхности твердосплавного режущего инструмента (чем больше основность поверхности), тем ниже интенсивность взаимодействия поверхности с атомами и молекулами окружающей газовой среды и обрабатываемого материала, а следовательно и проявление диффузионного и окислительного износа. Интегральный износ твердосплавного режущего инструмента при этом снижается, а эксплуатационные возможности повышаются. Основность поверхности возрастает с уменьшением степени стехиометрии формирующихся оксидов, что в свою очередь предопределяется составом, строением и свойствами исходных карбидных зерен. Изменять кислотно-основные свойства поверхностных твердых оснований или кислот (применительно к инструментальным материалам) можно термической обработкой, облучением или путем легирования различными элементами, вызывающими у активных центров способность быть эффективными акцепторами или донорами электронов. Кислотно-основные свойства поверхностных полиоксидных структур, образующихся на поверхности твердых сплавов при их нагревании, зависят также от состава, исходных свойств компонентов и способа получения твердых сплавов. На характер рН влияет химический состав карбидных зерен, вид химической связи между металлом и углеродом, дисперсность карбидных частиц, вид и степень дефектности карбидных соединений, температура и продолжительность спекания, условия спекания (вакуум, защитная атмосфера, продолжительность спекания и т.д.).
Существенно важной особенностью предлагаемого способа является то, что в соответствии с его приемами - без дополнительных затрат и технических трудностей представляется возможным проводить более объективную и точную оценку износостойкости, вследствие оперативного анализа и сопоставления текущих контролируемых и эталонных параметров, полученных в широком диапазоне режимов резания, температур резания и температур окисления в электрической печи. На свойства полиоксидных пленок, образующихся в зоне контакта, и на свойства полиоксидных структур, формирующихся на поверхности твердосплавных режущих инструментов при их нагревании в электрической печи, значительное влияние оказывают защитные покрытия и различные поверхностные упрочнения, тем не менее, и в данном случае между износостойкостью и комплексным показателем кислотно-основных свойств поверхности полиоксидных структур твердых сплавов, как показали испытания, наблюдается также устойчивая корреляционная взаимосвязь.
Реализация способа осуществляется последовательно, проходя несколько этапов. Сначала проводят эталонные испытания. Для этого производят достаточно представительную выборку твердосплавных (группа Р) режущих инструментов (режущих пластинок) из имеющейся партии твердосплавной продукции и проводят испытания их на износостойкость в процессе резания на металлорежущем станке, как правило, стали, вызывающей интенсивный адгезионный износ. Резание проводят на оптимальной или близкой к ней скорости резания [См., например, RU 2168394 С2, 7 В23В 1/00 от 10.06.01. Бюл. №16]. При этом одновременно регистрируют среднюю температуру резания по данным термоЭДС или по показаниям пирометра. Определяют величину износостойкости как продолжительность безотказной работы до заданного критерия затупления - фаски износа на задней поверхности (как правило, 0,2-0,8 мм). Затем испытанные в процессе резания твердосплавные режущие инструменты подвергают окислению в электрической печи с открытым доступом атмосферного воздуха. Температура и продолжительность нагревания в электрической печи примерно равняется температуре в зоне резания и продолжительности резания инструмента до заданного критерия затупления. После завершения операций окисления, извлечения образцов из печи и остывания с их поверхностей убирают полиоксидные образования и подвергают их измельчению. После этого у полученной полиоксидной массы измеряют комплексный показатель силы и концентрации кислотно-основных активных центров - рН. Измерения проводят на приборе - универсальном иономере мод. ЭВ-74. Для этого берут навеску приготовленной полиоксидной структуры массой 0,4 г и помещают в потенциометрическую ячейку объемом 25 мл с дистиллированной водой. Ее рН должна равняться 6,9-7,0 ед. Потенциометрическая ячейка оснащается магнитной мешалкой. В ячейке располагают также электроды: например, хлорид-серебряный ЭВЛ-1М3 и стеклянный ЭСЛ-43-07. Иономер соединен с компьютером, а непрерывно регистрируемые в ячейке данные электродвижущей силы (эдс) выводятся на дисплей. В итоге, при измерении, получают зависимость рН раствора в ячейке от времени и концентрации адсорбируемых электродом протонов, образующихся в результате диссоциации молекул воды на протоны и гидраксильные группы. Диссоциация происходит на поверхности полиоксидной структуры и инициируется полиоксидной структурой. Концентрация образующихся протонов зависит как от свойств полиокидной структуры, так и от исходных свойств твердых сплавов, из которых получены полиоксидные образцы. Величина эдс, а следовательно, и рН зависят от концентрации гидраксильных групп, адсорбируемых поверхностью полиоксидных порошков, и концентрации протонов, остающихся в составе воды. Чем меньше концентрация гидраксильных групп адсорбируется полиоксидной поверхностью и чем больше в составе воды протонов, тем больше эдс и, соответственно, выше концентрация и сила основных активных центров в поверхностной полиоксидной массе и наоборот.
Анализ полиоксидной структуры длится от нескольких секунд до несколько минут (как правило 2-3 мин). Контроль рН (прогнозирование износостойкости твердосплавных режущих инструментов, режущих пластинок) производится по выборке из поставляемой партии в количестве не менее 4-10 образцов. После этого строится график эталонной зависимости «износостойкость - величина комплексного показателя силы и концентрации кислотно-основных центров на поверхности полиоксидов - рН». Данная экспериментально полученная зависимость достаточно хорошо аппроксимируется линейной зависимостью с высокой степенью тесноты корреляционной связи:
где аЭ и вЭ - постоянные коэффициенты:
из них:
Т (мин) - текущая износостойкость в минутах для твердосплавных режущих инструментов, подвергшихся испытаниям, из прогнозируемой эталонной партии образцов;
рН (б/в) - текущее значение (безразмерная величина) выбранного исходного параметра, полученное при контроле поверхностной полиоксидной структуры у сменных твердосплавных режущих пластинок (резцов) из эталонной (контролируемой партии);
Тэ1 и Тэ2 (мин) - износостойкость в минутах для двух выборок сменных твердосплавных режущих пластинок из эталонной партии твердосплавной продукции;
pHэ1 и рНэ2 (б/в) - безразмерные величины выбранного исходного параметра для двух выборок образцов твердосплавных режущих инструментов из эталонной партии принимаемой (отправляемой) продукции,
Последующий контроль твердосплавных режущих инструментов текущей партии поставляемой продукции производится на основании измерения только выбранного исходного параметра, а именно: величины комплексного показателя силы и концентрации кислотно-основных центров в поверхностной полиоксидной структуре - рН. На основании полученной эталонной зависимости «износостойкость - рН» и формулы (1), приведенной выше, осуществляется прогноз износостойкости текущей партии твердосплавной продукции. Прогнозируемая износостойкость может быть выше или ниже полученной при эталонных испытаниях. С увеличением основности полиоксидной массы (повышения комплексного показателя силы и концентрации кислотных центров - рН) износостойкость возрастает.
Предлагаемый способ позволяет прогнозировать с высокой точностью износостойкость твердосплавных (группа Р) режущих инструментов при обработке сталей и сплавов, вызывающих интенсивный высокотемпературный диффузионный износ. Избирательность способа (контроль по доминирующему износу) существенно повышает его точность.
На фиг.1 представлена графическая корреляционная зависимость изменения величины износостойкости от величины рН.
Пример осуществления способа прогнозирования износостойкости твердосплавных режущих инструментов.
Сначала проводятся измерения на износостойкость сменных твердосплавных режущих пластинок марки Т15К6, полученных из эталонной - предыдущей партии поставляемой продукции. В качестве обрабатываемого материала использовалась углеродистая сталь 55. Скорость резания при испытаниях выбиралась равной 185 м/мин. Подача и глубина резания были приняты соответственно 0,23 мм/об и 1,5 мм. Резание осуществлялось без охлаждения. За критерий затупления принимался износ режущей пластинки по задней поверхности, равный 0,6 мм. Средняя температура резания в зоне контакта инструментальный - обрабатываемый материал при скорости резания 185 м/мин по показаниям естественной термопары и на основании тарировочной таблицы составляла примерно 905°С. Стойкость для образцов из 10 штук первой эталонной партии составила: 34; 34; 35; 36; 36,5; 37; 38; 38; 38,5; 39 мин. Среднее значение составило 36,6 мин. Стойкость для образцов из 10 штук второй эталонной партии составила: 37; 37,5; 38; 38,5; 39; 39; 40; 40,5; 41; 41,5 мин. Среднее значение составило 39,2 мин. Затем использованные твердосплавные пластинки помещались в электрическую печь с открытым доступом атмосферного воздуха и выдерживались в печи при температуре, равной средней температуре резания, 905°С. Продолжительность окисления брали, примерно, равной средней продолжительности резания до заданного критерия затупления. Для первой партии 36,2 мин., а для второй 39,2 мин. Образовавшуюся на поверхности каждой твердосплавной пластинки полиоксидную структуру снимали и подвергали измельчению. Затем из порошка приготавливали навески массой 0,4 г, помещали их в ячейку иономера и производили измерение рН. Время измерения рН у полиоксидной массы, полученной из каждой режущей пластины, составляло 2 мин. Из измеренного для каждого образца массива данных определяли среднеарифметическое значение и брали его в качестве характеристики силы и концентрации кислотно-основных центров на поверхности полиоксидов и, соответственно, за показатель износостойкости твердосплавных режущих инструментов. Значения рН для первой партии образцов из 10 штук составило: 5,30; 5,35; 5,40; 5,50; 5,55; 5,60; 5,65 5,70; 5,75; 5,80 ед. Среднее значение оказалось равным 5,560 ед. Значения рН для второй партии образцов из 10 штук составило: 5,60; 5,65; 5,70; 5,75; 5,75; 5,80; 5,85; 5,90; 5,95; 6,00 ед. Среднее значение оказалось равным 5,795 ед. По данным износостойкости твердосплавных режущих инструментов и величине рН для полиоксидов из эталонной партии образцов строили график эталонной корреляционной зависимости «износостойкость - рН».
Для осуществления прогнозирования износостойкости у твердосплавных режущих пластинок в последующей текущей предназначенной для потребления партии образцов производят испытание только величины комплексного показателя концентрации и силы кислотно-основных центров на поверхности полиоксидов - рН. У полиоксидов, полученных из 10 окисленных твердосплавных режущих пластинок, он (рН) составил: 5,20; 5,25; 5,30; 5,35; 5,35; 5,40; 5,425; 5,425; 5,45; 5,50 ед. Среднее значение данной величины составило 5,365 ед. На основании среднего значения величины рН у полиоксидной структуры, полученной из твердосплавных режущих пластинок марки Т15К6 (рН ср) текущей партии и формулы (1), находят Т (ср) - среднепрогнозируемое значение износостойкости твердосплавных режущих пластинок из Т15К6 у текущей партии поставляемой продукции. В итоге прогнозируемое - текущее значение износостойкости из расчетов для контролируемой партии продукции составило в среднем 34 мин, что является ниже стойкости относительно эталонной партии резцов, примерно, на 10%.
При осуществлении прогнозирования износостойкости для текущей партии твердосплавных инструментов отпадает необходимость в проведении дорогостоящих и трудоемких испытаний на износостойкость, проводимых на металлорежущих станках.
Способ обладает высокой точностью прогноза. Это происходит вследствие тесной связи между свойствами твердых сплавов (износостойкостью), свойствами полиоксидных структур твердых сплавов и комплексным показателем концентрации и силы кислотно-основных активных центров в поверхностной полиоксидной массе - рН.
Вследствие сравнения данных прогноза износостойкости, полученных в соответствии с прототипом и по предлагаемому способу, а также в результате контрольных экспериментальных исследований износостойкости, выполненных в процессе резания аустенитной стали, выявлено, что результаты, полученные в соответствии с прототипом, отличаются от контрольных испытаний на 15-20%, в то время как результаты, полученные по предлагаемому способу, отличаются лишь на 5-10%.
Таким образом, предлагаемый способ контроля - прогнозирования износостойкости твердосплавных режущих инструментов может быть использован с достаточно высокой экономической эффективностью на предприятиях, изготавливающих и потребляющих твердосплавную продукцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2365899C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2006 |
|
RU2315972C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2018 |
|
RU2698490C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2010 |
|
RU2422801C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2018 |
|
RU2698481C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2016 |
|
RU2619801C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2016 |
|
RU2617137C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2010 |
|
RU2422800C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2591874C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2596864C1 |
Изобретение относится к области машиностроения и касается прогнозирования и контроля износостойкости твердосплавных (группа Р) режущих инструментов. Технический результат направлен на повышение точности и снижение трудоемкости. Ресурс безаварийной работы данных режущих инструментов зависит от интенсивности диффузионных процессов в зоне контакта с обрабатываемым материалом. Полиоксидные структуры, формирующиеся на рабочих поверхностях режущего инструмента, влияют на величину и направленность указанных деструктивных явлений. Прогнозирование и контроль износостойкости режущих инструментов осуществляется по величине комплексного показателя силы и концентрации кислотно-основных активных центров - рН в поверхностной полиоксидной массе, сформированной на поверхности твердосплавных режущих инструментов при их высокотемпературном окислении, при температуре и продолжительности, равных температуре и времени резания, до установленного критерия износа. Применение способа основано на тесной корреляционной связи между свойствами полиоксидных пленок - величиной показателя силы и концентрации кислотно-основных активных центров у поверхностной полиоксидной (пленки) массы - рН, и износостойкостью твердосплавных режущих инструментов. С увеличением рН поверхностной полиоксидной массы износостойкость твердосплавных режущих инструментов указанной группы возрастает. 1 ил.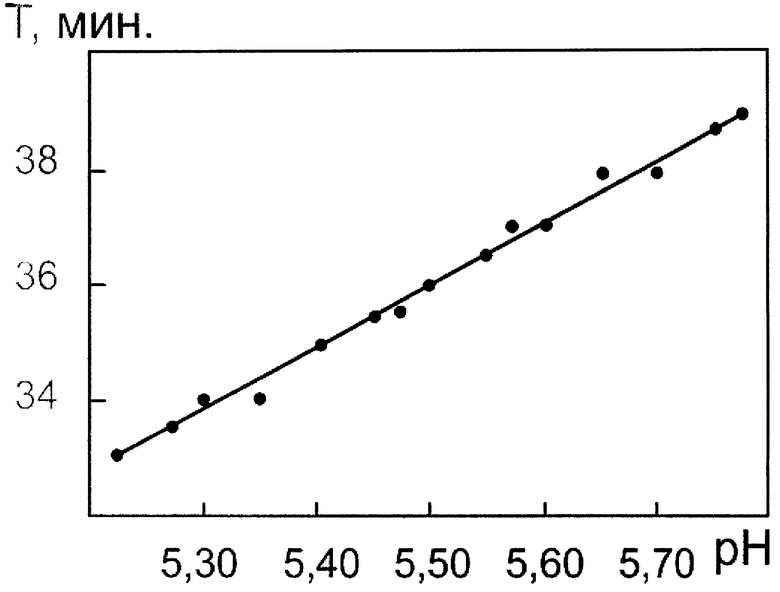
Способ прогнозирования износостойкости твердосплавных (группа Р) режущих инструментов по выбранному исходному параметру, включающий проведение эталонных испытаний на износостойкость в процессе резания материалов при оптимальной или близкой к ней скорости резания, проведение испытания на изменение величины исходного параметра от свойств поверхностной - полиоксидной структуры, сформированной в процессе нагревания на поверхности твердосплавного режущего инструмента при температуре, равной средней температуре в зоне резания, построение эталонной - корреляционной зависимости «исходный параметр - износостойкость» - для конкретных температур резания и нагревания, текущий - статистический контроль только величины исходного параметра у текущей партии твердосплавных режущих инструментов, прогнозирование износостойкости для текущей партии инструментов на основании зависимости
T=aЭ·pH+вЭ,
где аЭ и вЭ - постоянные коэффициенты:
из них:
Т (мин) - текущая износостойкость в минутах для твердосплавных режущих инструментов, подвергшихся испытаниям;
рН (б/в) - текущее значение (безразмерная величина) выбранного исходного параметра, полученное при контроле поверхностной полиоксидной структуры у сменных твердосплавных режущих пластинок (резцов);
Тэ1 и Тэ2 (мин) - износостойкость в минутах для двух выборок сменных твердосплавных режущих пластинок из эталонной партии твердосплавной продукции;
рНэ1 и Рнэ2 (б/в) - значения исходного параметра (безразмерная величина) для двух выборок образцов твердосплавных режущих инструментов из эталонной партии принимаемой (отправляемой) продукции, отличающийся тем, что, с целью повышения точности прогнозирования износостойкости в качестве исходного параметра, используют величину комплексного показателя концентрации и силы кислотно-основных активных центров у поверхностной полиоксидной структуры - рН, с увеличением которого износостойкость возрастает.
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 1999 |
|
RU2168394C2 |
| Способ контроля режущих свойств партии твердосплавных инструментов | 1988 |
|
SU1651155A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2251095C1 |

