Изобретение относится к области обработки металлов резанием и может быть использовано для прогнозирования - контроля износостойкости твердосплавных режущих инструментов при их изготовлении, использовании или сертификации.
Известен способ определения износостойкости твердых сплавов, заключающийся в том, что испытуемый материал помещают в переменное магнитное поле с напряженностью порядка 5 эрстед, измеряют магнитную проницаемость материала и по градировочному графику «магнитная проницаемость - стойкость», построенному для эталонного образца, определяют величину износостойкости материала [АС SU 268720, МПК G01N 3/58, БИ 1970, №14].
Одним из недостатков известного способа является то, что при измерении не учитывается влияние массы и размагничивающего фактора изделий, имеющих часто различные формы и габаритные размеры, на величину магнитной проницаемости, что приводит к снижению точности измерений. Кроме того, эксплуатационная характеристика - износостойкость контролируется данным способом посредством оценки физического состояния с помощью относительной магнитной проницаемости только в одной из компонент твердого сплава - кобальтовой связке. Это происходит потому, что карбид вольфрама - парамагнетик и вклад его от намагниченности в общую относительную магнитную проницаемость небольшой. Поэтому с помощью данного способа производится, по существу, оценка относительной магнитной проницаемости кобальта, его количества и деформационного состояния. При этом совершенно не учитываются другие свойства поверхности и объема твердого сплава, в том числе когезионное и адгезионное состояние на границах фаз и в объеме компонентов твердого сплава и т.д. Вследствие рассмотренных причин этот способ отличается низкой точностью при оценке износостойкости твердых сплавов.
Известен способ контроля режущих свойств партии твердосплавных инструментов, согласно которому сначала воздействуют на каждый инструмент (твердосплавную пластинку) из партии, регистрируют параметр контроля, затем выборочно подвергают механическому износу несколько инструментов из партии и определяют режущие свойства инструментов всей партии. Воздействие на каждый инструмент осуществляют путем равномерно распределенного импульсного нагрева, регистрируют хронологическую термограмму, в качестве параметра контроля определяют коэффициент температуропроводности каждого инструмента по результатам выборочного механизма износа в зависимости от коэффициента температуропроводности, а режущие свойства инструментов всей партии определяют, используя полученную зависимость [АС SU 1651155, МПК G01N 3/58, БИ 1991 №19]. Выбранным исходным параметром в данном способе является величина температуропроводности. Основным недостатком данного способа является то, что очень трудно более или менее точно определить скорость распространения тепла в материалах, в которых носителями тепла являются свободные электроны. Твердые сплавы являются такими материалами, и теплопередача у них обеспечивается за счет движения электронов. Температуропроводность всех твердых сплавов отличается на незначительную величину. Поэтому очень сложно определить флуктуации (изменяющие износостойкость) температуропроводности для одной конкретной марки твердого сплава (они практически незаметны). Последнее сопряжено с большими техническими трудностями. Должное обеспечение в этой ситуации операций контроля точными воздействующими, регистрирующими и вспомогательными приборами и устройствами, гарантирующими необходимую точность, повлечет за собой значительное повышение себестоимости контрольных операций. Вследствие этого данный способ контроля является малоперспективным для использования как в лабораторных, так и в производственных условиях.
Известен способ прогнозирования износостойкости режущего инструмента, выбранный в качестве прототипа и заключающийся в следующем. Проводят эталонные испытания режущих инструментов при оптимальной или близкой к ней скорости резания, проводят испытания на изменение величины исходного параметра от свойств поверхностной полиоксидной структуры твердого сплава, сформированной в процессе его нагревания, строят эталонную корреляционную зависимость «исходный параметр - износостойкость», выполняют статистический контроль только величины исходного параметра для текущей партии твердосплавных режущих инструментов. После этого прогнозируют износостойкость для текущей партии инструментов на основании зависимости:

где Т (текущее), мин - износостойкость в минутах - среднее прогнозируемое время безаварийной работы твердосплавных режущих инструментов, подвергающихся испытаниям, из текущей партии образцов;
Т (эталонное), мин - средняя износостойкость в минутах для твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
Т (эталонное), пс - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
τ (текущее), пс - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из текущей - контролируемой партии. В качестве исходного параметра при этом используют величину времени жизни позитронов, внедренных в поверхность и приповерхностные слои твердых сплавов и производящих оценку электронной плотности их структуры. По величине электронной плотности прогнозируют износостойкость изготовленных режущих инструментов [АС SU 2251095, МПК G01N 3/58, БИ 2005, №12]. Основным недостатком данного способа является высокая организационная сложность в его осуществлении. Для реализации этого способа необходим радиоактивный источник. В соответствии с нормами для его обслуживания существуют высокие требования. Необходимо иметь специальное помещение для его хранения. Измерение соответствующих параметров и обработку полученных результатов может производить только специально подготовленный и обученный персонал. С помощью данного способа производится оценка структуры на атомном уровне, и не всегда сопоставление данных результатов с результатами, получаемыми по износостойкости, приводит к точному прогнозу. Данный способ позволяет производить разбраковку - прогнозировать износостойкость твердых сплавов, близких по виду и степени дефектности структуры. Сравнение структур, сильно различающихся по виду и степени дефектности, дает достаточно заметные погрешности в прогнозе износостойкости твердосплавных режущих инструментов. Вследствие этого данный способ прогнозирования износостойкости не совсем точно характеризует эксплуатационные свойства, предопределяемые степенью дефектности структуры, что в итоге снижает степень тесноты корреляционной связи между исходным параметром и износостойкостью режущих инструментов. Тем не менее, данный способ контроля информативно отражает эксплуатационное состояние поверхностной структуры инструментального материала, что важно для установления связи между данной характеристикой и адгезионным износом, в большой степени зависящим от вида и степени дефектности поверхностного слоя, и мы выбираем его в качестве прототипа.
Задачей предлагаемого способа - прогнозирования износостойкости твердосплавных титан-вольфрам-кобальтовых (группа Р) режущих инструментов является повышение точности и снижение трудоемкости при прогнозировании износостойкости твердосплавных режущих инструментов. Прогнозирование основано на тесной корреляционной зависимости между износостойкостью и площадью тепловой гистерезисной петли, получаемой при измерении поверхностной термо-эдс (метод Зеебека), в процессе нагревания и последующего охлаждения контролируемой зоны. С уменьшением площади тепловой гистерезисной петли, полученной при измерении термо-эдс на поверхности режущих пластин, изготовленных из твердых сплавов группы применяемости Р, их износостойкость при резании сталей и сплавов, вызывающих интенсивный диффузионный износ, возрастает.
Поставленная задача при прогнозировании износостойкости твердосплавных режущих инструментов группы применяемости Р в предлагаемом способе решается путем использования выбранного исходного параметра и включает: проведение испытания на изменение величины исходного параметра от свойств поверхностной структуры, сформированной в процессе изготовления (упрочнения) твердосплавного режущего инструмента, проведение эталонных испытаний на износостойкость в процессе резания материалов при оптимальной или близкой к ней скорости резания, построение эталонной - корреляционной зависимости «исходный параметр - износостойкость», статистический контроль только величины исходного параметра у текущей партии твердосплавных режущих инструментов, прогнозирование износостойкости для текущей партии инструментов на основании зависимости:

где аЭ и вЭ - постоянные коэффициенты:
 ,
,  ,
,
из них:
Тпт - текущая износостойкость в минутах для твердосплавных режущих инструментов, подвергшихся испытаниям, из прогнозируемой текущей партии твердосплавной продукции;
Sпт - текущее значение выбранного исходного параметра, полученное при контроле поверхности твердосплавных сменных режущих пластин из текущей - контролируемой партии твердосплавной продукции;
Тэ1 и Тэ2 - износостойкость в минутах для двух независимых выборок сменных твердосплавных режущих инструментов (пластин) из эталонной (предыдущей) партии твердосплавной продукции;
Sэ1 и Sэ2 - средние значения величин выбранного исходного параметра, полученные при контроле поверхностной структуры для двух выборок образцов твердосплавных режущих инструментов (пластин) из эталонной (предыдущей) партии продукции, отличающийся тем, что с целью повышения точности прогнозирования износостойкости в качестве исходного параметра используют величину площади гистерезисной петли, полученной при измерении поверхностной термо-эдс (метод Зеебека) при включенном и выключенном нагреве «горячего» зонда, с уменьшением площади которой износостойкость твердосплавных режущих инструментов группы применяемости Р возрастает.
Поверхностная и приповерхностная структура твердосплавного режущего инструмента, формирующаяся в процессе изготовления твердого сплава, оказывает большое влияние на его износостойкость. Одними из важнейших характеристик поверхностной и приповерхностной структуры, определяющей важнейшие физико-механические и эксплуатационные свойства твердосплавных режущих инструментов группы применяемости Р, являются их теплофизические характеристики: теплоемкость и теплопроводность. Последние в свою очередь зависят от температуры и значительно изменяются в результате температурного воздействия на поверхность и формирования на поверхности и в приповерхностной области оксидных, полиоксидных, оксикарбогидридных и других структур. Различные по составу и свойствам поверхностные и приповерхностные формирования в виде пленок и слоистых систем, различных по составу, свойствам и толщине, выполняют разнообразные задачи, связанные со снижением износа режущих инструментов. Так, например, оксидные, оксикарбидные, оксикарбогидридные структуры, образующиеся за счет внешнего и внутреннего окисления на поверхности и в приповерхностных слоях твердых сплавов, выполняют роль барьера между инструментальным и обрабатываемым материалами при массопереносе и распространении тепла, оказывая тем самым решающее влияние на снижение износа твердосплавных режущих инструментов. Уже на этапе изготовления твердых сплавов на поверхности и в приповерхностных слоях формируется структура, значительно отличающаяся от структуры, располагающейся в объеме. Поверхностная и приповерхностная структура твердых сплавов группы применяемости Р характеризуется наличием высокой концентрации одиночных вакансий и меньшей концентрации мелких и крупных пор. Вследствие этого для нее в большей степени характерен процесс внутреннего окисления. Из-за низкой окисляемости поверхностная структура имеет соответственно пониженную чувствительность по отношению к внешним на нее температурным воздействиям. Вместе с тем вследствие температурного влияния на твердые сплавы в условиях открытой термодинамической системы на поверхности и в приповерхностных слоях происходит образование различных по структуре и свойствам твердых растворов и химических соединений. Данные образования формируются при участии основных компонентов твердого сплава (карбидов титана, вольфрама, кобальтовой связки), примесей, а также кислорода, азота, водорода, входящих в состав твердых сплавов и поступающих, соответственно, из окружающей газовой среды. Формирующиеся структуры оказывают значительное влияние на процессы образования, аккумуляции и распространения тепла как в плоскости поверхности, так и в направлении глубинных слоев твердосплавных режущих образцов (пластин). Процесс поверхностной и приповерхностной структурной трансформации у твердых сплавов группы применяемости - Р за счет термического воздействия начинается при температурах (30-45°С) и сопровождается изменением их теплоемкости и теплопроводности. Свойства, проявляющиеся при нагревании и охлаждении на поверхности, тесным образом связаны со свойствами приповерхностной области и объема твердых сплавов. В этом смысле между объемом, приповерхностной областью и поверхностью существует устойчивая связь. Всякие изменения поверхностных и приповерхностных свойств зависят от состава и свойств объемной структуры. Нагревание поверхности сопровождается насыщением ее и приповерхностной области кислородом и водородом за счет адсорбции кислорода из окружающей газовой среды и за счет диффузии водорода из объемной структуры твердого сплава. Вследствие этого на поверхности и в приповерхностной области формируется оксикарбидный слой и слоистая структура из оксикарбогидридов различной степени стехиометрии. В итоге этих превращений теплоемкость поверхности и приповерхностной области повышается, а теплопроводность снижается. Теплоемкость объемной структуры при этом снижается, а теплопроводность возрастает. Охлаждение поверхности сопровождается уходом атомов кислорода за счет дисорбции в окружающую газовую среду, а водорода за счет диффузии в объемную структуру. В данном случае теплоемкость поверхности снижается, а теплопроводность возрастает. Теплоемкость объема при этом возрастает, а теплопроводность снижается. Для каждой конкретной твердосплавной структуры (режущей пластины) степень трансформации указанных превращений как при нагреве, так и при охлаждении является строго индивидуальной. Она зависит от состава твердых сплавов, состава и свойств компонентов (в том числе наличия у них примесей), предыстории их получения и т.д. В трансформации поверхности при ее нагревании принимают участие кислородные потоки со стороны окружающей газовой среды, а водорода - со стороны объема твердого сплава. Вклад каждого потока в реконструкцию поверхности определяется химическими потенциалами на границах фаз: окружающая газовая среда - поверхность и поверхность - газовая примесь объема. Разность химического потенциала между указанными фазами определяет градиент химического потенциала и направление результирующих потоков движения атомов кислорода и водорода. Приближенная картина взаимодействия поверхности с кислородом окружающей газовой среды при ее нагревании будет следующей: адсорбция кислорода поверхностью, разрыв связи у молекул адсорбата, распределение атомов на поверхности, образование связей с атомами поверхности, диффузия атомов кислорода в приповерхностный дефектный слой, перераспределение в приповерхностном слое по глубине с образованием слоистой структуры в связях с водородом. Приближенную картину взаимодействия поверхности с водородом объема можно представить так: ионизация водородной примеси за счет нагрева, диффузия атомов водорода к поверхности, образование приповерхностной слоистой структуры в связях с кислородом. Представленный процесс сопровождается повышением теплоемкости поверхности и приповерхностной области и теплопроводности объема и соответствующим снижением теплоемкости объема и теплопроводности поверхности и приповерхностной области.
Трансформация поверхности при ее охлаждении сопровождается десорбцией кислорода в окружающую газовую среду и диффузией водорода в объемную структуру твердого сплава. Вклад каждого потока в деградацию поверхности определяется также химическими потенциалами на границах фаз: поверхность - окружающая газовая среда и поверхность - объем. Разность химических потенциалов между указанными фазами определяет градиент химического потенциала, а также направление и мощность движения потоков атомов кислорода и водорода. Приближенная картина массопереноса кислорода с поверхности в окружающую газовую среду будет следующей: ослабление и разрушение связей между атомами оксикарбидных соединений на поверхности, распад твердых растворов, перераспределение атомов, образование молекул кислорода, десорбция летучих молекулярных соединений. Приближенная картина массопереноса водорода из приповерхностной области в объем будет следующей: распад соединений в приповерхностной области, диффузия атомов водорода в объем структуры, образование связей с атомами объема. Представленный процесс сопровождается снижением теплоемкости поверхности и теплопроводности объема и соответствующим повышением теплоемкости объема и теплопроводности поверхности.
Скорость, состав, толщина и количество слоев у образующихся на поверхности структур зависит от величины химических потенциалов, которые в свою очередь являются функцией концентрации кислорода в окружающей газовой среде и водорода в объеме твердого сплава. На величину химического потенциала значительное влияние оказывают состояние (прочность) химической связи между титаном, вольфрамом и углеродом в карбидных зернах, находящихся на поверхности твердого сплава и в объеме, состояние кобальтовой связки (толщина, вид и степень дефектности, величина и знак напряженного состояния и т.д.), наличие примесей, находящихся во взаимодействии с карбидными зернами и кобальтовой прослойкой, состояние межзеренных и межфазных границ (образование по границам фаз сегрегации примесных атомов, твердых растворов, химических соединений). Процесс формирования поверхностной структуры при нагревании со стороны поверхности включает: адсорбцию молекул кислорода окружающей газовой среды, распределение атомов кислорода на поверхности, образование зародышей поверхностных пленок, рост и объединение поверхностных сегрегации по мере поступления кислорода, стабилизацию состава и структуры поверхностной пленки, рост толщины пленки. Существует критический размер толщины поверхностной пленки и время, необходимое для его достижения, при котором формирующаяся поверхностная пленочная структура становится устойчивой и в дальнейшем (при достижении стационарного температурного состояния) не испытывает существенных превращений. Аналогично представленному происходит формирование слоистой оксикарбогидридной структуры в приповерхностной области. В их образовании принимает участие кислород окружающей газовой среды, диффундирующий со стороны поверхности, и водород, поступающий из объемной структуры твердых сплавов. Сначала в приповерхностной зоне формируются локальные объемные образования будущей слоистой структуры, которые так же, как и зародышевые поверхностные образования, увеличиваются в количестве, объединяются, превращаются в кластеры и объемные фазы. Процесс распада структур на поверхности при ее охлаждении включает: распад твердых растворов на поверхности, выделение из пленочной структуры отдельных кластеров, образование из кластеров мелких объединений, окончательную деградацию пленочной системы вследствие десорбции кислорода в окружающую газовую среду. Деградация поверхностной пленочной структуры также является многостадийной. После достижения некоторой степени фрагментации пленочной структуры процесс ее деградации затормаживается и продолжается с достаточно низкой скоростью. Аналогичным образом происходит распад оксикарбогидридной структуры в приповерхностной области, который включает: выделение из объемной слоистой фазы водородных и кислородных атомов, образование фрагментарной структуры, ее дальнейший распад, диффузию атомов кислорода к поверхности и водорода в объем, десорбцию атомов кислорода с поверхности и сегрегацию атомов водорода в объемной структуре вблизи электроотрицательных примесей и межзеренных границ.
Таким образом, изменению термических характеристик (теплоемкости и теплопроводности) будут способствовать текущие изменения, происходящие на поверхности и в объеме твердых сплавов, вызываемые температурным воздействием (нагреванием и охлаждением), а именно: массоперенос кислорода и водорода со стороны окружающей газовой среды и объема в сторону поверхности и от поверхности, повышение или снижение степени адсорбции поверхностью атомов и молекул окружающей газовой среды, повышение или снижение способности объема твердого сплава аккумулировать водород (твердые сплавы группы применяемости Р активно аккумулируют водород), изменение избирательности адсорбции кислорода или аккумуляции водорода, величина, направленность и остаточные явления при структурных превращениях на поверхности и в объеме, изменение и перераспределение тепловых потоков, распространяющихся от поверхности (от места локального внешнего теплового воздействия). Контроль процессов, происходящих на поверхности и в приповерхностной области (образование адсорбционных слоев, оксидных пленок, оксикарбидных структур атомной толщины, приповерхностной оксикарбогидридной слоистой структуры и т.д.), вызываемых термическим воздействием (нагреванием и последующим охлаждением), сопровождающееся изменением термических характеристик (теплоемкости и теплопроводности), позволяет оперативно и с достаточно высокой точностью осуществлять прогнозирование износостойкости твердосплавных режущих инструментов (режущих пластин) на основе измерения поверхностной термо-эдс (метод Зеебека).
Измерение термо-эдс осуществляли с помощью установки, оснащенной измерительным столиком и двумя зондами. Наконечник одного зонда изготовлен из меди, другого - из вольфрамового сплава. Расстояние между зондами является постоянным и составляет 4 мм. Процесс измерения термо-эдс, возникающей между зондами, устанавливаемыми на контролируемую поверхность (режущую пластину), начинается с момент включения нагрева вольфрамового зонда, осуществляемого с помощью тонкой нихромовой спирали, охватывающей этот зонд. Средняя скорость нагревания вольфрамового зонда составляет примерно 0,5°С/сек. Максимальная температура нагрева вольфрамового зонда достигает 140°С. Продолжительность процесса измерения составляет 4-8 мин. Измерение термо-эдс производится непрерывно в два этапа, включающих измерение термо-эдс при включенном нагревании вольфрамового зонда и при дальнейшем непрекращающемся измерении термо-эдс, но с уже выключенным нагреванием вольфрамового зонда (измерение при последующем естественном охлаждении зоны контакта). Причем время измерения термо-эдс при нагревании (2-4 мин) должно быть равным времени измерения термо-эдс при охлаждении (2-4 мин). В результате измерений поверхностной термо-эдс получают гистерезисную петлю - зависимость величины термо-эдс от времени нагрева и последующего охлаждения. Чем ниже интенсивность роста термо-эдс при нагревании и чем ниже интенсивность снижения термо-эдс при охлаждении, тем выше износостойкость твердосплавных режущих инструментов группы применяемости Р при резании ими материалов, вызывающих интенсивный диффузионный износ.
Величина термо-эдс при нагревании зависит от интенсивности повышения величины градиента температур между медным и вольфрамовым зондами. Чем медленнее будет расти температурный градиент (разность температур между не нагреваемым - «холодным» зондом из меди и нагреваемым - «горячим» зондом из вольфрамового сплава) в каждый следующий момент времени по сравнению с предыдущим при непрерывном нагревании - повышении температуры (в области контакта вольфрамового «горячего» зонда), тем менее интенсивно будет происходить рост термо-эдс от времени. Величина градиента температур между зондами зависит от интенсивности образования оксикарбидной пленки на поверхности и оксикарбогидридных слоистых пленочных структур в приповерхностной области, от термических характеристик оксидных, оксикарбидных и слоистых структур. С ростом интенсивности превращения (степени окисления) поверхностных оксикарбидных пленок и приповерхностных слоистых структур теплоемкость поверхности твердосплавных режущих инструментов группы применяемости Р возрастает, а теплопроводность снижается. При этом соотношение между изменениями теплоемкости, теплопроводности и плотности поверхностных и приповерхностных структур таково, что их температуропроводность в итоге возрастает. Причиной более высокой теплоемкости поверхностных и приповерхностных соединений является их слоистое строение, наличие между слоями высокой степени дефектности (пористости), большой удельный вес между элементами соединений ионного и ковалентного типа химической связи. При этом у сложного оксикарбида (поверхностная оксидная пленка) и оксикарбогидрида на основе титана и вольфрама (приповерхностная слоистая структура) увеличивается пороговый уровень тепловой энергии, необходимый для генерации фононных колебаний кристаллической решетки, по сравнению с уровнем тепловой энергии, необходимой для генерации подобных фононных колебаний у сложного карбида на основе титана и вольфрама. Аналогично более высокую теплоемкость приобретает оксид кобальта по сравнению с чистым кобальтом в результате окисления последнего. В итоге теплопроводность с увеличением степени окисления поверхности и формирования слоистой приповерхностной структуры начинает больше осуществляться за счет фононных колебаний решетки и меньше за счет движения свободных электронов.
Температурный градиент зависит от степени окисления или восстановления поверхности и приповерхностной области. Могут быть различные сочетания факторов (изменяющихся при нагревании свойств поверхности и приповерхностной области), которые влекут за собой повышение или снижение температурного градиента между зондами, вследствие которых термо-эдс при нагревании горячего зонда может возрастать или снижаться с той или иной интенсивностью. Вместе с тем установлено, что всякое конечное изменение термо-эдс при контроле связано с изменением износостойкости режущего инструмента. Температурный градиент между зондами может увеличиваться вследствие повышения интенсивности окисления поверхности и преобладания окислительных процессов в приповерхностной области, а также вследствие незначительной интенсивности окислительных процессов на поверхности и значительной интенсивности окисления приповерхностной области. Температурный градиент между зондами может снижаться вследствие снижения интенсивности окисления поверхности и преобладания восстановительных процессов в приповерхностной области, вследствие интенсивного окисления поверхности, но с преобладанием восстановительных процессов в приповерхностной области. Различное соотношение между потоками тепла, распространяющимися при нагреве по поверхности и направленными в объем твердого сплава определяют форму верхней части гистерезисной петли «величина термо-эдс-время».
Величина термо-эдс при охлаждении зависит от интенсивности снижения величины градиента температур между медным и вольфрамовым зондами. Чем меньше будет снижаться температурный градиент (разность температур между не нагреваемым - «холодным» зондом из меди и нагреваемым - «горячим» зондом из вольфрамового сплава) в каждый следующий момент времени по сравнению с предыдущим при непрерывном охлаждении - снижении температуры, тем менее интенсивно будет происходить снижение термо-эдс от времени. Величина градиента температур между зондами зависит от интенсивности распада оксикарбидной (оксидной) пленки на поверхности и приповерхностных слоистых пленочных структурах в области контакта (нахождения) вольфрамового (горячего) зонда, от термических характеристик оксикарбидной пленки и слоистых структур. Если диффузия кислорода из кристаллической решетки сложного оксида на основе титана и вольфрама при охлаждении происходит с низкой скоростью и не превышает скорость термического сжатия сложной кристаллической решетки, происходящего при охлаждении, то распад сформировавшихся при нагреве с участием кислорода и водорода поверхностных и приповерхностных соединений будет осуществляться затруднительно и с низкой скоростью. Такое возможно только при высокой прочности химической связи между элементами у оксикарбида и у оксикарбогидридной слоистой структуры, сформировавшихся на этапе контроля с включенным нагревом «горячего» зонда.
С ростом интенсивности превращения (степени распада) поверхностных оксикарбидных пленок и приповерхностных слоистых структур теплоемкость поверхности твердосплавных режущих инструментов группы применяемости Р снижается, а теплопроводность возрастает. При этом соотношение между изменениями теплоемкости, теплопроводности и плотности поверхностных и приповерхностных структур таково, что их температуропроводность в итоге снижается. Причиной более низкой теплоемкости, формирующихся в результате распада соединений является изменение их состава и химической связи между элементами. Снижается удельный вес ионной и ковалентной связи и увеличивается роль металлической связи. При этом у распавшихся соединений на основе карбидов титана и вольфрама снижается пороговый уровень тепловой энергии, необходимый для генерации фононных колебаний кристаллической решетки, по сравнению с уровнем тепловой энергии, необходимой для генерации подобных фононных колебаний у оксидов и оксикарбогидридов на основе титана и вольфрама. Аналогично более низкую теплоемкость приобретает кобальт по сравнению с оксидом кобальтом в результате восстановления последнего. В итоге теплопроводность в результате распада поверхностных оксидных пленок приповерхностных слоистых структур начинает больше осуществляться за счет движения свободных электронов.
Температурный градиент при этом зависит от степени восстановления или окисления поверхности и приповерхностной области. Могут быть различные сочетания факторов (изменяющихся при охлаждении свойств поверхности и приповерхностной области), которые влекут за собой снижение или повышение температурного градиента между зондами, вследствие которых термо-эдс при охлаждении горячего зонда может снижаться с той или иной интенсивностью. Вместе с тем установлено, что всякое конечное изменение термо-эдс при контроле связано с изменением износостойкости режущего инструмента. Температурный градиент между зондами может снижаться вследствие роста интенсивности распада поверхностных пленок и преобладания восстановительных процессов, происходящих в приповерхностных слоистых структурах, вследствие интенсивного распада поверхностной оксидной структуры и при незначительных изменениях в приповерхностной области. Температурный градиент может расти вследствие интенсивного распада поверхностных оксикарбидных структур с преобладанием окислительных процессов в приповерхностной области. Вследствие распада приповерхностных слоистых структур и интенсивного окисления поверхности. Различное соотношение между потоками тепла, распространяющимися при охлаждении по поверхности и направленными в объем твердого сплава, определяют форму нижней части гистерезисной петли «величина термо-эдс - время».
В процессе экспериментов было установлено, что износостойкость титан-вольфрам-кобальтовых твердосплавных режущих инструментов группы применяемости Р при резании материалов, вызывающих интенсивный диффузионный износ, тесным образом связана с формой кривых термо-эдс, полученных в зависимости от времени, при осуществлении контроля поверхности в процессе нагревания вольфрамового зонда и последующего его охлаждения. В итоге кривые, термо-эдс, полученные при нагревании и охлаждении, образуют гистерезисную петлю с некоторой площадью. С уменьшением площади гистерезиса эксплуатационные характеристики режущей пластины - ее износостойкость возрастает. Более интенсивный рост термо-эдс при нагревании может сопровождаться как более интенсивным, так и менее интенсивным снижением термо-эдс при охлаждении. Также менее интенсивный рост термо-эдс при нагревании может сопровождаться как менее интенсивным, так и более интенсивным снижением термо-эдс при охлаждении. На Фиг.1 представлены типичные зависимости термо-эдс, полученные соответственно при нагревании (верхняя ветвь ОАВСД и нижняя ветвь ДЕКМР), образующие гистерезис. Со снижением площади гистерезиса износостойкость твердосплавных режущих пластин увеличивается. Таким образом, чем менее интенсивно при нагревании происходит рост термо-эдс от времени (кривая ОАВСД) и чем менее интенсивно при охлаждении происходит снижение термо-эдс от времени (кривая ДЕКМР), тем более высокие эксплуатационные характеристики (износостойкость) имеют твердосплавные пластины из титан-вольфрам-кобальтовых твердых сплавов (группа применяемости Р).
Основными причинами роста износостойкости режущих инструментов группы применяемости Р при снижении площади гистерезисной петли являются: формирование на поверхности когерентной с поверхностью тонкой оксикарбидной или оксидной пленки, снижающей высокотемпературный абразивный износ, образование прочной химической связи между элементами в оксикарбогидридных соединениях на основе титана и вольфрама, образование приповерхностной слоистой структуры, служащей эффективным теплоизолирующим экраном, снижение в итоге химической активности у поверхностных и приповерхностных соединений. Неинтенсивный характер роста термо-эдс при нагревании и неинтенсивный характер снижения термо-эдс при охлаждении свидетельствует с одной стороны о низкой химической активности поверхности, а с другой - о высокой прочности химической связи, образующейся между элементами поверхности и приповерхностной области при нагревании. Вследствие указанных причин растворение структуры твердого сплава в обрабатываемом материале в условиях трения при высоких температурах является низким (низкий диффузионный износ), а соответственно, износостойкость режущих инструментов группы применяемости Р при резании материалов, вызывающих интенсивный диффузионный износ, является высокой.
Формирование наиболее эффективной оксидной (полиоксидной) структуры на поверхности, обеспечивающей наибольшую износостойкость режущих инструментов группы применяемости Р зависит в первую очередь от состава и состояния объемной структуры твердых сплавов, прочности химической связи у сложных карбидов, эффективного распределения прочности химической связи у карбидов по объему зерен, состояния связи между карбидным зерном и кобальтом, наличия контролируемых и неконтролируемых примесей в карбидном зерне, кобальте на межфазной границе и т.д.
Таким образом, чем меньше площадь гистерезисной петли, полученной при измерении термо-эдс в процессе нагревания и последующего охлаждения вольфрамового зонда, тем выше химическая инертность поверхности, ниже интенсивность образования соединений на поверхности и в приповерхностной области, выше прочность химической связи у образующихся соединений, тем эффективнее поверхностные оксикарбидные (оксидные) пленки предохраняют поверхность от высокотемпературного абразивного износа, тем выше теплоизоляционная способность поверхностных и приповерхностных соединений. Вследствие этого износостойкость твердосплавного режущего инструмента группы применяемости Р возрастает.
Существенно важной особенностью предлагаемого способа является то, что в соответствии с его приемами без дополнительных затрат и технических трудностей представляется возможным проводить более объективную и точную оценку износостойкости вследствие оперативного анализа и сопоставления текущих контролируемых и эталонных параметров, полученных в широком диапазоне режимов резания и температур резания. На свойства полиоксидных пленок, образующихся в зоне контакта при резании, значительное влияние оказывают защитные покрытия и различные поверхностные упрочнения, тем не менее и в данном случае между износостойкостью режущих инструментов и площадью гистерезисной петлей, как показали испытания, наблюдается также устойчивая корреляционная взаимосвязь.
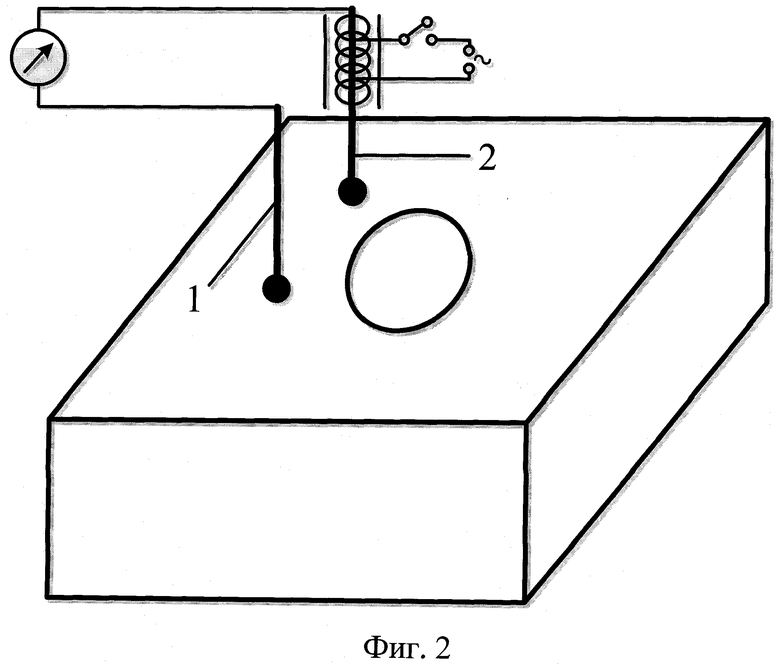
Реализация способа осуществляется, последовательно проходя несколько этапов. Сначала твердосплавные режущие инструменты (режущие пластины) подвергают контролю путем измерения термо-эдс. На фиг.2 представлена схема установки для осуществления измерения поверхностной термо-эдс. Предварительно перед измерениями производят очистку поверхностей у режущих пластин. После этого на любую удобную для измерения поверхность помещают измерительную головку прибора с медным - 1 и вольфрамовым - 2 зондами. Медный зонд является «холодным», а вольфрамовый является «горячим». Медный и вольфрамовый зонды изготовлены из проволоки диаметром 2,5 мм. Нагрев вольфрамового зонда при контроле поверхности производится с помощью спирали, изготовленной из нихромовой проволоки диаметром 0,25 мм. Расстояние между зондами в положении контроля составляет 4 мм. Нагревание горячего зонда осуществляется от индивидуального источника питания при напряжении 20 В. Прибор оснащен цифровым вольтметром, регистрирующим величину термо-эдс, генерируемую при включенном и выключенном нагревании вольфрамового зонда. Цифровой вольтметр через преобразователь соединен с компьютером, а непрерывно фиксируемые данные передаются на дисплей. Измерение (фиксацию) термо-эдс производили через каждые 15 сек после включения нагревания на «горячем» зонде. Процесс измерения термо-эдс на этапе нагрева продолжается в течении 2-4 мин. В результате измерений получаем данные для построения кривой ОАБСД. После выключения нагревания «горячего» зонда также через каждые 15 сек измеряют (фиксируют) термо-эдс при охлаждении. В результате получают данные для кривой ДЕКМР. В итоге при измерении термо-эдс у партии твердосплавных пластин при включенном и выключенном нагревании «горячего» зонда получают семейство гистерезисных кривых, имеющих ту или иную площадь.
Затем проводят эталонные испытания. Для этого производят достаточно представительную выборку твердосплавных (группа Р) режущих инструментов (режущих пластин) из имеющейся партии твердосплавной продукции и проводят испытания их на износостойкость в процессе резания на металлорежущем станке, как правило, стали или сплава, вызывающих интенсивный диффузионный износ. Резание проводят на оптимальной или близкой к ней скорости резания [см., например, RU 2168394 С2, 7 В23В 1/00 от 10.06.01. Бюл. №16]. Определяют величину износостойкости как продолжительность безотказной работы до заданного критерия затупления - фаски износа на задней поверхности (как правило, 0,2-0,8 мм).
После этого строится график эталонной зависимости «износостойкость - величина площади гистерезисной петли», ограниченной сверху соответственно кривой ОАВСД, полученной при включенном нагревании «горячего» (вольфрамового) зонда, и ограниченной снизу соответственно кривой ДЕКМР, полученной при выключенном нагревании «горячего» зонда. Между износостойкостью режущих инструментов группы применяемости Р и площадью гистерезисной петли существует устойчивая корреляционная связь. С уменьшением площади гистерезисной петли у контролируемых режущих пластин (Sпт) при обработке ими углеродистой стали 65, вызывающей интенсивный диффузионный износ, их износостойкость возрастает. Данная экспериментально полученная зависимость достаточно хорошо аппроксимируется с высокой степенью тесноты корреляционной связи линейной зависимостью:
ТПТ=-аЭ·SТ+вЭ.
Последующий контроль твердосплавных режущих инструментов текущей партии поставляемой продукции производится на основании измерения только выбранного исходного параметра, а именно: величины площади гистерезисной петли, ограниченной верхней кривой, полученной при измерении термо-эдс при включенном нагревании «горячего» зонда, и нижней кривой, полученной при измерении термо-эдс при выключенном нагревании «горячего» зонда. На основании полученной эталонной зависимости «износостойкость (ТЭ) - площадь (SЭ)» и формулы (1), приведенной выше, осуществляется прогноз износостойкости текущей партии твердосплавной продукции. Прогнозируемая износостойкость может быть выше или ниже полученной при эталонных испытаниях. С уменьшением Sпт (средняя площадь гистерезисной петли для контролируемой выборки) прогнозируемая износостойкость режущих пластин у поставляемой партии возрастает. Предлагаемый способ позволяет прогнозировать с высокой точностью износостойкость твердосплавных группы применяемости Р режущих инструментов при обработке сталей и сплавов, вызывающих интенсивный диффузионный износ. Избирательность (направленность) данного способа на прогнозирование износостойкости твердосплавных режущих инструментов только группы применяемости Р существенно повышает его точность.
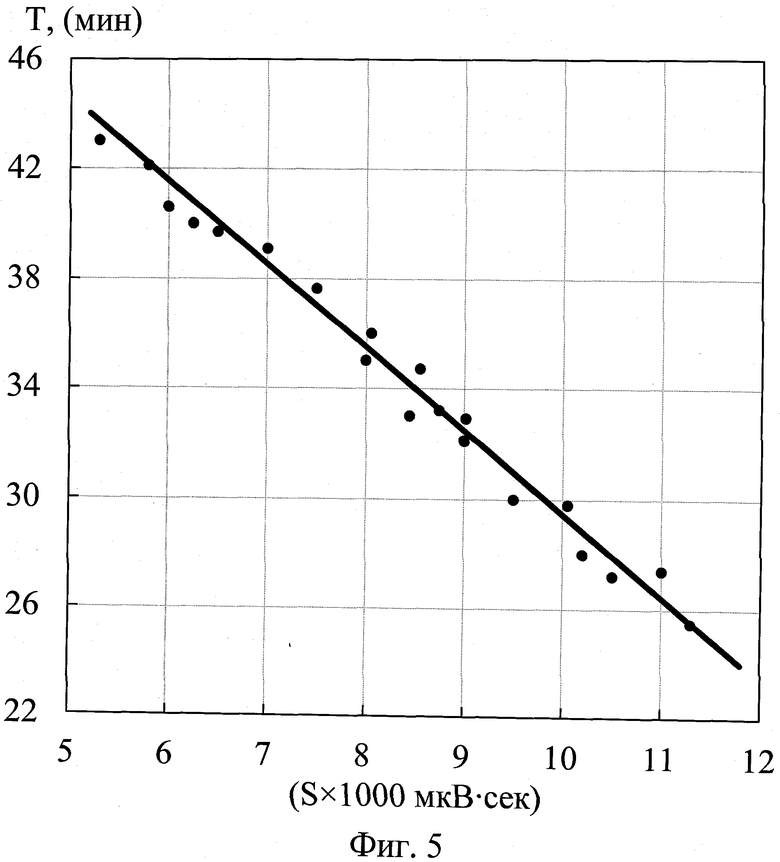
На фиг.5 представлена графическая корреляционная зависимость изменения величины износостойкости (Т) твердосплавных режущих инструментов группы применяемости Р от величины площади (S).
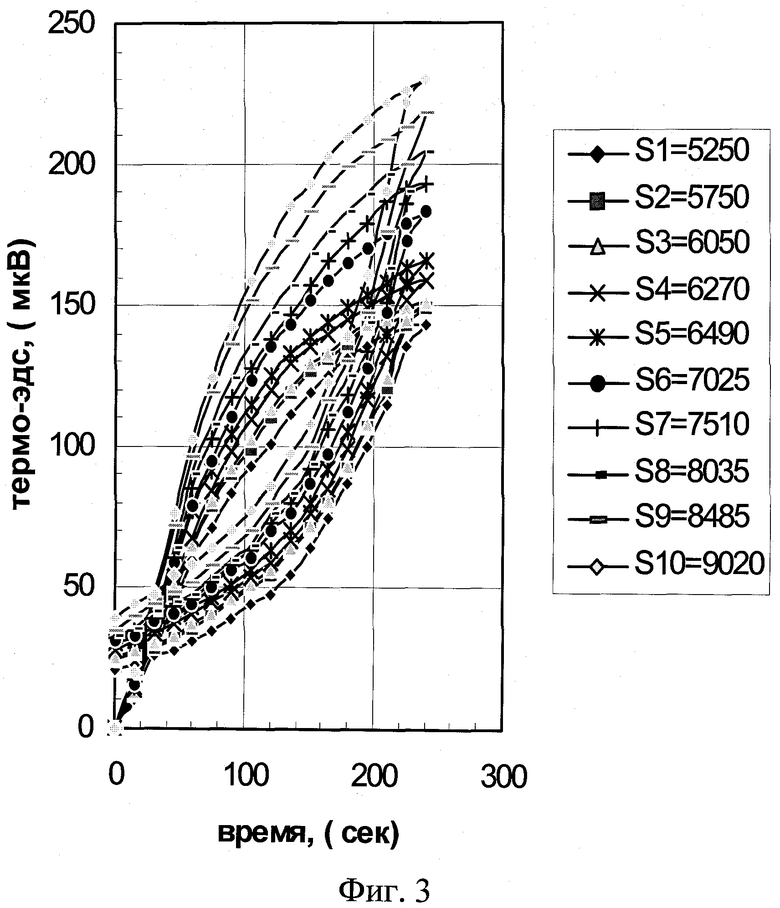
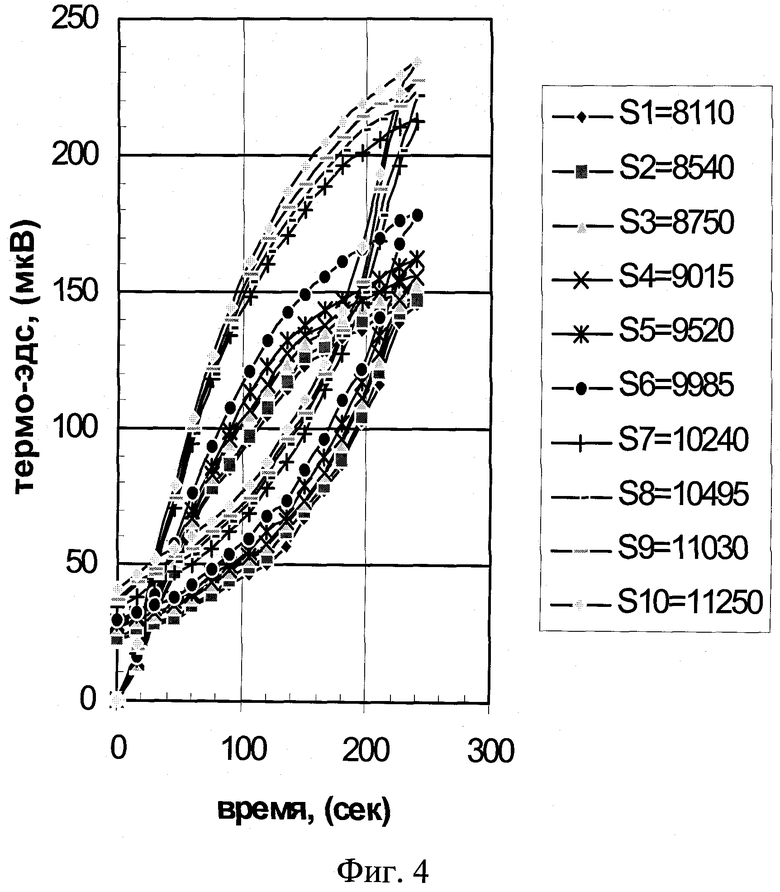
Пример осуществления способа прогнозирования износостойкости твердосплавных режущих инструментов. Сначала полученные при выборке твердосплавные режущие пластины из Т30К4 из предыдущей (эталонной) партии продукции протираются спиртовым раствором и подвергаются контролю путем измерения поверхностной термо-эдс (метод Зеебека). Термо-эдс после включения нагрева для «горячего» зонда измерялась в течении 4 мин через каждые 15 сек. За это время «горячий» зонд нагревался в пределах до 120-140°С. После выключения нагревания для «горячего» зонда термо-эдс также измерялась в течении 4 мин и также через каждые 15 сек. Величина условной площади гистерезисной петли S (мкВ×сек), полученной по результатам измерения термо-эдс у первой выборки режущих пластин при включенном и выключенном «горячем» зонде, составила: 5250; 5750; 6050; 6270; 6490; 7025; 7510; 8035; 8485; 9020. Среднее значение площади (SЭ1) гистерезиса составляет 6988 (мкВ×сек). Величина условной площади гистерезисной петли S (мкВ×сек), полученной по результатам измерения термо-эдс у второй выборки режущих пластин при включенном и выключенном «горячем» зонде, составила: 8110; 8540; 8750; 9015; 9520; 9985; 10240; 10495; 11030; 11250. Среднее значение площади (SЭ2) гистерезиса составляет 9694 (мкВ×сек).
Затем проводятся испытания на износостойкость твердосплавных режущих инструментов - твердосплавных режущих пластин марки Т30К4, прошедших этап контроля с помощью измерения поверхностной термо-эдс. В качестве обрабатываемого материала использовалась углеродистая сталь 65. Скорость резания при испытаниях выбиралась равной 120 м/мин. Подача и глубина резания были приняты соответственно 0,23 мм/об и 1,5 мм. Резание осуществлялось без охлаждения. За критерий затупления принимался износ режущей пластины по задней поверхности, равный 0,6 мм. Стойкость для образцов из 10 штук первой эталонной выборки составила: 43,0; 42,0; 40,5; 40,0; 39,5; 39,0; 37,5; 36,0; 33,0; 32,0 мин. Среднее значение составило 38,65 мин. Стойкость для образцов из 10 штук второй эталонной выборки составила: 35,0; 34,5; 33,0; 32,5; 30,0; 29,5; 28,0; 27,0; 27,0; 25,0 мин. Среднее значение составило 30,15 мин.
Измеренные и рассчитанные характеристики термо-эдс сопоставляли со значением износостойкости твердосплавных режущих инструментов, полученной при резании стали 65. По данным Т (износостойкости твердосплавных режущих инструментов) и величине S (площади гистерезисной петли) строили график эталонной, корреляционной зависимости «износостойкость (ТЭ) - площадь гистерезисной петли (SЭ)». Точки, полученные при сопоставлении Т и S для обеих выборок, достаточно точно укладываются на общую прямую зависимости «ТЭ (износостойкость) - SЭ (площадь)», что свидетельствует о высокой корреляционной связи между износостойкостью и площадью гистерезисной петли (отражающей интенсивность окисления поверхности - кривая ОАВСД и интенсивность поляризации - роста относительной диэлектрической проницаемости - кривая ДЕКМР). На фиг.3 и 4 представлены значения величины площади гистерезисной петли для режущих пластин из Т30К4 соответственно у выборок 1 и 2, подвергшихся контролю, путем измерения поверхностной термо-эдс при включенном и выключенном нагревании «горячего» зонда.
На фиг.5 представлены зависимости износостойкости режущих пластин из Т30К4 группы применяемости Р (на основании испытания режущих пластин из выборок 1 и 2) при обработке ими стали 65 от площади гистерезисной петли. Для осуществления прогнозирования износостойкости у твердосплавных режущих пластин в последующей текущей (изготовленной или полученной) и предназначенной для потребления партии образцов производят испытание только величины площади гистерезисной петли по показаниям термо-эдс, измеренной на поверхности. По результатам измерения термо-эдс площадь гистерезисной петли для 10 режущих пластин из твердого сплава Т30К4 из поставляемой (текущей) партии составила: 6010; 6080; 7150; 7380; 7940; 8180; 8230; 8340; 9120; 9160. Общее среднее значение (S) для данной величины составило 7760 (мкВ×сек). На основании среднего значения величины (SПТ), полученной при измерении термо-эдс на поверхности твердосплавных режущих пластин из Т30К4 текущей партии, и формулы (1) находят (Тпт) - средне прогнозируемое значение износостойкости твердосплавных режущих пластин из Т30К4 у текущей партии поставляемой продукции. В итоге прогнозируемое значение износостойкости из расчетов для контролируемой текущей партии продукции составило в среднем 35,72 мин, что находится на уровне величины износостойкости эталонной (предыдущей) партии полученных резцов. Контрольные проверки, проведенные при резании, показали, что средняя износостойкость выборки текущей партии режущих пластин составила 36, 40 мин. Последнее подтверждает точность прогноза. При осуществлении прогнозирования износостойкости для текущей партии твердосплавных инструментов отпадает необходимость в проведении дорогостоящих и трудоемких испытаний на износостойкость, проводимых на металлорежущих станках. Способ обладает высокой точностью прогноза. Это происходит вследствие тесной связи между свойствами твердосплавных режущих инструментов (износостойкостью) и свойствами твердых сплавов генерировать на поверхности и в приповерхностных слоях при нагревании эффективную защиту от абразивного и теплового воздействия. На фиг.5 представлена корреляционная зависимость прогнозирования износостойкости твердосплавных режущих инструментов из Т30К4 (группы применяемости Р) при резании углеродистой стали 65 от величины площади гистерезисной петли, полученных при их контроле.
Вследствие сравнения данных прогноза износостойкости, полученных в соответствии с прототипом и по предлагаемому способу, а также в результате контрольных экспериментальных исследований износостойкости, выполненных в процессе резания углеродистой стали, выявлено, что результаты, полученные в соответствии с прототипом, отличаются от контрольных испытаний на 15-20%, в то время как результаты, полученные по предлагаемому способу, отличаются лишь на 5-10%.
Таким образом, предлагаемый способ контроля - прогнозирования износостойкости твердосплавных режущих инструментов может быть использован с достаточно высокой экономической эффективностью на предприятиях, изготавливающих или потребляющих твердосплавную продукцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2011 |
|
RU2459192C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2570367C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2573451C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2010 |
|
RU2422800C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2569901C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2569920C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2570340C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2010 |
|
RU2422801C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2011 |
|
RU2465985C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2012 |
|
RU2494839C1 |
Изобретение относится к области обработки металлов резанием и может быть использовано для прогнозирования - контроля износостойкости твердосплавных режущих инструментов при их изготовлении, использовании или сертификации. Сущность: осуществляют проведение эталонных испытаний на износостойкость в процессе резания материалов при оптимальной или близкой к ней скорости резания. Проводят испытания на изменение величины исходного параметра от свойств поверхностной структуры, сформированной в процессе изготовления твердосплавного режущего инструмента. Осуществляют построение эталонной - корреляционной зависимости «исходный параметр - износостойкость». Контролируют только величину исходного параметра у текущей партии твердосплавных режущих инструментов и прогнозируют износостойкость для текущей партии инструментов на основании зависимости. В качестве исходного параметра используют площадь гистерезисной петли, полученной при контроле поверхностной термо-эдс с включенным и выключенным нагревом горячего зонда, с уменьшением площади которой износостойкость возрастает. Технический результат - повышение точности и снижение трудоемкости при прогнозировании износостойкости твердосплавных режущих инструментов. 5 ил.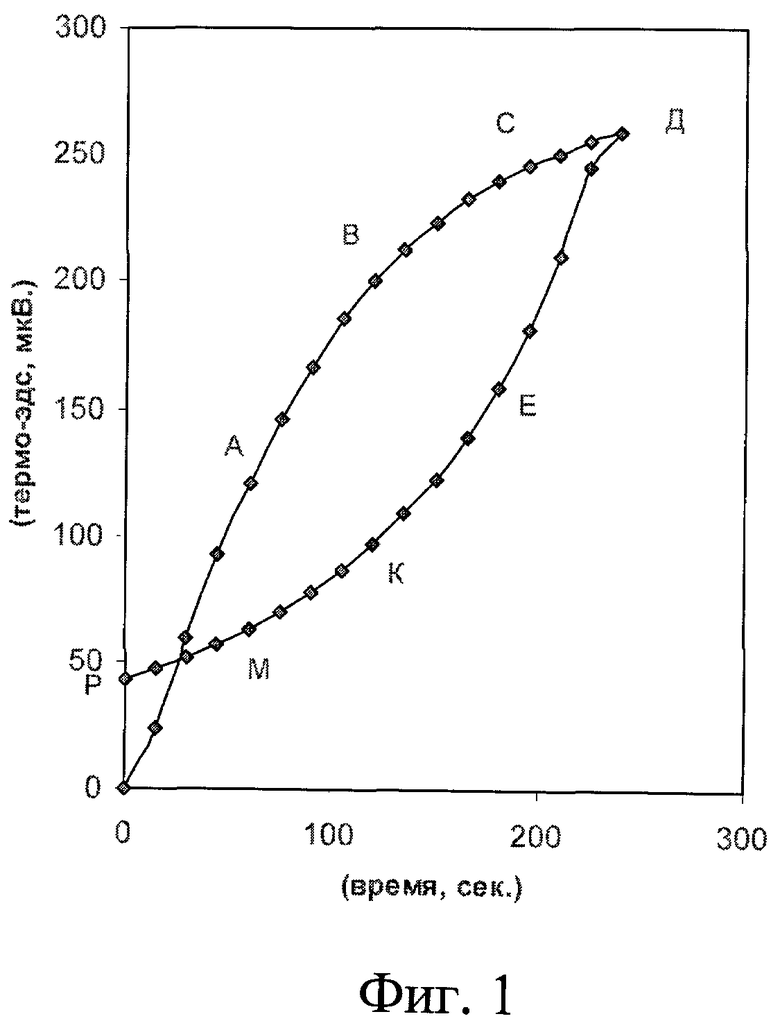
Способ прогнозирования износостойкости твердосплавных групп применяемости Р режущих инструментов по выбранному исходному параметру, включающий проведение эталонных испытаний на износостойкость в процессе резания материалов при оптимальной или близкой к ней скорости резания, проведение испытания на изменение величины исходного параметра от свойств поверхностной структуры, сформированной в процессе изготовления твердосплавного режущего инструмента, построение эталонной - корреляционной зависимости «исходный параметр - износостойкость», статистический контроль только величины исходного параметра у текущей партии твердосплавных режущих инструментов, прогнозирование износостойкости для текущей партии инструментов на основании зависимости:
ТПТ=-аЭ·SПТ+вЭ,
где аЭ и вЭ - постоянные коэффициенты:
из них:
ТПТ (мин) - текущая износостойкость в минутах для твердосплавных режущих инструментов (пластин), подвергшихся испытаниям, из прогнозируемой текущей партии образцов;
SПТ (мкВ·с) - текущее значение (площадь гистерезисной петли) выбранного исходного параметра, полученное при контроле теплофизических свойств поверхности твердосплавных режущих инструментов (пластин), из текущей (контролируемой партии);
Тэ1 и Тэ2 (мин) - износостойкость в минутах для двух выборок сменных твердосплавных режущих инструментов (пластин) из эталонной партии твердосплавной продукции;
Sэ1 и Sэ2 (мкВ·с) - значения исходного параметра (площадь гистерезисной петли) для двух выборок образцов твердосплавных режущих инструментов (пластин), полученная при контроле поверхности у твердосплавных режущих пластин из эталонной партии принимаемой (отправляемой) продукции, отличающийся тем, что в качестве исходного параметра используют площадь гистерезисной петли - S, полученной при контроле поверхностной термо-ЭДС с включенным и выключенным нагревом горячего зонда с уменьшением площади (S) которой износостойкость возрастает.
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2370750C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2006 |
|
RU2315972C1 |
| Способ исследования режущих свойств инструментов с покрытием | 1985 |
|
SU1341542A1 |
| JP 57171244 А, 21.10.1982. | |||

